Ratios, Proportions and Similar Figures Ratios, proportions and scale drawings.

BLENDING PROPORTIONS OF HIGH SKID AND
LOW SKID AGGREGATE
Final Repot
BY Robert Y. Liang
Department of Civil Engineering The University of Akron Akron, Ohio 44325-3905
Prepared in Cooperation with
The Ohio Department of Transportation and
The U.S. Department of Transportation, Federal Highway Administration
August 2003


Disclaimer
The contents of this report reflect the views of the authors who are responsible for the facts and the accuracy of the data presented herein. The contents do not necessarily reflect the official views or policies of the Ohio Department of Transportation or the Federal Highway Administration. This report does not constitute a standard, specification or regulation.

i
The Ohio Department of Transportation Office of Research & Development Executive Summary Report
BLENDING PROPORTIONS OF HIGH SKID AND
LOW SKID AGGREGATE Start Date: 02/01/02 Duration: 17 months Completion Date: 07/01/03 Report Date: August 2003 State Job Number: 14793(0) Report Number: FHWA/OH-2003/014 Funding: $97,408 Principle Investigators:
Robert Y Liang, Ph.D., P.E. Civil Engineering Dept.
University of Akron. ODOT Contacts:
Technical: David Powers Office of Materials Management
Administrative: Monique R. Evans, P.E. Administrator, R&D 614-728-6048
For copies of this final report go to http://www.dot.state.oh.us/divplan/research
or call 614-644-8173.
Ohio Department of Transportation Office of Research & Development
1980 West Broad Street Columbus, OH 43223
Problem Wet skidding accidents on streets and highways are a continuing concern to motorists and highway engineers. Reduced pavement friction between a vehicle tire and the pavement surface in wet weather is a primary contributing factor in many of these accidents. Improving pavement friction can be a challenging problem to highway engineers due to diminishing high friction and high polishing resistant aggregates in certain region of the state. Successful design and control of high friction pavement for long duration requires specific guidelines and procedures for the proper selection of aggregates. In regions where high friction aggregate is scare, then a proper procedure is needed to allow for blending of two aggregates with varying degree of friction and polishing resistance. The state highway engineers lack any well documented guidelines to develop and verify such blending practice. There has been an interim ODOT procedure for aggregate blending; however, it is very subjective and requires field and laboratory validations. ODOT also is in need of specific guidelines for optimal blending other than 50/50 prescribed in the current interim document.

ii
Objectives To investigate feasibility of blending high skid-resistant and low skid-resistant aggregates to meet ODOT pavement friction requirements, and to develop guidelines for blending practice. Description Four different aggregate sources were identified to represent high skid-resistant and low skid-resistant aggregates. Aggregates were blended in the 80/20, 70/30, 60/40, and 50/50 by weight percentage of high skid-resistant and low skid resistant aggregates. The aggregate samples were polished using the Accelerated Polishing machine according to ASTM D3319-90. The residual polishing value, as determined by the British Pendulum Tester (ASTM E303-93), was recorded at the end of 8 hr of polishing. The test data was further normalized to study the rate of polishing for different aggregate blends.
Conclusions & Recommendations Blending of 50/50 by weight of high skid- resistant with low skid-resistant aggregates could be practical in achieving satisfactory aggregate blends for meeting ODOT pavement friction requirements. However, the blending of specific aggregates need to be verified by following the procedures established in the report. Blending 60/40 by weight of high skid resistant with low-skid resistant aggregates seems to be producing more acceptable aggregate blends. Implementation Potential The blending of low skid- resistant and high skid-resistant aggregates has shown to be able to produce a satisfactory blend for meeting pavement friction requirements. Therefore, the practice should be allowed in current ODOT Construction and Materials Specifications.

iii
TABLE OF CONTENTS
LIST OF TABLES………………………………………………………………………vi
LIST OF FIGURES…………………………………….………………………………viii CHAPTER I. INTRODUCTION………………..……………………………………………..….. 1
1.1 Statement of Problem………..…………………..…………………………….1
1.2 Objectives of the Study……………………………………..…………………3 1.3 Scope of Work……………………………………..……………………….…4 1.4 Outline of Thesis……………………………………………..………………..4 II. LITERATURE REVIEW………..…………………………………………………..6
2.1 Background………………………………….………………………………...6 2.2 Texture………………………..……………………………………………….7
2.2.1 Macrotexture and Microtexture……………………………………….…8
2.3 Hydroplaning………….……..……………….………………….……………9 2.4 Aggregate Factors Affecting Pavement Friction…………….………………10 2.4.1 Aggregate Shape………………………..…….………….…….……..…11 2.4.2 Aggregate Size and Gradation………………………..………………...11 2.4.3 Resistance to Polish Wear………………………...………….…………11

iv
2.5 Petrographic Insights into Wear and Polishing………………………………12 2.6 Laboratory Instruments Used To Simulate Wearing………………………...14 2.7 Field Skid Measurements………………………………….………..………..17 2.7.1 Locked-Wheel Trailer Methods………………………………………..17 2.7.2 Automobile Methods……………………………………...………...…18 2.7.3 Portable Field Testers………………………………………...………..19 2.8 Factors Affecting Polish Results ……………………………………..……...24 2.9 Economic Impact………………………………………………………….....34 2.9.1 Economic Considerations………………………...……………………35 2.9.2 Accident Savings……………………………………...……………….39 2.10 Wet-weather Accident Analysis and Traffic Needs………………………...40 2.10.1 Frictional Needs of Traffic…………………………….……………...40 2.10.2 Factors Affecting Wet-Pavement Safety …………………….………41 2.11 Aggregate Preevaluation and Blending Work……………………………...43 2.11.1 Louisiana Highway Research: Blended Aggregate Study……………44 2.11.2 North Carolina State Highway commission and FHWA……………..46 2.11.3 Texas Highway Department…………………………………….……46 2.11.4 Puerto Rico…………………………………………………….……...47 2.12 Laboratory and Field Polish Rates Correlation…………………………..…49 2.12.1 New Jersey Department of Transportation……………………..….….50 2.12.2 Texas Department of Highways and Public Transportation………….52 2.13 Recent Developments………………………………………………………56 2.14 Survey of State of Practice by Different State Agencies………….………..57

v
III. LABORATORY TEST PROCEDURES……… …………………….....….….......61
3.1 Preparation of Test Samples………………….……………………………...61 3.2 Measurement of Initial Friction Number (BPN) Using the British Pendulum Tester……………………………………………………………..64 3.3 Accelerated Polishing of Aggregates Using the British Wheel……………...69 IV. LABORATORY TEST RESULTS AND DATA ANALYSIS …………………...74
4.1 Aggregate Selection and Properties………………………………………… 74 4.2 Test Program ………………………………………………………………...80
4.2.1 Test Results…………………………………………………………….81 4.3 Analysis of Test Results ……………………………………………………..95 4.3.1 Polishing Trend………………………….…………………………......95 4.3.2 Blend #1…………………………………………………………...…...95 4.3.3 Blend #2………………………………………………………………111 4.3.4 Normalized Behavior…………………………………………………114 V. CONCLUSIONS AND RECOMMENDATIONS………………………………….122 5.1 Summary of Work Done…………………………………………………...122 5.2 Observations and Conclusions…………………………………..………….123
5.3 Implementation.………………………………………...…………………..125 5.4 Recommendations for Future Research………………..…………………...125 REFERENCES…………………………………………………………………………127 APPENDIX…………………………………………………………………………….132

vi
LIST OF TABLES Table Page 2.1 Contact Lengths and Slider Displacements for Various Coupon Curvatures…....24 2.2 Frictional Needs of Traffic According to Severity………………………………37 2.3 Cost of Accidents to Society……………………………………………………..39 2.4 Estimate of Accident Cost Savings in 1984 if Average SN is Raised
From 35 to 45…………………………………………………………………….40
2.5 Average Polish Values of Individual Aggregates Used in the Louisiana DOT Study……………………………………………………………………………..44
2.6 Percent of Enhancing Aggregate Necessary To Achieve a Minimum PV of 35...45 2.7 Polish Data For Unblended and Blended Samples…………………………...….49 2.8 Study of Ultimate Polish Values in Laboratory and Field……………………….55 2.9 State of Practice Adopted by Different State DOTs……………………………..58 4.1 Texas-DOT Standards……………………………………….…………………....75 4.2 Categories of Aggregate Sources Based on Polish Values……………………….75 4.3 Test matrix for Blended Aggregates……………………………………………...80 4.4 Designation Table………………………………………….……………………..80 4.5 Polish Numbers for 8 – Hour Polishing of High Residual Friction
Aggregate#H1…….………………………………………………………………83 4.6 Polish Numbers for 8 – Hour Polishing of High-Residual Friction
Aggregate#L1……………………………………………………………………84

vii
4.7 Polish Numbers for 8 – Hour Polishing of High Residual Friction Aggregate#H2…….…………………………………………………………..…85
4.8 Polish Numbers for 8 – Hour Polishing of High Residual Friction
Aggregate#L2…………………………………………………………………....86 4.9 Polish Numbers for 8 – Hour Polishing for Aggregate Blend#50/50-1……….....87 4.10 Polish Numbers for 8 – Hour Polishing for Aggregate Blend#60/40-1………..…88 4.11 Polish Numbers for 8 – Hour Polishing for Aggregate Blend#70/30-1…………..89 4.12 Polish Numbers for 8 – Hour Polishing for Aggregate Blend#80/20-1…………..90 4.13 Polish Numbers for 8 – Hour Polishing for Aggregate Blend#50/50-2…………..91 4.14 Polish Numbers for 8 – Hour Polishing for Aggregate Blend#60/40-2……….….92 4.15 Polish Numbers for 8 – Hour Polishing for Aggregate Blend#70/30-2…………..93 4.16 Polish Numbers for 8 – Hour Polishing for Aggregate Blend#80/20-2…………..94 4.17 Comparison of Weighted Average and Recorded Polish Values for Blend #1....109 4.18 Comparison of Weighted Average and Recorded Polish Values for Blend #2....111 5.1 Residual Polish Values of Aggregates and Their Blends….……….…………..123 5.2 Acceptability of the Blended Aggregates…………………………………..…..124

LIST OF FIGURES Figure Page 2.1 Schematic Diagram of the Accelerated Wear Machine…………..…..………….15 2.2 California Skid Tester…………………………..……...……………………...…21 2.3 Drag Tester (Keystone Skid Resistance Tester)…………………………………22 2.4 The Portable British Pendulum Tester…………………………..…………….…23 2.5 Simulation of Sandy Particle Distribution……………………………………….26 2.6 Effect of Normal Slider Load……………………………………………………28 2.7 Combined Effect of Length of Contact Path and Pendulum Spring
Displacement……………………………………………………………………..29 2.8 Effect of Contact Length…………………………………………………………30 2.9 Effect of Rubber Slider Durometer………………………………………………31 2.10 Conditioning of Aggregates during Pendulum Swings………………………….33 2.11 Cost Comparison of Skidding Accidents and Skid-Proofing……………………36 2.12 Cost Comparison of Aggregate Based on Polishing Resistance…………………38 2.13 Polish Values As a Result of Combining Lightweight and Limestone
Aggregates……………………………………………………………………….48 2.14 Relationship Between SN Terminal Value and Minimum Polish Value………...53 2.15 Study of Ultimate Polish in Lab and Field………………….……………………54 3.1 Close Packing of Aggregates in the Mold……………………………….………62 3.2 Filling Interstices of Aggregates with Fine Sand……………………….………..63

iii
3.3 Filling the Mold with Bonding Agent………………………………..….……….65 3.4 Closing Mold with Cover………………………………………………………..66 3.5 View of the Coupon………………………………………………….…………..67 3.6 The British Pendulum Tester…………………………………………………….68 3.7 Overview of the Accelerated Polishing Machine……………………..……..…..70 3.8 Loading the Wheel on the Accelerated Polishing Machine…………….……..…71 3.9 Loading Coupons on the Wheel of the Accelerated Polishing Machine…….…..73 4.1 Effect pf Polish Values due to Blending by Proportion of Weight and Contact
Area………………………………………………………………………………82 4.2 Trend of Polish Number for Aggregate #H1………..…………..…….…..……..96 4.3 Trend of Polish Number for Aggregate #L1………………..…………..…….….97 4.4 Trend of Polish Number for Aggregate #H2…………………...……...……..….98 4.5 Trend of Polish Number for Aggregate #L2…………………..…………….…..99 4.6 Trend of Polish Number for Aggregate Blend #50/50-1……...…..…….……...100 4.7 Trend of Polish Number for Aggregate Blend #60/40-1………………….…....101 4.8 Trend of Polish Number for Aggregate Blend #70/30-1……………..…...……102 4.9 Trend of Polish Number for Aggregate Blend #80/20-1….……..……….…….103 4.10 Trend of Polish Number for Aggregate Blend #50/50-2……………………….104 4.11 Trend of Polish Number for Aggregate Blend #60/40-2…………………….…105 4.12 Trend of Polish Number for Aggregate Blend #70/30-2…………………….…106 4.13 Trend of Polish Number for Aggregate Blend #80/20-2…………………….…107 4.14 Initial and Residual Polish Values for Blend #1…………………….………….108 4.15 Improvement in Polish Value of Low Skid Resistant Aggregate L1…………...110

iv
4.16 Initial and residual Polish Values for Blend #2………………………………...112 4.17 Improvement in Polish Value of Low Skid Resistant Aggregate L2…………..113 4.18 Normalization of Polish Values wrt. the Maximum Difference in BPN for
Aggregates and Blend #1……………………………………………………….115 4.19 Normalization of Polish Values wrt. the Maximum Difference in BPN for
Aggregates and Blend #2……………………………………………………….116 4.20 Normalization of Polish Values wrt. the Maximum Difference for the Individual and Blended Aggregates…………………………………………….117 . 4.21 Normalization of Polish Values wrt. the Initial BPN for Aggregates and
Blend #1………………………………………………………………………...118 4.22 Normalization of Polish Values wrt. the Initial BPN for Aggregates and
Blend#2……………………………………………...……………………..…...119 4.23 Normalization of Polish Values wrt. the Initial BPN for the Average of Low
Polish and High Polish Aggregates…………..…………………………………121

1
CHAPTER I
INTRODUCTION 1.1 Statement of Problem Wet skidding accidents on streets and highways are a continuing concern to officials and highway engineers. Causes of these accidents could include variables such as reduced pavement friction, poor drainage properties of the surface, and driver inexperience. Reduced pavement friction between a vehicle’s tire and the pavement surface in
wet weather is a primary contributing factor in many of these accidents. Improving pavement friction is a challenging problem to highway engineers because it requires the identification and application of construction materials that ensures non-deteriorating and skid-resistant pavement surfaces. Historically, research has shown that it is neither physically viable nor
economically feasible to construct an asphalt pavement surface that provides skid resistance at an adequate level throughout the pavement’s service life. Consequently, engineers use a seal coat maintenance technique, which consists of applying asphalt overlay to a pavement surface followed by an overlay of cover aggregates, as a means of improving pavement performance. Since sources for aggregates of known high-frictional

2
performance are depleted in many areas of the country, highway engineers must increasingly rely on the use of aggregates for which the performance record is unknown. Successful design and control of a high-friction pavement surface requires specific guidelines and procedures for the proper selection of aggregates. As driving speeds and Average Daily Traffic (ADT) increases, the chances of
having skid-related accidents also increase rapidly (Beaton, 1976; Brillet, 1984). The skid accident reduction program as issued by the Federal Highway Administration (FHWA, 1980) encourages each state highway agency to minimize wet weather skidding accidents by identifying and improving sections of roadways with high skid accident incidence or high skid potential, and to ensure that new roadway surfaces have adequate and durable skid-resistant properties. Skid resistance is affected by surface conditions such as bleeding asphalt, polished aggregate, smoothed macrostructure, rutting and adequate cross slope, even though aggregate and mixture characteristics remain to be the major controlling factors. A research project sponsored by Ohio Department of Transportation 15 years ago (see, Colony, 1985) reviewed and selectively studied some 30,000 skid numbers from highway pavements throughout the state. Traffic volumes and aggregate types were found to be closely related to mean skid numbers within a county. County skid numbers vary significantly throughout the counties but they are correlated with physiographic types. The study also indicated that the properties of aggregates and the mix design have important bearings on the measured variations in skid number over time. Compared to gravel, limestone was found to be more prone to low skid resistance over time.

3
A recent study sponsored by Ohio Department of Transportation (Liang and Chyi,
2000) involves characterization of the polish and friction properties of a wide range of aggregates taken throughout the state of Ohio. The final polish numbers, as determined via. the British Pendulum Tester, of these aggregates after having undergone accelerated polish by the British Wheel Tester exhibit a wide range between a maximum polish number of 35.8 and a minimum polish number of 21.6. Consequently, some of these aggregates have been deemed unacceptable for use in pavement surface courses. ODOT recently established at Asst. Director Kimberlin’s direction, a guideline for handling high polish aggregate in asphalt pavement. The guideline categorizes the aggregates in a very prescriptive manner. These aggregates may only be used if blended 50/50 with low polish/high skid aggregates. If 50/50 blend proves to be a viable approach to improve high skid aggregate usages, then there is an interest in determining whether 50/50 blend is optimal or if lower amounts of polish aggregates can be used. Implementation guidelines for optimal blending can only be established based on a carefully conducted laboratory study. 1.2 Objectives of the Study The main objective of the proposed study is to evaluate the feasibility of blending high skid and low skid aggregates to achieve an aggregate mix that would satisfy the ODOT criteria. The specific objectives can be summarized as follows:
• Develop exhaustive laboratory data that establishes the trend followed by blending varying proportions of high skid and low skid aggregates.

4
• Develop an optimum blending proportion if the blending proves feasible. • Forward implementation strategies to the ODOT. • Recommendation on further study required towards developing a guideline for the surface aggregates used in surface layers of flexible pavements to prevent skidding accidents in wet weather.
1.3 Scope of Work The work conducted in this thesis consists of extensive laboratory work including use of state-of-the-art laboratory equipment. Specifically, four aggregates were selected from 20 of the major quarries, which are the major providers for aggregates in roadway construction in Ohio. Two test matrices were developed, where in each a high polish aggregate was mixed with a low polish aggregate in varying proportion by weight. To develop the polishing and friction characteristics of the blended aggregates the samples were polished using the Accelerated Polishing Machine using the British Wheel, with the procedure conforming to ASTM D 3319-90. The sample preparation was consistent with ASTM D3319. The measurement of the friction numbers for the samples was done using the British Pendulum Tester according to the procedural standards given by ASTM E 303-93. 1.4 Outline of Thesis Presented in chapter II is a literature review of the previous studies related to the wet-weather skidding accidents, skid-resistant aggregates and any work done in blending of aggregates with a view to improving skid resistance of wet pavement surfaces.

5
Covered in chapter III are the details of the test procedures and sample preparation. In chapter IV the test results are recorded and analyzed in detail. The effect of blending on residual polish values and the rate of polish is studied in detail. Chapter V provides a summary and conclusions of the study, as well as recommendations for implementation and future research studies.

6
CHAPTER II
LITERATURE REVIEW 2.1 Background The phenomenal increase in the volume and speed of highway traffic that has occurred since World War II has been accompanied by a parallel increase in the occurrence of highway accidents. 10 to 15 percent of these accidents may be related to the roadway and its environment, and can more specifically be attributed to wet- pavements. In the U.S. it is estimated that accidents involving skidding result in an annual loss of life of nearly 3000 people. Research has indicated that a major factor in wet-pavement accidents may be the lack of adequate friction between tire and the pavement surface. The relation between adequate traction on wet pavements and highway safety was researched and reported on by Moyer in 1930s and became the focus of intensive research efforts following the great increase in vehicle ownership and highway travel at high speeds after World War II. The research dealt with several aspects of tire- pavement interaction, including field and laboratory methods of measuring road surface friction, comparison and correlation of the different measuring methods, and relationships of road surface properties to skidding accidents. Research efforts culminated in the convening of the First International Skid Prevention Conference in Charlottesville,

7
Virginia, in 1959, and the Second International Skid Prevention Conference in Columbus, Ohio, in 1977. (NCHRP, Wet Pavement Safety Programs). The effect of the wet-pavement accidents is best summed up in the NCHRP Synthesis 14 on Skid Resistance wherein we find, “ Next to congestion, pavement slipperiness is the greatest sin a public agency can, in the eyes of the public, permit to befall highways and streets. Indeed, when skidding accidents occur, the public is more likely to blame the pavement than anything else.” Aggregates make up 90 percent by volume of bituminous pavement mixes, thus it logically follows that skid resistance is highly dependent on aggregate characteristics. This study has been devoted to provide more data on the effect of blending locally available aggregates in Ohio in an effort to enhance skid resistant properties of wet- pavements. The study further aims at being able to provide guidelines to the Ohio DOT to develop its own criteria for skid resistant pavements. 2.2 Texture Texture is the “roughness” that, in a bituminous surface, is most significantly influenced by aggregate size. Texture generates resistance to sliding via hysteresis effects in the tread rubber and facilitates expulsion of water from the tire-pavement interface. The friction that develops between tire and pavement has two components – adhesion and hysteresis. The latter reflects the energy loss that occurs as the rubber is alternately compressed and expanded. The “lost” energy appears as heat. Thus, as the tire slides over the irregularities of a textured surface, resistance develops even if the surface is perfectly lubricated.

8
Texture is beneficial to the generation of friction, but its more important function is to provide channels by which water can escape from under the tire so that the tread rubber can make contact with the pavement. (NCHRP, Skid Resistance). 2.2.1 Macrotexture and Microtexture Skid resistance of a bituminous surface is a function of macrotexture and microtexture. Macrotexture or macro-roughness is defined as the surface relief of the pavement (protrusions visible to the naked eye, i.e. ≥ 0.5mm). Macrotexture controls the thickness of the water film developed on the road surface and the duration for which it exists. It is responsible for the escape of water from under the tire and thereby the loss of skid resistance with increasing speeds. In short, the macrotexture is related to the drainage capacity between the tire and the pavement and the reduction of water film thickness due to the protrusions that come in contact with the vehicle tires. The macrotexture is described as being rough or smooth. ASTM Committee E-17 on Pavement Management Technologies, supplied the following formula: SN = SN0.e-(PNG/100).V ……………………………………………………………………2.1 where; SN = Skid Number, which is a standard measure of skid resistance SN0 = fictitious SN at zero speed, obtained by the British Pendulum Tester PNG = Percent Normalized Gradient, obtained by sandpatch method V = speed at which tire is moved with respect to the pavement

9
It was found that SN0 correlates well with the BPN (British Pendulum Number) and PNG (Percent Normalized Gradient) with the RMS (Root Mean Square) of macrotexture depth. The formula makes it possible to relate laboratory results to the field and vice versa, and to establish suitability of aggregates for use in surface courses. (Meyer, 1991). Microtexture is defined as those surface features less than 0.5mm in height. Its role in friction development is to penetrate the thin water film present on a wet pavement so that intimate tire-pavement contact is maintained. The microtexture gives an indication of the degree of polishing of an aggregate, thus controlling the level of skid resistance. A study (Forster, 1989) attempted to correlate the texture and friction measurements made with the BPT (British Pendulum Tester). He concluded that both the scales of texture, i.e. macrotexture and microtexture, had a significant influence on skid resistance. Hence microtexture measurements had to be combined with macrotexture measurements to be able to attempt a direct correlation with skid resistance measurements. His experimental data, including the shape factor and contact area percent when correlated with the BPN (British Pendulum Number) gave a correlation coefficient of 0.73. 2.3 Hydroplaning Hydroplaning results when vehicle tires move fast relative to the wet pavement surface, such that there is insufficient time to channel the moisture away from the center of the tire. The result is that the tire is lifted by the water away from the road and all traction is lost.

10
Inspite of adequate skid resistance, the accidents that occur during rainy periods at high speeds occur typically due to hydroplaning. The obvious remedies are reduction of (a) the water film thickness on the pavement or (b) speed, or both. Pavement surface characteristics can raise the speed at which hydroplaning will first occur for a given water film thickness (or water input, by rain or drainage, onto the pavement), but there is as yet no accepted method for identifying the hydroplaning potential of a site. Skid resistance measurements can qualitatively distinguish between pavements that are more or less conducive to hydroplaning because wet skid resistance drops with speed. The sharper the drop, the sooner skid resistance will reach zero. At present there is no way by which to anticipate with any degree of accuracy if, when and where hydroplaning will occur. However, when vehicles hydroplane, accidents are almost certain to occur. Such accidents will almost invariably occur at only clearly defined locations, comprising short sections of highway. (NCHRP, Skid Resistance). 2.4 Aggregate Factors Affecting Pavement Friction Excluding those bituminous pavements produced mainly from fine aggregates, the skid resistant properties of asphalt pavements depend primarily on the coarse aggregates. According to a study (Beaton, 1976), four characteristics should be evaluated in the selection of aggregates for skid resistant pavements. These are: texture, shape, size, and resistance to wear and polish

11
2.4.1 Aggregate Shape Shape of an aggregate particle significantly affects its skid-resistant properties. Shape of the aggregates also influence factors like hardness of grains, strength of the matrix, and over-all resistance of aggregate to abrasion. Processing procedures also govern the shape of both natural and synthetic aggregates. Angularity contributes to skid resistant qualities, but retention of angularity depends on characteristics like mineralogical composition and amount of polish-wear produced by traffic. (NCHRP, Skid Resistance). 2.4.2 Aggregate Size and Gradation Aggregate size influences skid resistance qualities of the pavement. However, it must be considered in relation to pavement type and mix design. Generally, larger-size aggregates in bituminous pavement mixes have greater control over skid resistance than smaller-size aggregates. As per Dahir (1979), open grading has been successfully used to facilitate fast drainage of wet pavements in the surface-tire contact area, by reducing skid resistance-speed gradient. 2.4.3 Resistance to Polish-Wear The ability of an aggregate to resist the polish-wear action of traffic has long been recognized as the most important characteristic for use in pavement construction. When an aggregate becomes smooth, it will have poor skid resistance. Also, if it wears

12
(abrades) and polishes too rapidly, the pavement will be slippery under wet conditions (Hosking, 1968). A study (Sherwood, 1970) showed that coarse grain sizes and differences in grain hardness, appear to combine to lead to differential wear and plucking out or shearing of grains that result in a constantly renewed abrasive surface. Also, according to a study (Shupe, 1958) certain minerals are associated with good skid resistance qualities. For example, the superior performance of dolomitic limestone over relatively pure carbonate limestone. The polish-wear characteristics of an aggregate, according to a study (Stutzenberger and Havens, 1958) are not readily predictable from its physical and chemical makeup. It is known that the attrition of loosely cemented grains in an aggregate particle will lead to renewed surfaces, consequently leading to less polishing. 2.5 Petrographic Insights into Wear and Polishing Petrographic analyses were carried out by Pennsylvania Transportation Institute (Dahir. 1978) to indicate aggregate wear and polish susceptibility. Constituent mineral properties and bonding were found to largely determine aggregate performance. Hard, well-bonded minerals were found to resist wear but eventually polish, though at a slower rate than softer minerals. Loosely bonded, coarse-grained, hard minerals resist polish but wear at a rate that render them not durable. To resist both wear and polish, an aggregate should ideally contain a high percentage of hard, coarse, angular crystals that are well

13
bonded into a matrix of softer, finer grains, or the hard crystals well bonded together in a porous structure in a way that slow, gradual, irregular fracture of crystals will occur. Petrographic studies carried out in the Kansas Department of Transportation (Smith and Fager, 1970) revealed a lot of insights into the polishing trend of different aggregates. Vesicular or softer rock was generally found to polish less than crystalline rock, and very finely crystalline rock was found to polish exceedingly well. Expanded shales and sandstones were found to give very good polish resistant properties. Boiler slag and trap rock were found to perform better than similar looking steel slag and siliceous gravel materials. Chert showed poor polish values. Carbonate aggregates gave a wide range of polish values. Dolomite content and the higher acid-insoluble residue contents in softer limestones were found to characterize the better performing aggregates. A detailed study (Gandhi, 1978) was conducted on the different aggregate sources in Puerto Rico due to high wet-weather accident rates on highways. It was found that carbonate rocks polish more than gravels and noncarbonate rocks. Also, dense limestones were found to have low polish values whereas, porous limestones showed higher polish values (porosity imparts a rough texture to the rock as it wears out). It was further recommended that carbonate content be included in the specifications to ensure adequate skid resistance, specifically a maximum value of 10 percent for expressways and high- risk areas and 25 percent for primary highways.

14
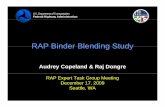
2.6 Laboratory Instruments Used To Simulate Wearing Several devices were developed all over the world to measure the frictional properties of artificial specimens or actual pavement samples in the laboratory. A study (Csathy, 1968), chronicled the laboratory devices designed to simulate the wearing procedure of aggregate samples, which are listed below. In Britain, an Accelerated Wear Machine was developed by the Road Research Laboratory. (Knill. 1960). The apparatus, shown schematically in Fig. 2.1 consisted of a pneumatic-tired wheel in contact with another wheel. On the flat periphery of the second wheel small specimens of chipping sized stones set in cement mortar were mounted. The second wheel was driven by electric motor, while load was applied to the pneumatic-tired wheel using a lever arm. The apparatus was used to attain traffic-simulated wear of aggregate specimens, in the presence of suitable abrasive powder. The Madrid Transport Laboratory (Giles, 1959) developed a friction tester consisting of loaded, rubber-tired wheel, which was brought up to a certain desired speed by means of an auxiliary motor, and then lowered to the pavement. The angular deceleration of the wheel was measured and the friction coefficient was calculated. In Sweden (Swedish Road Research Institute, 1961), laboratory tests were carried out concerning the friction between ice and rubber disks A rubber disk of 15 cm diameter was pressed against the ice surface by a spring exerting a force of 300 kg; the frictional forces developed as the disk was moved along the surface were converted into voltage and graphically recorded.

15
Fig. 2.1 Schematic Diagram of the Accelerated Wear Machine

16
In the United States, the laboratory skid resistance tester of the National Crushed Stone Association (Dillard and Alwood, 1957), consisted of a bicycle wheel mounted on a frame, driven by an eccentric weight on its rim. The slipperiness of a specimen was evaluated by lowering the rotating bicycle tire on its surface and measuring the angle through which the tire rotates in sliding to a stop. The test mixes were placed and compacted in a 14 ft circular track (18 in. wide and 6 in. deep), and a standard bus tire was used, with suitable abrasive to achieve accelerated wear. In the Purdue University (Shupe, 1958) skid-test apparatus, a flat, circular, 6-in. diameter test specimen was spun at 2500 rpm, and a rubber shoe was forced against it with a unit pressure of 28 psi. Skid resistance was measured by automatically recording the torque developed in the shaft supporting the testing shoe. Later, a more realistic procedure of rotating the specimen on a turntable and pressing a flat and rotating rubber shoe against its surface was introduced. The Tennessee apparatus (Fabian, 1959) consisted of a motor-driven automobile wheel, which spun against the surface of the test specimen. The speed of rotation and the pressure of the tire against the test surface were varied. The measured parameter was the wattage required to drive the motor at the selected speed. The N.A.C.A., National Advisory Committee for Aeronautics (Trant, 1959) carried out tests with a small tire running on a sandy surface belt, which was synchronized in speed with a flattened jet of water flowing on the belt. In other N.A.C.A. tests samples were cut out of tires and pulled across the test surface and the pulling forces were measured.

17
In a friction measuring device developed in Kentucky, (Stutzenberger and Havens, 1958) a rubber ring was rotated against the surface of the test specimen and the torque transferred to the specimen was measured. 2.7 Field Skid Measurements The basic method of determining skid resistance in the field consists of measuring the force required to drag over a wetted test-pavement, a tire that is prevented from rotating, that is a locked tire. The field skid measurement methods have been described below. 2.7.1 Locked-Wheel Trailer Methods The skid resistance of a pavement surface as measured by the conventional skid trailer is defined as “the steady-state friction force on a locked test wheel as it is dragged over a wetted pavement surface under constant load and at a constant speed while its major plane is parallel to its direction of motion and perpendicular to the pavement.” This method employs a tire representative of those most commonly used vehicles. It is thought that the results of the skid resistance tests can be directly applied to the performance of the vehicles in traffic. However, the difference in performance of the variety of tires available for one vehicle model makes such a generalization hazardous. In the United States, the tire defined by ASTM standards E 249 (bias-ply7.5 X 14 tire with five circumferential grooves) is used. ASTM E 274 extensively describes that this tire is to be used when measuring the skid-resistance of highway pavements by the locked wheel method. In the locked wheel skid trailer, the trailer is usually towed at 40 mph, water is

18
sprayed on the pavement surface, and the trailer wheels are locked to measure the skid resistance. When the test wheels are locked, a torque-measuring device in the trailer measures the resistance offered by the pavement surface (SN). Many states, some universities and some private organizations now have skid trailers. Although most of them conform to ASTM E 274, only a few of them have been built according to identical plans. Dahir et al. (1976) used the various polishing methods and friction measurement techniques, such as locked-wheel skid trailer and the British Pendulum tester, to determine the various correlations between laboratory and field skid resistance test results. It was found that the general level of skid resistance characteristics of the surface aggregates may be determined in the laboratory and that the aggregates may be ranked similarly by both approaches. The SN values obtained from the above method are found to be unequivocal. The friction of the tire rubber is temperature dependent and so are the tire characteristics. There are other potential error sources, some of which affect the repeatability of the tests made with the same tester, whereas others cause different testers to give different results on the same surface under same conditions. In spite of these imperfections, The ASTM Method E 274 has a wide acceptance and is still one of the most popular methods used for measuring skid resistance of pavements. 2.7.2 Automobile Methods The most natural method of determining skid resistance of a pavement is to drive an automobile on it, lock up the wheels and find out how far it slides until it comes to a full

19
stop. This is also called the stopping distance method. The stopping distance method (ASTM Method E 445/E445 M) is a field technique that characterizes the pavement surface skid resistance by the so-called stopping distance number (SDN). In this method, a four-wheel passenger vehicle is used. The pavement in the test lane is wetted. The test vehicle is brought to a desired testing speed and is permitted to coast onto the wetted section until the proper speed is attained. The brakes are then promptly and forcefully applied to cause a quick lockup of the wheels and to skid to a stop. The distance to stop is recorded. Sherwood and Mahone (1970) studied test data and coefficient of friction measurements accumulated over 23 years, and proposed an acid insoluble residue test method for differentiating skid resistance of different aggregates. For the sake of uniformity, they converted all the skid test data to 40-mph stopping distance skid numbers, using conversion curves .They found that a simple relationship existed between the total acid insoluble residue percentages of Virginia limestones and their polish resistance as indicated by the stopping distance skid number. 2.7.3 Portable Field Testers The high costs of the high-speed tests have repeatedly led to the development of the so-called “Portable Field testers”. These portable testers are machines that are not operated by or as a moving vehicle, but can be moved readily from location to location. They are not laboratory devices but are units specifically designed for highways. The California Skid Tester (Beaton, 1969, 1976) and the Drag Tester (Pennsylvania State

20
University, Kummer et al., 1967) are examples of portable field testers as shown in Figs. 2.2 and 2.3 respectively. The California Skid Tester operates on the principle of spinning up a rubber-tired wheel while it is off the ground, lowering it to the pavement, and noting the distance it travels against the resistance of the spring before it stops. The device is attached to the rear of a suitable vehicle, which is stationary during a test. Glycerine is used as the pavement lubricant instead of water as it insures a uniform and a longer lasting film. The Drag tester is a hand carried device developed by the Pennsylvania State University and marketed as the Keystone Tester. It employs a rubber shoe that slides along the pavement as the operator “walk” the tester. The frictional resistance experienced by the shoe is converted to hydraulic pressure and displayed on a gauge. Water must be applied on the pavement prior to testing. The British Portable Tester, shown in Fig. 2.4 developed by the British Road Research Laboratory, was extremely versatile in its applicability to many test situations and It consisted of a pendulum to which a spring-loaded rubber shoe was attached. The shoe was made to slide over the surface to be tested by letting the pendulum drop. The attenuation of the rebound served as a measure of the friction. ASTM Method E 303 was developed to carefully control the details of the test. The results were reported as British Pendulum Numbers (BPN), to specify that they were specific to this tester and not directly equivalent to those obtained by other methods or other pendulum testers. The Drag tester used the same slider as the British Pendulum Tester, but was normally operated at lower speed. However, Kummer (1964) reported a good correlation

21
Fig. 2.2 California Skid Tester

22
Fig. 2.3 Drag Tester (Keystone Skid Resistance Tester)

23
Fig. 2.4 The Portable British Pendulum Tester

24
when slider made from ASTM E 249 rubber was used. According to Zube and Skog (1967), very poor correlation was found between the Drag Tester and the California Skid Tester. 2.8 Factors Affecting Polish Results Studies were conducted by the Texas Department of Transportation (Won and Fu, 1996) to look into factors that result in high variability in polish values. An effort was hence made to address these factors with the view of improving testing procedures to minimize variability. The factors were investigated with equipment (British Pendulum Tester) that conforms with ASTM E303, D3319 or Tex-438-A. These factors are enumerated below.
1. Coupon Curvature: Different coupon curvatures result in variance in pendulum spring displacements and contact lengths between slider and coupon. From Table 2.1, it can be seen that the changes in contact length as a result of coupon curvature is negligible as compared to the change in slider spring displacement. It was further observed that there is a decrease in polish value by 2 PV, for each recorded increase in curvature. This indicates that even a slight difference in pendulum spring displacement can cause appreciable difference in polish value.
Table 2.1 Contact Lengths and Slider Displacements for Various Coupon Curvatures
Curvature (cm) 12.7 20.3 27.9
Contact Length (cm) 7.69 7.62 7.6
Maximum Slider Displacement (mm) 7.58 5.4 4.38

25
2. Contact Area: Frictional energy loss and consequently the polish value were found to be independent of the contact area, so long as the length of the slider path was kept constant. To confirm this, four blank coupons were made. The surfaces of two blank coupons were fully covered with graded sand, while, for the other two a 5/8-in. strip was coated down the middle. Both the types of coupons showed about the same PV.
3. Aggregate Arrangement: Aggregate arrangement in a coupon significantly affected the polish values. To illustrate this point, some aggregates with sandy texture were incorporated into making coupons. Two different sets of coupons were made as illustrated in Fig. 2.5. In the first set, aggregates with sandy texture were grouped together; while in the other set they were well dispersed over the entire surface area of the coupons. The coupons with the well-dispersed sandy aggregates gave a higher energy loss. The increase in BPN value was almost 10. Since the normal forces exerted by the sliders were equivalent in both the sets of coupons.
4. Microtexture: Frictional resistance increases with roughness of the aggregate texture. Coupons made with graded sand showed a 5-PV increase in polish value over the 20-30 sand. Surface texture (microtexture) of graded sand caused more energy loss than coarser 20-30 sand.
5. Normal Slider Load: According to the principles of physics, the frictional energy loss should be proportional to the applied normal force. To control this normal force, ASTM E 303 specified the calibration limits of the slider load to 2500 ± 100 g. Three graded sand coupons were tested for polish values under variable slider

26
Fig. 2.5 Simulation of Sandy Particle Distribution

27
loads as shown in Fig. 2.6. It can be seen that PV increased by 4 with increase in slider load from 2400 to 2500 g, whereas, PV for 2500 and 2600 g was practically the same. To narrow any possible variability in polish values, it was recommended that the range of slider load in ASTM E303 be narrowed (2500 ± 50g.).
6. Length of Contact Path: Frictional energy loss varies with the length of the contact path. More specifically, there is an increase in polish value with increase in length of contact path. ASTM E 303 specifies that the length of contact path must be between 75 and 78 mm. To study the effect of contact length, polish values were recorded for graded sand coupons at different contact lengths, as shown in Fig. 2.7. The difference in contact lengths was created by raising and lowering the pendulum. It can be seen that, there was a difference of 0.8 PV per mm of contact length. But this change is due to the combined effect of contact length and pendulum spring displacements. To isolate the effect of contact length, it was necessary to keep the pendulum at a fixed height. The change in contact path was achieved by making blank coupons and coating them with graded sand to produce different lengths. The recorded polish values for contact lengths ranging from 1.27 cm to 7.62 cm at an increment of 1.27 cm, are plotted in Fig. 2.8. An average increase of 0.2 to 0.4 PV per mm of increase in contact length was seen. This difference reflects purely the effect of contact length.
7. Rubber Slider Characteristics: The durometer value of the rubber significantly affected the polish value. TxDOT specified the durometer value of the slider rubber to be 71 ± 3. ASTM D3319 requires durometer value to lie within 58 ± 2. It can be seen from Fig. 2.9, that durometer value affects the PV, TxDOT rubber gives higher

28
Fig. 2.6 Effect of Normal Slider Load
30
35
40
45
50
55
2350 2400 2450 2500 2550 2600 2650
Normal Slider Load (g.)
Polis
h V
alue

29
Fig. 2.7 Combined Effect of Length of Contact Path and Pendulum Spring Displacement
20
30
40
50
60
72 73 74 75 76 77 78 79 80
Length of Contact Path (mm)
Polis
h V
alue

30
Fig. 2.8 Effect of Contact Length
20
25
30
35
40
45
50
55
0 1 2 3 4 5 6 7 8
Sand Contact Length (cm)
Polis
h V
alue

31
polish values than the ASTM rubber.
8. Pendulum Swings: In accordance with ASTM D3319, a maximum level of polish is achieved after 10 hours of polishing. Further polishing produces no discernible difference in the polish values, whether it is by polishing wheel or rubber slider during pendulum swing. TxDOT test Method Tex-438-A defines the average of four readings after the initial swing as the polish value, PV of the coupon.
9. Aggregate or Slider Conditioning: It was seen that there was a continued decrease in BPN after five swings of the pendulum. To investigate the cause of this, two sliders s1 and s2 were used on the same sample to record polish values for 10 consecutive swings. As shown in Fig. 2.10, slider s1 was used for the first swing, slider s2 was installed for the second swing, and slider s1 was again replaced from the third to the eighth swing. Ninth and tenth swings were made with slider s2. The steady decreasing trend in polish values is proof that aggregates are polished by rubber slider and not vice versa. This was further proved by the fact that changing the slider to s2 after eight swings with slider s1, did not change the BPN reading.
10. Sampling Technique: To study the variability of sampling techniques, two sets of coupons were fabricated. The first set was fabricated by handpicking the ideal aggregates particles. In the second set aggregates were selected by splitting the sample into 65-g portions, which were just enough to make one coupon. Both the sets were polished and their polish values and variability in the polish values were recorded. The coupons with aggregates obtained by sample splitting were found to have less variability than handpicked aggregates.

32
Fig. 2.9 Effect of Rubber Slider Durometer
0
5
10
15
20
25
30
35
40
Rubber Slider
Polis
h V
alue
Gravel-M
Gravel-S
Limestone
Caliche
Traprock
Sandstone

33
Fig. 2.10 Conditioning of Aggregates during Pendulum Swings
26
28
30
32
34
36
38
40
Slider
Polis
h V
alue

34
11.Macrotexture: The effect of macrotexture on polish value was reported to be minimal. Macrotexture was simulated by the spaces between the aggregate particles in a coupon. It was theorized that the bridging action of the slider prevented the slider from penetrating the spaces between the aggregate particles. Thus so long as the spaces between the aggregate particles in a coupon were discontinuous and in the transverse direction, due to the bridging effect the effect on polish value will be negligible.
2.9 Economic Impact There are direct economic benefits to state transportation departments and to the public from increasing friction on road surfaces. But it is imperative that judicious decisions be exercised to prevent unacceptably high levels of macrotexture from alienating the public through the negative influences of noise, vibration, reduced fuel economy, and high levels of tire wear see (Ivey and McFarland, 1981). The specific economic influences of increased tire-pavement friction can be summarized as follows:
• Positive influences are reduction in accidents in wet weather and less frequent resurfacing of pavement, which also reflects the requirement of maintaining generally adequate levels of pavement skid resistance. • The negative influences are increased fuel consumption, increased tire wear and increased costs of surfacing. The first two factors may prove to be of some significance in imposing some upper limit on the amount of macrotexture that will be tolerated by the public. Arbitrarily increasing macrotexture to reduce hydroplaning

35
should be compromised to prevent the negative influences from becoming intolerable. • The other influences include increased noise and vibration levels imposed on vehicle occupants. Increased traffic noise may impose a practical upper limit on macrotexture.
2.9.1 Economic Considerations One rationale for establishing economically acceptable friction levels is to relate skidding accident and skidproofing costs to the friction number of the pavement surface and to find the “break even” point as shown in Fig. 2.11 taken from NCHRP, Rpt. No.37.
According to Fig. 2.11, skidding accidents, and hence their cost, decrease inversely
with the friction level, whereas the cost of providing high initial skid resistance and its
maintenance is as yet unknown. To explain the “break even” concept, the following
observations have been made:
1. Inherently skid-resistant aggregates cost more (typical FOB cost per ton is $ 1.40 for limestone, $ 1.65 for slag, $ 1.85 for silica sand). 2. The hauling cost ($ 0.20 for the first ton-mile and $ 0.05 for subsequent ton-miles being typical values) increases because skid- and polishing-resistant materials are, as a rule, not locally available. 3. The prescription of high minimum friction levels result in the need for more frequent resurfacing.
Assuming, that the skidding accident costs per mile and year, Ca are related to friction number FN, by Ca = (ca/FN)n ………………………………….………..…………………………….…2.2

36
Fig 2.11 Cost Comparison of Skidding Accidents and Skid-proofing

37
in which, ca is the specific skidding accident costs per unit friction number, mile and year, and n is the exponent.
Assuming that the cost of providing a specific friction level can be expressed by Cf = (cf.FN)m …………………………………………...……………………………….2.3 in which, cf is the specific skid-proofing cost per unit friction number, per mile, per year; and m is the exponent The friction number for the break-even point is found by equating the costs. Hence,
FN = (Can / Cf
m) 1/ (n+m) …………………………………………...………….…2.4
This implies that the economically feasible friction level is an exponential function of the ratio of specific accident and skid-proofing cost. Friction Number (FN) is equal to the deceleration of the vehicle expressed as a percentage of g. FN = 100 (d/g) ...………………………………………………………………………..2.5 where d is the deceleration in the specified direction and g is the gravitational acceleration constant. The following table gives the Friction Number (FN) requirements according to traffic severity.
Table 2.2 Frictional Needs of Traffic According to Severity
Traffic Needs Friction Number, FN (100 d/g) Normal 0 - 14
Intermediate 40 - 80 Emergency 80 and over
A similar approach may be taken to determine which type of aggregate provides the highest skid resistance per dollar per year as illustrated in Fig. 2.12. Although aggregate and hauling costs increase with polishing resistance, the annual

38
Fig 2.12 Cost Comparison of Aggregate Based on Polishing Resistance

39
cost of retaining a specified friction level of “x” decreases significantly with polishing resistance and warrants higher cost in the procurement of aggregate. Break-even points can be expected to vary greatly due to differences in mineral deposits, their distribution within the states, traffic density, etc. 2.9.2 Accident Savings The major economic gain due to increasing pavement texture-friction is that of accident reduction (see Ivey and McFarland, 1981). Ivey et. al., (1977), at the Texas Transportation Institute, Texas A&M University, did extensive research into the economic effect of accidents on society. Table 2.3 gives an estimate of the actual cost that accidents and their damages translate into. The cost is estimated based on the type of accident and an estimated distribution of these accidents expressed as a fraction.
Table 2.3 Cost of Accidents to Society
Accident Type Estimated Cost to Society of Accidents ($)
Estimated Distribution of Accidents (%)
Fatality 500,000 0.26
Disability injury 18,000 7.67
Property Damage only and non-disability injury 1,000 92.07
An increase in tire-pavement friction can lead to a sizeable decrease in skidding accidents. Cost savings due to accidents were estimated if the average skid number, SN was raised from 35 to 45. These are tabulated in 2.4.

40
Table 2.4 Estimate of Accident Cost Savings in 1984 if Average SN is Raised from 35 to 45
Road Type Estimated No. of Accidents Prevented
Estimated Accident Cost Savings ($000,000s)
Interstate Urban 2500 9 Rural 8750 32
Other Highways Urban 460000 1657 Rural 112500 405 Total 583750 2103
The total estimated societal savings computed amounts to slightly more than $2 billion/year by 1984. It may seem inappropriate to estimate the cost of accidents in terms of dollars, but the prevention of more than 0.5 million accidents is a worthy societal goal. 2.10 Wet-weather Accident Analysis and Traffic Needs 2.10.1 Frictional Needs of Traffic The average skid-resistant pavement is generally required to satisfy the normal needs of traffic without skidding accidents. Normal needs of traffic, encompass all the driving, cornering and braking maneuvers by the majority of drivers under normal traffic conditions. In providing skid resistance the normal frictional needs of traffic quite obviously must be satisfied before steps can be taken to accommodate more severe demands. Minimum frictional requirements of a pavement are those which satisfy the normal needs of traffic. “Minimum” refers to the lowest acceptable friction level and specifically implies that the level should be higher whenever possible. Minimum frictional requirements are, therefore, defined if the normal needs of traffic can be

41
described. As outlined in NCHRP No. 37 three methods of determining the minimum frictional requirements are as follows:
1. For any standard skid-resistance measurement method, a comparative study can be made between the skid resistance requirements of different pavement sections. For example, the skid-resistance rate observed on a large sample of pavement surfaces, representing the entire design speed range from 30 to 80 mph can be compared with the slip- or skid-resistance measured on other surfaces under clearly defined pavement conditions. This method determines the friction level, which separates pavements susceptible to skidding and skid-resistant pavement surfaces.
2. Driver behavior pattern of a large driver population during acceleration, driving, cornering, and deceleration can be investigated by concealed recorders carried on board or located near the site being surveyed. This method yields an acceleration spectrum, which defines normal, intermediate and emergency needs according to magnitude and their frequency of occurrence. 3. The frictional needs can be deduced from vehicle design and highway geometry, or the superposition of the two, whenever the limiting needs are determined by these factors and not by the driver, as for instance by the full-throttle acceleration of a particular type of vehicle. The frictional needs for this maneuver are solely dictated by vehicle factors such as weight-to-horsepower ratio, transmission ratios, and center-of-gravity location.
2.10.2 Factors Affecting Wet-Pavement Safety Skid Number (SN) alone is not a good measure of wet pavement safety. Many

42
other factors affect safety under wet-pavement conditions, and it is only when these conditions demand a particular level of traction that SN becomes important. Some of these factors according to Wambold and Kulakowski, 1991 are listed below.
• Vehicle Speed: Friction demand increases with speed. The centrifugal forces generated during the vehicle cornering, which have to be counteracted by tire- pavement friction forces to prevent the vehicle from skidding off the road are proportional to the square of vehicle speed. Also, pavement resistance decreases with increasing speed in an approximately exponential manner.
• Road Geometry: Friction demand on straight sections of roads is low, if road is level, vehicles travel at low speeds and if there are no intersections. The demand for friction increases significantly if a grade or a curve is to be negotiated. (Page and Butas, 1986), concluded that wet-pavement accident rates are significantly higher on curves than any other type of geometric alignment. The effect of curvature on wet- accident rates was found to be particularly significant on pavements with SN values less than 25. Furthermore, for SN values less than 25, wet-pavement accident rates were significantly greater for both uphill and downhill slopes steeper than 3 percent than for flatter terrain.
• Traffic Flow: Traffic volume does not have a significant influence on wet- accident rates. However, under special circumstances, like on undivided highways with SN values less than 25, wet-pavement accident rates increase significantly when average daily traffic exceeded 15,000. Traffic composition, particularly the percentage of trucks has a significant effect on friction demand, since the stopping distances of trucks are 1.3 to 2.8 times longer than those of passenger cars.

43
• Vehicle Type: If equal stopping distance is required for all vehicles, then the friction demand for buses and trucks is higher than that for passenger cars. The friction demand is also higher for vehicles with lower degrees of understeer.
• Driver Skills: Few drivers can operate their vehicles with 100 percent efficiency, i.e., using 100 percent of the available friction. Olson et al. (1984) found that truck driver efficiencies ranged from 62 to 100percent, but most of the drivers had little or no practice in emergency braking situations. The concern over emergency braking skills will be considerably alleviated when antilock brake systems (ABS) become a more common feature.
2.11 Aggregate Preevaluation and Blending Work
Aggregate blending is often necessary to achieve a pavement mixture design for the best skid resistant qualities compatible with the desired strength, durability and riding quality. Blending of aggregates to obtain the desired qualities is resorted to only when superior quality aggregates are in limited supply and/or processing costs are prohibitive. Blending is frequently accomplished by combining a natural aggregate with a synthetic aggregate (Gallaway and Hargett, 1969). Most frequently, one of the aggregates will comprise the total amount of either the coarse or fine aggregate in the mix. In blending, the two aggregates are separately graded and then combined to meet a master gradation that has been previously selected on the basis of the desired qualities for the pavement surface.

44
2.11.1 Louisiana Highway Research: Blended Aggregate Study Aggregate blending was studied in great detail by the Louisiana Department of Transportation (Ashby, 1980). The local unavailability of highly skid-resistant aggregates and high cost associated with the import of these aggregates from other states, led to blending of locally available low-skid aggregates with highly skid-resistant aggregates. The basic intent of the study was to assess the feasibility of such blend. The evaluations were conducted using the Wessex Accelerated Polishing Machine and the British Portable Tester. The aggregates whose skid resistant properties needed to be enhanced were indigenous uncrushed chert, crushed chert gravel and limestone from out-of-state. Table 2.5 lists the average polish values of the aggregates used in this study.
Table 2.5 Average Polish Values of Individual Aggregates Used in the Louisiana DOT Study
Aggregate P.V.
Uncrushed Chert 26 Limestone 29
Crushed Chert 32 Novaculite 37 Sandstone 38
Slag 38 Rhyolite 39
Expanded Clay 50 Tripolite 50
Each of the low-polish and high polish aggregates was blended in proportions of 25, 50 and 75 percent. According to the Texas DOT specifications, all interstate traffic required a minimum Polish Value of 35. Also considering that all the skid-resistant aggregate would have to be imported at great cost, it was decided that 35 would be the

45
minimum acceptable Polish Value of the blends. From the test results the blend percent of the high skid aggregate required to enhance the PV of low skid-resistant aggregate has been recapitulated in Table 2.6. The enhancing aggregates have been listed in the first column and their required percentages, are recorded in the next three columns. It was seen that in most cases the percent of skid resistant aggregate required to achieve the necessary PV of 35, exceeded the anticipated 50 percent. Table 2.6 Percent of Enhancing Aggregate Necessary To Achieve a Minimum PV of 35
Enhancing Aggregate Uncrushed Chert Gravel Crushed Chert Gravel Limestone
Expanded Clay 49 20 40 Novaculite 89 66 87 Rhyolite 77 38 67
Sandstone 67 33 59 Slag 79 56 86
Tripolite 43 10 32 The basic mechanism used to explain the effects of blending was Differential Wear. The mechanics of differential wear was explained by the disparity in hardness. This disparity in hardness was found to be beneficial when it left the sharp edges of the low- skid aggregate more exposed, thus increasing skid resistance, for example in crushed chert. In contrast, when the high skid aggregate was softer (expanded clay with uncrushed chert), then the softer aggregate was abraded leaving the low skid-resistant aggregate exposed. The specific observations made were:
• Blending of uncrushed chert was very unpractical.
• Limestone gave economically practical blends only with sandstone and tripolite.
• Crushed chert gravel indicated that blending might be economically possible to
achieve skid resistance by blending, especially with rhyolite and sandstone.

46
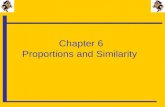
It was generally concluded that blending locally available low-skid aggregates with naturally skid-resistant aggregates did enhance the skid resistant properties of the former. For use in road construction, issues regarding the economic availability and required blending percent of the enhancing aggregate should be addressed in detail. 2.11.2 North Carolina State Highway Commission and FHWA Mullen et. al., (1974) worked on an aggregate blending research sponsored by the North Carolina State Highway Commission and FHWA. The findings of the research indicated that blending of aggregates produced an average polish resistance generally proportional to the percentage of constituent aggregates in the blend. They further concluded that it was possible to improve marginally polish-resistant aggregates to an acceptable level by blending appropriate proportions of high-polish resistant aggregates. The research findings of the current study also concur with the concept of proportionality, proposed by Mullen (1974). 2.11.3 Texas Highway Department
Departmental research conducted by the Highway Design Division, Research Section, Texas Highway Department also looked into the relationships observed on blending two different aggregates (Underwood et. al., 1971). Several British Wheel specimens were prepared in which the percentages of two aggregate materials were varied. Specifically, a lightweight aggregate with a Polish Value of 56 and a crushed limestone material with a Polish Value of 27 were varied

47
in the following manner: a. specimens containing 100% of the selected material b. specimens containing 60-40 blends of the two materials
c. specimens containing 50-50 blends of the two materials
Fig. 2.13 clearly illustrated that the Polish Value of each blend appeared to be in linear proportion to 100 percent of pure aggregate material. They inferred further that to predict the Polish Value of a 50-50 blend of any two aggregates, the Polish Values of both materials would be determined, added and halved. Again these findings were supported by the observations of the recent study, which showed that residual polish values of the aggregate blends were approximately equal to the weighted average by weight of the individual aggregates mixed. 2.11.4 Puerto Rico
Studies were conducted by the Puerto Rico Highway Authority, due to the concern over alarming increase in wet-weather accident rates on highways (Gandhi et. al, 1991). Tests were conducted to study the effect of blending of aggregates with different polish characteristics. Five blends were tested. For each blend, two aggregate samples with high and low polish values were selected from nearby locations. Specimens were prepared by arranging particles of the two aggregates alternately, by using approximately 50 percent of each. Table 2.7 gives the result of the polish data for the unblended and blended samples. It was observed that the polish value of the blend is much higher than the value of the low skid resistant component. The increase in the polish value of this aggregate

48
Fig. 2.13 Polish Values As a Result of Combining Lightweight and Limestone Aggregates
0
20
40
60
80
100
Combining Percent
Polis
h V
alue
Lightweight0 20 40 60 80 100

49
ranged up to 44 percent. Statistical analysis showed that this improvement was significant at a confidence level of 1 percent. This favorably supported the possibility of blending the low skid aggregates in combination with other high skid resistant aggregates, instead of their outright rejection.
Table 2.7 Polish Data For Unblended and Blended Samples Blend No. Aggregate Type Polish Value
1 Mudstone 59 Limestone 39 Blended 56 2 Andesitic Breccia 54 Limestone 44 Blended 54 3 Gravel 52 Limestone 42 Blended 46 4 Breccia 56 Gravel 42 Blended 52 5 Gravel 53 Limestone 41 Blended 52
2.12 Laboratory and Field Polish Rates Correlation Need has always been felt toward developing a skid resistant surface that could be maintained for public use, but in the most economical manner. To accomplish this at relatively low cost, skid data of a number of years needs to be related to the laboratory polish data of selected aggregates. But more importantly, it was necessary to develop a laboratory procedure capable of quantifying the skid resistance potential of aggregates proposed for use in bituminous pavement surfaces. This would be of immense practical use, because engineers would be able to predict the estimated

50
traffic load or other distress which will deteriorate the pavement surface to a level where resurfacing is required. Hence a model by which the polish or frictional life of a pavement surface could be predicted during the planning stage of a construction, rehabilitation or maintenance project is highly desirable. This justifies the need of intensive research into the laboratory and field skid data correlation. 2.12.1 New Jersey Department of Transportation NJDOT has been actively involved in the study of skid resistance, and efforts have always been made to probe into the complex relationships between microtexture, macrotexture and skid resistance (Diringer, 1990). New Jersey’s traditional model for skid resistance and texture was derived from field tests on numerous and varied bituminous pavement surfaces over a long period of time. The sheer size of the data probably also contributed to the high degree of correlation found in the relationship (R2 = 0.85). SN40 = 0.8 BPN + 162.5 MTD – 11.0. ……………………………………………2.6 Where SN40 = skid number at 40 mph BPN = field measured British Pendulum Number MTD = macrotexture (modified sandpatch) But this estimated lab-to-field relationship was found to be unsatisfactory, when laboratory measures of aggregate microtexture were to be statistically translated into estimates of overall pavement texture. SN40
Effort was further made to describe the relationship between polish value PV(t) and years of polishing (t). The following models were developed:

51
Model I was developed as a linear regression of PV(t) versus a simple transformation of the variable, t. PV(t) = PV1 + a1(1/ (t + 1)) ………………………………………………………..2.7 so that when t = 0; 1/ (t + 1) =1 The correlation coefficient for this model was found to be greater than 0.9 on an average for each aggregate source. Model II represented a more conventional (exponential) form, which required the use of non-linear regression techniques on the equation: PV(t) = PV + A1 (eA2 )t …………………………………………………………..…2.8 Where PV(t) = laboratory measured microtexture after t hours of polishing PV = asymptotic minimum polish value A1, A2 = estimated parameters controlling loss in microtexture over hours polished Results further indicated that Model II more accurately defined the PV for each aggregate source. The other relationship explored was laboratory-derived minimum polish value, PV with the terminal skid resistance. The linear model proposed was:
SNterminal = 1.37 PV – 0.5. ………………………………..…..…………….……….2.9 SNterminal = estimated terminal value of skid resistance PV = estimated minimum polish value However, the correlation coefficient for this equation was low (R2 = 0.18). To improve the correlation, a non-linear exponential model was proposed. SNterminal = C0 (1 – e C1 PV) + C2 PV …………………………………….….…...2.10 SNterminal = estimated terminal value of skid resistance

52
PV = estimated minimum polish value C0, C1, C2 = nonlinear regression coefficients The best fit for the data tested was obtained by the equation SNterminal = 12.4 (1 – e-0.023PV) + 1.15 PV ………………………………………..2.11 From Fig. 2.14, it was further concluded that, a linear relationship best categorized the terminal value of skid resistance and associated minimum polish value for aggregates used in the surface course. Surface course aggregate with a minimum polish value of 24 or less were termed as “poor”, between 25 and 30 as “marginal” and with 31 or more as “good”. To ensure year-round SN40s greater than 35, a minimum polish value of 33 was recommended as the acceptance criteria. 2.12.2 Texas Department of Highways and Public Transportation A study was undertaken by the Texas State Department of Highways (Elmore and Hankins, 1977), to attempt to determine a relationship between the field polish rate as obtained with periodic skid test measurements with a skid test unit and the laboratory polish rate as obtained with the British Wheel. The correlation between field and laboratory polish rates was found to be inconclusive. A relationship was found to exist between the ultimate polish levels. This relationship indicated that the Laboratory Polish Value could predict the ultimate field polish level for an aggregate source, where the field polish level would represent the average condition found on a roadway which uses that aggregate for a seal coat or surface treatment. This ultimate polish level relationship can be seen in Fig. 2.15, from the data in Table 2.8

53
Fig. 2.14 Relationship Between SN Terminal Value and Minimum Polish Value

54
Fig. 2.15 Study of Ultimate Polish in Lab and Field
0
20
40
60
80
100
0 20 40 60 80 100
Laboratory Polish Value After 9 Hours under British Wheel
Pred
icte
d Fi
eld
SN40
at 1
X10
6 Tra
ffic
App
licat
ions

55
Table 2.8 Study of Ultimate Polish Values in Laboratory and Field
Source Predicted Field SN40 at 1 X 106 Traffic Applications
Laboratory Polish Value at 9 Hours with British
Wheel 1 52 40 2 27 27 3 42 40 4 31 29 5 35 32 6 40 33 7 39 42 8 42 39 9 35 36 10 29 25 11 50 41 12 51 48 13 34 34 14 44 39 15 46 40 16 28 25 17 35 33 18 29 29 19 60 48 20 40 33

56
A good correlation was found in the relationship between the British Portable Tester and the Texas Skid Test Trailer (SN40), as shown: BPNm = 14 + 0.42 SN40……………………………………………………..…….2.12
where BPNm = modified BPN and SN40 = SN at 40 mph 2.13 Recent Developments Jordan and Hasbrouck (1983) recorded the various methods developed to boost the skid resistance of a flexible pavement. These are described below in detail.
• Sprinkle Treatment: This involves applying a thin layer of asphaltic concrete (AC), which is then sprinkled with durable, polish resistant aggregate particles. The aggregate is then rolled into the AC surface layer. Some of these particles project above the surface, creating a rough macrotexture that increases friction and allows water to drain out from beneath the vehicle tires. To provide better bonding to the AC surface, the aggregate chips are pre-coated with asphalt before application.
• Polymer Overlays: Adding polymers to pavement mix can produce a higher- strength pavement, improve durability, and improve aggregate retention. All the components are either mixed together or polymer is sprayed on the old pavement and aggregate is spread on the wet resin (chip seal). Polymers in use today include: methyl methacrylate (MMA), styrenebutadiene (S/B) latex; polyesters; and polyurethanes. Polymer overlays can be quickly applied with a minimum downtime. High price of some resins, flammability and toxicity are some of the disadvantages. A high-void mix can be produced by omitting smaller sized coarse

57
aggregates (open-graded asphalt); which is porous and allows water to drain through it, thus preventing hydroplaning and surface glare. This is a very well established and very effective method of improving skid resistance. • Milling: Milling means removing a layer of pavement surface to expose underlying material and increase surface texture. Milling is basically used to prepare a roadway for overlay but can be used to increase a pavement’s skid resistance by producing a grooved surface. The disadvantages include high consumption of energy and noise and dust. It is appropriate where a quick solution to skid resistance or pavement deterioration is required.
• Emulsified Slurry Seals: A slurry seal is an emulsion of sand, asphalt and water. Development of slurry equipment such as Mitchell and Young slurry machines, which allow mixing and transport of both asphalt and sand has opened up this time-proven method to new applications where immediate corrective action is needed to improve skid resistance. It is an inexpensive treatment with a short lifespan.
2.14 Survey of State of Practices by Different State Agencies Texas Department of Transportation has done extensive research and summarized the guidelines that different State Departments of Transportations follow for testing and acceptance of aggregates for adequate provision of skid-resistant pavements (Jayawickrama, et. al, 1998). The same have been reproduced in the appendix of this report. The same information has been summarized in the Table 2.9.

58
Sr. No. Agency Criteria
Carbonate aggregates are identified as the problem aggregates. Allowable percentage of carbonate stones is specified based on BPN 9 Value of the aggregate Source
BPN 9 Value Max. Allowable Carbonate Percent <25 30 26 35 27 40 28 45 29 50 30 55 31 60 32 65 33 70 34 75 >35 80
The quality of aggregates is controlled by specifying the aggrgeate type and limiting its use in OGFC. DOT standards specify that according to FM 5 510, Acid Insoluble Residue (AIR) material retained on No. 200 sieve must be a minmum of 12%.
Aggregate sources are approved in accordance with Chapter 14-103, Aggregate Source Approval, Rules of the DOT.
A trial section with a min. length of 500 ft. is constructed with the trial aggregate, and frictional characteristics are determined using Locked Wheel Trailer Method in accordance with ASTM E274. If the test results are satisfactory, then a test section
Acid Insoluble Residue (AIR) Tests are conducted ( KM 64 223) to ascertain polish resistant qualities of aggregates.Class A Aggregate Sources: Minimum AIR 50 % or more. Blending of aggregates from Class A sources is approved on a project by project basis, upon request to the Division of Materials Central Laboratory.Class B Aggregate Sources: Used only if project bid item permits and then in accordance with "Special Note for Polish Resistant Aggregate Requirements of sections 804 and 805".
Table 2.9 State of Practice Adopted by Different State DOTs
3 Kentucky DOT
Florida DOT2
Alabama DOT1

59
Polish Value Test is adopted for controlling aggregate quality. Based on these results, they are assigned a frictional rating which determines the maximum allowable percentage of the aggregate that can be used in a mix design.
Friction Rating Polish Value Allowable UsageI >37 All MixturesII 35-37 All MixturesIII 24-30 All mixtures except mix Type 8F WCIV 20-29 All except mix Types 3WC, 8WC of 8F WC
Aggregates are required to meet the Aggregate Wear Index (AWI) requirements Each aggregate is assigned a an AWI based on the results of Wear Track Testing (MTM 111) and/or Petrographic Analysis (MTM 112). According to the anticipated ADT, AWI is specified ADT AWI (Minimum) Less than 100 per lane No requirement 100 to 500 per lane 220 500 or greater per lane 260
Based on ARI test, aggregates are classified into five classes (as specified in article 3139.2). If the aggregates fall within any of these classes then they can be used in bituminous mixtures.Quality requirement is checked by performing Los Angeles Abrasion test. Percent loss on coarse aggregate should not exceed 40 percent.
Aggregate quality is controlled by Petrographic analysis and number of fractured faces.
More specifically, MSDOT specifies thata) at least 90 percent by weight of the combined aggregates retained on #4 sieve shall have two or more mechanically fractured faces.b) Crushed limestone, if used, shall not exceed 30 percent of the combined aggregate weight retained on #8 sieve.
A laboratory procedure was developed to prequalify aggregates based on the expected terminal skid resistance value.a) Field test were done to evaluate skid number at 40 mph, SN40
b) Terminal skid resistance value (SN terminal) was determined using the equation,
SN40 = SN terminal + 3. Sin(0.986.(Julian Calender Day))c) Polish Value (PV) was determined using the equation,SN terminal = 0.5 + 1.37PV
d) Polish Value test is conducted on aggregate samples according to ASTM 3319 and polsih values are measured at 0,1,2 and 4 hours of polishing. A regression model is fit in linear form of Y = A + B(1/ t+1)); where t = time of polish
Values of A and B are calculated and aggegate is approved if the value of A exceeds the minimum required polsih value which is PV
7 Mississippi DOT
8 New Jersey DOT
Michigan DOT5
6 Minnesota DOT
Louisiana DOT4

60
Acid Insoluble Residue (AIR) Test is used to qualify aggregates to be used in surface coursesMaximum percent loss on conducting AIR test is 30A minimum field skid number of 35 is required.
Aggregates are classified into five different groups based on the Skid Resistance Level (SRL)SRL is based on the result of Petrographic Analysis, Accelerated Polishing Test and AIR tests.SRL classification is L - Low, M - Medium, G - Good, H - High Grade and E - ExcellentBased on the SRL aggregates are specified for pavements with different Average Daily Traffic (ADT) valuesADT SRL Required1000 and Below E,H,G,M,L1000 - 3000 E,H,G,M3000 - 5000 E,H,G5000 - 20000 E,H20000 and above EAggregates used in construction have to fall into 3 categories, which are based on results obtained from Polish Value and AIR tests
Type I Silica dioxide content is 50 percent minimum, calcium carbonate content is a maximum of 32 and after AIR, a minimum of 35 percent by weight of the original sample should be coraser than No. 100 sieve. Polish value should be a minimum of 33.
Type II Silica dioxide content should be a minimum of 30 percent, after AIR a minimum of 35 percent by weight of original sample should be coarser than No. 100 sieve. Polish value should be a minimum of 30.Type III Silica dioxide content should be a minimum of 20 percent, after AIR a minimum of 25 percent by weight of original sample should be coarser than No. 100 sieve. Polish value should be a minimum of 25.
Aggregates are rated based on the Polish Value test results.Aggregates which can be used in pavement courses are based on the anitcipated Average Daily Traffic (ADT).Present ADT or Type of Highway Minimum Required BPNBelow 750 No Requirements750 - 2000 282000 - 5000 305000 - above 32
Aggregates to be used in surface courses, must have a minimum BPN value of 38 when tested with the British Pendulum Tester.Developing a chemical analysis procedure to determine the allowable carbonate content is being considered
Tennessee DOT11
Oklahoma DOT9
13 Utah DOT
12 Texas DOT
10 Pennsylvania DOT

61
CHAPTER III
LABORATORY TEST PROCEDURES The test procedure adopted during the laboratory testing program has been explained in detail in the following sections. 3.1 Preparation of Test Samples The ASTM D3319 test procedure with some minor modifications was followed for the preparation of test coupons. The aggregates passing the ½-in. (12.7 mm) sieve and retained on a 3/8-in. (9.5 mm) sieve were selected for the test. The selected aggregates were then thoroughly washed and dried at 2300 to 2500F. A single layer of dry aggregates was densely packed with their flat surface facing downward to cover the inner bottom face of the mold as shown in Fig. 3.1. The interstices were filled with fine Ottawa sand up to one half the aggregate depth. Fig. 3.2 shows the process of filling the sand in with a brush. Polylite® Polyester 32773-00 (resilient Wax-free Surfacing Resin) was used as a bonding agent for the aggregates in the mold. Methyl Ethyl Ketone Peroxide (MEKP) was used as a catalyst for faster curing of the polyester resin. The Polyester resin was taken in a disposable container and MEKP was added to it in the proportion of 1 to 1.2 ml per 100 gms of the resin. To make the mixture of the epoxy and the MEKP of required

62
Fig. 3.1 Close Packing of Aggregates in the Mold

63
Fig. 3.2 Filling Interstices of Aggregates with Fine Sand

64
consistency and viscosity as per the manufacturers’ suggestions, a small amount of very fine Ottawa sand or glass wool (since they are inert) were added to it. The mixture (resin, MEKP and sand) was required to be of low viscosity so that it would not completely flow around the aggregate particles and become a part of the surface. This mixture was mixed with a wooden spatula to reach the desired consistency and was then poured into the mold as shown in Fig. 3.3. The mixture was filled to overflowing and subsequently the excess mixture was struck off from the curved surfaces and the mold was closed with its cover. Shown in Fig. 3.4 is a covered mold during curing. After the epoxy had been cured properly (6-8 hours) at room temperature, the specimen was carefully removed from the mold. All the free and excess sand was cleared off the exposed aggregate surface by scraping it gently with a wire brush. The coupon or the specimen formed by this procedure was 3.5 by 1.75 by 0.63-in. (88.9 by 44.45 by 16.0 mm) and curved to fit on a surface having an 8-in. (203 mm) radius of curvature. A total of seven specimens for each aggregate type or aggregate blend were prepared for the subsequent testing. Fig. 3.5 shows the complete coupon ready for mounting on to the accelerated polishing machine. 3.2 Measurement of Initial Friction Number (BPN) Using the British Pendulum Tester This method followed the same procedural standards outlined in ASTM E 303-93. Prior to testing all the 14 coupons were immersed in water for 24 hours so that they were thoroughly wet. Each sample was then fixed on the clamp of the British Pendulum Tester shown in Fig 3.6. The test surface of the coupon was cleaned and thoroughly wetted with water. The instrument was leveled and the pendulum was allowed to swing freely without

65
Fig. 3.3 Filling the Mold with Bonding Agent

66
Fig. 3.4 Closing Mold with Cover

67
Fig. 3.5 View of the Coupon

68
Fig. 3.6 The British Pendulum Tester

69
sliding against the coupon surface. The value on the pointer was noted for zero error. If the value was a non-zero number, then the friction rings of the slider were adjusted so as to obtain a zero reading on the pointer. The surface of the rubber slider was cleaned and wetted to remove the dust and other unwanted particles adhering to it. The pendulum slider was positioned to barely come in contact with the test surface prior to conducting the test. The rubber slider was adjusted in such a way that the length of the rubber- aggregate contact path was between 124 and 127 mm for curved polishing wheel specimens, measured from trailing edge to trailing edge of the rubber slide. This could be adjusted by raising or lowering the head of the British Pendulum Tester. Finally, the pendulum was raised to a locked position and then released, thus allowing the slider to make contact with the test surface. A drag pointer indicated the British Pendulum Number (BPN). The greater the friction between the slider and the test surface, the more retarded was the swing, and the larger the BPN reading. Five swings were made for each specimen and an average of the last four readings was recorded as the BPN. 3.3 Accelerated Polishing of Aggregates Using the British Wheel The procedure used for polishing the samples conformed to that of ASTM D 3319- 90. A solid, smooth tread handtruck tire provided by the manufacturer of the machine was used for polishing the aggregate coupons. Silicon carbide grit No. 150 was used as an abrasive during the experiment. It was fed at a rate of 6 ± 2 g/min along with distilled water at a rate of 50 – 75 ml/min. Figs. 3.7 and 3.8 show respectively, an overview of the accelerated polishing machine and loading of the wheel with the aggregate coupons loaded on it.

70
Fig. 3.7 Overview of the Accelerated Polishing Machine

71
Fig. 3.8 Loading the Wheel on the Accelerated Polishing Machine

72
After the determination of the initial friction value of each prepared test specimen with the British Pendulum Tester, the specimens (14 in number) were clamped around the periphery of the wheel as shown in Fig 3.9. Once a continuous strip of the aggregate surface was formed, the rubber tire could ride freely on it without bumping or slipping. The temperature of water and the specimens was maintained at 75 ± 50 F (23.9 ± 2.80 C) during the entire time of the test. The wheel was rotated at a rate of 365 ± 5 rpm. The grit and water were continuously fed during the experiment. The specimens were removed after each hour of continuous polishing. After cleaning, each specimen was tested to determine the polish number in accordance with method E 303 of the ASTM manual. The polishing and reading of the polish numbers was continued for each hour for a minimum of 8 hours or till the sample had reached a residual polish number.

73
Fig. 3.9 Loading Coupons on the Wheel of the Accelerated Polishing Machine

74
CHAPTER IV
LABORATORY TEST RESULTS AND DATA ANALYSIS 4.1 Aggregate Selection and Properties The laboratory test program is developed to study the potential benefits of blending two aggregates together in different weight proportions for improving the polishing/friction characteristics of the low quality aggregates. The test program calls for a laboratory study of two blends, each with two aggregate sources for blending. Therefore, a total of four aggregate sources need to be identified, so that two of the aggregate sources would provide high quality polishing/friction characteristics and the other two aggregate sources would exhibit low quality friction characteristics. The test results from a previous study by Pandit (1999) and Liang and Chyi (2000) have provided information that can be used for selecting aggregates for the current blending study. The basis of classifying aggregates into acceptable or unacceptable categories in Pandit (1999) and Liang and Chyi (2000) study was the Texas DOT criteria summarized in Table 4.1. In fact all twenty aggregate sources in Ohio studied in Pandit (1999) and Liang and Chyi (2000) report, have been classified into four finely separated categories as shown in Table 4.2

75
Table 4.1 Texas-DOT Standards
Present ADT or Type of Highway Minimum Required BPN
Below 750 No Requirements 750 - 2000 28 2000 - 5000 30 5000 - above 32
Table 4.2 Categories of Aggregate Sources Based on Polish Values
Category Polish Value (BPN) Requirements Highly acceptable BPN greater than 32
Acceptable BPN between 28 and 32 Marginally acceptable BPN between 26 and 28
Unacceptable BPN less than 26
From these classifications, the four aggregate sources for the current blending study were selected as follows with appropriate designation notations shown in the parenthesis: Melvin-Plano Road (H1), France Flat Rock (H2), Diamond-Albany (L1), and Wyandot- Carey (L2). The residual BPN for these selected aggregate sources were 31.25, 32.5, 20.7 and 23.4, respectively. As the H1 and H2 aggregates exhibit extremely high BPN values compared to extremely low BPN values for L1 and L2 aggregates, it is believed that the blending study could better differentiate the benefits of mixing high quality aggregates with low quality aggregates. The mineral compositions of each aggregate source, as well as the AIR results and polish values are summarized below.

76
1. High Residual Friction (BPN) Aggregate # H1 Quarry Name: Melvin-Plano Road Initial Average BPN: 50.5 Final Average BPN: 31.25 Acid Insoluble Residue Content: 0.32% Soundness %: 12 Specific Gravity: 2.63 Mineralogical Composition in (%)
CaO average: 31.0 MgO average: 17.5 CaO as CaCO3: 55.3 MgO as MgCO3: 91.8 SiOs: 2.54 Insoluble residue: 0.578 Fe2O3: 0.967 Al2O3: 1.91 SO3: 0.028 Total Sulphur: 0.193 % Total Composition: 98.0

77
2. High Residual Friction (BPN) Aggregate # H2 Quarry Name: France-Flat Rock Initial Average BPN: 45.43 Final Average BPN: 32.5 Acid Insoluble Residue Content: 0.82% Soundness %: 8 Specific Gravity: 2.56 Mineralogical Composition in (%)
CaO average: 39.0 MgO average: 12.2 CaO as CaCO3: 69.6 MgO as MgCO3: 25.5 SiOs: 2.5 Insoluble residue: 0.48 Fe2O3: 0.428 Al2O3: 0.132 SO3: 0.045 Total Sulphur: 0.029 % Total Composition: 100.0

78
3. Low Residual Friction (BPN) Aggregate # L1 Quarry Name: Diamond-Albany (B&D) Initial Average BPN: 43.786 Final Average BPN: 20.7 Acid Insoluble Residue Content: 6.31% Soundness %: 4.8 Specific Gravity: 2.69 Mineralogical Composition in (%)
CaO average: 50.3 MgO average: 0.56 CaO as CaCO3: 89.1 MgO as MgCO3: 1.2 SiOs: 4.92 Insoluble residue: 0.18 Fe2O3: 2.29 Al2O3: 0.329 SO3: 0.07 Total Sulphur: 0.397 % Total Composition: 99.1

79
4. Low Residual Friction (BPN) Aggregate # L2
Quarry Name: Wyandot-Carey Initial Average BPN: 38.21 Final Average BPN: 23.39 Acid Insoluble Residue Content: 0.009% Soundness %: 4.6 Specific Gravity: 2.67 Mineralogical Composition in (%)
CaO average: 32.5 MgO average: 19.1 CaO as CaCO3: 58.0 MgO as MgCO3: 40.0 SiOs: 0.23 Insoluble residue: 0.10 Fe2O3: 0.209 Al2O3: 0.119 SO3: 0.029 Total Sulphur: 0.02 % Total Composition: 98.7

80
4.2 Test Program The two high residual friction and low residual friction aggregates were blended in varying proportions by weight. The aggregates, H1 and L1 were blended together and H2 and L2 together. The blend proportions used were 50/50, 60/40, 70/30 and 80/20 percent by weight of the high residual friction and low residual friction aggregate, respectively. The test program is summarized in Table 4.3.
Table 4.3 Test Matrix For Blended Aggregates
Blend Nos. #H1/#L1 #H2/#L2 1 50/50 50/50 2 60/40 60/40 3 70/30 70/30 4 80/20 80/20
Each of the individual and blended aggregates were assigned the following designation and shall henceforth be identified as given in Table 4.4.
Table 4.4 Designation Table
Sr. No. Description Designation 1 High residual friction aggregate, from Melvin Plano Road H1 2 High residual friction aggregate, from France-Flat Rock H2 3 Low residual friction aggregate, from Diamond-Albany L1 4 Low residual friction aggregate, from Wyandot-Carey L2 5 50/50 blend of #H1 and #L1 50/50-1 6 60/40 blend of #H1 and #L1 60/40-1 7 70/30 blend of #H1 and #L1 70/30-1 8 80/20 blend of #H1 and #L1 80/20-1 9 50/50 blend of #H2 and #L2 50/50-2 10 60/40 blend of #H2 and #L2 60/40-2 11 70/30 blend of #H2 and #L2 70/30-2 12 80/20 blend of #H2 and #L2 80/20-2

81
It should be noted that a study was carried out to investigate if blending proportion defined by the relative contact area of two aggregate sources would be different from that defined by the weight. To compare the effect of blending on the polish values according to these two different definitions of blending proportions, blend #70/30-1 was chosen. In the first four sample coupons of this blend, the aggregates in the coupons were blended in proportion by weight; while in the remaining three coupons aggregates were blended in proportion of the contact area. The values of the residual BPNs obtained are plotted in Fig. 4.1. It can be seen that, the two definitions of blending proportions gave about the same test results. From practical blending considerations, blending by defining the proportions of different aggregate sources by weight is easier to specify. Therefore, in this study, all blending is defined by percentage of weight of aggregate sources. 4.2.1 Test Results The aggregates and their blends were polished for eight hours in the Accelerated Polishing Machine (ASTM D 3319-90), and were tested after each hour of polishing by the British Pendulum Tester (ASTM E 303-93). A total of seven coupons were tested for each aggregate type or blend and their average was reported as the British Pendulum Number (BPN), which was a measure of the polish value. Tables 4.5 to 4.16 give the polish values for each hour of polishing for all eight hours. For all the blends studied a residual polish value (BPN) was found to be reached at the end of eight hours of polishing.

82
Fig. 4.1 Effect on Polish Values due to Blending by Proportion of Weight and Contact Area
22
24
26
28
30
32
34
36
38
40
42
44
0 1 2 3 4 5 6 7 8
Time of Polishing (Hours)
Polis
h V
alue
s
Sample 1- weightSample 2- weightSample 3- weightSample 4- weightSample 5 - AreaSample 6 - AreaSample 7 - Area

83
0 1 2 3 4 5 6 7 81 1 55 41 40 37 36 35 35 35 34
2 55 41 41 37 35 3535 33 35 343 55 40 39 37 35 35 33 34 334 55 40 40 36 34 35 32 33 32
Average 55 40.5 40 36.75 35 35 33.25 34.25 33.252 1 54 44 43 40 37 35 35 35
2 54 43 41 39 36 35 35 343 53 42 41 39 36 35 35 334 54 42 42 40 35 35 35 34
Average 53.75 42.75 41.75 39.5 36 35 35 343 1 49 40 39 37 36 35 34 34 32
2 48 39 39 35 35 35 32 33 313 50 41 37 35 35 34 32 32 314 49 38 36 35 34 33 33 32 30
Average 49 39.5 37.75 35.5 35 34.25 32.75 32.75 314 1 48 38 36 34 34 34 32 32 30
2 49 37 36 34 34 34 33 32 303 48 37 36 34 34 34 31 30 304 47 36 35 34 32 32 31 30 29
Average 48 37 35.75 34 33.5 33.5 31.75 31 29.755 1 48 39 39 36 35 35 34 32 32
2 47 38 38 35 35 35 33 32 323 48 37 39 35 34 33 34 32 304 47 37 37 35 35 32 32 31 30
Average 47.5 37.75 38.25 35.25 34.75 33.75 33.25 31.75 316 1 53
2 543 54 (Sample broken, No data available)4 53
Average 53.57 1 48
2 473 47 (Sample broken, No data available)4 45
Average 46.7550.5 39.5 38.7 36.2 34.85 34.3 33.2 32.75 31.25Final BPN
Table 4.5 Polish Numbers for 8 - Hour Polishing of High Residual Friction Aggregate #H1
Sample # Trials Time (Hr)

84
0 1 2 3 4 5 6 7 81 1 47 31 30 26 25 26 23 24
2 45 31 30 25 25 26 23 233 45 30 30 25 25 26 22 224 45 30 29 25 24 25 22 21
Average 45.5 30.5 29.75 25.25 24.75 25.75 22.5 22.52 1 42
2 423 41 ( Sample broken, No data available )4 41
Average 41.53 1 49 27 26 27 25 25 23 21 21
2 48 27 25 27 24 24 23 21 213 48 27 26 25 25 24 22 21 204 47.5 27 25 24 23 23 22 20 21
Average 48.125 27 25.5 25.75 24.25 24 22.5 20.75 20.754 1 44 29 26 26 24 25 21 21 21
2 43 28 25 25 24 24 21 20 203 44 28 26 25 23 24 21 20 24 43 27 24 24 23 22 20 20 19
Average 43.5 28 25.25 25 23.5 23.75 20.75 20.25 205 1 43 32 27 26 26 25 25 22 25
2 42.5 31 27 26 26 25 25 23 233 42 30 28 25 25 24 24 22 224 41 3 26 25 25 23 24 21 21
Average 42.125 0 27 25.5 25.5 24.25 24.5 22 22.756 1 45 30.75 26 25 23 25 24 20 21
2 44 28 26 25 25 24 22 20 213 45 27 25 25 22 23 22 20 204 44 29 25 24 23 22 21 20 20
Average 44.5 28 25.5 24.75 23.25 23.5 22.25 20 20.57 1 42 28 25 25 22 23 22 20 20
2 41 28 25 24 21 22 20 20 203 41 26 24 24 21 21 20 20 194 41 27.5 25 23 21 21 20 19 19
Average 41.25 27.375 24.75 24 21.25 21.75 20.5 19.75 19.543.786 28.604 26.29 25.04 23.75 23.83 22.17 20.88 20.7Final BPN
Table 4.6 Polish Numbers for 8 - Hour Polishing for Low Residual Friction Aggregate #L1
Sample # Trials Time (Hr)

85
0 1 2 3 4 5 6 7 81 1 45 42 40 40 39 36 37 36 36
2 47 42 40 40 38 38 36 36 353 48 41 40 40 37 37 35 35 364 44 41 40 38 39 38 35 35 35
Average 46 41.5 40 39.5 38.25 37.25 35.75 35.5 35.52 1 45 42 37 41 37 35 36 35 35
2 47 40 39 39 37 35 33 34 363 46 40 41 35 38 34 34 33 334 47 40 40 39 39 34 33 32 33
Average 46.25 40.5 39.25 38.5 37.75 34.5 34 33.5 34.253 1 47 41 40 38 37 35 35 31 32
2 45 40 39 35 35 35 31 30 323 45 40 40 35 34 33 31 30 304 45 42 38 35 38 32 32 31 30
Average 45.5 40.75 39.25 35.75 36 33.75 32.25 30.5 314 1 45 41 40 35 32 32 30 31 31
2 46 40 39 35 30 31 30 31 313 47 39 40 33 32 30 31 30 314 45 41 40 33 31 30 30 31 30
Average 45.75 40.25 39.75 34 31.25 30.75 30.25 30.75 30.755 1 45 42 40 39 34 35 35 33
2 46 40 39 40 37 34 34 313 42 40 39 35 36 34 32 324 43 39 40 36 35 33 33 32
Average 44 40.25 39.5 37.5 35.5 34 33.5 326 1 45 43 39 40
2 45 42 40 383 46 41 39 37 ( Sample broken, No data available )4 45 40 40 37
Average 45.25 41.5 39.5 387 1 45 40 40 35 35 31 30 33 33
2 46 40 39 36 34 31 30 32 313 45 40 39 36 36 32 30 30 304 45 40 39 35 35 31 30 30 30
Average 45.25 40 39.25 35.5 35 31.25 30 31.25 3145.43 40.68 39.5 36.96 35.65 33.58 32.63 32.25 32.5Final BPN
Table 4.7 Polish Numbers for 8 - Hour Polishing for High Residual Friction Aggregate #H2
Sample # Trials Time (Hr)

86
0 1 2 3 4 5 6 7 81 1 34 35 29 30 26 26 25 25 24
2 33 35 30 30 26 26 25 25 233 33 35 30 30 26 25 25 24 234 33 34 27 28 27 25 25 23 22
Average 33.75 34.75 29 29.5 26.25 25.5 25 24.25 232 1 40 29 27 27 27 25 25 25 24
2 39 28 26 26 25 25 25 24 243 39 30 27 27 25 25 24 23 234 39 29 25 27 25 24 24 23 23
Average 39.25 29 26.25 26.75 25.5 24.75 24.5 23.75 23.53 1 36 32 30 30 26 26 25 25 24
2 36 32 30 28 27 26 25 24 233 38 31 27 27 26 25 25 24 234 38 31 27 27 28 25 24 24 23
Average 37 31.5 28.5 27 26.75 25.5 24.75 24.25 23.254 1 38 33 30 30 28 27 25 25 24
2 38 32 29 28 27 27 25 25 243 37 31 29 28 27 26 25 24 244 37 30 29 27 26 26 25 24 23
Average 37.5 31.5 29.25 28.25 27 26.5 25 24.5 23.755 1 40 33 30 30 29 30 27 26 25
2 38 32 30 30 29 29 27 25 243 39 31 30 30 28 28 27 25 234 40 31 30 30 30 27 26 25 23
Average 38.25 31.75 30 30 29 28.5 26.75 25.25 23.756 1 40 32 27 30 29 28 27 25 24
2 41 31 27 30 28 28 26 25 243 40 31 29 29 27 26 25 25 244 42 30 26 29 27 26 25 25 23
Average 40.75 31 27.25 29.5 27.75 27 25.75 25 23.757 1 40 32 29 27 26 26 25 25 24
2 40 32 25 27 26 26 25 24 233 40 30 25 26 26 26 24 23 224 40 30 25 27 25 25 24 23 22
Average 40 31 26 26.5 25.75 25.75 24.5 23.75 22.7538.21 31.5 28.04 26.75 26.86 26.21 25.18 24.39 23.39Final BPN
Table 4.8 Polish Numbers for 8 - Hour Polishing for Low Residual Friction Aggregate #L2
Sample # Trials Time (Hr)

87
0 1 2 3 4 5 6 7 81 1 45 34 31 30 29 29 30 28 26
2 45 33 31 29 28 28 30 26 253 45 32 32 37 27 27 30 26 254 44 32 30 29 27 26 29 25 24
Average 44.75 32.75 31 28.75 27.75 27.5 29.75 26.25 252 1 45 32 29 25 26 25
2 46 34 28 24 28 25 ( Sample broken,No data3 44 32 29 24 29 28 available )4 44 31 29 24 25 23
Average 44.75 32.25 28.75 24.25 27 263 1 47 35 28
2 45 35 313 45 33 27 ( Sample broken.No data available )4 46 32 29
Average 45.75 33.75 28.754 1 42 36 32 30 30
2 44 36 31 30 293 43 36 30 30 28 ( Sample broken, No data 4 41 35 29 29 30 available )
Average 42.5 35.75 30.5 29.75 29.255* 1 50 40 36 36 35 36 35 35 35
2 50 40 36 37 35 38 35 35 353 50 40 36 35 34 35 35 36 344 50 40 35 37 35 35 35 35 34
Average 50 40 35.75 36.25 34.75 36 35 35.25 34.56 1 40
2 413 40 ( Sample broken, No data available )4 40
Average 40.257 1 45 35 30 31 29 30 30 26 26
2 41 34 30 30 25 26 28 25 253 41 34 29 29 26 25 26 25 254 41 31 31 30 25 29 30 26 24
Average 42 33.5 30 30 26.25 27.5 28.5 25.5 25
Table 4.9 Polish Numbers for 8 - Hour Polishing for Aggregate Blend #50/50-1
Sample # Trials Time (Hr)
* The test data shows inconsistent result, therefore it is discarded in calculating the average BPN

88
Table 4.10 Polish Numbers for 8 - Hour Polishing for Aggregate Blend #60/40-1
Time (Hr) Sample # Trials
0 1 2 3 4 5 6 7 8 1 1 45 30 26 26 28 27 25 25 25 2 45 30 26 26 26 27 25 25 25 3 44 30 26 26 26 25 25 25 24 4 45 30 25 25 26 25 24 24 24 Average 44.75 30 25.75 25.75 26.5 26 24.75 24.75 24.5 2 1 42 35 32 30 30 30 27 27 27 2 40 35 34 30 30 30 27 27 27 3 42 35 31 30 30 30 27 27 27 4 41 36 31 30 30 29 26 26 26 Average 41.25 35.25 32 30 30 29.75 26.75 26.75 26.753 1 44 35 30 30 30 30 28 28 28 2 42 34 30 30 30 30 28 27 27 3 42 35 30 30 30 29 27 27 27 4 41 34 30 30 30 30 27 27 26 Average 42.25 34.5 30 30 30 29.75 27.5 27.25 27 4 1 45 35 31 30 30 27 27 27 26 2 42 34 31 30 30 27 26 26 26 3 40 35 30 30 30 26 26 26 26 4 40 35 31 29 29 25 26 26 26 Average 41.75 34.75 30.75 29.75 29.75 26.25 26.25 26.25 26 5 1 40 34 30 28 29 27 27 27 27 2 41 34 29 29 30 27 26 26 26 3 41 35 28 27 30 26 26 26 26 4 41 32 29 29 30 26 25 25 25 Average 40.75 33.75 29 28.25 29.75 26.5 26 26 26 6 1 35 2 35 3 37 4 35 Average 35.5
(Sample broken, No data available)
7 1 35 2 35 3 35 4 35 Average 35
(Sample broken, No data available)
Final BPN 40.18 33.21 29.5 28.75 29.2 27.65 26.25 26.2 26.05

89
0 1 2 3 4 5 6 7 81 1 40 33 30 29 26 26 25 25 25
2 39 32 30 27 26 26 25 26 253 38 31 29 30 26 25 25 25 254 37 30 30 26 29 25 25 24 24
Average 38.5 31.5 29.75 28 26.75 25.5 25 25 24.752 1 42 35 31 34 30 26 27 26 25
2 42 33 29 29 26 26 25 25 253 40 34 30 27 30 25 24 24 244 41 34 30 28 25 25 24 23 24
Average 41.25 34 30 29.5 27.75 25.5 25 24.5 24.53 1 41 36 34 34 30 30 30 30 31
2 41 37 35 35 30 29 30 30 303 42 36 33 32 29 30 29 30 294 41 35 32 31 29 29 29 29 30
Average 41.25 36 33.5 33.25 29.5 29.5 29.5 29.75 304 1 42 38 36 35 33 33 32 32 32
2 43 38 36 35 34 31 31 31 313 41 38 35 34 33 31 30 30 304 44 38 34 34 31 31 30 30 30
Average 42.5 38 35.25 34.5 32.75 31.5 30.75 30.75 30.755 1 37 37 33 31 31 30 30 30 30
2 37 36 33 30 30 30 29 29 303 37 36 34 30 30 30 29 29 294 35 37 33 30 29 29 28 29 28
Average 36.5 36.5 33.25 30.25 29.75 29.75 29 29.25 29.256 1 40 35 31 30 30 30 28 27 28
2 40 35 31 30 30 30 30 26 273 41 36 30 30 30 29 27 28 264 39 37 30 31 29 29 27 26 26
Average 40 35.75 30.5 30.25 29.75 29.5 28 26.75 26.757 1 41 37 33 31 29 30 28 29 28
2 43 35 33 30 29 28 27 27 273 41 36 31 30 27 27 27 26 274 42 36 31 30 27 26 26 26 26
Average 41.75 36 32 30.25 28 27.75 27 27 2740.25 35.39 32.04 30.86 29.21 28.43 27.75 27.57 27.57Final BPN
Table 4.11 Polish Numbers for 8 - Hour Polishing for Aggregate Blend #70/30-1
Sample # Trials Time (Hr)

90
Table 4.12 Polish Numbers for 8 - Hour Polishing for Aggregate Blend #80/20-1
Time (Hr) Sample # Trials
0 1 2 3 4 5 6 7 8 1 1 46 42 32 38 37 37 37 37 33 2 46 41 32 36 37 36 36 36 32 3 46 40 31.5 36 35 35 36 35 31 4 45 39 31.5 35 35 35 36 35 31 Average 45.75 40.5 31.75 36.25 36 35.75 36.25 35.75 31.75 2 1 50 42 35 37 35 34 36 34 32 2 51 40 34 37 35 35 35 35 31 3 52 40 34 35 38 33 35 33 31 4 50 40 34 35 35 33 35 32 31 Average 50.75 40.5 34.25 36 35.75 33.5 35.25 33.5 31.25 3 1 47 40 35 40 40 37 40 37 38 2 47 40 34 40 36 37 40 37 37 3 45 40 33 40 37 36 39 36 36 4 47 40 34 38 36 35 39 35 36 Average 46.5 40 34 39.5 37.25 36.25 39.5 36.25 36.75 4 1 47 35 38 35 33 33 35 33 32 2 47 35 37 35 32 32 35 32 31 3 45 35 37 35 31 34 35 34 31 4 47 36 36 34 31 31 36 31 31 Average 46.5 35.25 37 34.75 31.75 32.5 35.25 32.5 31.25 5 1 51 52 36 45 41 40 45 40 40 2 51 47 46 45 42 40 45 40 40 3 51 47 47 43 40 40 45 40 40 4 51 45 45 43 40 39 45 39 40 Average 51 47.75 45.75 44.5 40.75 39.75 45 39.75 40 6 1 44 37 36 36 35 34 36 34 32 2 46 36 35 35 34 35 35 35 32 3 43 36 38 36 34 35 35 35 31 4 43 36 35 34 33 32 37 32 31 Average 44 36.25 36 35.25 34 34 35.75 34 31.5
7* 1 50 40 39 41 38 37 40 37 36 2 47 40 39 39 36 37 40 37 35 3 46 39 37 40 36 36 40 36 35 4 46 39 40 39 36 36 40 36 35 Average 47.25 39.5 38.75 39.75 36.5 36.5 40 36.5 35.25
Final BPN 47.39 38.67 37.13 36.92 35.21 34.75 35.63 33.94 31.44 * The test data shows inconsistent result, therefore it is discarded in calculating the average BPN

91
0 1 2 3 4 5 6 7 81 1 40 38 33 30 30 31 30 30 30
2 42 38 32 30 30 30 29 30 293 41 36 32 30 30 30 29 29 284 41 36 30 30 30 30 29 27 27
Average 41 37 31.75 30 30 30.25 29.25 29 28.52 1 49 37 34 35 34 30 27 27 27
2 49 37 34 34 34 28 28 25 253 48 36 35 34 33 29 29 25 254 49 36 33 33 34 28 28 25 24
Average 48.75 36.5 34 34 33.75 28.75 28 25.5 25.253 1 40 35 30 30 30 30 29 28 28
2 40 33 29 30 30 29 28 28 273 41 33 28 30 29 29 28 28 274 40 32 28 30 30 29 28 27 28
Average 40.25 33.25 28.75 30 29.75 29.25 28.25 27.75 27.54 1 40
2 403 41 ( Sample broken, No data available )4 40
Average 40.255 1 42 36 35 31 32 30 29 29 29
2 44 35 32 31 31 30 28 28 283 40 36 32 30 31 30 27 27 274 45 35 35 30 30 29 28 27 27
Average 42.75 35.5 33.5 30.5 31 29.75 28 27.75 27.756 1 44 36 34 32 32 30 30 26 26
2 43 35 33 31 31 29 28 27 273 45 35 31 31 31 27 28 25 274 44 35 32 30 30 28 26 29 28
Average 44 35.25 32.5 31 31 28.5 28 26.75 277 1 40 35 30 30 30 30 29 29 27
2 40 35 30 30 30 29 27 27 273 40 35 30 30 30 29 27 26 264 40 34 29 29 29 28 26 26 26
Average 42.23 34.75 29.75 29.75 29.75 29 27.25 27 26.540.25 35.38 31.71 30.88 30.88 29.25 28.13 27.29 27.08Final BPN
Table 4.13 Polish Numbers for 8 - Hour Polishing for Aggregate Blend #50/50-2
Sample # Trials Time (Hr)

92
0 1 2 3 4 5 6 7 81 1 45 35 35 35 35 33 33 32 30
2 44 33 35 34 34 32 32 30 283 44 34 34 33 33 31 30 30 294 45 33 33 32 31 30 30 30 30
Average 44.5 33.75 34.25 33.5 33.25 31.5 31.25 30.5 29.252 1 41 35 35 35 33 33 30 30 30
2 41 35 35 35 33 33 31 30 303 41 35 35 34 33 32 31 30 294 41 35 35 34 31 31 30 30 29
Average 41 35 35 34.5 32.5 32.25 30.5 30 29.53 1 42 34 35 35 34 34 30 31 30
2 41 34 35 35 32 33 32 30 293 43 33 34 34 32 31 33 29 304 45 34 35 34 31 31 29 30 30
Average 42.75 33.75 34.75 34.5 32.25 32.25 31 30 29.754 1 45 35 36 35 35 35 32 30 29
2 44 34 35 34 34 33 30 29 293 44 35 36 34 32 32 31 30 304 44 35 35 34 32 32 31 30 29
Average 44.25 34.75 35.5 34.25 33.25 33 31 29.75 29.255 1 46 36 36 35 34 33 32 30 31
2 44 35 35 34 33 31 30 30 303 44 35 35 34 32 31 31 30 294 43 35 35 33 31 30 30 30 28
Average 44.25 35.25 35.25 34 32.5 31.25 30.75 30 29.56 1 45 36 36 35 33 33 30 30 28
2 43 35 36 34 32 31 29 29 293 43 35 35 35 31 30 30 30 294 45 36 35 34 30 30 30 29 29
Average 44 35.5 35.5 34.5 31.5 31 29.75 29.5 28.757 1 45 35 35 35 32 30 29 29 29
2 45 34 34 35 32 30 30 30 293 42 35 34 34 30 30 29 31 294 43 35 35 34 30 30 30 28 28
Average 43.75 34.75 34.5 34.5 31 30 29.5 29.5 28.7543.5 34.68 34.96 34.5 32.32 31.61 30.54 29.89 29.25Final BPN
Table 4.14 Polish Numbers for 8 - Hour Polishing for Aggregate Blend #60/40-2
Sample # Trials Time (Hr)

93
0 1 2 3 4 5 6 7 81 1 45 38 34 35 32 31 31 30 30
2 40 36 33 34 31 30 30 30 303 42 36 34 34 30 30 30 30 294 45 36 35 33 30 30 29 28 28
Average 43 36.5 34 34 30.75 30.25 30 29.5 29.252 1 40 40 35 33
2 40 40 34 343 40 39 36 31 ( Sample broken, No data available )4 40 39 35 31
Average 40 39.5 35 32.253 1 37 37 33 35 32 31 30 30 30
2 36 35 32 32 32 31 30 30 303 35 35 32 33 31 30 30 30 294 35 35 31 35 30 30 29 29 28
Average 35.75 35.5 32 33.75 31.25 30.5 29.75 29.75 29.254 1 40 37 37 35 32 33 31 30 30
2 40 35 35 32 32 32 30 30 303 40 35 35 33 31 32 30 30 304 40 35 35 35 31 32 30 28 28
Average 40 35.5 35.5 33.75 31.5 32.25 30.25 29.5 29.55 1 40 38 37 35 32 34 32 32 32
2 40 38 36 33 33 32 31 31 313 42 38 35 33 31 32 31 31 304 40 37 35 32 32 31 30 30 29
Average 40.5 37.75 35.75 33.25 32 32.25 31 31 30.56 1 41 35 33 32 32 32 30 29 29
2 40 35 33 32 32 30 30 28 283 40 35 33 31 31 30 30 28 284 40 34 32 32 31 30 29 27 27
Average 40.25 34.75 32.75 31.75 31.5 30.5 29.75 28 287 1 42 38 35 34 33 33 31 31 30
2 40 36 35 32 32 32 31 30 303 41 35 35 32 31 31 30 30 304 41 35 35 31 31 30 30 30 30
Average 41 36 35 32.25 31.75 31.5 30.5 30.25 3040.07 36.5 34.29 33 31.46 31.21 30.21 29.67 29.42Final BPN
Table 4.15 Polish Numbers for 8 - Hour Polishing for Aggregate Blend #70/30-2
Sample # Trials Time (Hr)

94
0 1 2 3 4 5 6 7 81 1 40 40 36 36 35 34 31 31 31
2 40 42 38 36 34 33 32 32 313 40 41 36 35 33 33 31 31 314 40 41 37 35 34 33 31 31 31
Average 40 41 36.75 35.5 34 33.25 31.25 31.25 312 1 40 45 36 36 35 34 33 32 31
2 40 42 36 35 34 33 32 31 313 40 42 35 35 33 33 31 32 304 41 40 35 36 33 32 31 30 30
Average 40.25 42.25 35.5 35.5 33.75 33 31.75 31.25 30.53 1 42 40 37 36 33 33 33 32 31
2 41 40 37 36 33 32 32 31 313 41 41 36 35 32 32 32 31 314 42 40 36 35 32 32 31 30 30
Average 41.5 40.25 36.5 35.5 32.5 32.25 32 31 30.754 1 40 42 37 38 34 34 31 30 30
2 40 44 37 36 33 33 30 30 303 40 40 37 36 33 32 30 30 304 40 45 35 36 32 33 31 32 30
Average 40 42.75 36.5 36.5 33 33 30.5 30.5 305 1 40 44 35 36 35 35 32 32 31
2 40 43 35 36 33 33 31 31 313 40 45 34 35 32 31 32 30 304 39 44 34 34 31 30 30 30 30
Average 40.5 44 34.5 35.25 32.75 32.25 31.25 30.75 30.56 1 45 40 38 36 35 34 32 31 31
2 45 40 37 36 34 34 31 31 313 45 40 37 35 32 32 31 31 314 45 40 35 34 32 31 31 31 31
Average 45 40 36.75 35.25 33.25 32.75 31.25 31 317 1 45 41.5 35 35 33 33 30 29 31
2 45 36 34 35 33 33 30 31 303 45 35 35 35 34 33 31 30 294 46 35 35 35 33 33 30 30 30
Average 45.25 36 34.75 35 33.25 33 30.25 30 3041.68 36.5 35.89 35.5 33.21 32.79 31.18 30.82 30.54Final BPN
Table 4.16 Polish Numbers for 8 - Hour Polishing for Aggregate Blend #80/20-2
Sample # Trials Time (Hr)

95
4.3 Analysis of Test Results 4.3.1 Polishing Trend Figs. 4.2 to 4.13 give the plots of BPN vs. the polish time, to provide a visual inspection of the trend of polishing vs. time, for 8 hours of polishing. Each plot contains all seven coupons’ test results, plus the standard deviation and average values for each aggregate type or blend. It was observed that most of the test data lie within ± one standard deviation of the mean, showing a reasonably consistent trend in the readings. The exceptions could be attributed to the variations in the particle arrangement in the coupons of the blended samples. The general trend was that there was a rapid decrease in polish number during the first hour of polishing. After the first hour, a steady rate of drop
in polish values was observed till the sixth hour, after which the polish values remain relatively constant till the end of the eighth hour of polishing. The rate of BPN change in the first hour ranged from 6 to 15 BPN per hour; thereafter, a steady rate of approximately 1 BPN per hour was observed until reaching the residual polish value. 4.3.2 Blend #1 High residual friction aggregate #H1 (residual BPN = 31.25) and low residual friction
aggregate #L1 (residual BPN = 20.7) are blended in different proportions by weight. The
test results of these different blends are plotted in Figures 4.6, 4.7, 4.8 and 4.9. The data
are also tabulated for 50/50, 60/40, 70/30 and 80/20 blends in Tables 4.9 to 4.12
respectively.
To investigate the effect of blending of various proportions, Fig. 4.14 is plotted in which initial and residual BPNs for each blending proportion are shown. Also shown as

96
Fig. 4.2 Trend of Polish Number for Aggregate #H1
28
30
32
34
36
38
40
42
44
46
48
50
52
54
56
0 1 2 3 4 5 6 7 8
Time (Hours)
BPN
Average Values"Std Dev-HighStd Dev-LowSample 1Sample 2Sample 3Sample 4Sample 5Sample 6Sample 7

97
Fig. 4.3 Trend of Polish Number for Aggregate #L1
18
20
22
24
26
28
30
32
34
36
38
40
42
44
46
48
0 1 2 3 4 5 6 7 8
Time (Hours)
BPN
Average Values"
Std Dev-High
Std Dev-Low
Sample 1
Sample 2
Sample 3
Sample 4
Sample 5
Sample 6
Sample 7

98
Fig. 4.4 Trend of Polish Number for Aggregate #H2
30
32
34
36
38
40
42
44
46
48
0 1 2 3 4 5 6 7 8
Time (Hours)
BPN
Average ValuesStd Dev-HighStd Dev-LowSample 1Sample 2Sample 3Sample 4Sample 5Sample 6Sample 7

99
Fig. 4.5 Trend of Polish Number for Aggregate #L2
22
24
26
28
30
32
34
36
38
40
42
0 1 2 3 4 5 6 7 8
Time (Hours)
BPN
Average Values"Std Dev-HighStd Dev-LowSample 1Sample 2Sample 3Sample 4Sample 5Sample 6Sample 7

100
Fig. 4.6 Trend of Polish Number for Aggregate Blend #50/50-1
24
26
28
30
32
34
36
38
40
42
44
46
0 1 2 3 4 5 6 7 8
Time (Hours)
BPN
Average Values"
Std Dev-High
Std Dev-Low
Sample 1
Sample 2
Sample 3
Sample 4
Sample 6
Sample 7

101
Fig. 4.7 Trend of Polish Number for Aggregate #60/40-1
24
26
28
30
32
34
36
38
40
42
44
46
0 1 2 3 4 5 6 7 8
Time (Hours)
BPN
Average Values"
Std Dev-High
Std Dev-Low
Sample 1
Sample 2
Sample 3
Sample 4
Sample 5
Sample 6
Sample 7

102
Fig. 4.8 Trend of Polish Number for Aggregate #70/30-1
24
26
28
30
32
34
36
38
40
42
44
0 1 2 3 4 5 6 7 8
Time (Hours)
BPN
Average Values"
Std Dev-High
Std Dev-Low
Sample 1
Sample 2
Sample 3
Sample 4
Sample 5
Sample 6
Sample 7

103
Fig. 4.9 Trend of Polish Number for Aggregate #80/20-1
30
32
34
36
38
40
42
44
46
48
50
52
0 1 2 3 4 5 6 7 8
Time (Hours)
BPN
Average Values"
Std Dev-High
Std Dev-Low
Sample 1
Sample 2
Sample 3
Sample 4
Sample 6
Sample 7

104
Fig. 4.10 Trend of Polish Number for Aggregate #50/50-2
24
26
28
30
32
34
36
38
40
42
44
46
48
50
0 1 2 3 4 5 6 7 8
Time (Hours)
BPN
Average Values"
Std Dev-High
Std Dev-Low
Sample 1
Sample 2
Sample 3
Sample 4
Sample 5
Sample 6
Sample 7

105
Fig. 4.11 Trend of Polish Number for Aggregate #60/40-2
28
30
32
34
36
38
40
42
44
46
0 1 2 3 4 5 6 7 8
Time (Hours)
BPN
Average Values"
Std Dev-High
Std Dev-Low
Sample 1
Sample 2
Sample 3
Sample 4
Sample 5
Sample 6
Sample 7

106
Fig. 4.12 Trend of Polish Number for Aggregate #70/30-2
28
30
32
34
36
38
40
42
44
0 1 2 3 4 5 6 7 8
Time (Hours)
BPN
Average Values"
Std Dev-High
Std Dev-Low
Sample 1
Sample 2
Sample 3
Sample 4
Sample 5
Sample 6
Sample 7

107
Fig. 4.13 Trend of Polish Number for Aggregate #80/20-2
30
32
34
36
38
40
42
44
46
0 1 2 3 4 5 6 7 8
Time (Hours)
BPN
Average Values"
Std Dev-High
Std Dev-Low
Sample 1
Sample 2
Sample 3
Sample 4
Sample 5
Sample 6
Sample 7

108
Fig. 4.14 Initial and Residual Polish Values for Blend #1
0
4
8
12
16
20
24
28
32
36
40
44
48
52
56
L1 50/50-1 60/40-1 70/30-1 80/20-1 H1
Blend Proportions
Polis
h V
alue
s
Initial Polish ValueResidual Polish Value
Acceptable
Marginally Acceptable

109
solid and dashed lines are the two acceptance criteria. It can be seen that the residual BPN increases with increasing proportion of high quality aggregate (H1). A 50/50 blend or higher percentage of H1 would at least produce an aggregate blend that is marginally acceptable. An 80/20 blend would provide an aggregate that is acceptable. The improvement of residual BPN over that of the L1 aggregate is shown as the difference of BPN vs. blending proportion in Fig. 4.15. The improvement in residual BPN reaches the highest possible value (maximum improvement ≈ 10) with the 80/20 blend. Typically, an increase of residual BPN of about 4 is observed for 50/50 blend. Each 10 percent increase in high quality aggregate (H1) appears to improve residual BPN values by about 1.5. To further establish possible linkage between the measured residual BPN and the different blending proportions, a theoretical weighted residual BPN value is calculated for each blend and tabulated in Table 4.17 This theoretical weighted average is calculated by taking weighted average of the measured residual BPN for H1 and L1 aggregates. The calculated weighted BPN is compared with the actual measured BPN for each blend in Table 4.17. It can be seen that the residual BPN measured can be predicted by the weighted average of the residual BPN of the constituent blending aggregate sources. Table 4.17 Comparison of Weighted Average and Recorded Polish Values for Blend #1
Blend Percentages Weighted Polish Value Measured Polish Value 50/50 25.975 25 60/40 27.03 26.05 70/30 28.085 27.57 80/20 29.14 31.44

110
Fig. 4.15 Improvement in Polish Value of Low Skid Resistant Aggregate L1
0
1
2
3
4
5
6
7
8
9
10
11
12
L1 50/50-1 60/40-1 70/30-1 80/20-1 H1
Blend Proportions
Polis
h V
alue
s

111
4.3.3 Blend #2 Blend #2 consisted of blending high polish aggregate #H2 (residual BPN = 32.5) with low polish aggregate #L2 (residual BPN = 23.39). The results for the tests are tabulated in Tables 4.13 to 4.16 and plotted in Figs. 4.10 to 4.13. As shown in Fig. 4.16, 50/50 blending can effectively bring the low quality aggregate L2 to a marginally acceptable level. 60/40 blending or higher proportion can improve L2 aggregate to be acceptable. The improvement of residual BPN due to blending is shown in Fig. 4.17. Similar to the observations made for Blend #1, 50/50 blending improves the residual BPN by a number of 4. Each 10% increase in the H2 portion of aggregate in the blend tends to increase the residual BPN by 1.5 or so. 80/20 blending seems to produce close to maximum possible improvement of residual BPN of the poor quality aggregate L2. A theoretical prediction of the residual BPN using the weighted average approach appears to conform to the actual measured data as indicated in Table 4.18. Both blends, #1 and #2, have shown the feasibility of predicting residual BPN of the blended aggregates based on the weighted average (weight percentage) of the constituents’ aggregate residual BPN values. Table 4.18 Comparison of Weighted Average and Recorded Polish Values for Blend #2
Blend Percentages Weighted Polish Value Measured Polish Value 50/50 27.945 27.08 60/40 28.856 29.25 70/30 29.767 29.42 80/20 30.678 30.54

112
Fig. 4.16. Initial and Residual Polish Values for Blend #2
0
4
8
12
16
20
24
28
32
36
40
44
48
52
56
L2 50/50-2 60/40-2 70/30-2 80/20-2 H2
Blend Proportions
Polis
h V
alue
s
Initial Polish ValueResidual Polish Value Acceptable
Marginally Acceptable

113
Fig. 4.17 Improvement in Polish Value of Low Skid Resistant Aggregate L2
0
1
2
3
4
5
6
7
8
9
10
L2 50/50-2 60/40-2 70/30-2 80/20-2 H2
Blend Proportions
Polis
h V
alue
s

114
4.3.4 Normalized Behavior The normalized results are prepared based on the loss of polish value divided by the maximum loss of polish value at the end of 8 hours polishing. The percentage loss in the polish number was assessed with respect to the time the coupons underwent polishing. Figs. 4.18 and 4.19 show the plots of difference between the BPN at any given time and the initial BPN, normalized with the maximum difference occurred at 8 hour polishing, for blend #1 and Blend #2, respectively. It can be seen from these curves for different aggregate types and blends that they follow a similar trend of polishing with time. In the first hour of polish, the loss of BPN values is anywhere between 40 to 65% of the total loss. Additional loss in the BPN values occurs predominantly from the second hour to the sixth hour of polish and at a steady rate most of the time. The seventh and eighth hour of polish give almost constant values of BPN and hence the residual BPN value is assumed to have reached at the end of the eighth hour of polishing. The mean and standard deviation of the normalized curves in Figs. 4.18 and 4.19 is shown in Fig. 4.20. This figure can be used to predict the time-dependent loss of BPN if the initial and residual BPN values are known. Figs. 4.21 and 4.22 show the plot of the loss in BPN at a given time normalized with the Initial BPN vs. the time of polishing, for blend #1 and blend #2, respectively. This representation provides a better indication of the speed and final percentage of BPN losses for each aggregate type and blends. It was observed that the residual polish values showed a total loss from the initial polish values anywhere from 26 to 55 percent. Out of this, the loss in the initial polish value during the first hour of polishing is between 10 to

115
Fig. 4.18 Normalization of Polish Values wrt. the Maximum Difference in BPN for Aggregates and Blend #1
0
0.2
0.4
0.6
0.8
1
1.2
0 1 2 3 4 5 6 7 8
Time of Polishing (Hours)
H1L150/50-160/40-170/30-180/20-1
Nor
mal
ized
Rat
ios

116
Fig. 4.19 Normalization of Polish Values wrt. the Maximum Difference in BPN for Aggregates and Blend #2
0
0.2
0.4
0.6
0.8
1
1.2
0 1 2 3 4 5 6 7 8
Time of Polishing (Hours)
H2
L2
50/50-2
60/40-2
70/30-2
80/20-2
Nor
mal
ized
Rat
ios

117
Fig. 4.20 Normalization of Polish Values wrt. the Maximum Difference in BPN for the Individual and Blended Aggregates.
0
0.2
0.4
0.6
0.8
1
1.2
0 1 2 3 4 5 6 7 8
Time of Polishing (Hours)
Mean
STD. DEV. UP
STD. DEV. DOWN
Nor
mal
ized
Rat
ios

118
Fig.4.21 Normalization of Polish Values wrt. the Initial BPN for Aggregates and Blend #1
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
0.5
0.55
0.6
0 1 2 3 4 5 6 7 8
Time of Polishing (Hours)
H1L150/50-160/40-170/30-180/20-1
Nor
mal
ized
Rat
ios

119
Fig. 4.22 Normalization of Polish Values wrt. the Initial BPN for Aggregates and Blend #2
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0 1 2 3 4 5 6 7 8
Time of Polishing (Hours)
H2L250/50-260/40-270/30-280/20-2
Nor
mal
ized
Rat
ios

120
35 percent of the initial polish value. The major loss in polish values is thus found to occur during the first hour of polishing. Thereafter, the rate of BPN loss is fairly steady until the seventh and eighth hours of polishing. The normalized ratios (with respect to initial BPN) for the average of the high skid resistant and low skid resistant aggregates have been plotted as shown in Fig. 4.23. It can be observed from this plot that the rate of polish of low skid resistant aggregates is much greater than the rate of polish of high skid resistant aggregates.

121
Fig. 4.23 Normalization of Polish Values wrt. the Initial BPN for the Average of Low Polish and High Polish Aggregates
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
0.5
0 1 2 3 4 5 6 7 8
Time of Polishing (Hours)
(H1+H2)/2
(L1+L2)/2
Nor
mal
ized
Rat
ios

122
CHAPTER V
CONCLUSIONS AND RECOMMENDATIONS
5.1 Summary of Work Done Detailed polish value data was sought to assess the feasibility of blending high skid and low skid aggregates. Four different aggregate sources were identified for this study. Two aggregate sources were considered high skid aggregates, while the other two were low skid. Two sets of aggregate blends were tested, where each set involved one high skid aggregate blended with a low skid aggregate in varying percentages of weight. Aggregates were blended in the following percentages by weight: 80/20, 70/30, 60/40 and 50/50 of high skid-resistant and low skid-resistant aggregate respectively. Typically, for each aggregate type and blend, a set of 7 coupons was made in accordance with ASTM D3319 for subsequent polishing and testing. The equipment used to record the polish values in terms of the British Pendulum Number (BPN) was the British Pendulum Tester (ASTM E 303-93). The coupons were polished using the Accelerated Polishing Machine for eight hours and polish values were recorded at the end of each hour of polish (ASTM D3319-90). The values of the BPN for each coupons after each hour of polishing were recorded. Plots were generated to show the polish trend for eight hours of polish. The data was further normalized to study the rate of polish for different aggregate blends.

123
5.2 Observations and Conclusions The residual polish value obtained for the aggregates and for each aggregate blend is tabulated in Table 5.1. Note that the letter H indicates high skid resistance (or high
residual BPN number), while the letter L refers to low skid resistance (or low residual
BPN number).
Table 5.1 Residual Polish Values of Aggregates and Their Blends
Aggregate Type Residual BPN
H1 31.25 L1 20.7 H2 32.5 L2 23.39
50/50-1 25 60/40-1 26.05 70/30-1 27.57 80/20-1 31.44 50/50-2 27.08 60/40-2 29.25 70/30-2 29.42 80/20-2 30.54
The specific observations made in the course of this study can be summarized as follows:
• The trend of the polish numbers (BPN) vs. the polishing time plots showed that most of the values for all the seven coupons tested for each aggregate type or blend lay within one standard deviation of the mean values. Some of the larger deviations from he mean value could be explained by the unavoidable particle alignment effects. Thus the consistency of the test data is considered to be
acceptable.

124
• The rate of polish revealed that for all aggregate types and blends studied, there
was a significant drop in the polish values during the first hour of polishing. The loss of polish value ranged anywhere from 6 to 15 BPN for the first hour. After that, loss of BPN appeared to be fairly steady with a relatively constant rate of around 1 BPN per hour. The residual BPN was often reached at about 7 hours of polishing.
• The normalized plots further showed that 40 to 65 percent of the total loss of
polish value occurs in the first hour of polishing and then continues at a steady rate till the residual polish value is reached at the end of the eighth hour.
• Blending the low skid and high skid aggregates together showed a significant
improvement in the polish values of the low skid aggregate. It was further observed that the residual polish values of the aggregate blends can be approximately estimated as the weight based weighted average of the individual aggregates’ residual BPN. This technique should enable ODOT to develop blending guidelines for the aggregate producers considering blending techniques.
According to the Texas-DOT Acceptance criteria, the improvement seen in the residual polish values can be summarized in Table 5.2
Table 5.2 Acceptability of the Blended Aggregates
Aggregate Blend Residual Polish Values Acceptability Blend #1 (H1, L1) 50/50-1 25 Unacceptable Blend #1 (H1, L1) 60/40-1 26.05 Marginally Acceptable Blend #1 (H1, L1) 70/30-1 27.57 Marginally Acceptable Blend #1 (H1, L1) 80/20-1 31.44 Acceptable Blend #2 (H2, L2) 50/50-2 27.08 Marginally Acceptable

125
Blend #2 (H2, L2) 60/40-2 29.25 Acceptable Blend #2 (H2, L2) 70/30-2 29.42 Acceptable Blend #2 (H2, L2) 80/20-2 30.54 Acceptable
In Blend #1 the 50/50 blend remained unacceptable, while the 60/40 and 70/30 blends were found to be marginally acceptable and the 80/20 blend was found to be acceptable. In Blend #2, the 50/50 blend was found to be marginally acceptable, while the 60/40, 70/30 and 80/20 can be considered as acceptable. This study’s experimental program was focused on the four limestones identified
in the previous research. Therefore, the conclusions drawn in this report are only
applicable to similar limestones with the same types of mineral composition as identified
in section 4.1 of this report. Nevertheless, based on known quality of the high skid
resistance and high polish resistance of the air-cooled slags, and the crushed gravels, the
researcher is confident that these high quality aggregate could be blended with low skid
resistant limestone in a 50/50 proportion by weight, while still producing highly
acceptable skid resistance after 8 hrs of accelerated polishing. Using 50/50 blend of high
and low quality of limestone may be accepted as long as their polishing/friction
characteristics have been experimentally investigated using the methodology established
in this report.
5.3 Implementation The blending of low skid and high skid aggregates has shown to improve the residual BPN of the high skid aggregates. Thus blending of two aggregate sources to produce an acceptable low skid aggregate blend should be considered a technically viable

126
alternative for aggregate producers to implement. As an initial guideline, the residual BPN value of a blend aggregate can be estimated as the weight based weighted average of the individual BPN values of each constituent aggregate source. From the four aggregate sources studied herein, it appears that at least 60/40 by weight blend of high skid resistant to low skid resistant aggregates is needed to bring the blend to a marginally acceptable level. However, laboratory verification tests as outlined in this report need to be conducted for different aggregate sources. ODOT could develop a guideline for allowing aggregate producers to blend different aggregate sources to achieve the necessary skid resistance requirement. 5.4 Recommendations for Future Research
• If the individual residual polish numbers can be determined, the polish values of various blends of these aggregates can be easily determined using the simple
principle of weighted averages. Additional study of more aggregate sources to confirm this simple principle is warranted.
• Relevant correlation needs to be established between the BPN values observed in
the laboratory coupons subjected to accelerated polishing and BPN values observed in real pavement under actual traffic and environmental conditions.

127
REFERENCES
1. Ashby, Joseph T. “Blended Aggregate Study Final Report”. Louisiana Highway Research, Report No. FHWA/LA-8/145, (1980).
2. ASTM D 3319-90, “Standard Test Method for Accelerated Polishing of
Aggregates Using the British Wheel”. Annual Book of ASTM Standards, American Society for Testing and Materials, Philadelphia, (1997).
3. ASTM E 303-93, “Standard Test Method for Measuring Surface Frictional
Properties Using the British Pendulum Tester”. Annual Book of ASTM Standards, American Society for Testing and Materials, Philadelphia, (1997).
4. Beaton. “Providing Skid Resistant Pavements”. Transportation Research
Record 622, TRB, National Research Council, Washington, D.C. pp. 39-50, (1976).
5. Csathy Thomas I. “Skidding and Skid Resistance”. Department of Highways,
Ontario Report No. 46, (1964).
6. Dahir, S. H. “Petrographic Insights Into The Susceptibility of Aggregate To Wear and Polishing”. Transportation Research Record 695, , TRB, National Research Council, Washington, D.C. pp. 20-27, (1978).
7. Dahir, S. H. M., et. al., “Laboratory and Field Investigation of Bituminous
Pavement and Aggregate Polishing”, Transportation Research Record 584, TRB, National Research Council, Washington, D.C. pp.1-14, (1976).
8. Dahir, S. H., “ A Review of Aggregate Selection Criteria for Improved Wear
Resistance and Skid Resistance of Bituminous Surfaces”, Journal of Testing and Evaluation, JTEVA, Vol. 7, No. 5, Sept. pp. 245. (1979).
9. Dahir, S. H., Mullen, W. G. “Factors Influencing Skid-Resistance Properties”,
Highway Research Record 376, Highway Research Board, Washington, D. C., (1971).
10. Dahir, Sabir H. M, Gramling Wade L. “Wet Pavement Safety Programs”.
National Cooperative Highway Research Program Synthesis of Highway Practice 158, (1990).

128
11. Dillard, J. H. and Alwood, R. L., “Providing Skid Resistant Roads in Virginia”.
AAPT Proc. Vol. 26. (1957).
12. Diringer Kathleen T. “Aggregates and Skid Resistance”. NJ DOT, Division of Research and Demonstration, (1990).
13. Elmore, W. E. and Hankins, Kenneth D. “Comparison of Laboratory and Field
Polish Rates for Coarse Aggregates”. U. S. DOTFHWA, Report No. FHWATX77216-1F, (1976).
14. Fabian, G. J., “Methods of Determining Road Surface Friction”. First Int. Skid
Prev. Conf., Proc. Part II, (1959).
15. Forster, Stephen W. “Pavement Microtexture and Its Relation to Skid Resistance”. Transportation Research Record 1215, , TRB, National Research Council, Washington, D.C. pp. 151-164, (1989)
16. Gallaway, B. M., and Hargett, E. R., “Blending Lightweight Aggregates with
Natural Aggregates for the Production of Bituminous Concrete.” Hwy. Res. Record No. 273 (1969).
17. Gandhi, P. M., “Evaluation of Skid Resistance Characteristics of Aggregates
used for Highway Construction in Puerto Rico”. Puerto Rico Department of Transportation and Public Works, (1978).
18. Gandhi, Poduru M., Colucci, Benjamin and Gandhi, Srinivas P. “Polishing of
Aggregates and Wet-Weather Accident Rates for Flexible Pavements”. Transportation Research Record 1300, TRB, National Research Council, Washington, D.C. pp. 71-79, (1991).
19. Giles, C. G., “Some European Methods for the Measurement of Skidding
Resistance”. First In. Skid Prev. Conf., Proc. Part I. (1959).
20. Hosking, J. R., “Aggregates for Skid Resistant Roads”, Report 693, Transport and Road Research Laboratory, Crowthorne, Berkshire, United Kingdom, (1976).
21. Ivey, D. L. and McFarland W. F. “Economic Factors Related to Raising Levels
of Skid Resistance”. Transportation Research Record 836, , TRB, National Research Council, Washington, D.C. pp. 82-86, (1981).
22. Ivey, Don L; Griffin, Lindsay I. III; Lock James R and Bullard D. Lance.
“Program To Reduce Skid Initiated Accidents in Texas”. Texas DOT, Program Development Report 910-1F, (1992).

129
23. Ivey, Don L; Griffin, Lindsay I. III, Newton, T. M., Hankins, K. C.,
Blumentritt, C. W. and Lytton, R. L. “Development of a Wet Weather Safety Index.” Texas Transportation Institute, Texas A & M Univ., College Station, res. Rept. 221-1F, (1977).
24. Jordon, Fredrick E. and Hasbrouck, Richard C. “Recent Developments in
Pavement Skid Resistance”. ASCE Vol. 53, Issue 2, pp. 64-67, (1983).
25. Knill, D. C., “Petrographical Aspects of the Polishing of Natural Roadstones”. J. Appl. Chem., Vol. 10, No. 1. (1960)
26. Kulakowski, Bohdan T. “Mathematical Model of Skid Resistance as a Function
of Speed”. Transportation Research Record 1311, , TRB, National Research Council, Washington, D.C. pp. 26-31, (1991).
27. Kummer H. W and Meyer W E. “Tentative Skid-Resistance Requirements For
Main Rural Highways”. National Cooperative Highway Research Program Report 37”, (1967).
28. Kummer, H. W., “Correlation Tests with the Penn State Drag Tester.” Rept. J9,
Joint Rd. Frict. Program, Pa. Dept. of Highways and Pa. State University (1964).
29. Liang, R. Y. and Chyi, L. L., “Polishing And Friction Characteristics Of
Aggregates Produced in Ohio”. FHWA/OH-2000/001. (Jan, 2000).
30. Meyer, W. E., “Pavement Texture Significance and Measurement - Why Are Pavements Slippery When Wet?”. ASTM Standardization News: SN, Vol. 19, Issue 2, pp. 28-31, (1991).
31. Mullen, W. G , Dahir S M M, El Madani. “Laboratory Evaluation of
Aggregates, Aggregate Blends and Bituminous Mixes for Polish Resistance”. Transportation Research Record 523, TRB, National Research Council, Washington, D.C. pp. 56-64, (1974).
32. National Cooperative Research Program (NCHRP), “Synthesis of Highway
Practice”. NCHRP Synthesis 14, project 20- 5 FY’ 70. (1972).
33. Olson, P. L., Cleveland, D. E., Fancher, P. S., Kostynick, L. P. and Schneiter, L. W. “NCHRP Report No. 270: Parameters Affecting Stopping Sight Distance.” TRB, National Research Council, Washington, D.C., (1984).
34. Pandit, H. “Polishing and Frictional Properties of Aggregates in Ohio”. Thesis
(1999).

130
35. Shelburne, T. E., and R. L. Sheppe. Highway Research Board Research Report
5-B: “Skid Resistance Measurements of Virginia Pavments”, HRB, National Research Council, Washington, D. C., (1948).
36. Sherwood, W. C., and Mahone, D. C., “Predetermining the Polish Resistance of
Limestone Aggregates”. Highway Research Board 341, HRB, National Research Council, Washington, D. C. (1970).
37. Shupe, J. W., “A Laboratory Investigation of factors Affecting the Slipperiness
of Bituminous Paving Mixtures”. JHRP report, Project No. C-36-53D. Purdue Univ. (1958).
38. Smith, Barbara J. and Fager, Glenn A, “Physical Characteristics of Polish
Resistance of Selected Aggregates”. Transportation Research Record 1301, , TRB, National Research Council, Washington, D.C. pp. 117-124, (1991).
39. Stutzenberger, W. J. and Havens, J. H., “A Study of the Polishing
Characteristics of Limestone and sandstone Aggregates in regard to Pavemetn Slipperiness”. HRB Bull. 186. (1958).
40. Swedish Road Research Institute, “Annual Report for the Financial Year 1960-
1961”. Stockholm, (1961).
41. Texas DOT, Report No1459-1F, 1459-2F. “A Comprehensive Methodology For Predicting Field Skid Resistnace of Bituminous Aggregates Based on Laboratory Test data as Well as Their Skid Performance”, (1972).
42. Texas DOT, Report No1459-1F, 1459-2F. “A Comprehensive Methodology
For Predicting Field Skid Resistnace of Bituminous Aggregates Based on Laboratory Test data as Well as Their Skid Performance”, (1998).
43. Trant, J. P. Jr., “N.A.C.A. research on friction measurements”. First Int. Skid
Prev. Conf., Proc. Part I. (1959).
44. Underwood Jon P. Hankins Kenneth D. and Garana Edward. “Aggregate Polishing Characteristics: The British Wheel Test and the Insoluble Residue Test”. Highway Design Division, Research Section Texas Highway Department In Cooperation with the U.S. Department of Transportation Federal Highway Administration Research Report 126-2, (1971).
45. Wambold, James C. and Kulakowski, Bohdan T. “Limitations of Using Skid
Number in Accident Analysis and Pavement Management”. Transportation Research Record 1311, , TRB, National Research Council, Washington, D.C. pp. 43-49, (1991).

131
46. Won, Moon C., and Fu, Chein N. “Evaluation of Laboratory Procedures for
Aggregate Polish Test”. Transportation Research Record 1547, TRB, National Research Council, Washington, D.C. pp. 23-28, (1996).
47. Zube, E., and Skog, J., “A Study of the Pennsylvania State Drag Tester for Measuring the Skid Resistance of Pavemetn Surfaces.” Rept.. M&R 633251, Mat. and Res. Dept., California Div. of Highways (1967).

132
APPENDIX
(GUIDELINES FOLLOWED BY VARIOUS STATE DEPARTMENT OF TRANSPORTATION TO PROVIDE ADEQUATE FRICTION)

133
ALABAMA DEPARTMENT OF TRANSPORTATION Alabama DOT uses the British Pendulum Number (BPN-9) values to qualify and determine the allowable percentage of carbonate stone used for construction of pavements. The quality of a pavement surface is controlled by specifying the percentage of carbonate stones used in its construction. BPN 9 values are also used to rate aggregate sources. General Procedure The state of Alabama considers friction in the design of new pavement surfaces. A laboratory procedure has been adopted to evaluate aggregates based on their frictional properties. Alabama DOT identifies carbonate stones as problem aggregates and evaluates their frictional properties before specifying an allowable percentage of carbonate stones that can be sued in surface layer construction. A British Pendulum Tester is used in accordance with ASTM D3319 and ASTM E303 to determine the BPN 9 for aggregates from a particular source. The aggregate is subjected to 9 hours of accelerated polishing using the British Wheel and then a British Pendulum is used to determine the BPN 9 value. According to Section 410.01 of Alabama DOT specifications, carbonate stones such as limestone, dolomite or aggregates which tend to polish under traffic are permitted only in underlying layers, shoulder paving and widening. However Section 416 as amended by Special Provision No: 1303(2), allows carbonate stones in wearing layers with a maximum percentage of the aggregate specified based on the BPN 9 value of the aggregate source. Percentage of Carbonate Stone Allowed in Wearing Layers (Source: Special Provision No: 1303(2) of Alabama DOT) BPN 9 Value of Aggregate Source Maximum Allowable Percentage of Carbonate Stone <25 30
26 35 27 40 28 45 29 50 30 55 31 60 32 65 33 70 34 75 >35 80

134
Alabama DOT allows as much as 80 percent of aggregates to be carbonate stone in a mix design when the aggregate specimens have a high BPN 9 of 35. It also states that the maximum allowable percentage values are not to be exceeded in any case. Other types of aggregates that are used in wearing layers are siliceous aggregates such as gravel, granite, slag, sandstone or a combination of these. For a suitable mix design aggregates should meet the requirements of sections 801 and 802. These sections specify the amount of deleterious substances, percent LA wear, percent soundness, gradation etc., of siliceous coarse and fine aggregates.

135
FLORIDA DEPARTMENT OF TRANSPORTATION
Florida DOT evaluates frictional properties of aggregates according to the FM 5 510 Test Standard. This test determines the Acid Insoluble residue (AIR) material retained on No: 200 sieve. DOT standards specify a minimum of 12% AIR. FM 5 510 is applied to Oolitic limestone aggregate. Aggregates are also qualified based on historical correlation between minimum 12% AIR material in Oolitic limestone and adequate field friction numbers. In addition to the evaluation of field frictional tests performed on test sections. FM 5-510 is used to grant approval to potential good quality aggregates.
General Procedure FLDOT considers friction only in Open Graded Friction Courses (OGFC) when designing new pavements. The quality of aggregates is controlled by specifying the aggregate type and limiting its use in OGFC. FLDOT evaluates frictional properties of aggregates by determining the AIR in accordance with FM 5-510 Test procedure, which is specifically applied to Oolitic limestone. A minimum of 60 percent Oolitic limestone is used in OGFC. The experience of FLDOT has shown that the reproducibility of test results in FM 5-510 is good. The results of laboratory frictional tests on aggregates have been found to be in good correlation with aggregate field performance. Aggregate Source Approval Aggregate sources are approved in accordance with Chapter 14-103, Aggregate Source Approval, Rules of the Department of Transportation. This chapter provides the procedures for approving aggregate sources, which are intended to be the source of specific aggregates for use on Florida DOT projects. Characteristics of aggregates such as color, texture, hardness, physical or chemical properties, and other properties are determined in accordance with the Manual of Florida Sampling and Testing Methods or other recognized testing procedures in accordance with ASTM C 295-85. Acid Insoluble Material retained on the No. 200 sieve is determined using a minimum of five specimens in accordance with FM 5-510. Results of wear tests, hardness, crushed faces, angularity and other relevant frictional characteristics are also obtained. Field Tests A trial section with a minimum length of 500ft is constructed using the aggregate requiring source approval. Frictional characteristics of the trial section surface are determined using Locked Wheel Trailer Methods in accordance with ASTM E274 Test Method. If the test results are found to be satisfactory, then a test section, which has a minimum speed limit of 50 mph with an ADT of 14,000, is constructed. The test section is constructed in such a way that it has a minimum of four lanes, a length of 1000 ft, and has no intersections, ramps or curves. At the same

136
time a control section is constructed with an already approved aggregate. Frictional tests are conducted on the test section and the control section by the State Materials Office at a speed of 40 mph in accordance with ASTM E274-85, using both Rib and Blank test tires. Additional testing is done at a speed of 60 mph, if found to be necessary. Friction tests are continued until the accumulated traffic reaches six million vehicles and/or till the friction number stabilizes. Results of the test and control section are then compared. Approval to the new aggregate source is given only when the comparison is favorable.

137
KENTUCKY DEPARTMENT OF TRANSPORTATION KYDOT classifies aggregates based on Acid Insoluble Residue Test results. It has identified aggregate sources which have demonstrated satisfactory polish resistant qualities when used in surface mixes. In addition to meeting the polish resistant requirements, sampling and testing of aggregates is performed on an individual project basis to evaluate the polish resistant qualities of aggregates. General Procedure Aggregates supplied for use in surface courses should meet the requirements of the KYDOT Standard Specifications sections 804 and 805, Special Notes, and restrictions contained therein. Acid Insoluble residue (AIR) Tests (KM 64 223) are conducted to ascertain polish resistant qualities of aggregates to be used in friction courses. Aggregates from sources demonstrating satisfactory resistance to polish are classified into classes A or B based on test results. Class A Aggregate Sources Aggregates from a source exhibiting minimum AIR of 50 percent or greater are considered Class A. An aggregate is also considered Class A based on satisfactory skid resistant performance in another state, laboratory test, and field tests on experimental test sections. Blending of aggregates from Class A sources is approved on a project by project basis upon request to the Division of Materials Central Laboratory. KYDOT has identified Class A polish resistant aggregate sources which supply crushed gravel, crushed slag, crushed quartzite, crushed siltstone, crushed sandstone, crushed granite, trap rock, dolomite and limestone. Dolomite and Limestone aggregates are permitted as a coarse aggregate for all uses, except as surface courses of interstate highways. Class B Aggregate Sources Pending further investigation, aggregates which are restricted from being used in polish resistant bituminous surface mixes are considered Class B. Aggregates from sources listed under class B are allowed to be used only if the project bid item permits and in accordance with “Special Note for Polish Resistant Aggregate Requirements of sections 804 and 805”. Upon satisfactory history of performance of an aggregate from class B, it can be added to the source list of class A. Aggregate sources are removed from the list of polish resistant aggregate sources if they exhibit poor performance. The following are requirements for an aggregate source to be in class B: Limestone Aggregate source Aggregates have to exhibit abreast 15% AIR content when tested in accordance with KM 64-223 or should have a positive indication of satisfactory resistance to polish before its use is allowed in a polish resistant portion. Gravel Aggregate Source Aggregates from these sources have to exhibit 15 to 50% AIR content when tested in accordance with KM 64-223. Dolomite Aggregate Source Dolomite aggregates have to exhibit at least 37% of MgCO3 present in them when tested in accordance with KM 64-224 or else they should have

138
satisfactory skid resistance. In addition, dolomite aggregates should not have absorption greater than 3% when tested in accordance with KM 64-607.

139
LOUISIANA DEPARTMENT OF TRANSPORTATION
Louisiana DOT considers friction in the design of new pavements by controlling aggregate quality. Polish value Test has been adopted as a laboratory procedure for controlling aggregate quality. Based on the results of the Polish Value Test aggregates are assigned a frictional rating. This frictional rating of an aggregate determines the maximum allowable percentage of that aggregate to be used in a mix design. General Procedure The Louisiana Department of Transportation uses the Polish Value Test as a means of controlling the quality of aggregates that are used in friction courses. Aggregates to be used in friction courses should conform with Subsection 1003.01 and they can be either crushed gravel, crushed stone, crushed slag or lightweight aggregate. In addiction, aggregates are assigned a friction rating according to Subsection 1 003.06(a) and the procedure of assigning friction rating is as follows: Friction Rating Description I Used for aggregates with a Polish Value of 37 or greater and which
demonstrate an ability to retain acceptable friction numbers for the service life of the pavement.
II Used for aggregates which have a Polish Value of 35 to 37 and demonstrate an ability to retain adequate friction numbers for the life of the pavement.
III Used for aggregates having a Polish Value of 30 to 24 and which demonstrate an ability to retain adequate friction numbers for the life of the pavement.
IV Used for aggregates with a Polish Value of 20 to 29. Based on the friction rating of aggregates they are allowed in particular types of mixes. The allowable usage of coarse aggregates shall be as follows: Friction Rating Allowable Usage I All Mixtures II All Mixtures III All Mixtures except mix Type 8F WC†
IV All Mixtures except mix Types 3WC‡, 8WC of 8F WC

140
† For Type 8F WC mix at least 30 percent by weight of the total aggregate by volume shall have friction rating T or at least 50 percent by weight of the total aggregate by volume shall have a friction rating II. An additional requirement imposed is that, not more than 10 percent of these materials shall pass the No. 10 sieve. ‡ For type 3-WC mix when the ADT/Lane is greater than 1000 vehicles per day, a minimum of 50 percent by weight of the coarse aggregate used in Type 3 WC mixtures may also be used in the construction of shoulders, drives, curbs and detours. The above mentioned aggregate requirements are in addition to those mentioned for mix types 8, 8F, and 3 in section 501.02, (c), (5) a, b, and c.

141
MICHIGAN DEPARTMENT OF TRANSPORTATION
Aggregates used in the construction of surface courses of the traveled roadway must meet Aggregate Wear Index (AWI) requirements. All aggregates are rated for polishing resistance. Each aggregate is assigned an AWI based on the results of Wear Track Testing (MTM 111) and/or Petrographic Analysis (MTM 112) of representative sample of the aggregate. Only aggregates with suitable AWI members are permitted to be used. Blending of aggregate is permitted provided; the blends achieve the desired AWI requirements when used in a mix. General Procedure Michigan DOT employs coarse aggregates, in dense graded, and open graded mix designs. All aggregates are subjected to tests as outlined in section 8.02.02 of the Standard Specification for Construction. The gradation and physical requirements for the aggregates employed are listed in tables 8.01-1 and 8.02-2 of the standard specifications. Table 8.02-2 provides specifications on the minimum percentage of crushed material, maximum percentage loss by Los Angeles abrasion (MTM 102), maximum percentage of chert, maximum percentage of Freeze Thaw Dilation per 100 cycles, and maximum percentage of sum of soft particles and chert for gravel, stone, and crushed concrete. The table also provides specification on maximum percentage of Freeze Thaw Dilation per 100 cycles for slag aggregates. In addition to the above specifications, Aggregate Wear Index (AWI) is specified for a roadway. Wear Track Testing (MTM 111) and Petrographic Analysis (MTM 112) are two test procedures employed to determine the AWI numbers. The two laboratory test procedures are briefly described below. Wear Track Testing (MTM 111) in MTM 111, sieve analysis is performed on selected aggregate sample. Aggregate particles in the size of 3/8 in. retained on No. 4 sieve are separated and they are placed in etch treated steel specimen molds. The molds are trapezoidal in shape, with dimensions of the parallel sides being 15-1/2” and 19-1/2”, yielding a test slab of the same thickness. Portland cement mortar is poured in the mold containing aggregate particles. Wire reinforcement is provided in the mold whenever necessary. The surface of the slabs are brushed and cleaned after curing them for 24 hours. The slabs are then cured for 7 days in moist air and 14 days in air. Sixteen slabs are needed to conduct a wear track test. Initial friction values of the cured slabs are obtained using a static friction tester. The slabs are now clamped in place on a circular test bed of 7 ft. diameter set on a concrete pedestal. Polishing is accomplished by two 15” smooth treaded tires (ASTM E 524) mounted on a horizontal cross arm. Each polishing wheel is spring loaded to 800 lbs to simulate the weight of a vehicle. The circular track is then subjected to half a million wheel passes. The specimens are skid tested on a static skid test device containing 15”

142
smooth tread test tire (ASTM E 524) mounted in a framework containing a calibrated load cell. The specimens are wetted by a recirculating water sprayer. The static test tire is rotated to a speed of 40 mph before bringing it in contact with the test slab. A high speed oscillograph records the torque generated by the contact of the test tire and the slab. Static skid tests are done on slabs at intervals of half million wheel passes up to four million wheel passes. A set of eight static skid tests constitute a complete set of skid tests for a wear track test series. The static skid test values at half million and one million wheel pass intervals are dropped. The least square line is computed using the remaining six static skid test values. The static skid test value on the least square line corresponding to four million passes is reported as the AWI for the aggregate sample used in wear track testing. Revised Informational memorandum, #374-R, dated 26 June 1990 provides the AWI number requirements based on ADT values. ADT AWI (Minimum) Less than 100 per lane No requirement 100 to 500 per lane 220 500 or greater per lane 260

143
MINNESOTA DEPARTMENT OF TRANSPORTATION
Friction in surface courses of pavements is considered by controlling the quality of aggregate used in pavement construction. Aggregate used in pavement construction are classified into five different classes. Acid Insoluble Residue (AIR) test has been adopted by the Minnesota DOT as a means of classifying aggregates. General Procedure The Minnesota DOT provides specifications for aggregates to be used in bituminous mixtures. Aggregates used in pavement construction should conform to any one of the five classes described in article 3139.2, Composition Graded Aggregates for Bituminous Mixtures. The different aggregate classes are: Class Aggregate Use A crushed quarry or mine trap rock, quartzite, granite, other igneous or
metamorphic rock as approved, B crushed quarry or mine rock, carbonate, rhyolite, schist, C natural or partly crushed natural gravel, D 100 percent crushed natural gravel, E steel slag or a blend of any two or more aggregates from classes A, B and D.
Steel slag is sued only in wearing courses with maximum allowable percentage of 35 by weight of the total aggregate. Minnesota DOT must approve a class E aggregate before it is used in pavement construction.
Aggregates used in wearing courses shall be crushed stone conforming to classes A, D or a combination of both. Carbonate stone is not allowed for use in wearing courses. Sampling and testing of aggregates are performed in accordance with the MNDOT Bituminous Manual. Los Angeles rattler Loss (LA Abrasion) is performed to check quality requirements of aggregates with percentage loss on coarse aggregate fraction not exceeding 40 percent. Magnesium Sulfate tests are performed to determine the soundness of aggregates. MNDOT mentions the use of Acid Insoluble Residue (AIR) Test to determine the frictional characteristics of aggregates. The information on AIR tests provided to us is insufficient to make any comments on the AIR procedure adopted by MNDOT.

144
MISSISSIPPI DEPARTMENT OF TRANSPORTATION
MSDOT considers friction in the design of new pavements by controlling aggregate quality through laboratory test. Petrographic analysis and number of fractured faces, of crushed aggregates are two laboratory procedures adopted by MSDOT. Aggregate types and limiting percentage of crushed limestone are the means of controlling aggregate quality. General Procedure MSDOT specifies that at least 90 percent by weight of the combined aggregates retained on #4 sieve shall have two or more mechanically fractured faces. Crushed limestone is permitted for use in Hot Mix Asphalt Concrete and seal coat surfaces, provided that limestone shall not exceed 30 percent of the combined aggregate weight retained on the #8 sieve and/or limestone shall not exceed 30 percent of the total combined aggregate by weight passing through #8 sieve. Standard Operating Procedures (S.O.P) No: TMD-23-01-00-000 of June 1, 1978 provides the guidelines for aggregate sampling, testing, inspecting and reporting. Guidelines are provided for the approval of good quality aggregate sources. A petrographic analysis of the aggregate deposit is performed only when it is considered necessary.

NEW JERSEY DEPARTMENT OF TRANSPORTATION New Jersey Department of Transportation (NJDOT) considers friction in the design of new pavements by controlling the quality of aggregate used in mix design. Bureau of Research conducted studies to develop a laboratory test method for prequalifying aggregates based on polish value of aggregates. NJDOT specifies aggregates to be used in bituminous mixtures in section 901 of the Standard Specifications for Road and Bridge Construction- 1989. General Procedure NJDOT recognized the need to prequalify aggregates used in pavement construction based on their frictional properties. The Bureau of Research conducted a Skid Resistance Implementation study and submitted a report (FHWA/NJ –94-002-7750) to NJDOT in May, 1994.
The objectives of the study conducted by the Bureau of Research were to develop a laboratory procedure for qualifying aggregates based on expected terminal skid resistance. The expected terminal skid resistance of a pavement surface is the constant terminal skid resistance value after approximately two million vehicle passes over a pavement surface. Field skid tests in accordance with ASTM E-274 were performed to determine skid numbers at 40 mph. A regression model of the form shown below was used to predict the terminal skid number.
)()).((.min 13BJDay2BSin1BSNSN alTer40 ++=
The model is now reduced to a simple equation, which is used to determine the terminal
Where, SN40 = Skid number measured at 40 mph. SNTerminal = Terminal value of skid resistance. JDay = Julian Calendar Day. B1 = Estimated regression coefficient accounting for variations of
the seasonal effect and between 1.3 and 3.0. NJDOT adopted a nominal of 3.0 for B1 was found to range.
B2 = A constant for converting the annual seasonal cycle to 360 Degrees. The value of B2 is 0.986.
B3 = Estimated regression coefficient for lateral displacement of the seasonal effect. B3 was found to be equivalent to 2 days and was ignored by NJDOT.
145
skid resistance. The terminal skid resistance data was obtained at 26 field sites using equation 2. Pavement cores were obtained from these sites. Polish values of aggregate samples
)()..(.min 2JDay9860Sin3SNSN alTer40 +=

146
obtained from the pavement cores were determined in the laboratory. A linear regression model was fitted to the terminal skid resistance and polish value data. The regression model is given by equation 3. Where 0.5 and 1.37 are regression constants and PV is the polish value of the aggregate samples determined in the laboratory. NJDOT observed that the terminal skid resistance value of a pavement surface was greater than the polish value of the aggregates determined in the laboratory. The terminal skid resistance is representative of performance of the pavement matrix whereas polish value reflects the characteristics of the aggregate samples. Equations 2 and 3 are used to predict the field performance of candidate aggregate samples. Assuming that equation 3 is correct, the procedure for evaluating candidate aggregates involves the selection of a desired terminal skid resistance value for a pavement surface. A slight variation is allowed to this value to account for seasonal variation. The values of terminal skid resistance are now used in equation 3 to determine the minimum expected laboratory polish value required of the candidate aggregate samples. Polish value test is conducted in the laboratory on seven specimens of the aggregate in accordance with ASTM 3319. The polish values of the specimens are measured at 0, 1, 2, and 4 hours after the test is begun using a British Pendulum Tester. A regression line is fitted to the four observed polish values. The line is of the form described below
Y = A + BX (4) Where, Y = Average of the polish values measured in the laboratory. X = 1/(t+1), t=0, 1, 2, 4 are test duration in hours. A = Constant term obtained from regression analysis. B = Regression coefficient. The value of the constant term (A) must be greater than the minimum required polish value and it is tested against the polish value of a control aggregate sample. Upon satisfactory performance the candidate aggregate samples are approved for use in pavement construction. The procedure described above is being used by the NJDOT to approve candidate aggregate sources for the past two years. The entire procedure is based on the assumption that equation 3 is correct. It has been cited by the NJDOT hat the evaluation procedure is effective at 50 percent confidence interval limits. No information is provided at this time as to the inclusion of above mentioned aggregate evaluation procedure in the standard specifications of NJDOT.
)(..min 3PV37150SN alTer +=

147
OKLAHOMA DEPARTMENT OF TRANSPORTATION OKDOT considers friction when designing and constructing new pavements. Acid Insoluble Residue (AIR) Test is used by OKDOT as a laboratory procedure to screen aggregates for surface courses. On conducting AIR test for candidate aggregate samples the percentage loss is determined. For aggregates to be used in the surface a maximum percentage loss of 30 percent is fixed. Candidate aggregates exhibiting percentages greater than 30 are not allowed to be used in surface courses. A cut-off field number of 35 is fixed by the OKDOT. When the skid number of a pavement falls below 35 rehabilitation steps are undertaken. Constant monitoring of pavement surfaces is not undertaken, but whenever possible problem areas are identified. No adjustments are specified to account for seasonal changes or variations in speed during field skid testing.

148
PENNSYLVANIA DEPARTMENT OF TRANSPORTATION
Penn DOT classifies aggregates into five different groups. This classification governs the use of aggregates for different pavement sections depending on the amount of traffic in each section. Aggregates are classified based on the result of Petrographic Analysis, Accelerated Polishing Test, and Acid Insoluble Residue (AIR) tests. The three types of tests are a means of controlling the quality of aggregate used in pavement construction. Penn DOT also uses past field performances of aggregates as a technique for aggregate classification. General Procedure Aggregates for surface courses are classified based on their Skid Resistance Level (SRL) as follows
Classification Based on SRL Rock Type L – Low Limestone and few finely textured Dolomites M – Medium Dolomites and some types of Limestone G – Good Siliceous Dolomite and Limestone, Gravel with over
25% carbonate H – High Grade Gravel with over 10% carbonate, Quartzite, Siltstone,
Argillite, Gneiss, Diabase and Blast Furnace Slag E – Excellent Gravel and Sandstone Aggregates passing through the general classification listed above are used in pavement construction. The use of a certain type of aggregate will be governed by the amount of traffic in each pavement section. The skid resistance level (SRL) of aggregates is related to average daily traffic volume as in the following table. Average Daily Traffic SRL Required 1000 and Below E, H, G, M, L 1000 to 3000 E, H, G, M 3000 to 5000 E, H, G 5000 to 20000 E or H 20000 and Above E
three laboratory techniques namely Petrographic Analysis, Accelerated Polishing Test and Acid Insoluble Residue Test are used to determine the SRL of aggregates. However, Petrographic Analysis is used as the main indicator of SRL and it provides information

149
on the type or rock, grain size, matrix and the extent of weathering. The accelerated polishing method used by Penn DOT is similar to the one used by Texas. The results of The Polishing Test is used as a supplement to Petrographic Analysis. AIR used to evaluate aggregate frictional properties when it is difficult to evaluate frictional properties by petrographic analysis. The aggregate rating system is qualitative and is not an automated system. Penn DOT also makes use of performance history of aggregates used in pavement construction. An aggregate is upgraded in class depending on its performance history. The performance history should be available on at least 10 projects and for a period of at least 2 years. Aggregates from new sources are tested in the laboratory and depending on the results the yare approved for construction. Pavements constructed with aggregates from new sources are followed up with skid testing to ensure adequate performance with respect to skid resistance.

150
TENNESSEE DEPARTMENT OF TRANSPORTATION
TNDOT considers friction in the design of new pavement surfaces by controlling the quality of aggregates used in pavement construction. Aggregates are classified into three types based on skid resistance performance Polish Value Test and Acid Insoluble Residue (AIR). These tests are used in the laboratory to evaluate frictional properties of the aggregates. General Procedure Coarse aggregates used for pavement construction usually consists of crushed gravel, crushed granite, crushed slag, crushed quartzite, crushed calcareous sandstone and crushed gneiss. Aggregates are classified into three types and any aggregate sued in pavement shall have physical, chemical and performance characteristics of either of the three types. The three types of aggregate classification are briefly discussed below. Type I Aggregates are considered Type I upon exhibiting a minimum of 50 percent
silica dioxide content and a maximum of 32 percent calcium carbonate content. The ATR results of a coarse aggregate of type I should contain a minimum of 50 percent by weight of original sample of AIR that is coarser than the No. 100 sieve. Aggregates of this type should have a minimum Polish Value of 33.
Type II Type II aggregates should have a minimum 30 percent of silica dioxide content and a minimum of 35 percent by weight of original sample of ATR that is coarser than No. 100 sieve. Aggregate of this type should have a minimum Polish Value of 30.
Type III Aggregates classified under Type III should have a minimum 20 percent of silica dioxide and a minimum of 25 percent by weight of the original sample of ATR that is coarser than No. 100 sieve. The minimum expected Polish Value is 25.
The use of carbonate rocks such as limestone and dolomite is not permitted in coarse aggregate. An aggregate when combined with required amount of bitumen, should have a mix with the following characteristics.

151
Characteristic High Volume Roads Low Volume Roads (ADT > 1000) (ADT < 1000) Min Stability (lb) 2000 1000 Void Content (%) 3 – 5.5 2 – 5 Flow 8 – 16 8 – 16 Min. VMA 14 - Dust to Asphalt Ratio 0.6 – 12 -
The dust to asphalt ratio is defined as the percent of the total aggregate sample that passes the 200 mesh sieve as determined by AASHTO T- 11 divided by the percent asphalt in the total mix.
When a asphalt mix designated as ‘Grade E’ by TNDOT, is used for traffic lanes, the mineral aggregate shall be composed of not less than 50 percent nor more than 80 percent of crushed limestone, and not more than or not less than 20 percent natural sand, slag sand or sand manufactured from gravel. Limestone is allowed to be used in a grade E mix when constructing shoulders or other non traffic lane construction. Several different aggregates are used in the state of Tennessee. Gravel with 3 to 5 percent absorption is used in western parts of the state. Mine slag and siliceous carbonate gravel with varying silica contents are used in the middle parts of the state. Gravel, slag and granite from North Carolina, West Virginia and Virginia are used in Eastern Tennessee.

152
TEXAS DEPARTMENT OF TRANSPORTATION
Texas DOT considers friction of surface courses when designing new pavements. Friction of surface courses is taken care by controlling the quality of aggregates used in pavement construction. TXDOT uses, the Polish Value Test to evaluate the frictional Quality of aggregate. Based on the results of the Polish Value Test aggregate sources are rated for rise in pavement construction. Of late TXDOT has found that Polish Test is not a good indicator of the frictional properties of aggregates. Past field performance of aggregates used in pavement surface is used to evaluate aggregate source. General Procedure Item 302 of TXDOT’s Standard specifications for construction of Highways, Streets and Bridges provides specifications on aggregates for surface treatments. Aggregates used for surface treatments shall be composed of gravel, crushed gravel, crushed stone. Crushed slag or natural limestone rock asphalt and should comply with specifications mentioned in section 302.2 of item 302. Some of these specifications are tabulated below. Table for Specifications for Aggregates for Surface Courses Test Method Specification Tex-217-F, Part I Not more than 2.0 percent by weight of soft particles and other
deleterious material are allowed in aggregates. Tex-217-F, Part II Not more than 1.0 percent loss from fine dust, clay like particles
and/or silt allowed Tex-224-F Flakiness Index for aggregates shall not exceed 17 unless
otherwise stated on plans Tex-410-A Percent wear shall not exceed 35 percent Tex-460-A, Part I Crushed gravel shall have a minimum of 85 percent of the
particles retained on No. 4 sieve with two or more mechanically induced crushed faces.
Tex-411-A The loss from 5 cycles of magnesium sulfate soundness test shall not exceed 25 percent.
Tex-438-A Polish Value of the aggregate shall not be less than the value shown on the plans. Polish Value requirement is applicable only to aggregate used on travel lanes
Based on the results of Polish Value Test an aggregate source is either approved or rejected. The Materials and Test Division of TXDOT uses the rated Source Polish Value (RSPV) for an aggregate source to prepare a catalog of approved aggregate sources.

153
When aggregate are supplied from sources that are not rated, Polish Value Tests are conducted on the aggregate samples in accordance with test methods Tex-400-A and Tex-438-A, Part I. Blending of aggregates to obtain the required Polish value is sometimes permitted, but it is allowed depending on the requirements of the project. Test method Tex-38-A, Part II, Method B is used to determine the blend percentages. However, in blends a minimum if 50 percent by volume should be non polishing aggregates. The specifications of Polish Value Test eliminates aggregates from sources which fail to meet the Polish Value requirements. This elimination procedure classifies most of the aggregate sources in the State of Texas as failing to meet the Polish Value Test specifications. In order to overcome the elimination of aggregate sources, TXDOT adopted the use of historical field performance of aggregates in surface courses as a means of rating aggregate sources. TXDOT adopted FHWA guidelines for evaluating aggregates based on their historical field performance.

154
UTAH DEPARTMENT OF TRANSPORTATION
Utah Department of Transportation (DOT) considers friction of surface courses while designing new pavements. The quality of aggregate used in surface courses is controlled by Polish Value Test. The test is used to screen the aggregates for skid resistance. The experience of Utah DOT has shown that Polish Value Test is not a reliable indicator of aggregate frictional properties. Sometimes aggregates with lower Polish Values have performed better in the field. Utah DOT is considered to opt for a chemical analysis procedure to determine the amount of carbonates in aggregates. A cutoff value of 38 is used to qualify aggregates when tested with British Pendulum Tester to determine the British Pendulum Number (BPN). The Utah DOT experienced problems regarding the rate at which the fine silica carbide grit is applied during the Polish Value Testing. Hence the cutoff value might be changed by the ongoing research.