Bituminous Surfacing Materials and Techniques [and ...5. Porous Asphalt 5.1 Page 5/1, Paragraph 5.1:...
92
Bituminous Surfacing Materials and Techniques [and Amendment No. 1, dated May 1999] DN-PAV-03024 December 2000 Design Standards DN
Transcript of Bituminous Surfacing Materials and Techniques [and ...5. Porous Asphalt 5.1 Page 5/1, Paragraph 5.1:...

Bituminous Surfacing Materials and Techniques [and Amendment No. 1, dated May 1999]
DN-PAV-03024 December 2000
Design Standards DN

TRANSPORT INFRASTRUCTURE IRELAND (TII) PUBLICATIONS
About TII Transport Infrastructure Ireland (TII) is responsible for managing and improving the country’s national road and light rail networks. About TII Publications TII maintains an online suite of technical publications, which is managed through the TII Publications website. The contents of TII Publications is clearly split into ‘Standards’ and ‘Technical’ documentation. All documentation for implementation on TII schemes is collectively referred to as TII Publications (Standards), and all other documentation within the system is collectively referred to as TII Publications (Technical). This system replaces the NRA Design Manual for Roads and Bridges (NRA DMRB) and the NRA Manual of Contract Documents for Road Works (NRA MCDRW). Document Attributes Each document within TII Publications has a range of attributes associated with it, which allows for efficient access and retrieval of the document from the website. These attributes are also contained on the inside cover of each current document, for reference. For migration of documents from the NRA and RPA to the new system, each current document was assigned with new outer front and rear covers. Apart from the covers, and inside cover pages, the documents contain the same information as previously within the NRA or RPA systems, including historical references such as those contained within NRA DMRB and NRA MCDRW. Document Attributes
TII Publication Title Bituminous Surfacing Materials and Techniques [and Amendment No. 1, dated May 1999]
TII Publication Number
DN-PAV-03024
Activity Design (DN) Document Set Standards
Stream Pavement (PAV) Publication Date December 2000
Document Number
03024 Historical Reference
HD 37
NRA DMRB and MCDRW References For all documents that existed within the NRA DMRB or the NRA MCDRW prior to the launch of TII Publications, the NRA document reference used previously is listed above under ‘historical reference’. The TII Publication Number also shown above now supersedes this historical reference. All historical references within this document are deemed to be replaced by the TII Publication Number. For the equivalent TII Publication Number for all other historical references contained within this document, please refer to the TII Publications website.

National Roads Authority Volume 7 Section 5
Design Manual for Roads and Bridges Part 2 HD 37/99
Addendum
December 2000 1
NRA ADDENDUM TO
HD 37/99
BITUMINOUS SURFACING MATERIALS AND TECHNIQUES
[AND AMENDMENT NO. 1]
Standard HD 37/99 – Bituminous Surfacing Materials and Techniques [and Amendment No. 1, May 1999] – is applicable in Ireland with the following amendments:
GENERAL
1. The NRA Specification for Road Works does not cover requirements for the following materials: Hot Rolled Asphalt (Performance Related Design Mix) Porous Asphalt, Thin Wearing Course Systems, Stone Mastic Asphalt, Micro Surfacing.
However, this Standard contains the UK Highways Agency’s requirements relating to these materials: these may be useful for background information.
2. At several locations:
For: “Overseeing Organisation” Read: “National Roads Authority”; For: “trunk road” Read: “national road”; For: “Specification (MCHW 1)” or “(MCHW1)” Read: “NRA Specification for Road Works”; For: “Notes for Guidance (MCHW 2)” or “(MCHW2)” Read: “NRA Notes for Guidance on Specification for Road Works”; For: “BBA HAPAS” Read: “NRA approval”.
SPECIFIC 1. Introduction
1.1 Page 1/1, Paragraph 1.2:
Delete Paragraph 1.2 and replace with: “1.2 This Standard should be used forthwith for all schemes for the construction and/or improvement of national roads. The Standard should be applied to the design of schemes already

National Roads Authority Volume 7 Section 5
Design Manual for Roads and Bridges Part 2 HD 37/99
Addendum
December 2000 2
being prepared unless, in the opinion of the National Roads Authority, application would result in significant additional expense or delay progress. In such cases, Design Organisations should confirm the application of this Standard to particular schemes with the National Roads Authority.
1.2A The NRA Specification for Road Works does not set out the requirements for certain materials and methods detailed in this Standard, such as porous asphalt, thin wearing course systems, and micro-surfacing. Use of these non-standard pavement types and details of specification requirements shall be agreed with the National Roads Authority. For details of the permitted forms of pavement, see Standard HD 36 (DMRB 7.5.1) Table 2.2.I.”
1.2 Page 1/3, Paragraph 1.21, line 3: Delete second sentence “For surface dressing . . . life is achieved.”
2. Laying Bituminous Surface Courses 2.1 Page 2/1, Paragraph 2.4, line 1:
For: “The Meteorological Office” Read: “Met Éireann”.
2.2 Page 2/1, Paragraph 2.5: Delete Paragraph 2.5 and replace with: “2.5 Met Éireann can also provide 24-hour local forecasts, including windspeeds from regional centres. Information on these services can be obtained from Met Éireann Headquarters, Glasnevin Hill, Dublin 9 (Tel: 01 8064200). Planning the laying of surface courses should always be done in conjunction with an up to date weather forecast.”
2.3 Page 2/3, Paragraph 2.17, line 1: For: “From the temperatures set out in Clause 938 of the Specification (MCHW 1) an 8 minute”
Read: “An 8 minute”.
2.4 Page 2/3, Paragraph 2.17, line 10: Add the following: “For details of the specification requirements for porous asphalt in Ireland, contact the National Roads Authority.”
2.5 Page 2/6, Paragraph 2.53, line 10: Delete fifth and sixth sentences, “Guidance on ... modified binders” and replace with:
“Guidance on the avoidance of wheel-track rutting in hot rolled asphalt may be given in the NRA approval documentation for proprietary surfacing

National Roads Authority Volume 7 Section 5
Design Manual for Roads and Bridges Part 2 HD 37/99
Addendum
December 2000 3
materials and modified binders.”
2.6 Page 2/7, Paragraph 2.57, line 1: Delete first sentence and replace with:
“2.57 Asphalt mixes are required to be produced in plants that are registered to the ISO 9000 ‘Sector Scheme for the Production of Asphalt Mixes.’”
2.7 Page 2/7, Paragraph 2.60, line 1: Delete: “or the binder content of porous asphalt”.
2.8 Page 2/7, Paragraph 2.61, line 4: For: “NAMAS accredited” Read: “Irish Laboratory Accreditation Board (ILAB) accredited”.
3. Binders and Binder Modifiers
3.1 Page 3/5, Paragraph 3.10, line 7: Delete third sentence “In the Specification . . . moving traffic).”
3.2 Page 3/6, Paragraph 3.16: Delete Paragraph 3.16.
3.3 Page 3/6, Paragraph 3.17, line 1: Delete: “as specified in Clause 939 of the Specification (MCHW 1)”.
3.4 Page 3/6, Paragraph 3.18, line 1: Delete first sentence, “The Notes ... Conventional” and replace with:
“3.18 The UK Notes for Guidance (MCHW 2) Clause NG 922, classify cohesion requirements for three binder grades; Premium, Intermediate and Conventional. (Note: the NRA requirements are not set out in the NRA Notes for Guidance on the Specification for Road Works)”.
3.5 Page 3/6, Paragraph 3.19, line 23: For: “Specification (MCHW1) Clause 943.” Read: “UK Specification (MCHW1) Clause 943.”
4. Hot Rolled Asphalt
4.1 Page 4/1, Paragraph 4.1:
Before Paragraph 4.1 add new Paragraph 4.1A: “4.1A The NRA Specification for Road Works does not cover requirements for Hot Rolled Asphalt Wearing Course (Performance-Related Design Mix). This chapter contains information concerning the UK Highways Agency’s requirements (Clause 943 of the UK Specification) for such a material, which may be useful as background information.”
4.2 Pages 4/1 to 4/3, Paragraphs 4.7 to 4.20: At several locations:

National Roads Authority Volume 7 Section 5
Design Manual for Roads and Bridges Part 2 HD 37/99
Addendum
December 2000 4
For: “Specification (MCHW1) Clause 943” or “Clause 943” Read: “Clause 943 of the UK Specification (MCHW1)”.
4.3 Page 4/3, Paragraph 4.18, line 2: For: “NG943 of the Notes for Guidance (MCHW2)” Read: “NG943 of the UK Notes for Guidance (MCHW2)”.
4.4 Page 4/3, Paragraph 4.19:
Delete Paragraph 4.19 and replace with: “4.19 Base courses should also be assessed for rut resistance.”
5. Porous Asphalt
5.1 Page 5/1, Paragraph 5.1: Before Paragraph 5.1 add new Paragraph 5.1A: “5.1A The NRA Specification for Road Works does not cover requirements for porous asphalt. This chapter contains information concerning the UK Highways Agency’s requirements (Clause 938 of the UK Specification) for porous asphalt, which may be useful as background information. The use of porous asphalt on national road schemes shall be agreed with the National Roads Authority.”
5.2 Pages 5/1 to 5.6, Paragraphs 5.8 to 5.54:
At several locations: For: “the Specification (MCHW 1)”
Read: “the UK Specification (MCHW 1)”.
6. Thin Wearing Course Systems
6.1 Page 6/1, Paragraph 6.1A: Before Paragraph 6.1 insert new Paragraph 6.1: “6.1A The NRA Specification for Road Works does not cover requirements for thin wearing course systems. This chapter contains information concerning the UK Highways Agency’s requirements (Clause 942 of the UK Specification) for such systems, which may be useful as background information.
6.2 Page 6/1, Paragraph 6.3:
Delete Paragraph 6.3 and replace with: “6.3 When used on national roads, including motorways, proprietary thin wearing course systems shall have NRA approval for the site classification and the level of traffic in commercial vehicles/lane/day to be carried.”
6.3 Page 6/1, Paragraphs 6.6 and 6.7:
Delete Paragraphs 6.6 and 6.7 and replace with: “6.6 The UK Highways Agency’s specification requirements for Thin Wearing Course systems are

National Roads Authority Volume 7 Section 5
Design Manual for Roads and Bridges Part 2 HD 37/99
Addendum
December 2000 5
set out in Clause 942 of the UK Specification (MCHW1) and accompanying UK Notes for Guidance (MCHW2) NG942. 6.7 A Thin Wearing Course system with current NRA approval shall only be laid by a contractor approved by the System Proprietor. Installation and quality control procedures shall comply with the requirements of the NRA approval and the method statement agreed with the National Roads Authority.”
6.4 Page 6/3, Paragraph 6.10, line 6:
Delete third and fourth sentences, “These should ... the system” and replace with: “These should be carried out to check that the product complies with the requirements of the NRA approval. Non-compliance should be reported to the National Roads Authority, and may, if serious and ongoing, result in the suspension of the NRA approval for the system.”
6.5 Page 6/3, Paragraph 6.18, line 6: For: “Notes for Guidance (MCHW2) Clause NG942.” Read: “the UK Notes for Guidance (MCHW2) Clause NG942.”
6.6 Page 6/3, Paragraph 6.19, line 8: For: “the Specification (MCHW1) Clause 929,” Read: “the UK Specification (MCHW1) Clause 929,”.
7. Stone Mastic Asphalt 7.1 Page 7/1, Paragraph 7.1, line 1: Before: “Stone Mastic Asphalt” add:
“The NRA Specification for Road Works does not cover requirements for Stone Mastic Asphalt. The National Roads Authority should be consulted about its use in Ireland.”
7.2 Page 7/2, Paragraph 7.9, line 17: After: “Overseeing Organisation.” add:
“For schemes in Ireland where SMA is proposed, a Departure from Standard shall be obtained from the National Roads Authority.”
8. Surface Dressing
8.1 Page 8/6, Figure 8.6: For: “Clause 922” Read: “Clause 919”.
8.2 Page 8/7, Paragraph 8.38, line 1: For: “Table 2.1 in HD28 (DMRB 7.3.1.2)” Read: “Table 3.1 in HD36 (DMRB 7.5.1)”.

National Roads Authority Volume 7 Section 5
Design Manual for Roads and Bridges Part 2 HD 37/99
Addendum
December 2000 6
8.3 Page 8/7, Paragraph 8.38, line 3: For: “Table 2.2” Read: “Table 3.2”.
8.4 Page 8/9, Paragraph 8.47, line 4: Delete second sentence “A formal ... (BBA).”
8.5 Page 8/9, Paragraph 8.47, line 7: For: “Highway Authorities Product Approval Scheme BBA/HAPAS” Read: “NRA Type Approval Scheme”.
8.6 Page 8/11, Paragraph 8.53, line 3: For: “Table 2.1 of HD 28 (DMRB 7.3.1.2)” Read: “Table 3.1 of HD 36 (DMRB 7.5.1)”. 8.7 Page 8/11, Paragraph 8.54, line 3: For: “Table 2.2 of HD 28 (DMRB 7.3.1.2)” Read: “Table 3.2 of HD 36 (DMRB 7.5.1)”. 8.8 Page 8/13, Paragraph 8.57, line 3: For: “(DMRB 7.3.1)” Read: “(DMRB 7.3.1) and HD 36 (DMRB 7.5.1)”. 8.9 Page 8/13, Paragraph 8.60, line 8; Paragraph 8.6.2, line 5; Paragraph 8.63, line 5:
For: “Notes for Guidance to Specification, Clause NG922 (MCHW2)” (three locations) Read: “The UK Highways Agency’s Notes for Guidance to the Specification, Clause NG922
(MCHW2)”.
8.10 Page 8/13, Paragraph 8.64: Delete Paragraph 8.64 and replace with: “8.64 The maximum level of localised loss of shippings in any given area, P3, should not be less than the specified percentage. Appropriate values are given in the UK Highways Agency’s Notes for Guidance to the Specification, Clause NG922 (MCHW2).”
8.11 Page 8/14, Paragraph 8.72, line 3: Delete “, both to Specification clauses 919 and 922 (MCHW1)”.
9. High Friction Surfacing 9.1 Page 9/1, Paragraph 9.3, line 9; Paragraph 9.4, line 3:
For: “Notes for Guidance, (MCHW 2) Table NG 9/15.” (two locations) Read: “UK Notes for Guidance, (MCHW 2) Table NG 9/15 (but NRA guidance is not tabulated in
detail in the NRA Notes for Guidance).” 9.2 Page 9/1, Paragraph 9.6: Delete Paragraph 9.6 and replace with:
“9.6 A high friction surfacing system with a current NRA Type Approval Certificate shall only be installed by a contractor approved by the National Roads Authority and the Certificate Holder as an Approved Installer for that system. The installation and quality control procedures shall be in accordance with the

National Roads Authority Volume 7 Section 5
Design Manual for Roads and Bridges Part 2 HD 37/99
Addendum
December 2000 7
NRA Type Approval Certificate for each system and the current method statement agreed by the National Roads Authority.”
9.3 Page 9/1, Paragraph 9.8, line 18:
Delete final sentence “Any cracks ... sub-Clause 924.7.” 9.4 Page 9/2, Paragraph 9.11, line 5: After: “Highways.” add: “In Ireland minimum performance requirements are set
out in an NRA approved guidelines document for the assessment and certification of high friction surfaces for roads.”
10. Slurry Surfacing and Micro-Surfacing 10.1 Page 10/1, Paragraph 10.1, line 1: Before: “Slurry surfacing” add: “The NRA Specification for Road Works does cover
NRA requirements for slurry sealing but not to the extent of slurry surfacing and micro-surfacing.”
10.2 Page 10/1, Paragraph 10.2, line 1:
Delete first sentence, “The Specification ... two types:” and replace with: “10.2 The UK Specification (MCHW1) Series 900, with accompanying UK Notes for Guidance (MCHW2) in NG900, set out the UK Highways Agency’s requirements for these materials, dividing them into the two types given below. The National Roads Authorities requirements for slurry surfacing and micro-surfacing are not set out in the NRA Specification for Road Works or the accompanying NRA Notes for Guidance.”
10.3 Page 10/1 Paragraph 10.2, line 10:
For: “British Board of Agrément Highway Authorities Product Approval Scheme, Roads and Bridges (BBA HAPAS)”
Read: “NRA Type Approval”. 10.4 Page 10/1, Paragraph 10.2, line 14: For: “Clause 927” Read: “Clause 927 of UK Specification (MCHW 1)”. 10.5 Page 10/1, Paragraph 10.3, line 4: For: “the Part” Read: “this Part”. 10.6 Page 10/1 Paragraph 10.4, line 12: After: “Highways.” add:
“For use in Ireland, guidelines for the assessment and certification of thin surfacing systems for roads shall be agreed with the NRA.”
10.7 Page 10/1, Paragraph 10.5: Delete Paragraph 10.5 and replace with:

National Roads Authority Volume 7 Section 5
Design Manual for Roads and Bridges Part 2 HD 37/99
Addendum
December 2000 8
“10.5 When used on national roads including motorways, proprietary slurry surfacing and microsurfacing systems shall have NRA Type Approval Certificates appropriate for the site classification and the level of traffic in commercial vehicles/lane/day to be carried. Prior to the issue of certificates, a Departure from Standard shall be obtained from the National Roads Authority before slurry surfacings (except those complying with BS 434), or microsurfacings, are used on schemes in Ireland.”
10.8 Page 10/2, Paragraph 10.20:
Delete Paragraph 10.20 and replace with: “10.20 Slurry surfacing and micro-surfacing with NRA Type Approval certificates shall only be laid by contractors approved by the system proprietors. Installation and quality control procedures shall comply with the requirements of Clause 918 of the NRA Specification for slurry sealing and with the specification approved by the NRA for micro-surfacing. They shall also comply with the requirements of the NRA Type Approval Certificate and method statement.”
10.9 Page 10/4, Paragraphs 10.39 to 10.42:
Delete Paragraphs 10.39 to 10.42.
14. References and Bibliography 14.1 Page 14/1, References, reference 2:
After reference 2 add: “2A. NRA Manual of Contract Documents for
Road Works
Volume 1: Specification for Road Works Volume 2: Notes for Guidance on the
Specification for Road Works.”
15. Enquiries
15.1 Page 15/1, Chapter 15: Delete text and replace with:
“15.1 All technical enquiries or comments on this Standard should be sent in writing to: Head of Project Management and Engineering National Roads Authority St Martin’s House Waterloo Road Dublin 4”.
…………………………………………
E O’CONNOR Head of Project Management and Engineering

May 1999
DESIGN MANUAL FOR ROADS AND BRIDGES
VOLUM E 7 PAVEMENT DESIGN ANDMAINTENANCE
SECTION 5 SURFACIN G ANDSURFACING M ATERIALS
PART 2
HD 37/99 AMENDMENT NO 1
BITUMINOUS SURFACING M ATERIALSAND TECHNIQUES
SUMMA RY
This amendment is a correction to Chapter 8, Table 8.1Areas of use for surface dressing binders.
INSTRUCTIONS FOR USE
1. Remove existing page 8/8, dated February 1999,from Volume 7, Section 5, Part 2, Chapter 8 andarchive as appropriate.
2. Insert page 8/8 dated May 1999.
3. Enter the details of the amendment on theRegistration of Amendments sheet, sign and dateto confirm the amendment has been incorporated.
4. Archive this sheet as appropriate.
Note: A quarterly index with a full set of VolumeContents Pages is available separately from TheStationery Office Ltd.

February 1999
DESIGN MANUAL FOR ROADS AND BRIDGES
VOLUM E 7 PAVEMENT DESIGN ANDMAINTENANCE
SECTION 5 SURFACIN G ANDSURFACING M ATERIALS
PART 2
HD 37/99
BITUMINOUS SURFACING M ATERIALSAND TECHNIQUES
SUMMA RY
This Advice Note gives advice on the suitability,specification, laying and testing of bituminous surfacecourses. It supersedes HD 37/97 and also Chapters 4and 5 of HD 27/94, revised versions of which areincorporated into Chapters 2 and 5 of HD 37/99.
INSTRUCTIONS FOR USE
1. Remove HD 37/97 from Volume 7, Section 5,Part 2, which is superseded by HD 37/99, andarchive as appropriate.
2. Insert HD 37/97 into Volume 7, Section 5, Part 2.
3. Archive this sheet as appropriate.
Note: A quarterly index with a full set of VolumeContents Pages is available separately from TheStationery Office Ltd.

HD 37/99
Design Manual for Roadsand Bridges
Volume 7 : Pavement Designand Maintenance
Bituminous SurfacingMaterials an d Techniques
THE HIGH WAYS AGENCY
THE SCOTTISH OFFICE DEVELOPMENT DE PARTMENT
THE WELSH OFFICEY SWYDDFA GYMREIG
THE DEPARTMENT OF THE ENVIRONMENT FORNORTHERN IRELAND
DESIGN MANUAL FOR ROADS AND BRIDGES
Summary: This Advice Note gives advice on the suitability, specification, laying andtesting of bituminous surface courses. It supersedes HD 37/97,HD 27/94, Chapters 4 & 5, and HD 28/94, Chapter 2.

Volume 7 Section 5Part 2 HD 37/99
February 1999
REGISTRATION OF AMENDMENTS
Amend Page No Signature & Date of Amend Page No Signature & Date ofNo incorporation of No incorporation of
amendments amendments
Registration of Amendments

Volume 7 Section 5Part 2 HD 37/99
February 1999
REGISTRATION OF AMENDMENTS
Amend Page No Signature & Date of Amend Page No Signature & Date ofNo incorporation of No incorporation of
amendments amendments
Registration of Amendments

VOLUM E 7 PAVEMENT DESIGN ANDMAINTENANCE
SECTION 5 SURFACIN G ANDSURFACING M ATERIALS
PART 2
HD 37/99
BITUMINOUS SURFACING M ATERIALSAND TECHNIQUES
Contents
Chapter
1. Introduction
2. Laying Bituminous Surface Courses
3. Binders and Binder Modifiers
4. Hot Rolled AsphaltAnnex A: Method for Determination of Loss of
Chippings and Proportion of BrokenChippings
5. Porous Asphalt
6. Thin Wearing Course Systems
7. Stone Mastic Asphalt
8. Surface Dressing
9. High Friction Surfacing
10. Slurry Surfacing and Micro-surfacing
11. Retexturing (Bituminous)
12. Not currently used
13. Miscellaneous Surface Courses and Treatments
14. References
15. Enquiries
DESIGN MANUAL FOR ROADS AND BRIDGES
February 1999

Volume 7 Section 5Part 2 HD 37/99
February 1999
1. INTRODUCTION
1/1
Chapter 1Introduction
High Stone Content Gap-graded Materials1.4 High stone content materials with aggregateinterlock can be divided into two main types:
• Those with very little or no fine aggregate(eg Porous Asphalt - PA), and
• Those in which the voids between the coarseaggregate particles are largely filled with a masticof fine sand, filler and binder, often reinforcedwith fibres or polymer (eg a stone mastic asphalt -SMA).
1.5 Many of the new thin surfacing materials fall intothis second type. The high strength of these materials isproduced by the stone skeleton and they are inherentlyresistant to rutting. Because the stone skeleton is soimportant the aggregates used in these materials must bestrong and hard, and must have a consistent shape andgrading, or the final mix will vary in properties.
1.6 On roads where the width varies they are best laidusing a paver with a variable width screed as they canbe difficult to lay by hand and the overall grading needsclose control. When properly compacted, densematerials such as SMA can be very durable, because airvoids are low and the binder film thickness is generallyhigh. If the air void content is too low however,achieving and retaining surface texture can beproblematic and the SMA can be prone to deformation.
1.7 For long life, porous materials depend on thecontinuing integrity of the binder film. There are twomain factors operating, adhesion of the binder to theaggregate and weathering of the binder. Some aggregateshave a better affinity for bitumen than others and wherethere is doubt, (eg with quartzites), then adhesion agentsshould be used. The weathering of the binder and themeans of overcoming the problem are dealt with in moredetail in Chapter 5 of this Part.
Coated Macadams or Asphaltic Concretes1.8 Materials with a continuous grading are oftencalled asphaltic concretes or macadams. The currentCEN name for all these types of material is asphalticconcrete. All the dense and close graded macadams inBS 4987 fall into this group. Macadams are notgenerally used as surface courses on trunk roads as theysuffer from a number of disadvantages which areoutlined in Chapter 13 of this Part.
General
1.1 This Part gives advice on the suitability,specification, laying and testing of bituminous surfacecourses. It covers all materials using bituminous bindersranging from veneer coats like surface dressing andslurry surfacing to heavy duty surfacing material such ashot rolled asphalt. It also includes high frictionsurfacing, retexturing of bituminous materials andrecycling using the Remix and Repave processes.
Implementation
1.2 This Part shall be used forthwith on allschemes for the construction, improvement andmaintenance of trunk roads including motorways,currently being prepared, provided that, in theopinion of the Overseeing Organisation, this wouldnot result in significant additional expense or delay.Design organisations should confirm its applicationto particular schemes with the OverseeingOrganisation.
Types of Bituminous Surfacing Materials
1.3 There are essentially three basic types ofpremixed bituminous material. Those with:-
• High stone content, full coarse aggregateinterlock, and a gap grading (eg SMA);
• A continuous grading (eg DBM);
• A rich mortar and a gap grading where the coarseaggregate does not interlock (eg HRA);
Intermediate materials exist such as a high stone contenthot rolled asphalt with crushed rock fines, which fallsbetween the last two types. Slurry surfacing, andparticularly micro-surfacing, normally have acontinuous grading. Single chipping surface dressingdoes not fall into any of these classifications, but multi-layer dressings (like racked in, double and sandwichdressings) can be considered as a type of high stonecontent material with full coarse aggregate interlock.

Volume 7 Section 5Part 2 HD 37/99
February 19991/2
Chapter 1Int roduction
1.9 The mixes are ‘designed’ to give a denseaggregate matrix, often based on the ‘Fuller’ curve.However this means that the voids in the mineralaggregate (VMA) are low, and in order to avoid fillingall the voids with binder (making an unstable materialprone to deformation) the binder content must be keptrelatively low. This results in a relatively thin binder filmthickness, which reduces its durability. However a thinbinder film is not generally a problem in layers protectedfrom the weather, which is why materials of this typemake excellent load spreading layers in the roadbase andbasecourse.
1.10 Materials in this group are sensitive to variationsin grading and binder content and production will bemonitored by the supplier under the QA Sector schemeto ensure consistency. They generally have lowworkability and therefore need good compaction ifdurability is to be achieved. When properly compacted,the texture depth obtainable is very low making themunsuitable as surfacing for high speed roads.
Hot Rolled Asphalt1.11 Low stone content gap graded materials arenormally referred to as hot rolled asphalt and arecovered by BS 594. They usually have a high bindercontent and low voids. They depend for their rutresistance on the sand/filler/binder matrix and, ofnecessity, the binders are hard (low penetration grade).
1.12 With the requirements for higher stability andretention of high texture depth, asphalts have tended tobecome less workable, with lower binder contents, andhence are less forgiving of poor workmanship. Thisoften shows up initially as fretting at joints, and jointsealing within the first few years of the life is notunusual. The causes of joint fretting are low bindercontent or over-raking, and poor compaction. It istherefore important that asphalts are adequatelycompacted up to the edge and that this compactionshould be monitored.
1.13 High stone content hot rolled asphalt has anominal stone content of 55%, and no chippings arerolled into the surface.
Properties of Bituminous Surface Courses
1.14 None of the surface course materials will provideall the desirable requirements for all situations. Asurface course should be the best compromise betweenthe various available properties. The main propertiesrequired are:
a) durability,b) resistance to deformation,
c) load spreading ability,d) texture depth,e) skidding resistance,f) low noise generationg) the ability to keep water out of the pavement
structure,h) resistance to cracking.
These properties and others are discussed below.
Environmental durability1.15 This is the ability of a material to resist changesin its properties caused by environmental effects (suchas rain, sun, frost, thaw, temperature changes, oxidation,and also by contaminants deposited on the material(such as oil, mud and animal detritus). Long exposurewill affect binders and the properties of the mixture, andmay affect the aggregate. Durability may be assessed bymeasuring the changes in the engineering properties ofthe material with time.
1.16 The durability of a mixed material depends oneither its ability to keep the weather out, if it is intendedto be a dense material, or its ability to resist the weather,if it is permeable. A dense material should have a voidcontent of less than about 6 % in-situ. The design voidcontent will not be achieved without proper control ofmixing, placing and compaction. The durability ofopen-graded and porous wearing courses havinginterconnected voids, (which permit the ingress and flowof air and water), depends on the thickness of the binderfilm on the aggregate; the susceptibility of the binder tooxidation; and the long term adhesion of the film to theaggregate. The durability of surface dressing and someof the bonded materials depends primarily on goodadhesion to the underlying road structure. However withsurface dressing, the use of dusty chippings may inducebond failure between the chippings and the binder in theshort term.
Resistance to deformation1.17 This is important in all layers of a bituminousroad, but the need is greater for a surface coursebecause:
• the surface of a road gets hotter and the bitumenbecomes softer compared to the lower layers;
• the stresses generated by traffic are greatest at thesurface.
Susceptibility to rutting can be measured by the wheeltracking test given in BS 598 Part 110. With the veryheavy traffic being carried on major roads it is alsonecessary for the basecourse, (ie the layer immediately

Volume 7 Section 5Part 2 HD 37/99
February 1999
below the surface course), to be designed for resistanceto deformation.
1.18 Bitumens harden over the first few weeks afterlaying (steric hardening) and therefore a surfacingmaterial is more prone to rutting during its very earlylife. Where heavy channelised traffic on new surfacing islikely to occur during the hottest period of the year itmay be necessary to use a material with an enhancedresistance to deformation.
Load spreading ability1.19 This is assessed by measuring its stiffness. Thedesign charts in HD 26 (DMRB 7.2.3) assume aminimum stiffness for the materials that will be used inthe construction of a new road. Where only a surfacecourse is being applied in a maintenance situation theability of the material to spread load is not considered tobe a major factor. In new construction, or where astructural overlay is being added, then an assessment ofthe load spreading ability is required.
1.20 For maintenance resurfacing the structuralcontribution of the surface course may be ignored:
• for materials with a nominal layer thickness ofless than 15 mm;
• for open graded British Standard materials; and
• for proprietary materials where the supplier or theContractor has not provided the necessaryinformation.
For materials with a nominal layer thickness of 15 mmor more and where the supplier or Contractor hassupplied the necessary information, an assessment canbe made of the contribution. For thin surfacing systems,general advice on the structural contribution is given inChapter 6 of this Part.
Texture depth and skidding resistance1.21 These should be specified as described in HD 36(DMRB 7.5.1) and the standards required should beapplied in all situations. For surface dressing to Clause922 and thin surfacings to Clause 942, the Specification(MCHW1) requires texture depth to be maintained at orabove the levels specified, at least until the end of theguarantee period, currently two years, to ensure asatisfactory overall life is achieved.
Surface noise1.22 This can be a problem in some situations.Surfacing layers with ‘negative’ texture such as thinsurfacings and stone mastic asphalt are quieter thanconventional chipped hot rolled asphalt by 2 to 3 dBA or
more. It should be noted that tyre/surface noisegeneration is more of a problem at high speeds. At lowspeeds engine and transmission noise are dominant.Porous asphalt - when newly laid - is currently thequietest material, with a reduction in noise (compared tonew HRA) of about 4 to 5 dBA, the voids absorbingsound. However this advantage reduces as the pores fillwith detritus, giving a relative reduction of about 3dBA,similar to some thin surfacings. Further information onsurface noise is given in HD 36 (DMRB 7.5.1)
Adhesion1.23 The adhesion of a surface course to the underlyingpavement structure is essential, particularly so withsurface dressing and very thin materials. These are notthick enough to carry traffic induced stresses withoutexcellent adhesion. Bond is even more important wherethere is a possibility of high braking and lateral stresses.Structural strength is only fully developed when all thelayers in the pavement are well bonded, effectivelyforming a single layer. (Refer to Chapter 2 of this Partfor information on Bond or Tack Coats)
Waterproofing1.24 Sealing the surface of a pavement assists inprolonging its life. This is usually achieved in one of twoways. Either the bond coat is heavy enough tosignificantly reduce the permeability of the underlyinglayer, (eg. surface dressings, some thin surfacings andporous asphalt), or the material itself is dense enough toprevent or seriously impede water draining into the roadstructure. Normal tack coats to BS 594 or BS 4987should not be assumed to greatly improve thewaterproofing characteristics of the road.
Workability1.25 This is necessary to achieve the intendedproperties of the surface course after laying andcompaction. For example, workability is important in ahot rolled asphalt surface course, when chippings haveto be applied to the surface. Inadequate workability willlead to poor compaction and chip retention, particularlyin adverse weather conditions. Workability is alsoimportant in thin surfacings to achieve the necessaryaggregate interlock, and rapid heat loss in cold weathercan result in poor compaction.
Resistance to cracking1.26 Cracking of surfacing materials is caused by acombination of factors:
• thermal movement,
• repeated traffic loading and induced strain, and
• embrittlement of binder due to ageing.
1/3
Chapter 1Introduction

Volume 7 Section 5Part 2 HD 37/99
February 1999
1.27 Cracking has often been a problem associatedwith composite road construction, where thermalmovement is concentrated above widely separatednaturally forming cracks in the underlying cement boundmaterial. Techniques introduced to induce cracks atcloser spacings may alleviate this problem.
1.28 The fatigue characteristics of a mixture arelargely governed by the volume and properties of thebinder. Because binder ageing and the consequentembrittlement is a factor, fatigue cracking is likely tooccur earlier in open graded materials than inimpermeable ones since the binder can harden due toweathering throughout the depth of the more openmaterials. Cracking in less permeable surfacingmaterials tends to initiate in the first few millimetres ofthe surface where the binder is the most exposed andtherefore the most embrittled, and propagatedownwards. Cracks often start at the interface betweenthe binder and aggregate, thus good adhesion betweenbinder and aggregate is advantageous.
Moisture damage1.29 Moisture damage, causing stripping of binderfrom the aggregate, leads to fretting and ravelling. Theimmediate cause is poor adhesion of the binder to theaggregate, which is usually related to the chemicalcomposition of both aggregate and binder. Damageoccurs more often with permeable, open gradedmaterials, and the worst affected can be materials withair void contents in the range 9-14 % which can neitherdrain nor dry out very easily.
Macrotexture1.30 Texture depth can change with time, due to anumber of different mechanisms. With surface dressingthe main cause is embedment of chippings into theunderlying layer. Where compaction during laying isinadequate, materials will undergo secondarycompaction under traffic, particularly in very hotweather. This almost invariably reduces themacrotexture. Very high texture depth is not desirable,as the noise level generated by the passage of traffic overthe surface is increased.
Ride quality1.31 This is generally improved for all materials laidwith a paver incorporating a floating screed. Thisexcludes slurry surfacing, which is laid with a spreaderbox, and surface dressing or other sprayed processes.Micro-surfacing can improve the transverse shape of thepavement but has limited effect on the longitudinalprofile.
1/4
Chapter 1Int roduction

Volume 7 Section 5Part 2 HD 37/99
February 1999
2. LAYING BITUMINOUS SUR FACE COURSES
2/1
2.1 Advice on laying bituminous materials is given inPart 2 of both BS 594 and BS 4987. Additional adviceregarding particular materials is given in the Chapterson specific materials in this Part.
Weather Conditions
2.2 The weather conditions during the construction ofbituminous surface courses affect both the layingoperation and the subsequent performance. Althoughmaterials may appear satisfactory in the short term, evento the end of their maintenance period, the lifeexpectancy of a surface course laid in inclement weathermay be reduced. The requirements of the specificationshould be strictly adhered to.
Available Research Reports and Weather Forecasting2.3 TRL Research Reports RR 4 and RR 280 providedetails of research into the effects of various factors thatinfluence the rate of cooling of an asphalt layer. In orderof priority, the principal factors are layer thickness, windspeed and ambient temperature.
2.4 The Meteorological Office can provide historicalinformation relating to weather conditions, such asmonth by month analysis of temperatures, to form astatistical forecast of conditions that affect aspects ofroad building and in particular, the weather sensitiveoperation of surfacing.
2.5 The Meteorological Office can also provide24-hour local forecasts, including wind speeds, fromregional weather centres. Information on these servicescan be obtained from the Meteorological Office,Climatological Services (Met 03), London Road,Bracknell, Berkshire RG12 2SZ (Tel: 01344 420242).Planning the laying of surface courses should always bedone in conjunction with an up to date weather forecast.
Specification2.6 The Specification (MCHW 1) Series 700 and900, with the associated Notes for Guidance (MCHW 2)set out the requirements for acceptable weatherconditions for laying bituminous surface courses. Forperformance specifications Series 700 does not applybut it provides a useful guide to good practice. (Forsome special materials the requirements are included inSeries 900). Where modified binders are used advicefrom the binder supplier via the Contractor should beobtained.
2.7 Various assumptions have been made in draftingthe Specification (MCHW 1). These are:
a) no allowance has been made for solar gain,
b) the temperature of the substrate has been assumedto be at ambient temperature initially,
c) the binder is an unmodified bitumen to BS 3690,and
d) that for materials with 50 pen binder, thetemperature of the asphalt immediately behind thepaving machine is at least 140°C and compactionis effectively completed when the laid asphalttemperature has fallen to about 100°C. A similartemperature differential is applicable to othergrades of binder.
2.8 Great care should always be taken when thetemperature is, or has recently been below 0°C as icemay be present on the substrate. Under no circumstancesshould material be laid on a frozen substrate asinevitably the lower part of the layer will coolprematurely and may not be compacted properly. A zoneof weak material may then be present which is likely toshorten the life of the surface course.
Measuring Wind Speed and Temperature2.9 Except where local conditions apply, such asshelter in a cutting or exposure on an embankment, orwhen conditions are transient with gusting or squalls,wind speed is fairly consistent over a sufficiently largearea to enable a single wind speed to characterise awhole site. To account for gusting it is necessary todefine wind speed as the average over the precedinghour. It should be measured using a recordinganemometer with an accumulative digital output.Hand-held devices averaging readings over a fewseconds, should only be used as approximate indicators.For general guidance the Beaufort scale is given inTable 2.1.
2.10 The Specification (MCHW 1) allows for windspeed to be measured at heights of either 2 m or 10 m.Measurement at 2 m height, using a portableanemometer, is appropriate for monitoring on site.Measurement at 10 m height is more suited for use on amajor contract where there is a site office compound.
Chapter 2Laying Bituminous Surface Courses

Volume 7 Section 5Part 2 HD 37/99
February 1999
Equivalent speed at 10 m above ground
Force Description Description for use on land Knots Mean Limits
0 Calm Calm, smoke rises vertically 0 <1
1 Light Air Direction of wind shown by smoke but not 2 1-3by wind vane
2 Light Breeze Wind felt on face; leaves rustle; ordinary vanes 5 4-6moved by wind
3 Gentle Breeze Leaves and small twigs in constant motion; wind 9 7-10extends light flag
4 Moderate Breeze Raises dust and loose paper; small branches 13 10-16are moved
5 Fresh Breeze Small trees in leaf begin to sway; crested wavelets 19 17-21form on inland waters
6 Strong Breeze Large branches in motion; whistling heard in 24 22-27overhead wires; umbrellas used with difficulty
7 Near Gale Whole trees in motion, inconvenience felt when 30 28-33walking against the wind
8 Gale Breaks twigs off trees; generally impedes progress 37 34-40
9 Strong Gale 44 41-47
10 Storm 52 48-55
11 Severe Storm 60 56-65
12 Hurricane above 65
Table 2.1 The Beaufor t Scale of Wind Speeds
2/2
Chapter 2Laying Bituminous Surface Courses

Volume 7 Section 5Part 2 HD 37/99
February 1999
2.11 The siting of an anemometer should be away fromand upwind of obstructions, and at positions agreed withthe Overseeing Organisation. Wind speed measured at aheight of 10 m is more representative of prevailingconditions, being less affected by low level obstructions.For large works with a permanent site office in acompound, the installation of a recording station at 10 mheight is the preferred option. Measurements at a heightof 2 m on site may be subject to local obstruction,turbulence and traffic induced gusts and the anemometermay require frequent repositioning as work proceeds.Nevertheless it may be the only option for small siteswithout an office compound.
2.12 Ambient temperatures should be measured using asuitable device calibrated to ±1symbol 176°C andreadable to ±0.5°C, which ideally should be placed in asuitably screened enclosure upwind of any heat source.It will reduce discussion on site considerably if allpersonnel can agree that a single thermometer will beused to determine the air temperature. It should be notedthat the quoted air temperature is always in the shadeunless otherwise specified.
2.13 Surface temperature should be measured with anelectronic thermometer having a surface measurementprobe of low heat capacity and calibrated and readableto ±1°C. The temperature of the laid material should bemeasured at the mid-depth of the layer using anelectronic thermometer with reasonably quick response,and as low a heat capacity as possible, compatible withadequate robustness. Where the Specification(MCHW 1) includes measured compaction limits,(eg void contents or PRD) it is the Contractor’sresponsibility to determine the temperatures necessary toachieve full compaction. In these circumstances, exceptfor the maximum mixing temperature specified to avoidundue hardening of the binder, the temperatures shouldnot be specified.
Consideration of Specific Materials
Hot Rolled Asphalt2.14 The application of coated chippings to hot rolledasphalt and their retention thereafter is particularlysensitive to the weather conditions prevailing duringlaying. The time for compaction and chippingapplication is of necessity longer, at about 10 minutes,than for materials laid in a single operation withoutchippings. Careful control of laying and rollingtemperatures is vital to ensure, with reasonable certainty,that the chippings will be retained.
2.15 In addition to normal cooling in ambientconditions, the application of cold chippings (12-15% bymass of hot asphalt) to the surface causes rapid cooling
of the top few millimetres. If the chippings are wet or iflaying takes place during rain, surface coolingwill be accelerated. If the surface temperature is too lowduring chipping application, the bitumen coating on thechippings may not soften sufficiently to bond thechippings into the asphalt and the surface of the asphaltmay be too stiff to allow adequate embedment of thechippings. The use of frozen chippings exacerbates thisproblem and almost invariably results in rapid chippingloss. To protect chippings from frost and contaminationby dust, the sheeting of stockpiles is recommended.
2.16 Both the width of the chipping machine and thenecessity to feed it from the side using a loading shovelcause logistical problems, particularly on livecarriageways. The chipper is nearly 5 m wide andoverhangs each side of the asphalt mat by some distance,reducing the width of the footway (where present) onone side and the trafficable width on the other. For safetyreasons on narrow roads a formal road closure may berequired or traffic control which may cause long delays.
Porous Asphalt2.17 From the temperatures set out in Clause 938 ofthe Specification (MCHW 1) an 8 minute compactionperiod may be assumed for a 50 mm thick layer ofporous asphalt to cool from the minimum paver-outtemperature to the temperature for substantialcompletion of compaction. This period has beenestimated in accordance with TRL Research Report 4and adjusted to take into account the difference betweenthe expected rates of cooling of hot rolled and porousasphalt surfaces.
2.18 Laying in the rain should not be permitted as thiscools the material too quickly, reducing compaction.Heavy rain may also affect the bond between the binderand the aggregate.
Thin Surfacings2.19 Since these materials are thin they cool veryrapidly, and the amount of time available for compactionis limited. As they are proprietary materials, it is theContractor’s responsibility to ensure adequate bond andcompaction is achieved. Laying these materials on a wetsurface or during falling rain may significantly reducethe initial bond to the underlying surface.
2.20 Some of the thinner variants of these proprietaryproducts cannot be laid in winter, and their applicationon cold windy days, or at night outside the winter period,should be treated with caution. Local weather forecastsshould be used to plan the works during more favourableconditions.
2/3
Chapter 2Laying Bituminous Surface Courses

Volume 7 Section 5Part 2 HD 37/99
February 1999
Slurry Surfacing and Micro-surfacing2.21 These materials are made with bituminousemulsions and therefore should not be laid in icyconditions. It is necessary for a proportion of the initialwater content to evaporate from the slurry before it canbe trafficked. Laying in wet or humid conditions,particularly when combined with low temperatures, willsignificantly delay the setting process. It should be bornein mind that even in good conditions the material takes atleast 30 minutes to become sufficiently stable to open totraffic. Adverse conditions can increase this period toseveral hours. Very high temperatures may causeproblems such as pre-setting and efficient breaking ofthe emulsion may be inhibited, leading to failure.
2.22 With these constraints, slurry surfacing andmicro-surfacing, like some of the hot paver-laid thinsurfacings, have a closed season in winter. Their use isalso restricted at maximum road temperatures, similar tosurface dressing.
Surface Dressing2.23 Surface dressing has a very short laying season,particularly for heavily trafficked roads, although theadvent of superior binder grades and improved processeshave lengthened the season. Full guidance is given inRoad Note 39. The main reason for the short season isthat the chippings have to adhere to the binder attemperatures close to ambient, while the binder mustmaintain sufficient cohesive strength to resist trafficforces when the road is opened.
2.24 For successful surface dressing, it must not beraining and the road surface should be dry. In wetconditions the binder will not adhere to the surface andrapid failure may occur. The sprayed binder film will notadequately adhere to wet or cold chippings and the timetaken for the surface dressing to gain adequate stabilityto resist the traffic forces can significantly increase.Obtaining accurate weather forecasts and making gooduse of them is more important for the successfuloutcome of surface dressing than for most other surfacetreatments.
2.25 When emulsion binders are being used the workshould stop if the relative humidity exceeds 80%, as thebinder will not break properly and will lack adequatecohesion for the safe opening of the road to traffic.Relative humidities between 60% and 80% can lengthenthe breaking time and care should be exercised whenmaking the decision to open to traffic. The use ofbreaking agents and multiple-layer dressings mayalleviate this problem.
Site Preparation
2.26 For all surface course materials it is essential thatan adequate bond is achieved and maintained betweenthe surface course and the underlying pavementstructure. The thinner the surface course, the greater thetraffic generated stresses at the interface. To achieve anadequate bond the substrate must be clean and free of allloose material.
2.27 Where the substrate is new or nearly new, with thebinder film still intact, and no contamination, furthertreatment should not be necessary. Where it has beencontaminated by site traffic for example, it is essential toremove the contamination by sweeping, and if necessaryby the use of water jetting or other methods. Where anexisting road is being resurfaced, all packed mud, excessoil droppings, any other accretions or organic growthmust be removed.
2.28 Treatment with a suitable weedkiller may benecessary some days or weeks prior to the work beingcarried out. The advice of the weedkiller manufacturershould be followed with regard to timing. There areareas where the use of some weedkillers is constrainedand the Overseeing Organisation should be consulted tocheck on any limitations that are in place.
2.29 Existing roads may need some pre-treatment orshaping before the proposed surface course can be used.This should be carried out using an appropriatebasecourse material with the necessary properties,strength and resistance to rutting, for the expected trafficlevels. Another way of regulating is to plane off any highareas. The most suitable method will depend on theamount of regulation necessary, threshold levels and thelevel of street furniture.
2.30 In order to obtain best value for money from theresurfacing, any local weaknesses in the underlyingpavement should be repaired and cracks sealed using anappropriate treatment, see HD 31 (DMRB 7.4.1). Ingeneral the thinner the surfacing, the lower its ability toregulate the existing surface. Surface dressing followsthe existing profile and will not smooth outirregularities. Similarly slurry surfacings, which are laidwith a spreader box following the existing profile, aretoo thin to regulate the surface, although the thickermicro-surfacings can improve the transverse profile. Hotpaver-laid thin surfacings can regulate the existingsurface to a significant degree and guidance is given inthe Notes for Guidance (MCHW 2). The limits on theregulating ability of proprietary thin surfacings may begiven in the BBA HAPAS Certificates – see Chapter 6of this Part. Porous asphalt must not be laid on a surfacethat will prevent the free drainage of water (ie theexisting surface must be free of depressions).
2/4
Chapter 2Laying Bituminous Surface Courses

Volume 7 Section 5Part 2 HD 37/99
February 1999
2.31 For the thinnest surfacings it is best practice toremove all road markings before resurfacing. This isparticularly relevant for surface dressing and very thinmaterials as the thickness of white lines is significantwhen compared to the thickness of the surfacing. It willalso behave differently from the rest of the substrate ifoverlaid and may precipitate failure. It may be possibleto mask thicker lines, for example the ribbed linebetween the hardshoulder and the slow lane.
2.32 With hot paver-laid materials all ironwork shouldbe reset to its final level after laying any base orregulating course and before laying the surface course. Itis impossible to patch round any ironwork that is liftedafter laying the surface course without introducingpotentially weak areas and damaging the sealing effectof the new surfacing. With slurry surfacing and surfacedressing the ironwork or reflective studs should bemasked as described in the Specification (MCHW 1).
Bond or Tack Coats
2.33 The purpose of bond or tack coats is to ensurethat all the layers of a bituminous road behavemonolithically. It is, therefore, extremely important thatthey are specified and applied in accordance with theSpecification (MCHW 1)). When a permeable course isused, the bond coat also has to seal the existing surfaceagainst ingress of water into the pavement structure.
2.34 Bond or tack coats are normally required but thereare occasions (eg laying a surface course on an existingroad that has fatted up or on new basecourse orroadbase) when there is already sufficient bitumen at theinterface between the new and the underlying layer suchthat an additional coat is not necessary.
2.35 All unmodified bond coats and tack coats arecationic bitumen emulsions. They are quick breakingand most conform to BS 434; these are designatedK1-40, K1-60 or K1-70. K1-40 and K1-60 are sprayedat ambient temperature, but K1-70 must be heated tobetween 80°C and 90°C before it is sufficiently fluid forspraying.
2.36 All polymer modified emulsions are proprietaryand will require BBA HAPAS Certification. They aretypically either 60% or 70% binder content emulsions.The binder manufacturers instructions should befollowed for spraying methods but typically the 60%emulsions are sprayed at ambient temperature and the70% ones are sprayed at between 80°C and 90°C. Someproprietary surfacing materials include the bond coat aspart of the process and the BBA HAPAS Certificate forthe surfacing will include the bond coat requirement.
2.37 Conventional bitumen emulsions to BS 434 arenormally suitable for use on roads where the existingsurface is a bituminous material. Many conventionalemulsions do not adhere well to concrete and thesuitability of a particular type should be checked withthe manufacturer before such use. A polymer modifiedemulsion specifically formulated for use on concretemay be a better choice.
2.38 There are a number of techniques that can be usedfor applying bond or tack coats. The traditional one withK1-40 and K1-60 is to use a hand lance, with either ahand or motorised pump, using material delivered in 200litre drums. K1-70 binder, as used for porous asphalt,must, because it is sprayed hot, be applied using surfacedressing equipment, ie. a heated tank and spray bar. Arecently introduced technique is by integral spray barattached to the paver, together with a tank for holdingthe emulsion.
2.39 The rate of spread of bond coats should bemeasured. The material usage divided by the areacovered will be sufficient for all surface courses, exceptsurface dressing or thin surfacings, where more precisemethods should be used.
2.40 All methods of spraying bond coats havedifficulties with either the control of the rate of spread,the evenness of spread, the completeness of break orpick up of material on the wheels of the deliveryvehicles.
Rate of spread2.41 It is very difficult to obtain an even rate of spreadof binder with the hand lance because it is difficult tocontrol a single nozzle. There is no correlation betweenthe amount that is pumped and the speed of swing of thelance except for the skill of the operator.
2.42 The main difficulty with integral spray bars is thelow rate in terms of volume. A conventional surfacedressing bar sprays between 70 and 100 litres/min foreach metre width, whereas an integral bar on a paverlaying at 12 metre/min will be spraying about 6 litres/min per metre width when using K1-40 emulsion for atraditional tack coat. This means that the jets on thespray bar must be smaller and are therefore moredifficult to manufacture to give the correct rate ofspread. Some integral bars use intermittent or movablejets to give the correct rate of spread. It is important thatthese are checked for efficient operation.
Evenness of spread:2.43 The hand lance has problems with evenness ofspread, depending solely on the skill of the lanceoperator. However skilled, there will be significantly less
2/5
Chapter 2Laying Bituminous Surface Courses

Volume 7 Section 5Part 2 HD 37/99
February 1999
sprayed around the edges of an area than in the middle,unless it is permitted to spray outside the area required.
2.44 When using surface dressing equipment there arefew problems, providing it has been properly calibratedand the jets checked for blockages. With spray barsintegral with the paver the main problem is likely to beblockage of the small jets. They should be checked priorto the start of each days work and whenever the paverhas stopped for long enough for a transverse joint to becut. Where the jets are movable or intermittent it is veryimportant that evenness of rate spread of spread ischecked regularly. The manufacturers procedures shouldbe followed to ensure that the spray bar continues tooperate correctly throughout the laying period.
Completeness of break:2.45 Emulsions applied in front of the paving trainneed reasonably good weather conditions if they are tobreak prior to construction traffic using the sprayedsurface. If the emulsion is not fully broken beforetrafficking there will be serious disruption to the binderfilm by the wheels of the lorries and the paver.Emulsions will not break in the rain, they breakextremely slowly if the relative humidity is above 80%,and they form ice if the surface is below freezing.Emulsions should not be used in these conditions.
2.46 There should be no problems with the emulsionbreaking when sprayed from an integral spray bar, as thehot material following immediately behind will break theemulsion quickly and completely by the evaporation ofthe water. Provided that it does not cause problems withevenness and rate of spread, there are advantages inusing binder contents higher than 40% in the emulsion,as less water needs to evaporate off for the same amountof bitumen on the road. (This will also mean that lessheat is lost from the bituminous material being laid).
Picking up:2.47 When emulsions are sprayed ahead of the pavingtrain there is always a risk that construction traffic willpick up even fully broken binder which remains sticky.This is a particular problem with the thicker films suchas those used with porous asphalts. To overcome this ifit occurs to any significant extent, it may be necessary touse a polymer modified emulsion, chosen for lowadhesivity to vehicle tyres; or to use an agent to reducethe adhesivity.
2.48 The system used should ensure that site trafficdoes not pick up the bond or tack coat and transfer it toother areas such that the process is seriously affected.(eg Filling the surface voids in thin surfacings or porousasphalt).
Joints
2.49 Whatever surface course is used it will benecessary to construct joints, both longitudinally andtransversely. Joints are a potential source of weaknessand great care should be taken in their formation. Thebest technique to be used will depend greatly on thesurface course material concerned.
2.50 The techniques used for materials to BS 594 orBS 4987 are given in Part 2 of each standard. The samemethods are also suitable for use with stone masticasphalt.
2.51 A proprietary material will have the correctjointing method described in the BBA HAPASdocumentation. Joint formation in surface dressing,slurry surfacing and micro-surfacing are described in therelevant Clauses of the Specification and Notes forGuidance (MCHW 1 and 2) and appropriate chapters inthis Part.
Aftercare
2.52 Aftercare is the practice that occurs aftercompletion of rolling and prior to the gain of fullstrength by the surfacing. It is most important forsurface dressing and is dealt with fully in Chapter 8 ofthis Part with further information given in Road Note39. Slurry and micro-surfacing should not be traffickeduntil they have gained sufficient strength to resist theforces that are likely to be exerted, including braking.This type of surface will also need sweeping for a fewhours or days after opening as traffic continues toconsolidate the material. How quickly this happensdepends on the location, the amount of traffic and theweather conditions.
2.53 Hot, paver-laid materials, in general, do not needany treatment after the completion of rolling. Howeverheavy traffic should not run on the material until it hascooled and hardened sufficiently, because all bituminousmaterials are less resistant to deformation when they arenew. As a guide, newly laid surfacing should not beopened to traffic if its surface temperature exceeds 25°Cunless the maximum temperature within the mat hasfallen below 35°C. The maximum temperature withinthe mat may be assumed to be at mid-mat. Guidance onthe avoidance of wheel-track rutting in hot rolledasphalt, also relevant to other surfacing materials isgiven in the Notes for Guidance Clause NG 943(MCHW 2). Further guidance may be given in BBAHAPAS documentation for proprietary surfacingmaterials and modified binders.
2/6
Chapter 2Laying Bituminous Surface Courses

Volume 7 Section 5Part 2 HD 37/99
February 1999
Road Markings
2.54 There are no particular difficulties with theapplication of road markings on any surfacing materialswith the exception of porous asphalt which is dealt within Chapter 5 of this Part. On some surface dressingtypes with high texture, (eg 14/6 mm racked-in), the firstapplication of lane markings can be short lived unlessthe application thickness is at the upper end of thepermitted range. This is because the majority of thematerial is below the peaks of the chippings.
2.55 Contra-flow and maintenance operations oftenrequire the application of temporary reflecting roadstuds. Many types of stud leave a sticky deposit ofbituminous adhesive that clogs and blocks the surfacevoids (of porous asphalt and thin surfacings) and sometypes can also cause pluck-out of aggregate. Wheresurface dressing is subsequently applied such depositsmay bleed through the dressing and leave fatty patches.Trials may need to be performed, at the back edge of thehardshoulder, to ensure that the studs proposed for usewill come free from the surface without plucking outsurface aggregate or leaving an excessive deposit.
2.56 Problems have also been reported with pre-formedmarking tapes, in particular poor long term adhesion onnegatively textured surfacings in wet weather.
Testing Bituminous Surface Courses
2.57 The Specification (MCHW 1), Series 100 andAppendix A, requires that asphalt mixes are produced inplants that are registered to the ISO 9000 ‘SectorScheme for the Production of Asphalt Mixes’. Using thenew CEN terminology this includes all bituminousmixtures. Under this scheme, producers are required tomonitor asphalt production at predetermined frequenciesto ensure the consistency of the various products. Plantsare categorised as Q1, Q2 …or Q6, to demonstrate theconsistency actually achieved, the lower the ‘Q’ value,the better the consistency. Testing asphalt in the ‘asdelivered’ condition should therefore no longer benecessary. Nevertheless if obvious variations in aproduct do occur, for example as a result of binderdrainage, audit testing should be undertaken to checkwhether or not the product complies with therequirements of the Specification (MCHW 1).Non-compliance should be reported to the OverseeingOrganisation and the certification body.
2.58 When required, testing of bituminous surfacecourses should be carried out in accordance with theSpecification and Notes for Guidance (MCHW 1 and 2),Series 700 and 900. The frequency of testing is specifiedin MCHW 1 with guidance given in MCHW 2 including
Series NG 100 Table NG 1/1. Advice is also included inthe appropriate Chapters of this Part for specificsurfacing materials.
Interpretation of Test Results2.59 A test result should never be considered inisolation unless it is so far outside the specifiedparameters that the probability of the materialconforming to specification is minimal. Many standardtest procedures give indications of the precision of thetest and for a single result the figure given forreproducibility should be used as a guide to its precision.The more test results that are available the more precisethe judgement that can be made on the compliance of thematerial as a whole.
2.60 Some requirements of the Specification(MCHW 1), for example, the void content of an HRAsurface course or the binder content of porous asphalt,have different limits set for single results and for themean of a number of results. By this means the risk ofaccepting large quantities of sub-standard material isreduced, whilst recognising the fact that not only dovariations occur in the materials but also in samplingand testing, the latter not reflecting the actual valueswithin the layer. The importance of accurate samplingcannot be emphasised strongly enough as this is a verycommon cause of disputes on site.
2.61 Where the test results demonstrate that there is acompliance problem a number of steps should be taken:
• Ensure that the samples were taken and testscarried out correctly. A NAMAS accreditedsampling and testing laboratory will have recordsto demonstrate that the sampling and testing was,or was not, carried out correctly;
• If the procedures were correct then decide whetherthe results are so far outside specification that thematerial definitely does not comply;
• If the position is unclear, where possible carry outduplicate tests on samples already taken, or takeother samples from the same location as theoriginal samples, and repeat the tests;
• Compare the two sets of results: if they confirmeach other (within normal testing variation), takethe mean value in comparison with thespecification. If the results differ significantly,give more weight to results from samples cut fromthe completed mat.
2/7
Chapter 2Laying Bituminous Surface Courses

Volume 7 Section 5Part 2 HD 37/99
February 19992/8
Chapter 2Laying Bituminous Surface Courses
2.62 With performance based specifications ajudgement can often be made on the likely effect ofnon-compliance on the life and performance of thesurface course. Advice should be obtained from theOverseeing Organisation. Removal and replacementshould be a matter of last resort as this processintroduces additional joints and the final product is lesslikely to conform in terms of compaction and ridequality than the original, because of the limited areabeing replaced.
2.63 Once it is decided that material must be removed,the defective area must be determined. Occasionally thelimits are obvious, eg when a delivery of lowtemperature material leads to high void contentmeasurements, the start and end of the load can often beseen. When the extent of the non-conforming materialcannot be identified in such a manner, the Contractormay reduce the remedial work by carrying out furthertesting to determine the limits of the area affected.Alternatively it will be necessary to replace all materialcovered by the result which is out of specification, up tobut not including the location of compliant results oneither side.
2.64 Whatever decisions are taken with regard toremedial works the Contractor and his supplier shouldinvestigate the cause of the non-compliance, as part oftheir normal quality assurance procedures, in order toreduce the likelihood of the problem recurring.

Volume 7 Section 5Part 2 HD 37/99
February 1999
Int roduction
3.1 Conventional binders have been used successfullyfor many years in road surfacings, generally providingboth satisfactory performance and durability even on themost heavily trafficked roads. However, some roads incertain areas of the country, surfaced with conventionalrolled asphalt, have deformed prematurely due to anumber of causes:
• Increasing traffic density;
• Increasing use of super single tyres;
• Early trafficking during lane rental contracts;
• Channelised traffic;
• Slow moving heavy vehicles on hills, particularlyduring prolonged hot periods.
3.2 For surface treatments such as surface dressing,the use of conventional binders, even when using theracked-in process, has limited ability to providesatisfactory performance on heavily trafficked roads andhighly stressed sites. Detailed advice on the specificationof binders for surface dressing is given in Chapter 8 ofthis Part. Similarly, porous asphalt using conventionalbinders (without additives or modifiers such as fibres orpolymers) has not provided adequate durability onheavily trafficked roads. Thin surfacings, introducedfrom France in 1990, have utilised modified binders,either in the mixture or as a special bond coat, in orderto ensure satisfactory performance.
3.3 With the introduction of end performancespecifications for road surfacings, materials will have tobe engineered to meet specific requirements. Wherematerial designs indicate that the required level ofperformance cannot be achieved with conventionalbinders and available aggregates alone, the use ofmodified binders may be necessary.
3.4 This Chapter provides a brief introduction tobinders for road surfacings used in road constructionand maintenance. It describes the modification ofbituminous binders to improve performance of mixtures,when necessary, especially for the more heavilytrafficked and highly stressed sections of the roadnetwork. With increasing commercial vehicle trafficintensity, and increasing degree of site difficulty, the
probability that modified binders will be neededincreases. See Fig 3.1.
Figure 3.1 : The Need for Modifiers in Mixtures atDifficult Sites and at High Traffic Intensit y.
3.5 Benefits which may be obtained by the use ofmodified binders include:
• Improved resistance to permanent deformation ofmixtures at high service temperatures;
• Greater load spreading (increased stiffness) for apavement layer of given thickness;
• Reduced fatigue of mixtures, giving reducedcracking under repeated load;
• Improved ductility at low service temperatures,giving reduced thermal cracking;
• Improved adhesion to aggregates, giving reducedstripping in mixtures and in surface dressings;
• Increased cohesion, giving better chippingretention in the early life of surface dressings;
• Improved workability of mixtures, reducing therisk of poor compaction;
• Reduced hardening or ageing in service, givinglonger life in surface materials;
• Reduced temperature susceptibility throughoutservice temperature range;
3. BINDERS AND BINDER MODIFIERS
INCREASING COMMERCIAL VEHICLE TRAFFIC
POTENTIALFOR MODIFIERS
NON-EVENTSECTIONS OFMOTORWAY ETC.
APPROACHES TOPEDESTRIANCROSSING/TRAFFICLIGHTS ETC.
STRAIGHT/
INCREASINGDEGREE OFSITEDIFFICULTY
CONVENTIONAL BINDERSAND MIXTURES SATISFACTORY
Chapter 3Binders and Binder Modifiers
3/1

Volume 7 Section 5Part 2 HD 37/99
February 1999
• Increased viscosity at low shear rates, allowingthicker binder films to be obtained in openmixtures and reduced bleeding in surface dressing.
Figure 3.1 summarises some of the claimed benefitsfrom using binder modifiers.
3.6 Most modifiers will only be able to achieve someof the properties, so choice of modifier is site specific.Addition of a modifier will not automatically confer
satisfactory performance to a base binder; indeedmodifiers and bitumens have to be carefully selected toensure compatibility. Further advice is given in theReferences.
3.7 Where modified binders are used, theSpecification (MCHW 1) Series 900 requires details oftheir performance characteristics in terms of both binderand mixture properties to be included in tenders.
Improvements
Modifier Notes Permanent Fatigue Thermal Binder Ageing Moisture Recycling Cost EnvironmentalDeformation Cracking Cracking Drainage Damage Difficulty Addition Considerations
Fillers 2 Some Some Some Low Low Dust suppressionneeded
Fibres 2 Some Yes Some Low Low Fine materialhazardous
Natural 1, 2 Yes Some Low Medbitumens
Chemical 1, 2 Some Some Med Med Possibility of leachingModifiers should be considered
Thermo- 1, 2 Yes Yes Yes Yes Yes Yes High High Harmful when uncuredsettingPolymers
Thermo- 1 ,2 Yes Some Some Yes Some Med Med-High Degradation ifplastic overheatedPlastomers
Thermo- 1, 2 Yes Yes Yes Yes Some Yes Med Med-High Degradation ifplastic overheatedElastomers
Reclaimed 2 Some Yes Yes High Med Use of waste material
Rubber
Notes
1. Where permanent deformation is improved the mixture may be designed to have higher binder content, withthe benefit of increased resistance to fatigue, thermal cracking, ageing and moisture damage.
2. Within the same generic group there is a wide range of modifier composition and performance benefit. Thegeneral distinctions between Plastomers and Elastomers are becoming less well defined as innovationproceeds.
3. This table should be used as an overview and not for selection of a modifier for a specific purpose.
Table 3.1 Summary of the Potential Benefits from using Binder Modifiers in Mixtu res
Chapter 3Binders and Binder Modifiers
3/2

Volume 7 Section 5Part 2 HD 37/99
February 1999
3.8 Binders are visco-elastic materials (that is to say,they display both viscous and elastic behaviour). Aviscous material, like all liquids, continues to flow allthe time a stress is imposed on the material, whereas anelastic material deforms instantaneously under anapplied load and does not undergo further deformationthereafter. When the stress is removed, a purely elasticmaterial regains its original shape whereas a viscousmaterial does not recover but remains in the deformedstate. Conventional binders are predominantly elasticand brittle at low temperatures and viscous fluids at highroad temperatures depending on the frequency ofloading.
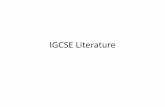
3.9 The visco-elastic behaviour of a binder is mostconveniently assessed by dynamic shear testing. Thisinvolves subjecting the binder to an alternating shearstress and measuring the resulting alternating shearstrain. The ratio of the stress to the strain is known asthe complex stiffness modulus (G*). The lag or phaseangle (δ) between the stress and strain is also measured,see Figure 3.2. Elastic materials exhibit a phase angle of
zero, viscous materials a value of 90° and visco-elasticmaterials some intermediate value. At low temperatures,unmodified bitumens tend towards purely elasticbehaviour and their phase angle approaches 0 degrees.At high temperatures, unmodified bitumens behavepurely viscously and their phase angle can reach 90degrees at temperatures above 70°C. Dynamic testingmay be carried out over a wide range of frequencies andtemperatures. The loading time (or frequency) and thetemperature of the material are inter-related in theireffect on the behaviour of visco-elastic materials. Hencethe same response can be observed when measurementsare made at low temperatures for long periods as at hightemperatures for short periods. It is possible to representthe results of tests taken at different temperatures andloading times using one master curve of visco-elasticbehaviour, thereby characterising the material. Anexample of a master curve is shown in Figure 3.3. Themain mechanisms of road failure are being studied inorder to relate these rheological properties to them sothat it may be possible to predict the relativeperformance of binders from these properties.
3.2 : Essential Parts of Dynamic Shear Rheometer and Definition of Phase Angle δδδδδ
Applied
Measured
COMPLEX MODULUSPHASE ANGLE *
Stress
Strain
F
(
Time
Time
Applied
8mm or 25mm
1mm typically
F
(
*
Torque
Binder Film
Fixed Plate
Oscillating Plate
Chapter 3Binders and Binder Modifiers
3/3

Volume 7 Section 5Part 2 HD 37/99
February 1999
Figure Figure 3.3 : G* for an aged Bitumen showing derivation of Master Curve at 25°C using Time –Temperature Superposition
Figure 3.4 : Phase Angle versus Temperature at 0.4Hz for three binders (after RTFOT)
101
103
105
107
109
10-7 10-4 10-1 102 105
Vialit Pendulum100km/hr TrafficPen TestStanding TrafficThermal Cracking
80/C
60/C
45/C
35/C
25/C
15/C
5/C
-5/C
Frequency (Hz)
Comp
lex S
tiffne
ss M
odulu
s G* (
Pa)
0
10
20
30
40
50
60
70
80
90
-10 0 10 20 30 40 50 60 70 80 90 100
Modified bitumen Type 2Modified bitumen Type 1Unmodified bitumen
IncreasinglyElastic
9
8IncreasinglyViscous
Temperature (/C)
Pha
se a
ngle
d (d
egre
es)
Chapter 3Binders and Binder Modifiers
3/4
➤
➤

Volume 7 Section 5Part 2 HD 37/99
February 1999
3.10 Master Curves, can be produced using a DynamicShear Rheometer (DSR) which is fully computercontrolled and can produce much of the dataautomatically. As the response of binders is dependentupon temperature and loading time, it is important toselect appropriate values to allow comparison ofmaterials. In the Specification (MCHW 1) Clause 928,the frequency of 0.4 Hz has been chosen as the standard(loading time of 0.4 seconds, equivalent to slow movingtraffic). A plot of complex stiffness modulus againstfrequency at a temperature of 25°C has been selected forthe master curve.
Test Methods
3.11 The basic geometry of the DSR is presented inFigure 3.2. DSRs use very little binder, typically lessthan one gram, and tests have even been carried out onsurface dressing binders scraped from a road surface. Inorder to cover the whole range of binder properties, testsare carried out over a frequency range of (typically) 0.1to 10 Hz at a number of different temperatures, usuallyat least six, ranging typically between minus 5°C and80°C. Having obtained the data at individualtemperatures the principle of time-temperaturesuperposition is used to produce a single Master Curve,as illustrated in Figure 3.3.
3.12 The effect of binder modification can be seen fromplots such as Figure 3.4 which relates Phase Angle andTemperature. The Modified Bitumens, Type 1 andType 2, represent results that might be obtained forexample, from the addition of an elastomer or aplastomer, respectively. The measurement can be used tohelp understand the engineering properties that are likelyto be generated in situ. In Figure 3.4 for the unmodifiedbinder, the phase angle increases with temperature in therange -5 to +80°C, indicating increasingly viscousbehaviour. In contrast, the Type 1 elastomeric bindershows increasing elasticity in the temperature range20 to 70°C. The Type 2 plastomeric binder showsalmost constant phase angle from 10°C to 60°C, but thebehaviour changes rapidly at both ends of thistemperature range. The results show how polymers canassist in improving the deformation resistance ofbituminous mixtures by increasing the elastic,recoverable strain component under loading at hightemperatures.
3.13 Figure 3.5 plots Complex Stiffness Modulusagainst Temperature for the same three binders presentedin Figure 3.4. This shows that both modifier types canincrease binder stiffness at high service temperatures(50-70°C). The lower stiffness and more viscousresponse (see Figure 3.4) obtained from the elastomer
(Type 1 binder) at low service temperatures (less than0°C) will also assist in retarding thermally inducedcracking.
3.14 An ‘Equi-Stiffness High Temperature’: T2kPa
°Chas been defined for use with polymer modifiedbituminous binders. This is the temperature at which thecomplex stiffness modulus equals 2000 Pascals at aloading frequency of 0.4 Hz. This parameter indicateshigh temperature stiffness performance, much in thesame way that softening point is used for conventionalbitumens. Figure 3.5 shows that the Type 2 binder has ahigher T
2kPa °C than the unmodified bitumen.
3.15 An ‘Equi-Stiffness Low Temperature’: T2MPa
°Chas been defined. This is the temperature at which thecomplex stiffness modulus is 2 Mega Pascals(2 x 106Pa) at a loading frequency of 0.4 Hz. It providesan indication of the relative stiffness of polymermodified binders against a standard bitumen. Figure 3.5shows the Type 1 modified binder to have a lower T
2MPathan the unmodified bitumen. T
2MPaoC is approximately
equal to the temperature at which the penetration valueof the unmodified bitumen is equal to 19dmm. It ispossible that this temperature may provide an alternativeparameter to penetration at 5°C, which is believed to beuseful for prediction of low temperature performance.
Chapter 3Binders and Binder Modifiers
3/5

Volume 7 Section 5Part 2 HD 37/99
February 1999
Fig 3.5 : Complex Stiffness Modulus versus Temperature at 0.4Hz for three binders (after RTFOT)
3.16 For surface dressing and micro-surfacing, theSpecification (MCHW 1) Series 900 requires thatpenetrations at 5°C and 25°C are measured. Binder-aggregate adhesivity by the Vialit Plate Shock test(BS EN 12272-3) is also used for evaluating chipping-binder combinations.
3.17 The Vialit Pendulum test as specified in Clause939 of the Specification (MCHW 1) is used to assess thecohesion of the binder, a measure of the forces holdingthe material together. This is probably more importantfor surface dressing, thin surfacings and bond coatswhere the binder is under more direct stress than at anyother level in the pavement structure. A balance has tobe struck between the cohesion of a binder and its abilityto adhere to the aggregate.
3.18 The Notes for Guidance (MCHW 2) ClauseNG922, classify cohesion requirements for three bindergrades; Premium, Intermediate and Conventional. Thepeak value is specified, but the plot of cohesion againsttemperature must be provided so that, in future,temperature ranges can be set. Provided that the level ofcohesion provided by a binder is sufficient, thetemperature range over which the required level ofcohesion is maintained is more important than themaximum level attained.
Ageing
3.19 Conventional binders, as thin films on theaggregate particles, age in the presence of air leading tofretting and ravelling (loss of aggregate in the surface),cracking, and finally to failure. This is much morecritical in surface courses - stiffening in a basecourseand roadbase may actually contribute to enhancedperformance. The rate of change of binder propertiesdepends on the voids in the mixture, whether they areinterconnected, the binder film thickness and thecomposition of the binder after paving. There are somechanges of binder properties because of loss of volatilesand oxidation during storage, manufacture and laying,after which the binder hardens slowly - see Fig 3.6. Thehigher the penetration of the as-laid paving gradebitumen in the mixture the longer it has before onset ofbrittle failure by the ageing process; however thepropensity to rutting increases with increasing softness(higher penetration) so a balance has to be drawn. Withdenser asphalt mixtures, ageing progresses more slowly,as the binder is less vulnerable to oxidation. This is themain reason for the limits imposed for maximum airvoids in the performance related specification for hotrolled asphalt; see the Specification (MCHW 1) Clause943.
101
103
105
107
109
-10 0 10 20 30 40 50 60 70 80 90 100
Modified bitumen Type 2Modified bitumen Type 1Unmodified bitumen
T2000Pa for Type 2 modified
T2MPa
for Type 1modified T2MPa for unmodified bitumen T2000Pa for unmodified bitumen
2 MPa
25/C
2000 Pa
Temperature (/C)
Com
plex
Stif
fnes
s M
odul
us G
* (P
a)
Chapter 3Binders and Binder Modifiers
3/6

Volume 7 Section 5Part 2 HD 37/99
February 1999
3.20 Modifiers such as fibres may be used to increasebinder content and hence film thickness in order toreduce the effects of ageing in the more open mixtures,such as porous asphalt, where both air and water haveease of access.
3.21 Polymer modifiers may be used to increase theresistance to ageing because softer base binders may beused. A balance between brittle elastic behaviour at lowtemperatures and adequate resistance to permanentdeformation at high service temperatures must beobtained.
3.22 Adhesion of the binder to aggregate may also beimproved by the use of modifiers. Enhanced adhesionreduces stripping caused by water and thereby minimisesthe associated loss of mixture strength.
3.23 In order to understand better the long termproperties of binders, and set limits on which to baseperformance specifications, some form of controlledageing test is required.
Rolling Thin Film Oven Test (RTFOT)3.24 This test is used to simulate the loss of volatilesand oxidation that take place during mixing, transportingand paving the asphalt. This test is specified for all
binders, although validation has not been carried out formost polymer modified binders. Tests such aspenetration, cohesion and rheology should be carriedout, both before and after the test, to show anysensitivity of the binder to the manufacturing processand to simulate the condition of the binder immediatelyafter laying.
High Pressure Ageing Test (HiPAT)3.25 This test is used to artificially age a binderwithout applying an unduly high temperature, whichcould destroy the integrity of the binder and initiatereactions that do not occur in practice. High pressure airat 2.1 MPa and a temperature of 85°C is used for aperiod of 65 hours. Cohesion and rheologymeasurements are carried out after this test, andinformation about resistance to oxidation of the bindermay be obtained.
3.26 Aggregate binder interactions may inhibit theageing of binders, but higher void contents and thinnerbinder films accelerate ageing, so a mixture test ispreferred. A test for ageing mixtures has beendeveloped, which involves storing cores at 85°C for120 hours which may simulate several years on the road,prior to testing in devices such as the Indirect TensileStiffness Modulus Test.
TIME
5% VOIDS
100
PEN
10% VOIDS
CRITICAL VISCOSITY
70
50
20
STORAGE IN TANK MIXING HARDENING ON THE ROAD 5 YEARS
Fig 3.6 : Changes in Penetration of Conventional 100 pen Bitumen with Time, for Mixtu res of differing VoidsContents
Chapter 3Binders and Binder Modifiers
3/7

Volume 7 Section 5Part 2 HD 37/99
February 1999
End Product Performance Specifications
3.27 In the case of surface dressing, micro-surfacingand thin surfacing the Contractor has responsibility forperformance during the guarantee period; this may befor only two years, whereas the life of surface dressingmay be eight years and for thin surfacing ten years ormore. It is imperative that the Overseeing Organisationhas data to ensure that modifiers used successfully in thepast, where durability has been confirmed in practice,are identified, so that they may be used again withconfidence.
3.28 The end-performance tests currently availablecannot fully predict durability and it is inevitable thatsome material component control will be part ofspecifications for some years to come. Polymer modifiedbinders will require rheological identification, cohesiontesting to determine low temperature performance andtests to determine resistance to ageing, so thatperformance limits may be determined for futurespecifications.
3.29 Workability and compactibility of mixtures arealso of paramount importance for durability. Although itis the responsibility of the Contractor to ensure thematerial has been laid consistently, the OverseeingOrganisation may evaluate this by examining cores, tocontrol void content, and by visual assessment.
3.30 Use of a polymer modified binder to reducerutting in HRA does not necessarily make the surfacingmore durable. A modifier which provides highdeformation resistance may make laying moreproblematic, resulting in an as-laid product that has poorperformance. Similarly, a polymer modified binder forsurface dressing may have a very high cohesion valueand perform well in laboratory tests, but exhibit pooradhesion to chippings in practice, under realistic weatherand traffic conditions. Therefore a balance has to bestruck. The approach adopted is to encourage innovationby allowing the use of proprietary products with BBAHAPAS certification. The scheme includes monitoringand surveillance which will provide assurance on theperformance of the various products and systems.
3.31 Binder performance tests will not guarantee theperformance of all binder/aggregate combinations, butcan provide a useful indication of mixtures that arelikely to be satisfactory.
Chapter 3Binders and Binder Modifiers
3/8

Volume 7 Section 5Part 2 HD 37/99
February 1999 4/1
4. HOT ROLLED ASPHA LT
Background
4.1 The main strength of a hot rolled asphalt (HRA)mixture comes from the stiffness of the sand/filler/bindermortar. A major factor in the performance of the mortaris the binder, normally 50 pen grade bitumen toBS 3690. Filler stiffens the bitumen which binds all theaggregates together. Some filler is contained in the fineand coarse aggregates in the mixture, but most is added.Whilst cement is a permitted filler, most if not all HRAis made with limestone dust, 75% of which currentlymust pass a 75 micron sieve.
4.2 The coarse aggregate may be crushed rock, slagor gravel. In chipped HRA wearing courses, which arelaid to nominal thicknesses of 45 mm or 50 mm, thenominal single size coarse aggregate is 14 mm. Thecoarse aggregate particles increase the volume of theasphalt and reduce its cost but, since they do not form askeletal structure, they do not add very greatly to itsdeformation resistance.
4.3 The addition of coated chippings to the HRAprior to full compaction enables the macrotexturerequirement for skidding resistance to be obtained. Goodworkmanship is required on site to ensure the correctembedment of chippings.
4.4 HRA wearing course has generally performedwell, with good durability and levels of safety. Areasonable tolerance of weather conditions at the time oflaying permits the placing of the material in winter andat night. However HRA has sometimes suffered frompoor resistance to deformation in wheeltracks (rutting),which was particularly evident on roads with highconcentrations of commercial vehicles after the hotsummers of the mid 1970s and mid 1990s. The design ofthe mortar is critical for adequate rut resistance.Experience has shown that the sand fraction isimportant, with rounded particles performing poorlycompared to crushed rock fines.
4.5 The rate of rutting of a particular wearing coursedepends on the temperature of the surface as well as thetraffic loading/speed and material properties. Thestability test (commonly known as the Marshall test)was introduced in 1976 to assess all sands, and criteriawere introduced for various traffic categories on thebasis of commercial vehicle traffic. There has been asignificant increase in tyre pressures in the last 20 yearswhich concentrates the load on the road, and recentlythere has been a considerable increase in the use oftri-axle trailers with ‘super single’ tyres, which
concentrate the rutting forces into a narrower track. Amore stringent requirement than the Marshall stabilitytest has become necessary for the design of wearingcourses. For this reason the wheeltracking test(BS 598: Part 110) has been introduced as a requirementfor surface courses generally, and for HRA in particular.
Properties
4.6 In addition to the properties of the sand, binderproperties are crucial to the production of a high ruttingresistance. The HRA must have sufficient workabilityfor placing, laying, compaction and pre-coated chippingretention. It must also have durability; adequateresistance to rutting, stiffness, resistance to water ingressand resistance to binder degradation. An earlier attemptto produce improved rut resistance by using a specialgrade of binder (40 pen HD) was unsuccessful, becauseit failed to provide the other properties required of asurface course, even though its rut resistance wasimproved.
4.7 The Specification (MCHW 1) Clause 943requirement for minimum wheeltracking rates, whichrelate to the degree of site difficulty and traffic intensity,will probably result in the increased use of polymermodified binders. Such binders have been used toachieve low wheeltracking rates and mixtures have beenfound to be reasonably easy to lay and to compact. Theirbenefits in terms of reduced temperature susceptibilityand elasticity have yet to be fully established, especiallyin the long term.
4.8 Performance improvements can be made by usingmaterials such as Trinidad Lake Asphalt, which isfavoured in some areas for special sites such asbridgedecks. Principally however, thermoplasticpolymers have been used and these include EthyleneVinyl Acetate (EVA) and Polyethylene (PE) (oftentermed plastomers); Styrene-Butadiene-Styrene blockco-polymer (SBS) and Styrene-butadiene rubber (SBR)(sometimes referred to as elastomers). SBR is usedmainly in the form of latex added at the mixing plant andcare is required to ensure consistency is achieved. Thedifferences between plastomers and elastomers arebecoming less distinct as manufacturing processesdevelop and base bitumens are engineered to suit thepolymer.
4.9 For designed mixes, the acceptance of the finalproduct merely on an analysis of grading and bindercontent is a procedure open to considerable error.Clause 943 has been written in terms of performance
Chapter 4Hot Rolled Asphalt

Volume 7 Section 5Part 2 HD 37/99
February 19994/2
criteria that can be measured from samples taken fromthe road. This end performance specification shouldalways be used on the heavier trafficked roads. It leavesthe supplier free to use his expertise to produce amixture that will perform as required in the most costeffective manner. For less heavily trafficked roads anasphalt designed using stability criteria, Clause 911Specification (MCHW 1), may continue to be used. Inorder to ensure long term durability, resistance to ruttingmust not be the only consideration; ageing is alsoimportant and is related to the voids in the mixture,binder characteristics and binder content.
4.10 It is unlikely, but not impossible, that thecombination of properties needed at the highest levels ofperformance will be achievable using natural sand andan unmodified binder. However a great deal can be doneby assessing the effects of different sands on theperformance of the mixture and by blending sands. Asan example, the addition of a proportion of crushed rockcan both improve the resistance to rutting and may even,in some cases, improve the workability. The level ofknowledge is currently insufficient to predict the resultof blending fine aggregates, so appropriate performancetesting is required.
4.11 With the advent of more stringent requirementsfor rutting resistance the need to retain chippings shouldnot be forgotten. The less workable the mix and the moreadverse the weather conditions during laying, the morelikely the possibility of significant chipping loss. Rapidcooling of the top surface of the asphalt, forming asurface skin, can prevent adequate chipping penetration.This is particularly relevant when laying polymermodified HRA in cold or windy conditions.
4.12 Annex A describes a suitable procedure for thedetermination of the proportion of missing and brokenchippings. This may be used initially and at the end ofthe maintenance period, to assess the degree of chippingloss and/or the number of broken chippings. Brokenchippings are more likely to be lost in the early stagesand are often a result of the asphalt cooling too muchprior to rolling in the chippings. There is currently nospecified limit for chipping loss but as a guide, a loss ofless than 5% is considered reasonable.
High Stone Content Mixtures
4.13 A variant of HRA which has been used on trunkroads and motorways (prior to surface dressing) has anominal stone content of 55%, with no added coatedchippings. Although with this level of coarse aggregatethere is some aggregate interlock, the material stilldepends primarily on the sand/filler/binder mortar for itsstiffness. Nevertheless, a 55/14 mixture will typically
have a stability about twice that of a 30/14 mixturemade with the same constituents. Most experience hasbeen gained using natural sand in the mixture (55/14F)and there have been no reported problems of ruttingwhen appropriate mixes have been used.
Design
4.14 The method of design for the HRA wearingcourse will depend on whether the material has beenspecified to Clause 910, 911 or 943 in the Specification(MCHW 1):
• Clause 910 is a recipe specification and calls upthe appropriate parts of BS 594.
• Clause 911 is for a design mix using the stabilitymethod in BS 598: Part 107 to meet criteria setout in BS 594.
• Clause 943 material is required to meet theperformance criteria set out in the contract, butstill requires aggregate grading to BS 594.
4.15 For Clause 911 materials the stabilities given inBS 594 are only appropriate for 30% stone contentmaterials. Where high stone content asphalt (55% stone)is to be used, then the mixture should be made with thesame constituent materials that would meet the stabilityrequirements of BS 594 for 30% stone content asphalt,with appropriate adjustments to grading and bindercontent.
4.16 The definition for HRA Wearing Course in Clause943 is a 35% stone content material complying withClause 901 and BS 594: Part 1 except that the bindermay be modified. A minimum binder content by volumeis also specified, in order to give some confidence thatthe material will be reasonably durable. The layerthickness is required to be either 45 mm or 50 mm. Thethicker layer may be necessary for structural or profileimprovement, or during the winter period. (50 mm isrecommended because of the problems caused by toorapid cooling of thinner layers).
4.17 For Clause 943 mixes, a ‘Job Mixture Approval’trial carried out on or off site, is necessary to checkperformance and to obtain approval of the mix. If theconstituents are then fixed as a Job Standard Mixture,the approved mix may be used for a period of eighteenmonths. The mixture tests are carried out on cores takenfrom the trial site. Wheeltracking, air voids, density andcomposition are recorded. The Overseeing Organisationcan approve as a Job Standard Mixture, the results froma previous contract or trial carried out up to eighteenmonths previously.
Chapter 4Hot Rolled Asphalt

Volume 7 Section 5Part 2 HD 37/99
February 1999
4.18 Advice on the performance criteria required fordifferent situations is given in NG943 of the Notes forGuidance (MCHW 2) for rut resistance, and HD 28(DMRB 7.3.1) for macrotexture. The material needs tomeet the criteria over the whole range of grading, bindercontents and compaction levels that would be expectedin normal production.
4.19 Basecourses should also be assessed for rutresistance. HRA basecourses should not be used underHRA wearing courses above rutting resistance Class 0,see Table NG 9/28 (MCHW 2). Class 1 wearing coursesrequire at least DBM100 basecourses and Class 2wearing courses DBM50 or HDM basecourses. Allmacadam basecourses should be designed and laid inaccordance with Clause 929 of the Specification(MCHW 1).
Clause 943 Data Requirements
4.20 Binder data is required to assist in developingfuture End Product Performance Specifications. Anoverview of some of the tests is given in Chapter 3 ofthis Part. The following are requested under Clause 943of the Specification (MCHW 1).
Penetration Test on the binder at 5oC4.21 Penetration at 5°C, used before and after theRolling Thin Film Oven Test, may provide some lowtemperature performance information. No criteria havebeen suggested as to levels or classes.
Rheological Data4.22 Rheology is principally used for productidentification. The complex stiffness modulus and phaseangle characterise the binder and give an indication ofperformance at both high and low temperatures. Therheological data can also provide a calculatedpenetration, not only at 25°C (standard frequency0.4Hz), but also at 5°C.
4.23 The Softening Point is commonly used to evaluatehigh road temperature performance, and as a guide tothe temperature of the material at which it is safe to opento traffic. However for polymer modified binders therelationship between Softening Point and performance ispoor. The high Softening Point values given for someelastomers (such as Styrene-Butadiene-Styrene modifiedbitumen) using the conventional test equipment may bedue to the significant elastic component in the complexstiffness modulus (G*) even at temperatures above60°C.
4.24 The temperature at which G* is 2000Pa at 0.4Hzis considered to be a more useful high temperatureparameter for modified binders. For conventional
bitumens this temperature is close to the Softening Pointand for practical purposes may be used in its place. Thistemperature, T
2000Pa, may also provide a limit for
trafficking; ie. 20°C to 30°C below this temperature maybe the maximum temperature at which it is safe to openthe section to traffic without premature rutting. Forpolymer modified binders the advice of the bindersupplier should always be sought on this matter.
Storage Stability4.25 Storage Stability is a test to determine whichbinders can remain homogenous in storage with normaltank circulation. Suppliers of binders that do not haveadequate storage stability will have to demonstrate that,by using a method of stirring or circulation, their bindercan be made effectively homogenous under practicalconditions.
Photo-Micrographs4.26 Photo-Micrographs of polymer modified binderare required as it is possible to identify the range ofacceptable dispersions. If for any reason a markedchange in performance is detected then these may help inthe diagnostics process. At the present time, methodsemployed are not reproducible and should not be usedfor predicting performance or for product identificationpurposes.
Cohesion4.27 Cohesion is measured by the Vialit Pendulum andmay yield valuable information about the lowtemperature properties of polymer modified binders.Rheology does not examine the energy required topropagate a crack nor the forces of attraction at the veryhigh frequency of loading in this destructive test. Datawill be collected in order to see if performance levelsmay be determined for wearing courses.
Fraass Brittle Point4.28 The Fraass test, as determined by IP80, has notbeen found to be reproducible for polymer modifiedbinders. However new test equipment may improve theprecision, and this is the only established lowtemperature test for binders. Comparison of resultsbefore and after ageing may be the only indicator thatcan be used.
4.29 Non-mandatory Data that is being collectedincludes the following:
• AgeingIf Rheology, Fraass and Cohesion are examinedafter the High Pressure Ageing Test (HiPAT),some information about resistance to chainscission (degradation of the polymer) andoxidation of the binder may be generated.
4/3
Chapter 4Hot Rolled Asphalt

Volume 7 Section 5Part 2 HD 37/99
February 1999
• Yield StrainThis test method is designed to determine whenmixes have sufficient cohesion to resist fracture.A very stiff mixture, made to produce excellentwheeltracking, could crack or fret at lowtemperatures or under high frequency trafficloading.
4.30 An asphalt testing load frame such as aNottingham Asphalt Tester may be used to determine arange of performance and durability measurements onmixes:
• Indirect Tensile Stiffness Modulus (ITSM)BS DD 213This test measures the indirect tensile stiffnessmodulus of a mix and may be used with the BBAHAPAS test procedure for water conditioning,when published, to determine mixture sensitivityto moisture. It is not known how modifiedmaterials behave under traffic in the presence ofwater. (A water immersion wheeltracking machinemay be another investigatory tool).
• Repeated Load Axial Test(RLAT)BS 598 Part 111This may be used to predict resistance topermanent deformation in conjunction with anappropriate modelling procedure.
• Indirect Tensile Fatigue Test (ITFT) BS DD ABFThis test may be used to examine the fatiguecracking associated with ageing. The proposedBBA HAPAS test procedure for ageingrecommends subjecting samples to a temperatureof 85 ±2°C in a forced draught oven for a periodof 120±0.25 hours to age the specimens, which isintended to simulate several years in the road.
4/4
Chapter 4Hot Rolled Asphalt

Volume 7 Section 5Part 2 HD 37/99
February 1999 4A/1
Chapter 4Annex A - Method for determination of loss ofchippings and proportion of broken chippings
Annex A - Method for determination of loss of chippingsand proportion of broken chippings
A.1 The method is based on the procedure used insurface dressing for the determination of chipping loss,but the method of counting is slightly different, as thechippings are not laid with 100% shoulder to shouldercoverage.
A.2 Equipment
a) A piece of plywood, hardboard or other suitablematerial approximately 400 mm square with a300 ± 5 mm square hole cut into the centre of it.
b) A tape, notebook and pencil or pen.
c) Useful but not essential would be an assortment ofcoloured board chalks for marking countedchippings.
A.3 Method
a) Place the board onto the wearing course in thenearside wheeltrack with the hole sides paralleland at right angles to the direction of travel.
b) Count all the chippings that are present, entire orbroken, that are visible through the hole, ignoringall those that are partly obscured by the board.This = N
1.
c) Count all indentions in the asphalt wherechippings have been detached, again ignoring anypartly obscured by the board: = N
2.
d) Count the chippings that are broken that havealready been counted in b): = N
3. It may be easier
to mark the broken chippings with coloured chalkand then count the marked chippings.
e) Repeat in two more locations at approximately2 m intervals along the road.
A.4 Calculations
a) Percentage of lost chippings:= 100 x N
2 ÷ (N
1 + N
2)
b) Percentage of broken chippings:= 100 x N
3 ÷ N
1
The results should be reported to the nearest wholenumber for both the individual readings and the mean ofthe three locations.

Volume 7 Section 5Part 2 HD 37/99
February 1999
Chapter 5Porous Asphalt
5/1
5. POROUS ASPHALT
Background
5.1 Porous asphalt, PA, consists primarily ofgap-graded aggregates held together by binder to form amatrix with interconnecting voids through which watercan pass. It acts as a reservoir and, provided that thecrossfall or longitudinal fall is sufficient, acts as a lateraldrain throughout the time it is wet. It is important thatporous asphalt surfacing is laid over an impermeablelayer that protects the lower layers of the pavement fromingress of water.
5.2 Unfortunately the interconnected voids allowexcellent access to air; so ageing and embrittlement ispotentially exacerbated. Ideally a softer binder, togetherwith thick binder films are desirable, so bindermodification is necessary.
5.3 Trials of PA surfaces have considered thedurability and drainage characteristics of mixtures madewith different binders. Modifiers and additives testedhave included synthetic rubber compounds such asStyrene-Butadiene-Styrene block co-polymer (SBS),natural rubber, Ethylene Vinyl-Acetate co-polymer(EVA), epoxy resins, natural and mineral fibres. Detailsof the trials are reported in TRL Laboratory ReportLR 563, “Pervious bitumen macadam surfacings laid toreduce splash and spray at Stonebridge, Warwickshire”;Research Report 57, “Pervious macadam : trials ontrunk road A38 Burton Bypass, 1984”; Research Report323 “Trials of pervious macadam and rolled asphalt onthe A38 at Burton” and TRL Report 264 “Review ofUK Porous Asphalt Trials”. Further findings arereported by Szatkowski and Brown, “Design andperformance of pervious surface courses for roads inBritain 1967 - 1976.”
5.4 The following findings of the trials are relevant:
• Durability of PA is improved by using softerbinders (100 and 200 pen grade) and as high abinder content as possible. The quantity of binderincorporated into PA mixtures must be optimised,using the Binder Drainage Test.
• The target binder content determined in the BinderDrainage Test represents the maximum quantityof binder that can be safely incorporated into PAwithout introducing excessive binder drainageduring mixing, transportation and laying.
• Excessive binder content and/or excessive mixingtemperature causes binder drainage and mixturesegregation during transportation from the mixingplant, leading to inconsistency of the finishedsurface, with areas either rich or lean in bindercontent.
• Lean areas have insufficient binder content andmay lack fine aggregate, becoming more prone topremature failure due to ravelling and fretting.
• Rich areas have flushed, low skid-resistance,patches of binder on the road surface that areimpermeable.
• Segregated PA is difficult to discharge fromdelivery lorries.
• Temperature controls and maximum target bindercontents are to be incorporated into thespecification to reduce the above problems.
• Insufficient binder content leads to a less durablematerial, as the binder film is thinner andconsequently more prone to premature hardening,leading to a shorter life expectancy for the PA.
5.5 The incorporation of some modifiers during thetrials, such as SBS or natural rubber, or additives suchas fibres, were found to be effective in reducing binderdrainage and allowed a higher binder content to be used.EVA was less effective in increasing the binder carryingcapacity of PA and its use did not lead to improveddurability, compared with other materials. Howeverproprietary EVA modified binders for PA are nowavailable that can achieve the required target bindercontent.
5.6 PA with 100 pen bitumen has an expected life of7 to 10 years, at traffic levels up to 6,000 commercialvehicles per lane per day, compared with 10 years ormore for similar surfaces constructed with an HRAwearing course.
5.7 The tack or bond coat used beneath PA isspecified to further waterproof the underlying pavementlayers and to maintain good adhesion. If it is necessaryto improve the seal or the bond, polymer modifiedemulsions should be considered.

Volume 7 Section 5Part 2 HD 37/99
February 19995/2
Chapter 5Porous Asphalt
Benefits
5.8 Rain water on road surfaces can be hazardous tomotorists; surface skidding resistance is reduced andspray generated by moving vehicles, particularly thosetravelling at high speeds, decreases driver visibility. PAreduces these problems due to its open texture whichacts as a drainage layer, removing surface water duringrainfall and reducing traffic generated spray. TheSpecification (MCHW 1) has a Relative HydraulicConductivity requirement to ensure sufficientinterconnected voids are present. Unfortunately evidencefrom the Netherlands indicates that it is no safer thanconventional surfacing. The reason for this may well bethat drivers who are normally inhibited from driving athigher speeds in wet weather, tend to drive faster whenspray is suppressed and in-car noise reduced.
5.9 The level of noise emitted at the tyre/roadinterface, on a PA surface, is lower than for most othersurface courses offering comparable skid resistance. Onhigh-speed roads surfaced with PA, the averagereduction in dry road surface noise levels, comparedwith conventional surfaces is approximately 4dB(A) for‘light’ and 3dB(A) for ‘heavy’ vehicles. The reduction ismore pronounced in wet weather. Research suggests thatit reduces traffic noise by acoustic absorption and inaddition, during wet weather, the rapid drainageproperties of the material reduce the incidence of noisecaused by the generation of spray.
5.10 PA reduces the glare reflected from wet surfacesdue to low incident level sunshine during the day, orvehicle headlights during the night. Carriagewaymarkings are more visible in wet conditions.
5.11 PA gives most benefit on high-speed roads,particularly those with concentrations of commercialvehicles. Spray generation and dispersion is related totyre width and tread, vehicle profile, vehicle speed andrainfall intensity, as well as road surface characteristics.
5.12 The most efficient method of draining water fromPA is an open, free face at the edge of the carriageway.However a 50 mm vertical step may have undesirablesafety implications for some road users. The guidanceon edge of pavement details for PA and other aspects ofdrainage given in HA 79/97 (DMRB 3.2.4) should befollowed.
5.13 PA performs best on roads such as motorwaysand rural dual carriageways. These tend to have:
• High-speed traffic;
• Good vertical and horizontal alignment;
• An effective drainage system, and
• Few, if any, junctions.
Limitations
5.14 The durability of PA is dependent on the qualityof the laid material, the soundness of the base on whichit is laid, the site characteristics, design layout, drainageand traffic flow. When water is retained within PA,because of poor drainage, its life will usually bereduced. Frequent braking and turning movements byheavy traffic may also cause surface fretting and earlyfailure.
5.15 Some reduction in void content and a closing upof surface voids occurs during service, due to theaccumulation of detritus and surface compaction bytraffic. This causes a reduction in relative hydraulicconductivity and increased spray levels. Traffic noiselevels also increase. However even when the voids areclosed up, it still provides a good reduction in noiselevels and spray generation similar to thin surfacings,when compared to HRA surfaces, due to cross-surfacedrainage within the surface texture and soundabsorbency.
5.16 There is currently no reliable and effective methodof removing detritus from the voids. The wheel pathareas seem to remain relatively clear, possibly due to thesuction effect of passing tyres. The problem of detritusclogging the voids of PA is pronounced when it is usedon the hardshoulder. This is considered to be due todetritus migrating within the PA towards the lower edgeof the pavement.
5.17 PA should not be used in the following situations:
a) On areas where the pavement strength is sub-standard,
b) On areas where there is already ponding in rutsand depressions,
c) On areas where there is considerable acceleration,braking, turning and parking,
d) On tight radius curves, and loops with radii lessthan 75 m, or when gradients exceed 10%,without advice from the Overseeing Organisation,
e) On areas where excessive deposits of detritus oroil and fuel may be experienced; such as parkingareas, exits from farms and quarries and otherindustrial sites,

Volume 7 Section 5Part 2 HD 37/99
February 1999
f) On areas where the use of tracked vehicles,construction plant, farm equipment or similarindustrial vehicles is expected,
g) On areas where the crossfall is insufficient toremove water to the road edge, such that floodingmay occur in the porous asphalt,
h) At locations where free drainage cannot beaccommodated along the low edge of thesurfacing; for example abutting other types ofconstruction such as a concrete carriageway,
i) Generally on lengths of carriageway of less than100 m, because of spray carry-over from adjacentsurfacings, unless special conditions prevail,
j) On steel decked bridges except where expresslypermitted by the Overseeing Organisation,
k) In urban environments - in speed restricted areaswhere tyre/road surface noise generation is low -without approval from the OverseeingOrganisation,
l) Where frequent excavations by statutoryundertakers may occur,
m) Where traffic levels exceed 6,000 commercialvehicles per lane per day, at opening, exceptwhere expressly permitted by the OverseeingOrganisation,
n) On carriageways having a 30 mph speed limitbecause there is no beneficial reduction in sprayor noise levels achieved at low speeds.
5.18 There is a carry-over of rainwater for about 100m by vehicles moving from impervious surfaces ontoPA. To ensure satisfactory spray suppression for aparticular length of road, the length of road surfacedwith PA should extend for at least 100 m upstream of thesection where treatment is required.
5.19 On multi-lane carriageways, where animpermeable surface is laid downstream of a PA surface,the lane ends of the PA should be staggered across thecarriageway, in the direction of the drainage path. Thiswill avoid excess water welling up over the transversejoint. For detailed guidance refer to HA 79/97(DMRB 3.2.4).
5.20 On slip roads, PA should be continued until aconvenient stop-point is identified, such as a straightalignment of constant gradient but not less than 50 mbefore a give-way or stop line. It should always be
stopped before areas of high stress, such as intersectionswith roundabouts and other junctions, when high skid-resistant materials may be required. PA can be used onmerging and diverging lanes, where it should extend thefull width of the carriageway at the taper and shouldpreferably also be used on the nose area and the sliproad beyond.
Bridge decks5.21 Where PA is considered for surfacing concretedeck bridges, the sub-surface water drainage systemshould be designed to permit an adequate water flowthrough and from the PA, taking account of theexpansion joints. For detailed guidance refer toHA 79/97 (DMRB 3.2.4).
Specification
5.22 Clause 938 of the Specification (MCHW 1) offersa balance between the requirements of durability,relative hydraulic conductivity, noise reduction andstability to give acceptable overall performance. PAshould only be laid on an impermeable basecourse ordirectly on an existing uncracked wearing course.
Binder5.23 The specified target binder content of 4.5%(Table 5.1), is a balance between improved durability(thicker binder films) and relative hydraulic conductivity(lower void content). Previous editions of theSpecification (MCHW 1) permitted unmodified bindersat a lower binder content, but it has been demonstratedthat the benefits of enhanced durability with modifiedbinders outweigh the extra cost. Therefore only modifiedbinders or binders with fibre additives are permitted.
5.24 Modifiers or fibre additives that promote a thickerbinder film on the aggregate improve durability.However, experience from previous trials indicates thatnot all modifiers offer the benefits sought, so evidence oflikely performance must be provided, as described later.(Paragraphs 5.35-5.38).
5.25 For pre-blended modified bitumens, it is essentialthat the blend is made with a base bitumen having apenetration within the range of 100 to 200 and that theblend is stable. A Storage Stability Test for pre-blendedmodified bitumens is given in the Specification(MCHW 1).
5.26 All proprietary modified binders or bindermodifiers, including fibre additives, will require a BBAHAPAS Certificate or in their absence a Departure fromStandard from the Overseeing Organisation.
Chapter 5Porous Asphalt
5/3

Volume 7 Section 5Part 2 HD 37/99
February 1999
TargetTraffic flow Bindercv/lane/day Binder content (%)
by mass oftotal mix
100 or 200 pen bitumen andup to 1500 modifier or fibre additive, or
pre-blended modifiedbitumen*
4.5100 pen bitumen and
Over 1500 modifier or fibre additive,or pre-blended modifiedbitumen*
*base bitumen to have a penetration grade in the range100-200 pen
Table 5.1 Binder Content and Penetrationfor Porous Asphalt
5.27 Where PA with modified binder is shown to havea degree of flexibility (elastic recovery) it may be used inareas where reflective cracking may be a problem. Allcracks and surface defects in an existing surface shouldbe repaired and sealed before overlaying with PA.
Aggregate5.28 The Specification (MCHW 1) requires the coarseaggregate to be crushed rock or steel slag, or a mixtureof both, and the fine aggregate may be either crushedrock or steel slag fines, natural sand or a mixture ofthese materials.
5.29 Comparative trials, still under study, of 20 mm,14 mm and 10 mm maximum sized PA materials showthe 20 mm material does not clog as fast as the finergradings, thereby reducing potential maintenancerequirements. It has been found to have superiorperformance in terms of retained spray suppression,relative hydraulic conductivity and acoustic durability(retained noise reducing properties). Therefore only20 mm maximum sized material, with similar, but notidentical, grading to the BS 4987 material is allowed.
5.30 A minimum of 2.0% hydrated lime is specified toassist in the prevention of binder stripping by water andto stiffen the binder. All filler may be hydrated lime.Increased hydrated lime content may enable a higherbinder content to be achieved. Some aggregates are moreprone to stripping by water than others and additionalcare should be taken with such aggregates.
5.31 The Binder Drainage Test should be performedusing the combined aggregates and hydrated lime fillerto ensure the target binder content specified can beachieved.
5.32 Although natural sand fine aggregates arepermitted, the combined aggregate may not havesufficient surface area to carry the specified amount ofbinder when the mixture is tested using the BinderDrainage Test. In this case, the use of alternativeaggregates should be investigated.
5.33 The aggregate grading should target the mid-pointof the specified grading limits. Material manufacturedtowards the coarse side of the envelope will have ahigher voids content but may lack cohesion and stabilityand be more subject to binder drainage. Materialmanufactured towards the fine side of the envelope willhave a reduced voids content and consequently a lowerrelative hydraulic conductivity.
5.34 The aggregate shape and grading (within theoverall envelope permitted) should be such that therelative hydraulic requirement is met consistently.
Contract Requirements
Information to be Supplied5.35 Whichever binders are proposed, the OverseeingOrganisation requires all available information on theirspecification and previous use, including trials, to besubmitted. Rheology Master Curves produced asdescribed in Chapter 3 of this Part should be providedfor all proposed binders. Use of the proposed modifier ormodified binder may be agreed without trials or furtherinvestigation if the information supplied, and previoususe or trials, are considered satisfactory.
5.36 The Contractor should provide two copies of allthe information, including test certificates, required forthe evaluation of the proposed modifier or modifiedbinder. Where the original documentation is in alanguage other than English, it should be accompaniedby an English translation. The information andcertificates should be supplied at least four weeks priorto an agreement for use is required.
5.37 Where use or trials of a modifier or fibre additive,or modified binder have taken place in another state ofthe European Economic Area, evidence of satisfactoryresults will be acceptable, provided the results obtainedare at least equivalent to those obtained from the UKtrials described in TRL Research Reports 57 and 323.
5.38 When information or suitable evidence ofsatisfactory use is not available for a modifier or fibre
5/4
Chapter 5Porous Asphalt

Volume 7 Section 5Part 2 HD 37/99
February 1999
additive, or modified binder, as described above, theOverseeing Organisation may require trials to beundertaken before its use on trunk roads, includingmotorways, is permitted.
Manufacturing Tolerances5.39 The durability and drainage performance of PAdepends upon compliance with the Specification(MCHW 1) and careful control of manufacture andlaying. In particular, it is important to ensure thespecified maximum mixing temperature and bindercontent does not exceed those stated in the Specification(MCHW 1) to prevent the occurrence of binderdrainage.
5.40 Different criteria for binder content complianceare given for samples taken at the plant and samplestaken on site. This is to allow for the possibility of slightbinder drainage taking place in transit and some slightsegregation of aggregate sizes due to handling.
Mixing5.41 The maximum mixing temperatures stated in theSpecification (MCHW 1) relate to a binder viscosity,including any modifier, of about 0.5 Pascal seconds(Pa.s). Excessive mixing temperatures cause binderdrainage. In the case of natural rubber modifier, theymay also degrade the rubber. To limit hardening of thebinder in the mixed PA, and reduce binder drainagewithin loads during transit, the elapsed time betweenmixing and the completion of laying and compactionshould not exceed 3 hours, including any time spent inhot storage bins at the mixing plant.
5.42 Because of the low mixing temperatures specifiedcompared to HRA or DBM materials, longer plantdrying times are required for the aggregates, thusreducing plant production rates. Experience in othercountries has indicated that batch-type plants arepreferred over drum or continuous mix plants, as theaggregates have an extra period of time in the plant bins,where final drying of the aggregate occurs, prior tomixing.
5.43 Experience has indicated it is preferable for themixing of component materials to be carried out on acontinual basis, to avoid temperature fluctuations andcontamination caused by plant changes to produce othermaterials, such as HRA and DBM.
Construction
Underlying Surface Profile5.44 To ensure transverse flow of water, and to protectthe lower layers of the pavement structure from surfacewater penetration, PA should only be laid on an
impervious substrate and on carriageways with adequatecrossfall or longitudinal fall. It should not be used torestore poor profile. It is essential to regulate underlyingsurfaces to remove depressions which may trap and holdwater, particularly if the surface onto which PA is to belaid has been cold-milled. Application of a tack or bondcoat is specified, prior to laying PA, to further protectthe underlying pavement layers.
5.45 The crossfall of each area of surface should be aminimum of 2.5% to ensure rainwater will reach thecarriageway edges quickly and easily. Maximum effectis obtained when the edge of the PA is free draining, withunobstructed discharge of water along its whole length,allowing water to enter the drainage system, sopreventing localised flooding. Minor flooding may beexperienced at locations with camber changes and it maybe necessary to consider rolling crowns. Advice shouldbe sought from the Overseeing Organisation.
Laying5.46 The minimum paver discharge temperatures statedin the Specification (MCHW 1) relate to a binderviscosity, including any modifier, of about 5 Pa.s. Anominal laying thickness of 50 mm is specified not onlyto maximise compaction time but also to ensureadequate storage capacity and spray reducing life of thePA in service.
5.47 Laying should, where possible, commence on thelow side of the carriageway and proceed towards thehigher side. This is to prevent roller water, or surfacewater, draining into areas onto which PA is about to belaid.
Compaction and Joint Formation5.48 Joint formation in PA is critical to its success andthe procedure laid down in the Specification (MCHW 1)should be followed meticulously. Transverse jointsshould be formed against a 200 mm wide and 45 mmthick hard timber stop-end nailed to the road surface inadvance of paving operations. An uncut joint is binder-rich so it is not necessary to apply bitumen to the jointprior to laying material abutting it.
5.49 Joint cutting should be avoided. However, whereit is unavoidable it should be done with a power saw,taking appropriate measures such as suction extractionto prevent contamination of the surfacing with detritus.After cutting, a light coating of bitumen emulsion, suchas K1-70 or a polymer modified emulsion, should besparingly applied to the cold joint to promote adhesion :the binder is not there to seal the joint, as for densematerials.
Chapter 5Porous Asphalt
5/5

Volume 7 Section 5Part 2 HD 37/99
February 1999
5.50 Only steel-wheel tandem drum rollers arepermitted for compaction. Vibrating rollers should notbe used because of the possibility of aggregate crushing.Rubber-tyred rollers are not permitted as they knead andclose the surface, thus reducing the drainageperformance of the PA. Three wheel rollers should notbe used as they have been found to leave roller marksthat can be difficult to remove. It is recommended that atleast 5 passes of each roller should be applied within thespecified temperature range. The removal of all visibleroller marks is an indication of practical completion ofcompaction.
5.51 In order to avoid foot-marks, no one should bepermitted to walk on uncompacted PA, as the differentialcompaction caused is difficult to remove.
5.52 Where two or more lanes are to be surfaced,laying in echelon is preferred, with a maximum staggerof 20 m, so that the longitudinal joints can be effectivelyrolled together whilst hot. Provided the paving machinesare close together, the materials will roll togetherwithout adverse crushing or loss of relative hydraulicconductivity. Longitudinal joints should not be paintedwith bitumen, or cut by chisels or saws, except asprovided for in Paragraph 5.49 above.
5.53 To maintain drainage flow between areas of PA,construction joints should not be cut or chiselled. Theaction of cutting tends to close-up the voids and maycause local ponding. This effect is most marked in thelongitudinal direction, causing areas of water to appearon the surface as it banks-up behind a cut transversejoint, so creating a wet area or localised flooding on thesurface of the carriageway.
Existing Concrete Roads5.54 When laying on an existing concrete road, hotspray-applied K1-70 emulsion should be applied to theconcrete, at a rate of 0.4 to 0.45 l/m2, immediately priorto laying the PA, in accordance with the Specification(MCHW 1) Series 700, 900 and 1000.
Scheduling of Work and Use of Porous AsphaltSurfaces5.55 Laying of PA requires careful scheduling andcontrol such that construction plant does not have to usethe surface unnecessarily after completion and beforeopening to traffic. Particular care needs to be taken toavoid oil and fuel spillages. Landscaping operationsshould be scheduled such that soil is not placed on thesurface, in order to prevent detritus and mud damage.PA should be allowed to cool to ambient air temperaturebefore opening to traffic.
Assessment, Maintenance and Repairs
5.56 Visual condition survey methods can, withmodifications, be used for assessment of PA surfaces. Itis also anticipated that High-speed Road Monitorsurveys and skidding resistance assessment techniqueswill be used. It is expected that some modification to themethods of survey may be required, (eg cracks are moredifficult to see) or interpretation of results may needamendment (eg investigatory SCRIM values). TheOverseeing Organisation will keep this aspect underreview and publish advice as required.
5.57 The skeletal aggregate structure of the PA reducessecondary compaction due to traffic and PA has a highresistance to wheeltrack rutting. Therefore, if ruttingoccurs it is likely to result from deformation inunderlying layers.
5.58 The repair of small potholes, or the reinstatementof utility trenches and the like, should be carried outpromptly with PA or open graded macadam complyingwith BS 4987: Part 1. Dense Bitumen Macadam mayalso be used if necessary; however it should be replacedwith a permeable material when circumstances permit.
5.59 For the repair of larger potholes, the damagedmaterial should be excavated to form an irregularlyshaped section. A coating of bitumen emulsion should beapplied to the base of the patch to provide bond, and thepatched area should be filled with either PA or opengraded macadam. This should assist in minimising localflooding caused by any restriction to the flow of waterthrough the area after repair. HRA may be used if thearea to be patched is not too large, say no more than0.5 m x 0.5 m.
5.60 Deterioration of PA may accelerate towards theend of its life. If patching requirements exceed 10% ofthe surface area, the PA may be deemed to have failed. Ifthe surfacing was originally provided as part of a majorimprovement, then commitments made in anyEnvironmental Statement regarding noise attenuationneed to be maintained when it is replaced. Consequently,in order to restore the desired road surface properties, anew PA surface may be required. This will necessitateremoval of the existing surface by cold-milling, followedby a regulating course and then replacement of the PA.When using the 10% criterion, judgement should beexercised. The failed areas should be random rather thanlocalised; a localised failure can be dealt with by anappropriate treatment rather than resurfacing the wholesection.
5.61 Failure to achieve a plane surface under PA hasbeen recorded as precipitating failure of the surfacing. A
5/6
Chapter 5Porous Asphalt

Volume 7 Section 5Part 2 HD 37/99
February 1999
Winter Maintenance
5.69 UK experience of winter maintenance on PA hasbeen gained with only a small number of trial sitesexcluding bridges; therefore only limited advice can begiven at this time. While grit-free salt is desirable, thecurrent salt and grit spreading policy adopted for denseimpervious road surfaces can also be adopted for PAsurfaces, with some modifications.
5.70 Frost and ice form earlier compared with denseimpervious surfaces, due to PA’s porosity, lower heatconductivity and reduced thermal capacity. Snow and icecan also linger longer on PA. Research also indicates thetemperature within a PA layer falls more rapidly thanthat within other surfacing materials.
5.71 Precautionary salting is recommended in advanceof snowfall. The formation of brine in the PA voidslowers the temperature at which freezing will occur, sodelaying the formation of ice. There is then arequirement for more frequent applications of salt,compared with a dense impervious surfacing, to clearsettled snow. The overall rate of salting necessary maysignificantly exceed that which would have been appliedto dense impervious surfaces. Prompt ploughing isrecommended, but care is required to avoid damagingthe surface. Ploughs must be fitted with rubber skirts onthe blades.
5.72 Where PA is interspersed with sections ofimpervious surface, it is recommended that theindividual lengths of both types of material aremaximised to facilitate the operation of separate wintermaintenance procedures for each type of surface.Signing of the start and finish of PA sections may assistmaintenance staff to identify the location of PA duringsalting operations and snow-ploughing.
5.73 Experience in other countries, with similarclimates to the UK, indicates slightly increasedquantities of salt are needed on dense impervioussurfaces immediately following a PA section, due toreduced salt transfer along the road from the PA sectionto the dense section.
5.74 Notwithstanding that ice appears to form faster onPA surfaces, experience to date, in the UK and otherEuropean countries, appears to indicate safety in winterconditions is not adversely affected, providedpreventative measures are taken, as described above.
5.75 Winter maintenance techniques adopted for PAwill be kept under review. Further advice will be issuedas it becomes available. General advice on wintermaintenance techniques can be obtained from theOverseeing Organisation.
Chapter 5Porous Asphalt
5/7
particular problem occurs when fuel and oil spillagefrom vehicles passes through the PA and is deposited inthe depression and then not flushed out by rain. Thehydrocarbons attack the substrate and underside of thePA, stripping the bitumen and softening the pavement.
5.62 The problem manifests itself during subsequentrain, when pot holes form in the wheelpath and down thecentre of the running lane. Potential trouble spots can beidentified before potholes form, by observation of damplocations remaining on the road surface, after theremaining surface has dried.
5.63 After accidents or similar, spillage of fuel and oilsshould be promptly treated using water-based detergentsfollowed by copious water flushing. Particulate andgranular adsorbents such as grit or cement should not beused as these would clog the voids in the PA.
5.64 When carrying out any form of work, on oradjacent to a PA surface, materials should not bestockpiled or deposited on the surface without firsttaking precautions, to prevent contamination.
5.65 It is essential that regular cleaning of the drainagechannel is carried out to prevent accumulation ofdetritus. Where kerbs, vehicle cross-overs and junctionsare features, planned maintenance procedures arenecessary. Experience has shown that drainage channelsrequire cleaning at least annually. This can beaccomplished by sweeping, pressure sluicing, andsuction extraction.
Road Markings and Detector Loops
5.66 Road markings, such as sprayed thermoplasticresins and paints, or machine extruded markings, can beused on PA. In general, manual screeding ofthermoplastic markings should not be permitted since thehot material has more time to permeate the surfacing.However, for directional signs, arrows and similar,screed markings can be used.
5.67 Detector loops are currently proposed to beinstalled 80 mm below surfacings on motorways,therefore problems are not anticipated. Refer to HD20(DMRB 9.3.1) Loop Detectors for Motorways. Advicecan be obtained from the Overseeing Organisation.Where possible, the installation of the detector loopsbefore laying the PA will reduce the likelihood of thesaw cuts precipitating failure.
5.68 Where the slot for the detector loop is cut throughthe PA the backfilling should be completed using well-rammed and compacted 6 mm size medium gradedwearing course complying with BS 4987, in order tomaintain the drainage path through the material.

Volume 7 Section 5Part 2 HD 37/99
February 1999
6. THIN WEARING COURSE SYSTEMS
Background
6.1 Thin wearing course systems, or thin surfacingsas they are more commonly described, are proprietarysystems in which a hot bituminous bound mixture ismachine-laid with a controlled screed paver onto a bondor tack coat to form, after compaction and cooling, atextured wearing course generally less than 40mm inthickness. Mixtures consist of aggregate, filler andbituminous binder which may be modified by theaddition of polymers, rubber, resins, fibres or fillers suchas hydrated lime or cement. The bond or tack coat maybe polymer-modified and sprayed hot or cold dependingon the proprietary system used. Other types of thinsurfacings using different techniques are described in thechapters on Surface Dressing (Chapter 8), and Slurryand Micro-surfacing (Chapter10).
6.2 Proprietary thin wearing course systems aresuitable both for new construction and for maintenance.The British Board of Agrément (BBA) has classifiedthin surfacings into three types depending on theirthickness as follows:
Type A <18mm
Type B 18-25mm
Type C >25 to <40mm
6.3 When used on trunk roads includingmotorways, proprietary thin wearing coursesystems shall have a British Board of AgrémentHAPAS Roads and Bridges Certificate appropriatefor the site classification and the level of traffic incommercial vehicles/lane/day to be carried. In theevent that no such Certificates have been issued,thin wearing course systems shall have HA TypeApproval in England and for those proposed forschemes in Wales, Scotland and Northern Ireland, aDeparture from Standard shall be obtained from theOverseeing Organisation.
6.4 Type A and B thin wearing course surfacings, upto about 25 mm in thickness, were developed in Francein the 1980s where in excess of 100 million sq m havesince been laid. Type C thin wearing course systems,25-40 mm in thickness have been developed in the UKand are proprietary versions of stone mastic asphalt(SMA) - see Chapter 7 of this Part. Stone mastic asphaltwas developed in Germany over 25 years ago, originallyas a very robust surfacing to combat wear from studded
tyres in winter - the use of which has since been banned.Despite this however, SMA remains the most commonlyused surfacing in Germany today.
6.5 All thin wearing course systems have beendeveloped to meet the UK’s safety requirements,necessitating the use of high PSV aggregates and theprovision of initial and retained surface texture. The firstproprietary thin wearing course systems were approvedfor use on trunk roads including motorways in 1994 andthere are now a growing number of HA Type Approvedproducts for use in England, with others undergoingassessment.
Specification
6.6 Specification requirements for Thin WearingCourse systems are set out in Clause 942 of theSpecification (MCHW 1) with accompanying Notes forGuidance in NG 942 (MCHW 2).
6.7 A Thin Wearing Course system with acurrent BBA HAPAS Roads and BridgesCertificate or Type Approval shall only be laid by aContractor approved by the System Proprietor.Installation and quality control procedures shallcomply with the requirements of Clause 942 of theSpecification (MCHW 1) and when issued, with therequirements of the BBA HAPAS Certificate andmethod statement agreed by the BBA.
Installation
6.8 Thin wearing course systems are proprietaryproducts and as such their design, manufacture,transportation, laying and compaction are theresponsibility of the Contractor.
Bond or tack coats6.9 The thinner the surfacing, the more important therole of the bond or tack coat in the performance of thesystem. The type and rate of spread of the bond or tackcoat for each type of substrate on which each system canbe laid should be specified in the BBA HAPASCertificate or method statement for the system. Emulsionbond or tack coats sprayed as a separate operation aheadof the paver should be fully broken prior to surfacing.
Audit Checks
6.10 It should not be necessary to carry out routineaudit checks on proprietary products with a two yearguarantee. Nevertheless if obvious variations in a
Chapter 6Thin Wearing Course Systems
6/1

Volume 7 Section 5Part 2 HD 37/99
February 1999
product are occurring, then audit tests should beundertaken to determine aggregate properties andgrading, binder content and binder characteristics. Theseshould be carried out to check that the product complieswith the requirements of the Specification (MCHW 1)and, when issued, with the requirements of the BBAHAPAS Certificate and the system proprietor’s methodstatement. Non-compliance should be reported to theOverseeing Organisation and the BBA, and may, ifserious and ongoing, result in the suspension of TypeApproval or the BBA certificate for the system.
Overlaying Concrete
6.11 Thin wearing course systems are generallysuitable for application to both old and new continuouslyreinforced concrete (CRCP) surfaces. When laying onconcrete however, conventional emulsions to BS 434may not provide a sufficient combination of adhesion,cohesion and durability, so it is likely that a polymermodified emulsion will be required. When surfacing overjointed concrete, joint sealants in the concrete substrateshould be replaced by Type N2 hard sealants toBS 2499, brought up almost flush to the surface, andexpanded polythene backing strips should not be used.These tend to be compressed by the roller and thenrecover, cracking the surface course. The thin surfacingoverlay should be laid continuously and the roadmonitored for the appearance of cracks in the surface. Ifcracks or depressions appear at a later date, the materialcan be sawn to encompass any cracks or depressions,and sealed with material complying with BS 2499 orBS 5212. It is important to ensure that, as far as ispractical, the sawn edges of the joint should coincideexactly with the underlying edges of the concrete joint tominimise spalling or ravelling of the surfacing.
High Friction Surfacing
6.12 Where high friction surfacings (HFS) are to beapplied over thin wearing course systems at approachesto roundabouts and other highly stressed sites, the deep‘negative’ texture can reduce the coverage of resinbinder to such an extent that the adherence of calcinedbauxite chippings may be reduced, resulting inpremature chipping loss. To alleviate this problem thetexture of the area of thin surfacing that will be coveredby HFS should be reduced to between 1 to 2 mm asmeasured by the sand patch test. This may be achievedby any suitable means at the discretion of the systemproprietor, for example by additional compaction withvibrating rollers whilst still hot or by the substitution ofa smaller aggregate size in these areas. Alternatively asuitably sized grit may be applied and rolled in. If thethin wearing course system is to be trafficked prior tothe application of HFS, then 3 mm grit should be appliedand rolled in to provide enhanced short-term skid
resistance. Temporary warning signs may be appropriatein such circumstances.
Benefits
Rapid Construction6.13 Thin wearing course systems offer a very fastmeans of resurfacing roads and can be laid morespeedily than hot rolled asphalt and possibly surfacedressing. Faster application can result in lower costs fortraffic management and reduced costs of delay to thetravelling public. For the thinner systems outputs up to20,000 m2 per day, and sometimes even more, have beenachieved under suitable conditions.
Reduced working area6.14 Less working width is necessary to lay andcompact thin wearing course systems compared to hotrolled asphalt which has to have chippings applied. Thechipping machine is almost 5 m wide and can only beloaded from the side, sometimes necessitating a completeroad closure for single carriageways.
Lower Cost6.15 Being thinner and faster to lay, thin wearingcourse systems can be significantly lower in cost thanhot rolled asphalt, but more expensive than surfacedressing. Where applicable the cost of planing andremoval is also reduced. Traffic management and delaycosts are also reduced.
Noise Reduction6.16 As a result of their flat, machine laid surfaces anduniform negative surface texture, thin wearing coursesystems can be significantly quieter than conventionalsurfacings such as hot rolled asphalt and brushedconcrete. However, at the present stage of theirdevelopment, they are not as quiet as newly laid porousasphalt. Some measurements have shown that slightlyless noise reduction is achieved when systems using thelarger aggregate grading are laid very thinly.
Spray Reduction6.17 Thin wearing course systems with adequatetexture depth exhibit spray suppression capability at lowlevels of rainfall due to their more open ‘negative’surface texture. This does not however approach that ofnew porous asphalt. Like porous asphalt, spray reducingproperties diminish with time, although to a much lesserextent, provided texture is maintained.
Surface Regulation6.18 Thin wearing course systems have a skeletalstructure and a high degree of compaction is achieved bythe paver. Most systems permit minor regulation ofexisting surfaces and the recommendations of the systemproprietor should be obtained in this respect. General
6/2
Chapter 6Thin Wearing Course Systems

Volume 7 Section 5Part 2 HD 37/99
February 1999
guidance is given in Notes for Guidance (MCHW 2)Clause NG 942.
Rut Resistance6.19 Due to their skeletal structure formed by thecoarse aggregate particles, thin wearing course systemsgenerally have a high resistance to wheel track rutting,although they are vulnerable to deformation originatingin the lower pavement layers. Where a regulating layeris necessary below a thin surfacing, an SMA or amacadam basecourse, the latter designed and laid inaccordance with the Specification (MCHW 1)Clause 929, may be appropriate to maintain a highresistance to deformation.
Limitations
Life Expectancy6.20 Hot applied, machine laid thin surfacings, adaptedfrom continental practice, have been in use in the UK forless than 10 years. Elsewhere in Europe the productsfrom which they have been developed have demonstratedsatisfactory working lives of between 10 and 20 yearsand more. In the UK, safety considerations, in particularhigh speed skid resistance - surface texturerequirements - and low speed skid resistance (MSSC),are likely to limit the lives of thicker SMA derivedsystems to about 15 years, whilst very thin systems areunlikely to provide satisfactory working lives much inexcess of 10 years. Parallels can be drawn between thelikely deterioration of higher void content thin surfacingsand porous asphalt.
6.21 This presupposes that the condition of thesubstrates on which they are laid is satisfactory. Areduced working life maybe anticipated for anybituminous surfacing applied over an existing surface orbase that is not in a reasonably sound condition. This isparticularly so for thinner surfacing systems.
6.22 Satisfactory working lives between 7 to 15 yearsmay be expected for thin wearing course systems -depending on their thickness, void content, the level oftrafficking and the condition of the underlying pavement.
6.23 The present HA type approval scheme for thinwearing course systems, soon to be superseded by BBAHAPAS Certification, requires a trafficking trial of atleast 1000 cv/lane/day for a minimum period of 2 yearsafter which the product shall be defect free - subject to asatisfactory substrate - and shall retain a minimumtexture in the wheel tracks of 1 mm. The assumption ismade that a product on the ‘primary’ trial, and othersites taken into consideration during this period,withstanding this level of trafficking for two winters andtwo summers will be robust, and that the level of riskafter two years is acceptable. The product is then
approved for use on trunk roads including motorways inEngland without limit to the level of trafficking, but atwo year defect free guarantee is demanded for each siteincluding texture retention. To date, when correctlymixed and laid, even the thinnest surfacings have provedto be satisfactory on very heavily trafficked sites.
Strength Contribution6.24 Type A thin wearing course systems ( less than18 mm in thickness) are likely to have a lower stiffnessthan hot rolled asphalt due to the effect of their negativesurface texture. A structural contribution of 50% of thesame thickness of HRA is suggested. However whenused in new construction or for major maintenance, theincreased thickness of the stiffer roadbase required toachieve the overall design thickness given in HD 26(DMRB 7.2.3) may be assumed to more thancompensate in terms of load spreading ability for thereduced stiffness of the thin surfacing. The effect ofsurface texture reduces for thicker systems, many ofwhich are proprietary versions of stone mastic asphalt,and a similar stiffness to HRA on a pro rata basis forthickness should be assumed.
Hand Application and reinstatement6.25 It is preferable that thin wearing course systemsshould not be laid by hand except where a paver cannotoperate, eg nosings of roundabouts, and then only infavourable weather conditions. Due to their low fineaggregate content, thin wearing course systems appearbinder rich and ‘sticky’ and being thin, they lose heatrapidly making them difficult to hand lay and compactsatisfactorily. Their use on urban sites for example,should be carefully planned. Ironwork should be lifted inadvance, and edge details and minor bell mouth openingswhere it is not possible to lay by machine should besurfaced by hand, but only in optimum weatherconditions. Alternatively providing prior agreement hasbeen obtained from the Overseeing Organisation, suchareas may be resurfaced with thicker hot rolled asphalt(HRA) and 14 mm nominal size coated chippings ordense bitumen macadam (DBM) laid by hand. Similarlythe borders around any ironwork that cannot be raised inadvance of the paving machine should be made good inthis manner or with a proprietary cold lay material,mechanically compacted.
6.26 Minor repairs to thin wearing course systemswhich will not significantly affect noise generation -where this is an issue - or outside the wheel tracks, maybe repaired, with the prior agreement of the OverseeingOrganisation, using HRA or DBM as described above.However major trench reinstatements for example,should be reinstated with machine laid thin wearingcourse. In some circumstances it may prove expedientand more economic to resurface a complete lane width.
Chapter 6Thin Wearing Course Systems
6/3

Volume 7 Section 5Part 2 HD 37/99
February 1999
Adverse weather working6.27 A high degree of the compaction necessary forthin wearing course systems is achieved by the paver,compaction being completed by the roller tight up behindthe paving machine. In this respect, and because theapplication of chippings is unnecessary, the installationof thin wearing course systems in less than perfectweather conditions might appear straightforward.However the very thin Type A systems lose heatextremely rapidly and should not be laid in the wintermonths unless the pavement is adequately pre-heated.Conversely some thicker Type C systems can be laid andcompacted successfully in temperatures as low as 2°Cand rising, provided the air is still and the substrate isdry with a temperature above freezing. If however, thewind speed at a height of 2 m is 5 km/hr, then an airtemperature of 10°C or more may be necessary toachieve full compaction. Thin wearing course systemsare proprietary products and their design, manufacture,transportation, laying and compaction are theresponsibility of the Contractor. Guidance should beobtained at tender stage with regard to any constraintson laying and compaction in adverse weather conditions.
6/4
Chapter 6Thin Wearing Course Systems

Volume 7 Section 5Part 2 HD 37/99
February 1999
7. STONE MASTIC ASPHA LT
Background
7.1 Stone Mastic Asphalt (SMA) is a hot mix surfacecourse relatively new to the United Kingdom but whichwas developed in Germany nearly 30 years ago to resiststudded tyres. Despite a subsequent ban on the use ofthese in 1975, stone mastic asphalt has continued to beused because of its superior performance whencompared to the asphaltic concrete surfacing. It wasstandardised in the German Technical Specifications in1985 and is the most common surfacing in use inGermany today. Variants of the material have also beenadopted in many other countries including Sweden,Denmark, the Netherlands, Belgium, France andSwitzerland in Europe, and further afield in Japan,Australia and the USA.
7.2 In Germany the standard aggregate sizes used are0/11 mm, 0/8 mm and 0/5 mm, there are however nomacrotexture requirements. A TRL report by Nunn(PR65 1994 ) showed that by increasing the nominalaggregate size to 14 mm it is possible to achieve themacrotexture necessary to provide the high speed skidresistance required on trunk roads including motorwaysin the UK.
7.3 Stone mastic asphalt essentially consists ofdiscrete and almost single sized aggregate particlesforming a skeletal structure bonded together by mastic.At the bottom, and in the bulk of the layer, the voids inthe coarse aggregate are almost entirely filled by themastic, while at the surface the voids are only partiallyfilled resulting in an open surface texture. Providedtexture is maintained, this provides good skiddingresistance at all speeds and facilitates the drainage ofsurface water. A careful choice of aggregate size, shapeand grading is necessary to produce a surface that willmeet UK texture requirements for high speed roads. Themastic consists of a blend of crushed rock, sand, filler(usually ground limestone) and an additive or modifier toprevent binder drainage while the material is hot. Themost usual additive is cellulose fibres, but mineral fibresand polymers have also been used, both separately andin combination.
Properties
7.4 SMA has proved to be durable and resistant toage hardening as a consequence of its low void contentand thick binder film. As a result it is resistant topremature cracking, ravelling and moisture damage.Other advantages claimed for the material are its abilityto shape an uneven or rutted surface, because the
majority of the compaction is carried out by the paverand there is little further compression under rolling. It isnecessary to limit the void content to ensure adequatedurability. However, if the void content is too low,deformation can occur resulting in a loss of surfacetexture.
7.5 Noise measurements in other countries haveshown that SMA surfacing is significantly quieter thanasphaltic concrete. Similarly work at the TRL hasshown that 14 mm SMA with a texture depth of1.67 mm is quieter than chipped Hot Rolled Asphalt atboth 70 and 90 km/hr; and 10 mm SMA with a texturedepth of 1.27 mm is quieter still.
7.6 Germany has used 0/16 SMA as a base-coursewhere rutting has been a problem below the surfacecourse. SMA has also been used in the UK as a rutresistant basecourse for high performance HRA and issuitable as a basecourse for proprietary thin wearingcourse systems. 10 mm SMA tested at TRL had a wheeltracking rate of 0.8 mm/hr and 14 mm SMA 1.1 mm/hr,both measured at 45°C. These results and othersmeasured under contract conditions have confirmed thatin general well designed SMA mixes have a highresistance to deformation.
Design
7.7 It is the supplier’s responsibility to design the mixfor the constituents that it is intended to use and for thesite where the material is to be laid. The design of thematerial will depend on the aggregate grading andparticle shape and the thickness at which the material isto be laid. A change in any of these parameters maymean a change in the design of the mix. The grading andbinder content must be tightly controlled once the jobmix has been agreed.
Laying
7.8 Laying the material has not proved to be aproblem, but hand laying must be avoided as the veryhigh stone content and fibre reinforced or modifiedbinder make the material extremely difficult to handwork. The final appearance of hand laid or even handworked material is very different from that of themachine laid material and may, because of higher voidcontent, be significantly less durable.
7/1
Chapter 7Stone Mastic Asphalt

Volume 7 Section 5Part 2 HD 37/99
February 1999
Specification
7.9 Site trials undertaken in the UK haveconfirmed German experience that SMA mixes arevulnerable to small variations in aggregate gradingand binder content, which can result in a reductionin surface texture. SMA to the same specificationbut using aggregates from different sources, laid ona variety of trial sites on roads in England have,whilst performing admirably in other respects,produced inconsistent results in terms of the textureretention essential for high speed skid resistance. Inconsequence stone mastic asphalt to a genericspecification shall not be used as a wearing courseon trunk roads including motorways in England,but it may be used as a basecourse. For schemes inWales, Scotland and Northern Ireland where SMAis proposed, a Departure from Standard shall beobtained from the Overseeing Organisation.
7.10 To take advantage of the superior properties ofSMA as a wearing course, proprietary versions designedfor particular aggregate sources have been developed asthin wearing course systems to ensure surface texture ismaintained. These require BBA HAPAS Certification, asdescribed in Chapter 6 of this Part.
7/2
Chapter 7Stone Mastic Asphalt

Volume 7 Section 5Part 2 HD 37/99
February 1999
Chapter 8Surface dressing
8. SURFACE DRESSING
8.1 Surface Dressing is a principal method of routinemaintenance of road surfaces. The concept isstraightforward: in its simplest form, a thin layer ofbituminous binder is applied to the road surface andstone chippings, nominally single sized, are spread androlled into it.
Purpose of Surface Dressing
8.2 Surface Dressing performs two functions whichrelate directly to essential requirements of the EuropeanConstruction Products Directive:
Safety - Skid Resistance
8.3 Surface Dressing increases the macro-texture andmicro-texture of the road surface, with minimum usageof scarce high-quality aggregate. These propertiesdirectly influence the skid resistance of the road surface,a significant aspect of its contribution to safety.
Durability - Preventative Maintenance
8.4 Surface Dressing seals the underlying surfaceagainst the ingress of water and air, which causedeterioration of the structural courses of the road. Thisis preventative maintenance, which directly influencesthe durability and therefore the life of the road.
Tender Programming
8.5 Road hardness tests should be carried out in thesummer or early autumn of the previous year while roadsurfaces are above 20°C. Experienced contractors withpremium quality plant are in limited supply and arecommitted to contracts on a first come first served basis,so late tendering will increase the risk of a contractbeing carried out by less experienced operators usingpoor quality equipment. In order to obtain best value formoney and the most cost effective product, Tendersshould be issued - based on a provisional programme ifnecessary - before the end of December preceding thesummer in which the work will be carried out. Tenderersdesigning surface dressing systems will need time to visiteach site to finalise their designs. After return of tendersfurther time is necessary for tender evaluation andassessment including simple whole life cost comparisonwhere appropriate. Heavily trafficked roads are bestsurfaced dressed between mid-May and the end of July.
If work is to be carried out at night then surface dressingshould be completed earlier - by mid-July. High PSVchippings for heavily trafficked roads can be inrelatively short supply during early summer whensurface dressing is at its peak and to avoid delays andobtain best value for money contracts should be let asearly as possible.
The Process
8.6 Although the concept is straightforward, untiladhesion is ensured and an interlocked mosaic ofchippings formed, the dressing is vulnerable to traffic,especially when site conditions are adverse, too wet, hotor cold. This might lead to the conclusion that, with theprevailing weather in the United Kingdom, there is littlechance of success, but in fact the majority of mediumand lightly trafficked roads are maintained by thisprocess.
Where it may be used
8.7 Surface Dressing is one of the most common ofall treatments and is a principal method of routinemaintenance of road surfaces. It is one of the mostcommon of all treatments, and one that has becomeincreasingly important since the introduction ofstandards for skidding resistance on trunk roads. It ispermitted on all types of roads from unclassified tomotorways, but demands particular care duringconstruction on high-speed roads. It is suitable for bothconcrete and bituminous roads, although hard surfaces,or soft and variable substrates present special problems.If the existing road surface has a poor profile or isdeformed in the wheel tracks (a rut depth greater than10mm) then pre-treatment by planing (milling) orsurfacing may be required. Thin asphalt surfacingoverlays in these circumstances may have greatereconomy as they have some ability to improve profile.
8.8 There are circumstances where it is not possibleto provide controlled low speed trafficking which isnormally used to settle a dressing down prior tosweeping and opening to unrestricted traffic. The mostdifficult of these are motorway sites where the trafficflows and speeds are such that convoying could bedangerous. Lane switching may be permitted to enablesweeping after a period of unrestricted trafficking. Insuch circumstances it is vital to produce a very stabledressing that can be fully swept prior to trafficking withminimal risk of loose chippings subsequently.
8/1

Volume 7 Section 5Part 2 HD 37/99
February 1999
The Equipment8.9 For trunk roads and motorways the sprayer andchipping spreader should be capable of accuratelyplacing a complete lane width, generally up to 3.8m, in asingle pass with no joints or overlaps. The abutting lanesare joined longitudinally by binder overlap of up to100mm at the full spray rate at the lane markings. Thismeans that wet edges are formed and these must beprotected from traffic during construction and excellentwork has been achieved on even the busiest motorways,where special systems and techniques are employed.
Benefits
Skid resistance8.10 By selection of a suitable surface dressingtechnique, chipping type and chipping size virtually anyreasonable values for macro-texture (texture depth),micro-texture and abrasion resistance may be obtainedfor the road surface. The road surface characteristicsmay thus be designed for site conditions. Chippings witha high polished stone value (PSV) are specified for areasof traffic stress such as braking areas, hills or bends andlow aggregate abrasion value (AAV) chippings selectedfor heavily trafficked sites to reduce wear rate.
Preservation8.11 Surface dressing is a preventative maintenancetechnique as well as a repair method. Regular dressingwill keep the upper structural layers of the road sealedagainst the ingress of air and water, thus reducing therate of deterioration of these layers. Surface Dressingalso reduces the amount of water reaching the sub-gradethus minimising deterioration, thereby maintaining thestructural integrity of the road pavement.
Conservation8.12 An additional benefit of surface dressing isconservation of existing materials: the dressing has athickness generally less than 10-12mm, so planingbefore treatment is not necessary when the profile isacceptable and ironwork does not normally have to beraised. Chippings with appropriate PSV and AAV arerequired to provide continuing adequate safety standardson busy roads; with surface dressing all of the highquality chippings are at the surface in contact with thetraffic.
Environmental8.13 Emulsions are environmentally friendly: theemissions are mainly water vapour. Cutback solvent isprimarily kerosene (similar to domestic paraffin), one ofthe least hazardous low cost organic solvents. Wastematerials (bitumen and chippings) are not currentlyclassified as hazardous.
Appearance8.14 Although chippings for surface dressing on trunkroads will be chosen for their skid resistance and wearproperties depending on traffic category and trafficstress; coloured chippings may be used for delineatinghard shoulders and central reserves, or used in trafficcalming measures.
Speed of Works8.15 The speed of surface dressing is a major asset forreducing road closure during maintenance. For singlecarriageway work with coned off sections and trafficcontrol, outputs of 10,000m² per day are possible. Withcontra-flow and safety lanes output is really only limitedby the supply of chippings to site and the frequency oftesting as the binder sprayer is able to apply 10,000m² inabout one hour. The ability to surface dress at nightminimises traffic disruption.
Drawbacks
Structural strength8.16 Surface dressing does not strengthen the roadstructure.
Profile8.17 Defects such as rutting and shoving must beeliminated before the surface dressing is applied, thedressing making no improvement to the road profile.Soft patching materials, binder rich crack repair bandsealing (including some hot screeded proprietarysystems) and existing fatting in wheel tracks are likely toallow rapid embedment on heavily trafficked roadsleading to early loss of texture.
Riding quality8.18 There is no improvement in riding quality.
Noise8.19 The high texture depth (macro-texture) achievedwith surface dressing may cause an increase in noiselevel, especially in the very early life before anychipping embedment and mosaic formation have takenplace. The use of multiple dressings or smaller chippingsizes reduces noise generation and are often specified inurban areas for that reason.
Chapter 8Surface dressing
8/2

Volume 7 Section 5Part 2 HD 37/99
February 1999
Sensitivity to Weather Conditions8.20 Given a proper design and good constructioncarried out at the correct time of year, surface dressinghas a high probability of success unless the weatherconditions unexpectedly deteriorate. Wet weather shortlyafter construction may cause the chippings to becomedetached from the binder (binder stripping) and trafficmay dislodge them destroying the dressing in the wheeltracks. If traffic can be diverted until the road driesagain and then re-introduced carefully, the dressing maybe saved. In very hot weather during and immediatelyafter construction the chippings may turn and be pickedup by vehicle tyres. A maximum road temperature of40°C may be specified, even for modified binders, toreduce this risk. Lightly coated chippings are especiallyvulnerable. Fine material, particularly absorbent lightcoloured 1-4mm chippings, (‘dust’), applied to thedressing may prevent this mode of failure, a racked-in ordouble dressing is less vulnerable due to the smallerchippings at the surface. Conventional emulsion bindersare generally less of a problem in hot weather thancutbacks except when there is high humidity. Howevercutbacks have an advantage over emulsions at the loweroperating temperatures when it is humid.
Surface Dressing Techniques
8.21 There are a number of different systems ofsurface dressing available. All of those current at thetime of publishing this part are described below butothers may be developed and their use should notnecessarily be precluded because they are not describedhere.
Standard (single binder single chipping application)8.22 The basic surface dressing technique using asingle application of binder followed by a singleapplication of chippings, usually 6 or 10 mm, issatisfactory for most lightly trafficked roads. (SeeFigure 8.1). When used with an unmodified binder it issuitable for lightly trafficked roads without significantareas of stress. It is also used with modified binder onsomewhat more difficult sites such as cul de sacs whereall the traffic, although small in quantity, is turning orbraking. Modified binder dressings are more resistant todamage caused by power steering being used whenvehicles are stationary.
Racked-in (single binder spray double chippingapplication)8.23 Binder is applied at a higher rate than for singledressing, and the primary size chippings (typically 14mm on fast heavily trafficked roads) applied at a lower
rate (90% of that for a single dressing), followedimmediately by small chippings (6 mm) to fill the gapsand achieve mechanical interlock (see Figure 8.2). Theadvantages of the racked-in method are high initialtexture depth, early stability of the dressing, and a majorreduction in the initial loss of large chippings.
Inverted double dressing (Pad coat)8.24 Where the existing road surface is very hard orporous with high or variable macro-texture, a firstdressing using small chippings (6 mm) can be made toprovide a uniform softer surface to which the maindressing is applied (see Figure 8.3). It is common toleave the pad coat exposed to traffic for up to a yearbefore applying the main dressing. The advantage ofusing a pad coat is that the main dressing chippingsembed quickly, increasing resistance to chipping loss.
Double Dressing (Double binder spray, doublechipping application)8.25 Binder is applied at a little less than the normalrate (typically 1.3 l/m² of emulsion), and normal sizechippings (usually 14 mm) are applied at slightly lessthan the normal rate for a single dressing. A secondapplication of binder (typically 1.2 l/m²) and smallchippings (6 mm) follows (see Figure 8.4). Theadvantages of the double spray double chipping methodare moderately high texture depth, reduction in loss oflarge chippings, and the possibility of using largerchippings than would usually be selected for the road.Initial stability may be low, but builds up rapidly, andstressed areas may be treated using modified binders. Itis usual to allow extended time for rolling and curing ofan emulsion binder before opening the dressing totraffic. Solvent entrapment when using cutback bindersmay present problems unless sufficient time is allowedbetween layers to enable evaporation to take place.
8.26 The use of double dressings - even where trafficflows are low - on exposed sites such as hills ormountains enhances durability, and is standard practicein some European countries. Double dressings arebeneficial on high speed, heavily trafficked dualcarriageways and motorways where slow speeds toorientate the chippings and form a mosaic are difficult ifnot impossible to ensure. Interlocked double dressingsystems have a high initial stability, particularly whenused in conjunction with premium grade binders.
8/3
Chapter 8Surface dressing

Volume 7 Section 5Part 2 HD 37/99
February 1999
Schematic Representation of the Types of Surface Dressing Prior to Embedment
Figure 8.1 Single surface dressing
Figure 8.2 Racked-in surface dressing
Figure 8.3 Inverted double dressing
Figure 8.4 Double dressing
Figure 8.5 Pre-chipping Dressing (Sandwich dressing)
8/4
Chapter 8Surface dressing

Volume 7 Section 5Part 2 HD 37/99
February 1999
Pre-chipping Dressing (Sandwich dressing)8.27 The primary chippings are applied first (typically14 mm) followed by a single surface dressing with lowrate of binder spread (typically 1.2 l/m² of a modifiedemulsion and 6 mm chippings) (see Figure 8.5). It isimportant not to allow traffic to disturb the primarychipping layer, which has to be laid to close tolerances.This technique creates voids enabling the system totolerate a binder-rich (or variable) surface, and allows astable dressing to be constructed using larger thannormal chippings. A variant of this with a rate of spreadof binder of typically 2.2 l/m² has been used successfullyon a heavily trafficked single carriageway, normalhardness site in very hot weather.
Differential Rates of Spread and Chipping Sizes8.28 With some modern sprayers it is possible to varythe rate of spread across the road, (ie transversely)which enables lower rates of spread of binder to be usedin the most heavily trafficked parts of the road, namelythe wheel tracks, where less binder will lead to a longerlife before the onset of fatting. Using larger chippings inthe wheel tracks has the same benefit and may evenimprove transverse profile.
Cured Resin Binder Dressing8.29 High performance thermosetting binder often usedwith calcined bauxite chippings. These dressings aresignificantly different from normal surface dressing.Reference should be made to Specification (MCHW1)Series 900, ‘Resin Based Skid Resistant SurfaceTreatment’.
Design Principles
8.30 Road Note 39 (1996) provides a complete guideto the design and practice of surface dressing. Theinformation is based on systematic experiments andtrials by TRL over many years, in close co-operationwith both industry and the Highway Authorities. TheRoad Surface Dressing Association (RSDA) and RoadEmulsion Association have published many documents,which complement this Chapter.
8.31 The decisions to be made when specifying surfacedressing for a particular length of road are outlined inFigure 8.6, which is targeted primarily at surfacedressings for high-speed roads carrying heavy traffic,circumstances under which a simple single dressingusing unmodified bitumen will most probably beinadequate.
8.32 In situations where a simple surface dressingusing unmodified bitumen will suffice, a traditionalrecipe specification based on the guidance in Road Note39 (1996) is all that is needed.
8.33 For high speed roads carrying heavy traffic,modified binders and multiple layer surface dressingswill almost certainly be required. For these the empiricalapproach to design is becoming less acceptable, and withend performance in mind, rational designs tailored to a‘system’ are becoming favoured. This type of design isoften best left to the contractor who has expertise with aparticular system and will carry the risk of prematurefailure. It is important for the Overseeing Organisationto ensure that the correct performance levels of thesurface dressing are specified and obtained, in particularany parameters specified must be measured todemonstrate compliance. The Overseeing Organisationwill need to be satisfied that there is minimum risk offailure during the designed life, which may be muchlonger than the guarantee period.
Principal Chipping Size Selection
8.34 The size of chipping selected for use at aparticular location is based on the degree of embedmentof the chippings expected having regard to the hardnessof the existing road surface and traffic intensity. Themeasurement of road hardness is a critical design factorand for a particular traffic category determines the sizeof chipping to be used (see Road Note 39 (1996)). If thehardness varies considerably along the site then it maybe difficult for the contractor to achieve consistent highlevels of end performance. In such situations, agreementbetween the Overseeing Organisation and contractorwith regard to the practicality of achieving the specifiedlevels will be necessary.
8.35 Chippings are nominally single sized. A highflakiness index value for the chippings is undesirable;this may be measured by a simple mechanical test. Theshape of the chippings influences the mechanicalinterlock between the chippings, the amount of binderneeded to secure them and more importantly, thedurability of the dressing. The contractor has to selectchippings and a system suitable for the site, to enable thespecified micro-texture and macro-texture to bemaintained. It is macro-texture that largely determineshigh speed skid resistance and reduction in spray; at lowspeeds skid resistance depends more on the micro-texture of the chippings - a function of PSV.
8.36 Dust is generated in the transportation andhandling of surface dressing chippings. Pressurewashing and heater drying, even on site, have been usedto reduce the problem, to improve adhesion and reduce
8/5
Chapter 8Surface dressing

Volume 7 Section 5Part 2 HD 37/99
February 1999
Figure 8.6 Flow Charts for Specification and Design of Surface Dressing
8/6
Chapter 8Surface dressing

Volume 7 Section 5Part 2 HD 37/99
February 1999
the risk of failure. These techniques, as well as the useof chemically or bitumen coated chippings should beconsidered for works on trunk roads, although the use oflightly coated chippings with emulsion binders areunlikely to be used, as this may slow down the rate ofbreak of an emulsion and actually inhibit chippingadhesion.
8.37 Since the main purpose in using polymer modifiedbinders is to provide a durable product and minimise therisk of loose chippings, it is pointless to use thoseexpensive binders with chippings having low PolishedStone Value, high Flakiness Index, high AggregateAbrasion Value, or high dust content. Some variation ofthese properties is to be expected even in chippings froma specific quarry, since there may be variation in theproperties of the rock at different faces within the samequarry.
8.38 Table 2.1 in HD28 (DMRB 7.3.1.2) shows theminimum PSV requirements for use on roads of differingtraffic intensity and stress, and Table 2.2 shows the AAVrequirements for differing traffic levels. In order toconserve aggregates the highest PSV chippings shouldnot be specified for all roads, but to consider each siteindividually. Unfortunately wear resistance generallyimproves with chippings of lower PSV, thereforedurability and safety are a balance and savings may bemade by optimum selection. For trunk roads wherecontra-flow occurs during maintenance, each lane maybe subject to the same traffic conditions therefore thePSV and AAV are generally chosen to be the same.However much lower traffic forces result in lessembedment in the right hand lane of dual carriagewayswith three or more lanes (high speed, no commercialvehicles - except during contra-flow) and a smallerchipping may be used. The PSV requirement of over 70on some difficult sites necessitates the use of calcinedbauxite. Resin based skid resistant treatments aregenerally employed (see Specification MCHW1),although 6mm calcined bauxite with polymer modifiedbinder as a single dressing has been used successfully.Other artificial aggregates such as calcined flint, blastfurnace or steel slag may be used to both economic andconstructional benefit provided skidding characteristicsare maintained.
8.39 When Racked-In techniques are used in surfacedressing a smaller size chipping with a lower PSV thanthe larger primary chipping may be permitted, since thesmall chippings will not predominantly come intocontact with vehicle tyres. When however, the secondchipping is larger than half the principal size (for
example 10mm followed by 6mm) then the PSV shouldbe similar. For all other multiple chipping systems allsizes should have the design PSV. On trunk roads nochippings should have a PSV of less than 45.
8.40 Adhesion between binder and chippings dependson the chemical nature of the chippings, the binderproperties (use of wetting or adhesion agents), and mostof all on the amount of dust or clay/silt surroundingsome types of chippings. The contractor should test thechippings and binder using a suitable adhesion test suchas the Vialit Plate Shock Test.
Specification of Surface Dressing
Recipe or performance-related specification?8.41 If consideration of Table 8.1 indicates that theproposed dressing falls comfortably in the easy type ofsite, a recipe specification may be used. For a difficulttype of site with higher risk rating, a modified binderwill be required (see paragraph 8.52) together with aracked-in dressing or other multiple treatment, and useof a performance-related specification is advised. Eitherroute could be followed for average types of site. With arecipe specification responsibility for the design restswith the Overseeing Organisation; with a performancespecification this responsibility is transferred to thecontractor. It is anticipated that as experience is gainedwith performance related specifications the use of recipespecifications will diminish.
8.42 It is in the areas of ‘high average’ and ‘lowdifficult’ sites that the design expertise of a contractorcan make the most significant cost savings. On verydifficult sites only the highest quality best performingmaterials coupled with the highest standards ofworkmanship will be successful. The contractor’sDesign Proposal and method for execution of the worksneeds careful, informed assessment particularly withregard to safety aspects.
Recipe specification8.43 Figure 8.6 gives a flow diagram for planning andspecifying dressings. A break-out point for use of aperformance-related specification is also given. RoadNote 39 (1996) provides a sound basis for generating arecipe specification for surface dressing andSpecification clause 919 (MCHW1) sets out therequirements; no further advice will be given here.
Performance-related specification8.44 In the past specifications have been generallyrecipe specifications, with the Overseeing Organisation
8/7
Chapter 8Surface dressing

Table 8.1 Areas of use for surface dressing binders
8/8
Chapter 8Surface dressing
Volume 7 Section 5Part 2 HD 37/99
May 1999
Traffic at Design Life(commerical vehicles / lane / day)
1751
- 2
000
2001
- 2
250
1501
- 1
750
1251
- 1
500
1001
- 1
250
751
- 10
00
501
- 75
0
251
- 50
0
101
- 25
0
0 -
100
2751
- 3
250
> 3
250
2501
- 2
750
2251
- 2
500
Site DefinitionSiteCategory
Dual carriageway (all purpose) non-eventsections
Motorway (main line)
Dual carriageway (all purpose) minorjunctions
Single carriageway non-event sections
Single carriageway minor junctions
Approaches to and across major junctions(all limbs)
Gradient 5-10%, longer than 50m (dualdownhill, single both ways)
Bend, radius 100-250m (not subject to aspeed limit 40mph or less)
Roundabout
Gradient >10%, longer than 50m (dualdownhill, single both ways)
Bend, radius <100m (not subject to aspeed limit 40mph or less)
Approaches to roundabout, traffic signals,pedestrian crossing, level crossing, etc
A
C
B
E
F
G1
H1
J/K
L
G2
I
II
III
IV
V
H2
D
Key:
Easy sites, conventional binders, minimum cohesion 0.5 J/cm2
over a minimum temperature range of 15oC
Fast and/or moderately difficult sites, intermediate grade binder, minimum cohesion 1.0 J/cm2
Difficult sites, premium binder, minimum cohesion 1.2 J/cm2
High friction surfacing systems
Not suitable for surface dressing or unlikely traffic levels---

Volume 7 Section 5Part 2 HD 37/99
February 1999
specifying materials, quantities and procedures. Thisrequires a degree of expertise in and experience of thematerials and processes. With the introduction ofmodified binders, proprietary materials and noveltechniques, new expertise is required. The dependenceon the supplier to maintain properties of his product toensure consistent road performance and the Contractorto determine the process technique for the siteencourages the transfer of responsibility to theContractor, in the short term at least.
8.45 Performance-based specifications are the logicalconclusion of that process: all the design work is carriedout by the contractor, with the Overseeing Organisationspecifying only the level of performance required, andimposing no checks other than regular assessment ofperformance. However, this procedure presents afinancial problem: either the contractor must guaranteethe work for its design life, and accept that he will not bepaid in full until the end of the design life, or theOverseeing Organisation must pay in full before therequested life has been achieved.
8.46 In the former case specification writing would besimple: the Overseeing Organisation would state theirrequirements and the contractor would fulfil them in anyway he wished. This would be an unacceptable burdento contractors because of the financial aspect of paymentdelayed for several years. In the latter case the idealsolution would be to perform predictive tests on thematerials before and immediately after application to theroad, which would demonstrate beyond reasonable doubtthat the work would last for the specified length of time.Unfortunately there is insufficient knowledge at thepresent time for this to be possible. The OverseeingOrganisation would therefore not be willing to pay infull for the job until near the end of the specified life,which again would be unacceptable to the contractor. Asa compromise, the specification to which this advicerelates asks the contractor to do the design work forspecified performance and carry out performanceprediction tests, and in addition imposes testingrequirements to ensure that the proposed design has beencarried out with a reasonable degree of precision. Therisk element is divided between contractor andOverseeing Organisation, by having a Guarantee Periodof two years (which is much less than the Design Life ofthe dressing). During the two years, the contractor mustmake good any defects, after which period theOverseeing Organisation accepts the risk and any cost offuture remedial work.
8.47 A further assurance of continuing performance toboth contractor and Overseeing Organisation is the useof an approved binder - one which has been through anevaluation procedure. A formal materials approvalscheme is being developed jointly by the HighwaysAgency, County Surveyors' Society and the BritishBoard of Agrément (BBA). Until the HighwayAuthorities Product Approval Scheme BBA/HAPAS isin place the Overseeing Organisations will continue tooperate the practice of informal approval, listingcurrently accepted materials and processes on the basisof established track record with guidance as to categoryof performance, where possible, and new materialsunder examination for approval. The combination ofrecipe tests (based on extensive past experience),predictive tests (developed comparatively recently and asyet not fully proven) and use of an approved bindershould satisfy the Overseeing Organisation that there is ahigh probability of the work having the life estimated,which will be very much longer than the guaranteeperiod.
Effect of existing surface
8.48 The assessment of need for the maintenance of asection of road is outside the terms of reference of thisChapter. Reference should be made to HD29 (DMRB7.3.2) Structural Assessment Methods, HD 28 (DMRB7.3.1) Skidding Resistance and the CHART visualassessment procedure. Once it has been decided that asection of road needs some form of treatment and thatstrengthening is not required, then the suitability ofsurface dressing for the treatment should be assessed.For surface dressing to be suitable there should be a highprobability that the treatment will produce the level ofperformance required over a reasonable lifetime. Thefactors affecting the decision are: traffic levels andspeed, difficulty of the site and the existing road surface.Advice on the suitability of surface dressing with respectto traffic levels, speed and site difficulty is given in RoadNote 39 (1996). The main variables of the existingsurface that will affect the final dressing are porosity,roughness, amount of fatting, hardness andheterogeneity. Table 8.2 (based on French experience)shows the normally achievable performance, using bestpractice, of a correctly designed and appropriate systemfor different traffic levels and surface types. Twodifferent performance criteria are given depending onspeed (the difference is in the macrotexture required). Aswould be expected, the heavier the traffic the morecritical is the state of the current surface. At the highesttraffic end only the normal, non-porous, homogeneous,fairly smooth road can be surface dressed with a good
8/9
Chapter 8Surface dressing

Volume 7 Section 5Part 2 HD 37/99
February 1999
Sui
tabi
lity
Mac
ro T
extu
re
VA C
lass
Sui
tabi
lity
Mac
ro T
extu
re
VA C
lass
Sui
tabi
lity
Mac
ro T
extu
re
VA C
lass
Sui
tabi
lity
Mac
ro T
extu
re
VA C
lass
Sui
tabi
lity
Mac
ro T
extu
re
VA C
lass
Table 8.2 Surface Dressing - Minimum Requirements andTypical achievable specifications on various existing surfaces for different sites
8/10
Chapter 8Surface dressing
Minimum Requirements for Surface DressingTraffic (commercial vehicles/lane/day)
0-250 251-1000 1001-2500 2501-3250 > 3250
Category
No speed limit H 1.05 2 H 1.05 3 H 1.05 3 H 1.05 4 H 1.05 4
30 or 40 mph L 0.7 2 L 0.8 3 L 0.8 3 L 0.8 4 L 1.05 4
Existingsurface Typical Achievable Performance Specifications for Surface Dressing
characteristics
Porous X 0.8 2 X 0.8 3 X 0.8 3 X 0.8 3 X 0.8 3
Rough HL 1.05 3 HL 1.05 3 HL 1.05 3 X 1.05 3 X 1.05 3
Normal,homogeneous HL1.05 4 HL 1.05 4 HL 1.05 4 HL 1.05 4 HL 1.05 4
Soft,homogeneous HL1.05 4 HL 1.05 4 L 0.8 4 L 0.8 4 X 0.8 4
Fatting up L 0.8 2 X 0.8 2 X 0.7 1 X 0.7 1 X 0.7 1
Bleeding X fail X fail X fail X fail X fail
Heterogeneous,tracked A* HL 1.05 3 HL 1.05 3 HL 1.05 3 X 1.05 3 X 1.05 3
Heterogeneous,tracked B* L 0.8 4 L 0.8 4 L 0.8 4 L 0.8 4 X 0.8 4
Heterogeneous,patched L 0.8 2 X 0.8 2 X 0.7 1 X 0.7 1 X 0.7 1
Notes:* A is for a design to optimise macrotexture.* B is for a design to minimise chip loss.• The macro-texture is given in mm (HRM) and is that which is achievable for a given site.• The Visual Assessment (VA) Class is the attainable visual assessment class Measurements of
defects at the end of the 2 year guarantee period.• H indicates that the requirements can be met on high speed roads.• L indicates the requirements can be met on low speed roads.• X and shading indicate surface dressing will not normally meet the requirements.• This table shows that it is not possible to specify 1.05 mm texture depth with the highest
performance in terms of minimal defects on roads other than for normal homogeneous sites. Atthe higher traffic levels the achievement of the minimum requirement becomes increasinglydifficult to attain.

Volume 7 Section 5Part 2 HD 37/99
February 1999
probability of success over an economic life. On verylightly trafficked roads a successful outcome is possiblein virtually all cases subject only to proper design andexecution.
8.49 There are a number of factors that can widen thetype of surface that can be treated using surfacedressing. The three main ones are to accept a lowerstandard, to accept a shorter life or to pretreat thesurface in some way to improve its characteristics.Surface dressing systems are continually improving andit is likely that developments in the future will enable awider range of surfaces to be successfully treated.Surfaces which Table 8.2 shows as not making the gradeby only one level may well be successfully treated insome instances by an improved process, whether in thebinder or in the system. As contractors gain knowledgeof, and confidence in, performance specifications thetype of site they will be willing to guarantee may alsowiden in scope.
8.50 Table 8.3 describes the various types of site thatare stated in Table 8.2 and also describes possiblepretreatments to overcome the constraints of the existingsurface.
Specification parameters
Parameter description and limits8.51 System of surface dressing permitted - in order toallow the contractor the maximum choice the OverseeingOrganisation should allow any system unless there areparticular reasons why a specific type is needed, forexample, to reduce noise generation or for durabilityreasons.
8.52 Binder cohesivity is a measure of the ability of thebinder to cope with traffic stresses. In general termsmost manufacturers produce three levels of cohesivity intheir range of binders, conventional, intermediate gradeand premium grade. These are characterised bycohesivity levels of 0.5, 1.0 and 1.2 J/cm2 respectively.(Note: when comparing two binders with the samecohesivity, the one maintaining the level over the widesttemperature range is likely to perform better than theother). The more stressed the site the higher thecohesivity required but to some extent it is possible tocompensate for low cohesivity values by using a morestress resistant surface dressing system. Not all standardbinders necessarily meet the lowest level so that testcertificates should always be required. It is always openfor a contractor to use a higher grade than that specified.Suggested levels are given in Table 8.1 which uses thesite categories from HD 28 (DMRB 7.3.1).
In a true performance specification no value would bespecified leaving it to the contractor but it isrecommended that in the early years of this type ofspecification until wide experience is gained, a value isalways specified.
8.53 The minimum PSV of chippings is required toensure adequate resistance to skidding and the values inTable 2.1 of HD 28 (DMRB 7.3.1.2) should be used.
8.54 The maximum AAV of chippings is required toensure adequate resistance to abrasion by traffic and thevalues in Table 2.2 of HD 28 (DMRB 7.3.1.2) should beused.
8.55 The class of spraybar is a guide to the evenness oftransverse distribution which the spraybar is capable ofproducing and class 4 is the most onerous. This class isnot attainable except by very well maintained spraybarsand should therefore only be specified where it can bemost beneficial, ie on roads where the current surface isvery even and the traffic levels are high, wherevariations in the rate of spread would show up veryquickly. It is recommended that class 4 spraybars arereserved for motorways, class 3 for other dualcarriageways and class 2 for other roads. Where a singlecarriageway is very heavily trafficked and the currentsurface is consistent along the whole length and acrossthe whole width, then class 3 should be specified. Theevenness of rate of spread should be checked at the startof, or recently before, the contract and then weekly. Inaddition to the class of spraybar, the class for toleranceon the rate of spread of binder should be specified andfor this purpose the specification of class 3 is suitablefor all sites as it is both achievable and adequate. Thefrequency of test is set out in Specification (MCHW1)Appendix 1/5.
8.56 The class of chipping spreader is a guide to theevenness of transverse distribution which it is capable ofproducing, class 2 being the most onerous. This classshould be specified for the primary chipping in a multilayer surface dressing otherwise class 1 is adequate. Theevenness of rate of spread should be checked at the startof the contract and then daily. In addition to the class ofchipping spreader, the class for tolerance on the rate ofspread of chippings should be specified and for thispurpose the specification of class 2 is suitable for allsites as it is both adequate and achievable. Thefrequency of test is set out in Specification (MCHW1)Appendix 1/5.
8/11
Chapter 8Surface dressing

Volume 7 Section 5Part 2 HD 37/99
February 1999
Table 8.3 Description of surfaces prior to surface dressing
NOTE: SMTD = Sensor Measured Texture Depth
Surface Type Description Possible pretreatments
Porous Surfaces like porous asphalt and open Surface dressing with 6mm chippingstextured macadam some weeks before the main dressing
(or even the previous season)
Rough A surface with a texture depth above Application of slurry surfacing and1mm sensor measured, usually with some mechanical surface treatments cansome fretting normalise or reduce texture
Normal, Minimal variation in appearace over None neededhomogeneous whole section, SMTD <1mm,
hardness at least “normal”
Soft, As above but surface hardness is less None neededhomogeneous
Fatting up Has a surface layer of free bitumen, If it is only in the wheel trackes and hasusually limited to the wheel tracks taken at least 5 years to develop then it
is worth removing the excess binderwith high pressure water jetting
Bleeding Has a surface layer of free bitumen, No pretreatment will avoid subsequentusually extending beyond wheel tracks failure, in very bad cases even onand often happens soon after a surface virtually untrafficked roadsdressing has been applied
Heterogeneous, This is the normal state of surface See Fatting up abovetracked which has been previously surface
dressed, because of the difference intexture and traffic across the lane it ispossible to optimise design for texturein the wheel track or chip retention inthe untrafficked areas
Heterogeneous, This occurs mainly in urban areas The problem is best reduced to apatched where most roads are subject to opening minimum by insisting on proper
by statutory undertakings companies reinstatement with materials whichwith subsequent reinstatement using match the hardness and porositymaterials which may have significantly properties of the existing road. Lowdifferent properties of porosity and speed roads which are badly affectedhardness from the surrounding road can sometimes benefit from asurface pretreatment with a slurry surfacing.
The slurry surface will have a lowmacrotexture and will have to be left tomature for a sufficient period beforesurface dressing, otherwise it will bevery soft
8/12
Chapter 8Surface dressing

Volume 7 Section 5Part 2 HD 37/99
February 1999
8.57 Macrotexture: for general guidance on the needfor macrotexture and its measurement see HD 28(DMRB 7.3.1). The generally accepted specification forhigh speed roads of 1.5 mm minimum using the sandpatch test is based on hot rolled asphalt and pre-coatedchippings. That material maintains its texture over along period with changes varying from slow increase toslow decrease depending on the relative rates of wear ofthe chippings, embedment of the chippings and loss ofmatrix from the asphalt between the chippings. Becausethe changes are slow in HRA it is feasible to specify thetexture depth prior to opening to traffic. With a surfacedressing, however, the chippings re-orient themselves inthe relatively fluid binder-chipping matrix and chippingembedment occurs at a rate depending on the traffic andthe hardness of the substrate, with the consequentreduction in texture depth unless the substrate is veryhard (concrete) when there is no embedment.
8.58 The decay of texture depth with time is not linearand is rapid in the first year or two; it depends on manyparameters so it is difficult to extrapolate early lifetexture depth measurements. Figure 8.7 shows texturedecay of single dressings with conventional binders onthe M40 High Wycombe by-pass, reported by Jacobs,F.A., 1983. To obtain adequate texture at 2 years theinitial texture has to be very much higher, for someprocesses over 3 mm may be necessary which generatesconsiderable noise, particularly under high speed traffic.In order to keep noise down to an acceptable level innoise sensitive areas it may be necessary to specify amaximum texture at the end of the initial bedding inperiod, say at 4 weeks.
Figure 8.7 Effect of type of chipping onthe reduction in texture depth with time.
(conventional binder on a rolled asphalt substrate)
8.59 The end product performance specification towhich this Chapter refers requires texture measurement:initially, after mosaic formation, at between three andfive weeks (only where noise is a problem), after elevenmonths and before thirteen months; and then at the endof the guarantee period (two years, except new untriedproprietary materials or systems where the guaranteeperiod should be one third of the offered design life). Thereduction in texture over the period between 12 and 24months provides some indication whether or not thetexture depth will remain above the required minimumvalue for the design life of the dressing.
8.60 All texture depths for surface dressing should bespecified in terms of HRM measurement (other methodsmay be used provided they are converted to HRMequivalent values) and the level for high speed roads at 2years would normally be specified at 1.03 mm(approximately the equivalent of 1.5 mm in the patchtest). For roads carrying traffic at speeds below 90km/hr lesser textures should be specified. See Notes forGuidance to Specification, Clause NG922 (MCHW2)for appropriate values.
8.61 The decrease in texture between 12 months and 24months is a guide to the life of the dressing, the lowerthe value the longer the life of the dressing, unless failuremechanisms intervene. A maximum figure of 40% is anappropriate specification value with a minimum of 0%as any increase in texture indicates that the surface islosing chippings.
8.62 The level of fretting, P1, as measured using thetest method described below, is a guide to likelihood offailure by continued loss of chippings. Appropriatevalues of the maximum permitted percentage are givenin Notes for Guidance to Specification, Clause NG922(MCHW2).
8.63 The level of defects, P2, as measured using the test
method described below, is a guide to the likelihood ofunsatisfactory performance of the dressing. Appropriatevalues of the maximum permitted percentage are givenin Notes for Guidance to Specification, Clause NG922(MCHW2).
8.64 The maximum level of localised loss of chippingsin any given area, P
3, should not be greater than the
specified percentage which is given in Notes forGuidance to Specification, Clause NG922 (MCHW2).
8/13
Chapter 8Surface dressing

Volume 7 Section 5Part 2 HD 37/99
February 1999
Tests specific to surface dressing
8.65 Tests used to check the aggregates and the binderused for surface dressing are covered in the sections onthe constituent materials following this section. The testsused to ensure that the surface dressing system issuitable and the process is carried out correctly are dealtwith in this section.
8.66 The test for accuracy of rate of spread of binderin BS prEN12272-1 (1996) measures the transversedistribution in working conditions and thereforeovercomes the problems of assessing transients that areaveraged out in the depot tray test. The test can becarried out quickly and easily on site using eithercontiguous absorbent tiles or trays that are sufficientlyrobust to take the sprayer running over them withoutlosing their ability to absorb binder. The tiles may be offoam, carpet, or any other material which can absorb allthe binder sprayed on them without loss. If the tiles arelightly stuck to a strong backing strip they can be pickedup as a unit and removed to the side of road for theindividual tiles to be weighed and any hold up of thesurface dressing train is minimised. A method usedsuccessfully during specification trials in 1996 usedsections of carpet tile (250x100 mm) stuck to a length ofaluminium sheet which was covered with ‘cling film’thus enabling the whole testing to be carried out withoutthe use of solvents. The result is expressed as a meanrate of spread of binder and a coefficient of variationwhich is the standard deviation of the mass of binder oneach tile (which should have the same area) divided bythe mean mass.
8.67 Although the test described in paragraph 8.66gives the average rate of spread of binder a simpler testis recommended to assess this: in BS prEN12272-1(1996) is a harmonised version of the test that has beenused for many years in UK - the tray test, but now itmay be carried out using absorbent tiles. These can be ofany suitable material and there must be at least 5 tiles.There are a number of constraints on dimensions but 5tiles consisting of a ½ or a ¼ of a standard 0.5x0.5 mcarpet tile is suitable. The individual masses aredetermined and the average reported. The variance,which, in this case, is the highest rate minus the lowestrate, ie the range of values, measured on individual tilesdivided by the average, is also calculated and if it isabove 0.2 the test is repeated and if the repeat test givesa variable result the cause must be investigated andpossibly an accuracy test carried out.
8.68 Also in BS prEN12272-1 (1996) are tests forevenness of rate of spread and accuracy of rate of spreadof chippings. These measures are particularly importantin the context of multiple chip dressing where the rate ofspread of the primary chipping is critical to the successof the dressing and the locking up of those chippings bythe secondary chipping.
8.69 It is essential for proper control of the rate ofspread of binder that the temperature and pressure of thebinder at the time of spraying are within the correctrange. This means that the thermometers and pressuregauges on the tanker must be working and must begiving the correct reading. In order to achieve thisreliability, all the instruments should be calibrated beforethe start of season using a system traceable to nationalstandards. It has been a requirement for many years forthese gauges to be duplicated as the operatingenvironment is very harsh. There is no reason to changethis principle and the contractor's QA scheme shouldcontain a requirement for the regular reading of theduplicate gauges and if the readings differ by more thana stated amount they should, if necessary, be repairedand recalibrated, or replaced by previously calibratedgauges.
8.70 The standard method of measuring texture depthfor surface dressing is different from the method used forcoated materials. The reasons for this is that it ismeasured after the contract has finished and the HighSpeed Road Monitor (HRM) or its equivalents can carryout the work without needing traffic control and thelengths to be covered are often much greater than for acoated material contract. Other test methods are notprecluded but the results must be converted to HRMvalues before comparison with the specified levels.There is no precision data on any method of measuringtexture depth on surface dressing and care should beexercised when interpreting results, particularly thoseclose to specification limits.
8.71 In terms of defects like fretting (generalisedchipping loss) surface dressing usually either failsextensively or it does not fail at all. Border line cases arerare both for fretting and for localised chipping loss,however assessment methods are given in draft prEN00227055. They are somewhat tedious but it is unlikelythat they will be needed very often.
Binder Data
8.72 In order to gather data which enable more preciseadvice to be given on binder requirements thespecification for surface dressing, both to Specification
8/14
Chapter 8Surface dressing

Volume 7 Section 5Part 2 HD 37/99
February 1999
clauses 919 and 922 (MCHW1) requires the provisionof a wide range of data on the binder to be used and onits compatibility with the proposed aggregate. It isexpected, over a period of time, that the amount of datarequired will reduce as it becomes clearer that some ofthe data is more useful than others in defining theperformance of a binder. Most of the data is requiredonce for any source and grade of binder although it isrecommended that tests on the binder should be repeatedat least annually. If a manufacturer uses a number ofsources of bitumen or modifier he should either give arange of values that covers the variation across allsources or give the data for each individual source. Thiswould also apply if the supplier manufactures the binderat a number of different plants. It will always be open tothe purchaser of the binder or the OverseeingOrganisation to carry out any or all of the tests to checkwhether a particular consignment conforms with thedeclared limits. The date of test for any parametershould be given when providing a data sheet.
8.73 The header data, ie manufacturer, binder name,aggregate source etc, are required simply to ensure thatthe data is attached to the correct binder or binder/aggregate combination. If the name of the binder ischanged, say for marketing reasons, its previous oneshould also be given until all the data given is dated atleast a year after the change of name. This is to enablenames to be changed without unnecessary testing whilstenabling data to be traceable.
8.74 The binder recovery method used should be theBritish method using the RTFOT apparatus at 85°C inan inert nitrogen atmosphere. When the CEN (Austrian)method has been defined so that it can meet therequirements of EN45000 then that procedure may alsobe used for emulsions provided that all tests carried outsubsequently state the recovery method. If a supplierchanges his recovery method the whole suite of testsshould be carried out using both methods at the time ofchangeover so that continuity of data can be maintained.A standardised recovery procedure is required so that thepurchaser and the Overseeing Organisation can comparethe results for a given consignment of binder with themanufacturer's claims as the purchasers of binder or offinal dressing are not in a position to check the basebinder. It is not intended that the recovered bindernecessarily reflects any particular stage in the life of thebinder after spraying although it may be found to do soand is likely to reflect its state fairly early in its lifewhen it is still vulnerable to traffic damage.
8.75 The penetration test at 25°C with 100g load for5 seconds is the test traditionally used in the UnitedKingdom to determine the grade of harder binders.Carrying out the test on the base binder determines thegrade of binder making up the bulk of the final blend.Comparison with the penetration measured on therecovered binder indicates the changes that haveoccurred during the manufacture and recovery process.
8.76 The penetration test at 5°C with 200g load for60 seconds is a test, in the absence of any suitablealternative, which can give some indication of the lowtemperature characteristics using a well known andcommon piece of test equipment. It may be possible touse the result together with the standard pen test to givean indication of the sensitivity of the binder to changesin temperature (analogous to PI).
8.77 The penetration test at 5°C with 100g load for 5seconds for use on cut back binders as delivered is foruse as quick quality control test to check consistency ofa series of consignments. As an alternative a hightemperature viscosity (between 100 and 160°C) can beused for the same purpose. As it is for comparisonpurposes the same test and test parameters shouldalways be used by one supplier.
8.78 The Vialit pendulum cohesion test gives ameasure of the ability of a binder to resist trafficstresses. For simplicity only the peak value is used todetermine the grade of a surface dressing binder. Thetemperature range over which a given cohesion ismaintained is at least as important as the peak levelreached; this is why plots of the results are required. Ithas been suggested that the area under the graph abovesome arbitrary value, say 0.5J/cm2, would be analternative criterion by which to compare binders.Specifiers should be aware that very high levels ofcohesion (over 2 J/cm2) are sometimes associated withpoor adhesion.
8.79 The Vialit plate shock adhesion test assesses anumber of factors depending on how the test isperformed, all the procedures are given in BS prEN12272-3 (1997).
The factors are:a) Active adhesivity which measures the bond
between the binder and damp aggregates in theirnatural state
8/15
Chapter 8Surface dressing

Volume 7 Section 5Part 2 HD 37/99
February 1999
b) Mechanical adhesion is the adhesivity bonding thedry chippings to the binder with their natural dustor fines making an inhibiting screen
c) Wetting temperature is the lowest temperature ofbinder on the plate just before applying chippingsfor which the number of stained chippings is atleast 90%
d) Fragility temperature is the lowest testtemperature at which 90% of the chippingsremain bonded to the plate
8.80 Active adhesivity assesses the compatibilitybetween binder and damp aggregates and may be used todetermine the effectiveness of adhesion agents or theeffect of a change of aggregate. It is carried out at 5°Cin order to discriminate between binder/aggregatecombinations; much work was carried out in France todetermine the optimum test temperature. It is notdesigned to simulate conditions on the road. This simpletest should be carried out on a regular basis (saymonthly) during the season to check the maintenance ofcompatibility between the binder and the aggregate asdelivered. If there is a sudden change in the result furtherinvestigation should take place of both the binder and theaggregate and their combination to determine the causeand possible effects on the completed dressing.
8.81 Mechanical adhesion assesses the effect of duston chippings and can be used to determine the level ofdust and other fine material which has a deleteriouseffect on the adhesion of the aggregate to the binder.Different types of fine aggregate have different effects.Clay is particularly effective at preventing bond at verylow concentrations - well below the fines contentpermitted in most Standards for chippings.
8.82 Wetting temperature is applicable to cut-backbinders only and is a measure of the lowest roadtemperature at which work should take place. It can alsoindicate the sensitivity of the binder aggregate to roadtemperature at the time the dressing is carried out.
8.83 Fragility temperature provides an indication ofwhether or not problems are likely to occur in the earlylife of the dressing, before embedment has taken place,and whether very low temperatures will affect the bondbetween the aggregate and the binder. Therefore it givesan indication of the suitability or otherwise of the systemfor late season work when no embedment is likely beforethe following spring.
8.84 The product identification test data from adynamic shear rheometer is required because itdiscriminates between binders made with different basebitumens and different polymers without in any wayindicating the ‘recipe’ manufacturing process. The datarequired is a master curve of G* against frequency (Hz)at 25°C and δ against temperature at a frequency of 0.4Hz over the range -10 to +60°C. The frequency has beenstandardised in order that comparison can be madebetween binders if required and to make the likely databank of information as comparable as possible. All theavailable data should be provided in tabular format.Some polymer modified binders do not permittemperature or frequency shifting to provide a singlemaster curve and in these cases the separate curvesshould be provided together with the reasons why theprovision of a master curve was not possible. The datafrom this test is only required on recovered binder.
8.85 Spray temperature range is the range oftemperatures determined by the binder manufacturerover which the binder may be satisfactorily sprayed. Therange may be different for slot jet and swirl jet spraybars, if so this should be made clear and the contractorshould insert the temperature range appropriate to thespray bar proposed for the contract.
8.86 Spray pressure range is the range of pressuredetermined by the binder manufacturer over which thebinder may be satisfactorily sprayed. The range may bedifferent for slot jet and swirl jet spray bars, if so thisshould be made clear and the contractor should insert thetemperature range appropriate to the spray bar proposedfor the contract.
8.87 Weather limits should be indicated if they aredifferent from those which would be applicable toconventional as set out in Road Note 39 (1996). Themaximum and minimum road temperature and themaximum humidity should be given in all cases. Anylimits not indicted will be assumed to be as given inRoad Note 39 (1996).
8.88 The minimum orifice viscosity (STV orRedwood II) is that which the particular emulsion binderrequires to prevent it flowing down any slope in anormal road (say up to 10% gradient) before thechippings are spread. Different binder formulations mayhave different requirements as their flow behaviour on aroad may be different from that through an orifice.
8/16
Chapter 8Surface dressing

Volume 7 Section 5Part 2 HD 37/99
February 1999
8.89 Other properties may be given if the tendererconsiders that may be useful to the OverseeingOrganisation in its consideration of the technical meritsof the tender.
Description, evaluation and avoidance of failures
8.90 Surface dressing has failed when it is either:
a) no longer able to meet the needs of thetraffic using the surface, or
b) no longer protecting the structure of thecarriageway from the ingress of water
8.91 Failure occurs in one of three different and rarelyoverlapping time periods: during construction or shortlyafterwards caused by extremes of weather and/or poortraffic management; during the first couple of years; ordue to old age, which may be any length of time from 5years after execution. Records exist of surface dressingperforming satisfactorily in excess of 20 years. Earlyfailures are almost always the result of inadequacies inone or more of the 4 stages in the production of asurface dressing on the road. The stages are:
a) Specificationb) Designc) Materialsd) Execution including aftercare
8.92 In a performance specification the last 3 items arethe responsibility of the contractor and there are goodsources already available from which to obtain adviceand guidance on best practice. In addition to thisdocument these include Road Note 39 (1996) for design,British Standards, Road Emulsion Association Ltd(REAL) and manufacturers’ technical information,RSDA advice notes for materials and RN39 and RSDAcode of practice for execution. The specification is theresponsibility of the purchaser and advice onspecification and the suitability of the existing surface toaccept a surface dressing is given earlier in this chapter.
8.93 All surface dressings fail eventually. This is dueto a combination of factors including principally:embedment of chippings, fretting or wear of chippingsand binder hardening. This long term failure is rarelycatastrophic and appropriate maintenance surfacetreatment can be planned in advance. Surface dressingsdo not fail on a fixed time basis and each site should beinspected regularly and treated at the appropriate time.
Failure definitions
8.94 The rest of this section deals with short termfailures: their definition, evaluation, avoidance andremedies. These failures may be anything from marginalto catastrophic.
Whip-off - The normal removal by traffic of excesschippings shortly after the production of a surfacedressing.
Blacking-up - The appearance of binder at the surfacevery early in the life of the dressing, without significantloss of macrotexture.
Bleeding - The exudation of bituminous binder from aroad surface, often accompanied by “bubbling” of thesurface and often spreading to untrafficked areas.
Fatting up - The result of almost total embedment,usually in the wheel tracks only.
Fretting - Random loss of chippings from a completedsurface dressing.
Scabbing - The detachment of both binder and chippingsafter application from the existing road surface.
Streaking - Loss of chippings from a completed surfacedressing such that one or more lines appear parallel tothe direction of application.
Tearing - The removal of chippings by traffic at pointsof high traffic stress.
Tracking - Fatting up or bleeding in wheel tracks causedby channelised traffic.
A summary of causes of failure, their avoidance and,where it is possible, their remedies is given in Table 8.4.
8/17
Chapter 8Surface dressing

Volume 7 Section 5Part 2 HD 37/99
February 1999
Avoidance and Remedy
If caused by hot weather then dusting may stop the problem developing.Additional sweeping may be required
Can be a sign of poor design or execution. Binder rate slightly to somewhathigh. Immediate remedy is to dust at the first sign of it occurring (do notdelay). Avoidance: ensure design is correct, check rate and evenness ofspread of binder and stop work when road surface is too hot, particularlywith cut- back binders. Providing it is not too serious, the excess binder willweather off during the first winter. It most frequently occurs with cut-backbinders, subsequent loss of volatiles will reduce the likelihood of recurrence.High pressure water jetting in the spring can be used to remove excessbitumen if it does not weather off over the winter.
The only avoidance measure is not to surface dress at all. Only remedy is toplane off all binder rich material and resurface or recycle by scarifying withcement.
Usually caused by poor design. The chippings are too small for thecombination of road hardness and traffic on the site (check hardness). Canonly be avoided by proper design. No easy remedy. Sometimes a redressingusing a sandwich construction may work. Water jetting to remove binder willextend life somewhat but problem will recur usually in the next spell of hotweather. The only long term solutions are either removal of the fatteddressing using a planer equipped with chisel tips and redressing using acorrectly designed system or by overlaying with an asphalt surfacing. (Amacadam surfacing will frequently allow the bleeding to recur).
Wrong combination of chippings and binder is a design fault. Check roadhardness. Avoid late season work particularly with 14 mm chippings. Bestremedy is to redress the site using the next smaller size of chipping which willconvert it into a form of double dressing. Check that the binder is adequatelystrong for the site stresses. Check compatibility of chippings and binder usingVialit plate shock test.
The only way to avoid this is to properly clean the site and if particularlybadly contaminated with hard mud or other materials, water jetting may berequired. Proper preparation is cheaper than remedial action. The onlyremedy is spot dress areas when the problem occurs.
Avoided by proper care. The jet test must be carried out before work eachmorning, whenever there is change of binder and whenever there has been aprolonged stoppage, particularly if the jets have not been "blown" when thejets may have become slightly blocked by either cold or broken binder. Theon-site transverse distribution test giving coefficient of variation should beused regularly.
Surface dressing should not be specified on very small roundabouts used byarticulated vehicles. If a roundabout is dressed, then the design should bevery carefully carried out, the works executed at an appropriate time of day,either at dawn or in the evening when heavy traffic is at a minimum, trafficcontrol should be particularly well executed until the system has gainedadequate strength. When it occurs where braking is expected, then the samefactors apply. It can also occur at random but this is infrequent and is not acontrollable failure.
When it occurs early then the fault normally lies with the design. Wherechannelised traffic occurs, the design should allow for this, depending ondegree of channelling, and designing the dressing for that higher level.Similar allowances should be made for very slow moving traffic as theloading time is longer. Advice on this matter is given in RN39.
Failure mode
Whip-off
Blacking up
Bleeding
Fatting up (inearly life, saybefore 2 years)
Fretting
Scabbing
Streaking
Tearing
Tracking
Table 8.4 Causes, avoidance and remedies of failure for surface dressing
Cause
This normally occurs and is not a failure but can be apre-cursor to fretting and if it continues for more than afew days should be monitored
Occurs where there is sufficient binder in surface dressingsystem to enable the traffic to draw it up to the surface ofthe chippings usually when the surface is very hot, occursbefore the binder has fully cured
Caused by binder from the underlying road migrating upthrough the surface dressing to be seen first as beads.High road temperatures, low binder viscosity, excessbinder and water pressure stripping binder fromunderlying aggregate are usual reasons
Binder appearing at the surface caused by the penetrationof chippings into the underlying surface owing to traffic.Care should be taken to distinguish this from bleeding asthe cause is different.
The random loss of chippings can have a number ofcauses. The most usual are too little binder for the size ofchipping, too little embedment before the onset of winter,too weak a binder for the quantity and speed of traffic.Poor adhesion of chippings to binder can also contribute.
The usual cause of this is inadequate site preparation andis due to the presence of mud and other contaminants onthe road surface.
This is usually due to a malfunctioning binder sprayercausing variations in rate of spread across the width ofthe road. Temperature of binder too low, pressure too lowand spraybar height variations are typical causes.
This may be caused by traffic turning sharply (the usualmechanism), particularly at roundabouts. It also occursless frequently when heavy vehicles brake hard withlocked wheels. Both causes are most likely to occur in theearly life of the dressing before the binder has gainedadequate cohesion.
This may occur any time during the life of the dressingand is the usual mode of long term failure. It should notoccur early in the life of the dressing.
8/18
Chapter 8Surface dressing

Volume 7 Section 5Part 2 HD 37/99
February 1999
Chapter 9High Friction Surfacing
9. HIGH FRICTION SUR FACING
Background
9.1 Experience over the last 30 years in the UK hasshown these surfacings to be highly effective in reducingtraffic accidents on sites with high traffic density andskidding risk. Typical sites are the approaches to signalcontrolled junctions, to roundabouts and pedestriancrossings subject to a heavy flow of vehicles. For thelength of high friction surfacing necessary, referenceshould be made to Table 3.1 HD 36 (DMRB 7.5.1) andaccompanying notes.
Systems in use9.2 High friction surface treatments are now availablebased on a variety of binders, both thermosetting andthermoplastic. Depending on the type of binder, highPSV aggregates - most commonly calcined bauxite - areeither broadcast over a pre-applied binder film orpre-blended with binder and the mixture applied. Theresin binders used at present for broadcast systems areepoxy, polyurethane and acrylic all of which arethermosetting. The binders used for screeded systems arerosin esters which are thermoplastic.
System classification9.3 On heavily trafficked sites, the durability ofdifferent systems can vary greatly. To avoiddiscriminating against those products that are suitableonly for moderately or lightly trafficked sites, and also toencourage innovation, the BBA HAPAS certificationscheme to assess high friction surfacings has beenintroduced. High friction surfacing systems are classifiedduring the assessment into three types, as shown inNotes for Guidance, (MCHW 2) Table NG 9/15.
Life expectancy9.4 Each type classification has an expected servicelife of between 5 to 10 years at the maximum trafficlevels shown in Notes for Guidance, (MCHW 2) TableNG 9/15. Types 1, 2 & 3 are suitable for very lightlytrafficked sites, Types 1 & 2 for moderately traffickedsites and Type 1 for heavily trafficked sites. A Type 1system used on a moderately or lightly trafficked site canoffer a much extended life, twenty years is not unknown.Conversely a Type 3 system used on a heavily traffickedsite will have a much reduced working life. Siteconstraints and the time of year can favour the use ofless robust systems, generally thermoplastic hot appliedmaterials, for convenience. Until thermoplastic Type 1or 2 systems are available, this should not be permittedunless safety or other reasons mean there is noalternative. In such circumstances replacement may benecessary within two to three years.
Specification
9.5 High friction surfacing systems shall bespecified in accordance with the Specification,(MCHW 1) Clause 924 and shall have a currentBBA HAPAS Roads and Bridges Certificate. Theminimum polished stone value of the aggregate,determined in accordance with BS 812: Part 114, tobe used in high friction surfacing systems, shall bespecified in accordance with HD 36 (DMRB 7.5.1).
Installation
9.6 A high friction surfacing system with acurrent British Board of Agrément (BBA HAPAS)Certificate shall only be installed by a Contractorapproved by the BBA and the Certificate Holder asan Approved Installer for that system. Theinstallation and quality control procedures shall bein accordance with the BBA HAPAS Certificate foreach system and the current Method Statementagreed by the BBA.
9.7 Systems should only be installed on surfaceswhich are dry, hard and sound, and free from dust, oil,excess bitumen or other contaminants that may causelack of adhesion. Surfaces not suitable for treatmentinclude slurry surfacing, micro-surfacing, fatted andmultilayer surface dressings and surface dressings oversoft or unsound bases.
9.8 To reduce the risk of premature failure, highfriction surfacing systems are best applied to wearingcourses that have been trafficked for some weeks priorto installation of the surfacing. Nevertheless applicationsto newly laid untrafficked wearing courses of differenttypes have been made without any apparent problems.For reasons that are not entirely understood, on occasioncracking which extends into the wearing course can beinduced by the application of high friction surfacing.The risk of this occurring is much greater when thewearing course is newly applied and untrafficked,although opinions differ on this point. Provided the highfriction surfacing is well bonded to the substrate andwith the agreement of the Overseeing Organisation, suchcracking if it occurs, may be sealed using a suitableepoxy or similar resin and the high friction surfacingmade good. Any cracks in excess of 0.5mm are theliability of the Contractor under the terms of theguarantee required in the Specification, (MCHW 1)sub-Clause 924.7.
9/1

Volume 7 Section 5Part 2 HD 37/99
February 1999
Overlaying concrete9.9 The bond to concrete substrates and therefore thelong term performance can be inferior to that achievedon bituminous surfacings and the suitability of eachsystem should be checked by reference to the BBAHAPAS Certificate.
Overlaying Thin Wearing Course Surfacings9.10 Where thermosetting high friction surfacings -such as epoxy resin - are to be applied over thin wearingcourse systems at approaches to roundabouts and otherhighly stressed sites, the deep ‘negative’ texture in thesurface can reduce the coverage of resin binder to suchan extent that the adherence of calcined bauxitechippings is reduced, resulting in premature chippingloss. To alleviate this problem, the texture of the area ofthin surfacing to be covered by high friction surfacingshould be reduced during or after laying to between 1 to2 mm as measured by the sand patch test. This may beachieved by any suitable means at the discretion of thethin wearing course system proprietor, for example byadditional compaction with vibrating rollers whilst thethin surfacing is still hot or by the substitution of asmaller aggregate size in these areas. Alternatively asuitably sized grit may be applied and rolled in. If thethin wearing course system is to be trafficked prior tothe application of HFS, then 3 mm grit should be appliedand rolled in to provide enhanced short-term skidresistance. Temporary warning signs may be appropriatein such circumstances.
Guarantee
9.11 A two year guarantee is required from theContractor from the date of opening the surfacing totraffic. This is linked to minimum performancerequirements set out in the BBA HAPAS ‘GuidelinesDocument for the Assessment and Certification of HighFriction Surfaces for Highways.’ The guaranteeexcludes defects arising from damage caused bysettlement, subsidence or failure of the carriageway onwhich the surfacing has been applied.
Limitations
9.12 High friction surfacings are expensive,particularly if productivity is affected by the geometry ofa site and the number of areas to be treated. The use ofcheaper alternatives should be considered, if trafficlevels allow, such as improved road signs and markings,improved street lighting, or surface dressing with a highPSV natural aggregate bonded with a binder capable ofwithstanding the braking forces generated.
Chapter 9High Friction Surfacing
9/2

Volume 7 Section 5Part 2 HD 37/99
February 1999
10. SLURRY SURFACING AND MICRO-SUR FACING
Background
10.1 Slurry surfacing and micro-surfacings aremixtures of aggregates and plain or polymer modifiedbitumen emulsions, which may contain fibre additives.Slurry surfacings range in thickness from about 2 mm to8 mm and micro-surfacings from about 10 to 20 mm.Slurry surfacings are suitable for footways; areas thatare trafficked only occasionally and at low speeds; andfor traffic delineation. Micro-surfacings are targetted atall roads, including high speed roads carrying significanttraffic volumes, and in consequence require appropriatelevels of skid resistance and texture retention. Bothmaterials permit only limited surface regulation whenlaid in one pass. If greater surface regulation isnecessary, an initial pass may be made to fill in surfaceirregularities, such as minor rutting, followed by asecond pass to provide the complete overlay.
Specification
10.2 The Specification (MCHW 1) Series 900, withaccompanying Notes for Guidance (MCHW 2) inNG900, sets out the requirements for these materials,dividing them into two types:
• Slurry surfacing, Clause 918, covering the thinnermaterials, with aggregate up to a nominal 4 mmmaximum size. It is an end performancespecification in which the slurry surfacing may bein accordance with either BS 434, or if aproprietary system, with the British Board ofAgrément Highway Authorities Product ApprovalScheme, Roads and Bridges (BBA HAPAS)certificate for the system.
• Micro-surfacing, Clause 927, which is an endperformance specification covering materials withnominal aggregate sizes of 6 mm or more, allproducts requiring BBA HAPAS certification.
10.3 Proprietary slurry surfacing systems are less than18 mm in thickness and are classified as Type A thinwearing course systems as defined by BBA HAPAS, seeChapter 6 of the Part. Micro-surfacing usually fallswithin Type A but may also be laid thick enough to fallwithin Type B (ie 18 to 25mm).
10.4 Slurry surfacings may be used on footways andon very lightly trafficked carriageways carrying lowspeed traffic (ie in areas with a 30 mph or lower speedlimit). Some micro-surfacings have sufficient initialsurface texture to enable their use on high speed roads,
and are presently undergoing trials to determine whattexture level will be retained. The performance in trialsof proprietary slurry surfacing and micro-surfacingsystems will determine their suitability for the siteclassifications and traffic levels to be set out in the BBAHAPAS ‘ Guidelines Document for the Assessment andCertification of Thin Surfacing Systems for Highways.’
10.5 When used on trunk roads includingmotorways, proprietary slurry surfacing and micro-surfacing systems shall have BBA HAPAS Roadsand Bridges Certificates appropriate for the siteclassification and the level of traffic in commercialvehicles/lane/day to be carried. Prior to the issue ofCertificates, a Departure from Standard shall beobtained from the Overseeing Organisation beforeslurry surfacings (except those complying withBS 434), or micro-surfacings, are used on schemesin the UK.
Benefits
Skid Resistance10.6 Reasonable values for micro-texture (ie low speedskid resistance) and abrasion resistance may be obtainedby selection of a suitable aggregate type with a minimumpolished stone value (PSV) and maximum aggregateabrasion value (AAV) in accordance with Chapter 3 ofHD 36 (DMRB 7.5.1). Aggregates with a high polishedstone value (PSV) are required for stressed sites such asbraking areas, hills or bends. Aggregates with a lowaggregate abrasion value (AAV) are necessary forheavily trafficked sites to reduce the rate of wear. Highspeed skid resistance is determined by micro-texture andretained surface texture.
Appearance10.7 Slurry and micro-surfacings may be used on roadsurfaces that have undergone a number ofreinstatements, or significant patching, in order toprovide a more uniform overall appearance. Slurry andmicro-surfacings can be used on surfaces that arefretting, and on those showing early signs of ravelling, tohalt further deterioration. Coloured aggregates ormixtures may be used for delineating hard shoulders andcentral reserves, or for traffic calming measures wheretraffic levels are appropriate.
Conservation10.8 Planing before treatment is not necessary whenthe profile is acceptable, and ironwork may not need tobe raised for slurry surfacings and Type A
Chapter 10Slurry Surfacing and Micro-Surfacing
10/1

Volume 7 Section 5Part 2 HD 37/99
February 1999
micro-surfacings. Material usage is low, components aremixed cold using damp aggregates and no energy isexpended on drying and heating the constituents.
Environment10.9 Bitumen emulsions are environmentally friendly,the emissions being mainly water vapour. Cutbacksolvent is usually kerosene (similar to domesticparaffin), one of the least hazardous low cost organicsolvents.
Profile10.10 Micro-surfacing improves the profile of theunderlying surface, particularly in the transversedirection as these products are spread using a fixedscreed mounted on either skis or a very shortwheel- base frame.
Ride quality10.11 Micro-surfacing may improve ride quality,particularly if the problem is caused by undulations ofvery short wavelength. Undulations with a wavelengthgreater than about 1 m may be slightly improved.
Noise10.12 Tyre noise is relatively low because slurrysurfacings have low or fairly low macro-texture.Micro-surfacings with a higher texture may be lessquiet. How micro-surfacings compare with low noise,hot paver-laid thin wearing course systems has yet to bedetermined.
Preservation10.13 Slurry and micro-surfacings can be used onsurfaces that are fretting, and on those showing earlysigns of ravelling, to halt further deterioration.
Limitations
Macrotexture10.14 There are currently no slurry surfacings that canmaintain adequate surface texture for high speed roadsfor more than a few weeks; therefore these materialsshould not be used on high speed roads.
Profile10.15 Slurry surfacing does not improve the profile,either transverse or longitudinal, of the existing surface,so defects of this nature should be reduced to acceptablelevels before their use.
Speed of works10.16 Laying slurry and micro-surfacings, particularlythe thicker varieties, is relatively slow and the materialmust be left to break and stabilise prior to opening totraffic. In good weather conditions, warm with lowhumidity, this will take about half an hour, but in less
satisfactory conditions it may take an hour or more.Where more than one layer is used however, traffic mayuse each layer as it becomes sufficiently stable.
Permeability10.17 Although slurry and micro-surfacings arrestsurface deterioration, most products are permeable to agreater or lesser extent. They should not be assumed tobe entirely waterproof.
Structural Strength10.18 Slurry surfacings do not increase the load bearingcapacity of the pavement structure. Thicker micro-surfacings may add to the structural strength of thepavement, but any claims made by a system proprietorshould be confirmed by the BBA HAPAS certificate.
Sensitivity to Weather Conditions10.19 Slurry and micro-surfacings with emulsionbinders are sensitive to high humidity and wet weatherduring construction. If heavy rain occurs before theemulsion has broken the surface may be washed away,or if there is a frost within the first 24 hours, then thesurfacing may be disrupted.
Application Techniques
10.20 Slurry surfacing and micro-surfacing withBBA HAPAS Roads and Bridges Certificates shallonly be laid by Contractors approved by the systemProprietors. Installation and quality controlprocedures shall comply with the requirements ofClause 918 and Clause 927, respectively, of theSpecification (MCHW 1) and with the requirementsof the BBA HAPAS Certificate and methodstatement agreed by the BBA.
Surface Preparation
10.21 The surface onto which the slurry or micro-surfacing is to be applied should be cleanand free from all contamination. All major depressionsand potholes should be repaired. All oil deposits, dust,loose material, mud or other deposits should be removedby pressure washing or vigorous sweeping, asappropriate. Any weeds, moss, lichen or algae should beremoved by the application of a residual weed killerapproved by the Overseeing Organisation andsubsequent pressure washing or other mechanical means.If water jetting has been used to prepare the surface, allfree water should be removed before work begins.Surfaces which have ‘fatted up’ are generally notsuitable unless the excess bitumen can be removed byretexturing - see Chapter 11 of this Part. If the excessbitumen is not removed, it is likely to bleed through theslurry surfacing.
10/2
Chapter 10Slurry Surfacing and Micro-Surfacing

Volume 7 Section 5Part 2 HD 37/99
February 1999
10.22 All ironwork, kerbs, edges, road studs, streetfurniture and when required, road markings should bemasked with self adhesive masking material. Turves, oil,sand and similar materials must not be used. Junctionswith surfaces not to be treated should be masked toproduce well defined, clean joints.
Weather conditions10.23 Application should not be carried out when theground temperature falls below 4°C or when standingwater is present. When spreading in hot, dry conditionsit may be appropriate to slightly dampen the surface bymeans of a mist spray, to avoid the emulsion breakingtoo quickly. The surfacing should also be protected fromthe effects of rain or frost before the slurry or micro-surfacing has developed sufficient resistance.
Equipment10.24 The equipment needed for installation isdependent on the process used and can vary frombrooms and squeegees used for veneer coats of slurrysurfacing on footways, to integrated mixing and placingequipment used for micro-surfacings.
1.5 mm and 3 mm thick Slurry Surfacing to BS 43410.25 These materials are most suitable for footwayswith an acceptable profile, where the surface isbeginning to fret or is in the very early stages ofravelling. They may be mixed on site using a variety ofplant, or for small areas, delivered to site as premixedmaterial in suitable containers, which may need remixingor stirring before use. The material may be applied usinga small spreader box (the preferred method) or by handusing squeegees over the existing footway. The slurryshould be worked into any cracks and up to the edge ofkerbs and street furniture in order to seal the surface.The final finish should be made with a broom drawnacross the surface in a consistent direction, in order togive the finished product a satisfactory appearance.
Slurry Surfacing, 0/2 and 0/4 Aggregates10.26 These products are normally laid about 3-6 mmthick in a single layer and have little regulating ability.They may be used on footways in exactly the samemanner as BS 434 materials, and also on cycleways andvery lightly trafficked roads (eg on housing estates),where an existing bituminous surfacing is beginning tofret. They are normally mixed in a continuous mixer onsite and immediately spread using a spreader box towedby the vehicle carrying the aggregates, binder and mixer.The speed of laying can be reasonably fast but, as withall slurries, the traffic must be kept off until it has gainedadequate strength. It is not normally necessary to adjustironwork. They generally have a very low surfacetexture and should not be used where high speedskidding resistance is required.
Micro-surfacing10.27 These products are normally laid in two layerswith a total thickness up to 20 mm. They contain coarseaggregate up to about 10 mm within a continuouslygraded material. They may be laid in two, oroccasionally more, layers using continuous flow mixersand spreader boxes, and therefore can regulatetransverse irregularities to a considerable extent andarrest fretting and ravelling.
10.28 It is probable that some ironwork will needresetting because of the thickness of micro-surfacingsystems. Care should be exercised in finishing roundironwork, to avoid an unsightly appearance. It is normalpractice for ironwork to be raised after the application ofthe first layer of micro-surfacing because of the fixedscreed in the spreader box, but before placing the secondlayer, so that an even finish is achieved. Although morenormally used on road surfaces, these products may alsobe used on irregular footways to improve their shape.Hand laying should not be used except in limited areaswhere it is not possible to use a spreader box.
Slurry surfacings to BS 434
Binders10.29 Materials produced and applied in accordancewith BS 434 should only use unmodified emulsionbinders as specified in Part 1 of that Standard. Thefollowing are suitable:
• Class A4 Rapid Setting or Class K3, capable ofproducing slurries which are sufficiently stableduring mixing and laying such that prematurebreaking of the emulsion binder is avoided, butdeveloping early resistance to damage by trafficor by rain.
• Class A4 Slow Setting. This can be used wherethe rate of set is less important, when the slurrycan be expected to dry out naturally before beingsubjected to traffic or to rain.
Aggregates10.30 The aggregates should be crushed igneous rock,gritstone or slag, blended where necessary with cleansharp naturally occurring sand which is free from silt,clay or other fine material. The aggregate grading curveshould be smooth and not gap graded. Slurry surfacingcan be very sensitive to the source, grading and type offine aggregate.
Additives10.31 Additives normally used to control consistency,mix segregation, and setting rate are Portland Cement toBS 12, hydrated lime to BS 890 and/or chemicalretardants.
Chapter 10Slurry Surfacing and Micro-Surfacing
10/3

Volume 7 Section 5Part 2 HD 37/99
February 1999
10.32 With natural bitumen as the binder, redpigmentation is the most common colour used. Theamount of filler that can be replaced by pigment has tobe restricted otherwise the slurry will be adverselyaffected, thus colours are not bright.
Mixing10.33 The precise proportions of each constituent shouldbe determined after trials at the plant to be used in theworks.
10.34 The binder content by mass should be appropriateto the bulk density of the aggregate. When blast furnaceslag is used, the bulk density of the aggregate isgenerally less than that of natural aggregates or steelslag, and a higher target binder content by mass will berequired. (The proportion by volume will be similar inthe two cases).
10.35 The component materials should be measured intoa mechanical mixer and mixed until the aggregate isuniformly coated with bitumen emulsion and the slurryis of a consistency that can be laid satisfactorily.
10.36 If a bond coat is required it should be applied inaccordance with BS 434 Part 2 before the slurrysurfacing is spread. The rate of spread of the bond coatwill depend on the surface to be treated. For bituminousmaterials the rate should be within the range 0.15-0.3 l/m2 and for concrete surfaces 0.4-0.6 l/m2. The use of apolymer modified bond coat may be advantageous onconcrete surfaces.
10.37 The slurry should be evenly spread such that thelayer thickness conforms to the design requirements ofthe work. Care should be taken to ensure that all surfacecracks, voids and depressions are completely filled withslurry. The slurry as discharged from the mixer shouldbe used without any further addition and should be laidcontinuously by a mobile mixing machine feedingdirectly into the spreader box. In some areas, such asconfined areas on footpaths, central reserves and thelike, it is recognised that the material may have to bespread by hand. Even so, hand laying should be avoidedwherever possible.
Visual Appearance10.38 The finished surface should have a uniformtexture and colour throughout the work. The finishedproduct should be free from blow holes and surfaceirregularities due to scraping, scabbing, dragging,droppings, excessive overlap or badly alignedlongitudinal or transverse joints. Variations in the colourof slurry surfacing can sometimes occur initially butthese tend to stabilise with time, often within 24 hours,dependant on the weather conditions and trafficking.
Efflorescence can occur during the first 24 hours withmixtures that use hydrated lime as an additive, and mayremain for some time. This is not necessarily anindication of uneven mixing or segregation and it shouldnormally disappear after 2 or 3 weeks.
End Performance Specification
10.39 Clauses 918 and 927 in the Specification(MCHW 1) and associated Notes for Guidance (MCHW2) are end performance specifications, with a two yearguarantee requirement, normally of two years duration.Almost all slurry and micro-surfacing systems areproprietary products and as such, require certification byBBA HAPAS. Thus the capability of each proprietarysystem to provide the desired performance will beassessed in advance. The only exception to this is slurrysurfacing which complies with BS 434.
10.40 The BBA HAPAS Certificate and methodstatement for a product will set out the assessedperformance levels, the site preparation, the mixing andlaying procedure, bond coat requirements if any, andaftercare. The performance requirements for slurrysurfacing to Clause 918 during the guarantee periodrelate to wear and to loss of the surfacing, and limits areset on the exposure of the substrate permitted. Clause927 for micro-surfacing includes similar limits and inaddition, sets limits for the minimum retained texturedepth in the nearside wheel track and maximum texturedecay over the second year of the guarantee period, allmeasured by the sand patch test. It is therefore importantthat the actual performance of slurry and micro-surfacing systems are monitored and compared againstthe specified requirements.
10.41 Clauses 918 and 927 of the Specification(MCHW 1) call for rheological product identificationand Vialit Cohesion of the recovered binder to beprovided by the Contractor. It is unlikely thatperformance can be determined from binder data aloneas systems are highly dependent on the aggregategrading, its physico-chemical nature and the emulsionset. However these are all proprietary products and thedata is required for product identification and thereby toensure consistency.
Audit Checks10.42 It should not be necessary to carry out routineaudit checks on proprietary products with a two yearguarantee. Nevertheless if obvious variations in aproduct are occurring, then audit tests should beundertaken to determine aggregate properties andgrading, binder content and binder characteristics. Theseshould be carried out to check that the product complieswith the requirements of the Specification and, when
10/4
Chapter 10Slurry Surfacing and Micro-Surfacing

Volume 7 Section 5Part 2 HD 37/99
February 1999
issued, with the requirements of the BBA HAPASCertificate and the system proprietor’s methodstatement. Non-compliance should be reported to theOverseeing Organisation and the BBA, and may, ifserious and ongoing, result in the suspension of the BBAcertificate for the system.
Description, Evaluation and Avoidance of Failures
10.43 Slurry and micro-surfacings can fail in a numberof ways. Table 10.1 summarises possible causes of thesefailure, suggests how they may be avoided and in somecases rectified.
Chapter 10Slurry Surfacing and Micro-Surfacing
10/5

Volume 7 Section 5Part 2 HD 37/99
February 1999
Defect Cause Avoidance and remedy
Lack of adhesion Inadequate preparation and cleaning The only way to avoid this is to ensure that the existingto underlying of existing surface. Incompatibility surface is properly cleaned. If badly contaminated with hardsurface between slurry and underlying road mud or other materials, water jetting will be required. There
is no remedy other than remove and repeat the work.
Lack of bond Lower layer contaminated or Check the design of mixture and ensure site is kept clean.between layers insufficient binder in the mix There is no remedy except to remove and resurface.
Failure to set Work done in adverse weather Work should not be carried out in adverse conditions, ie rain,conditions or incompatible cold or high humidity. Check the design of the mixture.constituents Resurface the site in more appropriate conditions or with a
more robust product.
Rapid wear Material inappropriate to site. Opened Check design of mixture. The material must gain sufficientto traffic too soon. Work done in stability before opening to traffic. Do not work in adverseadverse weather conditions conditions. The only remedy is re-surface the site with a more
robust product or in more appropriate conditions.
Tearing Material insufficiently strong for the Poor design of surfacing; reappraise site and traffic conditions.location or has poor cohesion or poor Only remedy is to remove and repeat the work using morebond robust materials.
Too rapid set Poor design of the mix or the work is Redesign the mix.being carried out in hot weather Keep the existing surface damp or stop work until weather is
cooler.
Pushing Insufficient cohesion or opened too Close the road to traffic until cohesion has improved; use aearly, or a defective mixture mixture with a higher cohesion. If the mixture is at fault then
the only remedy is to remove and replace with a more robustproduct.
Deformation The design of the mixture is incorrect Use a more deformation resistant mix. Only remedy is tofor the amount of traffic on the site remove and replace.
Bleeding Too much binder in the underlying Do not use slurry or micro-surfacing over a very fatty roadsurface; too much binder in the mix surface. Check design of mixture. The only long term remedy,
where the new road surface has fatted up due to excessbitumen in the underlying surface, is to remove the slurry,re-texture to remove the excess bitumen and re-apply.Alternatively, resurface using another type of surfacing. If themixture is at fault, remove and replace with a redesignedproduct.
Fatting up - The sand-filler-binder matrix is too No remedy. Remove and replace with a superior product.premature texture weak to prevent embedment of theloss coarse aggregate
Depression Usually a reflection of a low area inthe underlying layer
Ridge Check that the screed has no notches. Check that the slurry iscontained and does not flow round the end of the screed.
Longitudinal Usually caused by material adhering Ensure the screed is clean and free from adherent material,tracks to the screed check slurry is not breaking too fast (most likely in hot, dry
conditions)
Colour differences Many factors can cause colour Variations in colour may occur as a result of inadequatedifferences mixing or workmanship, or a change in material sources or
their proportions. Variations due to differing substrate porosityfor example, can often be temporary, the colour becomingmore uniform within a few days.
Table 10.1 Defects in Slurry Surfacing
10/6
Chapter 10Slurry Surfacing and Micro-Surfacing

Volume 7 Section 5Part 2 HD 37/99
February 1999
Chapter 11Retexturing (Bituminous)
11. RETEXTURING (Bituminous)
11.1 The wet skidding resistance of an asphaltic road isgenerated primarily by the microtexture of the aggregatein the surface. This microtexture is gradually polishedby traffic until an equilibrium level is reached. HD 36(DMRB 7.5.1.3) provides advice on the choice ofaggregate and HD 28 (DMRB 7.3.1) on the standardsfor the skidding resistance of in-service roads.
11.2 The ability of a surface to maintain adequateskidding resistance at high speeds is governed by themacrotexture of the surfacing. As a surfacing ages, themacrotexture may fall as chippings are embedded intothe asphalt matrix or substrate or excess binder comes tothe surface. In some circumstances, for example over-rolling, the chippings in a new surfacing may beembedded too far and the requirements for texture depthof a new road may not be met.
11.3 Retexturing is the mechanical reworking of asound road surface to restore either skidding resistance,texture depth or both.
Retexturing techniques
11.4 The suitability and effectiveness of a retexturingtreatment depends on the condition of the road prior totreatment. Some treatments can increase both skiddingresistance and texture depth; others may increaseskidding resistance but reduce texture depth. There arealso treatments which increase texture depth with littleeffect on skidding resistance.
11.5 Advantages include:
a) conservation of natural resources by reworking anexisting surface;
b) retexturing may be more economical than sometraditional resurfacing methods, especially wheresmall areas are to be treated;
c) most processes can be carried out at any time ofyear in all but the most severe weather conditions;
d) traffic disruption is reduced compared withconventional treatments because of short lead-intimes and the speed of the processes;
e) can be used as a "stop-gap" measure to treatsmall, high-risk sites.
11.6 Disadvantages include:
a) retexturing should not be used on unsound roadswhere there is cracking or surface irregularities,or on roads with sealing or overbanding.
b) some processes cannot treat roads with severetransverse deformation, such as heavily ruttedsurfaces.
c) road surfacing features such as ironwork, whitelining and traffic detection loops may have to beavoided or protected.
11.7 The durability of the results of a treatment willdepend on the type and geometry of road, the quantityand behaviour of the traffic, the aggregate and the rateof spread of chippings, where used, in the wearingcourse. However, just as a new surfacing will polishunder the action of traffic, the aggregate on a retexturedsurface will eventually polish back to an equilibriumskidding resistance level, close to that of the originalsurfacing. On a high stress site, where there is muchbraking and turning, the improvement may last a matterof months, but, in a low stress site, the same treatmentmay continue to show an improvement over theuntreated surface for three years or more.
11.8 The following paragraphs give some comments onavailable methods and suggestions on their applicationfor restoring skidding resistance and/or surface texturedepth. Table 11.1 gives a summary of these methods andsuggestions.
Impact methods
11.9 Processes in this category involve striking theroad surface with either hard-tipped tools or hardparticles. These treatments are effective where the lossof skidding resistance is due to polishing and affectmainly the aggregate particles and the weatheredasphaltic matrix.
a) Bush hammering: The road surface is struck by anumber of impact heads with chisel-endedhammers with hardened tips. This processenhances skidding resistance, but can sometimesreduce texture depth, depending on the conditionof the existing road surface and the severity of thetreatment.
11/1

Volume 7 Section 5Part 2 HD 37/99
February 1999
b) Shot blasting: The impact is by steel shotprojected at high speed from a rotating wheel. Asthe surface is scoured, both shot and arisings arerecovered and separated, with the steel shot storedfor reuse. This process improves both skiddingresistance and surface texture depth of chippedrolled asphalt surfacings by removing theweathered asphaltic matrix and leaving thechippings (with renewed faces) exposed. There isa risk of chippings that are not properlyembedded, such as in surface dressing, becomingloosened by this process, as the supporting matrixis removed.
Cutting and scabbling/flailing
11.10 This category includes cutting, sawing, grooving,grinding and scabbling/flail grooving. In the latter case,the cutting action is combined with impact on the cuttingheads.
a) Grooving/grinding: Using diamond-tipped bladesassembled in configurations to suit the patterns ofcutting required. This process can be used toprovide either discrete grooving patterns or forbump cutting. The treatment affects macrotextureand can reduce texture if the blades are in a close-spaced configuration. Microtexture is oftenunaffected because the plateaux between groovesare the original surface.
b) Longitudinal scabbling: Hardened tips set into theedges of steel washers are loosely mountedside-by-side and drawn across the road surfacewhilst being hydraulically loaded. This processenhances skidding resistance, by removingmaterial from the tops of particles to expose newaggregate faces, but it reduces surface texturedepth by the same process.
c) Orthogonal grooving: This consists of deeperlongitudinal and transverse grooving combinedwith scabbling. The skidding resistance isimproved but, whilst the surface texture depth isimproved initially, the grooves may close up underheavy trafficking. Further, the regular groovesgenerated within the road surface can give rise toincreased road noise. Although this treatment canprovide significantly enhanced skiddingresistance, it is not a preferred option as it can beless comfortable for all road users and may reducethe ride stability of motorcyclists.
Fluid action
11.11 This involves the surface being subjected to theaction of a fluid at high temperature or pressure. Thesetreatments are not mechanical reworking of the roadsurface to expose new aggregate surfaces, and as aresult do not restore skidding resistance lost through thepolishing action of traffic.
Other considerations
11.12 Although retexturing is a useful option to considerwhen addressing problems of skidding resistance orsurface texture depth loss due to the action of traffic,there will always be other factors to be taken intoaccount.
a) Some treatments will be more appropriate forsome surfacings than others. For example, anaggressive cutting or flailing technique would beinappropriate for a surface dressing or othersurfacing type where small aggregate particles arerelatively loosely bound to the substrate orsurrounding matrix. There would be a risk of thesurfacing becoming separated from the substrateby direct action of the treatment of water ingressand frost action.
b) The effect of an individual process of bothskidding resistance and texture depth must beconsidered in the light of what is required in aparticular situation. For example, where surfacetexture is already at an acceptable level or whereincreasing it may be undesirable, a treatment thatdoes not increase surface texture would beappropriate.
c) Retexturing is most effective on road surfacingsthat are generally sound. If some sealing action isrequired in addition to improved skiddingresistance or texture, retexturing would beinappropriate. Similarly, a surface which isfretting or losing chippings may be damagedfurther by mechanical action.
11.13 As with all processes, the advice in this Chaptercannot cover all contingencies, it is appropriate to getadvice from the contractors when sourcing thesetreatments as to details of a particular process and itssuitability for a particular site.
11/2
Chapter 11Retexturing (Bituminous)

Volume 7 Section 5Part 2 HD 37/99
February 1999
Chapter 11Retexturing (Bituminous)
11/3
Suitability of t reatment processesSurfacing Original condition: effect
type required from treatment Bush Shot Grooving/ Longitudina l Orthogonal Carbonising Water-hammering blasting grinding scabbling grooving jetting
Polished aggregate: good1 texture ✔ ✔ ✔ ✔ ✔ O Orecovery of skiddingresistance
poor1 texture ✔ ✔ ✔ x x O O
Chipped Embeddedrolled chippings: good2 SR O ✔ O x ✔ ✔ ✔asphalt recovery of texture
depthpoor2 SR O ✔ O x O ✔ ✔
Excessive noise/ good SR ✔ x O ✔ x x xexcessive texture
Polished aggregate: good texture ✔ x x O x x xrecovery ofskidding resistance
Surface poor texture ✔ O x x x x xdressing
Fatted-up: good SR x x x x x ✔ ✔recovery oftexture depth
poor SR x x x x x ✔ ✔
Polished aggregate: good texture ✔ ✔ ✔ ✔ x x xrecovery of
Thin skidding resistancesurfacings poor texture ✔ ✔ ✔ x x x x
Removal ofbinder film good SR O O x x x O O
Polished aggregate: good texture ✔ ✔ O ✔ x x xrecovery of skidding
Close resistancetextured poor texture ✔ ✔ O x x x x
macadamsRemoval of good SR O O x ✔ x ✔ ✔binder film
Key: SR Skidding Resistance O Treatment may be appropriate in some circumstances✔ Appropriate treatment but effects will be limited and depend on surfacing conditionx Not recommended
Notes: 1 SMTD = Sensor Measured Texture Depth. 2 When referring to skidding resistance, "good" and "poor"When referring to texture in this context, denote above or below investigatory level respectively."good" and "poor" are approximately thefollowing: SMTD > 1.2 mm, good;SMTD < 0.6 mm, poor.
Table 11.1 Appropriate circumstances and treatments for retexturing bitumen-bound surfacings
General Except for thin wearing course systems, proprietary surface dressing and, where permitted, stone mastic asphalt surfacings,note: which have minimum in-service texture depth requirements at the end of their warranty periods, it has not been found
necessary to introduce standards for in-service texture depth, adequate texture being maintained by erosion of the bindermatrix. Nevertheless reduced texture may contribute to a reduction in low speed skidding resistance, although not necessarilyto below the investigatory level, and which may be enhanced by an appropriate treatment.

Volume 7 Section 5Part 2 HD 37/99
February 1999
13. MISCELLANEOUS SURFACING M ATERIALS
13.1 There are a wide variety of surfacing materialsthat are not covered in the other chapters of this Part.These are products that are either undergoingdevelopment or that are little used on trunk roads.
Dense bitumen macadam
13.2 Dense bitumen macadam wearing course toBS 4987 is available with a 6 mm nominal aggregatesize. It has a very low texture depth and therefore it isonly suitable as a surfacing for roads with a low speedrestriction. With good compaction it is reasonablydurable, however its resistance to deformation does notmake it suitable for very heavily trafficked roadscarrying a large proportion of commercial vehicles.
Open graded bitumen macadam
13.3 Open graded bitumen macadam wearing course toBS 4987 is available with both 10 and 14 mm nominalaggregate sizes. They are not however, designated‘preferred mixtures’ in BS 4987. These products havelow strength and their durability is suspect. They are notsuitable as surfacings for high speed or heavilytrafficked roads.
Close graded bitumen macadam
13.4 Close graded bitumen macadam to BS 4987 isavailable in both 10 and 14 mm nominal sizes. They aredesignated ‘preferred mixtures’ in BS 4987, howevertheir void content can be relatively high and theirdurability is therefore suspect. Furthermore theseproducts are sensitive to small variations in bindercontent and aggregate grading with the result that theirvoid content can fluctuate from one load to the nextunless tight control is exercised at the mixing plant. Inconsequence, their resistance to deformation must alsobe suspect and they are not suitable for use on heavilytrafficked roads. In addition, as the texture depthobtained is low they are not suitable as surfacings forhigh speed roads.
Dense tar surfacing
13.5 Few suppliers carry tar routinely and the materialis generally only available to special order. The onlypermitted use of dense tar surfacing is in vehiclestanding or parking areas to take advantage of itsresistance to fuel spillage, where traffic speeds are low,and significant texture depth is unnecessary. Dense tarsurfacing (DTS) should comply with the requirements ofBS 5273 with a coarse aggregate content of 50%. Thenarrow temperature range specified limits the time
available for compaction and a minimum depth of40 mm is required even in good conditions. If traffickingis very severe, the use of crushed rock fines should bespecified to obtain sufficient resistance to deformation.Because tar based materials stiffen rapidly with age anydeformation that occurs is more likely to happen in thefirst or second summer rather than subsequently. Densetar surfacing has proved to be very durable although itstexture can reduce in time. Because it is little used, thematerial is unlikely to be cost effective except in rareinstances.
In-situ Macadams
13.6 In-situ macadams are proprietary products whichare either applied as multilayer surface dressings to forma thin surfacing or as graded aggregates onto which abinder is sprayed, followed by mixing in-situ, gradingand compaction. As these are proprietary systems theywill require BBA HAPAS certification.
Controlled Texture Asphalt
13.7 Controlled texture asphalt is a surfacingsomewhat similar to a Dense Bitumen Macadam. It isdesigned to be placed with an initial texture depth thatwill be maintained for the life of the surfacing. As yet itdoes not provide an adequate initial texture depth topermit its use on high speed roads and it is alsoexpensive. Controlled texture asphalt contains a mixtureof two aggregates with significantly different resistanceto abrasion; typically with aggregate abrasion values inthe ratio of 2:1. The grading of the material is based onthe packing properties of the selected aggregates to givea mixture with a controlled void content and surfacetexture. Once the target grading has been selected andthe binder content determined, production toleranceshave to be more precise than those specified for BritishStandard materials. Controlled texture asphalts areproprietary and will therefore require BBA HAPAScertification.
Cold laid materials
13.8 Cold laid materials are being developed forpermanent reinstatements as a result of the‘Specification for the Reinstatement of Openings inHighways’ issued by the Highways Authorities andUtilities Committee (HAUC). A number of productshave HAUC approval for use in the reinstatement oftrenches on roads carrying traffic up to 30 msa.
Chapter 13Miscellaneous Surfacing Materials
13/1

Volume 7 Section 5Part 2 HD 37/99
February 1999
References
1. Design Manual for Roads and Bridges
HD 20 Loop Detectors for Motorways(DMRB 9.3.1)
HD 26 Pavement Design (DMRB 7.2.3)HD 28 Skidding Resistance (DMRB 7.3.1)HD 29 Structural Assessment Methods
(DMRB 7.3.2)HD 31 Maintenance of Bituminous Roads
(DMRB 7.4.1)HD 32 Maintenance of Concrete Roads
(DMRB 7.4.2)HD 36 Surfacing Materials for New Construction
and Maintenance (DMRB 7.5.1)HD 38 Concrete Surfacing and Materials
(DMRB 7.5.3)
2. Manual of Contract Documents for HighwayWorks (MCHW)
Volume 1 : Specification for Highway WorksVolume 2 : Notes for Guidance on the Specification for
Highway Works
3. Transport Research Laboratory (TRL)
1973
Brown, J. R., Pervious Bitumen Macadam Surfacings toReduce Splash and Spray at Stonebridge, Warwickshire,Laboratory Report 563.
1985
Daines, M.E., Cooling of Bituminous Layers and TimeAvailable for their Compaction, Research Report 4.
1986
Daines, M. E., Pervious Macadam: Trials on TrunkRoad A38 Burton Bypass, 1984, Research Report 57
1989
Edwards, A. C. and Mayhew, H.C., Recycled AsphaltWearing Courses, Research Report 225
1991
Nicholls, J. C., Adverse Weather Conditions and Layingof Hot Rolled Asphalt, Research Report 280.
1992
Daines, M. E., Trials of Pervious Macadam and HotRolled Asphalt on the A38 at Burton, ResearchReport 323.
1994
Nunn, M. E., Evaluation of Stone Mastic Asphalt(SMA); a High Stability Wearing Course Material,Project Report 65.
1996
Road Note 39, 4th Edition (Revised), Design Guide forRoad Surface Dressing.
1997
Gershkoff, D. R., Carswell, J., and Nicholls, J.C.,Rheological properties of polymer-modified binders foruse in rolled asphalt wearing course, Report 157.
Nicholls, J. C., Laboratory Tests on High FrictionSurfaces for Highways, TRL Report 176.
Roe, P. G. and Hartshorne, S. A., The MechanicalRetexturing of Roads: Study of Processes and Early-lifePerformance, TRL Report 298.
1998
Roe, P. G. and Hartshorne, S. A., MechanicalRetexturing of Roads. An Experiment to AssessDurability. TRL Report 299.
Heslop, M. W. and Gershkoff, D.R., The Properties andApplication of Modified Binders, TRL Report XXX (tobe published)
4. British Standards Institution
1975
BS 5273; Dense tar surfacing for roads and other pavedareas. (Confirmed 1990)
1984
BS434; Bituminous Road Emulsions (Anionic andCationic): Part 1: Specification for bitumen roademulsions. (Confirmed 1997)
14. REFERENCES AND BIBLIOGRAPHY
Chapter 14References and Bibliography
14/1

Volume 7 Section 5Part 2 HD 37/99
February 1999
BS434; Bituminous Road Emulsions (Anionic andCationic): Part 2: Code of practice for use of bitumenroad emulsions. (Confirmed 1997)
1989
BS 3690; Part 1: Specification for Bitumens for Roadsand other Paved Areas. (Confirmed 1997)
BS812: Part 114: Method for determination of thePolished Stone Value (PSV)
1990
BS 5212; Cold applied joint sealants for concretepavements: Part 1: Specification for joint sealants.
BS 5212; Cold applied joint sealants for concretepavements: Part 2: Code of practice for the applicationand use of joint sealants.
BS 5212; Cold applied joint sealants for concretepavements: Part 3: Methods of test.
BS 598; Sampling and examination of bituminousmixtures for roads and other paved areas: Part 105:Methods of test for the determination of texture depth.
1992
BS 2499; Hot applied joint sealant for concretepavements: Part 2: Code of practice for the applicationand use of joint sealants.
BS 594; Hot rolled asphalt for roads and other pavedareas: Part 1: Specification for constituent materials andasphalt mixtures.
BS 594; Hot rolled asphalt for roads and other pavedareas: Part 2: Specification for transport, laying andcompaction of rolled asphalt.
1993
BS 2499; Hot applied joint sealants for concretepavements: Part 1: Specification for joint sealants.
BS 2499: Hot applied joint sealants for concretepavements: Part 3: Methods of test.
BS 4987; Coated macadam for roads and other pavedareas Part 1: Specification for constituent materials andfor mixtures.
BS 4987; Coated macadam for roads and other pavedareas Part 2: Specification for transport, laying andcompaction.
BS DD 213; Method for the determination of the indirecttensile stiffness modulus of bituminous mixtures.
BS2000: Methods of test for petroleum and its products:Part 49: Determination of needle penetration ofbituminous material.
BS2000: Methods of test for petroleum and its products:Part 58: Determination of softening point of bitumen.Ring and Ball Method.
1995
BS DD ABF: Method for the determination of thefatigue characteristics of bituminous mixtures usingindirect tensile fatigue.
1996
BS 12; Specification for Portland cement.
BS 598: Sampling and examination of bituminousmixtures for roads and other paved areas: Part 102:Analytical Test Methods.
BS 598: Sampling and examination of bituminousmixtures for roads and other paved areas: Part 110:Method of test for the determination of wheel trackingrate.
BS DD 226: Method for determining resistance topermanent deformation of bituminous mixtures subjectto unconfined dynamic loading.
BS prEN 12272-1, Surface Dressing, Test Method,Accuracy of rate of spread of binder and chippings.
1997
BS prEN 12272-3, Surface Dressing, Test Method,Determination of binder-aggregate adhesivity by theVialit plate shock method.
5. Others
1977
Szatkowski, W. S. and Brown, J.R., Design andPerformance of Pervious Wearing Courses for Roads inBritain, 1967 to 1976, Highways and Road ConstructionInternational.
Chapter 14References and Bibliography
14/2

Volume 7 Section 5Part 2 HD 37/99
February 1999
1996
Experimental Procedures for the Design and Testing ofBituminous Mixtures for pavement engineering:Recommendations from the joint University/Industry/Highway Authority Bitutest project, University ofNottingham, Dept of Civil Engineering.Bibliography
6. Transport Research Laboratory
1968
Road Note 36 (2nd edition); Specification forManufacture and Use of Rubberised BituminousMaterials and Binders.
1993
Carswell, J., The Testing and Performance of SurfaceDressing Binders for Heavily Trafficked Roads. ProjectReport 12
Carswell, J and Gershkoff, D.R., The Performance ofModified Dense Bitumen Macadam Roadbases.Research Report 358
Gershkoff, D.R., Rheological Analysis of PolymerModified Bitumens for use in Rolled Asphalt WearingCourse. Project Report PR/H/24/93
Nicholls, J.C. and Daines, M.E., Acceptable WeatherConditions for laying Bituminous Materials. ProjectReport 13.
1994
Nunn, M.E. and Smith, T. Evaluation of a PerformanceSpecification in Road Construction. Project Report 55.
Chaddock, B. and Pledge, K., Accelerated and FieldCuring of Bituminous Roadbase. Project Report 87.
1995
Daines, M.E., Tests for Voids and Compaction in RolledAsphalt Surfacing. Project Report 78
Nicholls, J.C., Potter, J.F., Carswell, J. and Langdale,P., Road Trials of Thin Wearing Course Materials.Project Report 79
1996
Nunn, M.E., The Characterisation of BituminousMacadams by Indirect Tensile Stiffness Modulus. TRLReport 160.
1997
Nicholls, J.C., Review of UK Porous Asphalt Trials.TRL Report 264.
7. British Standards Institution
1972
BS 3136: Specification for cold emulsion sprayingmachines for roads: Part 2: Metric units. (Confirmed1994).
1973
BS 1446: Specification for mastic asphalt (natural rockasphalt fine aggregate) for roads and footways.(Confirmed 1990)
1987
BS 598: Sampling and examination of bituminousmixtures for roads and other paved areas: Part 100:Methods for sampling for analysis. (Confirmed 1996)
BS 3195: Methods of sampling petroleum products: Part3: Methods for sampling bituminous binders (identical toEN58).
BS 598: Sampling and examination of bituminousmixtures for roads and other paved areas: Part 101:Methods of preparatory treatment of samples foranalysis.
1989
BS 598: Sampling and examination of bituminousmixtures for roads and other paved areas: Part 104:Methods of test for the determination of density andcompaction. (Confirmed 1996)
BS 812 : Testing aggregates: Part 114: Methods fordetermination of the polished stone value.
1990
BS 598: Sampling and examination of bituminousmixtures for roads and other paved areas: Part 107:Method of test for the determination of the compositionof design wearing course rolled asphalt. (Confirmed1996)
BS 598: Sampling and examination of bituminousmixtures for roads and other paved areas: Part 108:Methods for determination of the condition of binder oncoated chippings and for the measurement of the rate ofspread of coated chippings.
Chapter 14References and Bibliography
14/3

Volume 7 Section 5Part 2 HD 37/99
February 1999
BS 598: Sampling and examination of bituminousmixtures for roads and other paved areas: Part 109:Methods for the assessment of the compactionperformance of a roller and recommended procedures forthe measurement of the temperature of bituminousmixtures.
BS 812: Testing aggregates: Part 113: Methods for thedetermination of aggregate abrasion value (AAV).(Confirmed 1995)
1995
BS 598: Sampling and examination of bituminousmixtures for roads and other paved areas: Part 111:Method for determination of resistance to permanentdeformation of bituminous mixtures subject tounconfined uniaxial loading.
1996
BS 598: Sampling and examination of bituminousmixtures for roads and other paved areas: Part 102:Analytical test methods.
BS DD 227: Methods of measuring irregularities onsurfaces of roads, footways and other paved areas usingstraightedges and wedges.
BS DD 228: Methods for determination of maximumdensity of bituminous mixtures.
BS DD 229: Method for determination of the hydraulicconductivity of permeable surfacings.
BS DD 232: Method for determination of the maximumbinder content of bituminous mixtures without excessivebinder drainage.
BS EN 500-1 to 500-6: Mobile road constructionmachinery.
1997
BS prEN 12594: Petroleum products- Bitumen andbituminous binders- Preparation of test samples.
BS prEN 12850: Petroleum products- Bitumen andbituminous binders- Determination of pH of Bitumenemulsions
8. Others
Standard Method for analysis and testing of PetroleumProducts, Appendix E: The significance and useage ofIP precision data. Published annually by the Institute ofPetroleum.
1954
Van der Poel, C.J., A general system describing theviscoelastic properties of bitumen and its relation toroutine test data. Journal of Applied Chemistry, vol 4,p 221.
1969
Heukelom, W., A bitumen Test Data Chart for showingthe effect of temperature on the mechanical behaviour ofasphaltic bitumens. Journal of the Institute of PetroleumTechnologists, vol 55, p 407.
1979
Szatkowski, W.S., Rolled asphalt wearing courses withhigh resistance to deformation Proceedings of conferenceheld in London 16 October 1979 (published 1980).Institution of Civil Engineers.
1990
Whiteoak, D., The Shell Bitumen Handbook. ShellBitumen UK.
1993
Standard specification for performance graded asphaltbinder. AASHTO Provisional Standard MP1.
Standard test method for determining the rheologicalproperties of asphalt binder using a Dynamic ShearRheometer. ASSHTO Provisional Standard TP5.
1994
Hunter, R.N. (Editor), Bituminous mixtures in roadconstruction. Thomas Telford, London.
Mercer, J., Nicholls, J.C. and Potter, J.F. Thin surfacingmaterial trials in the UK; Paper given at Performanceand Life cycle Analysis of Bituminous Thin SurfaceRehabilitation Techniques. Transportation ResearchBoard, Washington D.C.
Chapter 14References and Bibliography
14/4

Volume 7 Section 5Part 2 HD 37/99
February 1999
1995
Proceedings of the First European Workshop on theRheology of Bituminous Binders. Eurobitume.
Road Surface Dressing Association: Code of Practicefor Surface Dressing. RSDA.
The Shell Bitumen Industrial Handbook. Shell BitumenUK.
Brown, S.F., Gibb, J.M., Read, J.M., Scholz, T.V. andCooper, K.E., Design and testing of bituminousmixtures; report of the LINK/Bitutest research project.University of Nottingham, Dept of Civil Engineering.
1996
Proceedings of the Eurasphalt and Eurobitume congress1996, Foundation Eurasphalt.
Dobson, G., Rheology and Roads. Eurobitume.
1997
Cabrera, J.G. (Editor), Proceedings of the SecondEuropean Symposium on Performance and Durability ofBituminous Materials, Leeds, April 1997. Aedificatio,Zurich.
Nicholls, J.C. (Editor), Asphalt surfacings; A guide toasphalt materials and treatments used for the surfacecourse of road pavements.
Chapter 14References and Bibliography
14/5

Volume 7 Section 5Part 2 HD 37/99
February 1999 15/1
15. ENQUIRIES
Approval of this document for publication is given by the undersigned:
Quality Services DirectorThe Highways AgencySt Christopher HouseSouthwark Street J KERMANLondon SE1 0TE Quality Services Director
The Deputy Chief EngineerThe Scottish Office Development DepartmentNational Roads DirectorateVictoria Quay N B MACKENZIEEdinburgh EH6 6QQ Deputy Chief Engineer
The Director of HighwaysWelsh OfficeY Swyddfa GymreigCrown BuildingsCathays Park K THOMASCardiff CF1 3NQ Director of Highways
The Technical DirectorDepartment of the Environment forNorthern IrelandRoads ServiceClarence Court10-18 Adelaide Street V CRAWFORDBelfast BT2 8GB Technical Director
All technical enquiries or comments on this document should be sent in writing as appropriate to the above.
Chapter 15Enquiries


a b c d e f g c h f g i d j d c dk l m n o i pq j n l m e f g i d j d c d k l m n o i pr d m s i t j g d u s m d j g v p w m n i x x x y j m m y m i z { | { } ~ � � � � � { � ~ ~k d n � � d j i r � � m c i � � u i c j n i pk d n � � d j i q j n i i j p� � � s m c v p a n i s d c e m c � b � j m m y m i z { | { } ~ � � � � � { � ~ �
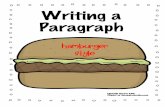
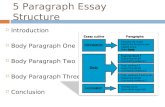



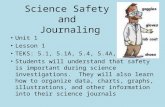
![The L-Shaped Method - Université catholique de Louvain · 1 The L-Shaped Method [§5.1 of BL] 2 Optimality Cuts [§5.1a of BL] 3 Feasibility Cuts ... s.t. Wy + Iv+ Iv = h k Tkx v](https://static.fdocuments.net/doc/165x107/5c743ee109d3f2f23c8bf8de/the-l-shaped-method-universite-catholique-de-louvain-1-the-l-shaped-method.jpg)