
Biodiesel and Glycerine Purification With Lewatit GF-Resins
63
1 22 April 2008 Lewatit ® Ion Exchange Resins Tailor-made solutions for GreenFuels production
-
Upload
roberth-sallago-espinoza -
Category
Documents
-
view
605 -
download
72
Transcript of Biodiesel and Glycerine Purification With Lewatit GF-Resins

1 22 April 2008
Lewatit® Ion Exchange Resins
Tailor-made solutions forGreenFuels production

2 22 April 2008
Lewatit®
iex resins
Pure biodiesel & glycerine with Lewatit® ion exchange resins
Pure BiodieselPure BiodieselPure GlycerinePure Glycerine

3 22 April 2008
The Lewatit® GreenFuels product line for biodiesel / glycerine
Polisher, anion removal, decolorizationGF 505
Polisher, cation removalGF 404
Separation of salts from glycerineGF 303
Adsorber for glycerine, soaps, salts, water, MeOHGF 202
Esterification catalyst for FFA removal from triglyceridesGF 101

4 22 April 2008
Biodiesel and glycerine purification with Lewatit GF-Resins
Transesterification
FFA
Glycerine+ salts
GF 303(salts remova)
GF 101(esterification)
GF 404(polishing)
GF 505(polishing)
Pure Glycerine
FAMEFAME
TriglyceridesTriglycerides
BiodieselBiodiesel+ impurities+ impurities
GF 202(purification) Pure biodieselPure biodiesel
GF 101(FFA removal)
Glycerine+ soap Acid Split

5 22 April 2008
Biodiesel molecular structure
Major fatty acid methyl ester components of biodiesel
O
OCH3
Methyl linoleate
O
O CH3
Methyl palmitate
O
O CH3
Methyl oleate

6 22 April 2008
High viscosityPoor combustion
PalmRape seedSoyabeanSunflower
CanolaCoconut Jatropha
Used cookingAnimal fats
Conversion
Low viscosityGood combustion
Raw oil sources for biodiesel production
Oil types
BiodieselBiodiesel

7 22 April 2008
Triglycerides
Fatty-Acids:
Micelles, phospholipids, proteins, mineral salts Others:
> 95%
0.1- 5%
< 1%
Raw oils chemical composition
O
O
O
O
O
O
O
OH

8 22 April 2008
Property ASTM Limits UnitsFlash point 93 100 min. °CWater sediment 2709 0.05 max. vol. %Carbon residue 4530 0.050 max. w t. %Kin. viscosity 40°C 445 1.9 - 6.0 mm²/sec.Sulfur 5453 0.05 max. w t. %Cetane 613 40 min.Cloud point 2500 by customer °CCopper corrosion 130 No 3 max.Acid number 664 0.08 max. mg KOH/gSulfated ash 874 0.020 max. w t. %Free glycerine 6584 0.020 max. w t. %Total glycerine 6584 0.240 max. w t. %
Biodiesel quality standards ASTM

9 22 April 2008
Property Limits Units Test methodFlash point > 101 °C ISO CD 3679eWater content 500 mg/kg EN ISO 12937Alkali metals 5 max. mg/kg pr EN 14108Viscosity 40°C 3.5 - 5.0 mm²/sec. EN ISO 3104Sulfur 10 max. mg/kgCetane 51 min. EN ISO 5165Acid number 0.5 max. mg KOH/g pr EN 14104Sulfated ash 0.02 max. % (m/m) ISO 3987Free glycerine 0.02 max. %(m/m) pr EN 14105Monoglycerides 0.8 max %(m/m)Diglycerides 0.2 max. %(m/m)Triglycerides 0.2 max. %(m/m) pr EN 14105Total glycerine 0.25 max. w t. % pr EN 141101Methanol content 0.2 max. %(m/m)
Biodiesel quality standards Europe: EN 14214 *
* As specified for BD from rape seed oil (not all specs. listed)

10 22 April 2008
Degumming, cleaning of triglycerides
Raw Triglycerides
Phosphoric acid
Heat
Centrifuge I
Phosphatide waste
Centrifuge II
Water
Pure Triglycerides
Filter
Bleaching earth

11 22 April 2008
Purified Triglycerides
Recommended purity> 95%
OCH3
O
OHHO OH
Biodiesel phase
Glycerine phase
Transesterification catalyst CH3OH
Triglyceride transesterification
Top Layer
Bottom Layer
O
O
O
O
O
O

12 22 April 2008
Transesterification catalysts
The most commonly used transesterification catalysts are NaOH, KOH and their methanolicalkoxides NaOCH3, KOCH3.
Currently >90% of all large scale industrial plants world-wide use alkoxide catalysts:
• Reduced soap formation
• Better separation of glycerine and biodiesel phases.
• Good drying agents
The most commonly used transesterification catalysts are NaOH, KOH and their methanolicalkoxides NaOCH3, KOCH3.
Currently >90% of all large scale industrial plants world-wide use alkoxide catalysts:
• Reduced soap formation
• Better separation of glycerine and biodiesel phases.
• Good drying agents

13 22 April 2008
• NaOH, KOH react with FFA to form soap + water• Additional soap is formed by the OH-catalysed hydrolysis of ester• NaOH, KOH double the formation of soap relative to NaOMe, KOMe
• NaOH, KOH react with FFA to form soap + water• Additional soap is formed by the OH-catalysed hydrolysis of ester• NaOH, KOH double the formation of soap relative to NaOMe, KOMe
Enhanced soap formation with NaOH / KOH
FFAOH
O
NaOH
ONa
O
Soap
+
H2O +
OCH3
O
+
OH-
ONa
O
Soap
H2O
CH3OH +
FAME

14 22 April 2008
FFAOH
O
NaOCH3
With alkoxides, soaps are only formed by neutralisation of FFA:With alkoxides, soaps are only formed by neutralisation of FFA:
ONa
O
Soap
+
+
Reduced soap formation with alkoxides
CH3OH
In order to reduce alkoxide catalyst costs, Lewatit GF 101 can be utilised to effectively eliminate FFA from the triglyceride feedstocks.
In order to reduce alkoxide catalyst costs, Lewatit GF 101 can be utilised to effectively eliminate FFA from the triglyceride feedstocks.

15 22 April 2008
Free fatty acid (FFA*)
1 – 100%
OH
O
HOCH3
H2O
OCH3
O
Fatty acid methyl ester(FAME)
+
+
GF 101
Esterification of free fatty acids with catalyst Lewatit® GF 101
*The FFA feeds must be degummed and cleaned prior to passage through the GF 101*The FFA feeds must be degummed and cleaned prior to passage through the GF 101

16 22 April 2008
Transesterification
FFA
Glycerine+ salts
GF 303(salts remova)
GF 101(esterification)
GF 404(polishing)
GF 505(polishing)
Pure Glycerine
FAME
Triglycerides
BiodieselBiodiesel+ impurities+ impurities
GF 202(purification) Pure biodieselPure biodiesel
GF 101(FFA removal)
Glycerine+ soap Acid Split
Esterification of free fatty acids with catalyst Lewatit® GF 101

17 22 April 2008
Design for an 8,000 to/a esterification unit for
reduction of free fatty acids (FFA´s) from triglycerideswith
Catalyst Lewatit GF 101
Design for an 8,000 to/a esterification unit for
reduction of free fatty acids (FFA´s) from triglycerideswith
Catalyst Lewatit GF 101GF 101
FFA conversion
3 yearsCatalyst lifetime
Oil feed (kg/h)
900 kg / h (upflow)Oil + MeOH feed
Triglycerides with FFA´sOil-Feed
MeOH feed (kg/h)
FFA content in oil
90-110°CTemperature
4.0 m Bed depth
1.0 m Diameter
3.0 m3 Resin volume:
Esterification of free fatty acids with catalyst Lewatit® GF 101
250
650
95%
10-50%
350
600
95%
50-100%
200
700
95%
1-10%
Upflow operation preventsbed plugging and enables long catalyst life
Upflow operation preventsbed plugging and enables long catalyst life
Industrial applications Pilot plants

18 22 April 2008
Esterification of free fatty acids with catalyst Lewatit® GF 101
Prior to the esterification step it is recommendable to include a guard bed with GF 101 forremoval of any potential cationic and amine catalyst poisons, especially in conjunction withused oils from the foodstuffs industries.
Guard bed sizing: 20-30% of the resin volume in the esterification reactorBed height: 2 mReplacement: 6-9 monthly intervals (once-use / non-regeneration resin)
Prior to the esterification step it is recommendable to include a guard bed with GF 101 forremoval of any potential cationic and amine catalyst poisons, especially in conjunction withused oils from the foodstuffs industries.
Guard bed sizing: 20-30% of the resin volume in the esterification reactorBed height: 2 mReplacement: 6-9 monthly intervals (once-use / non-regeneration resin)
Triglyceride + FFA
MeOH
Triglyceride + FFA-Methyl ester
Guard - bed Esterification reactor

19 22 April 2008
• Lewatit GF 202 removes glycerine, soaps, waxes, salts, water, methanol.
• It can replace the conventional water-wash, eliminate costly water stripping
and reduce investment and operating costs.
• Lewatit GF 202 removes glycerine, soaps, waxes, salts, water, methanol.
• It can replace the conventional water-wash, eliminate costly water stripping
and reduce investment and operating costs.
Biodiesel purification with Lewatit® GF 202

20 22 April 2008
• Fulfills the stringent specification requirements of the fuel industries
• One liter of GF 202 will typically purify 10 tons biodiesel / year
• Regenerable, long resin lifetimes
• Can be retrofitted into existing plants using water-wash
• All biodiesel qualities irrespective of the triglyceride source can be treated
• Usable in plants ranging from 100 1,000,000 to/a
• The most cost-effective resin-based purification system in the market
• Fulfills the stringent specification requirements of the fuel industries
• One liter of GF 202 will typically purify 10 tons biodiesel / year
• Regenerable, long resin lifetimes
• Can be retrofitted into existing plants using water-wash
• All biodiesel qualities irrespective of the triglyceride source can be treated
• Usable in plants ranging from 100 1,000,000 to/a
• The most cost-effective resin-based purification system in the market
Features of Lewatit® GF 202 in biodiesel purification

21 22 April 2008
Transesterification
FFA
Glycerine+ salts
GF 303(salts remova)
GF 101(esterification)
GF 404(polishing)
GF 505(polishing)
Pure Glycerine
FAMEFAME
TriglyceridesTriglycerides
BiodieselBiodiesel+ impurities+ impurities
GF 202(purification) Pure biodieselPure biodiesel
GF 101(FFA removal)
Glycerine+ soap Acid Split
Biodiesel purification with Lewatit® GF 202

22 22 April 2008
Glycerine +Salts
Transesterification
Low-acidtriglycerides
MeOH MeONa HCl
Separation
MeOH +Gly. + salts
Water +Glycerine +
Salts
Water
Water strip
Puremethyl esters
(Biodiesel)
BaynoxAntioxidant
Water wash
Water strip
MeO
H Strip
Raw oils withfree fatty acids
Esterification Methyl ester phase
Glycerine phase
Glycerine purification
Classical biodiesel production process
MeO
H Strip
23 22 April 2008
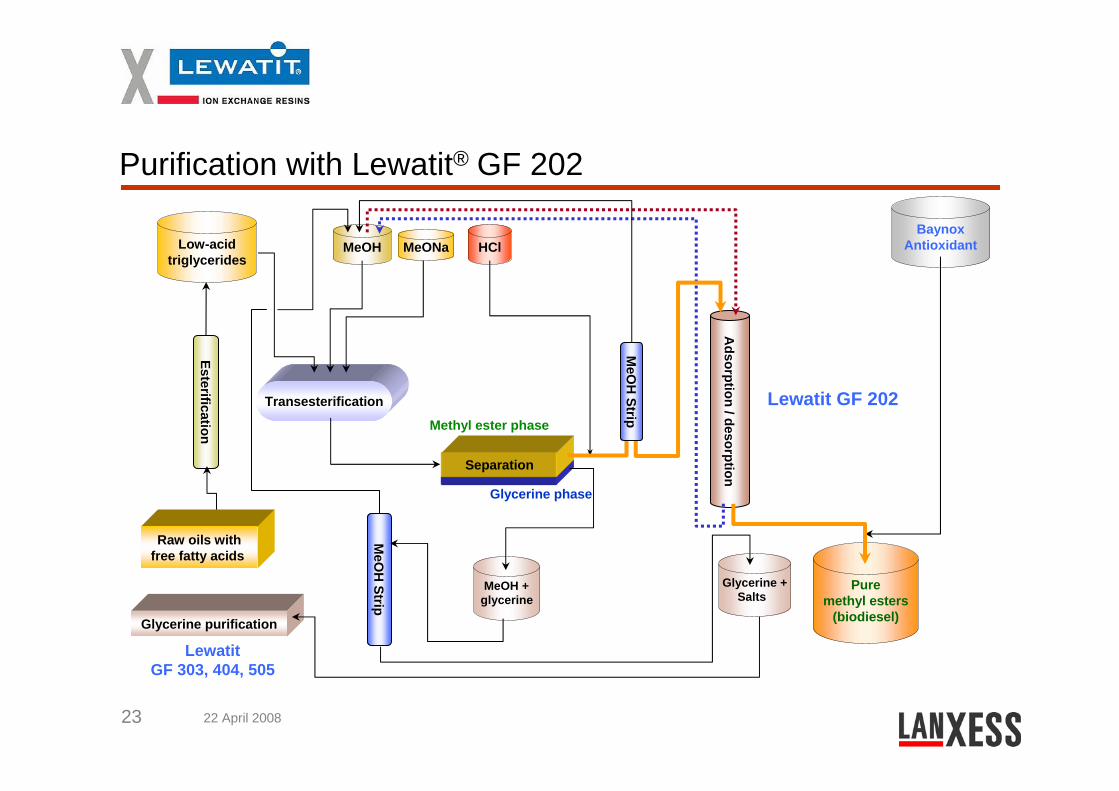
Adsorption / desorption
Puremethyl esters
(biodiesel)
Transesterification
Glycerine +Salts
MeOH MeONa
Separation
MeOH +glycerine
Methyl ester phase
Glycerine phase
BaynoxAntioxidant
MeO
H Strip
Lewatit GF 202
Glycerine purification
Esterification
Raw oils withfree fatty acids
Low-acidtriglycerides
Lewatit GF 303, 404, 505
HCl
Purification with Lewatit® GF 202
MeO
H Strip

24 22 April 2008
Water w
ash
Water +glycerine +
salts
Water
Water strip
Water strip
Purification with water wash Purification with Lewatit® GF 202
One column of resincompletely replaces the water washing system!!
Lewatit® GF 202 vs water wash
Glycerine adsorption / desorption

25 22 April 2008
Purification with water washPurification with water wash Purification with Lewatit GF 202Purification with Lewatit GF 202
Lewatit® GF 202 vs water wash
Many biodiesel plants already use NaOCH3 for transesterification, i.e. the streams are already very dry.
Water efficiently removes impurities but needs tobe stripped down down to <500 ppm in thepurified biodiesel.
In classical biodiesel plants, dry streams arewetted and redried at subtantial cost.
Many biodiesel plants already use NaOCH3 for transesterification, i.e. the streams are already very dry.
Water efficiently removes impurities but needs tobe stripped down down to <500 ppm in thepurified biodiesel.
In classical biodiesel plants, dry streams arewetted and redried at subtantial cost.
With GF 202, dry biodiesel streams remaindry.
Only methanol is required as a washingagent to regenerate the resin. The washingeffluent is recycled to the transesterification.
With GF 202, dry biodiesel streams remaindry.
Only methanol is required as a washingagent to regenerate the resin. The washingeffluent is recycled to the transesterification.
26 22 April 2008
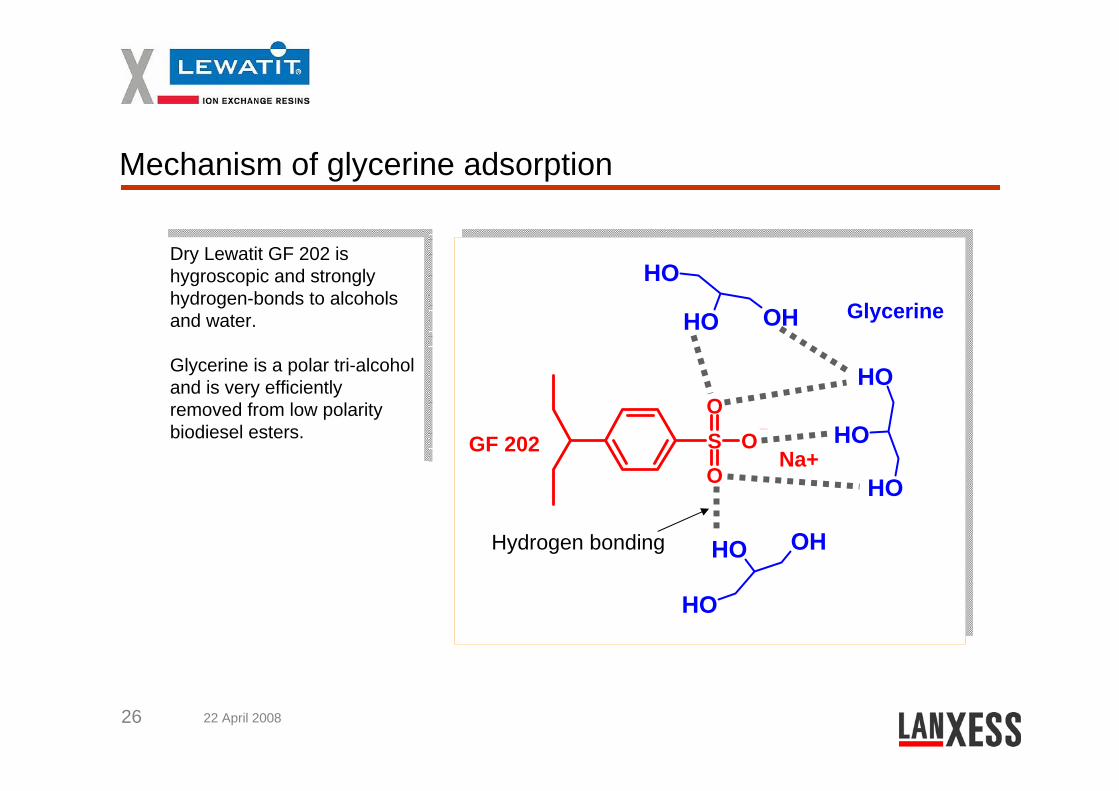
Mechanism of glycerine adsorption
GF 202 SO
OO
Glycerine
OH
OHOH
OH
OH
OH
OH
OH
OH
Na+
Hydrogen bonding
Dry Lewatit GF 202 is hygroscopic and strongly hydrogen-bonds to alcohols and water.
Glycerine is a polar tri-alcohol and is very efficiently removed from low polarity biodiesel esters.
Dry Lewatit GF 202 is hygroscopic and strongly hydrogen-bonds to alcohols and water.
Glycerine is a polar tri-alcohol and is very efficiently removed from low polarity biodiesel esters.

27 22 April 2008
GF 202
Glycerine layer
Mechanism of salts and soaps adsorption on GF202
Typical impurities in raw BD to resin (MeOH-stripped)
conc. (ppm)Glycerine < 1500Soaps < 500Water < 500MeOH < 1000Salts < 1000
K+
Na+
Ca++
Mg++
SO42-
Cl-
-O2C
-O2C
H2O
MeOH
The glycerine layer on the GF 202 adsorbs polar and ionic impurities.Impurities are not as efficiently adsorbed if no glycerine is present.
28 22 April 2008
Important notice
Prior to passage through GF 202, the ester phase should
not be pretreated
to remove the glycerine, either by water wash, dry resins,
or inorganic filtration media.
The presence of glycerine is essential for the adsorption of soaps and salts!!
Mechanism of salts and soaps adsorption on GF202

29 22 April 2008
Adsorption of glycerine & soaps from rape seed biodiesel at 2 BV/h, 28°CAdsorption of glycerine & soaps from rape seed biodiesel at 2 BV/h, 28°C
0
100
200
300
400
500
600
700
800
5 10 15 20 25 30 35Bed volumes biodiesel from rape seed oil
ppm
glycerine inletsoaps inletglycerine outletsoaps outlet
Plant operating data for Lewatit® GF 202

30 22 April 2008
Biodiesel phase
clean
Glycerine phase+
High concentrations ofionic impurities + soaps
Biodiesel phase+
Small concentrations ofionic impurities + soaps
GF 202+
Glycerine phase+
High concentrations ofionic impurities + soaps
Transesterificationphase separation
Transesterificationphase separation
Capture of ionic impurities on glycerine phase of GF 202
Capture of ionic impurities on glycerine phase of GF 202
Impurities adsorption in glycerine

31 22 April 2008
GF 202 “sponge-structure“
Monodisperse bead sizing, hexagonal closest packing
Structure of Lewatit® GF 202
32 22 April 2008
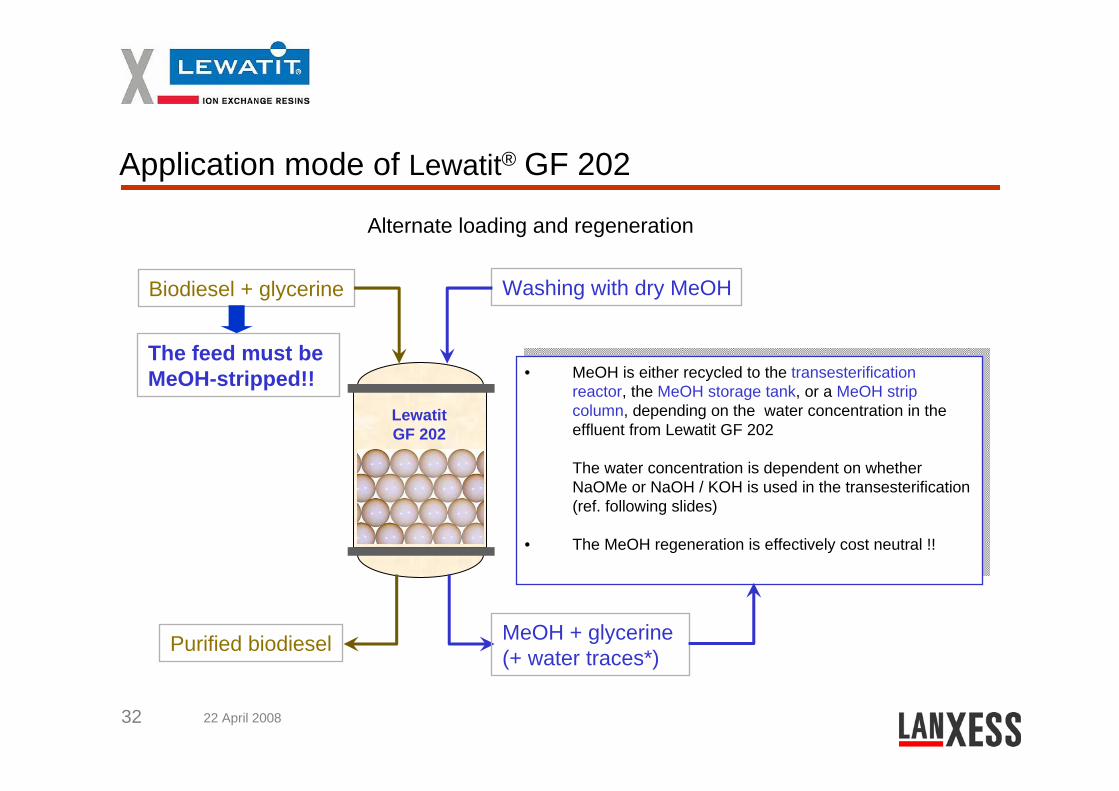
Alternate loading and regeneration
Biodiesel + glycerine Washing with dry MeOH
Purified biodiesel MeOH + glycerine (+ water traces*)
• MeOH is either recycled to the transesterification reactor, the MeOH storage tank, or a MeOH strip column, depending on the water concentration in the effluent from Lewatit GF 202
The water concentration is dependent on whether NaOMe or NaOH / KOH is used in the transesterification (ref. following slides)
• The MeOH regeneration is effectively cost neutral !!
• MeOH is either recycled to the transesterification reactor, the MeOH storage tank, or a MeOH strip column, depending on the water concentration in the effluent from Lewatit GF 202
The water concentration is dependent on whether NaOMe or NaOH / KOH is used in the transesterification (ref. following slides)
• The MeOH regeneration is effectively cost neutral !!
LewatitGF 202
Application mode of Lewatit® GF 202
The feed must be MeOH-stripped!!

33 22 April 2008
MeOH +
glycerine +
salts & soaps
Methanol
GF 202+
glycerine +
salts & soaps
GF 202
clean
Regeneration / cleaning with methanol
Methanol
Raw oils
Transesterification
34 22 April 2008
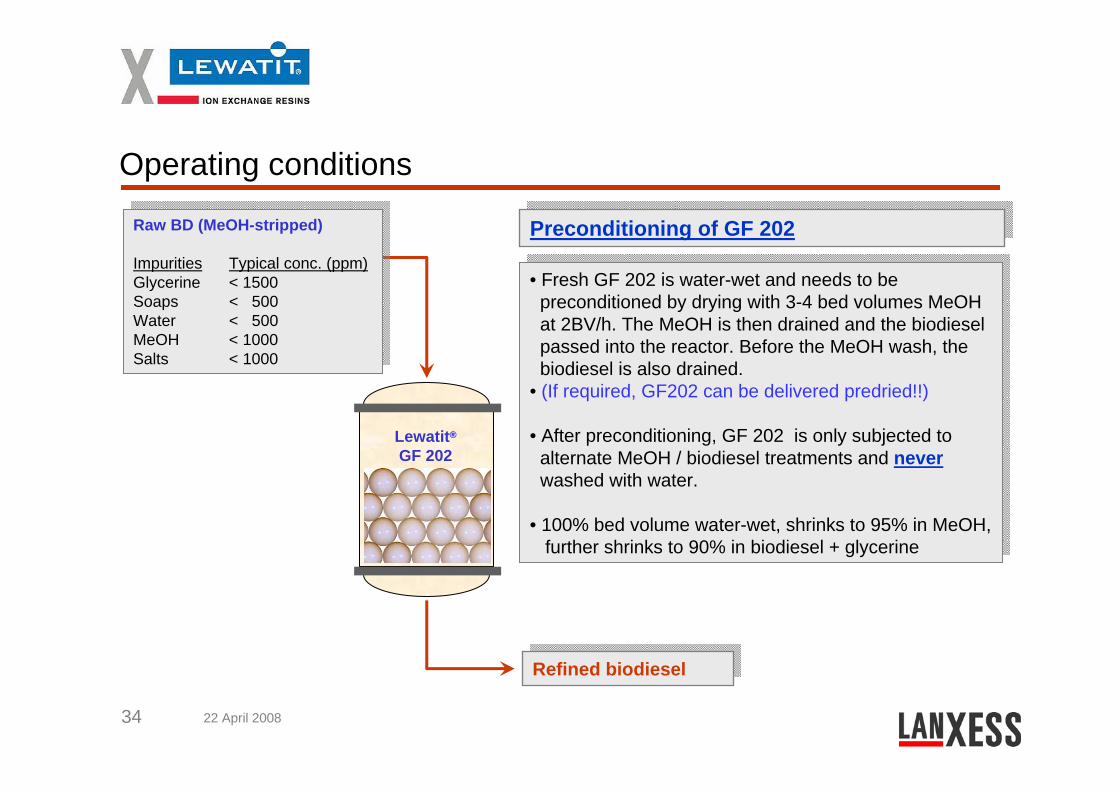
• Fresh GF 202 is water-wet and needs to be preconditioned by drying with 3-4 bed volumes MeOH at 2BV/h. The MeOH is then drained and the biodieselpassed into the reactor. Before the MeOH wash, thebiodiesel is also drained.
• (If required, GF202 can be delivered predried!!)
• After preconditioning, GF 202 is only subjected to alternate MeOH / biodiesel treatments and neverwashed with water.
• 100% bed volume water-wet, shrinks to 95% in MeOH,further shrinks to 90% in biodiesel + glycerine
• Fresh GF 202 is water-wet and needs to be preconditioned by drying with 3-4 bed volumes MeOH at 2BV/h. The MeOH is then drained and the biodieselpassed into the reactor. Before the MeOH wash, thebiodiesel is also drained.
• (If required, GF202 can be delivered predried!!)
• After preconditioning, GF 202 is only subjected to alternate MeOH / biodiesel treatments and neverwashed with water.
• 100% bed volume water-wet, shrinks to 95% in MeOH,further shrinks to 90% in biodiesel + glycerine
Preconditioning of GF 202Preconditioning of GF 202
Operating conditions
Refined biodieselRefined biodiesel
Lewatit®
GF 202
Raw BD (MeOH-stripped)
Impurities Typical conc. (ppm)Glycerine < 1500Soaps < 500Water < 500MeOH < 1000Salts < 1000
Raw BD (MeOH-stripped)
Impurities Typical conc. (ppm)Glycerine < 1500Soaps < 500Water < 500MeOH < 1000Salts < 1000

35 22 April 2008
• Throughput (LHSV) 1.5 – 2 (BV* biodiesel / hr)
• Temperature: 30°C – 50° – 70°C
• Bed height: 1 – 2 m**
• Freeboard: 20%
• Operating capacity: 250 g glycerine / liter (max.)
*BV = bed volumes
** Please refer to us for specific design details
• Throughput (LHSV) 1.5 – 2 (BV* biodiesel / hr)
• Temperature: 30°C – 50° – 70°C
• Bed height: 1 – 2 m**
• Freeboard: 20%
• Operating capacity: 250 g glycerine / liter (max.)
*BV = bed volumes
** Please refer to us for specific design details
Operating conditionsGlycerine adsorption by GF 202Glycerine adsorption by GF 202
Refined biodieselRefined biodiesel
Lewatit®
GF 202
Raw BD (MeOH-stripped)
Impurities Typical conc. (ppm)Glycerine < 1500Soaps < 500Water < 500MeOH < 1000Salts < 1000
Raw BD (MeOH-stripped)
Impurities Typical conc. (ppm)Glycerine < 1500Soaps < 500Water < 500MeOH < 1000Salts < 1000

36 22 April 2008
• Temperature: 20 – 60°C
• Regeneration volume: 3 - 4 BV.MeOH at 2 BV
• Cycle time between regen.: 8-10 days
• Resin life: 4-5 years (average)
• Temperature: 20 – 60°C
• Regeneration volume: 3 - 4 BV.MeOH at 2 BV
• Cycle time between regen.: 8-10 days
• Resin life: 4-5 years (average)
Operating conditionsRegeneration with methanolRegeneration with methanol
Refined biodieselRefined biodiesel
Lewatit®
GF 202
Raw BD (MeOH-stripped)
Impurities Typical conc. (ppm)Glycerine < 1500Soaps < 500Water < 500MeOH < 1000Salts < 1000
Raw BD (MeOH-stripped)
Impurities Typical conc. (ppm)Glycerine < 1500Soaps < 500Water < 500MeOH < 1000Salts < 1000

37 22 April 2008
• The reactor is first drained then blown through withnitrogen to displace residual methanol from the voidvolume between the beads.
• Biodiesel is introduced from the bottom of the reactorat 2 BV/h. As MeOH is less dense than biodiesel, it is initially carried out of the reactor as a separate phase.
• The first 5-7 bed vols of biodiesel can either be passedupflow or downflow through the bed at 2 BV/h, or downflow at 4 BV/h, at temperatures in the range 25-50°C. This biodiesel should be MeOH-stripped.
•The next approx 8-20 bed volumes can be sent tostorage for further dilution with subsequently eluted BD(ref. MeOH elution profile on next page)
• The reactor is first drained then blown through withnitrogen to displace residual methanol from the voidvolume between the beads.
• Biodiesel is introduced from the bottom of the reactorat 2 BV/h. As MeOH is less dense than biodiesel, it is initially carried out of the reactor as a separate phase.
• The first 5-7 bed vols of biodiesel can either be passedupflow or downflow through the bed at 2 BV/h, or downflow at 4 BV/h, at temperatures in the range 25-50°C. This biodiesel should be MeOH-stripped.
•The next approx 8-20 bed volumes can be sent tostorage for further dilution with subsequently eluted BD(ref. MeOH elution profile on next page)
Operating conditionsMeOH displacement after regenerationMeOH displacement after regeneration
Refined biodieselRefined biodiesel
Lewatit®
GF 202
Raw BD (MeOH-stripped)
Impurities Typical conc. (ppm)Glycerine < 1500Soaps < 500Water < 500MeOH < 1000Salts < 1000
Raw BD (MeOH-stripped)
Impurities Typical conc. (ppm)Glycerine < 1500Soaps < 500Water < 500MeOH < 1000Salts < 1000

38 22 April 2008
0
0,2
0,4
0,6
0,8
1
1,2
0 5 10 15 20 25Bed volumes biodiesel
MeO
H c
once
ntra
tion
in B
D e
fflue
nt (%
)
Elution profile of GF 202 after regeneration with methanol
MeOH specification level
Biodiesel to: 1. storage for dilution 2. or to second column GF 202
MeOH strip
Throughput at 2 BV/h.

39 22 April 2008
Plant configuration
A: Single unit B: 1x in operation, 1x in standby C: 2 units in series: lead-lag
• Depending on the the amount of biodiesel produced and manufacturing siteinfrastructure, any of the configurations A-C can be used.
• We recommend the classical lead-lag setup, whereby the freshly MeOHregenerated reactor is switched to the lag-position.
• Depending on the the amount of biodiesel produced and manufacturing siteinfrastructure, any of the configurations A-C can be used.
• We recommend the classical lead-lag setup, whereby the freshly MeOHregenerated reactor is switched to the lag-position.
GF 202 GF 202 GF 202 GF 202 GF 202

40 22 April 2008
mio. gal/a30
years5Resin lifetime
h156Cycle time
ppm800Glycerine conc
g/liter resin**150-250Glycerine capacity
bar0.4Pressure drop
meter2Bed height
liters GF 2027,800Bed volume
bed vols/h2LHSV
gal./min.69
l/h15,600
to/h12.5Throughput
h8,000Annual operation
to/a*100,000Capacity This basic design can be scaled linearly for plant sizing ranging from 100 1,00,000 to/a
**Variable, depending on the influent glycerine concentration.
Basic design for a 100,000 to/a biodiesel purification unit

41 22 April 2008
Summary biodiesel purification with Lewatit® GF 202
• Substitutes conventional water-wash
• Generates specification-grade BD
• pH neutral operation, no impurities emitted by the resin
• Regenerable system
• Cost-neutral regeneration
• Applicable in 100 – 1,000,000 to/a plants
• > 10 years production experience
• Substitutes conventional water-wash
• Generates specification-grade BD
• pH neutral operation, no impurities emitted by the resin
• Regenerable system
• Cost-neutral regeneration
• Applicable in 100 – 1,000,000 to/a plants
• > 10 years production experience

42 22 April 2008
90% utilization of reactor volume No swelling relative to delivery formNo regular BD lossClean, smooth operationResin disposal every 5 yearsLewatit GF 202
Regular opening of reactor & waste handlingResin disposal several times / year
Resin swelling of 100-150%Regular BD loss in resin during dispoal
30% utilization of reactor volume
Dry resins
Cost comparison: Lewatit® GF 202 vs alternative technologies
Alternatives to Lewatit GF 202 for biodiesel purification are conventional water wash, once-use inorganic silicate-based filtration media and once-use dried ion exchange resins.
Handling- and cost-comparisons are summarised in the following tables.

43 22 April 2008
Cost / ton biodiesel ($)Application
20.00Inorganic filtration media (one way application)
13.00Dry resins (one way application)
0.35Lewatit GF 202 (lifetime 5 years minimum)
25.00Water wash
Cost comparison: Lewatit® GF 202 vs alternative technologies

44 22 April 2008
Reactor configuration: Lewatit vs dry resin in BD purification
Lewatit purification unit Lewatit purification unit
2 reactors / train2 reactors / train
GF 202 GF 202
Dry resin purification unitDry resin purification unit
4 reactors / train4 reactors / train

45 22 April 2008
Lewatit® GF 202 reference plantsCompany Oil.BLocation Solbiate Olona, Milano, ItalyCapacity 250,000 to/a (3 x 8 cbm reactors, 2 trains)Startup 2001
Company Oil.BLocation Solbiate Olona, Milano, ItalyCapacity 250,000 to/a (3 x 8 cbm reactors, 2 trains)Startup 2001
Lewatit GF 202 has been used in
industrial-scale biodiesel purification since
1996.
Of the numerous companies using Lewatit
biodiesel purification know-how,
Oil.B located near Milano, Italy, has
generously permitted the citation of its
plant as a reference.
The first batch of GF 202 was used for
7 years.
For further information please contact
your local Lewatit agent.
Lewatit GF 202 has been used in
industrial-scale biodiesel purification since
1996.
Of the numerous companies using Lewatit
biodiesel purification know-how,
Oil.B located near Milano, Italy, has
generously permitted the citation of its
plant as a reference.
The first batch of GF 202 was used for
7 years.
For further information please contact
your local Lewatit agent.

46 22 April 2008
Transesterification
FFA
Glycerine+ salts
GF 303(salts remova)
GF 101(esterification)
GF 404(polishing)
GF 505(polishing)
Pure Glycerine
FAMEFAME
TriglyceridesTriglycerides
BiodieselBiodiesel+ impurities+ impurities
GF 202(purification) Pure biodieselPure biodiesel
GF 101(FFA removal)
Glycerine+ soap Acid Split
Glycerine processing with GF 303, GF 404, GF 505

47 22 April 2008
Salts-removal from glycerine with Lewatit® GF 303
RI & µS
Lewatit GF 303 is a chromatography resin designed for salts removal from glycerine by ion exclusion.
Raw glycerine from the acid split is introduced into the top of the resin bed.
The glycerine is then eluted with demineralised water.
The effluent is fractionated and monitored by refractive index (RI) and conductivity (µS).
Salts are eliminated first through ion exclusion, followed by glycerine.
Lewatit GF 303 is a chromatography resin designed for salts removal from glycerine by ion exclusion.
Raw glycerine from the acid split is introduced into the top of the resin bed.
The glycerine is then eluted with demineralised water.
The effluent is fractionated and monitored by refractive index (RI) and conductivity (µS).
Salts are eliminated first through ion exclusion, followed by glycerine.

48 22 April 2008
The principle of Ion Exclusion
SO3-
Na+
SO3-Na+
SO3-
Na+
SO3-
Na+
SO3-
Na+SO3-
Na+
SO3-
SO3-
Na+
+=
+-
+
+
-
-
-
+ +-
-
GF 303 GF 303

49 22 April 2008
+
+-
+
+
-
-
-
+ +-
-+
+-
+
+
-
-
-
+ +-
-
Na+ Cl- Na+ Cl- Na+ Cl- Na+ Cl- Na+ Cl-
The principle of Ion Exclusion

50 22 April 2008
+
+-
+
+
-
-
-
+ +-
-
Net effect = ions pass around the resin beads
GF 303
Na+Cl- Na+Cl-
Na+
Cl-
Na+
Cl-
Cl-Na+
Cl-
+
+-
+
+
-
-
-
+ +-
-
Na+Cl- Na+Cl-
Na+
Cl-
Na+
Cl-
Cl-Na+
Cl-
The principle of Ion Exclusion

51 22 April 2008
+
+-
+
+
-
-
-
+ +-
-
Ion Exclusion
OH OHOH
OH OHOH
Glycerine hydrogen bonds to the water in the GF 303
52 22 April 2008
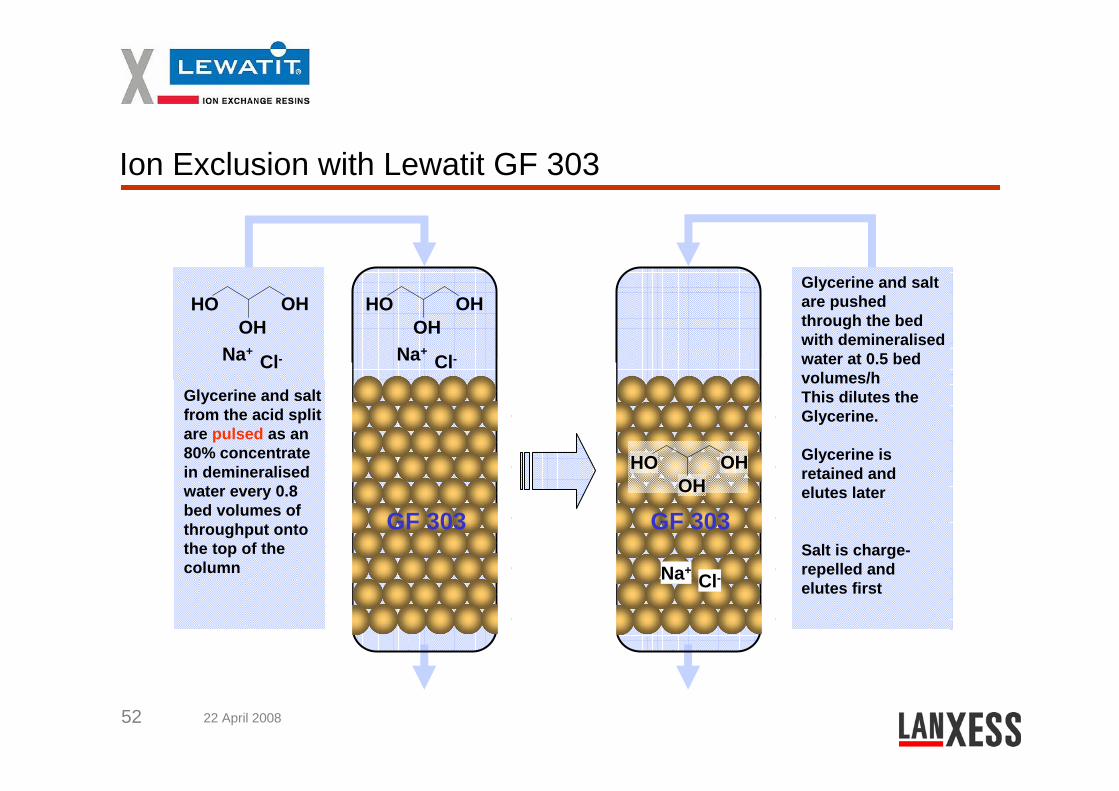
Ion Exclusion with Lewatit GF 303
GF 303
HO OHOH
Na+Cl-
HO OHOH
Na+Cl-
Glycerine and saltare pushedthrough the bedwith demineralisedwater at 0.5 bedvolumes/hThis dilutes the Glycerine.
Glycerine is retained and elutes later
Salt is charge-repelled andelutes first
Glycerine and saltfrom the acid split are pulsed as an80% concentratein demineralisedwater every 0.8bed volumes ofthroughput ontothe top of thecolumn
HO OHOH
Na+Cl-
GF 303

53 22 April 2008
Separation of glycerine and salts from acid split
0
10
20
30
40
50
60
0,2 0,4 0,6 0,8
Filtered bed volume
Salts
[*10
0 µS
/cm
]
0
10
20
30
40
50
60
(%)G
lyce
rine
GF 303
Glycerine purification with Lewatit® GF 303

54 22 April 2008
50,000ppmNaCl
80minTotal cycle length
2560mlTotal volume/cycle
18Cycles / day
80°CTemperature
0.48bv/h
0.98m/h
1920ml/h
32ml/minFlow rate
3926mlResin volume
2000mmResin bed depth
19.63sqcmColumn square area
5,0cmColumn diameter
2,360ml/cycle
80%Glycerol conc. feed
200ml/cycleGlycerol injection
250g/cycle
200glyc/cycle
50g gly /l resin
73.75minutesWater injection
32ml/minRinse water flow
6.25minutes
Feed
Glycerol injection
20
1,260
NaCl ppm
ml/fract
16
Fractions
%
1,300ml/fract
49,980NaCl ppm
Lab arrangement for glycerine purification
1 to/d glycerine requires 1 cbm resin

55 22 April 2008
Deashing of glycerine from rape seed oil glycerine
Test procedure
column glas column with heating jacket, diameter 50 mm, filling height 200 cm = 3930 ml resin
temperature 70 °Cfeed glycerine from rape seed oil
83 % Glycerol 4.7 % NaCl
eluent demineralised water
Injection / pulse: 200 ml glycerine solution
flow rate 32 ml/ min = 100 cm/h
RI & µS

56 22 April 2008
0
500
1.000
1.500
2.000
2.500
0 200 400 600 800 1000 1200
time (min)
µS
1,335
1,34
1,345
1,35
1,355
1,36
1,365
RI
Conductivity NaCl Refractive index glycerine
Test result of glycerine-NaCl separation

57 22 April 2008
Strongly acidic,monodisperse
gel-typecation exchange
resin
GF 303
Glycerine purification with Lewatit® GF 303
80% in waterGlycerine
50,000 ppmNaCl
650 IUColor
20% in waterGlycerine
100 ppmNaCl
200 IUColor
Raw glycerine 99.8% deashed glycerine

58 22 April 2008
demin. waterEluent
5 yearsResin lifetime
Glycerine from BD transesterificationFeed
80 °C Temperature
0.5 LHSV (bed vol./h)
5-7 wt% Salts conc. in raw glycerine
1.8 to. glycerine in 0.5 to. water Loading / cycle
1.8 to. glycerine in 7.2 to. water [ø]Effluent concentration
6.0 m Bed depth
2.5 m Diameter
30 m3 Resin volume
Design for a 10,000 to/a glycerine purification unit via
Ion Exclusion Chromatographywith
Lewatit GF 303
Plant for a 10,000 to/a fixed-bed glycerine deashing unit
GF 303

59 22 April 2008
Glycerine polishing with Lewatit® GF 404 / GF 505
GF 404
Strongly acidic,monodisperse macroporous
cation exchange resin
GF 505
Intermediate-basicmonodisperse macroporous
anion exchange resin
20% in waterGlycerine
< 1 ppmNaCl
< 1 IUColor
20% in waterGlycerine
100 ppmNaCl
200 IUColor
Salts-free glycerine Polished glycerine

60 22 April 2008
Plant for a 10,000 to/a glycerine polishing unit
3000 cbm / cycleCapacity
150 hCycle time
60°CTemp.
20 cbm/hFlow rate
20% in waterGlycerine
200 ICUColor
100 ppmNaCl
GF 5056 cbm
GF 4045cbm
20% in waterGlycerine
<1 ICUColor
<1 ppmNaClHCl NaOH
Waste

61 22 April 2008
Glycerine phase
Biodiesel phase
GF 202Transesterification
Biodiesel and glycerine purification with Lewatit® iex resins
GF 101
GF 303
GF 404
GF 505

62 22 April 2008
For additional Information
www.lewatit.com

63 22 April 2008
This information and our technical advice - whether verbal, in writing or by way of trials - are given in good faith but without warranty, and this also applies where proprietary rights of third parties are involved. Our advice does not release you from the obligation to verify the information currently provided (especially that contained in our safety data and technical information sheets) and to test our products as to their suitability for the intended processes and uses. The application, use and processing of our products and the products manufactured by you on the basis of our technical advice are beyond our control and, therefore, entirely your own responsibility. Our products are sold and our advisory service is given in accordance with the current version of our General Conditions of Sale and Delivery.
Lewatit® is a registered trademark of Lanxess Deutschland GmbH.
Legal note


















