B. BFW Chemistry & Control
61
1 Feed Water Chemistry & Control Nalco Indonesia ~ Power Industry Seminar Pullman, Central Park ~ Jakarta 13-14 June 2012
-
Upload
rajendran-srn -
Category
Documents
-
view
147 -
download
23
description
BFW Chemistry & Control
Transcript of B. BFW Chemistry & Control

1
Feed Water Chemistry & Control
Nalco Indonesia ~
Power Industry Seminar
Pullman, Central Park ~ Jakarta
13-14 June 2012

Agenda
2
Key Issues
Guidelines for Condensate, Feed Water, and Steam Chemistry Control
Practical considerations in application and control
New Technology

Steam Cycle
3
Key Issue #1 : Steam Turbine Requirements
4
Steam purity specs can be stringent!
Industry experts differ on specific allowed limits.
Different manufacturers have different limits
Limits may depend on design, service, age of unit
Limits vary with the boiler treatment selected.
Cation conductivity is principle measure in most plants (< 0.15, < 0.2, < 0.3, < 0.8 mS/cm as cation conductivity)
Na and SiO2 are more specific measures of contamination.
Cl- and SO4 measurement important, but not commonly found on-line

Critical Steam Cycle Chemistry Parameters
5
Boiler and feedwater chemistry driven by steam purity requirements
Turbine/Feedwater
Cation conductivity (indirect measure)
Sodium (NaOH)
Silica
Chloride (HCl)
Sulfate (H2SO4)
Organic acids
Sources of Chemicals in Steam
6
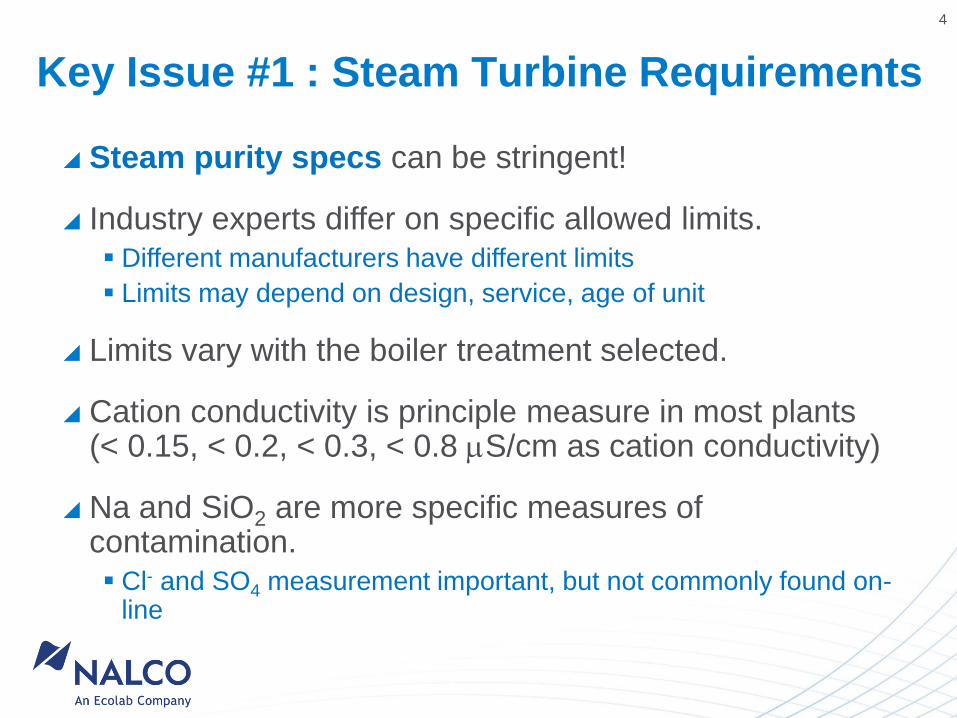
Volatile Carry Over
Higher pressure = greater volatility
Cu an issue at > 2400 psi (160 bar)
Mechanical Carry Over
Occurs in all boilers all the time
Drops contain all boiler water solids
Contamination via Attemperation
Shortcut of feedwater to turbine
SiO2
NaOH
HCl
H2SO4
Cu(OH)2
NaCl Na3PO4
Volatile Mechanical
Key Issue #2 : Cation (Acid) Conductivity
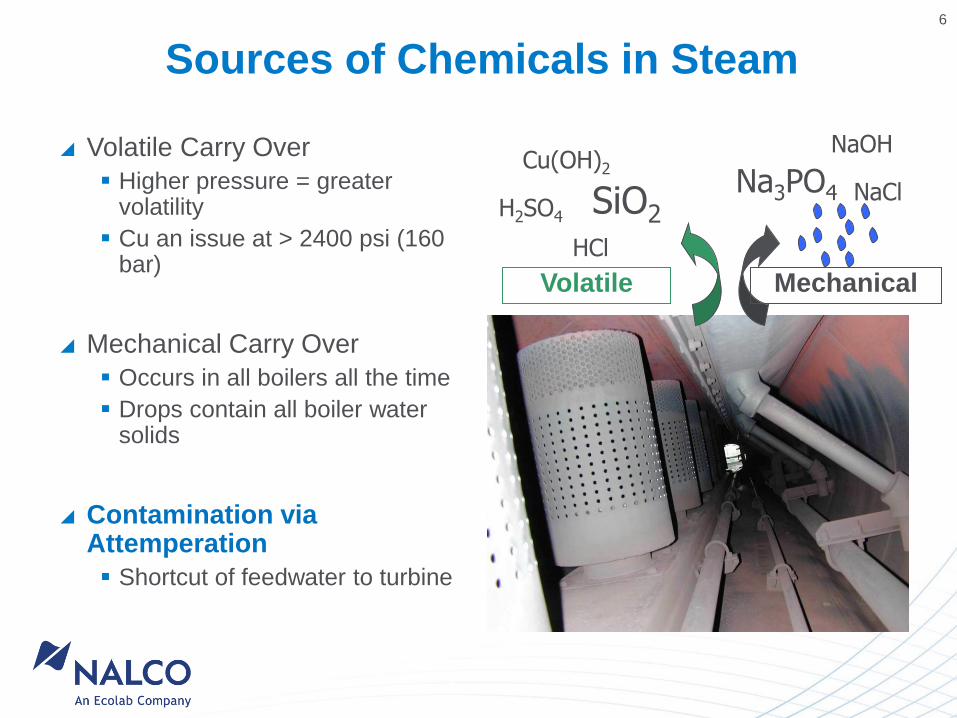
Conductivity after strong acid ion exchange
Neutral salts become strong acids
Magnifies conductivity 3-5 times
Targets Cl- and SO42-
“De-gassed” cation conductivity
uses a small boiler or N2 sparging
to strip off CO2 from carbonic acid
Also removes amine and
ammonia, but not organic acids
Na, Ca, Mg : Cl salts to HCl
Na, Ca, Mg : SO4 salts to H2SO4
Na, Ca, Mg : HCO3 salts to H2CO3
CO2 to H2CO3
8
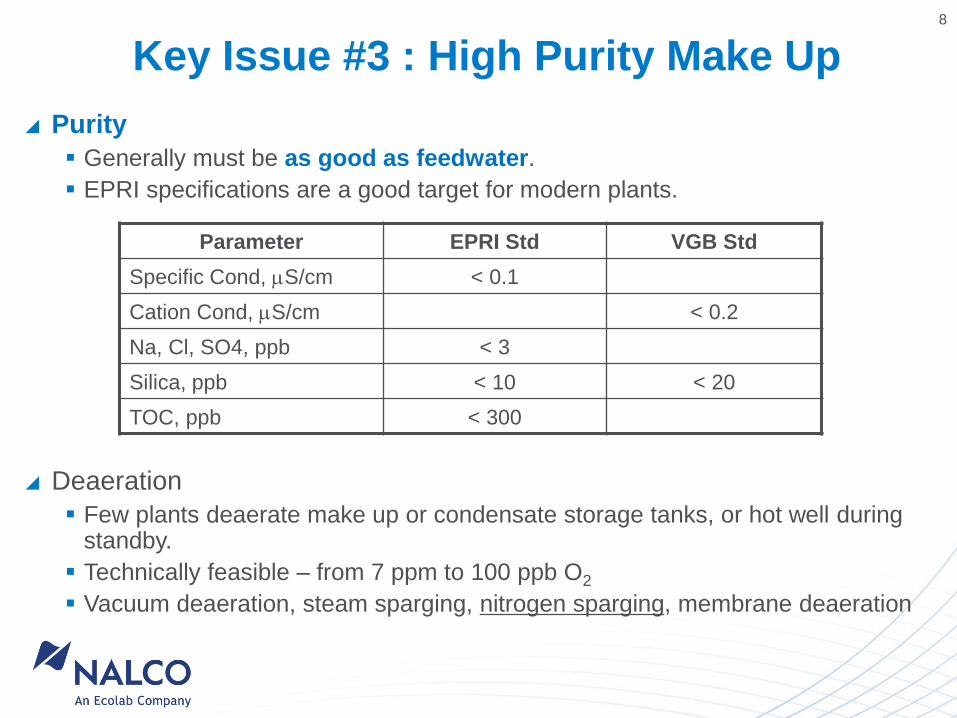
Key Issue #3 : High Purity Make Up
Purity
Generally must be as good as feedwater.
EPRI specifications are a good target for modern plants.
Deaeration
Few plants deaerate make up or condensate storage tanks, or hot well during standby.
Technically feasible – from 7 ppm to 100 ppb O2
Vacuum deaeration, steam sparging, nitrogen sparging, membrane deaeration
Parameter EPRI Std VGB Std
Specific Cond, mS/cm < 0.1
Cation Cond, mS/cm < 0.2
Na, Cl, SO4, ppb < 3
Silica, ppb < 10 < 20
TOC, ppb < 300

Key Issue #4 : Condensate and Feed Water Quality
Condensate
Cogen plants must guard against contamination from steam host
Feedwater
Feedwater used for attemperation must meet steam purity specs.
- The LP section of most HRSGs is upstream of attemperation, and is treated as feedwater. (AVT)
Feedwater purity and consistency drive treatment selection.
- Minimizing corrosion and corrosion product transport is critical.
- FW heaters corrode on both shell and tube side!
EPRI Guidelines are excellent targets, but:
May be difficult for older plants to meet without capital investment in system upgrades.
All plants should develop unit specific guidelines, taking design, pressure, service, and water quality into account.
10
Key Issue #5 : Control of Dissolved Oxygen
EPRI research and field study led to reduction in O2 target
From < 20 ppb at CPD to < 10 ppb at CPD
For all treatment programs
Required for corrosion control
Overfeed of passivator is not a good option
Too strong of a reducing environment contributes to FAC
Excess hydrazine and carbohydrazide produce ammonia
Excess organic passivators can add to TOC, organic acids
EPRI recommends / Nalco concurs:
Limit air inleakage – have active detection and repair program
Deaerate make up
Nitrogen cap hotwell for standby

Corrosion ~ Iron ~ Deposition ~ Corrosion 11
For high purity boiler systems, iron is the focus of performance
CORROSION leads to IRON
IRON leads to DEPOSITION
DEPOSITION leads to CORROSION (again) & OVERHEAT
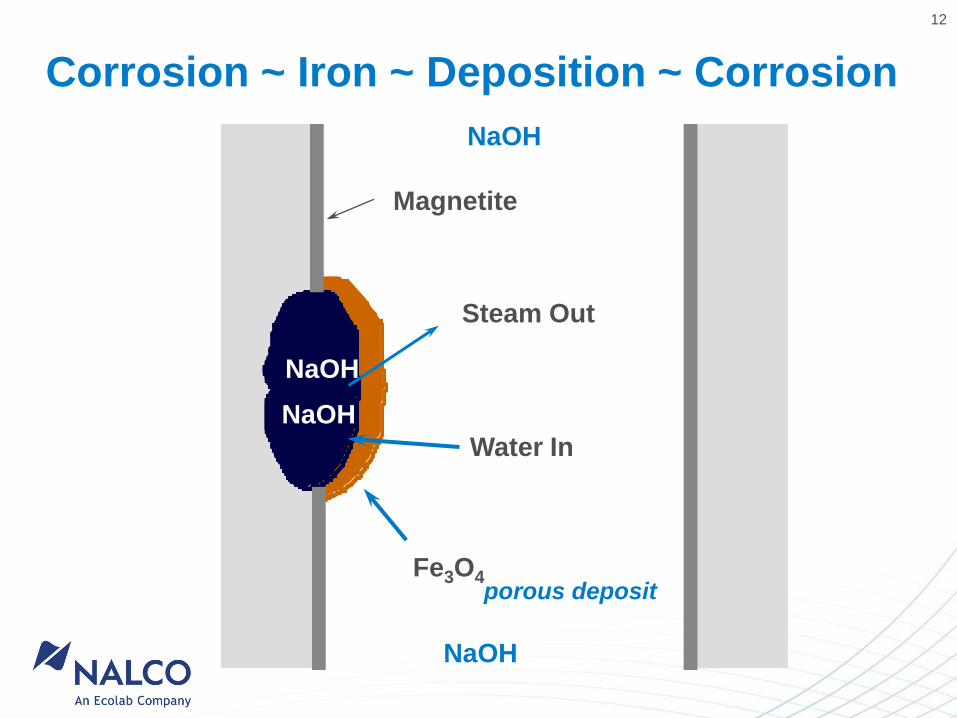
Corrosion ~ Iron ~ Deposition ~ Corrosion
12
NaOH
NaOH
Fe3O4 porous deposit
Water In
Steam Out
NaOH
NaOH
Magnetite

Chemically Influenced BTFs
13
13
2001 survey results
1997 survey results
Organizations having chemically influenced BTFs
81% 61%
•Hydrogen damage 57% 37%
•Acid phosphate corrosion 25% 17%
•Corrosion fatigue 45% 43%
•Pitting 40% 7%
•Stress corrosion cracking 28% 18%
•Caustic Gouging 11% 11%
Source: 2002 EPRI Study, “ Priorities for Corrosion R&D”

Boiler Tube- Hydrogen Damage
14
14

Key Issue #6 : Metal Passivation
Passivation:
Iron oxides to magnetite (reducing environment)
- Passivation Reactions: Hydrazine
N2H4 + 6Fe2O3 4Fe3O4 + N2 + 2H2O
N2H4 + 4CuO 2Cu2O + N2 + 2H2O
- Passivation Reactions: Carbohydrazide
12 Fe2O3 + (N2H3)2CO --- 8Fe3O4 = 3H2O + 2N2 + CO2
8CuO + (N2H3)2CO --- 4Cu2O + 3H2O + 2N2 + CO2
Or magnetite / hematite mix (neutral or oxidizing environment)
Copper oxides to cuprous form (Cu2O)
- Less protective cupric oxide surfaces have 30 times the Cu release!
- Cuprous oxide will oxidize to cupric within 10 hours in O2 environment!

Iron Oxide Passive Layer ~ Reducing Environment
Source: EPRI, Cycle chemistry Guidelines for Fossil Plants, Phosphate Continuum and Caustic Treatment, 2004.

17
Iron Oxide Passive Layer ~ Neutral-Oxidizing Environment
Source: EPRI, Cycle chemistry Guidelines for Fossil Plants, Phosphate Continuum and Caustic Treatment, 2004.

Key Issue #7 : Flow Accelerated Corrosion
Over half of utilities report FAC
Two failure mechanisms – single-phase and two-phase
Occurs in
- Condensate and Feedwater
- Piping around BFP
- Piping to Economizer Inlet Header
- Economizer Inlet Header Tubes
- Deaerators
- Heater Shells and Drains
- Steam Turbine Exhaust
- LP Evaporators
Second-most common failure mechanism
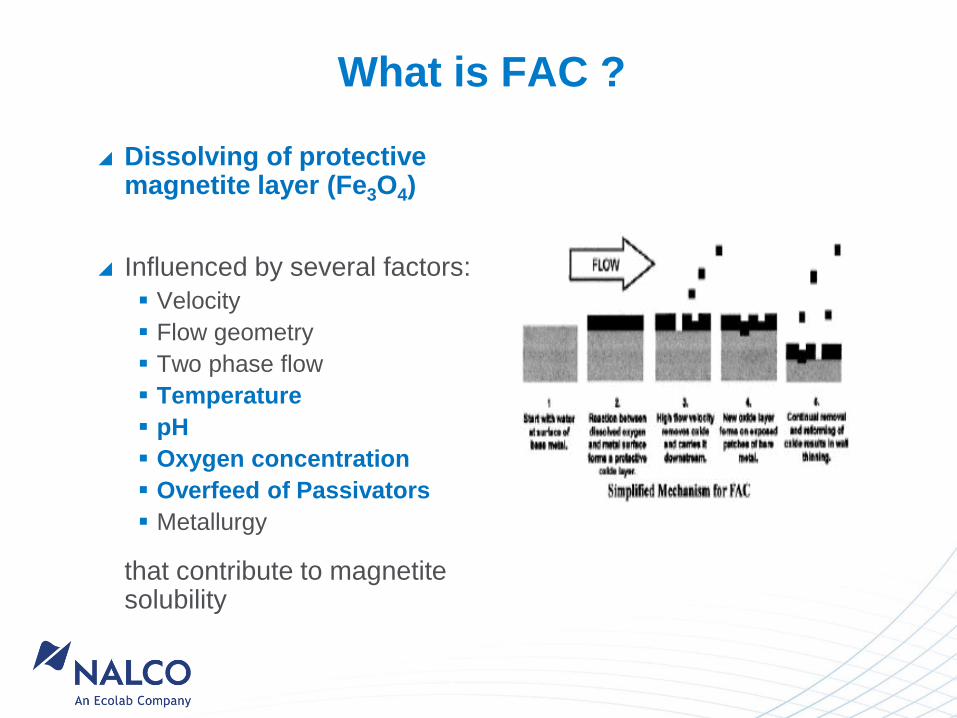
What is FAC ?
Dissolving of protective magnetite layer (Fe3O4)
Influenced by several factors:
Velocity
Flow geometry
Two phase flow
Temperature
pH
Oxygen concentration
Overfeed of Passivators
Metallurgy
that contribute to magnetite solubility

Factors Affecting FAC - Temperature
Extremely temperature dependent:
Occurs in HRSG IP & HP Economizer tubes & headers, and in LP evaporators & drums.
Occurs in cold re-heat return lines, FW heater drip lines.
Tendency for
FAC
Saturation
Pressure
Deg C Deg F psia
Moderate Range 80 176 7
150 302 70
Severe Range 150 302 70
180 356 146
Moderate Range 180 356 146
230 446 409
Temperature

Factors Affecting FAC – pH
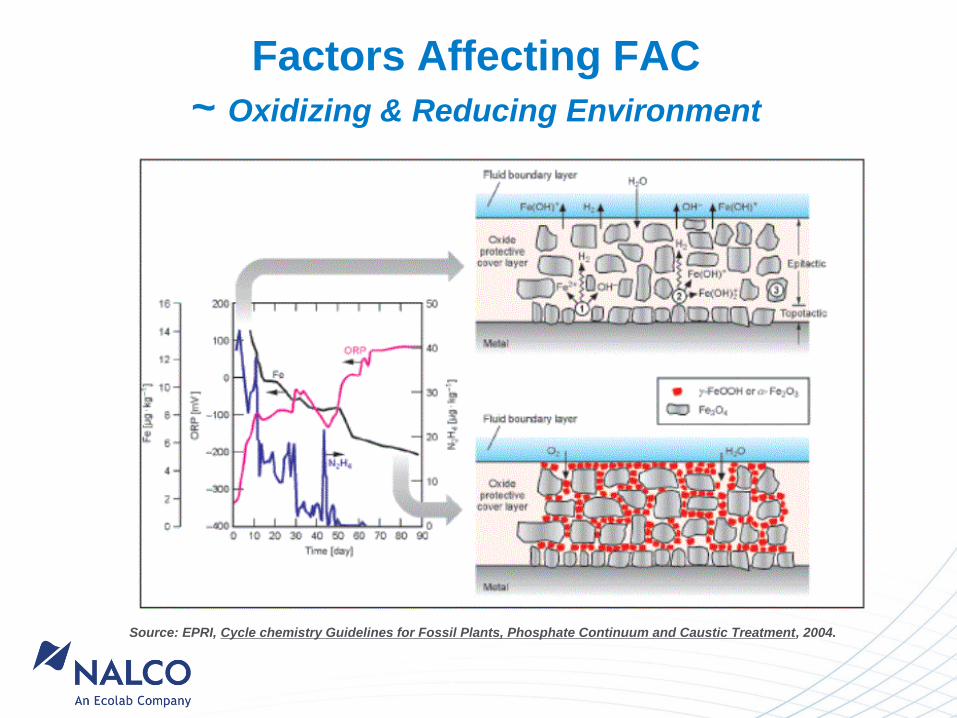
Factors Affecting FAC
~ Oxidizing & Reducing Environment
Source: EPRI, Cycle chemistry Guidelines for Fossil Plants, Phosphate Continuum and Caustic Treatment, 2004.

FAC Solution
Material upgrade to 1 or 2% chrome
Maintain pH in proper range with ammonia or amines
- Higher end of range is better!
- Pay attention to amine distribution ratio in multi-pressure HRSGs
Avoid a highly reducing environment!
- Do not allow excess feed of reducing agents!
- Cycling units: do not feed high levels of reducing agent to compensate for
high O2 at start up.
- Monitor feedwater ORP, consider control of passivator to ORP
Monitor with soluble iron tests before and after suspect areas
- Need proper sample points!

Key Issue #8 : Use of Organic Amines & Passivators
EPRI & VGB recommend Ammonia and Hydrazine
Stuttgart Conference on Organics – June 2005 Co-Sponsored by EPRI and PowerPlant Chemistry
Organic Amines
- Used safely for many years
- No factual evidence of contribution to turbine corrosion
- Some breakdown to organic acids, contributing to cation conductivity
- Ammonia counter ion neutralizes the acids
- Many feel okay to continue use
Organic Passivators
- Some breakdown to organic acids, contributing to cation conductivity
- No alkaline counter ion
- Most believe should not use
Carbohydrazide
- Produces CO2 on breakdown. Excess carbohydrazide will produce ammonia.
- CO2 not believed to cause any significant corrosion in steam cycle
- Estimate that 20 ppb Carbohydrazide contributes 10 ppb CO2, and creates 0.08 mS/cm cation conductivity from the CO2.
- Most believe carbohydrazide is okay to use

Organic Amine & Passivator – CO2 Myth
CO2 is not solid so it won’t be deposited in the LP blade and creating localized acidic condition
It is required ~ 200 ppb of CO2 to drop the pH of pure water from 6.5 to < 6.0
At low pressure, V/L of CO2 is quite the same with Ammonia and higher than neutralizing amines. It is mean all of CO2 will be neutralizing by proper dosing of ammonia/amines.
There are some literatures from independent parties that clearly explained that CO2 won’t depress pH of initial condensation in the level that we commonly found boiler operation (<2 mS/cm) and when the alkalizing agent is exist (Robert Svoboda and Alstom)

Nalco 1250 (ELIMIN-OX)
• Active Content : CARBOHYDRAZIDE (CHZ)
• ALL VOLATILE & NON-SOLIDS Contribution in Steam Cycle
• It is used as a METAL PASSIVATOR
• Much SAFER than HYDRAZINE
• NOT A SUSPECT CARCINOGEN
• Slight increase in cation conductivity from CO2 20 ppb CHz contributes 10 ppb CO2, which contributes 0.08 mS/cm cation conductivity (But 0 degassed cation conductivity)
NH2-NH-C-NH-NH2
O II
CARBOHYDRAZIDE

MECHANISM REACTION of ELIMIN-OX
At LOW Temp.
(T 1350C)
1 ppm Elimin-Ox
29 ppb (,or
0.029 ppm) CO2
& NO IMPACT to
STEAM & CON-
DENSATE
corrosivity
Practically, it is very simple to check @ BFW sample, as residual of
10 – 30 ppb (as N2H4) ~ local (site) BFW sampling w/t T > 1800C

28
Passivation Better than Blank
at All Temperatures
Temperature (oF)
Incr
easi
ng
Pass
ivati
on
*
*
* *
Blank Carbohydrazide Methlyethylketoxime
150 200 250 300 350 400

29
Passivation Better than Blank
at High Temperatures
* Blank Hydrazine Erythorbic Acid
Temperature (oF)
Incr
easi
ng
Pass
ivati
on
150 200 250 300 350 400
*
*
*
30
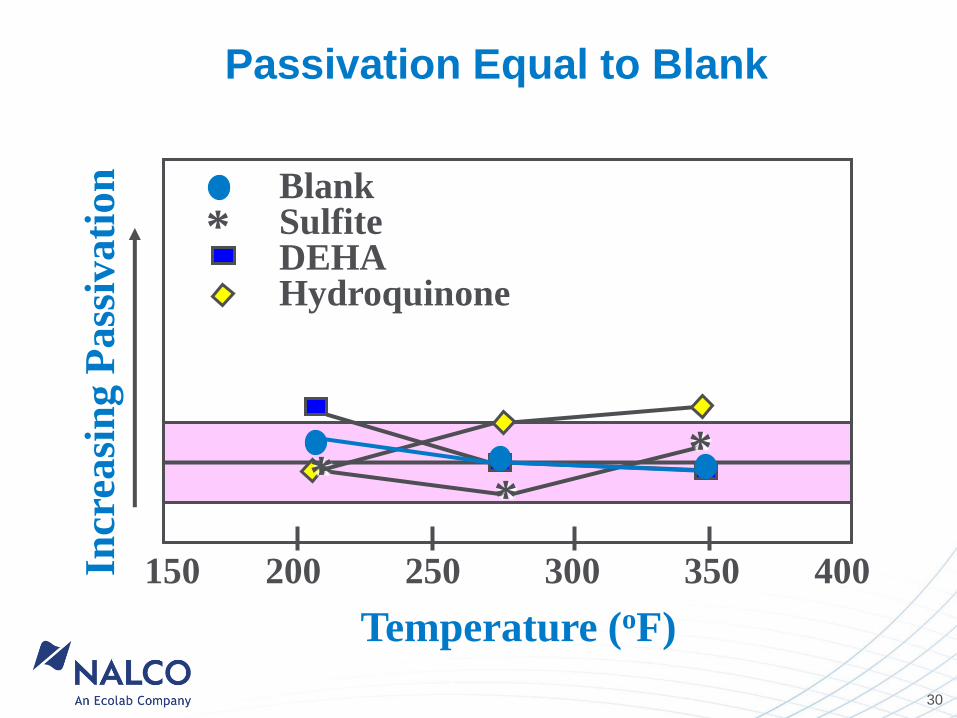
Passivation Equal to Blank
* Blank Sulfite DEHA Hydroquinone
* *
*
Temperature (oF)
Incr
easi
ng
Pass
ivati
on
150 200 250 300 350 400

31
Feedwater Iron Reduction in 1500 psig boiler
with ELIMIN-OX

32
Feedwater Copper Reduction in 1500 psig boiler
with ELIMIN-OX

33
Reaction and/or Breakdown Products
Chemical/Formula % C (wt.)
Reaction and/or Breakdown Products
Hydrazine
N2H4
0 Nitrogen, water, ammonia
Carbohydrazide
(N2H3)2CO
13.3 Hydrazine, nitrogen, water, ammonia, carbon dioxide
Hydroquinone
C6H4(OH)2
65.5 Benzoquinone, light alcohols, ketones, low molecular weight species, carbon dioxide
Diethylhydroxylamine
(CH3CH2)2 NOH
53.9 Acetaldehyde, acetic acid, dialkylamines, ammonia, nitrate, nitrite
Methylethylketoxime (CH3)(CH3CH2)C=NOH
55.2 Methylethylketone, hydroxylamine, nitrogen, nitrous oxide, ammonia, carbon dioxide
Erythorbic Acid
C6H8O6
40.9 Dihydroascorbic acid, salts of lactic and glycolic acid, carbon dioxide

34
Comparison of Acute Toxicology of
ELIMIN-OX and 35% Hydrazine
Study Performed ELIMIN-OX 35% Hydrazine
Acute oral LD50 -rats
>5000 mg/kg 370 mg/kg
Acute dermal LD50 - rabbits
>2000 mg/kg 420 mg/kg
Primary eye irritation - rabbits
(24 hr)
Non-irritating (0.33/110)
Irritating (26.5/110)
Primary dermal irritation - rabbits
Mild irritant (0.23/8.0)
Severe irritant (7.0/8.0) May be corrosive. (Most
suppliers ship as a corrosive liquid)

References of Nalco 1250/Elimin-Ox
35
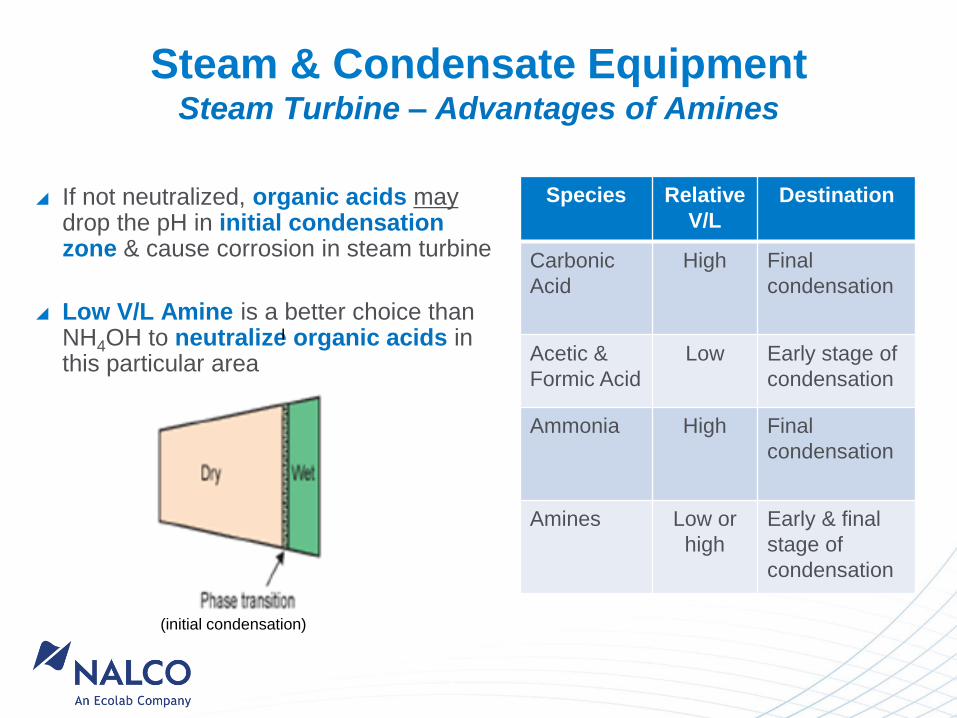
Steam & Condensate Equipment Steam Turbine – Advantages of Amines
If not neutralized, organic acids may drop the pH in initial condensation zone & cause corrosion in steam turbine
Low V/L Amine is a better choice than NH4OH to neutralize organic acids in this particular area
I
Species Relative
V/L
Destination
Carbonic
Acid
High Final
condensation
Acetic &
Formic Acid
Low Early stage of
condensation
Ammonia High Final
condensation
Amines Low or
high
Early & final
stage of
condensation
(initial condensation)

Nalco 5711
Minimum contribution of cation conductivity. Deliver <0.2 mS/cm cation conductivity in system with no contamination (0.1-0.3 mS/cm lower than amine available in the market)
Containing low V/L amine that will increase the pH in early condensation zones in the LP turbine, feedwater heaters and extended steam distribution system
Low V/L amine will also improve pH in the LP section of multi pressure HRSG and minimize potential of FAC
Increase the pH with relatively same dosage with 19% NH3
Has higher boiling point. Safer to handle, easier to pump without off gassing, and produces fewer odor
Reference : PT. Freeport Indonesia

N5711 Dosage vs Ammonia
Amine Product Concentration vs. pH in pure water
-
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
8.6 8.7 8.8 8.9 9.0 9.1 9.2 9.3 9.4 9.5 9.6
Condensate / FW pH
Am
ine P
rod
uct,
mg
/L
19% NH3
1800
CA-300C
356
5711

Condensate, FW, and Steam Guidelines
Parameter Indus-
trial PC(L) PC(H)
Caustic
Treat AVT(O) AVT(R) OT
pH (all steel)
(Cu alloys)
9.0–9.6
8.8-9.2
9.2–9.6
9.0-9.3
9.2–9.6
9.0-9.3
9.2–9.6
9.0-9.3 9.2–9.6
9.2–9.6
9.0-9.3
D 9.0–9.6
O 8.0-8.5
Cat Cond, mS/cm < 0.3 < 0.2 < 0.3 < 0.2 < 0.2 < 0.2 < 0.15
Na, Cl, SO4 ppb < 5 < 2 < 3 < 2 < 2 < 2 < 2
Silica, ppb < 20 < 10 < 10 < 10 < 10 < 10 < 10
Fe, ppb @EI < 10 < 2 < 2 < 2 < 2 (1) < 2 < 2 (0.5)
Cu, ppb @EI < 10 < 2 < 2 < 2 < 2 < 2 < 2
Oxygen, ppb
@CPD < 20 < 10 < 10 < 10
Oxygen, ppb @EI
< 10 < 10 < 5 (< 2)
D 30-50
O 30 -
150
Reducing Agent yes no yes no
ORP, mV @DA In +/- 50
-300 to -
350
100 to
150
EPRI Guidelines
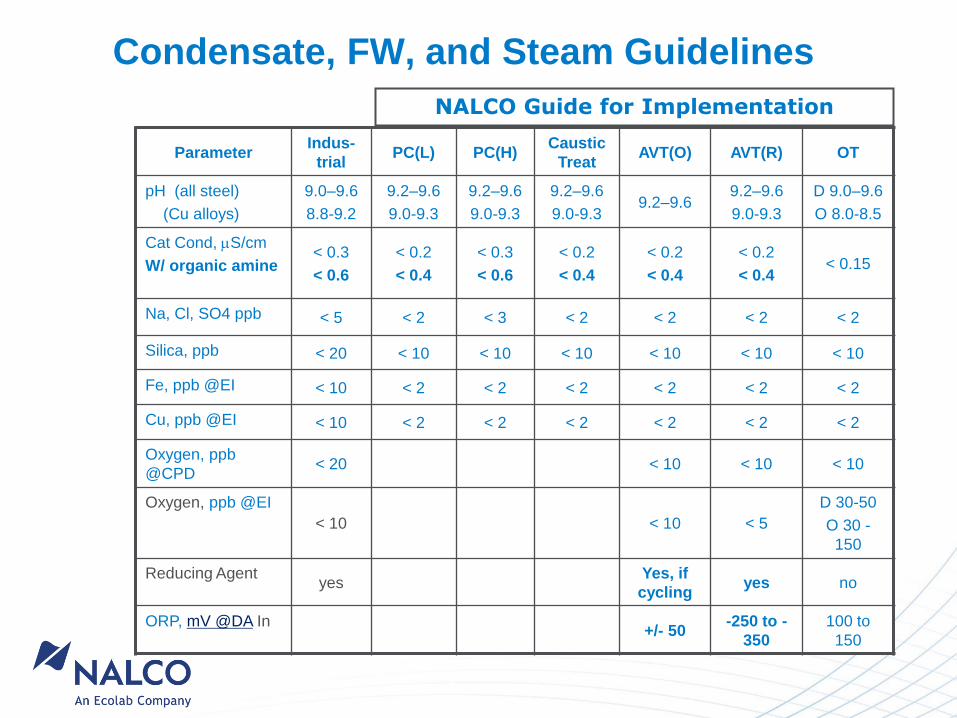
Condensate, FW, and Steam Guidelines
Parameter Indus-
trial PC(L) PC(H)
Caustic
Treat AVT(O) AVT(R) OT
pH (all steel)
(Cu alloys)
9.0–9.6
8.8-9.2
9.2–9.6
9.0-9.3
9.2–9.6
9.0-9.3
9.2–9.6
9.0-9.3 9.2–9.6
9.2–9.6
9.0-9.3
D 9.0–9.6
O 8.0-8.5
Cat Cond, mS/cm
W/ organic amine < 0.3
< 0.6
< 0.2
< 0.4
< 0.3
< 0.6
< 0.2
< 0.4
< 0.2
< 0.4
< 0.2
< 0.4 < 0.15
Na, Cl, SO4 ppb < 5 < 2 < 3 < 2 < 2 < 2 < 2
Silica, ppb < 20 < 10 < 10 < 10 < 10 < 10 < 10
Fe, ppb @EI < 10 < 2 < 2 < 2 < 2 < 2 < 2
Cu, ppb @EI < 10 < 2 < 2 < 2 < 2 < 2 < 2
Oxygen, ppb
@CPD < 20 < 10 < 10 < 10
Oxygen, ppb @EI
< 10 < 10 < 5
D 30-50
O 30 -
150
Reducing Agent yes
Yes, if
cycling yes no
ORP, mV @DA In +/- 50
-250 to -
350
100 to
150
NALCO Guide for Implementation

The Nalco Latest Technology to
Monitor/Control Corrosion Tendency of Feedwater Systems
What is ORP ?
Corrosion = REDOX Reactions
REDOX Reactions Electron Flow
Electron Flow = ORP (Oxidation Reduction Potential)
ORP = bulk FW corrosivity ORP indicates the potential of
bulk water to corrode
ORP provide the best way to control BFW corrosion stress
MAGNETITE
Fe
MAGNETITE
BLACK OXIDE
O2 OH-
Precipitation of Red Oxide H2
Fe2O3
Reduction of Oxygen (CATHODE)
Precipitation of Black Oxide (CATHODE)
Oxidation and Hydrolysis
Hydrolysis of Dissolved Iron
lowers pH
Acid Pit Solution with Lower Oxygen
Content
Oxidation of Iron ANODE
o
o
o
o
FeOH++ + Fe(OH)+2
e-
o
Fe3O4
H++FeOH+
Fe+2
Evolution of Hydrogen (CATHODE)
o RED OXIDE

Corrosion and corrosion product transport varies
significantly in condensate and feedwater systems.
Corrosion varies with:
Metallurgy
Flow velocity (FAC)
Temperature
pH
Dissolved oxygen
Conductivity
Stability of oxide layer / passivation
Corrosion product transport varies with:
Load / flow velocity
Expansion / contraction
Vibration
Base Load
Cycling Two Shifting
42
Monitor corrosion stress with
At Temperature ORP
(AT ORP)
Monitor corrosion product
transport with
Chemtrac Particle Monitor
Nalco, the logo, 3D TRASAR, and AT ORP are trademarks of Nalco Company.
Chemtrac is a trademark of Chemtrac Systems, Inc.

ORP1 and At Temperature ORP (AT ORP)
ORP correlates to the corrosion stress of the aqueous environment
More oxidizing - can be more corrosive
Potential difference between measuring and reference electrodes
More reducing – can be more passive
ORP is influenced by temperature, pH, O2, dissolved solids, etc.
RT ORP is measured on a cooled sample at room temperature.
AT ORP is measurement of ORP at the temperature and pressure of the condensate / feedwater system.
Greatly improves sensitivity and response. Allows AT ORP to be used for feedback control.
Development of AT ORP has been an industry goal.
Nalco is the first to develop a practical AT ORP system.
Developed by Dr. Peter Hicks of Nalco. Work began in 1992, commercial production from 2008.
Over 50 AT ORP units currently installed in Power plants globally.
43
1. ORP and Oxidation / Reduction Potential are used in this presentation to
have the same meaning as Redox Potential.
+
0
-
EPRI Cycle Chemistry Guidelines for Fossil Plants:
Phosphate Continuum and Caustic Treatment, Jan 2004,
Appendix B.
“Thus ORP should be used to control the oxidizing power of the feedwater in all-ferrous systems or, and more importantly, the reducing power of the feedwater in mixed-metallurgy feedwater systems.”
“The future direction should be to develop the technology to measure ORP in-situ in feedwater, and to extend the mixed-potential model for use at the elevated temperatures, where components are actually in contact with high temperature water, such as in the boiler.”
44
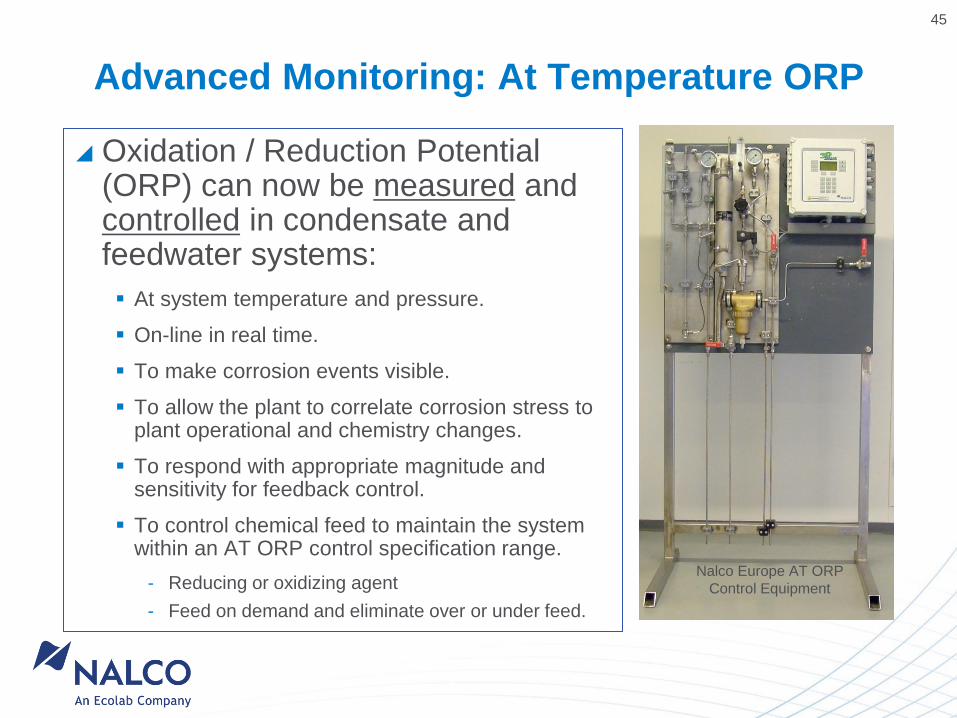
Advanced Monitoring: At Temperature ORP
Oxidation / Reduction Potential (ORP) can now be measured and controlled in condensate and feedwater systems:
At system temperature and pressure.
On-line in real time.
To make corrosion events visible.
To allow the plant to correlate corrosion stress to plant operational and chemistry changes.
To respond with appropriate magnitude and sensitivity for feedback control.
To control chemical feed to maintain the system within an AT ORP control specification range.
- Reducing or oxidizing agent
- Feed on demand and eliminate over or under feed.
45
Nalco Europe AT ORP
Control Equipment

Why is it important?
AT ORP can help the plant to maintain a more
consistent oxidation state on the metal surfaces.
Reduce condensate / feedwater system corrosion
Extend feedwater heater life
Reduce FAC in LP section of HRSGs
Reduce corrosion product deposition in boilers
Reduce boiler tube failures
Reduce boiler start up chemistry holds
Reduce frequency and duration of boiler chemical cleaning
Prevent turbine efficiency loss from deposition of corrosion products (Cu, Fe)
Lower heat rate, higher generation
46
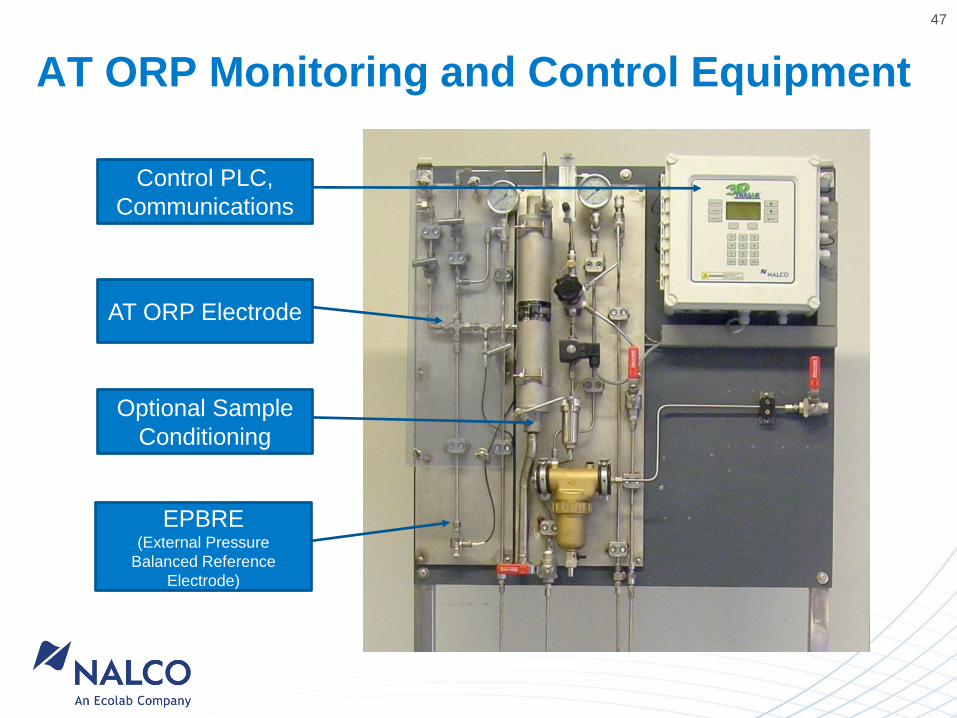
AT ORP Monitoring and Control Equipment
Control PLC,
Communications
AT ORP Electrode
Optional Sample
Conditioning
EPBRE (External Pressure
Balanced Reference
Electrode)
47

AT ORP Electrodes: Pt measuring electrode, Ag/AgCl Reference Electrode
Sensor design limits
133 bar, 260 oC
Sample: 250-500 ml/min
Typical install is after condensate heating, but before feedwater pump.
Installation (prioritized)
Deaerator inlet or LP drum inlet
Condensate after chemical feed
LP drum or other point of interest
Existing sample may be routed through AT ORP and then to:
Sample panel instruments
Sample conditioning and Particle Monitor or drain
48

Advanced Monitoring : Chemtrac® Particle Monitor
49
• Corrosion product released in “crud bursts”.
– Occur every time there’s a thermal,
chemical, or hydraulic shock to the system.
– Usually invisible, as not monitored on line.
• On-line monitoring makes visible
• Particle monitor helps to:
– Correlate crud bursts to specific events.
– Correlate particle counts to ppb iron levels.
– Correlate particle counts to AT ORP.
– Correlate to metal passivation over time.

Introducing:
Nalco Corrosion Stress Monitor

Nalco Corrosion Stress Monitoring (NCSM)
with @T ORP Technology

What Types of System Stresses NCSM
can address ?
Mechanical Dearator Performance
Pump Leaks
Operational Load changes
Startup and shutdown
Condensate flow
Makeup flow
Process leaks
Temperature
Chemical Dissolved oxygen
(All) Oxygen scavenger/ passivator dosage
pH
Condensate treatment recycle
NCSM

What Types of Corrosion
NCSM can Minimize ?
Oxygen Pitting Corrosion
Flow Accelerated Corrosion (FAC)

NCMS is superior to conventional
measurements
Feature NCSM Scavenger
Residual DO Test DO Monitor
Corrosion
Monitor RT ORP
Response
Time V. Fast Slow Slow Med Slow Slow
Sensitivity V. High Med Med Med Poor Low
Accuracy High Med Med High Poor Low
Precision High Med Med High Poor Low
Dosage
Control High Poor Poor Poor Poor Poor Corrosion
Control High Poor Poor Med Poor Poor
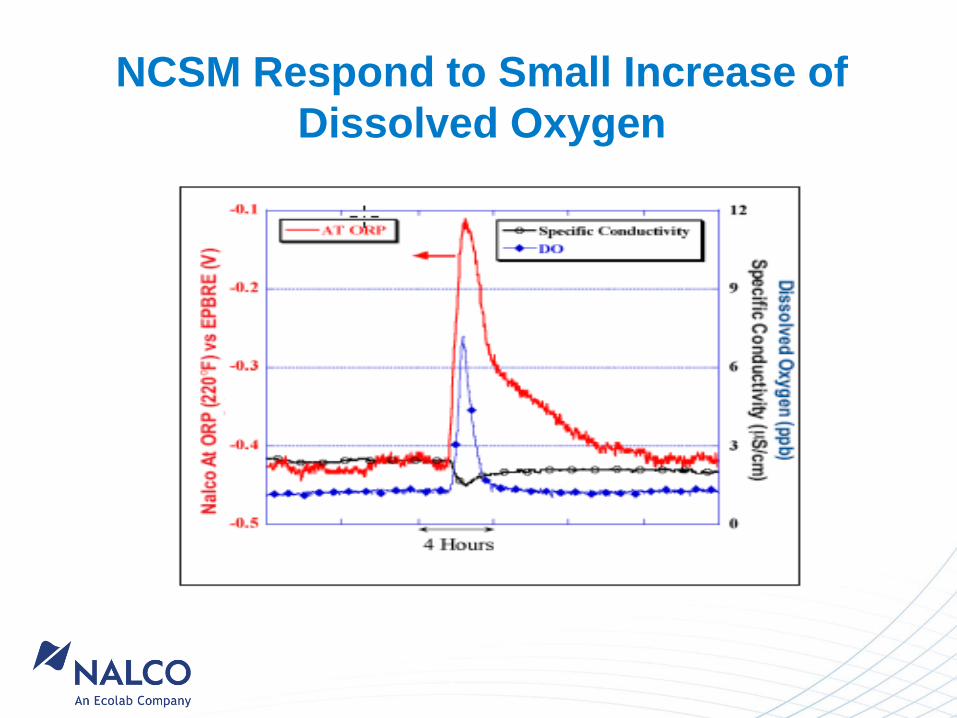
NCSM Respond to Small Increase of
Dissolved Oxygen
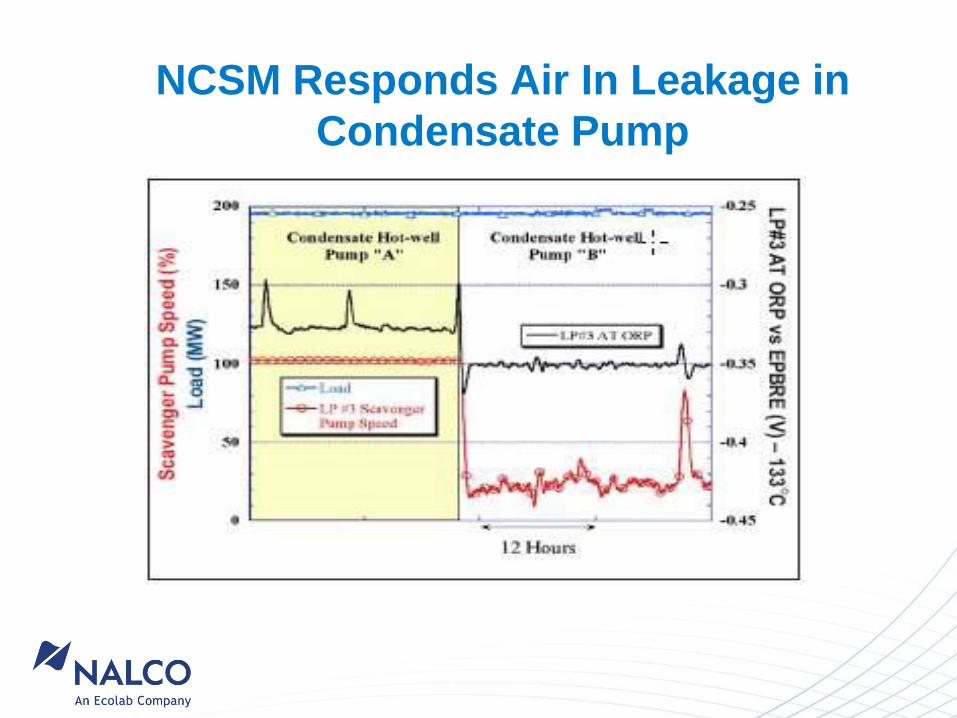
NCSM Responds Air In Leakage in
Condensate Pump
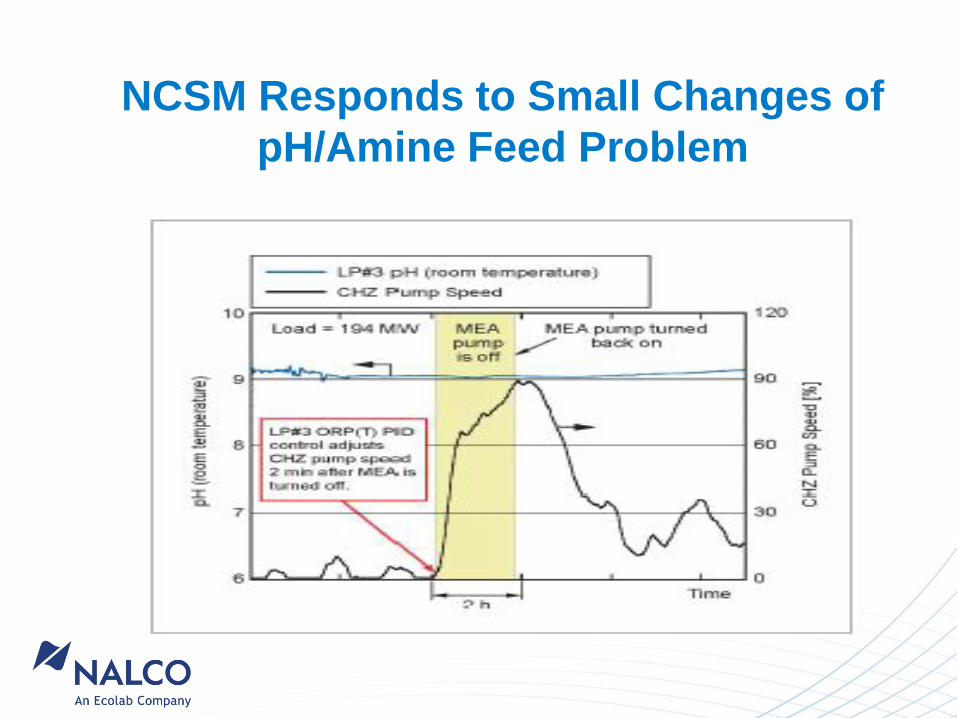
NCSM Responds to Small Changes of
pH/Amine Feed Problem
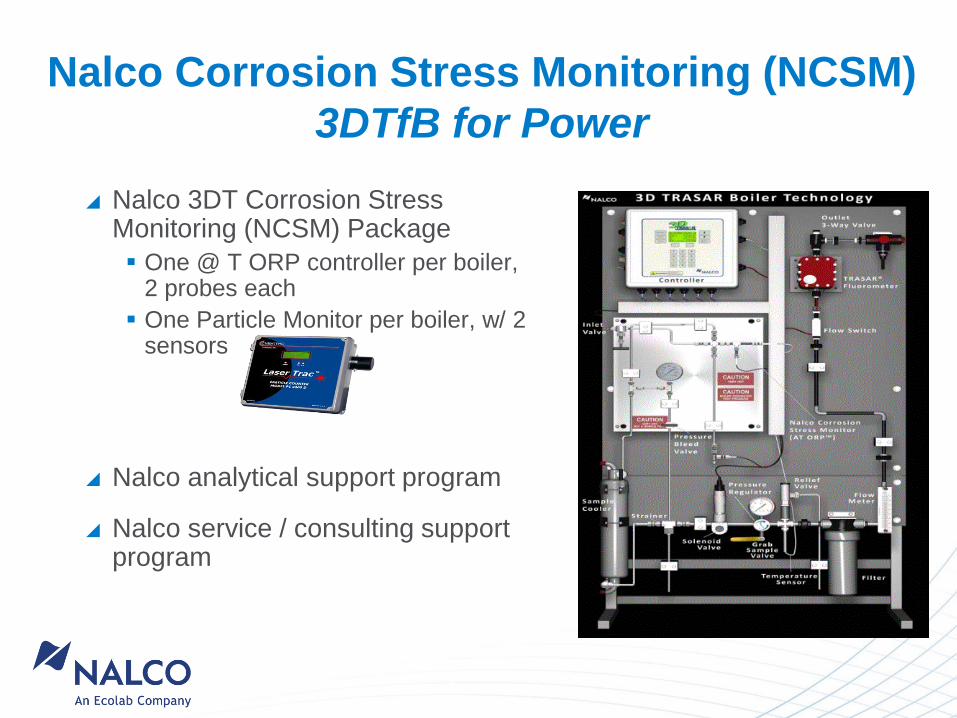
Nalco Corrosion Stress Monitoring (NCSM)
3DTfB for Power
Nalco 3DT Corrosion Stress Monitoring (NCSM) Package
One @ T ORP controller per boiler, 2 probes each
One Particle Monitor per boiler, w/ 2 sensors
Nalco analytical support program
Nalco service / consulting support program
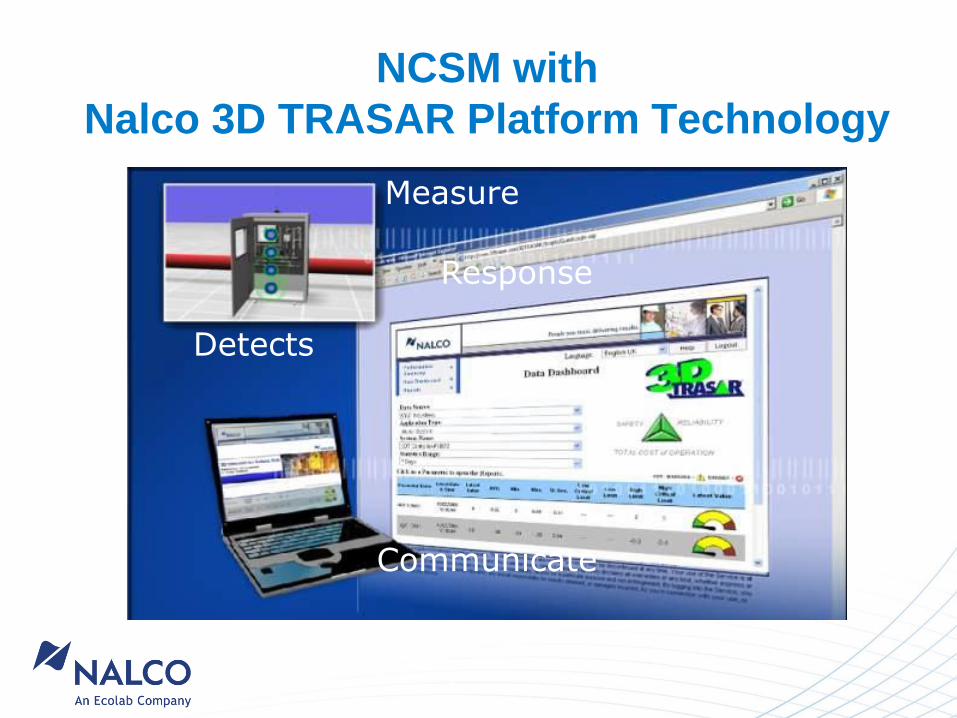
NCSM with
Nalco 3D TRASAR Platform Technology
Measure
Communicate
Detects
Response

Measure
Communicate
Detects
Response
NCSM with
Nalco 3D TRASAR Platform Technology
Control Your Boiler 24/7
from Anywhere ….

Thank You