Optimal Control Theory Batch Beer Fermentation. General Case Min/max.

of 5
Upload
daniel-de-carvalho-albertiniCategory
view
235download
08/13/2019 Beer Fermentation Modern Fermentation Processes 1953 Journal
1/5
Beer Pulque cmnd Tequila Qualit y A r e Improved by Study
Modern Fermentation ProcessesRUBEIN SCHNEIDERlu ck y lag er Brew ing Co., San Francisco, Calif.
Brewing will always remain an art but the universal demand for a mellow delicatelyflavored beer has greatly extended the brewers appreciation of the value of scientificaids and sensitive quality-control methods in a modernized fermentation process. Inmany instances as lit tle as 1 p.p.m. of trace constituents can be detected by organolepticflavor and odor analysis of beer. The brewer may even ascertain the probabil ity o f adeviation from raw ingredient specifications while visually observing his fermenting beer.
H E R E S E A R C H 1 P A S T E U R in theT ield of fermenjtations initiated aserirs of events which have been mainlyresponsible for supplementing the age-old a r t of brewing with innumerableacirntifir aids. However, the ar t ofbrrwing, in rssence, will always retaini t s indisprnsable importance in beerfermentations. An clrganoleptic flavorand odor analysis of beer is, in many in-stancrs, sensitivr to clualitative changesof as littlr as 1 p.p.rn. of certain traceconstiturnts. Th e brewer may, at times,rvrn ascertain the piobability of a de-viation from raw ingredient specificationswhilr visually observ,ing his fermentingberr----for example. a1 slight change ofprotein constituents of malted barleywhich normally is not detected byroutine laboratory analysis.The Organoleptic srnsitivity to changesin brer flavor has inipressrd upon thebrewmaster the necessity of minimizingor avoiding deviations from his specifiedproduction standards. The universaldemand for a mellow, delicately flavoredbeer has greatly extended the brcwersneed for scientific aids and sensitivequality-control methods for a modernizedfermentation process.Beer fermentation is internationallythought of as either bottom fermenta-tion or top fermentation, dependingupon whether the yeast utilized settlesto the bottom of the fermenting tank orrises to the top upon coqpletion ofyeast development. The former is usedmainly for the production of lager beerand the latter for the production of ale.Practically all American breweries may
be classified in the bottom fermentationcategory, and this is the only type re-ferred to in this paper.Plant Facilities
The modern fermenting cellar struc-ture is characterized by massiveness anda scrupulously sanitary appearance.All inner surfaces are completely in-sulated and are free from ledges, cracks,or crevices capable of harboring bio-logical media. Th e cellars ar e providedwith ample drainage facilities andstreamlined for ease in ma intenance andsanita tion. Beer wort fermentation, asin antibiotic production, must be con-ducted under strictly aseptic conditions.An adequate air-conditioning systemshould be installed, capable of keepingthe cellar uniformly refrigerated re-gardless of process load or externalclimatic conditions. Th e system shouldalso be capable of removing carbondioxide gas normally formed duringfermentation and replenishing the at-mosphere with clean filtered air. Th euse of closed fermenting tanks greatlyminimizes the requirements of the air-conditioning system.Equipment
Practically every conceivable typeand shap e of fermenting vessel have beenmanufactured and utilized by the brew-ing industry. In orde r of preference,the materials used for fermenting tankconstruction are stainless steel, purealuminum, a group consisting of glass-lined steel, Ebon-lined concrete tanks,
and phenolic-type plastic-lined steel,and a less desirable group consisting ofMammut-lined steel and varnished steel.Choice of material used is usuallypredicated upon capital available forfabrication of fermenting tanks. Wood,because of its inherent porosity (wenwhen coated) and subsequent risk ofinfection, has become the least popularmaterial for tank construction.The material chosen for fermentingtank fabrication must be nonporous andsufficiently smooth to minimize beerstone (calcium oxalate) deposit. Th eintcrior of the fermenting tank must beengineered to eliminate possible crevicesfor bacterial accumulation, and shouldbe inert to water, beer, or wort, andcapable of withstanding the normalcleansing action of suitable dete rgents.Fermenting tank accessories includethe usual temperature indicators orrecorders, sanitary valves, pressure dvacuum safety valves, sampling cocks,liquid level gage, and a heat-exchangecoil utilizing brine, glycol, or someother refrigerant as the cooling medium.The ancient method of controllingfermentation temperatures by use of iceswimmers has long since been re-placed by the use of attemperatingcoils, which are normally made ofcopper, tinned copper, or stainlesssteel. Th e rat e of heat exchange may beregulated manually by use of valves orautomatically by a temperature-con-trolling cam.
The brewery fermenters are either ofan open fermenting or closed fermentingtype. Th e choice between closed an d
V OL . 1 , NO. 3 , A P R I L 2 9 1 9 5 3 241
8/13/2019 Beer Fermentation Modern Fermentation Processes 1953 Journal
2/5
open frrmcntcrs is i n reality inainly anargunirnt Irt\vc.cn the brcwrrs who ad-here to thr practice of skimming off the"resin-protein" hcad on fermentingwort and thmr who tend to avoid skim-ming prorrdurcs. Skimming may beeliminated ~vi tho ut adversely affectingthe quality of the product, particularlyif the fermentation is started in thestarting tank, and then decanted orpumped off into thr fermenter, leavingthe settled rcsin-protein particlcs andsome yeast, including dead cells, behind.The improvement of working conditions,the economic savings. the elimination ofundesirable air-borne bacteria, and theadvantagrs gained by keeping a blanketof carbon dioxide gas over the beer at alltimes indicate that all fermenting tanksshould be closed and the carbon dioxideevolved be withdrawn by means of acentralized gas-exhaust system.
The Substrate Wo rtThe fermentation substrate, generallyknown as "wort" in the brewing in-dustry, is a carefully prepared and en-zymatically converted extract of maltedbarley, hops, and a specially preparedcereal or carbohydrate adjunct such assugar, rice, or corn grits. Th e extractshould be of approximately 11.8 to12.3" Plato and sufficiently converted to
Table I Range in Cornposition o fSubstrate Wort(F luc tuates wi th var iab le t rend of
Sp. gr. at 2Oo/2O0 C. 1.04755 1.04965Extract, degreesPlato 11.8 0 12.30Reducing sugar, asmaltose 7. 0 8. 5Sugar degree, % re-ducing sugar 6 4 . 0 7 2 . 0PH 5.2 5 . 8Total acidity, aslactic 0.1 1 0.1 2Color, 0.5-inch cell,Lovibond series 52 3 .0 5 . 0Protein (nitrogen X6.25) 0.38 0.50Iodine reaction None
A m er i c an pa la t e )
Toble I I Range in Composition o fPackaged Lager Beer
(F luc tuates wi th var iab le t rend ofA m eri c an pa la t e )Sp. gr. at 2O0/2Oo C. 1.01071 1.01410Extract apparent, de-grees Plato 2. 74 3.60Extract real, degreesPlato (calcd.) 4.08 5.45AIcohol b y weight 3.10 3 .9 0Reducing sugar, asmaltose 0 .90 1 . 5 5PH 4.10 4.50Total acidity, as lactic 0.13 0.17Color, 0.5-inch cr11,Lovibond series 52 2 . 5 0 3 SbProtrin (nitrogen X6.25) 0 24 0 .3 8Carbo; dioxide, Iiy
weight 0 50 0 57
prodiicc. with ihc. aid o f bre\vt.r's yeast afinal gravity of 2.8 t 3.0 Plato andalcohol rontcvt of 3.10 to 3.90y0 byweight. l h r p H of a normal wort mayvary from j . 2 to 5.8 and will mainly de-pend upon the strong buffrr systems inmalted lxirley and ad,juncts and uponthe minrral salt constituents of the brew-ing water. Thr major buffering systemsof malt include phosphates, carbohy-drates, and amino acids. I n water thebicarbnnatrs tend to increasr the sub-strate pH, and the calcium ions by virtueof their influence upon malted barleyphosphates will tend to decrease the pH.Th e extract must contain the nutrientsnecessary for proper development of theyeast and the substances necessary forthe enzymatic conversion to the finalproduct. Extreme care must be ex-ercised to produce a wort containingdegradation products of cereal carbo-hydrate and cereal protein constituentsthat are properly balanced for optimumdevelopment of yeast cell and beerflavor. A deficiency of mineral salts,especially phosphates an d other yeastnutrients, will result in the degenerationof the yeast with subsequent abnormalbeer flavor. In the absence of availablephosphates, brewer's yeast may notferment sugar and if the phosphate con-tent falls appreciably below 0.04%, thefermentation may become sluggish andabnormal. A surplus of wort con-stituents such as certain gums, nitrog-enous substances, and many of themetallic salts is also capable of adverselyaffecting final beer quality. Th e in-hibitive effect of the residues remainingafter the yeast has assimilated the nitro-gen fraction is a relatively importantfactor to consider when selecting nitrog-enous substances for wort preparation.The amount of air injected into thewort at the hot wort cooler for yeastpropagation purposes varies from 0.1to 0.4 cubic foot per barrel of wort.The quantity of air actually retained bythe cold wort varies from 0.035 to 0.070cubic foot per barrel of wort and de-pends largely upon the location and dis-persive efficiency of the air-injectionnozzle as well as the temperature andgravity of the wort. Excessive amountsof air, although encouraging productionof large yeast crops, will affect flavoradversely. This may be attributed tothe fact that as yeast propagation isincreased by excessive aeration duringcooling, an increase occurs also in pro-duction of higher alcohols and organicacids which are formed through theassimilation of amino acid nitrogen bythe brewer's yeast. The complexity ofbeer flavor production is better under-stood when we realize the vast numb er ofcompounds, including vitamins, en-zymes, water minerals, and inn umerablehop, malt, and adjunct ingredients,that find their way into the packagedbeer. Suc h complexity indicates how
difficult it brcoincs for the brcwer tomaintain a narrow deviation fromadopted flavor and odor standards.The usual r a n g r in composition ofAmrricai) wort and beer is shown inTatilcs I and I [ .
The Mic roorganismSaccharomyces cerev is iaeThe brewers' yeast chosen will de-pend a great deal upon its ability toattenuate properly and quickly and toflocculate rapidly out of suspension assoon as the fermentation cycle is com-pleted, its resistance to autolysis, andits influence on flavor developmentcharacteristics. Brewer's yeast ex-hibits relatively high fermentation ac-tivity and relatively low aerobic respira-tion activity, which differentiates itfrom many other yeasts. Both ac-tivities proceed simultaneously and maybe proportionately controlled by the ex-tent of wort aeration and influenced bywort composition and temperature.Yeast growth and propagation duringthe fermentation cycle are characterizedby three phases. Th e first or the lagphase is the initial period, during whichtime the yeast remains dormant and thespecific gravity is unchan ged. The lagphase time may be reduced to practicallynil by elevating the starting temperature.Increasing the substrate air content and
slight rousing (agitation) will also tendto diminish the lag phase period. Th esecond, or logarithmic growth phase, ischaracterized by a rapid logarithmicgrowth of yeast cells, an increase intemperature which is controlled bycooling with the aid of attemperatingcoils, a rapid decrease of pH value, and arapid reduction in specific gravity ac-companied by formation of carbondioxide and alcohol. Th e carbon di-oxide gas formed during this phaserises through the surface and may becollected, compressed, and stored untilrequired for final reinjection into thefully aged beer. Th e third phase ofdiminishing growth occurs as a result ofa combination of factors involving theassimilation of nutrient substances andaccumulation of fermentation-inhibitingby-products. Th e retarded growth ratecontinues until eventually growth com-pletely ceases.The most widely practiced method ofyeast addition is to inject it proportion-ately into the cold wort flowing into thefermenting vessel. Th e pitching ratemay vary from 0.15 to 0.35 pound of dryyeast per barre l of wort, which is equiva-lent to approximately 6000 to 14,000yeast cells per cubic millimeter of wort.The number of yeast cells obtained oncompletion of fermentation per unitvolume of the fermented wort appears tobe independent of the yeast pitchingrate employed. Th e absolute numberwill be approximately the same ir-
242 A G R I C U L T U R A L A N D F O O D C H E M I S T R Y
8/13/2019 Beer Fermentation Modern Fermentation Processes 1953 Journal
3/5
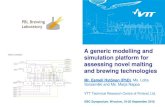
respective of whether large or smallpitching rates are used. Unde r similarconditions, the smaller the pitching rate,the larger will be the reproduction per-centage. As the pitching rate is in-creased, the smaller will become thereproduction percentage.The yeast cell displays many inter-esting behaviorisms. For example, yeastpitched into a wort containing slightlydifferent characteristics from t he me diumin which it had been ,developed will re-quire a certain number of repeatedpitchings before becoming adapted toits new environment. As the yeastadapts itself to a new environment itundergoes fundamental physiologicalchanges which could perceptibly affectthe final beer flavor. It has been demo n-strated that variable beer flavors may beobtained from the same substrate bydifferent varieties of yeast. Th e studyof flavor control from worts containingmixed nitrogenous substances becomesrather complex when the resultantflavor profile could be due to either theresidual substances left after assimilationof the protein amino nitrogen or to theyeast excreting the flalvor substances asa norm al par t of its metabolism.Good consistent yeast crop recoveryfor subsequent batch pitchings is im-portant to the brewer. Th e averagerecovery normally amounts to three orfour times the weigh]: required for aninitial pitching.The effect of wort aeration upon yeastcrop recovery is shown in Figure 1.A s the aeration rate approaches the wortsaturation point of about 0.07 cubic footper barrel of 50 F. 12' Plato wort, anincrease in the yeast crop is noted.Fermenting cellar containing 315-bar relcapacity, plastic-lined steel tanks
Figure 1 .ra te equivalent to 0.2 pounds dr y yeast per barrel of wort)Cold wort aeration vs . yeast recovered from fermenting tank pitchingThis is probably due to the removal ofcarbon dioxide caused by the purgingeffect of air during the initial fermenta-tion period. Th e amount of air inwort and the carbon dioxide evolved areshown for 7-day and 11-day fermenta-tions in Figure 2 . Observations in-dicate that a yeast strain with poorflocculating power will have strongattenu ating tendencies. However, theyeast th at settles slowly in the fermentingtank may affect beer quality as well asoverload filtration facilities. Suspendedyeast densities of two fermentationsstarted at different temperatures arecompared in Figure 3.Hansen in 1883 isolated a single yeastcell and developed the first pure yeastculture method and apparatus. Hethereby made available to the brewingindustry a means of brewing with pureuncont aminated yeast. Th e utilizationof a pure yeast culture apparatus has inthe past saved many a brewery from thedisastrous effect of pitching with a yeasthighly contaminated with undesirablemicroorganisms. Th e popula r present-day practice of maintaining an ex-tremely high degree of asepsis in thefermenting cellar during fermentationhas resulted in culture purity on a parwith that obtained from the averagepure culture apparatus. Th e averagebrewer considers his entire fermentingcellar as a pure culture apparat us. Hemaintains strict cleanliness and properventilation, and utilizes well designedfermenting facilities and equipment,all for the protection of his invaluableyeast culture and the elimination of allother microorganisms. Th e more rigor-
ous the adherence to a sterile operation,the more closely pure culture fermenta-tion is achieved.Ferment ing Cellar Operat ion
The fermenting cellar operation aspracticed by the majority of Americanbreweries is conducted as a relativelysimple batch procedure.The properly prepared, chilled. andaerated wort is injected with fluidbrewer's yeast as it is transferred into astarting tank. A sample of the wort isobtained for routine quality controlanalysis in accordance with standardAmerican Society of Brewing Chemistsprocedure. Th e average settling timeof 4 to 20 hours is normally sufficient fordeposition of most of the undesirablesuspended solids and weak or deadyeast cells. The fermenting wort isthen decanted from the starting tankdeposit and transferred to a fermentingtank. Tempe ratur e and extract of thewort are observed daily, to ascertain iffeimentation is proceeding in accordan cewith the brewmaster's specifications.The carbon dioxide gas released by thefermentation is checked for purity andtransferred to high-pressure gas storagetanks for future carbonation of beer.As fermentation approaches comple-tion, the attemperator valve is adjustedfor maximum yeast flocculation and toachieve 34' to 39' F. by the time oftransfer to the storage cellar for aging.The fermented and chilled beer is de-canted off of the yeast layer and trans-ferred to the storage cellar, an d a sampl eis obtained for routine quality controlanalysis. Th e yeast crop is removed,
V O L . 1, NO. 3 A P R I L 2 9 1 9 5 3 243
8/13/2019 Beer Fermentation Modern Fermentation Processes 1953 Journal
4/5
. _.
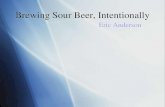
Figure 2.tion to carbon dioxide formedRelationship of wort air content during fermenta-I I(21(cc lcd. )
microscopically examined for purityand appearance, and stored in specialsmall vessels at temperatures of 33to 38 F. until required for the Ditching
Air content o f f e r m en ti ng b ee r i n c ubi c f ee t pe r bo r r e lCo r bon d iox ide ev o l v ed i n c ub i c f ee t pe r hou r pe r bo r r e l of bee r Figure 3.cells per mma.( 1 )t em per o t u r e 5 4 " F.(21
Fermenting time vs. suspended yeast density--inCoo le r oe ro t i on r o t e o f 0 . 12 c ub ic f ee t pe r bo r r e l wo r t -s t ar t ingCoo le r oe r o t i on r o t e o f 1 . 12 c ub ic f ee t p e r b a r r e l wo r t -s t ar t ingt em per o t u r e 4 8 F
vof subsequent brews, which is usuallynot over 24 hours. A chronologicalcomparison of 7-day and 12-day fermen-tation cycles is shown in Table 111.Changes occurring in p H , temperature.and extract duri ng a typical fermentationcycle are shown in Figure 4 nd a flowdiagram for the fermentation of 1000barrels of beer is shown in Figiire 5.Fermentdon and Control
The beer fermentation process isusually considered in two mutually re-lated phases. In the first the yeast cellsdevelop and grow and provide thenercssary enzymes for the second system,which consists of the actual enzyme-catalyzed production of beer. Experi-
show that wort fermentation normallytakes place within the yeast cell. Th eyeast cell absorbs its nutrient require-ments, such as amino acids and sugar,from the wort and yields various by-products and carbon dioxide and alcohol.The enzymes responsible for this cat-alyzed production of beer act and remainwithin the yeast cell.Th e fermenting temperature influrncesthe attenuating rate and quality of beerflavor. Refrigerated fermentation willminimize the formation of flavor-im-pairing agents such as various organicacids, higher alcohols, and ketones whichare common to high temperatur r fermen-tations. Low temperat ure fermm tati onwill normally encourage the formation ofmental evidence and cu rrent theories a pleasant bouqu et and aroma through
Table 111. Comparison o f 7 - h y and 12-Day Fermentation CyclesAlcoho l
Temperofure, F. Exfroct , Ploto % by W e igh f __ P HTime, Hours 7 doy r 2 days 7 days 12 doys 7 days 2 days 7 doy r 12 days
Start 54 .0 48 .5 12 .12 11 .91 0 .00 0 .00 5 . 3 0 5 . 3 524 55.5 48 .0 10 .97 11 .30 0 .48 0 .25 4 .60 4 .7548 59 .0 50 .0 8 .20 10 .45 1 .65 0 .61 4 .35 4 .5072 6 0 . 0 5 2 . 0 5 . 7 3 8 . 7 5 2 . 6 9 1 . 3 3 4 . 1 5 4 4 096 59 8 54.0 3.51 6.90 3 61 2.10 4.06 4.40120 51.0 5 6.5 3.2 4 4 89 3 73 2.9 5 4.10 4. 32144 45 0 56 6 3.15 3.58 3. 77 3. 40 4.1 5 4.2 8168 38 .0 50 .0 3 .13 3 .30 3 .78 3 .61 4 1 6 4 .25192 46 0 3.19 3.66 4 3021 6 42.0 3.17 3.67 4.20240 39.0 3 12 3 .69 4 .16264 36. 0 3. 08 3 70 4.1 6288 36. 0 3.07 3.71 4 16
the rnharwed production by the yeastof desirable aromatic esters and othertrace flavor substances. Ferm entatio ntemperatures above normal will tend toimpair the physiological Characteristicsof yeast. When this is accompanied by alack of proper nutrients in the sub-strate yeast autolysis will usually occurThe yeast cells will releaw by autolysispolysaccharides, nitrogenous compoun ds,glutathione, fatty substances, and in-organic salts which may adversely affectbeer flavor and foam. Above-no rmaltemperatures will also encourage thedevelopmcnt of undesirable microor-ganisms.Starting temperatures may vary from45" to 60 F. with the optimum at about48' F., depending upon equipment,substrate, and yeast characteristics. Th emaximum temperature during fermenta-tion is normally held between 55" and70" F. with the optimum a t about 57' F.,depending upon the individual brewrry.The temperature of the fermenting cellaris usually kept between 41" and 46 F.,which in itself tends to hold the normalfermentation rise within the range forhealthy fermentations. After the en-ergetic yeast log growth phase, thefermentation tends to subside and theattempe rators are turned on and regu-lated for rapid cooling. Th e subsequentdecrease in temperature will accelerateyeast sedimentation and condition thefreshly fermented beer for aging in thestorage cellar.
~~~
244 A G R I C U L T U R A L A N D F O O D C H E M I S T R Y
8/13/2019 Beer Fermentation Modern Fermentation Processes 1953 Journal
5/5
lhr in,jt,c.lrd air contrnt of wortquickly dirriinishrs a s i t is utilized during~ a s tpro~i; qation and washed o ut ofsnlution I) thr woliition of carbon di-nxidr gas. I n thr course o f normalrrrnicnt;iticin aliproxirnatrly 80 to 95%of thc < t i t . is irmoved within the first 48hou 1,s.
lhc. p H i n I ) w r fcrnientation is con-trolled 1)y t h c initial selcction of sub-s t r a t r nuti-icnts containing a substantialn i i t i i l ) r r o f s t r o n g buffcr systems. Bothp l and acidity arc capable of influencingOIC t i(~\~c~lopincntf b o u q u e t and flavorduring frrmrntation. Th r greater thei w i i l t a n t tm-r aridity, t he more probablet h c drvc~lnlitnrntof a r ~ xcessively prom-inrnl 1ri.r bouciuet and flavor throughf(,i.inc.iit~itiori. .Zt thc same time, thef o r m a t i o n and rrtvntion of volatile acids,acctaldc~tiyiv.and gI;;cerol in the beeriirc thciiight t o br inhibited.
F \> c i r though approximately 50 to 6570o f t h ( . ni~rcigrnousngredients of wort arc;issiniila bl(, by hrcwers yeast, onlyabout 15 I O lS > of the nitrogen is ab-scithrd during frrmentation. Th e utili-z a t i o n o f amino acids by brewers yeasti n the prrsenct. of krmentable sugarinvolvcs both hydrolytic deaminationitnd dccart)oxylationT which is a com-tjinrd function rathrr uncommon toinost other microorganisms,
Of the sugar utilized in wort fermenta-tion, only approximately 9470 can beiicrountc.d for as converted into alcoholnnd carbon dioxide. Th e greatest por-t i o i l of thc remaining 670 may occur assubstancrs such as gl.ycerol and minuteninounts of organic acids. esters, alde-hydrs?and fatty materials.
I 4 41 i I b 120 II It4I lY t (HOURS1
Figure 4 . Time vs. temperature, pH, and extract
AcknowledgmentTh e aut hor wishes to express his ap-preciation to Henry R. Henius and toMaynard A. Joselyn for valuable criti-cisms and suggestions.
Selected ReferencesBooks
(1) Hind, L. H.. Brewing Science andFigure 5. Flow diagram for the fermentation of 1000 barrels of beer
WORT COOLlM6 U N l lmrailm-+EUMEIITING TANK
I 3 2 PLAT0 3.7 LCOHOLTO AGING AND FINISHING PROCESSES
0
0
.I3DI -
practice, \.ol. 11, London. Cha p-man and Hall, 1948.7 ) Hopkins, R . H., and Krause. C. B.,Biochemistry Applied to Maltingand Brewing*New York, TI VanNostrand Cy . 1937.(31 Voerl. E. H. . t al.. The PracticalBrewer, Master Brewers Assoc. ofAmerica, 1946.( 4 ) Wahl. R.. and Henius. M.. Ameri-can Handy Book of Brewing andMalting, Vol. 11, Chicago. Wahl-Henius Institute, 1908.
Journals(1) 4merican Brmw American Bre~vc~t.Publishing Corp . . New York 17N. Y .(2) American Society of Brewing Chem-ists, Proceedings of Annual X l w tings.(3) Br ew er s Digest , Siebel PublishingCo., Chicago 30, Ill.(4) B r e w ~ r sGuardian. Attwood gL C o . ,
Ltd., London, England.(5) Brewers Journal , Gibson PublishingC o . , Chicago 5: Ill.(6) Journal of the InstitutP o Brpuing:Institute o Brewing. London.-England.7 ) Mast er Brewers Association of Amer-ica. Annual Convention Edi-tions of Technical Proceedings.(8) Modern Brewery Age, Brewery .AgePublishing Co., Chicago 11, Ill.9 ) Wall erstein Laboratories Comm unica-tions Wallerstein Co., Inc.. NewYork 16, N . Y .
Rerriaed for review March 27, 1953. AcceptedApri l 20 1953. PrPsentrd before the Dicisionof Agricultural and Food Chemistry , F ~ r m ~ n -talion Subdivision, Symposium on Fermpntationin Food Technology, at the 12 3rdM eeting of theA M E R I C A NHEMIC LOCIETY, o.r r lngr l~ s ,Cali f .
V O L . 1, NO. 3, A P R I L 2 9 1 9 5 3 245







![Evaluation of DNA Quality of Beer Ingredients Anna Ramberg131019/FULLTEXT01.pdfresponsible for making beer [3]. Ale yeast is usually used for fermentation at temperatures above 15°C](https://static.fdocuments.net/doc/165x107/5fbd8ef2c0953e25272e8378/evaluation-of-dna-quality-of-beer-ingredients-anna-ramberg-131019fulltext01pdf.jpg)