BEVEZETÉS - Cargo bringák€¦ · Web viewA DMLS (Direct Metal Laser Sintering)...
67
FALTAY LÁSZLÓ KERÉKPÁRVÁZAK TERVEZÉSÉNEK HEGESZTÉSTECHNOLÓGIAI MEGFONTOLÁSAI
-
Upload
vuongquynh -
Category
Documents
-
view
215 -
download
0
Transcript of BEVEZETÉS - Cargo bringák€¦ · Web viewA DMLS (Direct Metal Laser Sintering)...
FALTAY LÁSZLÓ
KERÉKPÁRVÁZAK TERVEZÉSÉNEK HEGESZTÉSTECHNOLÓGIAI MEGFONTOLÁSAI

BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEMGÉPÉSZMÉRNÖKI KAR
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK
SZAKDOLGOZAT
II

BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEMGÉPÉSZMÉRNÖKI KAR
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK
FALTAY LÁSZLÓSZAKDOLGOZAT
Kerékpárvázak tervezésének hegesztéstechnológiai megfontolásai
Konzulens:Bobor Kristófadjunktus
Témavezető:Dobránszky Jánostudományos tanácsadó
Budapest, 2017
III
NYILATKOZATOK
Beadhatósági nyilatkozatA jelen szakdolgozat az intézmény által elvárt szakmai színvonalnak
mind tartalmilag, mind formailag megfelel, beadható.Kelt,
Az intézmény részéről:
konzulens
Elfogadási nyilatkozatEzen szakdolgozat a Budapesti Műszaki és Gazdaságtudományi
Egyetem Gépészmérnöki Kara által a Diplomatervezési és Szakdolgozat feladatokra előírt valamennyi tartalmi és formai követelménynek, továbbá a feladatkiírásban előírtaknak maradéktalanul eleget tesz. E szakdolgozatot a nyilvános bírálatra és nyilvános előadásra alkalmasnak tartom.
A beadás időpontja:
témavezető
Nyilatkozat az önálló munkárólAlulírott Faltay László (EK4ILF), a Budapesti Műszaki és
Gazdaságtudományi Egyetem hallgatója büntetőjogi és fegyelmi felelősségem tudatában kijelentem és sajátkezű aláírásommal igazolom, hogy ezt a szakdolgozatot meg nem engedett segítség nélkül, saját magam készítettem, és dolgozatomban csak a megadott forrásokat használtam fel. Minden olyan részt, melyet szó szerint vagy azonos értelemben, de átfogalmazva más forrásból átvettem, egyértelműen, a hatályos előírásoknak megfelelően, a forrás megadásával megjelöltem.
Budapest, 2017. 01. 15
szigorló hallgató
IV

TARTALOMJEGYZÉK
ELŐSZÓ....................................................................................................VII1. BEVEZETÉS...........................................................................................11.1. Történeti áttekintés............................................................................11.2. Piaci viszonyok....................................................................................42. SZAKIRODALMI ÁTTEKINTÉS..............................................................62.1. Mechanikai tulajdonságok és anyagszerkezeti alapjuk......................62.2. Megmunkálhatóság..........................................................................102.3. Hegeszthetőség................................................................................113. KERÉKPÁRVÁZANYAGOK...................................................................133.1. Acélok...............................................................................................133.2. Könnyűfémek....................................................................................234. TECHNOLÓGIA...................................................................................284.1. Csövek kötései..................................................................................284.2. Additív gyártás..................................................................................365. TERVEZÉS...........................................................................................395.1. Szabványos követelmények..............................................................395.2. Általános követelmények és kapcsolatuk a váz anyagával...............415.3. Vázalakok..........................................................................................435.4. Csőkeresztmetszet............................................................................456. EREDMÉNYEK....................................................................................477. JAVASLATOK.......................................................................................498. FELHASZNÁLT FORRÁSOK................................................................509. SUMMARY...........................................................................................54
V

ELŐSZÓAz alábbi szakdolgozat a fémből készült kerékpárvázakkal foglalkozik,
annak is a hegesztéshez kapcsolódó vonatkozásaival. Megismerjük a gyakoribb és a különlegesebb fémeket, melyekből kerékpárok készülnek, és a belőlük készült szelvények összekötésére használatos technológiákat. Az alábbi munka azonban nem csupán a hegesztés iránt érdeklődők számára lehet érdekes. Készítése során arra törekedtem, hogy egy sokkal tágabb nézőpontból vizsgáljuk a történetet, mint ahogyan azt a kedves olvasó egy hegesztőmérnöki szakdolgozattól elvárná. Megpróbálom ugyanis a kerékpárvázak készítéséhez kapcsolódó tudományterületekről olyan olvasók számára is lerántani a leplet, akik a technológia iránt csupán kerékpáros vonzalmuk okán érdeklődnek.
* * *
Köszönetnyilvánítás: Köszönettel tartozom tanáraimnak, munkatársaimnak és családtagjaimnak a szakdolgozat készítése közben nyújtott segítségükért és türelmükért.
Budapest, 2017. 01. 15
Faltay László
VI

1. BEVEZETÉS
A kerékpárok tervezése sokrétű feladat. Az adott célra legmegfelelőbb guruló szerkezet tervezése és gyártása során rengeteg szempontot figyelembe kell venni, aminek az eredménye mindenképpen egy kompromisszum lesz.
Jelen szakdolgozatban kísérletet teszek a legtöbb kerékpárvázat érintő műszaki kérdésre választ találni. A kerékpárok fejlődéstörténete után megismerkedünk az elengedhetetlen mechanikai fogalmakkal, érintőlegesen szubatomi szintre is leereszkedünk. Miután már rálátásunk van a szerkezeti anyagokat érintő igénybevételekre, szemügyre vesszük a kerékpáriparban leggyakrabban alkalmazott fémes anyagokat. Ezt követően megvizsgáljuk, hogy az anyagból hogyan lesz szerkezet, először technológiai, majd tervezési oldalról. Az összegyűjtött ismeretanyagot a gyakorlatban is alkalmazzuk, a kísérletből további tanulságokat is levonva.
1.1. Történeti áttekintés
A helyváltoztatás az emberi élet szükséges velejárója. Az ipari forradalom lehetővé tette a rendelkezésünkre álló energiák minden korábbinál hatékonyabb felhasználását. Ahogy a hangsúly a kézi termelésről a gépesítettre helyeződött, úgy az emberi erőt is sikerült helyváltoztatásra alkalmas formára alakítani.
A kerékpár minden idők leghatékonyabb szárazföldi közlekedési eszköze [1]. Egy 64 kilogrammos, 16 km/h sebességgel haladó biciklista energiafogyasztása 110 kJ (25 kcal) kilométerenként [2], míg a gyaloglás ennek épp kétszeresét, a leghatékonyabb repülőgépek a tízszeresét, a legjobb autók pedig a hússzorosát igénylik. Az emberiség előtt álló energiaproblémák tükrében a kerékpározás napjainkban tapasztalható reneszánsza tehát nem holmi átmeneti divathóbort, pedig a története éppen a párizsi gazdagok játékszereként kezdődött.
Az első emberi erővel hajtott kétkerekűről először 1791-ben tesznek említést, amikor két kereket összekötöttek egy fa rúddal, s az így egy lóra hajazó szerkezet nyergében próbáltak maradást találni, kormány híján nem éppen tartós sikerrel. A szerkezet Célerifère, később vélocifère nevet kapott [3].
1812 és 1817 között szokatlanul szűkös idők jártak Európára. A napóleoni hadseregek germán földön kifosztották a magtárakat, a megmaradt termés rendkívül csekély volt, amihez hozzájárult a Mount Tambora 1815-ös kitörése is. A ma Indonéziában fekvő szigeten történt természeti katasztrófa olyan mennyiségű kéndioxidot juttatott a légkörbe, hogy az 1816-os nyár az egész északi féltekén elmaradt ("year without summer"), ezért a búza ára az egekbe szökött, a lovak jó részét levágták. Ennek megfelelően megnőtt az igény egy ló nélküli közlekedési eszköz iránt. [4]
1

1817-ben egy Karl Drais nevű német feltaláló megalkotta Laufmaschine nevű szerkezetét, amely immár kormánybottal is el volt látva, és a következő évben tíz évre le is védette azt. A futógép sikeres lett, ám csak hobbisportolók körében.
A közlekedésre valóban használható járműhöz még fel kellett illeszteni egy pár hajtókart az egyik kerékre. Ezt elsőként állítólag egy skót kovács, Kirkpatrik Macmillan oldotta meg 1839-ben, bár bizonyíték erre az elméletre máig nem került elő. Philipp Moritz Fischer kerékpárja viszont fennmaradt 1853-ból, szélesebb körben pedig Pierre Michaux gépe terjedt el 1863-ban [5]. A Michauline volt az első tömeggyártott kerékpár. Az angolul Boheshaker néven elhíresült gép közvetlen, lánc nélküli áttétellel rendelkezett, ezért a sebesség további növeléséhez a kerék méretét kellett megnövelni. Így született meg a velocipéd (penny farthing) 1869-ben, ugyanabban az évben, amikor Jules Suriray bejegyeztette az első szabadalmat a golyóscsapágyról. Az új járművel elérhető sebesség immáron lehetővé tette komolyabb távolságok leküzdését is.
A lánchajtás megjelenésével alacsonyabbá, és így biztonságosabbá váló, dwarf safety-nek csúfolt bicikli (franciában bicyclette, azaz kis bicikli) amilyen lassan terjedt el, olyan nagy áttörést hozott a közlekedésben. A korábban lovakon, kocsik bakján, majd a velocipéd magas nyergében ülő ember a történelem során most elsőként került emberi magasságba. 1885-ben a londoni kiállításokon már többféle hátsókerékhajtású biztonsági kerékpár is megjelent, köztük a nagy kereskedelmi sikert elérő Rover II, melynek nevét a bicikli szó lengyel megfelelője ma is őrzi. A váz alakja kezdett hasonlítani a mai gyémánt alakú vázéra, viszont egyes források szerint még öntöttvasból készült.
Albert H. Overman amerikai kerékgyártó cége gyártotta az első kerékpárt, melynek már egyetlen alkatrésze sem volt öntvény [6]. A Victort 1882-ben dobták piacra, megjelenése ötvözte a művészi szintű szaktudást, a stílust, a rendelkezésre álló gépészeti erőforrásokat és a kifejlesztésébe fektetett hatalmas tőkét. Az alkatrészek immár cserélhetőek voltak, így különleges szaktudás nélkül bárki képessé vált megjavítani a kerékpárját.
A gyár nem kisebb feladatot tűzött ki célul, mint hogy egy könnyű szerkezetet alkosson a szükséges szilárdság megtartása mellett. A megoldást végül hosszadalmas kísérletezés hozta meg, a fejlesztés során egy sor egyéb vizsgálóberendezést is feltaláltak. A kerékpár összes eleme – a gumiktól az ülésig – mind az üzemen belül készült.
2
1. ábra - a biztonsági kerékpár kifejlődése [3]

Ugyanezt érte el Richard Morriss Woodhead és Paul Eugene Louis Angois is. 1855-ben a notthinghami Raleigh Streeten megalapítják kerékpáros üzletüket, amely később a világ legnagyobb kerékpárgyártójává nőtte ki magát. Ők voltak az úttörői az olyan gyémánt alakú kerékpároknak, melyekben már a nyeregvázcső is megjelent, ezáltal még merevebbé téve a szerkezetet.
Az acélipar fejlődésével és az acél árának csökkenésével megnyílt az út a varratnélküli acélcsövekkel kapcsolatos szabadalmak előtt. Néhány korai gyártó után 1885-ben a német Mannessmann testvérek bejegyeztetik a varratnélküli acélcsövek kereszthengerléses (cross-rolling) gyártástechnológiáját [7]. Öt évvel később ezt kiegészítették a pilger eljárással, melynek során az előlyukasztott vastagfalú acélcsövet előre-hátra húzzák-vonják és forgatják, amíg vékonyfalú csövet nem kapnak. A két technológiát együtt Mannessmann-eljárásnak nevezzük. "Mintha a róka irháját a fülénél fogva húznánk le" – magyarázták.
1897-ben Alfred M. Reynolds és J.T. Hewitt levédeti a húzott kerékpár csöveket, mely máig etalonnak számít az acél vázak területén. Az illesztések közelében megnövelt falvastagság biztosítja a megfelelő szilárdságot igen kedvező tömeg mellett.
A korabeli katalógusokból kiderül, hogy megkezdődött a kerékpárok tömegét célba vevő piaci csatározás is, a Raleigh 1888-as varrat nélküli csövekből készülő gépének teljes tömege 28 font (12,7 kg) volt, emellett megjegyzik, hogy egyes gyártók kevesebbet ígérnek, miközben termékeik valójában nehezebbek.
3
2. ábra - A Mannessmann eljárás [7]
3. ábra - A Reynolds húzott csöveinek hosszmetszete egy korabeli reklámon [Reynolds Technology Limited]

A tizenkilencedik században még a felsőbb osztályok huncutsága volt a kerékpár, azonban a tömeggyártás és az árak csökkenése miatt a huszadik század közepére már egyszerű közlekedési eszközzé vált. Sok helyen egybeforrt a munkásosztály öntudatra ébredésével, a női emancipációval, a kerékpáros kluboknak – az ipari trendeknek megfelelően – nagyobb befolyása volt a politikai életre, mint gondolnánk [9]. Hollandiában és Dániában a kerékpár a nemzeti öntudat jelképe lett. A náci német hatalomátvételkor betiltották a Solidarität munkás-kerékpáros egyesületet, és meghirdették az "autót mindenkinek!" politikáját [10]. Habár a század derekán még mindig a kerékpárok uralták az utakat, a súlypont a gépjárművek oldalára került, és ott is maradt egészen 1995-ig, amikor Amszterdamban a kerékpárt használók száma újra átlépte az autósokét. Ez a pont Koppenhágában 2015-ben következett be [11].
John Pinkerton, a kerékpárokkal foglalkozó történész egyszer megjegyezte [8]: "Gondolj egy újításra a kerékpártervezésben. Valaki már megcsinálta, valószínűleg a 19. században."
1.2. Piaci viszonyok
Világszerte több, mint százmillió kerékpárt gyártanak évente.
A világon a legtöbb kerékpárt gyártó országok listáját toronymagasan Kína vezeti (több, mint 60%-nyi szeletet kihasítva a világpiaci tortából), a helyi kereslet azonban rohamosan csökken. Az Egyesült Államokban eladott mintegy 13 millió kerékpár 86%-a kínai import.
O.úti700C
MTB
Hybrid
Cross KomfortGyerm
.Cruise
r
Rekumbens
Tandem Elektr.Összecsuk
h.200
5 16% 29% 14% 14% 15% 6% 2% - -200
6 18% 24% 19% 17% 14% 6% 1% - -200
7 21% 25% 17% 15% 12% 7% 3% - -200
8 20% 26% 18% 16% 12% 6% 1% - -200
9 20% 24% 21% 15% 13% 6% 1% - -201
0 23% 22% 21% 13% 12% 6% 2% 0.6% 0.2%
4
4. ábra - A világon éves szinten legyártott autók és kerékpárok száma 1950 és 2003 között [Earth
Policy Institute from Worldwatch]

2011 24% 23% 20% 14% 12% 6% 1% 0.3% 0.4%
2012 20% 25% 24% 13% 12% 5% 2% 0.5% 0.4%
1. táblázat - 2005 és 2012 között az Egyesült Államokban eladott kerékpárok fajtánként [U.S. Commerce Department statistics]
A kerékpározás története is híven tükrözi azt az álláspontot, hogy a nagy technikai változásokat leginkább a piaci igények hozzák létre. Jó példa erre a közelmúltból a magyar fejlesztésű Stringbike esete is, ami a lánchajtást volt hivatott kiváltani. A kötelekkel működő szerkezet könnyebb működést tesz lehetővé kevesebb alkatrész felhasználásával, ennek ellenére nem váltotta be a hozzá fűzött reményeket, mert a lánchajtással egyszerűen nem volt akkora probléma, hogy le kelljen cserélni.
5

2. SZAKIRODALMI ÁTTEKINTÉS2.1. Mechanikai tulajdonságok és anyagszerkezeti alapjuk
1.2.
2.1.2.1.1.Szilárdság
Szakítószilárdság (Rm, Ultimate Tensile Strength): az anyag mechanikai tulajdonságainak jellemzésére széles körben alkalmazott mutatószám, a szakítópróba során meghatározott feszültség-nyúlás diagram maximális értéke. A kerékpárvázanyagok jellemzésére alkalmas, azonban a szerkezetek törése a többtengelyű feszültségállapotnak és a környezeti zavarásoknak köszönhetően jóval a szerkezeti anyag szakítószilárdsága alatt következik be.
Az anyagok szilárdságát növelő eljárások:
hőkezelés: utólagos hőkezelés kerékpárok esetében csak különös körültekintés mellett alkalmazható, mert az „elhúzza” a pontos méretre beállított vázat, deformációt okoz.
hidegalakítás szemcsefinomítás: szemcsedurvulás során az anyag kilágyul. A
folyáshatár a szemcseátmérő csökkenésével nő. ötvözés
Folyáshatár (ReH, Yield Strength): az anyag rugalmassági határa, mely felett az igénybevétel már maradó alakváltozást okoz.
2.1.2.Szívósság
A szívósság mérőszáma a fajlagos ütőmunka (KV = m*g*Δh). Ezt szabványos (Charpy) ütőművön és próbatesteken végrehajtott mérésekkel kapják, az empirikus adatok nagyban függenek a hőmérséklettől. Egy bizonyos hőmérséklet alatt egyes anyagok (nevezetesen az acélok közül a térben középpontos köbös kristályúak) rideg törési jelleget mutatnak.
6
5. ábra - Az ütőmunka hőmérsékletfüggése lapközepes köbös és térközepes köbös
kristályszerkezetű anyagoknál [sulinet]

1943 januárjában a Schenectady T2 tankerhajó az öbölben horgonyozva kettérepedt. A víz nyugodt volt és 4°C hőmérsékletű, a reccsenést egy mérföldre is hallani lehetett. Az eset kivizsgálására felállított bizottság hibás varratokat talált a fedélzet közelében, ahol a törés kiindult, de ezzel még nem vált teljesen érthetővé a tönkremenetel oka. A T2-es hajók testén talált repedéseknek csak az 50%-ánál voltak okolhatók a geometriai feltételek. A vizsgálat a felhasznált anyagok minőségét sem találta megfelelőnek hegesztett hajókhoz, ugyanis azok szegecselt szerkezetekhez való acélminőségek voltak, ám a háború miatti kapkodásban a bemetszésérzékeny anyagok vizsgálatára nem fordítottak kellő figyelmet. Végül az 1905-ben kifejlesztett Charpy-törésvizsgálat eredményei mutattak korrelációt a repedések, törések kialakulásával [15].
A kutatások 1946-ban kimutatták, hogy a kritikus hőmérséklet függ az anyag ötvözöttségétől, szemcseszerkezetétől, dezoxidáltságától és hőkezeltségi állapotától. A háborús hajók csaknem negyede szenvedett jelentős károsodást, ami hatalmas lökést adott a ridegtöréssel kapcsolatos kutatásoknak.
Az ütőszilárdságnak a kerékpárvázaknál nincs nagy jelentősége, mert egy esetleges esés korábban bekövetkezik, mint a váz törése.
2.1.3.Fáradás
Kifáradási szilárdság: fáradásnak nevezzük a szerkezeti anyag váltakozó, illetve lengő igénybevétel mellett bekövetkező tönkremenetelét, amelyet repedések keletkezése és fáradt törés jellemez és lényegesen az Rm szakítószilárdság, vagy az Rp0,2 folyáshatár értéke alatt következhet be. [21]
A fáradás kritikus a kerékpárok szempontjából, mivel a kerékpáros folyamatosan váltakozó csavaró igénybevételnek teszi ki a vázat a hajtókarok nyomása és a kormány húzása által. [16]
Valamennyi szerkezeti anyag kifáradási határát adott lengő igénybevétel - idő függvények alkalmazásával a tartós, lengő igénybevételi vizsgálat keretében kísérleti úton határozzák meg és egy Wöhler-görbe, azaz feszültség - lengő igénybevételi szám-görbe (S-N) alakjában ábrázolják. [21]
A kerékpárvázanyagok közül az alumínium rendelkezik a legalacsonyabb, míg az acél és a titán a legmagasabb kifáradási szilárdsággal. A legtöbb acél- és egyes alumíniumötvözetek esetében ún. "tartós szilárdság" mutatkozik (ld. a lenti görbék vízszintes szakaszát): egy kritikus lengési amplitúdó, a kifáradási határ alatt még tetszőleges lengésszám esetén sem következik be törés [19]. Ezt az amplitúdót egy helyesen megtervezett váz normál használat során nem lépi túl. [16]
7

6. ábra - Alumínium, acél és titánötvözet kifáradása [20]
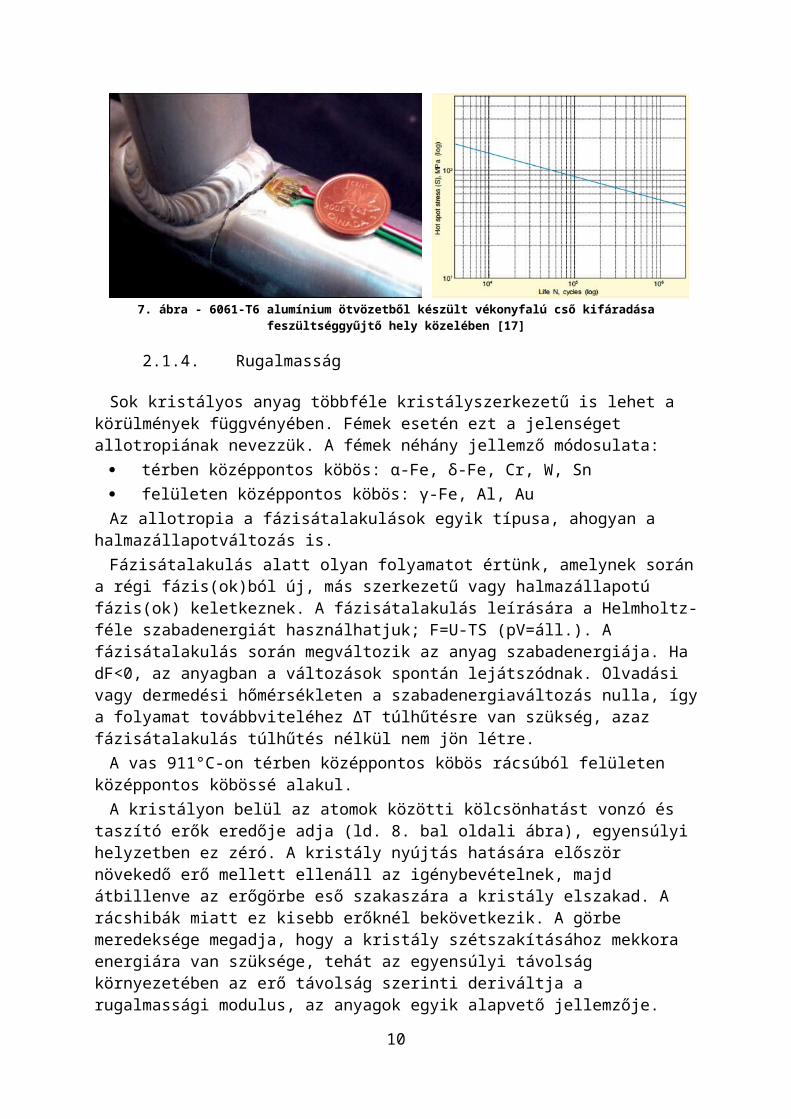
A kifáradási határt a lokális feszültségi állapot befolyásolja, amely a külső igénybevételek és a szerkezeti anyagban lévő feszültségek, valamint annak felületén meglévő helyi, felületi hibákból és bemetszésekből származó feszültségmezők eredője. [21] Kritikus helyeken a lokális feszültség elérheti a folyáshatárt, ami repedés megindulását indikálja. A kerékpárvázaknál ebből adódóan a repedések jellemzően a hegesztések melletti feszütséggyűjtő helyeken ("hot spot") kezdődnek. A VélUS csoport (Université de Sherbrooke) alumínium vázakra helyezett feszültségmérő bélyegekkel mérte a feszültséggyűjtő helyek közvetlen közelében fellépő feszültségeket, és az ebből származtatott feszültség-ciklusszám görbék segítségével becsüli meg a vázak élettartamát. [17]
7. ábra - 6061-T6 alumínium ötvözetből készült vékonyfalú cső kifáradása
feszültséggyűjtő hely közelében [17]
2.1.4.Rugalmasság
Sok kristályos anyag többféle kristályszerkezetű is lehet a körülmények függvényében. Fémek esetén ezt a jelenséget allotropiának nevezzük. A fémek néhány jellemző módosulata:
térben középpontos köbös: α-Fe, δ-Fe, Cr, W, Sn
8

felületen középpontos köbös: γ-Fe, Al, AuAz allotropia a fázisátalakulások egyik típusa, ahogyan a
halmazállapotváltozás is. Fázisátalakulás alatt olyan folyamatot értünk, amelynek során a régi
fázis(ok)ból új, más szerkezetű vagy halmazállapotú fázis(ok) keletkeznek. A fázisátalakulás leírására a Helmholtz-féle szabadenergiát használhatjuk; F=U-TS (pV=áll.). A fázisátalakulás során megváltozik az anyag szabadenergiája. Ha dF<0, az anyagban a változások spontán lejátszódnak. Olvadási vagy dermedési hőmérsékleten a szabadenergiaváltozás nulla, így a folyamat továbbviteléhez ΔT túlhűtésre van szükség, azaz fázisátalakulás túlhűtés nélkül nem jön létre.
A vas 911°C-on térben középpontos köbös rácsúból felületen középpontos köbössé alakul.
A kristályon belül az atomok közötti kölcsönhatást vonzó és taszító erők eredője adja (ld. 8. bal oldali ábra), egyensúlyi helyzetben ez zéró. A kristály nyújtás hatására először növekedő erő mellett ellenáll az igénybevételnek, majd átbillenve az erőgörbe eső szakaszára a kristály elszakad. A rácshibák miatt ez kisebb erőknél bekövetkezik. A görbe meredeksége megadja, hogy a kristály szétszakításához mekkora energiára van szüksége, tehát az egyensúlyi távolság környezetében az erő távolság szerinti deriváltja a rugalmassági modulus, az anyagok egyik alapvető jellemzője.
8. ábra - Az atomtávolság és az atomok közti erőhatások viszonya [67]
2.2. Megmunkálhatóság9

Alakíthatóság: a szerkezeti anyagok repedés- és törésmentes alakíthatósága a rácsszerkezetüktől és annak jellemzőitől függ. Jól alakíthatóak a felületen középpontos köbös térrácsú, nagy koordinációs számú anyagok. Csövek alakíthatóságát hajlító-, lapító-, peremező-, tágító-, gyűrűszakító és nyomáspróbákkal minősítik.
Általában jobban forgácsolhatónak azokat az anyagokat minősítik, melyek azonos forgácsolási hőmérséklet mellett nagy(obb) forgácsolási sebességgel munkálhatók meg, az ébredő erők viszonylag kicsik, a megmunkált felület minősége jó (a szerszámkopás folyamata lassú, az éltartam nagy), a képződő forgács nem okoz műszaki problémákat (rezgés, szerszámtörés, stb.).
A munka- és anyagigényes forgácsolhatósági vizsgálatok keretében, különböző forgácsolási sebességek mellett a szerszáméltartamot (azt az időt, melyet a szerszám – az elfogadott kopáskritériumnak megfelelő kopásnagyság kialakulásáig – forgácsolásban eltölt) és/vagy a kialakuló forgácsolási hőmérsékletet határozzák meg. Gazdaságos forgácsolási sebességnek az tekinthető, melynek alkalmazása esetén a legkisebb költséggel, a lehető legnagyobb forgácsmennyiség távolítható el. Ezt sok tényező befolyásolja: a munkadarab és a szerszám anyaga, alakja, befogása; a forgácsolási eljárás; a forgács alakja és keresztmetszetének nagysága; a hűtő- és kenőanyag; a szerszámgép jellemzői; a megkívánt felületminőség. [22]
2.3. Hegeszthetőség
Az anyagban oldott ötvözők lehetnek inter- és szubsztitúciós jellegűek. Az acél alapalkotója a szén, amelyből legfeljebb 2,06 tömegszázalékot tartalmazhat, és ausztenitet stabilizáló hatása van. Ferritben rendkívül csekély az oldhatósága, így ferrites acélokban mint vaskarbid jelenik meg, megjelenési formája pedig döntő hatással van a mechanikai tulajdonságok mellett a hegesztési hőfolyamat során létrejövő szövetelemek kialakulására is. A karbidok növelik a szilárdságot és csökkentik a szívósságot, ezért szerkezeti acélokban maximálják a karbon arányát, hegeszthető szerkezeti acélokban a felső korlát 0,2%.
A hegeszthetőség jellemzésére gyakran alkalmazott mérőszám a szénegyenérték, melynek maximális értéke előmelegítés nélkül 0,4%, ez az érték felett számítani kell hidegrepedés kialakulására.
C eq=C+Mn6
+Cr+Mo+V5
+ ¿+Cu15
A mangán növeli a szilárdságot és 1,7%-ig a szívósságot is kedvezően befolyásolja. Nagyjából 1% Mn-tartalomtól beszélhetünk mangánacélról. A mechanikai tulajdonságokra gyakorolt kedvező hatása mellett kéntelenítő és gyenge dezoxidáló jellege is van.
A mikroötvözők közül a legfontosabbak az alumínium, a titán, a nióbium, a vanádium, a cirkónium és a bór, melyek nagy részét a kerékpárokhoz felhasznált szerkezeti anyagokban is előszeretettel
10
alkalmazzák, mivel szemcsefinomító hatásuk van, így javítják a hegeszthetőséget. Egy részük diszperz nitridek és karbonitridek formájában lekötik az acél nitrogéntartalmát. Az alumínium 0,04..0,1% felett már jelentős elridegedést okozhat. 0,02% nióbium a megfelelő termomechanikus kezeléssel (750..900°C hengerléssel) különösen nagy mértékben finomítja a szemcseszerkezetet, sőt a szemcsehatáron kiváló nióbiumkarbidok és -nitridek 1100°C-ig megakadályozzák a szemcsedurvulást. Vanádiumból 0,05%, bórból pedig maximum 0,001% ötvözés ajánlott. [23]
Hegesztés során, főként a hő hatására az anyag szemcseszerkezete megváltozik. Lehűléskor új kristálycsírák jelennek meg, az új szemcsék adott hőmérséklettartományban növekedésnek indulnak, amit szemcsedurvulásnak nevezük, és makroszkopikus méretekben az anyag mechanikai tulajdonságait befolyásolja. A rekrisztallizációs hőmérséklet (A3) általában nagyjából az olvadáspont fele. Például az ólom már szobahőmérsékleten is új kristályokat növeszt, habár ez a folyamat alakítás nélkül nagyjából húsz év alatt megy végbe. Az újrakristályosodás a fázisátalakulások egy formája. A hegesztés során minden esetben fellép újrakristályosodás.
11
9. ábra - Szemcseméret és folyáshatár viszonya különböző anyagok esetén [tankonyvtar.hu]

3. KERÉKPÁRVÁZANYAGOK3.1. Acélok
A Fe-C rendszert állapotábrákkal és lehűlési görbékkel jellemezzük. A hűtés sebességét különböző közegekkel biztosítják: víz, olaj, levegő, stb. A hűlési sebesség meghatározza az anyag keménységét. A keménység mérésére különböző módszerek ismertek.
Ha az anyagban nemkívánatos oldott részecskék vannak, azokat szennyezőknek hívjuk. Ilyenek lehetnek például az oxigén, a nitrogén, a foszfor és a kén, melyeket mangánnal és szilíciummal dezoxidálnak illetve kéntelenítenek. A kén és a foszfor maximális mennyisége acélokban általában 0,035%.
Az acél a kerékpárvázak leggyakoribb alapanyaga, köszönhetően kiváló megmunkálhatóságának és hegeszthetőségének, tönkremenetele általában nem katasztrofális, emellett olcsó.
A kerékpározás történetébe a csőgyártók közül Olaszországban többek közt a Columbus és a Falck, Nagy-Britanniában a Reynolds, Franciaországban a Vitus, Japánban pedig a Tange és az Ishiwata írta be magát [54].
Külföldi szakirodalomban gyakran használják az acélok jelölésére a Society of Automotive Engineers rendszerét (AISI/SAE), melynek első számjegye az ötvözöttségre utal (pl. 1xxx - szénacél, 4xxx - molibdénnel ötvözött acél), a második az ötvözőtartalomra, az utolsó két szám pedig a széntartalom százszorosa.
3.3.1.
3.1.1.High tensile steel, SAE-AISI 1020
Kis szilárdságú szénacél. Kiváló alakíthatósága, forgácsolhatósága, és hegeszthetősége mellett az alacsony ár képezi a legnagyobb vonzóerőt eme acél választásánál. A gyenge minőségű hi-ten acélból készült vázak tehetők felelőssé azért, hogy mára már az alumínium uralja az újonnan eladott középkategóriás kerékpárok piacát.
3.1.2.Ausztenites rozsdamentes acél, AISI 1.4301 (304)
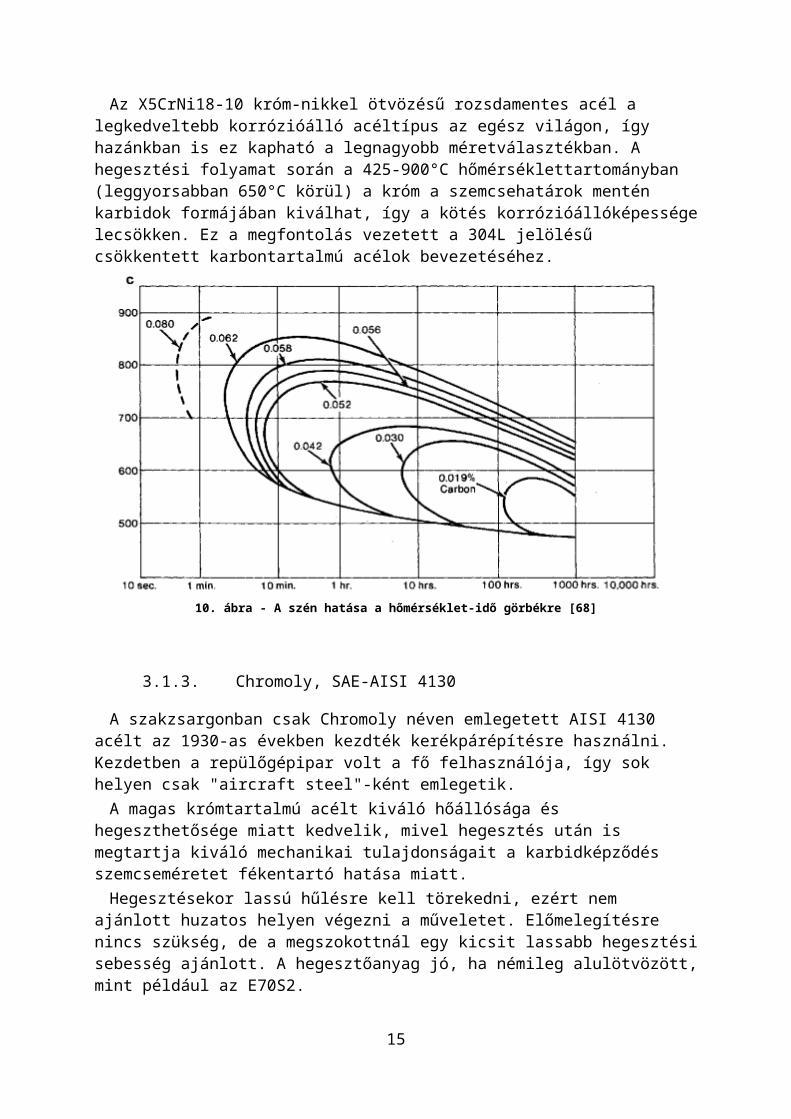
Az X5CrNi18-10 króm-nikkel ötvözésű rozsdamentes acél a legkedveltebb korrózióálló acéltípus az egész világon, így hazánkban is ez kapható a legnagyobb méretválasztékban. A hegesztési folyamat során a 425-900°C hőmérséklettartományban (leggyorsabban 650°C körül) a króm a szemcsehatárok mentén karbidok formájában kiválhat, így a kötés korrózióállóképessége lecsökken. Ez a megfontolás vezetett a 304L jelölésű csökkentett karbontartalmú acélok bevezetéséhez.
12

10. ábra - A szén hatása a hőmérséklet-idő görbékre [68]
3.1.3.Chromoly, SAE-AISI 4130
A szakzsargonban csak Chromoly néven emlegetett AISI 4130 acélt az 1930-as években kezdték kerékpárépítésre használni. Kezdetben a repülőgépipar volt a fő felhasználója, így sok helyen csak "aircraft steel"-ként emlegetik.
A magas krómtartalmú acélt kiváló hőállósága és hegeszthetősége miatt kedvelik, mivel hegesztés után is megtartja kiváló mechanikai tulajdonságait a karbidképződés szemcseméretet fékentartó hatása miatt.
Hegesztésekor lassú hűlésre kell törekedni, ezért nem ajánlott huzatos helyen végezni a műveletet. Előmelegítésre nincs szükség, de a megszokottnál egy kicsit lassabb hegesztési sebesség ajánlott. A hegesztőanyag jó, ha némileg alulötvözött, mint például az E70S2.
13

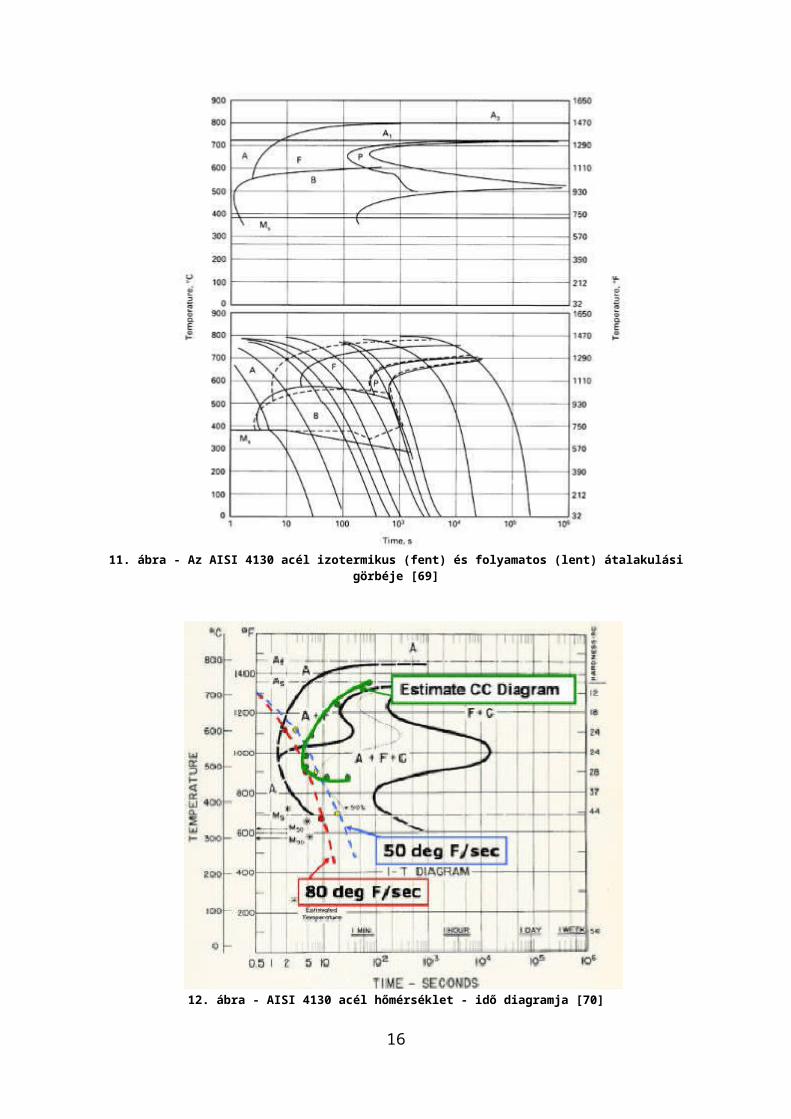
11. ábra - Az AISI 4130 acél izotermikus (fent) és folyamatos (lent) átalakulási görbéje [69]
12. ábra - AISI 4130 acél hőmérséklet - idő diagramja [70]
14
A fenti izotermikus átalakulási diagramon az AISI 4130 acél TIG hegesztésekor kialakuló szövetszerkezetek követhetőek nyomon. A TIG hegesztés koncentrált hőforrása miatt a hűlési sebesség viszonylag nagy. A kék szaggatott vonal egy 1 mm vastagságú lemez (600°C-on) 10°C/s sebességű hűlését mutatja. A kialakuló szövetszerkezetet nagyban befolyásolja a felhasznált hozaganyag minősége és mennyisége is.
Az alábbi kerékpárvázanyaggyártók a 4130 acélt forgalmazzák különböző termomechanikus kezeléseket követően [12]. A szövetszerkezeti felvételeken jól látható, hogy azonos alapanyag mellett más-más szövetszerkezetek alakulnak ki.
3.1.3.1. Reynolds 725:
825°C-on 30 percig hőntartott, olajban hűtött, majd 570°C-on 60 percig megeresztett 4130 acél. A martenzites szövet az ausztenitesítést követő diffúziómentes átalakulásból származik.
13. ábra - Reynolds 725 acélból készült villaszár vegyi összetétele (fent) és szövetképe (lent) [12]
3.1.3.2. True Temper "Versus Steel":
15
Feszültségmentesítő hőkezelés után eutektoidos ferrit (sötétszürke) és perlit (világosabb; ferrit és cementit) alakult ki.
14. ábra - True Temper acélból készült villanyak vegyi összetétele (fent) és szövetképe (lent) [12]
3.1.4.Króm-mangán ötvözésű acélok
Az ázsiai kontinensen hagyományosnak tekinthetőek a króm-mangán ötvözésű acélok, míg az Európában forgalmazott ausztenites korrózióálló acélokban (mint amilyen az 1.4301 is) főként a nikkel felelős az ausztenit stabilizálásáért. A nikkel ára azonban rendkívüli externáliákat mutat, mint ahogy azt a 2006-ban kezdődött árrobbanása is megmutatta, így az európai acélgyártók is lépéskényszerbe kerültek, azonban inkább a duplex és ferrites termékcsaládjukat bővítették [27].
A króm-mangán ötvözésű acélokkal szemben felhozott gyakori érv az anyag silány hegeszthetősége. A legendás Reynolds 531 csőszett gyártását is emiatt szüntette be a gyártó, azonban mára kijelenthető, hogy az új fajták ugyanolyan jól viselkednek hegesztés közben, mint króm-nikkel ötvözésű társaik. Emellett szilárdsági jellemzői mintegy 15..60%-kal nagyobbak, alakváltozóképességük pedig azonos [27]. A fenti megfontolások alapján a hagyományos ausztenites típusok helyett érdemes lenne króm-mangán ötvözésű acélokat használni.
3.1.5.Nagyszilárdságú ötvözött acélok
16
3.1.5.1. KVA Stainless martenzites acél
Többek közt mangán, szilikon, molibdén, nióbium, titán és nitrogén ötvözésű, ferromágneses, közepesen korrózióálló acél.
A martenzites acélok jellemzően 10,5..18% krómot tartalmaznak. A KVA martenzites acéltípusa a hőkezelésnek köszönhetően igen jó mechanikai tulajdonságokkal rendelkezik (Rm = 1400 MPa, ReH = 1100 MPa) [24].
A hőkezelési ciklus egy 820°C-os, 15..30 percen át tartó ausztenitesítő izzítást követő levegőn hűtésből, majd 480..500°C-os, 3 órán át tartó öregítésből áll, ami az intermetallikus nitridek diszperz kiválását is magával vonja [25].
Habár a krómtartalom a ferrites acélokéval megegyező mértékű, az acél a magas széntartalom miatt magas hőmérsékleten teljesen átalakul ausztenitessé, majd később a gyors hűtés során martenzitessé. A KVA hosszvarrathegesztési technológiája a gyártó állítása szerint csökkenti a varrat keménységét mind az ömledékzónában, mind a hőhatásövezetben, ráadásul homogén szemcseszerkezetet biztosít [24].
15. ábra - Cső hagyományos hosszvarrata, a KVA eljárásával készült hosszvarrat és ugyanez a hőkezelést követően [24]
3.1.5.2. LDX 2101
Az Outokumpu duplex acélminőségéből már készült motorkerékpárváz [26], ám a rendelkezésre álló falvastagságok egyelőre nem adtak alkalmat a kerékpárkészítőknek letesztelni az anyagot.
3.1.5.3. Dual Phase acélok
Kozma Bálint és Bobor Kristóf párhuzamosan zajló kutatása foglalkozik az autóiparban jól bevált dual phase acélok kerékpáros implementációjával.
3.1.5.4. Reynolds
1935-ben Max Bigford és Austyn Reynolds bemutatta a legendás Reynolds 531 csőszettet [28], aminek anyaga egy olyan mangánacél, melyben a fő ötvözők 5-3-1 arányban vannak [29].
Az 531 vegyi összetétele hozzávetőlegesen: 1,5% Mn, 0,25% Mo, 0,35% C, és megegyezik a régi brit BS970 En 16/18 acéllal (hasonló: BS970 605M36). Mint látható, a Reynolds 531 a közhiedelemmel ellentétben nem króm-molibdén, hanem egy mangán-molibdén acél, szakítószilárdsága megegyezik a 25CrMo4 acéléval [30].
17

Az 531-es acél már nem szerepel a Reynolds cég katalógusában, csupán egyedi megrendelésre gyártanak néha egy-egy adagot. Az eredetileg keményforrasztásra tervezett anyag helyett új, TIG hegesztésre is alkalmazható csőszetteket kínálnak. Az első számú helyettes a levegőn hűtött 631-es típus [31]. Ennek az acélnak a hegesztése, majd levegőn hűtése után kialakuló szemcseszerkezete a gyártó szerint olyan hőhatásövezetet biztosít, mely akár 30..60%-kal jobban ellenáll a fárasztó igénybevételeknek, mint a hagyományos CrMo acélok, ezáltal kevesebb anyagszükséglettel lehet hasonló tulajdonságokkal rendelkező szerkezetet előállítani.
A cég által forgalmazott acéltípusokat az alábbi táblázat foglalja össze. Az 1. sz. mellékletben megtalálhatóak az anyagok mechanikai tulajdonságai és vegyi összetételük is.
953 Maraging Stainless Steel Martenzites, öregített rozsdamentes acél
931 Precipitation Hardening Stainless Steel
Kiválásosan keményített rozsdamentes acél
921 Cold-Worked High Strength Stainless Steel
Hidegen alakított nagy szilárdságú rozsdamentes acél
853 Heat Treated Air Hardening Steel
Hőkezelt légedzett acél
631 Cold Drawn Air-Hardening Steel
Hidegen húzott, légedzett acél
725 Heat Treated Chrome Molybdenum Steel
Hőkezelt króm-molibdén ötvözésű acél
525 Cold-Drawn Chrome Molybdenum Steel
Hidegen húzott króm-molibdén ötvözésű acél
2. táblázat - A Reynolds cég által forgalmazott acélminőségek [32]
Jelenleg a 953-as típus a legjobb szilárdság-tömeg együtthatóval rendelkező Reynolds acél. Ez egy "maraging", azaz martenzites, öregített szerkezetű acél. A kis széntartalmú anyag intermetallikus vegyületek kiválásával éri el kiváló mechanikai tulajdonságait [25]. Egy darab cső 70..80 USD áron kapható.
A gyártó ajánlása szerint a maradó feszültségek elkerülése végett a váz összeillesztését a középrésznél kell kezdeni, majd az alsócső - fejcső, fejcső - felső cső, végül a felső cső - nyeregvázcső kötést ajánlott elkészíteni.
18

16. ábra - A Reynolds által forgalmazott acélminőségek mechanikai tulajdonságai [32]
A brit piacon fellelhető T45 az 531-eséhez legközelebb álló vegyi összetételű acél. A T45 vegyi összetételében 0,2% szén és 1,5% mangán mellett 0,25% króm, 0,1% molibdén és 0,4% nikkel is helyet kapott [33]. A gyártó szerint jól hegeszthető, és nem igényel hegesztés utáni hőkezelést.
3.1.5.5. Columbus
A Reynolds nagy riválisát A. L. Colombo alapította 1930-ban. Kezdetben motor- és repülőgépvázak készítése mellett az olasz dizájnerek által megálmodott akkor divatos csőbútorok gyártásával foglalkoztak. [34]
A kerékpáriparba hidegen húzott króm-molibdén ötvözésű acélcsöveikkel léptek be. Az 1980-as évektől Cyclex típusnév alatt futó SL és SP jelölések különböző falvastagságú (rendre 0,9 / 0,6 / 0,9 és 1 / 0,7 / 1 mm) csőszettek matricáin voltak olvashatóak. Később az SPX és SLX csövek egy spirálszerű belső erősítést kaptak a húzott csővégeknél, hasonlóan a puskacsövek huzagolásához.
Az olcsóbb típusok között van az állandó falvastagságú mangánacél, az Aelle, és a króm-molibdén Cromor. Későbbi modelljeiben a Columbus is optimalizálta anyagait a hegesztéshez. Az 1980-as években az amerikai export meglódította az eladásokat, és sok vázkészítő tért át Reynoldsról Columbusra.
19

17. ábra - A Columbus a korabeli reklám tanúsága szerint 1975-től forgalmazza termékeit a tengerentúlon [Columbus Tubi]
A Reynolds és a Columbus csövekből készült vázak közti leglátványosabb különbség a villaszárakban van. A Reynolds keskenyebb, "Imperial Oval" keresztmetszeténél jobban kedvelték az olaszok által favorizált szélesebb, "Continental Oval" szárral ellátott villákat [35].
A Columbus jelenleg csúcskategóriás csöve, az XCr a Trafiltubi ed Aubert & Duval céggel közösen jött létre. A magas króm-, molibdén- és nikkeltartalmú, alapvetően martenzites szövetszerkezetű acélcső varrat nélküli kivitelben készül. Az eredetileg hadiipari megrendelésre kifejlesztett rozsdamentes acél maradó ausztenitet tartalmaz, mely csökkenti a repedésképződésre való hajlamot, különösen a hegesztési folyamat során. Az XCr jobb szakítószilárdság-tömeg aránnyal rendelkezik, mint az alumínium vagy a titán csövek.[36]
A cég egyik típusjelévé emelte a nióbiumot. Ezt az elemet széleskörűen alkalmazzák acélok mikroötvözésére (például az autóiparban), mivel karbid- és nitridképző tulajdonságokkal bír, ami finomítja az acél szemcseszerkezetét, visszafogja az újrakristályosodást és a kiválásos keményedést, ezáltal javítja az anyag hegeszthetőségét, alakíthatóságát, szilárdságát és szívósságát. Ezt a Columbus a reklámanyagaiban sem felejti el hangsúlyozni. Érdekesség, hogy a nióbiumot többször is feltalálták, így fél évszázadon át a nióbium és a columbium (Cb) egyaránt használatos név volt, amíg be nem bizonyosodott, hogy a két elem egy és ugyanaz.
3.2. Könnyűfémek
20

3.2.3.2.1.Alumínium
Az alumínium sűrűsége harmada az acélénak, a másik oldalról viszont a szakítószilárdsága és az egyezményes folyáshatára is hasonlóképpen alakul.
A világ első alumínium kerékpárja (és ahogy fentebb is említésre került, csaknem minden kerékpártechnikai újítás) a 19. században készült. A St. Louis Refrigerator & Wood Gutter Co. nevű cég Lu-Mi-Num biztonsági kerékpárját 1893-ban mutatták be, ami azonban a korabeli ötvözetek repedésre való hajlama miatt nem váltott ki különösebb sikert. A kerékpáripar története során több ízben is próbálkoztak alumínium vázak piacra dobásával. Évtizedeken át az acél vázakéval azonos csőátmérőket alkalmaztak eltérő mechanikai tulajdonságaik ellenére. Voltak kísérletek önhordó (monocoque) és epoxival ragasztott vázakra is, mígnem 1975-ben Gary Klein be nem mutatta a nagy csőátmérőjű kerékpárját [37]. A megnövelt keresztmetszet biztosította a megfelelő szilárdságot az anyag alacsony rugalmassági modulusa ellenére is, miközben a váz tömege mintegy 15%-kal volt alacsonyabb a hagyományos vázakénál. Az újítást Klein le is védette (United States Patent No. 4,500,103 ('103)), ami 1985-ben alapja lett a Klein vs. Cannondale bírósági pernek.
A hegesztés után hőkezelésnek vetették alá a vázakat, emiatt pedig az érintkező felületeket újra be kellett méretre állítani és forgácsolni. A '90-es évekre megjelent a távol-keleti, nagy csőkeresztmetszettel rendelkező, TIG-hegesztett vázak dömpingje. Az anyag fáradásra való hajlama miatt ezeket a vázakat sokszor túlméretezik, emiatt pedig gyakran nagyobb tömegű a termék, mint az acélból készült társai.
A mai alumínium vázak nagy része 6061 ötvözetből készül, amit 1935-ben fejlesztettek ki. Ezt a típust különböző hőkezeltségi fokokon lehet kapni, ami nagyban befolyásolja az anyag mechanikai tulajdonságait.
mértékegység
Alumínium
Acél
sűrűség
kg/m3 2700 8030
Rm MPa 260 .. 310
600 .. 1650
Rp0,2 MPa 240 .. 276
241 .. 750
E GPa 70 .. 80 1933. táblázat - Az alumínium és az acél jellemző mechanikai tulajdonságai
Az alumínium egyik nagy előnye az acéllal szemben, hogy az acéléhoz képest a nagy átmérők miatt a keresztmetszet másodrendű nyomatéka sokkal nagyobb, így lehetőség adódik kisebb tömegű, mégis azonos szilárdságú vázak készítésére.
21

3.2.2.Titán
A titán fajlagosan 45%-kal könnyebb az acélnál, 60%-kal nehezebb az alumíniumnál és több mint háromszor magasabb a szilárdsága mindkettőnél. Bár alapvetően drága anyag, a titánötvözetekből készült termékek hosszú élettartamúak és kevés karbantartást igényelnek.
A titán allotróp anyag, ötvözetlen állapotban 882°C alatt a hexagonális szerkezetű alfa fázis a stabilis, ezen hőmérséklet felett pedig térközepes köbös béta fázisúvá alakul. Olvadáspontja 1688°C. Az alfa fázist stabilizáló ötvözők az alumínium mellett az olyan intersztíciós atomok, mint az oxigén, a nitrogén és a szén. Ezeknek az arányát növelve az átalakulási hőmérséklet növekszik, míg a béta fázist stabilizáló ötvözők – mint a vanádium – csökkentik azt. A béta fázis nagy mennyiségben elridegíti a hegesztési varratot.
Az első titánhoz nyúló vázkészítők, köztük a Teledyne is tiszta titánnal (CP) próbálkoztak, ám kevés sikerrel, a végeredmény általában repedés és törés lett. Az első sikereket a Merlin Metalworks cég érte el a '80-as évek közepén, és máig vezeti a titánvázak piacát. Ma a 6Al-4V (ASTM szerinti elnevezése Grade 5, magyarul 5-ös csoport) egy alfa-béta ötvözet, mely a világon eladott titánötvözetek felét teszi ki, így a kerékpárvázak körében is kedvelt fajta. A leggyakoribb azonban a 3Al-2,5V (Grade 9), mely kompromisszum a tiszta titán kedvező hegeszthetőségi és forgácsolhatósági tulajdonságai és az 5-ös csoport kiváló mechanikai tulajdonságai közt [42]. A helyzet azonban ennél komplikáltabb: a 9-es csoport ugyan alacsonyabb hajlító merevséggel rendelkezik (107 GPa) mint az 5-ös csoport (114 GPa), csavarás esetén a helyzet éppen fordított (44 és 42 GPa). Ennek megfelelően az ideális titánvázhoz mindkét csoportból érdemes alapanyagot felhasználni.
Az alfa-béta ötvözetek szakítószilárdsága hőkezeléssel (magas hőfokú izzítást követő öregítéssel) közel 50%-kal növelhető [38].
22
18. ábra - Ti - Al egyensúlyi fázisdiagram [39]
19. ábra - Titánötvözetek fázisdiagramja [40]

A titán hegesztése az acélhoz képest sok tapasztalatot és körültekintést igényel. 200..400°C felett elnyeli a gázokat (elsősorban az oxigént, a nitrogént és a hidrogént), melyek növelik a szilárdságot és a keménységet, de elridegítik a varratot, emiatt a titánötvözetek hegesztésekor fokozott gázvédelmet kell biztosítani [43]. A titán kerékpárvázakat emiatt TIG hegesztéssel, nagy átmérőjű gázterelő fúvókával (1,5 mm-es elektródához 16 mm átmérőjű kerámia) és gyökvédőgáz-elárasztással készítik. A védőgáz argontartalmának az AWS szerint legalább 99.995%-nak kell lennie. A gázellátó rendszert úgy kell kialakítani, hogy minél kevesebb műanyag vezetéket tartalmazzon, az ugyanis porózus szerkezete miatt nedvességet vehet fel a levegőből. A gáz megengedett nedvességtartalma 39 ppm.
Az oxidréteg színe kis hőmérsékleten fémesen csillogó, ezüstös tónusú, a hőmérséklet növelésével a szín aranyszínűre, majd bíborszínűre, nagyobb hőmérsékleten kékre, nagyon nagy hőmérsékleten szürkére és fehérre vált [43]. A szennyeződések hatása is ennek megfelelő. A varratot a bíborszínig általában elfogadhatónak tartják. Fontos a felület tisztasága is, a szennyeződéseket gondosan el kell távolítani, mert szintén elridegítik a varratfémet, hegesztés előtt még szabad kézzel sem szabad hozzányúlni. Az alapanyagot és az elektródát is érdemes acetonnal vagy metil-etil-ketonnal áttörölni.
Az ívgyújtást célszerű érintésmentesen végrehajtani és hegesztés közben rövid ívet tartani.
A nem megfelelő tisztítás porózus varratot eredményez, ami lehet a megszilárdulás során a kristályhatárokon létrejövő mikroporozitás, és a varrat középvonalában elhelyezkedő nagyobb gázpórusok
Hegesztéséhez szürke, 2% CeO2-ot tartalmazó (WC20) wolfram elektróda ajánlott [42]. Hegesztőanyagból az 5-ös fokozathoz ERTi-6 és ERTi-23 hegesztőanyag való, ám gyakran hegesztik alacsonyabb szilárdságú vagy tiszta titánnal a béta fázis elridegítő hatását csökkentendő.
A titán megmunkálása is nagyobb körültekintést igényel a hagyományos vázanyagokhoz képest. A legnagyobb problémát a csiszoláskor illetve maráskor a szerszám fogaiba ékelődő titánszemcsék okozzák, melyek könnyen felizzanak és hozzáhegedhetnek az alapanyaghoz. Ezt megelőzendő érdemes alacsony fordulatszámot és bő kenőfolyadékot alkalmazni a megmunkálás során, ami növeli a hőelvezetést. Csiszoláskor használjunk speciális szalagot.
3.2.3.Magnézuim
23
20. ábra - Ti-6Al-4V alfa-béta ötvözet 100X-os nagyítású mikroszkópi képe 788˚C-os, 15
percen át tartó hőkezelés és levegőn hűtés után [41]

A magnézium sűrűsége fele az alumíniuménak, nagyobb a szilárdsága és egyes ötvözetei 10..11 százalékos nyúlási értéket mutatnak. Kiváló mechanikai tulajdonságai előnyösen befolyásolják a fáradt töréssel és a horpadással szembeni ellenállóságot [45]. Az anyag a '80-as években vonult be a kerékpártörténelembe, amikor Frank Kirk megalkotta a Kirk Precision Bike-ot. Az újdonság nem lett sikeres, a gyártást övező problémáknak köszönhetően a modell tíz éven belül eltűnt a palettáról. A magnéziummal olyan nagy nevű gyártók is próbálkoztak, mint a Merida vagy a Pinarello, és bár Óscar Pereiro egy magnézium Pinarello Dogma nyergében nyerte meg a 2006-os Tour de France-ot, az anyag kedvezőtlen megmunkálhatósága és hegeszthetősége nekik is kudarcot hozott. Ma a legnagyobb nevek a magnéziumból készült vázak piacán a Zinn Cycles, a Paketa Cycles (országúti kerékpárok) és a SegalBikes, ami egy helyen gyártja a vázakat az alapanyaggal.
A Tour-győztes váz fő háromszöge (az alsó-, felső-, és nyeregvázcső) AK61 nevű magnézium ötvözetként került be a köztudatba, ám valójában ez egy AZ61 jelű ötvözet [46]. Ennek kémiai összetétele: 6% Al, 1% Zn, 0,2% Mn, 0,0012% Ni, 0,001% Cu, 0,001% Fe, 0,015% Si, a maradék Mg.
A magnéziummal szemben leggyakrabban említett érv a korrózióval szembeni gyenge ellenállóképessége. A Paketa ennek homlokegyenest az ellenkezőjét állítja [47], bizonyítékként egy három éves kezeletlen felületű kerékpárjukat felmutatva, melyen nincs nyoma korróziónak (ennek ellenére azt ajánlják a tulajdonosoknak, hogy tartsák szárazon a vázukat). Az igazság az, hogy az anyag korrózióval kapcsolatos tulajdonságait ugyanazok a tényezők befolyásolják, mint a többi szerkezeti anyagot. Az ötvözők közül a vas, a nikkel és a réz erősen, míg a cink közepesen befolyásolja a korróziós hajlamot. A vas kritikus mennyiségére mérések 0,032*%Mn-t adtak [44], így az AZ61 vastartalma az adódó 0,0064% Fe határ alatt marad. A környezeti hatások közül a levegő páratartalma 30%-ig csak kis mértékben okoz korróziót, amennyiben a felület nem érintkezik sókkal vagy klórral. Ezek ugyanis lebontják a víz hatására kialakult oxidréteget.
A magnézium nagy olvadáspontú és felülete oxidokkal borított, így hegesztése nem könnyű feladat. Az alumíniumhoz hasonlóan váltóáramú TIG hegesztéssel biztosítják az oxidréteg feltörését [45].
24
4. TECHNOLÓGIA
Az alábbi folyamatábra egy kerékpár első villájának gyártástechnológiáját szemlélteti az alapanyagtól a kész termékig. A különböző igénybevételeknek kitett részek – bár azonos alapanyagból készültek – különböző termomechanikus kezeléseken mennek keresztül, míg el nem foglalják végső helyüket.
21. ábra - Villa gyártásának folyamata [12]
4.1. Csövek kötései
4.4.1.
4.1.1.Keményforrasztás4.1.1.1. Keményforrasztás illesztékekkel
A kerékpárvázak története az illesztékes (muffolt) acél csőszerkezetekkel kezdődött, és napjainkban a reneszánszát éli, igaz, a piaci viszonyok megváltoztak. A tömegtermelésben az illesztékek helyét a '90-es évek közepétől átvették a hegesztett kötések, illesztékeket sokszor egyedi megrendelésre készült mestermunkákon láthatunk [48].
25

A kör keresztmetszetű csövek végeit méretre vágják és a tökéletes illeszkedés érdekében kimarják az áthatásokat. A csővégeket az acél illesztékekbe helyezik és összeforrasztják. A forraszanyag a kapilláris hatásnak köszönhetően nagy felületen szétterül a cső és az illeszték közötti résben.
A hagyományos gyémánt alakú vázakban négy darab illeszték található.Az illesztékeket gyakran különös formájúra alakítják kézi reszelővel.
Ennek célja a tömegcsökkentés és a mesteri kidolgozás hangsúlyozása mellett az, hogy a kialakított résekben megjelenjen a forraszanyag, jelezve a kapillaritás működését és növelve a kötés szilárdságát.
Csaknem minden vázépítő ugyanolyan illesztékeket használ. Az öntvények különböző méretben és szögekben kaphatóak. A különbség abban rejlik, hogy melyik vázépítő mennyi időt és energiát szán az illesztékek művészi megmunkálására. A tömeggyártott termékek esetében gyakran arra sem veszik a fáradságot, hogy eltűntessék az illesztékbe beütött számot, ami a csövek szöghelyzetét hivatott jelölni. Az igényesen kialakított illesztékeknek elvékonyítják a szélét, elkerülve a feszültséggyűjtő helyek kialakulását.
Az illesztékes vázak egyik legnagyobb előnye, hogy javíthatóak. A forraszanyag és az acél olvadási hőmérséklete közé felmelegített kötés felold, a hibás cső pótolható.
Az elkészült kötés mechanikai tulajdonságait a következő tényezők befolyásolják:
az alkatrészek közötti kapilláris rés nagysága az alapanyag összetétele hőmérséklet kötésminőség
4.1.1.1.1. Illesztékek megmunkálása
Az illesztékek kialakítására a következő eljárások használatosak:
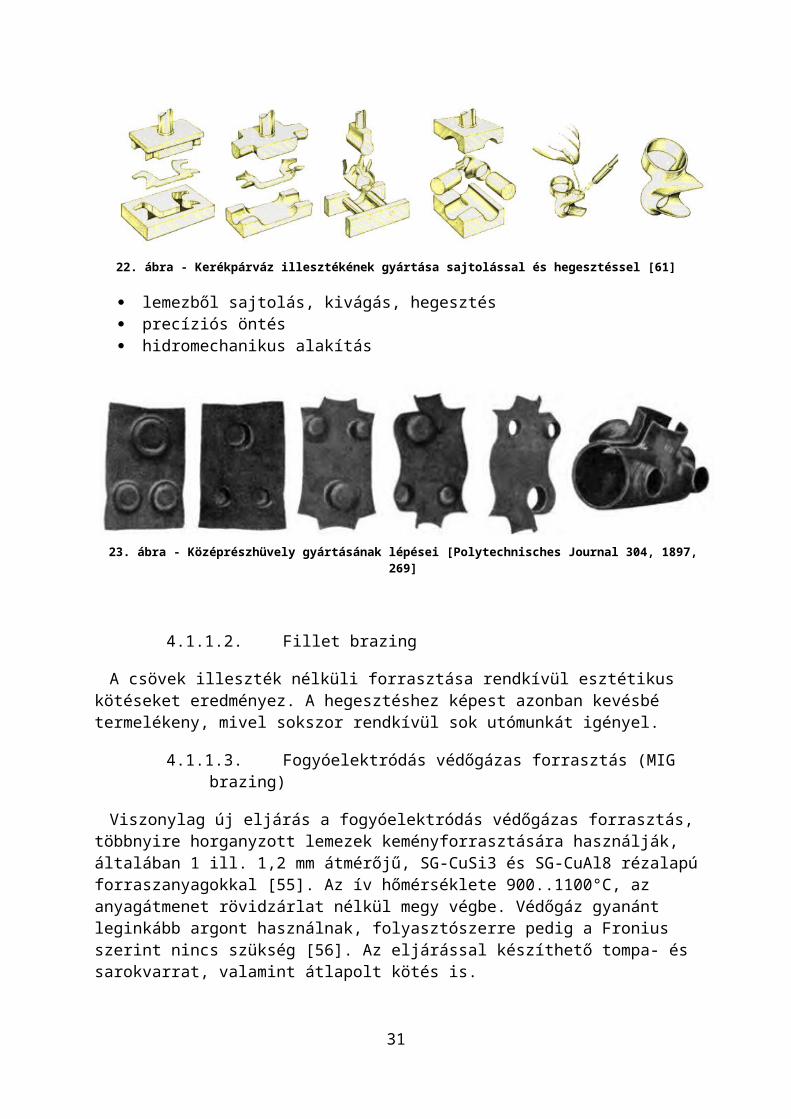
22. ábra - Kerékpárváz illesztékének gyártása sajtolással és hegesztéssel [61]
lemezből sajtolás, kivágás, hegesztés precíziós öntés hidromechanikus alakítás
26

4.1.1.2. Fillet brazing
A csövek illeszték nélküli forrasztása rendkívül esztétikus kötéseket eredményez. A hegesztéshez képest azonban kevésbé termelékeny, mivel sokszor rendkívül sok utómunkát igényel.
4.1.1.3. Fogyóelektródás védőgázas forrasztás (MIG brazing)
Viszonylag új eljárás a fogyóelektródás védőgázas forrasztás, többnyire horganyzott lemezek keményforrasztására használják, általában 1 ill. 1,2 mm átmérőjű, SG-CuSi3 és SG-CuAl8 rézalapú forraszanyagokkal [55]. Az ív hőmérséklete 900..1100°C, az anyagátmenet rövidzárlat nélkül megy végbe. Védőgáz gyanánt leginkább argont használnak, folyasztószerre pedig a Fronius szerint nincs szükség [56]. Az eljárással készíthető tompa- és sarokvarrat, valamint átlapolt kötés is.
4.1.1.4. Forraszanyagok
A kerékpárvázak forrasztásához réz-, vagy ezüstalapú forraszanyagokat használnak. A rézalapú forraszanyagokkal készített kötés éppolyan kielégítő, mint az ezüstalapú, ellenben lényegesen olcsóbb. Egyes esetekben mégis érdemes ezüstalapú forraszanyagot használni a következő megfontolások végett:
rozsdamentes alapanyagot jobban lehet ezüstalapú forraszanyaggal "nedvesíteni"
hőkezelt acélokhoz alacsonyabb olvadáspontú ezüst forraszanyag választható, elkerülve az alapanyag beedződését
eltérő elektródpotenciáljuk miatt különbözőképpen hoznak létre galvánelemet az alapanyaggal, azaz eltérő lesz a korrózió mértéke
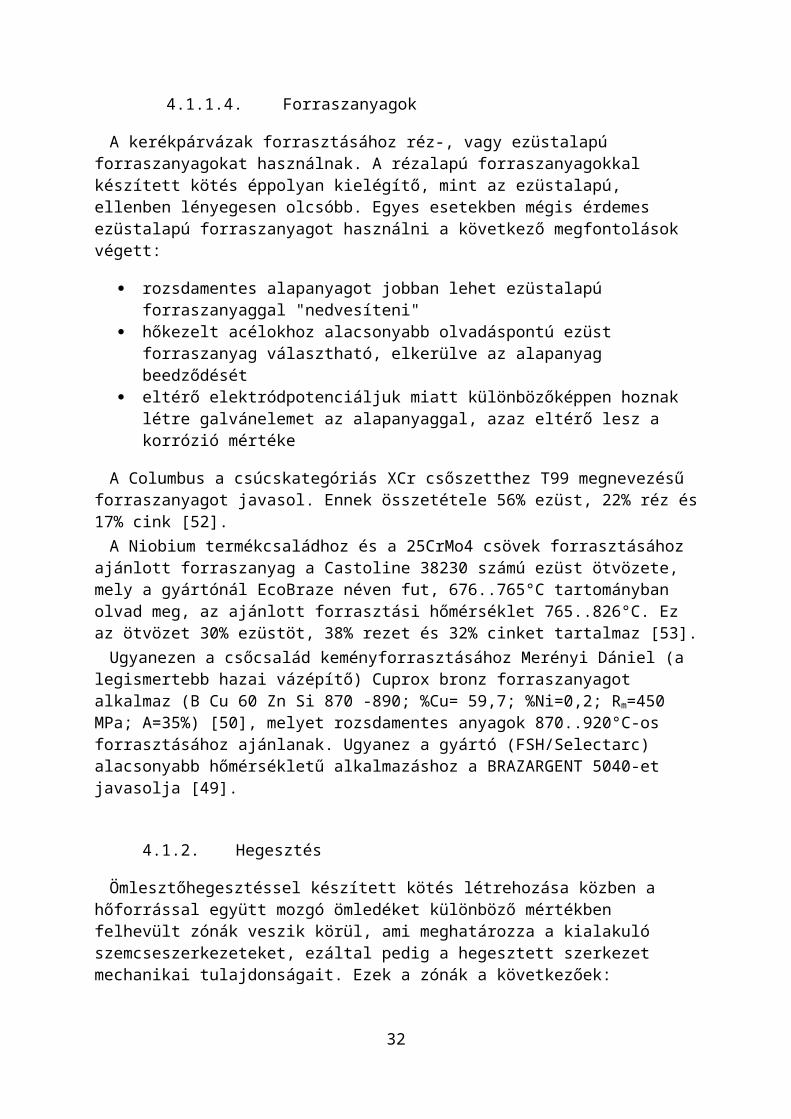
A Columbus a csúcskategóriás XCr csőszetthez T99 megnevezésű forraszanyagot javasol. Ennek összetétele 56% ezüst, 22% réz és 17% cink [52].
A Niobium termékcsaládhoz és a 25CrMo4 csövek forrasztásához ajánlott forraszanyag a Castoline 38230 számú ezüst ötvözete, mely a gyártónál EcoBraze néven fut, 676..765°C tartományban olvad meg, az
27
23. ábra - Középrészhüvely gyártásának lépései [Polytechnisches Journal 304, 1897, 269]
ajánlott forrasztási hőmérséklet 765..826°C. Ez az ötvözet 30% ezüstöt, 38% rezet és 32% cinket tartalmaz [53].
Ugyanezen a csőcsalád keményforrasztásához Merényi Dániel (a legismertebb hazai vázépítő) Cuprox bronz forraszanyagot alkalmaz (B Cu 60 Zn Si 870 -890; %Cu= 59,7; %Ni=0,2; Rm=450 MPa; A=35%) [50], melyet rozsdamentes anyagok 870..920°C-os forrasztásához ajánlanak. Ugyanez a gyártó (FSH/Selectarc) alacsonyabb hőmérsékletű alkalmazáshoz a BRAZARGENT 5040-et javasolja [49].
4.1.2.Hegesztés
Ömlesztőhegesztéssel készített kötés létrehozása közben a hőforrással együtt mozgó ömledéket különböző mértékben felhevült zónák veszik körül, ami meghatározza a kialakuló szemcseszerkezeteket, ezáltal pedig a hegesztett szerkezet mechanikai tulajdonságait. Ezek a zónák a következőek:
1. varratfém, ezen belül megkülönböztetünk három területet: a) az ömledék keveredése után megszilárdult tartomány, b) keveredés nélküli zóna, c) epitaxiás kristályosodási zóna
2. részben megolvadt zóna 3. hőhatásövezet, melyben megkülönböztethető egy fázisátalakulási és
egy fázisátalakulás nélküli övezet4. alapanyag
A kerékpárvázak fáradt törései jellemzően a hőhatásövezetből indulnak ki, ezért nem árt ezt a zónát részletesebben megvizsgálni.
A hőhatásövezet zónái:
1. A szemcsedurvulás övezete az egyik kritikus zóna, mert a durvaszemcsés anyag szilárdsága és szívóssága is csökken, az ausztenitnél ez 1100°C és a szolidusz között jön létre
2. A hőkezelés övezetében normalizálás játszódik le az A3 hőmérséklet és 1100°C között
3. A részleges hőkezelés övezetében az utóbbi folyamat csak részben játszódik le.
4. Az újrakristályosodás övezete 500°C és az A1 hőmérséklet között alakul ki. Kritikus hidegalakítás esetén lehet itt is szemcsedurvulás és ez a zóna is lehet kritikus.
5. Az öregedés övezetét nitrid vegyületfázisok kiválása hozza létre, a kivált nitrid fázisok akadályozzák a diszlokációk mozgását ezáltal ridegítik a hőhatásövezetet. Az ütőmunka csökken, az átmeneti hőmérséklet nő.
28

24. ábra - Villanyak és villaszár hegesztett kötésének zónái a szövetképekkel [12]
A hőhatásövezet kilágyulása figyelhető meg a Nathaniel A. Jannetti és Bradford L. Lynch által vizsgált villa esetében: az alapanyag 930 MPa-s szakítószilárdsága a hőhatásövezetben 660 MPa-ra csökkent.
25. ábra - A szakítószilárdság alakulása villanyak hegesztett kötésének hőhatásövezetében
A hőfolyamat modellezéséhez vékony lemezek hegesztésekor Pavelic modellje jól használható. Eszerint a hőforrás a munkadarab felett Gauss-féle eloszlást mutat. A hőáramsebesség geometria paraméterei hegesztési kísérletek során kerültek meghatározásra.
29

26. ábra - A hő eloszlása a hegesztés során. a) kör felület, b) félgömb alak. [71]
4.1.2.1. TIG
A volfrámelektródás ívhegesztést 1941-re fejlesztették ki, a kerékpárvázkészítők pedig rögtön használatba is vették az új eljárást, és máig a legnépszerűbb eljárás a kerékpáriparban.
A hegesztőív a munkadarab és egy volfrám elektróda közt alakul ki. Az ív védelméért semleges, többnyire argon gáz felelős. A hegesztőanyagot kívülről, bal kézzel adagolják az ömledékbe.
Előnye, hogy nem fröcsköl, stabil ívet ad, emellett kiváló mechanikai tulajdonságokat biztosít.
Az összehegesztendő csöveket a vázkalodába helyezés előtt gondosan meg kell munkálni és tisztítani. A megfelelő csőáthatásról maró- vagy szalagcsiszológép, esetenként kézi reszelő gondoskodik.
A bonyolult formájú varratok nagy kézügyességet igényelnek. Az ív hosszának a volfrámelektróda átmérőjéhez közeli értéknek kell lennie. A hegesztőáram 15..60 A között jellemző. Az áramerősség szabályzását célszerű hegesztőpedállal végezni. A gázterelőbe érdemes gázlencsét tenni a védőgáz egyenletesebb áramlása érdekében. Ez az argonfogyasztást is visszafogja.
4.1.2.2. MIG/MAG
Fogyóelektródás védőgázas ívhegesztést jellemzően a tömeggyártott acél vázaknál alkalmaznak. Előnyét olcsósága jelenti, ám a gyakorlatban gyakran növeli a hegesztési hibák és a porozitás veszélyét.
4.1.2.3. Dual Pulse MIG
30

Fogyóelektródás védőgázas ívhegesztést dupla impulzus technikával kombinálva a kötés kinézete hasonló lesz a TIG-hegesztett kötéseknél megszokotthoz. A kötés mechanikai tulajdonságai a MIG/MAG eljáráshoz hasonlóak maradnak, a gyártó a váz árához azonban hozzáadhat +20%-ot.
4.1.3.Hegesztés vagy forrasztás?
Az acél vázak gyártói gyakran már-már vallási fanatizmussal védik a saját eljárásuk létjogosultságát. Az illesztékes vázak melletti egyik leggyakoribb érv, hogy a forrasztással kisebb hőhatás éri az anyagot, mint hegesztés esetén, így a késztermék élettartama hosszabb lehet. Ez az állítás lehet igaz vagy hamis is, attól függően, hogy mi az alapanyag, milyen termomechanikus kezelésnek lett előzetesen kitéve, milyenek a lehűlés és hőelvezetés viszonyai, stb.
A hegesztés a forrasztáshoz képest lényegesen olcsóbb, kevesebb utómunkát igényel, és könnyebb kötések létrehozását teszi lehetővé.
4.1.4.Csőformálás
A csövek alapvetően kétféleképpen készülnek: a már említett varrat nélküli és hosszvarratos technológiákkal.
4.1.4.1. Többszörösen húzott csövek
A kétszer húzott (double-butted) csövek konstans külső átmérő mellett változó falvastagsággal rendelkeznek. A kerékpároknál alkalmazott csőátmérők jellemzően a következőek: 25.4, 28.6, 31.8, 34.9, 36.4 és 38.1 mm. Rendszerint a csővégeken, a nagyobb igénybevételnek kitett illesztésnél vastagabb, míg középen vékonyabb falvastagságokat alkalmaznak, így csökkentve a szerkezet összsúlyát. A kétszer húzott csöveket alsó- és felsőcsőként alkalmazzák. Az üléscső (seat tube) lehet szimplán húzott, vagy "dudorhúzott" (bulge-butted), amely szabványos (27,2 mm-es átmérőjű) üléscsövek befogadására alkalmas, az üléscsőnél növelt falvastagságú csőanyag. Léteznek triplán húzott anyagok is, amelyek három különböző falvastagsággal rendelkeznek.
A vázkészítőhöz kerülő csövek egyik vége rövidebb, a másik hosszabb, emiatt minden esetben meg vannak jelölve, hogy melyik végükön kell kezdeni a vágást. Kisméretű vázaknál mindkét véget vágni kell a megfelelő falvastagság megtartása érdekében.
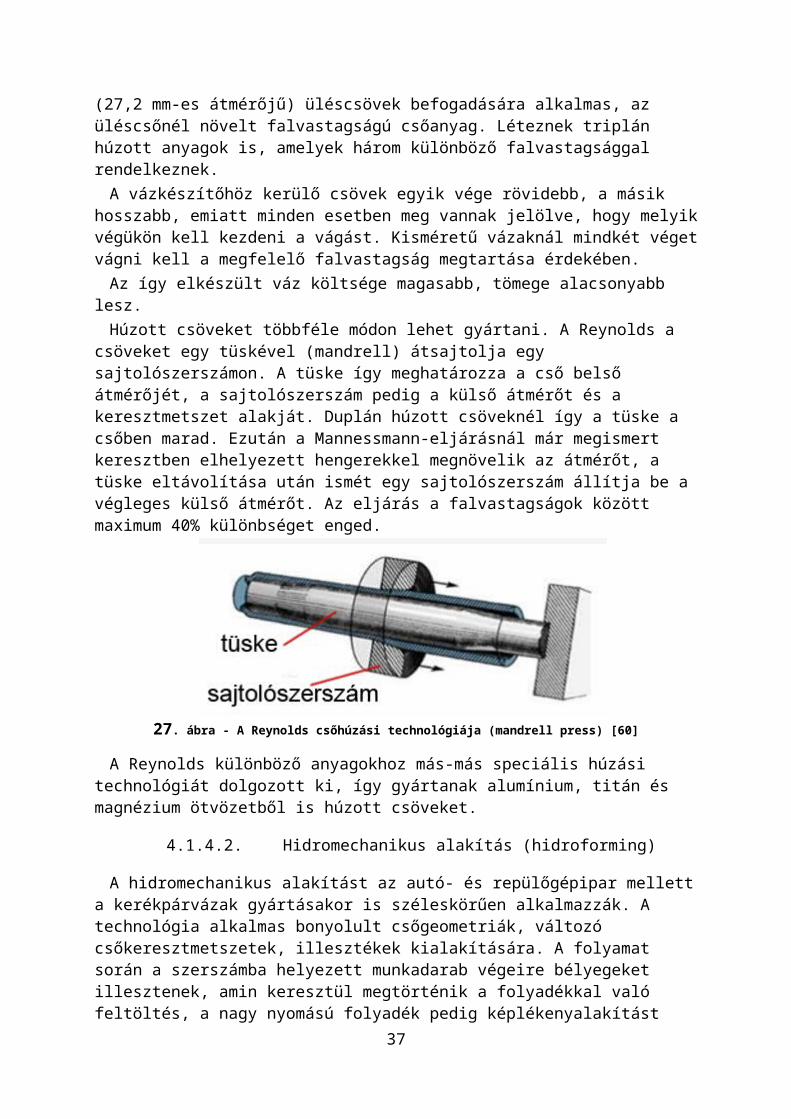
Az így elkészült váz költsége magasabb, tömege alacsonyabb lesz.Húzott csöveket többféle módon lehet gyártani. A Reynolds a csöveket
egy tüskével (mandrell) átsajtolja egy sajtolószerszámon. A tüske így meghatározza a cső belső átmérőjét, a sajtolószerszám pedig a külső átmérőt és a keresztmetszet alakját. Duplán húzott csöveknél így a tüske a csőben marad. Ezután a Mannessmann-eljárásnál már megismert keresztben elhelyezett hengerekkel megnövelik az átmérőt, a tüske eltávolítása után ismét egy sajtolószerszám állítja be a végleges külső átmérőt. Az eljárás a falvastagságok között maximum 40% különbséget enged.
31
27. ábra - A Reynolds csőhúzási technológiája (mandrell press) [60]
A Reynolds különböző anyagokhoz más-más speciális húzási technológiát dolgozott ki, így gyártanak alumínium, titán és magnézium ötvözetből is húzott csöveket.
4.1.4.2. Hidromechanikus alakítás (hidroforming)
A hidromechanikus alakítást az autó- és repülőgépipar mellett a kerékpárvázak gyártásakor is széleskörűen alkalmazzák. A technológia alkalmas bonyolult csőgeometriák, változó csőkeresztmetszetek, illesztékek kialakítására. A folyamat során a szerszámba helyezett munkadarab végeire bélyegeket illesztenek, amin keresztül megtörténik a folyadékkal való feltöltés, a nagy nyomású folyadék pedig képlékenyalakítást visz végbe. A szükségtelen részek lyukasztással kerülnek eltávolításra.
28. ábra - Középrészhüvely hidromechanikus alakítása [61]
4.2. Additív gyártás
az AM (Additive Manufacturing) során egy CAD rajz alapján gyakorlatilag hulladékmentesen készítik el a kész terméket egymásra adagolt rétegekből [57]. A fenntarthatóság témaköre szorosan kapcsolódik a kerékpározáshoz és a kerékpáriparhoz, így nem lenne meglepő, ha a vázak gyártástechnológiáját is egyre többen próbálnák meg kevesebb energiával és minimális hulladék termelésével realizálni.
A 2013-ban 3,07 milliárd dolláros iparág becslések szerint 2020-ra már 21 milliárd dollárra fog növekedni, ami az árak drasztikus csökkenéséhez vezethet. Az Amerikai Egyesült Államok kormánya 2013-ban 7,4 millió dollárt, 2014-ben pedig már 1 milliárd dollárt fektetett az AM iparba [57].
32
Az AM többféle technológiát ötvöz, és a jövőben széleskörű elterjedése várható, egyelőre azonban magas beruházási- és gyártási költségei miatt főleg a prototípusgyártás eszköze.
Az egyik első 3D nyomtatott kerékpár váz az Empire Cycles és a Renishaw közös munkája, az MX6-R modell volt [59], mely 3D nyomtatott titán elemekből epoxival történő ragasztással készült 2014-ben. A gyártó eredeti célja csupán a nyeregvázcső elkészítése volt, ám miután elvégezték az EN 14766 szabvány szerinti vizsgálatokat és a váz 50000 darab 1200 N amplitúdójú ciklus után sem
tört el, úgy döntöttek, hogy a teljes vázat felépítik az AM technológia alkalmazásával. A kész termék 1,4 kg tömegű, a gyártása 20000 fontba került. Az eredeti, hagyományos technológiával készültő vázhoz képest 33%-os tömegcsökkenést értek el, ami annak köszönhető, hogy már a tervezés és a gyártás során lehetőség van a kisebb igénybevételnek kitett helyeken a felhasznált anyag mennyiségének csökkentésére. A topológiai optimalizálást a solidThinking Inspire nevű végeselemes program iterációjával végezték.Az anyagfölösleg fékentartására különösen nagy szükség van az olyan, viszonylag drága alapanyagok esetében, mint a titán. A Charge Bikes az European Aeronautic
Defence and Space Centre-rel karöltve már 2012-ben nyilvánosságra hozta, hogy piacra dob egy 50 darabos, 3D nyomtatott papucsokkal ellátott vázszériát. A DMLS (Direct Metal Laser Sintering) technológiával készült titán (5-ös csoport) vázelemek 0,03 mm-es rétegekből épülnek fel, nagyjából 40 óra alatt készül el egy 50 darab saruból álló adag. A titán rossz hővezető, így jó hatásfokkal lehet felépíteni az egyes rétegeket, ami
miatt – ha beleszámoljuk a titán rossz
33
30. ábra - Az első 3D nyomtatott kerékpárváz fejlesztése [59]
29. ábra - Az additív gyártáshoz kapcsolódó termékek és szolgáltatások árbevétele a
világon, 1993-2011 [58; Wohlers Report 2012, 2012, 125-127.]
forgácsolhatóságát – egyes esetekben már most költséghatékonyabb az új technológia alkalmazása.
Az úttörőket sokan követték, 2016-ra már halandók számára is elérhető közelségbe kerültek a 3D nyomtatott vázelemek.
34

5. TERVEZÉS
A váz jellegét meghatározó geometriai adatok közül a legmeghatározóbb a tengelytáv, illetve ezzel összefüggésben a homlokcső és a nyeregvázcső szöge. A tengelytávot a tervezők a jobb kezelhetőség érdekében megpróbálják minél szűkebbre szabni, aminek az szab határt, hogy a túl közel eső első kerék kanyarodáskor beleakadhat a kerékpáros lábfejébe. A homlokcső szöge a kanyarodási tulajdonságokat befolyásolja, míg a nyeregvázcsőé a pedálozás kényelmét hivatott módosítani. A korai kerékpárok meglehetősen kis (68°) szögértékekkel rendelkeztek, később meredekebbé váltak; a homlokcső 74°-ra volt beállítva, míg a nyeregvázcső 72°-ra. Napjainkban a párhuzamos szögek jellemzőek (kisebb vázak esetén 72°, nagyobbaknál 74°), a lankásabb homlokcsőszöget a villa kisebb előrenyúlásával kompenzálva. A villaszög beállításánál az utánfutás (trail) a kritikus szempont, melynek értéke a tapasztalatok szerint az ideális országúti kerékpárnál 50..60 mm, túra- és cyclocross kerékpároknál 60..65 mm. Azonos villát feltételezve a homlokcsőszög csökkentésével értelemszerűleg nő az utánfutás.
Meredekebb nyeregvázcső-szöget érdemes használni a kerékpáros teste által keltett légellenállás csökkentése végett (ami előnyös kisebb távok megtétele esetén), ugyanakkor ez a pozíció több izommunkát igényel a pedálozáshoz, így hosszabb távokon célszerű laposabb szöget beállítani. Összességében elmondható, hogy a geometriai paramétereknek a kerékpározás stílusához kell alkalmazkodniuk.
5.1. Szabványos követelmények
A kerékpárvázakkal szemben támasztott szabványos követelmények az EN 14781:2005 (Racing bicycles - Safety requirements and test methods) és az EN 14766 szabványok lapjain olvashatóak [13]. A szabvány által ajánlott vizsgálatok és jellemző adataik:
5.
35
31. ábra - Utánfutás [62]

5.1.5.1.1.Ejtősúlyos vizsgálat
Függőlegesbe állított, a hátsó sarunál mereven befogott kerékpárváz villájába befogott alacsony tömegű, maximum 55 mm átmérőjű görgőre 22,5 kg-os ejtősúlyt ejtenek 212 mm magasból, ennek hatására a szabvány villával maximum 30 mm, illetve villahelyettesítő merev rúddal 15 mm elmozdulást enged meg.
5.1.2.Ütközésvizsgálat
A hátsó tengelyénél befogott, vertikális síkban elforduló váz a hátsó tengely fölé az ábra szerint elhelyezett 70 kg teherrel együtt vízszintesbe fordulva nem szenvedhet 15 mm maradó tengelytáv-változásnál többet.
5.1.3.Pedálozás fáradásvizsgálat
Tengelyeinél azonos magasságban, a tengelyek körül szabadon elfordulni képes vázba lefelé előre (45°-ban) beállított hajtókart tesznek. A lánckereket egy befogással helyettesítik az ábra szerint, és így a pedálokra a függőlegestől 7,5°-ban kifelé álló vonalban ható 1100 N-os erőhatás 100000-es ciklusszámmal a vázban nem okozhat látható repedést.
33. ábra - Pedálozás fáradásvizsgálat [13]
36
32. ábra - Ütközésvizsgálat [13]
5.1.4.Vízszintes fáradásvizsgálat:
Hátsó tengelyénél befogott, de tengelye körüli elfordulásra képes váz első tengelyét +/- 600 N vízszintes igénybevételnek teszik ki 100000-es ciklusszámmal, maximum 25 Hz frekvenciával. Az igénybevétel hatására a vázban nem keletkezhet látható repedés.
5.2. Általános követelmények és kapcsolatuk a váz anyagával
5.2.5.2.1.Alacsony tömeg
A váz tömege a kerékpár és a kerékpáros teljes tömegének nagyjából 2,5 %-a [16], ezért ezt a tényezőt a helyén kezelve kell döntést hozni a váz anyagának megválasztásakor.
5.2.2.Kedvező ár
A váz anyagköltsége a kerékpár teljes árának kb. 5..25%-a. Jelenleg a Nova Cycles Supply weboldalon egy Columbus MAX országúti csőszett ára 170 USD, míg egy teljes kerékpárt ugyanebből az anyagból a Hampsten cégnél 2800 USD áron lehet kapni, tehát a csőszett ára 6%-a a kerékpár teljes árának. Ehhez természetesen hozzá kell adni a saruk, bowdenvezetők és egyéb vázalkatrészek költségét.
5.2.3.Statikus menetkomfort
Testhezálló geometria. Ennek részei a váz és az alkatrészek helyes megválasztása, és ezek adaptálhatósága a kerékpáros testére. Hagyományosan a geometria alapköve a nyeregvázcső és a felsőcső hossza, amit – attól függően, hogy a csőtalálkozások közepétől vagy a csővégektől kezdjük a mérést – center-center (C-C) vagy center-top (C-T) jelöléssel együtt adnak meg. Az ideális vázgeometria legegyszerűbben táblázatból, a testmagasság alapján választható ki. Léteznek bonyolultabb, a láb és a kar hosszúságát is figyelembe vevő kalkulátorok is. Professzionális szinten a testhezálló vázgeometriát mérőállomásokon, az ún. statikus mérőeszközzel határozzák meg. Hazánkban egyedül a Velencebike nyújt ilyen szolgáltatást [63], mivel a mérőeszköz rendkívül költséges (kb. 3..4 millió forint) és a személyzet részéről vizsgához kötött a használata.
5.2.4.Dinamikus menetkomfort
Egyes kutatásokban a menetkomfort alatt az út egyenetlensége által okozott, a kerékpáros testére átadódó rezgéseket értik [14]. Az öt érintkezési pont a kezek, a lábak és a fenék. A rezgések elnyeléséért elsősorban nem a váz, hanem a többi alkatrész (pl. gumik, kerekek,
37
kormány, nyereg) felelős, de a váz függőleges rezgéscsillapítása is számottevő.
A rezgések mérését a kerékpár különböző részein elhelyezett gyorsulásmérőkkel vizsgálják. A szervezet sajátfrekvenciái a 0,5..10 Hz tartományba esnek, ennél nagyobb frekvenciáknak csekély szerepük van [18]. A keréknyomás változásának hatását szemlélteti az alábbi táblázat.
Keréknyomás
Első kerékagy gyorsulása [m/s2]
Hátsó kerékagy gyorsulása [m/s2]
5 bar 11,6 9.96 bar 13,2 11,47 bar 14,7 12,48 bar 18,8 14,04. táblázat - A keréknyomás hatása a vázat érő vibrációra [18]
A váz csillapításáról a kerékagyakra, illetve a kormányra és a nyeregre szerelt gyorsulásmérők eredményeinek összegzésével kaphatunk információkat.
A 2011-es kísérlet során létrehozták a mért értékek Fourier-transzformáltjait, amit az alábbi ábrák szemléltetnek a frekvenciák függvényében. A váz az egyes frekvenciatartományokat eltérő módon csillapítja.
34. ábra - Rezgésamplitúdók és -frekvenciák a váz különböző pontjain [18]
Az ábrákon feltűntetett négyzetes középértékek (RMS) is jól mutatják a váz csillapító hatását. Ugyanennek a kísérletnek az adataiból számított, az első kerékagy és a kormány közt elnyelt rezgések mértékét mutatja a következő grafikon, a jobb oldalon a kritikus frekvenciák kinagyítva láthatóak.
38

35. ábra - Az első kerékagy és a kormány közt elnyelődő rezgések frekvencia-amplitúdó görbéje (balra), és a 0..10 Hz tartomány kinagyítva (jobbra) [18]
A kísérletet érdemes lenne elvégezni különböző vázakkal is.
5.3. Vázalakok
5.3.5.3.1.Gyémánt-alak
Mint már a történelmi áttekintésben említésre került, az egyik első, nyeregvázcsövet is magába foglaló gyémánt alakú váz a Raleigh gyár nevéhez fűződik. A korabeli vázak egyik fő problémája a rövid tengelytáv volt. Emiatt a nyeregvázcső nem érte el a középrészt, hanem valamivel feljebb, az alsócsövön végződött.
Miután az 1890-es években ezt a problémát is leküzdötték, lassan véglegessé vált a kerékpárvázak ma is ismert gyémántra hajazó formája. Ennek ismertetőjegyei
egy felsőcső a homlokcső és a nyeregcső között, egy alsócső a homlokcső és a középcsapágyazás között, egy nyeregvázcső a nyeregcső és a középrészhüvely között, láncvilla a középrészhüvely és a hátsó kerék saruja között, támvilla a nyeregcső és a hátsó kerék saruja között.
A felsőcső hátrafelé eső jellege is 19. századi találmány. Az 1890-es években készült kerékpárok közül soknál találunk "sloping" vázat, ami a következő század elején már ki is ment a divatból. Az első világháborútól kezdve az 1980-as évekig a felsőcső vízszintesen helyezkedett el. Amikor azonban a gyártók költségcsökkentési okokól egyre inkább uniformizálták a vázaikat, és a korábban megszokott – centiméterben megadott – vázméretek helyett szűkítették a kínálatot, az eső felsőcső megtalálta az utat a profi kerékpársportba is.
39
36. ábra - A Raleigh 1890-es vázán középcsapágyazás még nem a váz szerves
része és a felül látható kezdetleges nyeregvázcső sem ide fut be [oldbike.eu]

Korunk globalizált, tömegtermeléses, gyártásoptimalizált világában a váz geometriáját gyakran teljesen hajmeresztő szempontok is befolyásolhatják. Ha egy vázgyár megállapodik egy másik céggel, akitől hatalmas tételben tud egyféle villát vásárolni, egyértelmű, hogy valamennyi vázméretbe ugyanazt a villát szeretné beépíteni. (...) Ha euró milliókról van szó egy gyártástechnológiai döntésnél, talán nem cinizmus arra tippelni, hogy az ideális geometria a sokadik szempont. A sloping váz magassága kisebb, így kisebb keresztmetszetű autoklávban is kisüthető, egyszerűbben csomagolható, több fér a lakkozó kabinba, egy dobozméret lefedi a modell teljes méretpalettáját. Az monocoque karbon első háromszög sem igazán „system”, hanem lehetőség arra, hogy kevesebb csomagolóanyaggal, biztonságosabban legyen szállítható a Távol-Keletről Európába, hogy ott ragasszák össze a szintén külön szállított hátsó villaszárakkal. [Merényi, 51]
Mint az az 1901-es tanulmányon is látható, a kerékpárváz lehetséges formáinak csak a tervezők fantáziája szab határt, azonban a gyémánt alak napjainkra nemzetközi sztenderddé vált, főként a nemzetközi kerékpáros szövetség (Union Cycliste International, UCI) szabályozása okán, ami kimondja, hogy az általa felügyelt versenyeken használt kerékpároknak két háromszögből kell állniuk.
5.3.2.Keresztalak
A gyémánt alak elterjedése előtti biztonsági kerékpárok homlokcsövét gyakran egyetlen tartórúddal oldották meg, ami nagyjából merőleges volt a nyeregvázcsőre. Az 1879-től létező keresztalak előnye az volt, hogy a gyártóknak nem kellett külön női- és férfivázakat készíteniük. A keresztalakú váztípus egyik leghíresebb képviselője a Dan Albone által készített Ivel volt, mellyel 1886-ban megdöntötték az ötven mérföldes és a huszonnégy órás rekordokat is.
40
37. ábra - Különböző vázalak-variációk [63]

Egy másik kereszt alakot képviselt a Raleigh X-frame kialakítása, melyet sokan átvettek. Ez tulajdonképpen a férfi és női vázak keresztezéséből született, a felsőcső a homlokcső alsó részébe fut be.
A kereszt alakú váz a kerékpártechnika fejlődése során időről időre visszaköszönt. Graeme Obree 1993-ban Francesco Moser korábbi egyórás rekordját döntötte meg egy saját készítésű keresztvázas kerékpárral, azonban a gyémánt alakú vázak piacvezető szerepét ez sem törte meg.
5.3.3.Dursley Pedersen
A gyémánt alakú vázak sikerének egyik oka, hogy a korábbi konstrukciókkal ellentétben – ahol a vázcsövekre ható igénybevételek sokszor hajlító jellegűek voltak – a rudazatuk egyre inkább a húzott-nyomott lett. Az 1893-ban a dán Mikael Pedersen által védjegyzett Pedersen kerékpár ezt a tendenciát viszi tovább a hosszú, vékony csöveivel, melyek csatlakozásai ugyan képtelenek hajlító igénybevételeket felvenni, a váz nagy mérete, az állítható kötélzete és a függőágyra hajazó nyerge magasfokú eleganciát kölcsönöz a szerkezetnek, sokkal könnyebb a hagyományos vázaknál, és az utak egyenetlenségeit is hatásosan csillapítja [64]. Bár széles körben sosem terjedt el, máig gyártják és egy szűk rétegben nagy tiszteletnek örvend.
5.3.4.Monostay, monocoque backboke, wishbone
A támvillák egységesítésére való törekvés a gyártók részéről nem technológiai, mint inkább költséghatékonysági megfontolások mentén alakul. Az uniformizált támvillákat könnyebb kezelni és a vázba illeszteni, ráadásul modern kinézetet biztosít a váznak, azonban nem ad plusz merevséget laterális irányban, amerre a hátsó háromszögre a kritikus igénybevételek hatnak.
Titán esetén azonban a Morati cég tapasztalatai szerint a monostay a jobb választás, mert a túl hosszú egyenes darabból álló támvillák elhagyása növeli a váz laterális merevségét.
5.4. Csőkeresztmetszet
Ahogyan azt a alumínium vázanyagok tárgyalásánál megemlítettük, a váz merevségét nagyban befolyásolja az alkalmazott csövek átmérője. A másodrendű nyomaték a sugár negyedik hatványával arányos:
I s=π4 (r 24−r14 )
Az átmérő növelésének azonos hosszúságú és tömegű cső esetén az anyagok különböző mértékű kihajlása szab határt.
Csövek horpadásra való hajlama a rugalmassági modulus mellett függ az átmérő-falvastagság viszonytól (d/t), tehát minél nagyobb átmérőjű vagy minél kisebb falvastagságú az adott keresztmetszet, annál nagyobb a valószínűsége annak, hogy egy ütközés vagy egy palástra merőleges
41

erőhatás katasztrofális következményeket okoz. Az utóbbi erők nem tartoznak szorosan a kerékpár elsőrendű igénybevételei közé (abúzus), azonban nagyban meghatározhatják annak élettartamát. Az acél és titán csöveket nagyobb sűrűségüknél és szilárdságuknál fogva gyakran használják vékony falvastagsággal. A Columbus XCr csőszett felsőcsöve például a középső részén 0,4 mm-es falvastagsággal rendelkezik, azonban az acél magas rugalmassági modulusa nem teszi lehetővé az átmérő további növelését.
A szakzsargonban sörösdoboz-effektusként emlegetett jelenség gyakori tönkremeneteli mód az alsócső alsó részén a homlokcső mögötti területen, általában frontális ütközést követően.
Az alumínium sűrűsége és rugalmassági modulusa egyaránt mintegy harmada az acélénak, ebből pedig több dolog következik:
ugyanolyan tömegű, egységnyi hosszúságú vázanyag elkészítéséhez acélból harmadannyit lehet felhasználni
az alumínium érzékenyebb a kihajlásra, ezért a nagyobb keresztmetszet ad az acéléhoz hasonló hajlítómerevséget
az átmérő növelésének alumínium esetében feljebb van a határa, mint az acél vázak esetén
42

6. EREDMÉNYEK
Egy kiválasztott vázanyag hegesztéstechnológiai szempontrendszerének és viselkedésének bemutatása
28 darab vázfémet részletesen vizsgáltam többek között mechanikai tulajdonságaik és vegyi összetételük szerint. Az összetétel alapján króm- és nikkelegyenértékeket számítottam Spiedel-Uggowitzer 1993-as képlete szerint, mely a korábbiakkal ellentétben a mangán komplex hatását is figyelembe veszi:
CrE = Cr + 1,5Mo + 1,5W + 0,48Si + 2,3V + 1,75Nb + 2,5Al
NiE = Ni + Co + 0,1Mn - 0,01(Mn)2 + 18N + 30C
Az acéltáblázat az 1. sz. mellékletben található.A fentiek alapján a következő szempontok játszanak szerepet az
alapanyag kiválasztásánál:
alacsony ár kis falvastagság jó mechanikai tulajdonságok hegeszthetőség megmunkálhatóság
A magyar piacon elérhető csőanyagok körét leszűkíti a falvastagságra vonatkozó követelmény.
Az Italinox Hungária Kft által forgalmazott 304L acélminőségre esett a választásom. Az elérhető méretválasztékból a vázépítéshez szükséges átmérők kaphatóak 1 mm-es falvastagsággal is, emellett a sarukhoz használható, azonos minőségű lemezanyagokat is egy helyen meg lehet vásárolni.
Rozsdamentes acél hegesztéséhez hosszú évek tapasztalatai szükségesek, különösen vékonyfalú szerkezeti anyagok esetén. A rozsdamentes acélok lineáris hőtágulási tényezője a következőképpen változik az ötvözetlen acélhoz képest:
α [10-6 / K]
Acél 12,0Rozsdamentes acél, ausztenites
(304)17,3
Rozsdamentes acél, ausztenites (316)
16,0
Rozsdamentes acél, ferrites (410)
9,9
5. táblázat - Egyes fémek lineáris hőtágulási együtthatója [66]
43

Mint látható, a 304-es acél hőtágulása csaknem másfélszerese az AISI 1020 típusénak, ezért a hőbevitel fékentartása különösen fontos. A hegesztési rés szélességét minimális szinten kell tartani, különösen a vékony lemezek hegesztésekor. Emellett kiemelt figyelmet kell fordítani a méretpontosság betartását célzó intézkedésekre, úgyis mint előfeszítő szerkezetek, tartók alkalmazására. Ezek viszont a másik oldalról növelik a lehűléskor a szerkezetben maradó feszültségeket, ezáltal megnövelik a melegrepedés kockázatát.
A hegesztési folyamat során alkalmazott áramerősség függ a falvastagságtól és a hegesztendő kötés kialakításától, miközben a hőbevitelt alacsony szinten kell tartani, ezért nagy hegesztési sebességek alkalmazása ajánlott. A homlokcső a legvastagabb vázelem, így a hegesztési áramot is itt célszerű a legnagyobbra állítani, különösen a hegyes szöget bezáró, keskeny rések hegesztésekor. Az áramerősséget optimális esetben a hegesztőpisztolyon vagy pedálon szabályozzuk, így az egy varrat esetén sem diszkrét érték.
A varrat gyökoldalán az oxigén diffúziója szemmel látható elváltozásokat okoz, mely a varrat szívósságának csökkenését okozhatja. A gyökoldali gázvédelem bevezetése ugyan jelentősen megnöveli a hegesztés előkészítéséhez szükséges időt és a védőgáz költségeit, azonban nagymértékben csökkenti az oxidok jelenlétét, ezáltal javítva a kötés egyenletes minőségét.
38. ábra - A háromdimenziós modell és a VEM szimuláció [www.cargobike.hu]
44
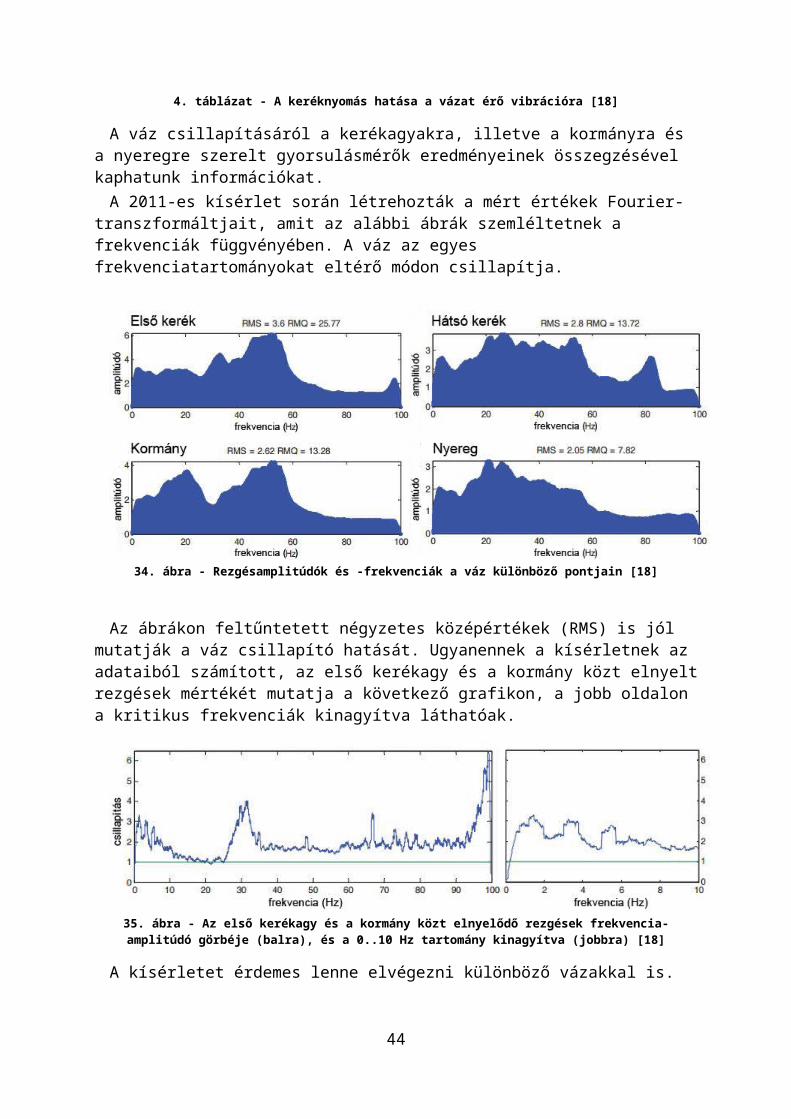
39. ábra - A Cyclonomiával közösen épített rozsdamentes acél teherszállító kerékpár az Iparművészeti Múzeumban [Kultúrgorilla, 2016]
45

7. JAVASLATOK
Kerékpárvázak gyártásához használt fémek és technológiák vizsgálata során megállípítottam, hogy az ipar igényei magukkal vonják a szerkezeti anyagok és a kezelésükhöz szükséges technológiák fejlődését. Eme circulus vitiosus másik oldalát tekintve viszont gyakran az elérhető anyagok és eljárások kötik meg a tervező kezét.
Bemutattam, hogy a forrasztott vázakban egykor nagy sikerrel alkalmazott Reynolds 531 típusú, mangánnal ötvözött acél kiváló mechanikai tulajdonságai és korrózióállóképessége ellenére hogyan vált a hegesztés áldozatává. Az idők során azonban az ötvözők elérhetősége változik, a technológia pedig fejlődik, így könnyen lehetséges, hogy a mangán a kerékpáripar nagy visszatérője lesz.
A gyökoldali gázvédelem rozsdamentes acélok esetén javasolt, titán ötvözetek hegesztésénél pedig egyenesen kötelező.
A forrasztási és hegesztési hőfolyamatok szövetszerkezetre gyakorolt hatását a különböző ferrites, ausztenites és martenzites szerkezeti acélok esetén érdemes volna további kutatásoknak alávetni, hogy tisztább képet kapjunk az egyes eljárások alkalmazhatóságáról.
46
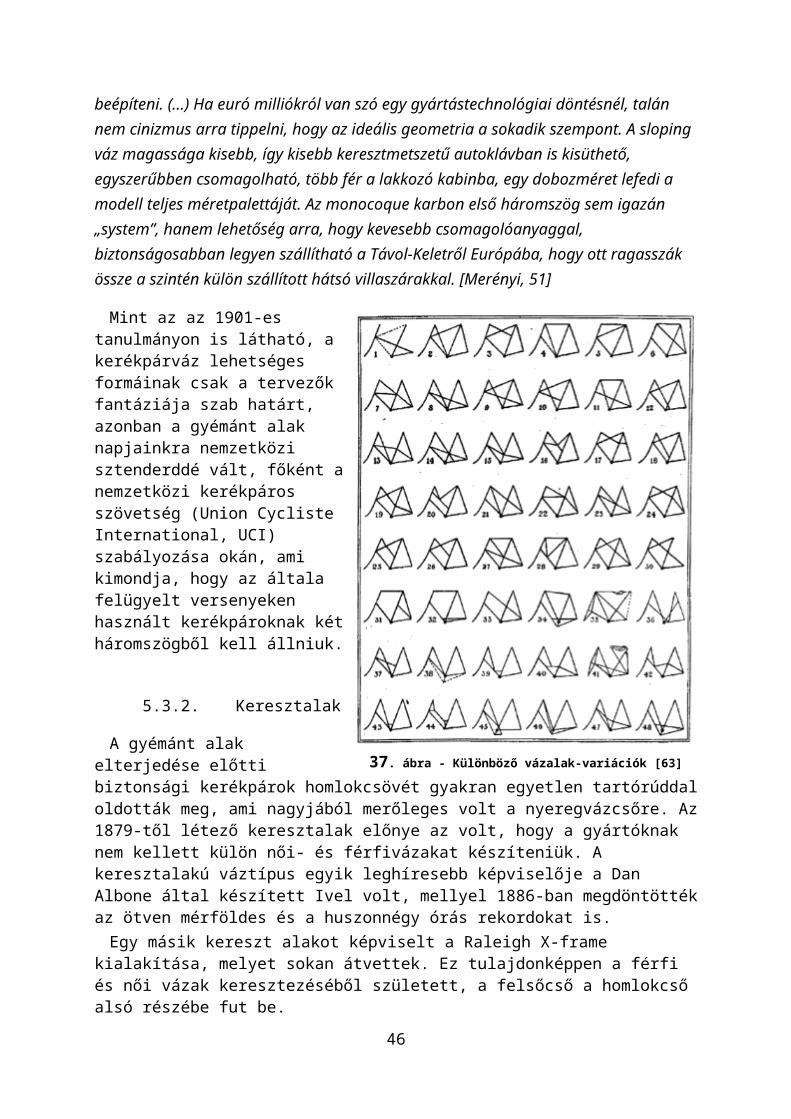
8. FELHASZNÁLT FORRÁSOK
1. https://en.wikipedia.org/wiki/Energy_efficiency_in_transportation2. http://www.tribology-abc.com/calculators/cycling.htm3. Wiebe E. Bijker : Of Bicycles, Bakelites, and Bulbs: Toward a Theory
of Sociotechnical Change (MIT, 1995)4. Tony Hadland, Hans-Erhard Lessing: Bicycle Design5. https://www.crazyguyonabike.com/doc/page/?page_id=406176. William Thomas: The New England states, their constitutional,
judicial, educational, commercial, professional and industrial history (1897)https://archive.org/stream/newenglandstates00davi#page/414/mode/2up
7. http://www.fundinguniverse.com/company-histories/mannesmann-ag-history/
8. http://www.jimlangley.net/ride/bicyclehistorywh.html9. John Parkin : Cycling and Sustainability10. https://de.wikipedia.org/wiki/Rad-
_und_Kraftfahrerbund_Solidarit%C3%A4t11. https://www.theguardian.com/cities/2016/nov/30/cycling-
revolution-bikes-outnumber-cars-first-time-copenhagen-denmark12. Nathaniel A. Jannetti és Bradford L. Lynch: Fatigue Analysis
of a Bicycle Fork (Worcester Polytechnic Institute, 2010)13. EN 14781:2005 (Racing bicycles - Safety requirements and
test methods)14. Matt Wikstrom: The science of bike building: What is ‘ride
quality’ and what factors affect it?https://cyclingtips.com/2016/06/the-science-of-bike-building-what-factors-affect-ride-quality-and-what-even-is-it/
15. B. Hayes and R. Phaal, TWI: Catastrophic Failures of Steel Structures in Industry: Case Histories
16. http://www.kvastainless.com/tubing-info.html17. Y. Champoux, S. Richard and J.-M. Drouet: Bicycle Structural
Dynamics (Sound and Vibration, 2007 július)http://www.sandv.com/downloads/0707cham.pdf
18. Mark Oliemana, Raluca Marin-Perianua, Mihai Marin-Perianub: Measurement of dynamic comfort in cycling using wireless acceleration sensors http://doc.utwente.nl/97183/1/1-s2.0-S1877705812017109-main.pdf
19. https://upload.wikimedia.org/wikipedia/commons/thumb/3/30/S-N_curves.PNG/350px-S-N_curves.PNG
47

20. http://www.twi-global.com/technical-knowledge/published-papers/high-quality-and-productivity-joining-processes-and-procedures-for-titanium-risers-and-flowlines-february-1999/
21. HÜTTE - A mérnöki tudományok kézikönyve, 1993.22. Dr. Bagyinszki Gyula: Anyagismeret
http://uni-obuda.hu/users/kalmare/Anyagismeret-t%E1v/Bagyinszki/bagyinszki4.pdf
23. Dr. Szunyogh László: Hegesztés és rokon technológiák24. http://www.kvastainless.com/martensitic-stainless-steel-
tubing-pipe.html25. https://en.wikipedia.org/wiki/Maraging_steel26. http://www.outokumpu.com/en/stainless-news/cases/stainless-
motorcycle-frame/pages/default.aspx27. Dobránszky János, Varbai Balázs: A króm-mangán ötvözésű
ausztenites acélok és hegesztésük (Hegesztéstechnika, XXVII. évf., 2016/3. sz.)
28. http://www.reynoldstechnology.biz/wp-content/uploads/2015/08/rtl_timeline2009.pdf
29. https://en.wikipedia.org/wiki/Bicycle_frame#Steel30. https://en.wikipedia.org/wiki/Reynolds_53131. http://www.reynoldstechnology.biz/faqs/materials/32. http://www.reynoldstechnology.biz/wp-content/uploads/
2015/08/rtl_steel_alloys_extract.pdf33. https://www.aircraftmaterials.com/data/alstst/T45.html34. http://www.columbustubi.com/eng/1.htm35. http://bikeretrogrouch.blogspot.hu/2014/01/classic-tubes-
columbus.html36. http://www.columbustubi.com/eng/3_3.htm37. https://en.wikipedia.org/wiki/Klein_Bikes38. Gene Mathers: A titán és ötvözeteinek hegesztése
http://www.twi-global.com/technical-knowledge/job-knowledge/welding-of-titanium-and-its-alloys-part-1-109/
39. https://www.researchgate.net/figure/279329372_fig1_Fig-1-Ti-Al-binary-phase-diagram-Massalski2
40. http://www.gridgit.com/post_titanium-phase-change-diagram_584325/
41. RMI Titanium Alloy Guide42. https://www.millerwelds.com/resources/article-library/
titanium-101-best-tig-gta-welding-practices43. Dr. Komócsin Mihály: Anyagok hegeszthetősége (2013)
http://www.tankonyvtar.hu/hu/tartalom/tamop412A/2010-0013_anyagok_hegeszthetosege/14_1_titan.html
48
44. ASM Handbook, Volume 13A Corrosion: Fundamentals, Testing, and Protection - Corrosion Resistance of Magnesium Alloys http://www.asminternational.org/documents/10192/1849770/06494G_Chapter_Sample.pdf
45. http://www.totalmateria.com/Article19.htm46. http://investingnews.com/daily/resource-investing/critical-
metals-investing/magnesium-investing/magnesium-the-other-bike-frame-metal/
47. http://www.paketabike.com/index.cfm?page=technology48. https://en.wikipedia.org/wiki/
Lugged_steel_frame_construction49. http://www.fsh-welding.ca/illicomag/pages/panorama-brasage-
v01-en-web.pdf50. http://www.merenyi.eu/51. Merényi Dániel: Általános kerékpárváz alaktan (Bikemag
2010. 04. 03)http://bikemag.hu/tech/altalanos-kerekparvaz-alaktan
52. http://www.columbustubi.com/pdf/Columbus-Tubi-2017-Catalogue-V2.pdf
53. https://www.castolin.com/sites/default/files/product/downloads//EcoBraze.pdf
54. http://pelotonmagazine.com/wisdom/materials-and-construction-part-ii/
55. Fronius Mexico: A flexible joining process made possible by high-tech MIG-brazing
56. http://www.fronius.com/cps/rde/xbcr/SID-03404927-37E867C6/fronius_mexico/13_mig_loeten_gb.pdf
57. http://www.metris3d.hu/3d_nyomtatas/3d_nyomtatok_a_gyakorlatban.html
58. Sharon L. N. Ford: Additive Manufacturing Technology: Potential Implications for U.S. Manufacturing Competitiveness (Journal of International Commerce & Economics, 2014)https://www.usitc.gov/journals/Vol_VI_Article4_Additive_Manufacturing_Technology.pdf
59. https://www.dezeen.com/2014/02/07/worlds-first-3d-printed-bicycle-frame/
60. http://www.reynoldstechnology.biz/materials/how-butted-tubing-is-made/
61. Bobor Kristóf, Szlancsik Attila: Cső hidroformázásának szimulációja
62. http://yojimg.net/bike/web_tools/trailcalc.php63. De Kampioen, 1901
http://www.rijwiel.net/kruisfre.htm
49

64. https://en.wikipedia.org/wiki/Pedersen_bicycle65. http://www.velencebike.hu/bikefitting66. http://www.engineeringtoolbox.com/linear-expansion-
coefficients-d_95.html67. Devarakonda Annapurna Padmavathi: Potential Energy
Curves & Material Properties (Saifabad Osmania University, 2010)http://file.scirp.org/pdf/MSA20110200002_38717985.pdf
68. ASM A Designers' Handbook No. 9002: Welding of Stanless Steels and Other Joining Methods https://www.nickelinstitute.org/~/Media/Files/TechnicalLiterature/WeldingofStainlesssSteelandotherJoiningMethods_9002_.pdf
69. ASM Metals Handbook Volume 4.: Heat Treatinghttp://www.ebah.com.br/content/ABAAAemOgAL/asm-metals-handbook-volume-4-heat-treating?part=11
70. http://www.netwelding.com/4130_tech_details.htm71. Goldak, John A., Akhlaghi, Mehdi: Computer Simulation of
Welding Processes
50

9. SUMMARY
Understanding materials allows the designer to produce appropriate quality products. During the development of a bicycle frame there emerge several aspects which have to be taken in account.
Evolution of the bicycle is the history of industry in Europe. From 1791, the first bike through the first mass-produced bicycle in 1863 and the era of velocipedes to the so-called safety bikes the bicycle industry rapidly followed the technical inventions like the roller bearing, the inflatable tyre, etc. Before the end of the century it was possible to produce seamless tubes and butted tubes.
The world produces 100 million bicycles annually, 60% of world bicycle production came from the People's Republic of China.
Examination of the mechanical properties included the Ultimate Tensile Strength, the Yield Strength, as well as fatigue cracking (which depends on the state of stress). The modulus of elasticity can be derived from the atomic forces as a function of atomic separation.
Workability and weldability are important factors of the production process. Weldability depends on carbon equivalent in the manner of cold cracking. The alloying elements affect the mechanical properties and corrosion resistance, respectively chromium and nickel are the main alloying elements of the most popular stainless steel grades, manganese improves strength and toughness, microalloying elements like aluminium, titanium, niobium are responsible for fine grain distribution. Increasing grain size decreases the yield point.
Different steel grades are used by the bicycle industry. High Tensile Steel (1020) is the material of mass production. In paralell, Chromoly (4130 or aircraft steel) is popular from the 1930s among bicycle builders. Chromium-manganese steels are so far the stainless grades of the Asian continent, but the changes in the price of the alloying elements can cause many surprises.
The pioneer of the butted tubes Reynolds is the biggest producer of Great Britain, and Columbus in Italy. Both produce chromoly tubes after various thermomechanical processes. Reynolds and KVA produces maraging steels with incredible tensile strength and satisfying weldability. The good mechanical properties can be achieved through intermetallic precipitates. Columbus offers wide range of niobium-alloyed steels.
Aluminium, compared with steel has third of the density, as well as the modulus of elasticity. Therefore the diameters and the thicknesses applied are bigger, which causes a higher moment of inertia.
Titanium could be an ultimate material with its alloys. Most popular grades are 6Al-4V and 3Al-2.5V, they differ in the character of stress they can absorb. Welding titanium is difficult because of the high diffusion rate of gases from the air. Care must be taken of surface contaminations, shielding gas purity. Machining titanium takes more attention as well.
51

Choosing magnesium as a frame material is also a possibility from several existing manufacturers, but it has its weaknesses as well.
Technologies to join bike tubes together are welding and brazing. On welded frames, GTAW or GMAW processes are most common, the latter for mass produced, cheap frames. Brazing is used for lugged frames, where lugs can be made by pressing, casting or hydroforming. Fillet brazing is another option without lugs but with the need of long manual work. Filler metals are based or brass or silver.
The heating process of welding creates different zones of the weldment from the weld bead through the coarse- and fine-grained heat-affected zone to the base material.
Forming the tubes is done by mandrel press technology at Reynolds, or hydroforming. Butted tubes have thicker wall sections on the ends and thinner at the middle of the tube, bringing higher stress resistance at the hot spots forth.
An interesting and emerging industry is additive manufacturing, which already produced fully 3D-printed bicycle frames.
Designing the frame starts at frame angles, which is a function of trail, which is determined by the rake of the fork and the wheel size. Different frame geometries are appropriate for different riding styles.
Safety requirements can be found in the standards EN 14781:2005 (Racing bicycles - Safety requirements and test methods) and EN 14766. The first basically consists of two impact tests and two fatigue tests.
Comfort requirements have an important role as well, they can be ergonomic aspects and dynamic comfort. The latter can be measured by the vibrations absorbed in the bicycle frame, but most of the vibrations is damped by the additional parts of a bicycle, for example tyres and saddles.
The shape of the frame can be (beside the classical diamond frame) cross- or Pedersen-style.
304 (1.4301) austenitic stainless steel grade was selected for experiments. It is the only available steel tube with thin (1 mm) wall. Conclusions are drawn from the TIG welding process.
Keywords: bicycle, frame, metallurgy
52