
BEARING CAPACITY OF A STRIP FOOTING ON A …bigpointyteeth.com/seniorreport.pdf · Figure 2-1 -...
46
BEARING CAPACITY OF A STRIP FOOTING ON A LAYERED COHESIONLESS SOIL Brad Carter (3129513) Senior Report CE 5943 November 2005
Transcript of BEARING CAPACITY OF A STRIP FOOTING ON A …bigpointyteeth.com/seniorreport.pdf · Figure 2-1 -...

BEARING CAPACITY OF A STRIP FOOTING
ON A LAYERED COHESIONLESS SOIL
Brad Carter
(3129513)
Senior Report
CE 5943
November 2005

Abstract
Two critical aspects of footing design are: bearing capacity and settlement of the
underlying soil. Currently, analytical methods that have not been fully verified are used
to determine these aspects of design. The purpose of this study is to verify the theories
for the specific case of a strip footing over a layered cohesionless soil with the upper
layer being dense and the lower layer being loose.
Seven tests were conducted using the geotechnical centrifuge at the University of New
Brunswick to monitor the settlements of a model strip footing under central load. From
these tests, the ultimate bearing capacity was determined. The observed capacities were
compared with the theoretical values predicted in past studies. It was found that the
results of this study generally agree with the previous studies, but with minor differences.
It was predicted that when the layer of dense soil less than 1.5 times the width of the
footing, punching would be the governing mode of failure and when the upper dense
layer was thicker then 1.5 B bearing capacity or the dense layer would govern. In the
present study, punching was found to govern for a dense layer of soil with a depth equal
to the base of the footing and not 1.5 times the base of the footing.
It was found that Schmertmann’s method generally gave conservative values for the
amount of predicted settlement in cases where the dense layer of soil was less than two
times the width of the footing. More tests will be needed to confirm this difference.
ii

Acknowledgements
I would like to acknowledge Dr. A. J. Valsangkar for his advice and guidance during the
completion of this study.
I would further like to thank Mr. Dan Wheaton for his advices on assembly of the model,
as well as for fabricating the needed components, and operating the centrifuge.
iii

Table of Contents Abstract ............................................................................................................................... ii
Acknowledgements............................................................................................................ iii
List of Figures .................................................................................................................... vi
List of Tables ..................................................................................................................... vi
List of Symbols ................................................................................................................. vii
1 Introduction................................................................................................................. 1
1.1 Problem Statement .............................................................................................. 1
1.2 Objectives ........................................................................................................... 1
1.3 Background......................................................................................................... 1
2 Literature Review........................................................................................................ 3
2.1 Ultimate Bearing Capacity.................................................................................. 3
2.2 Settlement ........................................................................................................... 6
2.3 UNB’s Geotechnical Centrifuge ......................................................................... 6
2.3.1 Theory and Scale Relations ........................................................................ 7
2.3.2 Modeling Considerations............................................................................ 8
3 Methodology............................................................................................................. 10
3.1 Phases of Study................................................................................................. 10
3.2 Centrifuge Testing ............................................................................................ 10
3.2.1 Calibration ................................................................................................ 10
3.2.2 Model Assembly ........................................................................................ 12
3.2.3 Final Test Preparations ............................................................................ 14
3.2.4 Test ............................................................................................................ 15
3.3 Data Analysis .................................................................................................... 16
4 Results....................................................................................................................... 17
4.1 Test Results....................................................................................................... 17
4.2 Theoretical Results............................................................................................ 18
4.2.1 Ultimate Bearing Capacity ....................................................................... 18
4.2.2 Settlement .................................................................................................. 19
5 Discussions ............................................................................................................... 20
5.1 Experimental vs. Theoretical ............................................................................ 20
iv
5.1.1 Ultimate Bearing Capacity ....................................................................... 20
5.1.2 Settlement .................................................................................................. 21
5.2 Problems Encountered ...................................................................................... 22
6 Conclusions............................................................................................................... 23
7 Recommendations..................................................................................................... 24
References......................................................................................................................... 25
Appendix A – Data Collection Run Graphs ..................................................................... 26
Appendix B – Bearing Capacity Calculations .................................................................. 33
v

List of Figures
Figure 2-1 - Reference Diagram (Meyerhof, 1974)............................................................ 4
Figure 2-2 – Values of Ks (Meyerhof, 1978) ..................................................................... 5
Figure 2-3 - Assumed distribution of strain influence factor with depth (Das, 1990)........ 6
Figure 3-1 - Filling the Strongbox with Sand ................................................................... 12
Figure 3-2 - Levelling Sand with Vacuum ....................................................................... 12
Figure 3-3 - The Jig Placed in the Strongbox ................................................................... 13
Figure 3-4 - Placing the Model Footing using the Jig ...................................................... 13
Figure 3-5 - Footing with Load Cell and LSC's................................................................ 14
Figure 3-6 - Apparatus ...................................................................................................... 14
Figure 4-1 - Measured Load vs. Displacement................................................................. 18
Figure 5-1 - Experimental Results and Theoretical Results ............................................. 21
List of Tables
Table 2.1 - Scale Relations (Stewart, 2000) ....................................................................... 8
Table 3.1 - Channels used for electronics......................................................................... 15
Table 4.1 - Theoretical vs. measured ultimate bearing capacity and φ ............................ 19
Table 4.2 - Settlements for 50 kPa pressure ..................................................................... 19
vi
List of Symbols
B The width of the footing
c1 Correction factor for footing depth
c2 Correction factor for creep
D Depth of footing
Ez Young’s Modulus
g Acceleration due to gravity
H The depth of the soil to the loose layer
hm Height of model
Iz Strain influence factor
Kp Coefficient of passive earth pressure
Ks Coefficient of punching shear
N Scale factor
N γ, Nq Bearing capacity factors
Pp Total passive earth pressure
qlower Bearing capacity of lower layer
qn Net foundation pressure
qu Ultimate bearing capacity
Re Effective radius of rotation
Rt Radius at top of model
s Settlement
αm Acceleration of the model
αp Acceleration of the prototype
δ mobilized friction of truncated pyramid
γt Unit weight of upper soil layer
γ Unit weight of soil
φ Soil internal angle of friction
vii

ω Angular rotation speed
Δz Thickness of sand layer
viii

1 Introduction
1.1 Problem Statement
This study examines the bearing capacity of a strip footing on a layered cohesionless soil
using physical modeling. The results of the experiment are compared with existing
theories.
1.2 Objectives
The study had the following objectives:
• Model a footing on a layered soil using a geotechnical centrifuge.
• Compare the results with the existing theories of the bearing capacity and settlement
of footings on layered soils.
1.3 Background
A footing is used to transmit the load from a structure to the soil on a larger area to
reduce the pressure. Different types of footings are used for different applications. The
footing type used in this study is a strip footing which is largely used to support a linear
load such as a load bearing wall or a retaining wall. A strip footing is rectangular in
shape but its length is much greater than its width. Analysing a strip footing is a simple
case as it can be analysed in two dimensions.
When a structure is built, the soil on which the footing is to be founded is generally
compacted to provide a firm base. Since the compaction extends only a finite depth into
the soil it can create a dense soil over loose soil condition. It is important to know in
these situations, how much load a soil can support so that the soil does not fail in bearing
capacity under the loads applied by the structure. There are theoretical formulas which
can be used to determine bearing capacity for such layered soils. These formulas have
been in use for many years and have not been thoroughly verified. The lack of testing is
due to the difficulty of the tests. One option of testing is to build a full size footing and
test it for determining bearing capacity. While this would provide good results, a test
such as this is both expensive and difficult to accomplish. A second option is to test 1-g
1

scale models. This is the most common method as it is much less costly and the scale
models are easy to handle. However, the results from testing in this manner may not be
fully accurate as some factors are lost in the scaling(Taylor, 1995). A third approach is to
use centrifuge modeling. A scaled model when accelerated higher than that of gravity
will behave as a larger model. This allows for ease of handling and more representative
results for prototype structures.
In order to study bearing capacity of a footing in the specific case of dense sand over
loose sand, the thickness of the upper layers in relation to the width of the footing was
varied.
2
2 Literature Review
2.1 Ultimate Bearing Capacity
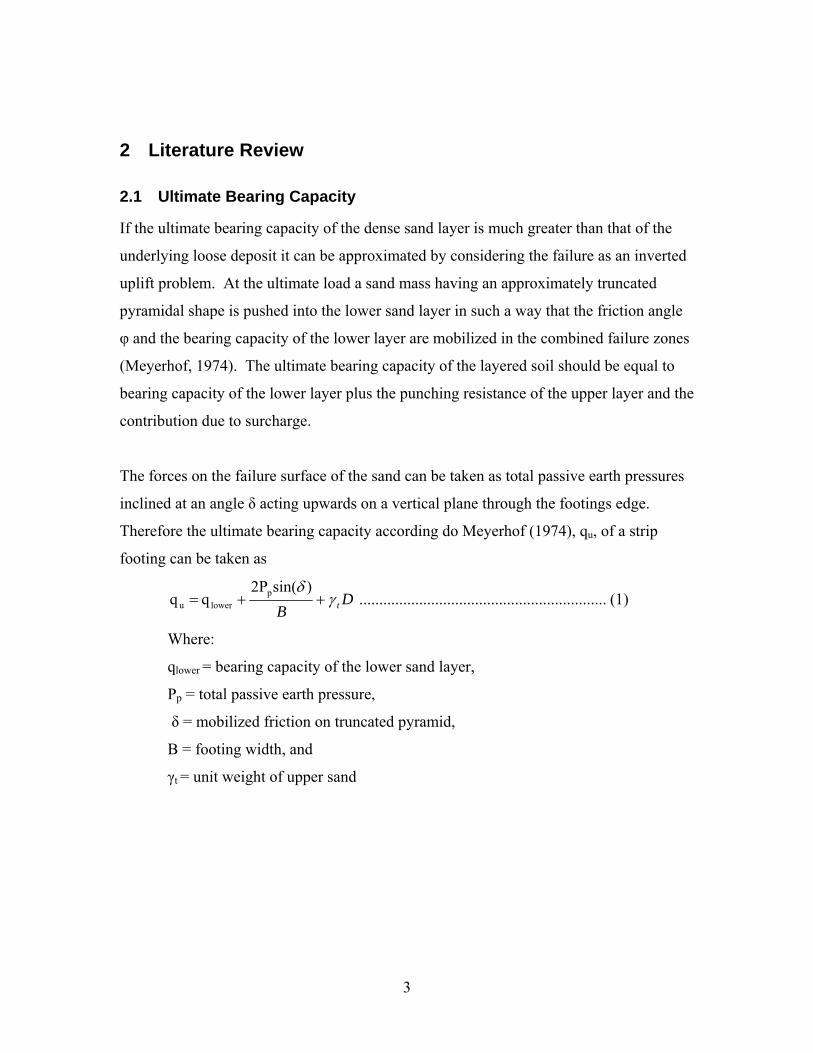
If the ultimate bearing capacity of the dense sand layer is much greater than that of the
underlying loose deposit it can be approximated by considering the failure as an inverted
uplift problem. At the ultimate load a sand mass having an approximately truncated
pyramidal shape is pushed into the lower sand layer in such a way that the friction angle
φ and the bearing capacity of the lower layer are mobilized in the combined failure zones
(Meyerhof, 1974). The ultimate bearing capacity of the layered soil should be equal to
bearing capacity of the lower layer plus the punching resistance of the upper layer and the
contribution due to surcharge.
The forces on the failure surface of the sand can be taken as total passive earth pressures
inclined at an angle δ acting upwards on a vertical plane through the footings edge.
Therefore the ultimate bearing capacity according do Meyerhof (1974), qu, of a strip
footing can be taken as
DB tγ
δ++=
)sin(2Pq q p
loweru .............................................................. (1)
Where:
qlower = bearing capacity of the lower sand layer,
Pp = total passive earth pressure,
δ = mobilized friction on truncated pyramid,
B = footing width, and
γt = unit weight of upper sand
3

Figure 2-1 - Reference Diagram (Meyerhof, 1974)
Pp can be determined as follows:
)cos(
)21(5.0
2
δ
γ pt
p
KHDH
P+
= .................................................................. (2)
Where:
H = dense sand layer thickness
Kp = coefficient of passive earth pressure
It is convenient to use the coefficient of punching shear resistance through the footings
edge so that:
Ks tan φ = Kp tan δ .............................................................................. (3)
Substituting equations (2) and (3) into (1) gives us
DB
KHDH
qq t
st
loweru γϕγ
++
+=)tan()21(2
...................................... (4)
With a maximum of:
qu = 0.5γtBNγ+γtDNq ........................................................................... (5)
4

The maximum occurs when the H/B ratio is high enough such that the upper layer no
longer fails through punching and its bearing capacity governs the bearing capacity of the
layered soil system.
The factor Ks can be determined from the following figure provided by Meyerhof and
Hanna’s 1978 study on the Ultimate bearing capacity of foundations on layered soils
under inclined load.
Figure 2-2 – Values of Ks (Meyerhof, 1978)
5

2.2 Settlement
Schmertmann’s method is commonly used for estimating the amount of settlement due to
a load. It is based on a simplified version of vertical strain under a footing in the form of
a strain influence factor, Iz, as seen in Figure 2.3. The settlement is determined with the
equation: (Craig 1997)
∑ Δ=B
z
zn z
EIqccs
4
021 .............................................................................. (6)
Where, c1 = correction factor for footing depth
c2 = correction factor for creep
qn = net foundation pressure
B = width of footing
Iz = strain influence factor
Ez = Young’s Modulus
= thickness of the layer zΔ
Figure 2-3 - Assumed distribution of strain influence factor with depth (Das, 1990)
2.3 UNB’s Geotechnical Centrifuge
The centrifuge was commissioned in 1990 and is capable of inertial acceleration of up to
200gs at an effective radius of 1.6 meters. Each arm of the centrifuge can hold a load up
to 100 kg. The data acquisition is on arm supporting up to 16 channels and transmits to
6

the control room in real time through slip rings with one slip ring reserved for the
introduction of fluids. These data are then collected and stored by a computer program
called GEN2000.
2.3.1 Theory and Scale Relations
A centrifuge accelerates the model by rotating it at high revolutions per minute (rpm).
When the model is accelerated in this manner it experiences forces like earth’s gravity
but increased proportionally by a factor N. When the model is spun at high g’s, it
behaves like a prototype structure, N times its size. (Taylor, 1995) The inertial
acceleration of the model αm is denoted by:
αm= ω2Re .............................................................................................. (7)
Where ω = angular rotational speed
Re= the effective centrifuge radius
As the radius varies over the depth of a model, an effective radius needs to be determined
since the factors influenced by gravity will also vary over the depth of the model.
Re = Rt + Hm/3 ..................................................................................... (8)
Where Rt = Radius at the top of the model
Hm = the height or depth of model
Since N is the multiple of the model feels over the field of gravity it can be seen that
αm = Nαp............................................................................................... (9)
Where αp the acceleration the prototype experiences
The acceleration that the prototype experiences is due to gravity therefore it can be seen
therefore g can replace αp with g
αm = Ng ................................................................................................ (10)
Combining equations (7) and (10),
ω2Re= Ng.............................................................................................. (11)
7

Only forces which are normally affected by gravity are influenced by the centrifuge as
since it acts as an increased gravitational force on an object. The scaling laws are
presented in the following table. Table 2.1 - Scale Relations (Stewart, 2000)
Quantity Full Scale (Prototype) Centrifuge Model @Ng’s
Linear Dimension 1 1/N
Area 1 1/N2
Volume 1 1/N3
Velocity 1 1
Acceleration 1 N
Mass 1 1/N3
Force 1 1/N2
Stress 1 1
Strain 1 1
Density 1 1
2.3.2 Modeling Considerations
There are some factors that affect the results of the centrifuge tests that would not occur
in the real situations - such as, the model being confined in a box. The wall boundaries
exert sidewall friction on the soil. Sidewall friction is not major factor for this particular
experiment as all measurements are being taken from the surface and the model footing is
placed in the centre of the box a distance of 4.5B from the walls. Particle size must be
accounted for as well; it is logical to assume that the particle size increases by a factor of
the force of gravity like the model does, so fine sand could increase in size to represent
gravel (Taylor 1995). It is suggested that the effects of particle size can be avoided by
keeping the major model dimensions greater than 15 times that of the soil.
8

Another consideration is the fact that the factor N varies through the depth of the model.
In this experiment the distance from the top to the bottom of the model is 100 mm which
is relatively small. An effective radius is used which is located at the top third of the
model is used. The variation of N from the top of the model to the bottom of the model is
approximately 8%.
9

3 Methodology
Five tests were performed on a model of a footing at a rate of 30g’s. The depth of the
dense sand was varied with the loose sand to determine how this affected the results.
While a range near 30g’s was used for the testing this was not on purpose; instead, it is
due to the difficulty of running the centrifuge at an exact g-level. This should not affect
the results as it would only change the proportional value N which can be accounted for
in the calculations.
The factor H will be examined as a ratio to the width B. At 4 times the width of the
footing most of the stress from the load on the footing will have been dissipated. For that
reason, 4 times the width of the footing will be the lower bound for the thickness of the
dense sand with tests being run at 0B, 1B, 2B, 3B, and 4B.
3.1 Phases of Study
There were 3 phases of study:
1) Design and assembly of the model and apparatus: in this phase all the materials
needed to perform the tests were gathered and any modifications to existing
equipment were performed.
2) Testing the model on the centrifuge: during this phase the model was run on the
centrifuge 5 times at varying depths of dense and loose sand.
3) The final phase was analysis of the data: During this phase all of the collected
data from phase 2 were analysed.
3.2 Centrifuge Testing
3.2.1 Calibration
The load cell was calibrated first. The load cell allows for the measurement applied load
to the footing to be measured. At loads of varying and known intensity voltages were
10

measured in the load cell, a linear regression of these data points allowed for the
establishment of the calibration curve.
The LSC’s were calibrated with the GEN2000 computer program using a two point
calibration method. The distance LSC was extended was measured and noted in the
GEN2000 program. Finally the LSC was fully compressed and this was also noted in the
GEN2000 program. The procedure was then repeated for the other LSC.
3.2.2 Model Footing
The model footing was a steel bar with the base dimensions of 194 mm x 25 mm. When
accelerated to a rate of 30g’s it will simulate a footing of 5.82 m x 0.75 m. This will
approximate a strip footing.
3.2.3 Sand Placement
The strongbox used to hold the sand had internal dimensions of 197 mm x 254 mm x 194
mm deep. Since only 100 mm of room in the box was needed for the sand a 76 mm thick
wooden block was placed at the bottom. This allowed the soil sample to be closer to the
top of the box and the measuring devices.
Sand was air pluviated into the Strongbox from a hopper which was suspended over the
strongbox bolted on the centrifuge arm. The total depth of sand was 100 mm, which was
composed of a layer of dense sand over layer of loose sand. The loose sand was placed
in the strongbox first by maintaining a drop height of 0.5 cm. The dense sand was placed
in the box using a drop height of 40 cm. The dense layer was placed in approximately 1
cm lifts rather than the constant height at which the loose soil was maintained. Figure 3.1
shows the placement of the dense layer.
11

Figure 3-1 - Filling the Strongbox with Sand
Once the Box had been filled to slightly above 100 mm, the surface of the sand was
vacuumed level with a shop-vac and a leveling guide. This ensured that the top of the
sand was level. Vacuuming is demonstrated in Figure 3.2.
Figure 3-2 - Levelling Sand with Vacuum
3.2.2 Model Assembly
Once the sand was placed, the final assembly of the model and the measuring instruments
was performed. First the model footing was placed with a light wooden jig that was
constructed to allow for correct model placement. The model was carefully placed on the
12

sand so as not to compact the sand underneath. This process is shown in Figures 3.3 and
3.4
Figure 3-3 - The Jig Placed in the Strongbox
Figure 3-4 - Placing the Model Footing using the
Jig
Once the footing was placed the jig was removed and the pneumatic ram was bolted on
the strongbox. A small ball-bearing was placed on the center of the footing to act as a
contact point between the piston and the footing. Once the ball bearing was placed on the
footing the piston was carefully extended until it was almost touching the ball-bearing.
The LSC’s were then ready to be placed into their machined locations on the pneumatic
ram. The LSC’s were placed in such a manner that they are fully compressed. As the
footing is pushed into the soil they extend and correspond to the footing settlement.
Finally the lines which carry the nitrogen to operate the pneumatic ram are connected to
the hydraulic slip ring of the centrifuge. A photograph of the footing, LSC’s, and the
load cell is shown in Figure 3.5 and a sketch of the final apparatus can be seen in Figure
3.6.
13

Figure 3-5 - Footing with Load Cell and LSC's
Figure 3-6 - Apparatus
3.2.3 Final Test Preparations
The centrifuge needs to be properly balanced as the model is mounted on one arm of the
centrifuge. The weight of sand is approximated by the sand having an approximated
density of 1500kg/m3 and a known volume. Finally the strongbox, wood block and
apparatus all have known masses allowing an equal mass to be placed on the other arm of
the centrifuge.
14

The final procedure is for all the measuring devices to be connected into the electronic
panel on the centrifuge. The devices were connected into the following channels:
Table 3.1 - Channels used for electronics
Instrument Channel
LSC 2 2
LSC 1 3
Load Cell 1
Accelerometer 0
Finally the centrifuge area was cleared of all debris and the room vacated prior to starting
the centrifuge.
3.2.4 Test
From the control room the data logger is started followed by the starting of the centrifuge.
The data is logged during the acceleration of the centrifuge. Though these data were not
used in the actual calculation, they give an indication of how the model is performing
under self weight. This was especially important with the test when entirely loose sand
was tested as the model nearly failed under its own self weight.
The centrifuge is accelerated to as close to 30 g’s as possible without going under 30 g’s.
Once the required speed has been reached, the load is then applied the footing with a tank
of nitrogen located in the control room. Due to the valve on the nitrogen tank it was
difficult to slowly increase the pressure, so rather then smooth increases the pressure was
increased in steps. As load was being increased, the deflection of the footing was
monitored up to a displacement of 13 mm.
Finally the footing was unloaded and the centrifuge stopped. During the slowing down
of the centrifuge data logging was not carried out.
15

3.3 Data Analysis
The results of the data collection are then imported into excel as CVS data and plotted as
load vs. deflection. The point of failure is determined and the pressure is determined from
that, using the footings area
Aloadq f = ............................................................................................ (12)
Where:
load = load at failure
A = area of footing
Once qf is determined φ is needed. To determine φ the relationship between Nγ and Nq
(Craig 1997) is used.
qf = 0.5γtB Nγ + γtD Nq ........................................................................ (13)
Nq=exp(πtan(φ))tan2(45 + φ/2) .......................................................... (14)
Nγ = (Nq-1)tan(φ) ................................................................................ (15)
Equations (13), (14), and (15) are then combined to give us an equation which can be
used to solve for φ.
qf =0.5γtB (exp(πtan(φ))tan2(45 + φ/2)-1)tan(φ) + γtD exp(πtan(φ))tan2(45 + φ/2) ............................................................................................................. (16)
All quantities are known in the equation except φ.
All of the measured data can now be compared with the theoretical equations to
determine φ.
Once φ has been determined the theoretical bearing capacity will be calculated using the
equation qu = qlower+γtH2(1+2D/H)Kstan(φ)/B + γtD (which was shown in the literature
review portion of this report).
16

4 Results
Seven centrifuge tests were completed. The maximum bounds from which φ and qlower
was derived from were completed twice, with the other 3 tests were for the H/B ratios of
0.5, 1, 2. The results are presented in Figure 4.1, and individual data runs are presented
in Appendix A.
4.1 Test Results
The ultimate bearing capacity was determined at 12 mm deflection or a settlement of
approximately 50% of the base width. A structure would not tolerate a deflection of
nearly 50% of the base width and as such this value was used to define qf.
The results which are presented in Figure 4.1 show a general trend of increasing bearing
capacity as the thickness of the upper dense layer increases. This result is as expected; as
the upper layer becomes thicker more force will be required to punch through the upper
dense layer. Once the upper layer reaches sufficient thickness, punching is no longer the
governing mode of failure. This is demonstrated in that H/B of 2 and 4 having similar
results.
The reading from the load cell was multiplied by g or 9.81m/s2 to determine the force
applied to the footing. This force is then divided by the footing area to obtain a pressure.
17

Load vs Displacement
0
25
50
75
100
125
150
175
200
225
250
275
300
325
350
375
0 1 2 3 4 5 6 7 8 9 10 11 12 13
Displacement (mm)
Pres
sure
(kPa
) 0 H/B0.5 H/B1 H/B2 H/B4 H/B4 H/B (run 2)
Figure 4-1 - Measured Load vs. Displacement
4.2 Theoretical Results
The experimental results were compared with the theoretical results based on the
equations outlined in the literature review.
4.2.1 Ultimate Bearing Capacity
Using equation (16), φ for dense layer was determined to be 43.6o and φ for the loose
layer was determined to be 28.3 o, though φ for the loose layer is not needed in any
calculations. The measured bearing capacity for H/B ratio of 0 is used for the value of
qlower. Using φdense , qlower, and γt in equation (4), theoretical values can be calculated for
the different H/B ratios. See Appendix B for calculations. The results are summarized in
the following table:
18

Table 4.1 - Theoretical vs. measured ultimate bearing capacity and φ
H/B Ratio Theoretical
Ultimate Bearing
Capacity (kPa)
Measured Ultimate
Bearing Capacity
(kPa)
Percent Difference
(%)
0.5 75.9 99.9 31.6
1 155.2 157.3 1.4
2 420.8 229.7 -45.4
φdense = 43.6o φloose = 28.3 o
4.2.2 Settlement
The theoretical settlement values were determined using Schmertmann’s method as
outlined in the literature study. The value for Young’s Modulus, E, for dense and loose
soils was determined by using the measured pressures at 4 mm settlement and solving for
E. These E values were then used to calculate the settlements at a pressure of 50 kPa for
the H/B ratios of 0.5, 1, and 2. Calculations are shown in appendix C.
Table 4.2 - Settlements for 50 kPa pressure
H/B Ratio Theoretical
Settlement (mm)
Measured Settlement
(mm)
Percent
Difference (%)
0.5 170 141 20.6
1.0 143 111 28.8
2.0 88 90 -2.2
19

5 Discussions
The results are discussed further in this section.
5.1 Experimental vs. Theoretical
5.1.1 Ultimate Bearing Capacity
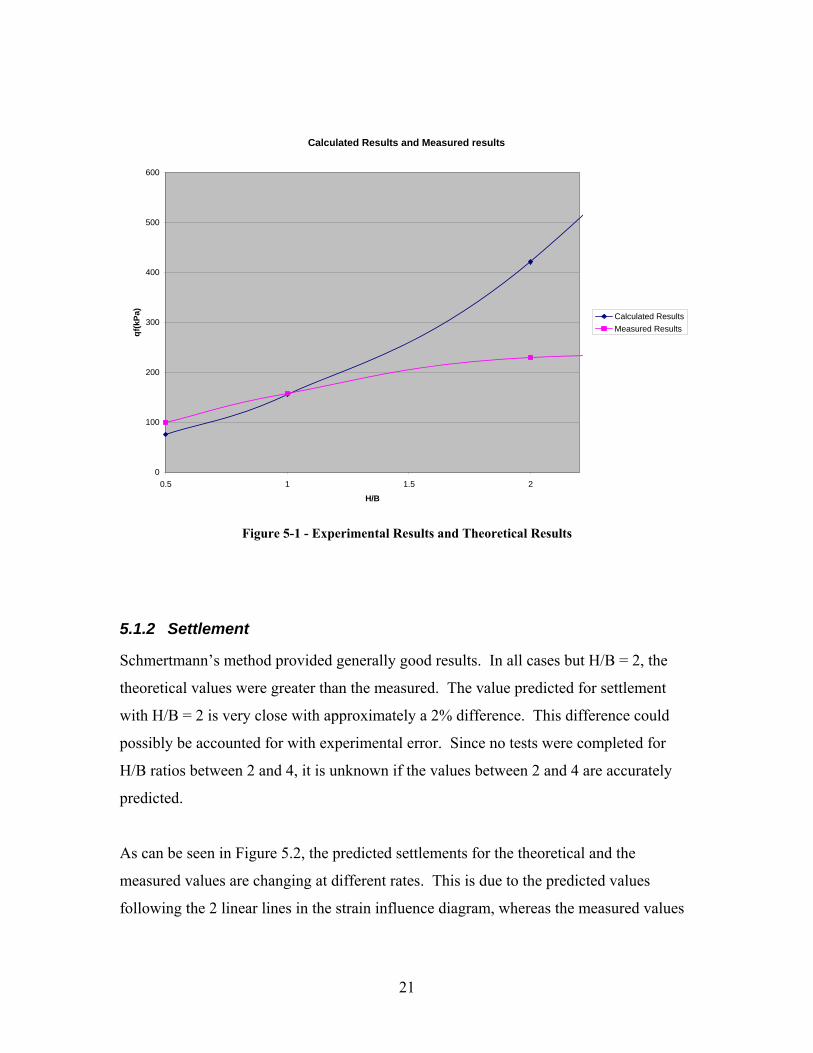
The experimental results of this study were compared with the theoretical values based
on Meyerhof’s findings for the expected bearing capacity of the footing on a layered soil.
As seen in the following figure (Figure 5.1) the theoretical estimates for H/B greater than
1 start to overestimate the actual bearing capacity of the soil. It can also be seen that
increasing the thickness of the upper sand layer increases the bearing capacity until an
H/B of 2 is reached. However the equation which assumes a punching failure for the
upper sand layer overestimates the capacity of the upper soil. As the upper layer
becomes thicker it is less likely to fail in punching and more likely to be a standard
bearing capacity failure. This is likely what is happening between the H/B ratio of 1 and
2.
20
Calculated Results and Measured results
0
100
200
300
400
500
600
0.5 1 1.5 2
H/B
qf(k
Pa)
Calculated ResultsMeasured Results
Figure 5-1 - Experimental Results and Theoretical Results
5.1.2 Settlement
Schmertmann’s method provided generally good results. In all cases but H/B = 2, the
theoretical values were greater than the measured. The value predicted for settlement
with H/B = 2 is very close with approximately a 2% difference. This difference could
possibly be accounted for with experimental error. Since no tests were completed for
H/B ratios between 2 and 4, it is unknown if the values between 2 and 4 are accurately
predicted.
As can be seen in Figure 5.2, the predicted settlements for the theoretical and the
measured values are changing at different rates. This is due to the predicted values
following the 2 linear lines in the strain influence diagram, whereas the measured values
21

follow a non-linear shape. Though there is a difference in the curves they both have the
same general shape, making Schmertmann’s method a reasonable prediction.
Settlement vs Sand Thickness
0
20
40
60
80
100
120
140
160
180
0.5 1 2
H/B ratio
Settl
emen
t (m
m)
Theoretical Measured
Figure 5.2 - Settlement vs Sand Thickness
5.2 Problems Encountered
There were few problems encountered in this study. The problems encountered centred
on not being able to apply a load in fine enough increments. This created “jumps” in the
data. The solution which was used in this case was to do some of the tests twice to try
and pick up missing data points.
22

6 Conclusions
This study has shown that as the upper dense layer of a soil increases in thickness the
ultimate bearing capacity generally increases up until an H/B ratio of 1. The following
conclusions can be derived about a footing on dense sand over loose sand
• Meyerhof’s findings for sand over clay can be applied to the dense sand over
loose sand with the difference that it only applies until an H/B ratio of 1 is
reached.
• At an H/B ratio of about 1 the failure is less to do with a punching failure from
the dense sand but increasingly more of a standard bearing failure. At an H/B
ratio of about 2 the dense layer of sand is no longer experiencing punching
failure.
• Schmertmann’s method overestimates the settlement which the footing
experiences for H/B ratios less than 2, but otherwise it provides a reasonable
estimate.
23

7 Recommendations
From this study 3 recommendations can be made
1) Redo the testing with an apparatus which can apply a load in finer increments so a
smoother curve can be derived
2) More testing is needed for H/B ratio of 1 and some testing of for an H/B ratio of
1.5 to get more results around the critical area which the punching failure starts to
convert to a bearing failure
3) Test at least one run at a H/B ratio of 3 to determine if the theoretical settlement is
still underestimated.
24

References
Craig, R.F. 1997. Soil Mechanics, 6th Ed. Spon Press, London New York
Das, B.M, 1990. Principles of Foundation Engineering. PWS-Kent, Boston.
Meyerhof G.G. 1974. Ultimate Bearing Capacity of Footings on Sand Layer Overlaying
Clay. Canadian Geotechnical Journal, 11(2) pp 223-229.
Myerhof G.G., Hanna A.M, 1978. Ultimate bearing capacity of footings on layered soils
under an inclined load. Canadian Geotechnical Journal, 15, pp 565-572
Stewart, Marcie 2000. Smooth Strip Footing on a Finite Layer of Sand Over a Rigid
Boundary. University of New Brunswick, Fredericton
Taylor, RN 1995. Geotechnical Centrifuge Technology. Blackie Academic and
Professional, Bishopbriggs, Glasgow.
25

Appendix A – Data Collection Run Graphs
26

H/B
0 D
ata
Col
lect
ion
051015202530354045
02
46
810
12
Dis
plac
emen
t (m
m)
Pressure (kPa)
27

H/B
0.5
Dat
a C
olle
ctio
n
020406080100
120
02
46
810
12
Dis
plac
emen
t (m
m)
Pressure (kPa)
28

H/B
1.0
Dat
a C
olle
ctio
n
020406080100
120
02
46
810
12
Dis
plac
emen
t (m
m)
Pressure (kPa)
29
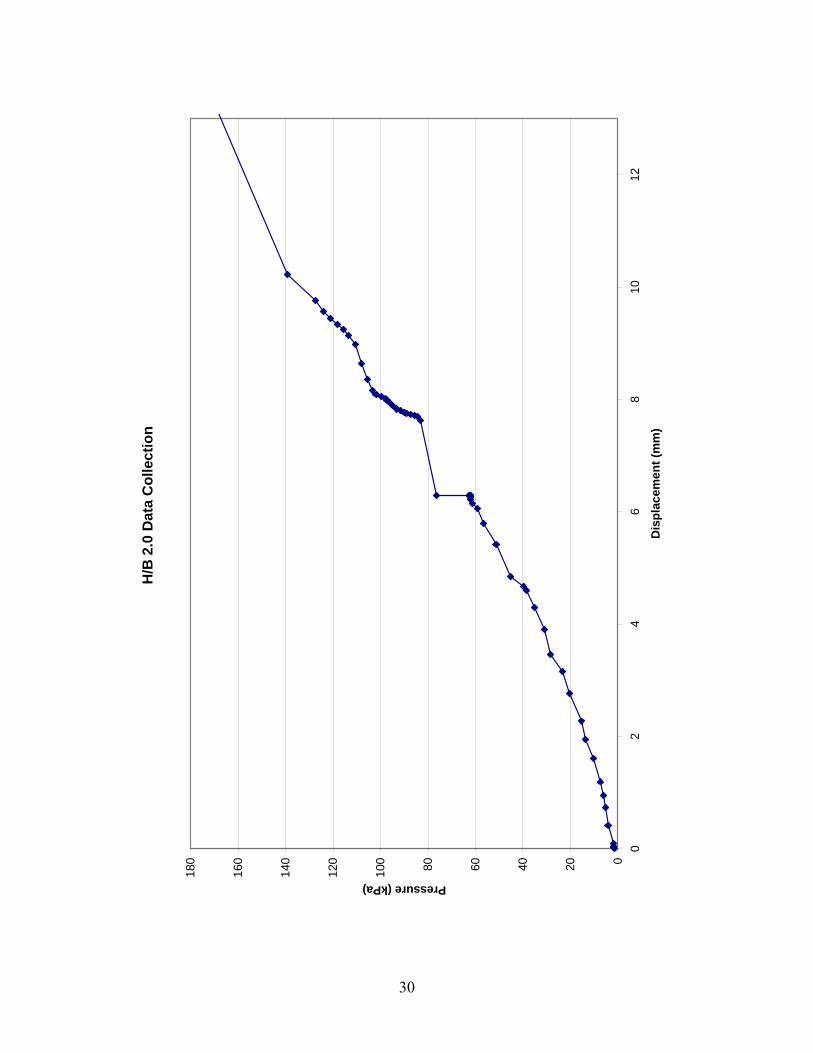
H/B
2.0
Dat
a C
olle
ctio
n
020406080100
120
140
160
180
02
46
810
12
Dis
plac
emen
t (m
m)
Pressure (kPa)
30

H/B
4.0
Run
1 D
ata
Col
lect
ion
050100
150
200
250
300
02
46
810
12
Dis
plac
emen
t (m
m)
Pressure (kPa)
Serie
s1
31

H/B
4.0
Run
2 D
ata
Col
lect
ion
050100
150
200
250
300
02
46
810
12
Dis
plac
emen
t (m
m)
Pressure (kPa)
Serie
s1
32

Appendix B – Bearing Capacity Calculations
33

34

35

Appendix C - Settlement Calculations
36

37

38


















