Bio-refinery of Natural Fibre in Green Economy - UPVpersonales.upv.es/~vamigo/Alcides/Bio-refinery...
58
Bio-refinery of Natural Fibre in Green Economy Alcides Lopes Leão
Transcript of Bio-refinery of Natural Fibre in Green Economy - UPVpersonales.upv.es/~vamigo/Alcides/Bio-refinery...

Bio-refinery of Natural Fibrein Green Economy
Alcides Lopes Leão

Matt Carr.Director, Industrial & Environmental Section.Biotechnology Industry Organization.March 23, 2006. http://www.bio.org/ind/presentations/CleanTech.pdf
“Fibre Total”- A Global Concept Extracting the FULL potential of WHOLE Fibre ….the ultimate, economical, and sustainable approach

Michael Kamm * and Birgit Kamm. 1st International Biorefinery Workshop. U.S. DEO and European CommissionJuly 20 and 21, 2005, Washington D.C. http://www.biorefineryworkshop.com/presentations/Kamm.pdf
General Scheme: Lignocellulose Feedstock Biorefinery

Fibre Bio-Refinery: Pathways and Opportunities
Trans-esterification
Chemical synthesis
Enzymatic conversion
Pulp/Paper
Fuels
Energy
Bio-products
Base Chemicals
Food/feed
Non-food products
Operation & Processes Products
Gas/Liquid Fermentation
Gasification/Combustion

Biomass AvailabilityA wide range of Forest/A wide range of Forest/AgriAgri based based
feedstockfeedstock
Residues/thinings Short rotation plantations
Conventional forests

Managed Biomass: Availability Vs Consumption
120x109
ton
Food: 62%Energy: 33%
Non-food: 5%
6x109
ton
Global production
Consumption (only 5%)
Oil seedsOil seeds
CerealsCereals
Wood Wood
2.2x102.2x1099
tonton2x102x1099
tonton
1.8x101.8x1099
tonton
Type of uses
Type of resourcesRenewable resources and biorefineryRenewable resources and biorefinery--GhentGhent--Sep.192005/7Sep.192005/7

22.3%
77.3%
In 2008 Bio-fibre Product Market touches almost 2.0 Million MT Milestone
Future
Growth for wood pulp, MDF fibre, long bast, Micro- & Nano-fibres, crystal, low cost carbon
DriverEnvironmental footprintFunctional propertiesAbundance
Natural Fibre Refinery Market Outlook Underestimated Importance of Biofibres
Wood Pulp
Bast Fibre
ShivesMDF Pulp
Nano-Fibre

Magnitude of Agricultural Waste
Pineapple
Hay
Soy stems and hulls Wheat straw
Rest
Barley
1.3 M tons0.88 M tons
5.04 M tons
2.28 M tons0.25 Mtons
0.15 M tons
Presenter
Presentation Notes
At present, some soy hulls are used as a fiber source for cattle; however, huge amounts of soy hulls are left to waste. Similarly, tons of unused wheat straw residues are generated every year, with only a small percentage being used in applications such as feedstock and energy production. Biocomposites are a prospective commercial application that would unlock the potential of these underutilized renewable materials and provide a non-food based market for agricultural industry. The use of agricultural residues in biocomposites is a prospective commercial application that would unlock the potential of these underutilized renewable materials and provide a non-food based market for the agricultural industry.

Global Wood Product Market Shift
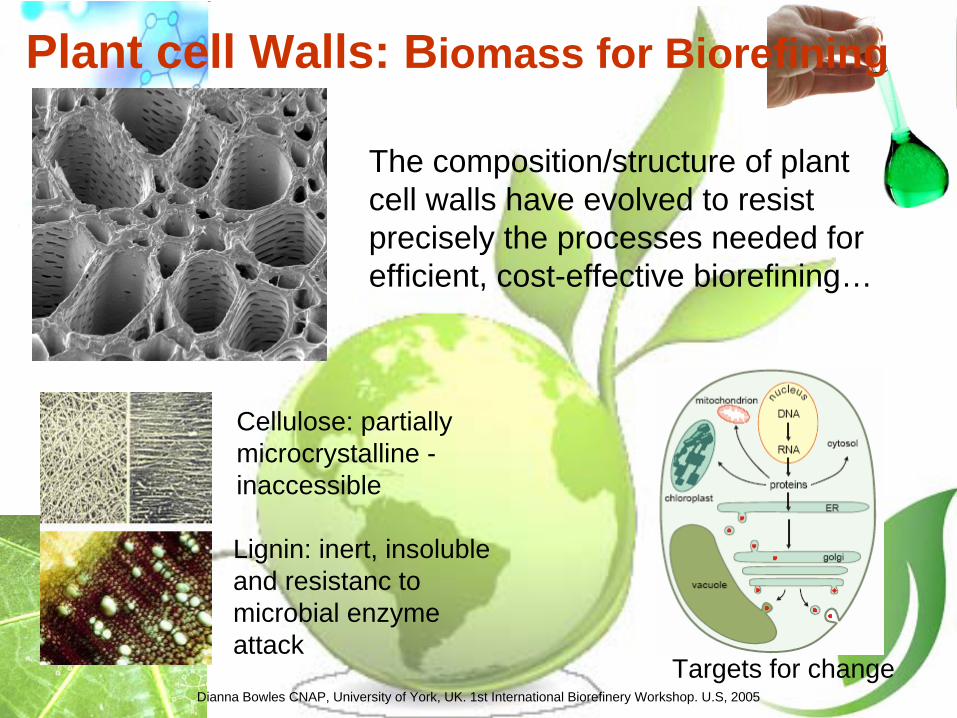
Plant cell Walls: Biomass for Biorefining
The composition/structure of plant cell walls have evolved to resist precisely the processes needed for efficient, cost-effective biorefining…
Cellulose: partiallymicrocrystalline - inaccessible
Lignin: inert, insoluble and resistanc tomicrobial enzyme attack
Targets for changeDianna Bowles CNAP, University of York, UK. 1st International Biorefinery Workshop. U.S, 2005

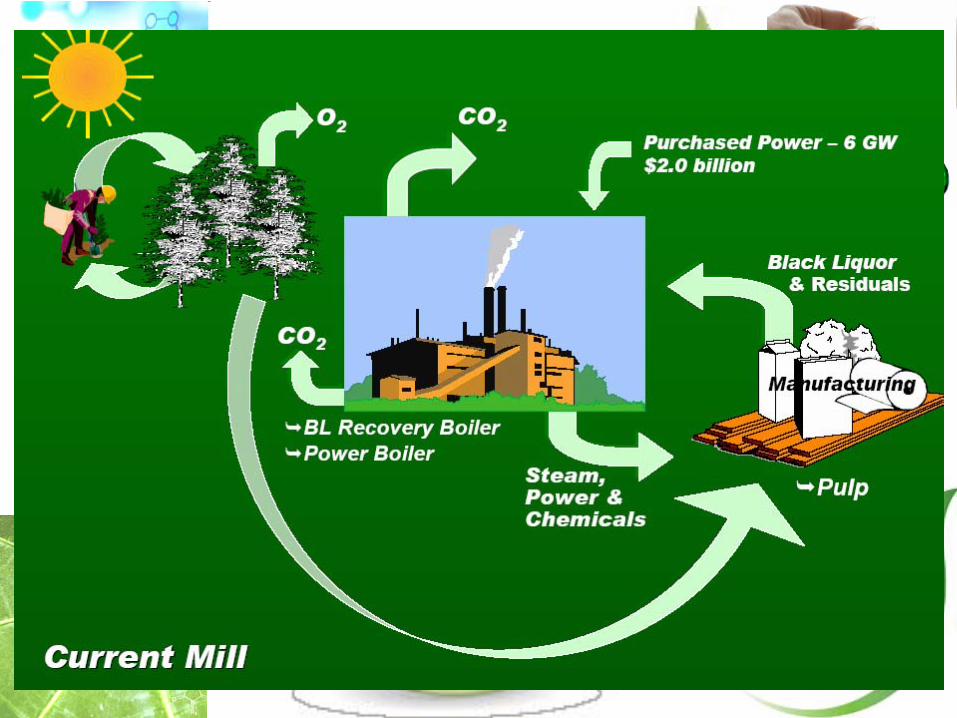
Pulping: Pathway to Bio-refinery Future Pulp Mill; a true biorefinery
““Full utilization of the incoming biomass for simultaneous Full utilization of the incoming biomass for simultaneous production of production of fibresfibres/paper products, chemicals and energy/paper products, chemicals and energy””
The Eco-cyclic Pulp Mill VisionPeter Axegård, STFI-Packforsk. 1st International BiorefineryWorkshop, July 20-21, 2005, Washington, D.C
Agro and
wood fibre

Material balance: a typical kraft pulp mill
Finished product: 630 000 t pulp/y
Total By-products: 984 000 t /y
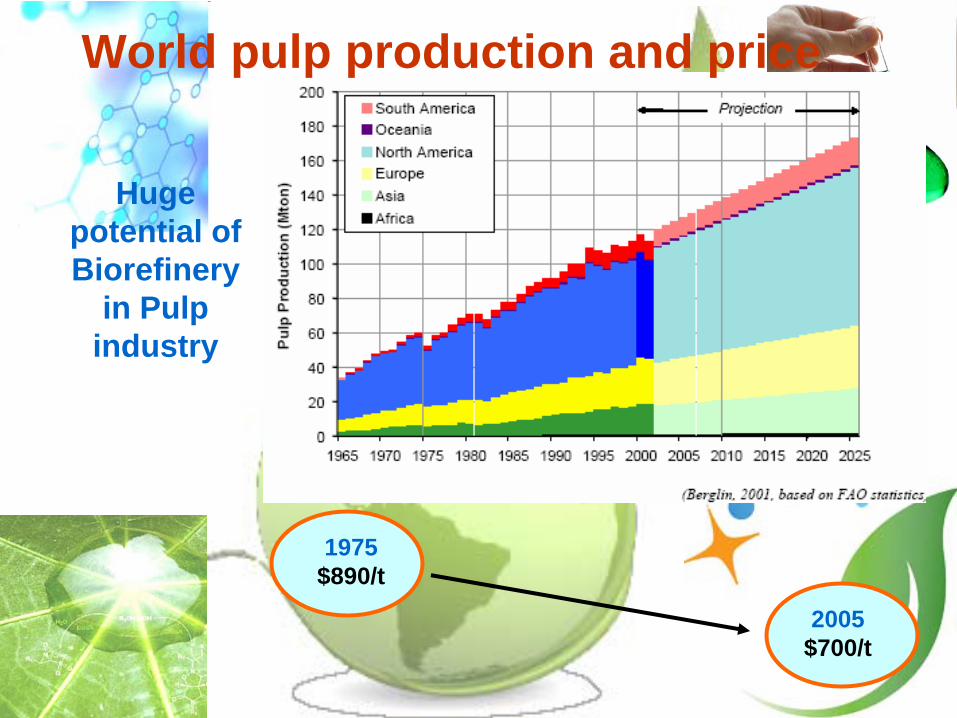
1975 $890/t
2005 $700/t
World pulp production and price
Huge potential of Biorefinery
in Pulp industry

Potential by-products



- Negative price trend of pulp; 21% drop since 1975
- New revenues needed
- Infrastructure exists
- Large potential for energy and chemicals
- Electricity, methanol/DME, solid fuel (bark, lignin, forest residues)
- Chemicals from bark, black liquor and forest residues
Natural Fibre pulpingMotives for change

- Hot water extraction vessels (low pressure digesters)
- Extraction of Soluble hemicelluloses
- Acetic acid separation, and sugars fermentation to fuel grade ethanol with known processes
- Removing the “sugars”; improves throughput potential
-Producing high-value chemicals/ethanol by fermentation
-Bark/extractives utilization
Pulping-Current thrust areas Pre-pulping value addition

-Lignin separation and utilization(Precipitation, membraneseparation, washing, dewatering, fractionation, lignin, fenols, carbon fibers and high quality fuel)
Pulping-Current thrust areas Post-pulping value addition
Peter Axegård, STFI-Packforsk. 1st International BiorefineryWorkshop, July 20-21, 2005, Washington, D.C
Lignin pellets

Pulping- emerging trends

Pulping Harvesting; Genetically modified plantations Tree, Kenaf, Hemp, Flax, Sisal, Abacca, …….
D. R. Raymond .The Integrated Forest Biorefinery . http://www.biorefineryworkshop.com/presentations/Raymond.pdf
CelluloseCellulose


Applications of New Value-added Cellulose Derivatives – Coatings-casings, medical sponges, fibres

Pulp Fibre- a new dimensionPulp-based thermoplastic
structural composites-Extensive research in progress
-Prototypes development in furniture/automotive sectors
-An extra value addition to low-priced pulp

Microfibre and Biocomposite production
Bleached kraft pulp
Disintegrator PFI Refiner
(High shear)
Cryocrushing
(High impact)
LiquidN2
Filtration
Polymer
Microfibres (aqueous suspension)
Internal mixer Compression molding Biocomposite film
~ 0.2 mm thick

(Laser Confocal Microscpy)
10 μm 10 μm
Microfibre Biocomposite
Cellulose microfibres in Starch Polymer

Pre-treatmentof cellulose fiber bundles
(Swelling)
(Removal of pectin & hemicellulose)
Acid Hydrolysis Alkali Treatment(Removal of lignin)
Cryocrushing(High impact to liberate the microfibrils from the cell wall)
Defibrillation (High Impact and high shear)To obtain individual fibers and improve the dispersion of fibers
Nanofibers
Chemical Treatment
NanofibreNanofibre
IsolationIsolation

soybean stock - AFM hemp - AFM
500 nm500 nm
Nanofibre characterization/Film casting
Nanofiber-PVA film (soybean stock) Nanofiber-PVA film (hemp)

HemicelluloseHemicellulose


Fibre Biorefinery-Innovative productsBiobutanol; the fuel of future
Extensive R&D efforts to produce biobutanol from cellulose, sugar beets and corn
-Higher energy value than ethanol
-Less water soluble
-Less evaporative
Collaboration between BP and DuPont started in 2003
First marketing of Biobutanol as gasoline bio-component in
UK in 2007

LigninLignin

Top Value-Added Chemicals from Biomass
Biorefinery Lignin

Biorefinery Lignin

Lignin Carbon Fibre
ORNLORNL

Bark
Extractives
Bark
Extractives

ESTABLISHING BIOMASS, R&D PRIORITIES. European Perspectives. Dr. Markku Karlsson.SVP Technology.UPM- Kymmene, Finland
Biorefinery workshop, July 21-22, 2005, Washington
Eye-opener

Liquid Wood• Tecnaro is a producer of high-quality
thermoplastics for injection moulding• Made from lignin, natural fibres (e.g. flax,
hemp) and some natural additive• Current capacity 300 tons p.a.• Marketed as liquid wood
Fibre Biorefinery-Innovative products
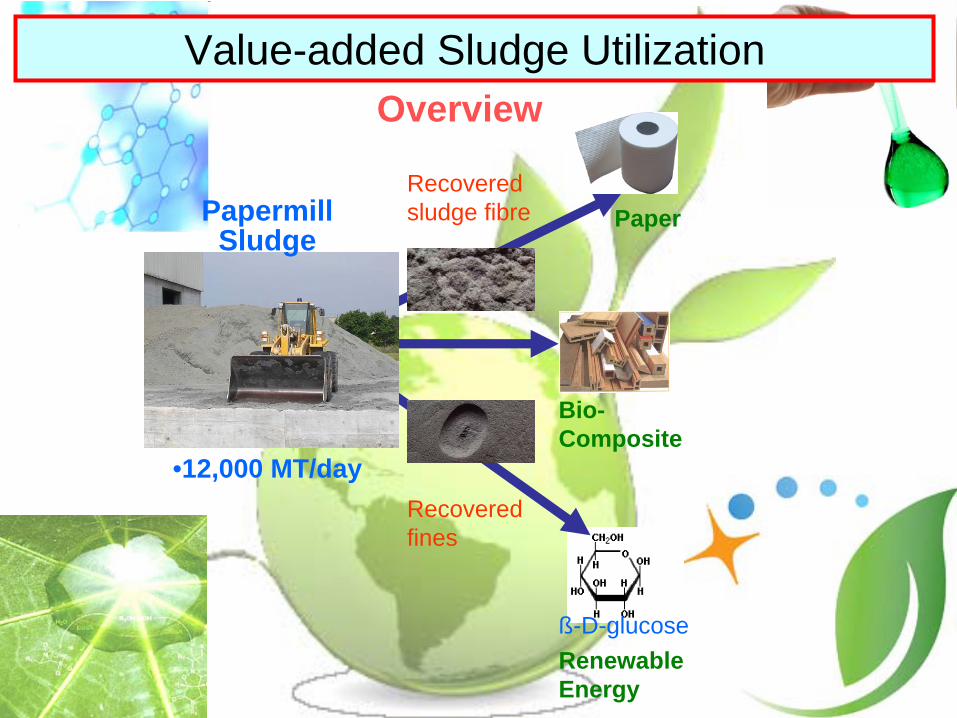
Recovered sludge fibre
Recovered fines
•12,000 MT/day
ß-D-glucose
Papermill Sludge
Paper
Bio- Composite
Renewable Energy
Value-added Sludge UtilizationOverview

Constraints
1. Drying & Handling
2. Variability
Paper
Bio-Composites
Non-structural Building Materials
Inorganic Clays & Fillers
Bio-Energy
Value-added Sludge Utilization
Presenter
Presentation Notes
Recycled paper mill sludge contains a number of interesting and valuable components. For example, it contains a fibrous component that could potentially be added back to the paper making process or be used as a reinforcing agent in thermoplastic applications. Its value in this application is $100 to $150 per tonne. The inorganic material can be further processed to recover minerals which can then be re-use in the paint industry or as a filler or coating in the paper industry. Depending on its brightness could be worth upwards $90-100/tonne Another component of the sludge which may be of value are the small organic fines which are composed mainly of woody cell wall material. This carbohydrate rich material can be exploited as a raw material for enzymatic modification to bio-fuels, such as ethanol which is all over the news these days Or by using other types of micro-organisms or enzyme systems can be modified to bio-plastics There are two major constraints which have prevented the widespread utilization of recycled paper mill sludge for these beneficial uses. The first being, that there has not been an economical way of drying the material to facilitate handling, transportation and reprocessing. And secondly researchers and engineers have been unable to fractionate the sludge to produce materials which are homogenous in either their physical characteristics, or chemical composition. _______________________________________________________________________________________________________ Some have focused on using traditional unit operations such as screens, cleaners and filters to recover a combination of fibre and fillers from an efflulent stream. While this is marginally successful approach it requires processing of large quantity of effluent to recover a relatively small amount of somewhat contaminated fibre. while others have used the fibre as a source of energy in preparing the inorganic for use as an inorganic filler In fact a number of commercial enterprises have been established to recover some cost to the mill. These have mainly taken advantage of the inorganic component of the sludge which comes from the clays and fillers used in the manufacture of the recovered paper used in the process One such process was developed in Augusta Georgia and the plant is not installed within an Abitibi newsprint mill in Augusta Georgia. Takes 60 tonnes of wet sludge and returns 15 tons of recycled pigment.

• Wet sludge is dropped into the throat of the mill.
• Material is subjected to repeated violent collisions with the spinning rotor and strike plates.
• Material is fractured and water vapor and droplets are released.
• Cost to dry from 50% solids to 93% is $18/tonne
Drying ApproachMoistureP
rodu
ct
Value-added Sludge Utilization
Presenter
Presentation Notes
Resolving the first issue, involved finding a process to dry and improve the handling properties of the sludge. For this we used a kinetic dryer, This system was able to remove water with 20% of the energy which would be required to evaporate water. In real terms, it costs approximately $18 to dry one tonne of sludge at 50% solids to a moisture content of about 7%. In the KDS System the wet sludge is dropped into the throat of the mill via a hopper and conveyor system Material moves to the centre and is subjected to repeated collisions with the rotor and strike plates. The material is fractured and water droplets along with water vapour are released. Air containing moisture is separated and removed from the top of the system and Processed solid material is output from the bottom of the cyclone. _______________________________________________________________________________________________________ n dry the material at a Energy of 85 kw/h to remove 1600 lbs of water. This compares to 539 kWh required just to evaporate the same amount of water. Latent heat of vap = 0.743 kWh for 1 kg water For 1600 lb (725 kg) = 539 kWh…… dries at LESS than 20% of the energy required to evaporate water Cost to dry is approximately $18-20 / m tonne

40 mesh -
Long fibre
40 mesh +
Sludge Utilization- Strategy
Presenter
Presentation Notes
The programme is aimed at altering the molecular structure of biomacromolecules by enzymatic and chemical means in order to control their ability to assemble into solid materials with an hierarchical architecture (similar to the one that exists in biological materials). End objective of this project is to find a way of beneficially utilizing the waste sludge, as the current strategies are either economically unfeasible or environmentally questionable. Previous utilization strategies are looking at taking the final product off the process and utilizing it applications that are not really value add but are a cost avoidance to the mill. We are looking at recovering materials that can have a value to the mill or in another product. utilizing the material or its components for the most suitable options. Suitabilty as a fuel is somewhat limited due to high moisture content and high mineral content, requiring very special boilers to effeciently combustion the material. Maybe a better alternative to use the carbohydrate resource and ferment to ethanol or other biologically catalyzed chemicals. Ie butandiol, xylitol, furfuran, etc 5kj/g or 5000j/g – 8000J/g for 50% solids, deinked sludge. Dry paper can see 17,000 j/g Review info, on wet fibre separation from PITA article

Bio-energy Vision
Transforming concept into reality
Fibre-biorefinery-Fuels/Energy

Clean Hydrogen-rich Synthesis Gas
CHRISGAS:Clean Hydrogen-rich Synthesis Gas. Växjö University, Sweden. 1st International BiorefineryWorkshop, July 20-21, 2005, Washington, D.C http://www.biorefineryworkshop.com/presentations/Bengtsson.pdf
Växjö University, Sweden
Fuels from biomass
Integrated biorefinery; fuels/chemicals

An integrated biorefinery concept for production of fuels and chemicals. Birgitte K. Ahring. Danish Center for Biofuels. BioCentrum DTU
Lignocellulosic FermentationFuture Process

Pre-treatmentHigh Sugar Recovery of High Biomass Concentration
with Low Environmental Burden
HydrolysisHigh Enzymatic Hydrolysis with Low Enzyme Loading at High
Biomass Concentration
FermentationHigh Ethanol Yields and Productivity of All Sugars at High
Sugar Concentrations
Value-Adding ProductsRecovery of Valuable Products from Non-Carbohydrates Left
after Bioethanol Production
Lignocellulosic FermentationChallenges

Fuels/Energy- European Initiatives
Birgitte K. Ahring. Danish Center for Biofuels. BioCentrum DTU. http://www.biorefineryworkshop.com/presentations/Ahring.pdf

Fuels/EnergyRange of Lignocellulose biomass

North American initiatives
0
10
2030
40
50
60
7080
90
100
%Liquid fuels Chemicals Materials
Current 2020 2090
Estimated targets for national bio-based industry-USABased on NRC report 2000
T.E. Amidon. The biorefinery in New York. J. Pulp and Paper Canada, June 2006

The biorefinery in New York Woody Biomass into Commercial Ethanol
Vision - Core CompetenciesDevelopment of fast-growing wood species
Efficient pre-treatment/separation of woody biomass into three biorefinery process streams: cellulose, hemicelluloses, and lignin
Creation of value added portfolio of fuels, chemicals and bio-materials.
A partnership among Researchers and Industry
T.E. Amidon. The biorefinery in New York. J. Pulp and Paper Canada, June 2006

The biorefinery in New York
The first wood-based biorefinery in the region;
- Cellulose for Pulp/paper fibre needs
- Hemicelluloses/extractives for ethanol/chemicals
- Lignin for energy
T.E. Amidon. The biorefinery in New York. J. Pulp and Paper Canada, June 2006
Wood burning has marginal economics but Biorefinery adds significant value
Cost of wood ~ 40-80 $/dry ton
(Price of extractives: Sugars: $0.07/lb, Acetic acid:$0.30/lb)
Value of extractives @15% extraction efficiency: $44/dry ton
The Scope and Economic Sense

Tembec Temiscaming, QC Highlights-Integrated biorefinery
FSC™ certified forestry feedstock
Bioenergy, biomaterials, bioproducts
Lumber Residues Specialty cellulose pulp
Chemical/biological Transformation of
Waste StreamsModified lignin, ethanol, anaerobic biogas
Cost IncentivesWhole wood-lumber = $150/bone dry ton
Forest/agri residues (bark, saw dust)= $40-90/tonL. Magdzinski. Tembec Temiscaming integrated biorefinery. J. Pulp and Paper Canada, June 2006

Kraft pulp mill: Integrated Fibre BiorefineryCASE STUDY (Basis: 1.0 ton Oven Dry mass)
A. Van Heiningen. Concerting a kraft mill into an integrated forest biorefinery. J. Pulp and Paper Canada, June 2006
0
100
200
300
400
500
600Va
lue
Add
ition
(US$
/OD
MT
woo
d)
Scenario 1 Scenario 2 Scenario 3 Scenario 4
Scenario 1: Products: Transportation fluids; Ethanol and diesel fuelScenario 2: Products: Kraft pulp and wood fuelScenario 3: Products: Alkaline pulp, ethanol, diesel fuelScenario 4: Products: Alkaline pulp, Poly Itaconic acid, polyurethane, diesel fuel

Biolplastic Mass Loss(%)
Highlights
Soy resin 0.11 Colour changing / substitution of fibers to fungal colonies.
50/50 - PP with wood fiber
7.03 Active proliferation, slicing and colour change.
40/10/50 - PP with wood fiber and glass
1.09 Less aggressive symptoms compared to wood-fibre composite
75/25 - Polyester resin /hemp fibre (Ophiostoma treated)
6.45 Active contamination, slicing and decreasing of flexibility and color.
Acrylic resin/hemp 9.51 Active contamination, slicing.
PLA + 5% Cell fiber - Practically complete destruction.
Bio-degradability AnalysisSelected results after 5.5 month trialsSelected results after 5.5 month trials