Avis Technique 2/10-1429 Avis Technique non valide · avec montant MAESTRAL 1650 V3 267 x 1520 Pour...
59
Avis Technique 2/10-1429 Annule et remplace l’Avis Technique 2/06-1208 et son additif 2/06-1208*01 Add Bardage rapporté Built-up cladding Vorgehängte hinterlüftete Fassadenbekleidung Ne peuvent se prévaloir du présent Avis Technique que les productions certifiées, marque CERTIFIE CSTB CERTIFIED , dont la liste à jour est consultable sur Internet à l’adresse : www.cstb.fr rubrique : Evaluations Certification des produits et des services Eléments de terre cuite Piterak Titulaire : Société Terreal 15 rue Pagès FR-92158 Suresnes Cedex Tél. : 01 49 97 20 30 Fax : 01 49 97 20 56 Internet : www.terrealfacade.com Usine : Société Terreal FR-31250 Revel Distributeur : Société Terreal Avenue Normandie Niemen Antipolis – Bâtiment B – BP 13 FR-31700 Blagnac Tél. : 05 34 36 21 00 Fax : 05 34 36 21 01 Internet : www.terrealfacade.com Commission chargée de formuler des Avis Techniques (arrêté du 2 décembre 1969) Groupe Spécialisé n° 2 Constructions, façades et cloisons légères Vu pour enregistrement le 29 mars 2011 Secrétariat de la commission des Avis Techniques CSTB, 84 avenue Jean Jaurès, Champs sur Marne, FR-77447 Marne la Vallée Cedex 2 Tél. : 01 64 68 82 82 - Fax : 01 60 05 70 37 - Internet : www.cstb.fr Les Avis Techniques sont publiés par le Secrétariat des Avis Techniques, assuré par le CSTB. Les versions authentifiées sont disponibles gratuitement sur le site internet du CSTB (http://www.cstb.fr) © CSTB 2011 Remplacé le : 09/12/2014 par le n° 2/14-1658 Avis Technique non valide
Transcript of Avis Technique 2/10-1429 Avis Technique non valide · avec montant MAESTRAL 1650 V3 267 x 1520 Pour...

Avis Technique 2/10-1429 Annule et remplace l’Avis Technique 2/06-1208 et son additif 2/06-1208*01 Add
Bardage rapporté
Built-up cladding
Vorgehängte hinterlüftete Fassadenbekleidung
Ne peuvent se prévaloir du présent Avis Technique que les productions certifiées, marque CERTIFIECSTBCERTIFIED, dont la liste à jour est consultable sur Internet à l’adresse :
www.cstb.fr
rubrique :
Evaluations Certification des produits et des
services
Eléments de terre cuite
Piterak Titulaire : Société Terreal
15 rue Pagès FR-92158 Suresnes Cedex
Tél. : 01 49 97 20 30 Fax : 01 49 97 20 56 Internet : www.terrealfacade.com
Usine : Société Terreal FR-31250 Revel
Distributeur : Société Terreal Avenue Normandie Niemen Antipolis – Bâtiment B – BP 13 FR-31700 Blagnac
Tél. : 05 34 36 21 00 Fax : 05 34 36 21 01 Internet : www.terrealfacade.com
Commission chargée de formuler des Avis Techniques (arrêté du 2 décembre 1969) Groupe Spécialisé n° 2
Constructions, façades et cloisons légères
Vu pour enregistrement le 29 mars 2011
Secrétariat de la commission des Avis Techniques CSTB, 84 avenue Jean Jaurès, Champs sur Marne, FR-77447 Marne la Vallée Cedex 2 Tél. : 01 64 68 82 82 - Fax : 01 60 05 70 37 - Internet : www.cstb.fr
Les Avis Techniques sont publiés par le Secrétariat des Avis Techniques, assuré par le CSTB. Les versions authentifiées sont disponibles gratuitement sur le site internet du CSTB (http://www.cstb.fr) © CSTB 2011
Remplacé le : 09/12/2014 par le n° 2/14-1658
Avis
Tech
nique
non
valid
e

2 2/10-1429
Le Groupe Spécialisé n° 2 "Constructions, façades et cloisons légères" de la commission chargée de formuler les Avis Techniques a examiné le 28 septembre 2010, le procédé de bardage rapporté PITERAK présenté par la Société TERREAL. Il a formulé sur ce procédé l'Avis ci-après qui annule et remplace l’Avis Technique 2/06-1208 et son additif 2/06-1208*01 Add. Cet Avis ne vaut que pour les fabrications de bardeaux PITERAK bénéficiant d'un certificat CERTIFIECSTBCERTIFIED attaché à l'Avis, délivré par le CSTB. Cet Avis a été formulé pour les utilisations en France européenne.
1. Définition succincte du système
1.1 Description résumée Procédé de bardage rapporté à base d'éléments en terre cuite à double paroi, posés avec recouvrement à l'aide de pattes-agrafes non appa-rentes sur une ossature bois ou métallique solidarisée au gros-œuvre.
Caractéristiques générales • Dimensions des bardeaux (e x h x L en mm) :
- Hauteur 21,7 cm à 31,7 cm en épaisseur 4 cm
- Hauteur 22 cm à 32 cm pour les produits RDC Q4 en 7 cm
• Epaisseur des parois : 12 à 15 mm.
• Masse surfacique :
- de 56 à 57 kg/m² (pose courante)
- de 65 à 75 kg/m² (pour les produits RDC)
• Pose en disposition horizontale des bardeaux avec joints ouverts et filants verticalement.
• Coloris : rouge-orangé, rose, champagne, gris perle, brun chocolat et ébène, rouge, violine, gris foncé, beige Sahara
• Finition : lisse, sablée, rainurée.
1.2 Identification des bardeaux Le bardage rapporté PITERAK bénéficiant d'un certificat CERTIFIECSTBCERTIFIED est identifiable par un marquage conforme à l'an-nexe 3 du Règlement particulier de la Certification CERTIFIECSTBCERTIFIED rattaché à l'Avis Technique des produits de bardages rapportés, vê-tures, vêtages.
Le marquage est décrit au § 7 du Dossier Technique.
2. AVIS
2.1 Domaine d'emploi accepté • Mise en œuvre sur supports plans verticaux en maçonnerie enduite
ou en béton, neufs ou en service, aveugles ou percés de baies, si-tués en étages et à rez-de-chaussée de classe d’exposition Q3 ou Q4 conformément à la norme P 08-302 (cf. tableau 1 en fin de dossier).
• Exposition au vent correspondant à des pressions et dépressions admissibles sous vent normal de valeur maximale :
Bardeaux (H x L en mm)
Pressions ou dépressions en
Pa
Classement V
(217 à 257) X 1520 2200 V3
(267 à 307) x 1520 2450 V4
317 x 1520 2000 V3
267 x 1520 avec montant MAESTRAL 1650 V3
267 x 1520 Pour bardeau de remplacement
avec profilé d’angle 1485 V2
317 x 1520 Pour bardeau de remplacement 1249 V2
2.2 Appréciation sur le système
2.21 Aptitude à l'emploi
Stabilité Le bardage rapporté ne participe pas aux fonctions de transmission des charges, de contreventement, de résistance aux chocs de sécurité. Elles incombent à l'ouvrage qui le supporte.
La stabilité du bardage rapporté sur cet ouvrage est convenablement assurée dans le domaine d'emploi accepté.
Sécurité en cas d’incendie Le système ne fait pas obstacle au respect des prescriptions réglemen-taires. Les vérifications à effectuer (notamment quant à la règle dite du "C + D", y compris pour les bâtiments déjà en service) doivent prendre en compte la caractéristique suivante :
• Le classement de réaction au feu des bardeaux seuls est M0.
Stabilité en zones sismiques Le système de bardage rapporté peut être mis en œuvre strictement sur :
• Des parois béton verticales d’ouvrages de classes A, B, C ou D situées en zones sismiques Ia, Ib.
• Des parois béton verticales d’ouvrages de classes A et B situées en zone sismique II.
Les parois béton verticales d’ouvrages de classe C et D situées en zone sismique II ne sont pas admises.
Zones Classe d’ouvrages
A B C D
Ia ● ● ● ●
Ib ● ● ● ●
II ● ●
● Pose admise Pose non admise
Cette mise en œuvre est possible uniquement avec une ossature aluminium de conception bridée sous réserve de respecter les prescrip-tions de l’annexe A en fin du Dossier Technique.
Prévention des accidents lors de la mise en œuvre Elle peut être normalement assurée.
Isolation thermique Le procédé est susceptible de satisfaire aux exigences minimales de la réglementation en vigueur, applicables aux constructions neuves.
La satisfaction aux exigences est à justifier au cas par cas.
Eléments de calcul thermique En pose sur ossature bois, les éléments de calculs thermiques sont donnés dans le document « Règles générales de conception et de mise en œuvre de l'ossature bois et de l'isolation thermique des bardages rapportés faisant l'objet d'un Avis Technique » (Cahiers du CSTB 3316 et ses modificatifs 3422 et 3585-V2).
En pose sur ossature métallique, les éléments de calculs thermiques sont donnés dans le document « Conditions générales de conception et de mise en œuvre de l’ossature métallique et l’isolation thermique des bardages rapportés faisant l’objet d’un Avis Technique ou d’un constat de traditionalité » (Cahiers du CSTB 3194 et son modificatif 3586-V2).
Etanchéité A l'air : elle incombe à la paroi support.
A l'eau : elle est assurée de façon satisfaisante en partie courante par le recouvrement des joints horizontaux entre bardeaux adjacents, ainsi que par la nécessaire verticalité de l'ouvrage et la présence de la lame d'air ; et en points singuliers, par les profilés d'habillage.
Le système permet de réaliser des murs de type XIII au sens des "Conditions Générales d'emploi des systèmes d'isolation thermique par l'extérieur faisant l'objet d'un Avis Technique" (Cahier du CSTB 1833, Mars 1983), les parois supports devant satisfaire aux prescriptions des chapitres 2 et 4 de ce document.
Informations utiles complémentaires Un remplacement considéré comme facile requiert cependant que des bardeaux de remplacement soient approvisionnés lors du chantier.
La durabilité du gros-œuvre est améliorée par la mise en œuvre de ce bardage rapporté, notamment en cas d'isolation thermique associée.
Remplacé le : 09/12/2014 par le n° 2/14-1658

2/10-1429 3
En application des règles d'attribution définies dans le document "Clas-sement reVETIR des systèmes d'isolation thermique des façades par l'extérieur", le système est classé :
r2 e4 V*2à4 E3 T**1ou3 I4 R4
* V selon tableau du § 2.1
**T1ou3 : selon tableau 1 à la fin du Dossier Technique.
Le remplacement d'un bardeau accidenté indépendamment des bar-deaux adjacents est possible à partir d'un élément standard.
2.22 Durabilité
La durabilité propre des constituants du système et leur compatibilité permettent d'estimer que ce bardage rapporté présentera une durabili-té satisfaisante équivalente à celles des bardages traditionnels en éléments terre cuite.
2.23 Fabrication et contrôle La fabrication des éléments du bardage rapporté fait l'objet d'un auto-contrôle systématique régulièrement surveillé par le CSTB, permettant d'assurer une constance convenable de la qualité.
Le fabricant se prévalant du présent Avis Technique doit être en me-sure de produire un certificat CERTIFIECSTBCERTIFIED délivré par le CSTB, attestant que le produit est conforme à des caractéristiques décrites dans le référentiel de certification après évaluation selon les modalités de contrôle définies dans ce référentiel.
Les produits bénéficiant d’un certificat valide sont identifiables par la présence sur les éléments du logo CERTIFIECSTBCERTIFIED, suivi du numéro de marquage.
Les contrôles de réception et de fabrication des agrafes de fixation tels qu'ils sont effectués, sont de nature à assurer la constance de la quali-té.
La régularité, l'efficacité et les conclusions de l'autocontrôle de fabrica-tion des pattes agrafes sont vérifiées régulièrement par le CSTB.
2.24 Fourniture Les éléments fournis par la Société TERREAL comprennent les bar-deaux et éléments d’angle avec leurs agrafes de fixation et les profilés en aluminium.
Tous les autres éléments sont directement approvisionnés par l’entreprise de pose en conformité avec la description qui en est don-née dans le Dossier Technique.
2.25 Mise en œuvre Ce bardage rapporté se pose sans difficulté particulière, moyennant une reconnaissance préalable du support, un calepinage des bardeaux et profilés complémentaires, et le respect des conditions de pose (§ 2.3 du Cahier des Prescriptions Techniques).
La Société TERREAL apporte, sur demande de l'entreprise de pose, son assistance technique.
2.3 Cahier des Prescriptions Techniques
2.31 Conditions de conception
Fixations au gros-œuvre Les fixations à la structure porteuse doivent être choisies compte tenu des conditions d'exposition au vent et de leur valeur de résistance de calcul à l'arrachement dans le support considéré.
Dans le cas de supports en béton plein de granulats courants ou ma-çonneries, la résistance à l’état limite ultime des chevilles sera celle indiquée dans l’ATE ou l’Avis Technique.
Dans le cas de supports dont les caractéristiques sont inconnues, la résistance à l’état limite ultime des chevilles sera vérifiée par une reconnaissance préalable, conformément au document "Détermination sur chantier de la résistance à l’état limite ultime d’une fixation méca-nique de bardage rapporté" (Cahier du CSTB 1661-V2).
Ossature bois La pose de l'ossature bois et de l'isolation thermique sera conforme aux prescriptions du document « Règles générales de conception et de mise en œuvre de l'ossature bois et de l'isolation thermique des bar-dages rapportés faisant l'objet d'un Avis Technique » des Cahiers du CSTB 3316 et ses modificatifs 3422 et 3585-V2, renforcées par celles ci-après :
• La coplanéïté des montants devra être vérifiée entre montants adjacents avec un écart admissible maximal de 2 mm.
• L’humidité des chevrons devra être au plus de 18 % (en poids) au moment de la mise en œuvre.
• La résistance admissible de la patte aux charges verticales à prendre en compte doit être celle correspondant à une déformation sous charge égale à 1 mm.
Les chevrons bois seront de durabilité naturelle ou conférée de classe d’emploi 3 selon la norme NF EN 335 ou recouvert en face vue d’une bande EPDM ou PVC souple de largeur supérieure à celle de la face vue du chevron (10 mm de part et d’autre des flancs du chevron).
Ossature aluminium La mise en œuvre de l’ossature aluminium de conception bridée doit être conforme aux prescriptions du document "Règles générales de conception et de mise en œuvre de l'ossature métallique et de l'isola-tion thermique des bardages rapportés faisant l'objet d'un Avis Tech-nique" (Cahiers du CSTB 3194 et son modificatif 3586-V2) renforcées par celles-ci-après :
• La coplanéïté des montants devra être vérifiée entre profilés adja-cents avec un écart admissible maximal de 2 mm,
• La résistance admissible de la patte aux charges verticales à prendre en compte doit être celle correspondant à une déformation sous charge égale à 1 mm,
• Cas particulier de l’utilisation de profilés en T : afin d’éviter la stag-nation d’eau et masquer les extrémités des bardeaux, l’âme du T, support des bardeaux, doit se trouver en saillie par rapport au nu extérieur des bardeaux d’une valeur comprise entre 5 et 10 mm,
• Dans les configurations dissymétriques (angle, arrêt latéral, etc…), la valeur admissible maximale sous vent normal est de 1485 Pa (élément PITERAK de dimensions H x L : 267 x 1520 mm).
Cette ossature aluminium devra faire l’objet, pour chaque chantier, d’une note de calcul établie par l’entreprise de pose assistée, si néces-saire, par le titulaire la Société Terreal.
Pose directe sur le support En l’absence de dispositions particulières du marché, lors de la pose directe au support, la réception du gros-œuvre est réalisé en considé-rant que les défauts de planéité du support (désafleurements, ba-lèvres, bosses et irrégularités diverses) ne doivent pas être supérieurs à 5 mm sous la règle de 20 cm, et 1 cm sous la règle de 2 m. Ces dispositions seront décrites aux Documents Particuliers du Marché (DPM).
2.32 Conditions de mise en œuvre
Calepinage Le pontage des jonctions par les bardeaux, entre profilés porteurs est exclu.
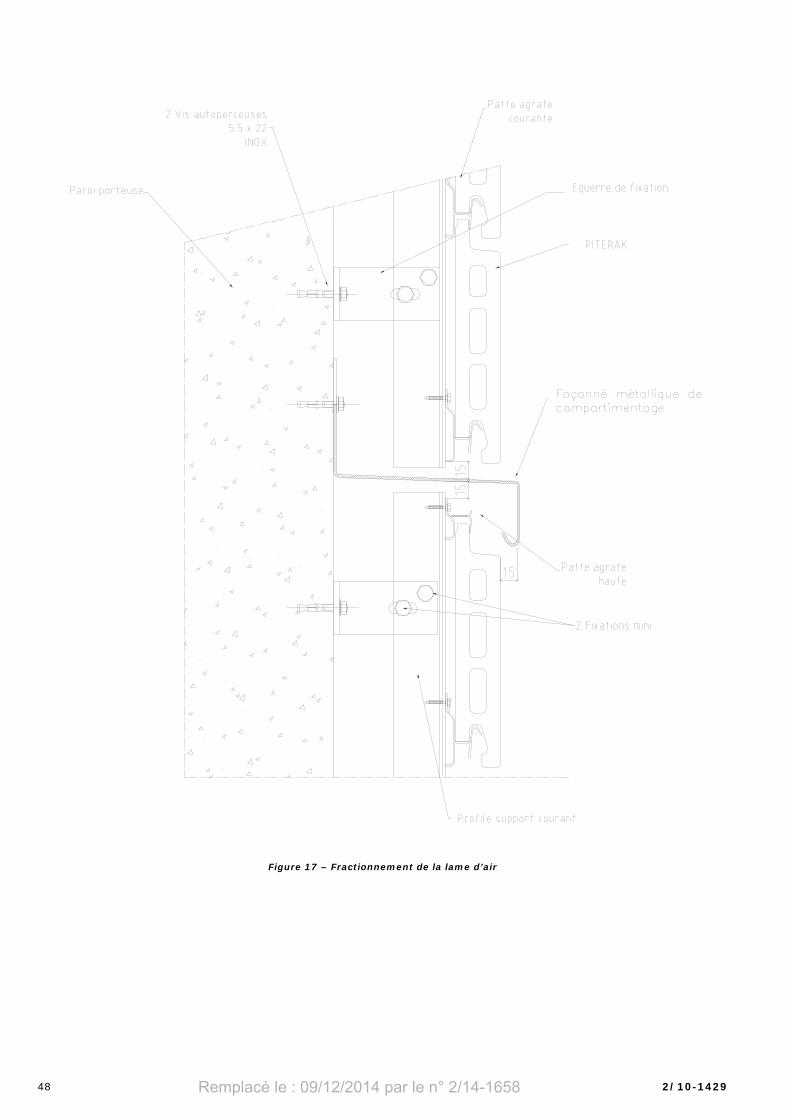
Compartimentage de la lame d'air Un compartimentage de la lame d'air doit être prévu en angle des façades adjacentes ; ce cloisonnement, réalisé en matériau durable (tôle d'acier galvanisé Z 275 ou d'aluminium par ex.) devra être propre, sur toute la hauteur du bardage, à s'opposer à un appel d'air latéral.
L'épaisseur de la lame d'air devra être au moins égale à 20 mm.
2.33 Pose en zones sismiques Les conditions de conception et de mise en œuvre en zones sismiques préconisées dans l’annexe A du Dossier Technique ont fait l’objet d’une validation en conformité avec le guide « Stabilité en zones sismiques » (Cahier du CSTB 3533-V2).
Les montants sont fractionnés au droit de chaque plancher.
Conclusions
Appréciation globale Pour les fabrications des éléments PITERAK bénéficiant d'un certifi-cat CERTIFIECSTBCERTIFIED délivré par le CSTB, l'utilisation du système dans le domaine proposé est appréciée favorablement.
Validité Jusqu'au 30 septembre 2014
Pour le Groupe Spécialisé n° 2 Le Président M. KRIMM
Remplacé le : 09/12/2014 par le n° 2/14-1658

4 2/10-1429
3. Remarques complémentaires du Groupe Spécialisé
Cette 3ème révision intègre les modifications suivantes :
• Ajout du bardeau PITERAK RDC30 : 320 mm hors tout x 7mm d’épaisseur x 1500 mm,
• Ajout des ossatures bois et acier.
Une attention particulière doit être apportée vis-à-vis du dimension-nement de l'ossature support des bardeaux, notamment pour les pattes-équerres et les chevilles de fixation au gros-œuvre, compte tenu de la masse surfacique importante de ce bardage (≈ 60 kg/m²), et surtout en cas de forte épaisseur d'isolant thermique associé.
Concernant la tenue au vent, les valeurs admissibles annoncées vis-à-vis des effets de la pression et de la dépression tiennent compte d’un coefficient de sécurité pris égal à 3,5 sur la valeur de ruine, laquelle s’est traduite par ouverture des agrafes et échappement des bardeaux.
Cet Avis Technique est assujetti à une certification de produit CERTIFIECSTBCERTIFIED portant sur les bardeaux PITERAK.
Le Rapporteur du Groupe Spécialisé n° 2 M. COSSAVELLA
Remplacé le : 09/12/2014 par le n° 2/14-1658

2/10-1429 5
Dossier Technique établi par le demandeur
A. Description
1. Principe Le PITERAK est un système de bardage rapporté à base de bardeaux de terre cuite alvéolés de grandes dimensions, disposés horizontale-ment et maintenus en leur extrémité par des pattes-agrafes en acier inoxydable fixées sur des chevrons ou profilés métalliques supports solidarisés au gros-œuvre.
Une isolation complémentaire est, le plus souvent, disposée entre le gros-œuvre et le bardage rapporté. Cette isolation est ventilée par une lame d’air circulant entre l’isolant et l’arrière des bardeaux.
2. Matériaux • Terre cuite pour la fabrication des bardeaux.
• Solution de traitement d’hydrofugation pour le traitement de surface des bardeaux, appliquée en usine après cuisson.
• Pattes-agrafes en acier inoxydable nuance X5 Cr Ni 18-10 (1.4301) selon la norme EN 10088.
• Mousse en polyéthylène à cellule fermée.
• Profilés support extrudé en alliage d’aluminium EN AW 6060 état T5 selon la norme NF EN 755.
• Vis en acier inoxydable nuance A2 à sous tête plate.
• Profilés d’habillage métallique.
• Isolant certifié ACERMI conforme aux Cahiers du CSTB 3585-V2 et 3586-V2.
3. Eléments
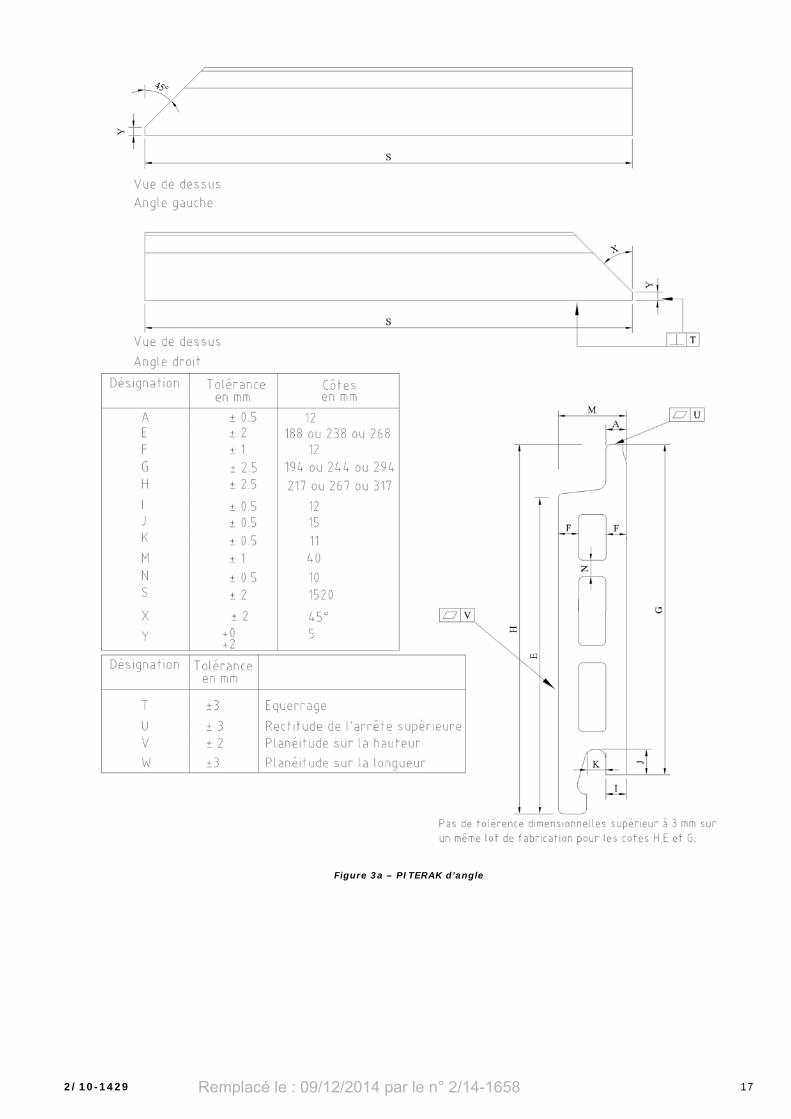
3.1 PITERAK courant et d’angle (cf. fig. 1 à 3) Les éléments PITERAK sont des bardeaux d’épaisseur 4 ou 7 cm (pour les utilisations en rez-de-chaussée nécessitant une performance Q4) et de longueur maximale 152 cm et de longueur de mise en œuvre mini-male 30 cm. Ils sont proposés en 5 hauteurs :
• Hauteur 21,7 cm à 31,7 cm (cf. fig. 1a),
• Hauteur 22 à 32 cm RDC
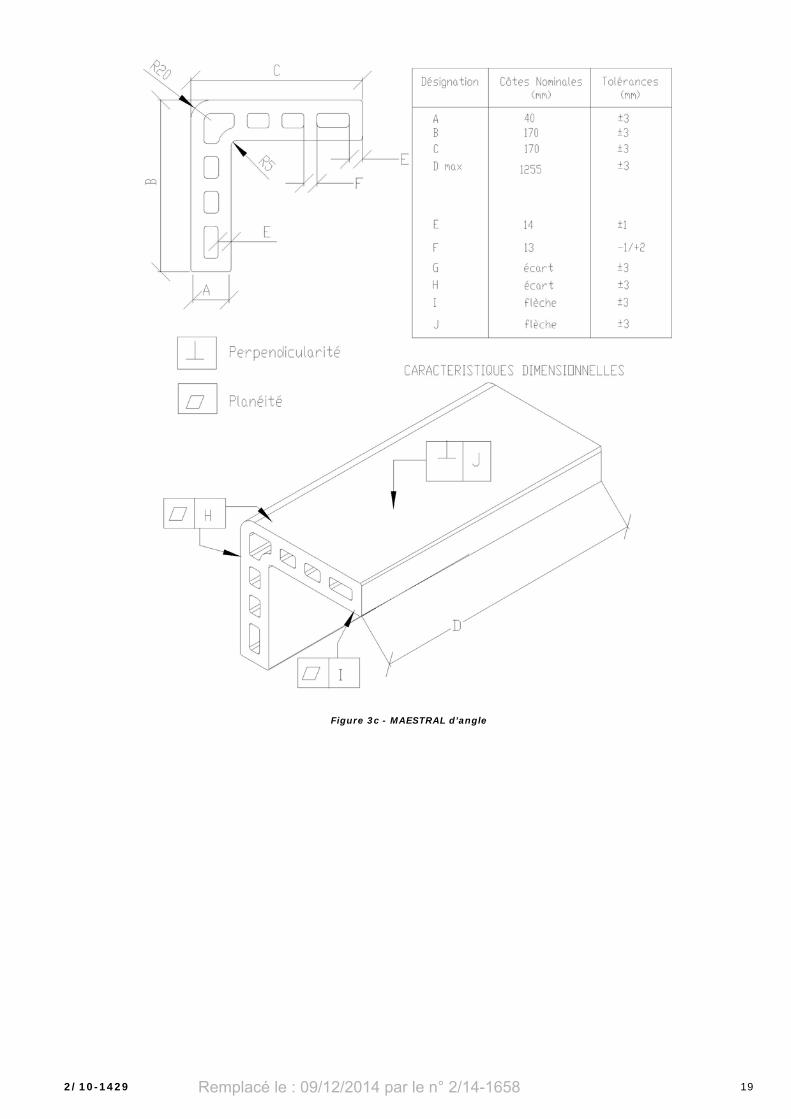
Des PITERAK d’angle (droit et gauche) sont fabriqués par sciage à 45° dans le sens de la hauteur des extrémités (cf. fig. 3a). D’autre part des MAESTRAL d’angle sont fabriqués avec un angle de 90 (cf. fig. 3b).
Caractéristiques Les bardeaux répondent aux spécifications des normes NF EN ISO 10 545 et NF EN 539-2.
Caractéristiques dimensionnelles, d’aspect et de pose listées dans les tableaux 2 et 3 en fin de dossier.
Autres caractéristiques • Résistance à la flexion après gel/dégel suivant norme EN 539-2
Méthode C (méthode alternative vide 500mm Hg 50 cycles) > 250 daN
• Pas d’efflorescences persistantes,
• Absorption d’eau comprise entre 7 et 13 %,
• Dilatation à l’humidité < 1,6 mm/m,
• Pas d’éclatement de grains > 10 mm,
• Pas de fissures en face parement,
• Pas de fissures > 15 mm en face arrière,
• Pas d’épaufrures > 1 cm² en face parement.
3.2 Pattes-agrafes (cf. fig. 4.1 à 4.3) Dénommées simplement agrafes dans la suite du texte, elles sont de 3 types, l’une pour la partie courante (cf. fig. 4.1), l’autre en arrêt haut ou pour la procédure de remplacement (cf. fig. 4.2) et une pour les angles réalisés avec des MAESTRAL d’angle (cf. fig. 4.3).
Ces agrafes, commercialisées par la Société TERREAL, sont réalisées en acier inoxydable, nuance X5CrNi 18-10, et ont une épaisseur de 15/10ème mm.
Les agrafes sont réalisées par pliage d’une feuille en inox, préalable-ment embouties par un outillage spécifique.
Agrafe courante L’agrafe courante (cf. fig. 4.1), de hauteur 65 mm et de largeur 75 mm, est constituée :
• En partie haute, d’une platine de dimensions 15 x 75 mm munie de 4 trous de diamètre 5,5 mm permettant la fixation de l’agrafe sur les montants verticaux à la fois pour la fixation de la partie droite et de la partie gauche du bardeau PITERAK.
• En partie intermédiaire, d’un élément saillant recourbé vers le haut de dimension 15 x 52 mm et de forme prévue pour s’emboîter dans la gorge en forme de V de la partie femelle inférieure du bardeau PITERAK.
• En partie inférieure, d’une languette repliée vers le bas de dimen-sions 15 x 19 mm qui permet l’accrochage et la tenue du bardeau PITERAK par emboîtement de sa partie mâle supérieure dans l’espace de 11,2 mm de large entre cette languette et le corps de l’agrafe.
Agrafe haute L’agrafe haute (cf. fig. 4.2), de hauteur 36,5 mm et de largeur 75 mm, est constituée :
• En partie haute, d’une platine de dimension 16,5 x 75 mm munie de 4 trous de diamètre 5,5 mm permettant la fixation de l’agrafe sur les montants verticaux à la fois en partie droite et en partie gauche du bardeau PITERAK.
• En partie inférieure, d’une languette repliée vers le bas de dimen-sion 16 x 16 mm qui permet l’accrochage et la tenue du bardeau PITERAK par emboîtement de sa partie supérieure dans l’espace de 11 mm de large entre cette languette et le corps de l’agrafe.
L’agrafe haute est également utilisée pour le remplacement des élé-ments (cf. § 9.2).
Agrafe d’angle L’agrafe d’angle (cf. fig. 4.3), de hauteur 85 mm et de largeur 28 mm, est constituée :
• En partie haute, d’une platine de dimension 55 x 28 mm munie de 4 trous de diamètre 6 mm permettant la fixation de l’agrafe d’angle sur les agrafes courantes.
• En partie intermédiaire, d’un élément recourbé vers le haut de dimension 28 x 30 mm et de forme prévue pour s’emboîter dans les alvéoles du MAESTRAL supérieur, et d’une mousse polyéthylène à cellule fermée.
• En partie basse, d’un élément recourbé vers le bas de dimension 30 x 28 mm et de forme prévue pour s’emboîter dans les alvéoles du MAESTRAL inférieur, et d’une mousse polyéthylène à cellule fer-mée.
3.3 Profilés supports (cf. fig. 5.1 à 5.6)
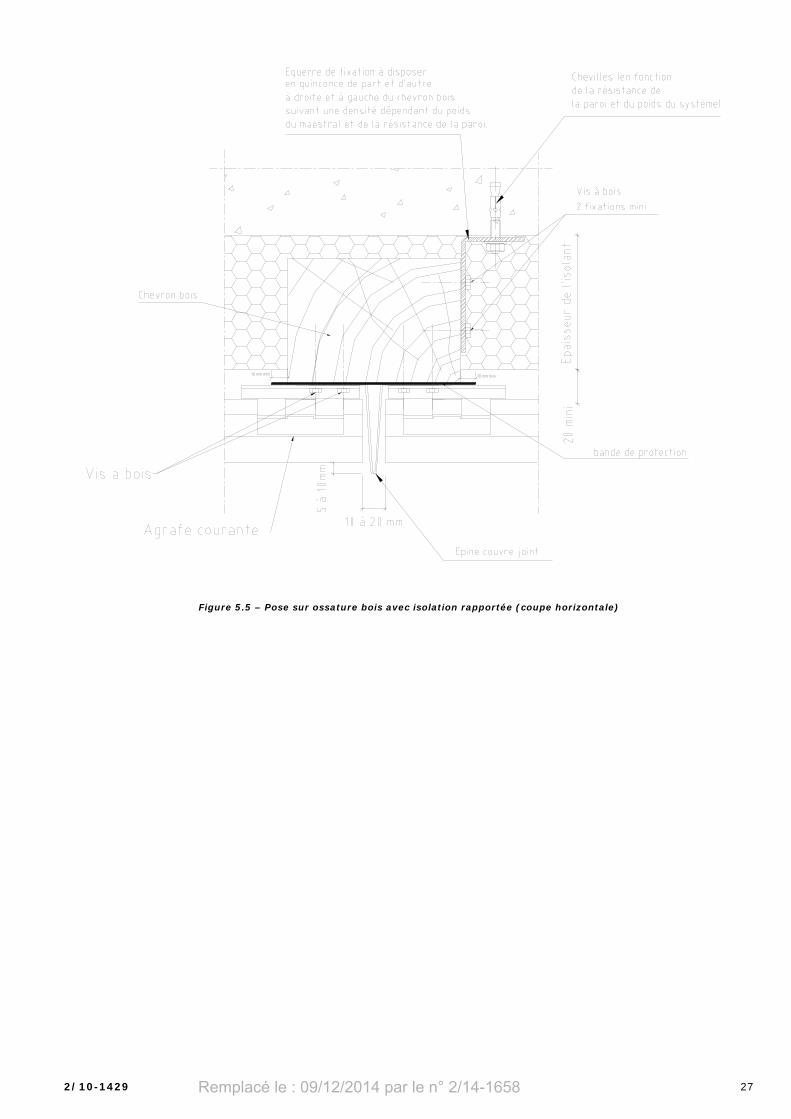
3.31 Ossature bois (cf. fig. 5.5) Elle doit être conforme aux Cahiers du CSTB 3316 et ses modificatifs 3422 et 3585-V2.
La largeur vue (L) des chevrons dépend de la largeur (X) choisie à la base du "V" de l'épine couvre-joint telle que L mini = X + 57 mm
Ces valeurs tiennent compte :
• D'une garde minimale de vissage au bord du chevron de 3 x 5,5 = 16,5 mm
• D'une tolérance de positionnement de + 2 mm entre les axes de symétrie verticaux respectifs du chevron et de l'épine couvre-joint
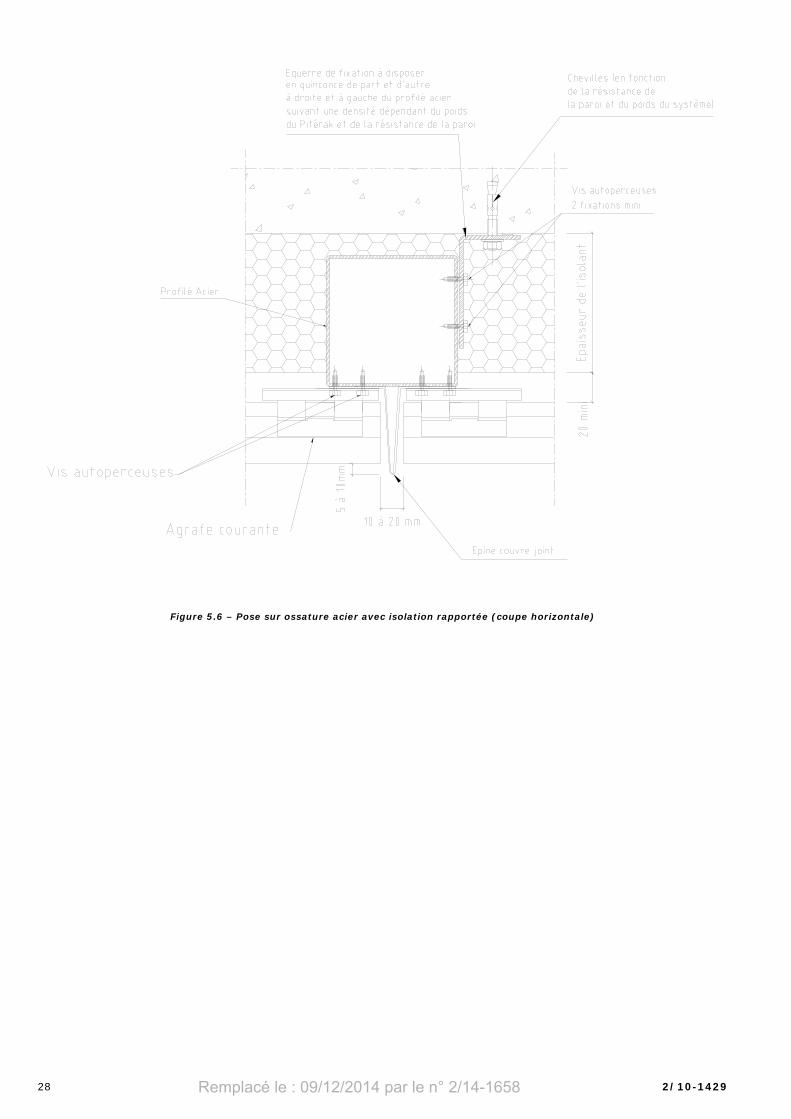
3.32 Ossature métallique (cf. fig. 5.6) L'ossature métallique de conception bridée doit être conforme aux prescriptions du document (Cahiers du CSTB 3194 et son modificatif 3586-V2).
Les composants de l’ossature métallique peuvent être en acier galvani-sé ou en alliage d’aluminium.
Il existe plusieurs profilés permettant soit une utilisation en pose directe sur le gros-œuvre ou sur ossature permettant une isolation.
Pose directe sur le gros-œuvre
• Profilé oméga en acier galvanisé au moins Z 275, d'épaisseur mini-male 20/10ème mm. En l’absence d’épine couvre-joint, ce profilé doit être considéré comme étant en atmosphère extérieure directe.
• Profilé extrudé en alliage d'aluminium EN AW 6060 T6. Il est prévu des profilés pour les parties courantes et des profilés permettant les arrêts latéraux (cf. fig. 5.3 et 5.3 bis).
Remplacé le : 09/12/2014 par le n° 2/14-1658

6 2/10-1429
Pose avec isolation
• Profilé de section rectangulaire, T, L ou U en acier galvanisé au moins Z 275, d’épaisseur minimale de 20/10ème mm. En l’absence d’épine couvre-joint, ce profilé doit être considéré comme étant en atmosphère extérieure directe (cf. fig. 5.6).
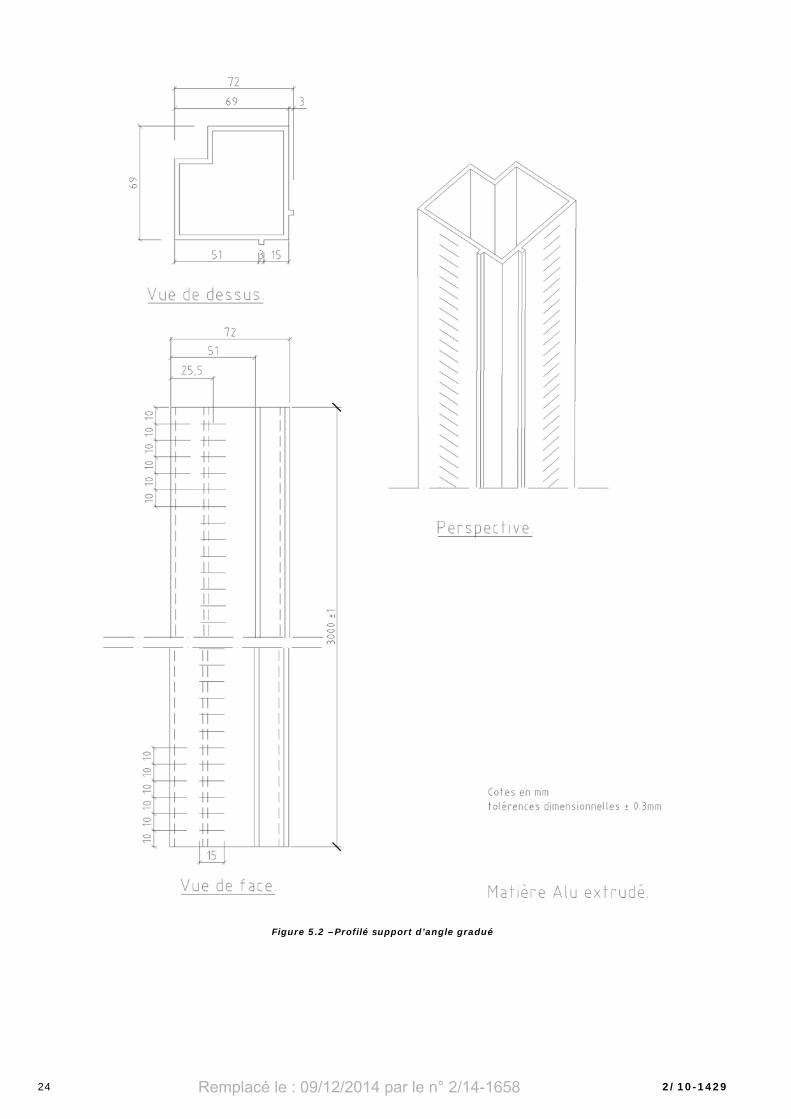
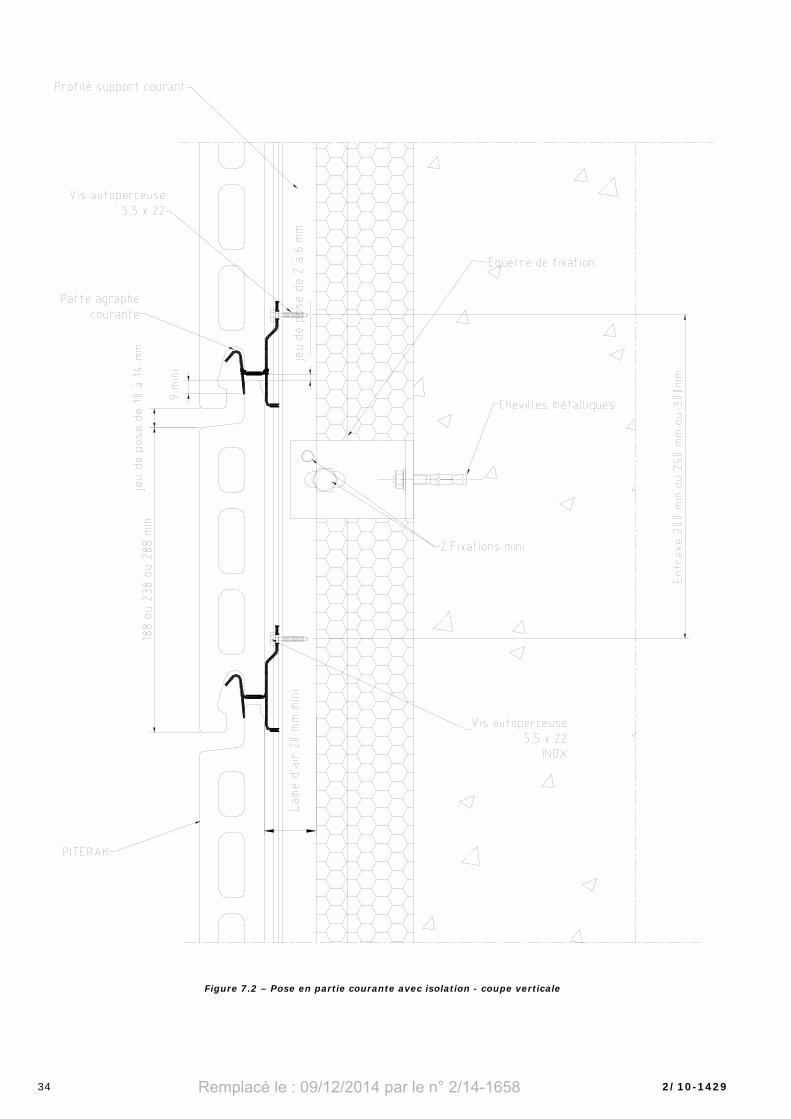
• Profilé extrudé en alliage d'aluminium EN AW 6060 T6. Les profilés sont de deux types, le profilé courant (cf. fig. 5.1) pour la pose des PITERAK courant, et le profilé d’angle (cf. fig. 5.2) pour la pose des PITERAK d’angle. Ils constituent les supports intermé-diaires sur lesquels sont agrafés les PITERAK et permettent, par leur forme drainante, l’évacuation de l’eau. Ces profilés, commercialisés par la Société TERREAL en hauteur 3 m et épaisseur 3 mm, sont réalisés en aluminium brut nuance EN AW 6060 état T6 selon la norme NF EN 755-2. Ils sont gradués tous les 10 mm pour faciliter le réglage des niveaux à la pose et la mise en œuvre des PITERAK. Ils présentent une barrette sur toute la hauteur permettant un calage parfait des agrafes. Le profilé courant a une section en forme de U de dimension 146 x 46 mm. Le profilé d’angle a une section en forme de carré de di-mensions 69 x 69 mm.
D’autres types de profilés commercialisés par la Société TERREAL existent (cf. fig. 5.4). Ces profilés extrudés sont en alliage d’aluminium nuance EN AW 6060 état T6 selon la norme NF EN 755-2.
3.4 Fixations Fixation des agrafes supports de bardeaux :
• Sur ossature bois : vis à sous-tête plate en acier inoxydable A2 ∅ 5 x 55 mm dont la résistance caractéristique PK à l’arrachement, dé-terminée conformément à la norme NF P 30-310 est au moins égale à 1500 N, pour une profondeur d’enfoncement de 50 mm.
• Sur ossature métallique (alu ou acier) : vis à sous-tête plate en acier inoxydable A2 autoperceuses ∅ 5,5 x 22 mm dont la résistance caractéristique PK à l’arrachement, déterminée conformément à la norme NF P 30-310 est au moins égale à 1500 N, pour un support en acier galvanisé d’épaisseur 20/10ème mm ou en aluminium d’épaisseur 25/10ème mm.
4. Fabrication
4.1 Fabrication des PITERAK et du MAESTRAL d’angle
La fabrication des PITERAK et du MAESTRAL d’angle est réalisée à l’usine de Revel (31250 REVEL).
4.11 Matières premières Les argiles de base proviennent de ou sont élaborées à la carrière de ST PAPOUL, à une dizaine de kilomètres au nord de Castelnaudary. Suivant les coloris, des argiles provenant des gisements d’Espagne et de la Creuse sont utilisées.
Le matériau dégraissant est un sable élaboré sur la carrière de St PAPOUL, à partir de déchets de terre cuite broyés à une granulométrie inférieure à 0,8 mm. Le sable ainsi obtenu est stocké sous hangar, puis repris en fonction des besoins de l’usine.
Les argiles sont versées dans des trémies de réception différentes munies de brises mottes. A la sortie de ces trémies, ils sont convoyés par tapis, vers le poste de broyage entièrement automatisé. Finement broyés, les différents matériaux sont ensilés séparément. A la base des silos, des distributeurs à palettes dosent les différents matériaux pour un mélange demandé et les déversent sur le tapis collecteur qui les achemine vers le poste de fabrication.
4.12 Processus de fabrication • Broyage (broyeur pendulaire) afin de restituer des argiles de bases
sèches les plus fines possibles,
- ajout de dégraissant à granulométrie contrôlée,
- ajout éventuel de DOLOMIE, de FELDSPATH et de CARBONATE DE BARYUM ou de TENNISOL,
- mélange des matériaux réalisés par pesée électronique.
• Mouillage du mélange,
• Moulage et extrusion par filage de la pâte argileuse (contrôle de la pression de filage et de l’humidité),
• Les produits sont découpés et manutentionnés pour entrer dans le séchoir à chambres, (fonctionnement contrôlé par automate),
• A la sortie du séchoir, les produits sont empilés sur des wagons,
• Les produits sont cuits dans des fours intermittents (4) dont le fonctionnement est entièrement contrôlé par automate (durée du cycle de cuisson 28 heures environ),
• Après cuisson, les produits sont dépilés et convoyés sur une ligne où un traitement de surface est appliqué par pulvérisation,
• Après traitement de surface, les produits sont convoyés vers une aire de stockage où ils seront sciés et conditionnés,
4.2 Fabrication des agrafes Les agrafes sont fabriquées par des sous-traitants suivant le cahier des charges et le plan de contrôle établis par TERREAL à partir d’acier d’épaisseur 15/10ème mm (acier austénitique au chrome nickel nuance : X5 Cr Ni 18-10 (n°14301).
4.3 Fabrication des profilés Les profilés d’ossature sont fabriqués par des sous-traitants suivant le Cahier des charges et le plan de contrôle établis par TERREAL à partir d’aluminium EN AW 6060 T6.
5. Contrôle de fabrication Les contrôles de fabrication sont définis au tableau 4 en fin de dossier.
6. Fournitures Les éléments fournis par la Société TERREAL comprennent les PITERAK (courant, d’angle et MAESTRAL d’angle), les agrafes et les profilés supports en aluminium.
Tous les autres éléments, à savoir les fixations, les plaques d’isolants et les profilés d’habillage en tôle pliée sont directement approvisionnés par le poseur, en conformité avec la description qui en est donnée dans le présent document.
7. Identification Le bardage rapporté PITERAK bénéficiant d'un certificat CERTIFIECSTBCERTIFIED sont identifiables par un marquage conforme au § 6.3 du chapitre 1 des « Exigences particulières de la Certification CERTIFIECSTBCERTIFIED des bardages rapportés, vêtures et vêtages, et des habillages de sous-toiture » et comprenant notamment :
Sur le produit • Le logo CERTIFIECSTBCERTIFIED,
• Le numéro d’usine et le numéro de produit,
• Le repère d’identification du lot de la fabrication
Sur les palettes • Le nom du fabricant, une identification de l’usine de production,
• L’appellation commerciale du système et l’appellation commerciale du produit,
• Le numéro de l’Avis Technique pour lequel le produit certifié est approprié.
8. Mise en œuvre
8.1 Organisation de la mise en œuvre La Société TERREAL ne pose pas elle-même. Elle dispose toutefois d’un service technique qui peut apporter, à la demande de l’entreprise de pose, une assistance technique, tant au niveau de l’étude d’un projet, qu’au stade du démarrage de son exécution.
8.2 Domaine d’emploi Le système est applicable sur des supports plans et verticaux, aveugles ou comportant des baies, réalisés :
• En béton plein de granulats courants,
• En maçonneries traditionnelles enduites.
8.3 Principes généraux de pose
8.31 Calepinage L’établissement préalable d’un calepinage est préconisé afin de locali-ser les points singuliers et d’identifier les zones de découpes. La trame de calepinage dépend de la valeur du joint vertical libre (entre 2 PITERAK) retenu par les bureaux d’études et les architectes, variable de 10 à 20 mm.
La valeur du joint horizontal entre PITERAK, réglée par le calepinage suivant :
• 20 cm pour le PITERAK de 21,7 cm,
• 25 cm pour le PITERAK de 26,7 cm,
• 30 cm pour le PITERAK de 31,7 cm,
est comprise entre 10 et 14 mm.
8.32 Découpe des PITERAK L’entreprise devra être munie d’une table de sciage à eau et être équipée d’un disque de sciage pour matériau céramique. Suivant le calepinage, les PITERAK ne peuvent être sciés que perpendiculaire-ment à la longueur.
Remplacé le : 09/12/2014 par le n° 2/14-1658
2/10-1429 7
8.33 Montants supports Les montants supports recevant les PITERAK munis de leurs agrafes peuvent être de différentes natures et géométries (cf. § 5.1 à 5.6). Les sections de ces montants supports sont à définir en fonction des diffé-rentes charges spécifiques à chaque chantier.
Ossature bois La mise en œuvre de l’ossature bois et de l’isolation thermique seront conformes aux prescriptions des Cahiers du CSTB 3316 et ses modifi-catifs 3422 et 3585-V2, renforcées par celles ci-après :
• La coplanéïté des montants devra être vérifiée entre montants adjacents avec un écart admissible maximal de 2 mm.
• L’humidité des chevrons devra être au plus de 18 % (en poids) au moment de la mise en œuvre.
• La résistance admissible de la patte aux charges verticales à prendre en compte doit être celle correspondant à une déformation sous charge égale à 1 mm.
• La protection à l’eau n’étant pas convenablement assurée par l’épine couvre-joint, le chevron bois sera de durabilité naturelle ou conférée de classe d’emploi 3 selon la norme NF EN 335 ou recouvert en face vue d’une bande EPDM ou PVC souple de largeur supérieure à celle de la face vue du chevron.
Ossature métallique La mise en œuvre de l’ossature métallique et de l’isolation thermique seront conformes aux prescriptions des Cahiers du CSTB 3194 et son modificatif 3586-V2, renforcées par celle ci-après :
• La coplanéïté des montants doit être vérifiée entre montants adja-cents avec un écart admissible maximal de 2 mm,
• La résistance admissible de la patte aux charges verticales à prendre en compte doit être celle correspondant à une déformation sous charge égale à 1 mm.
8.34 Fixation des profilés supports à la paroi Il est impératif que l’entreprise de pose prévoie le mode de fixation des profilés supports en fonction du type de mur ou d’ossature (élé-ment creux, plein, neuf, ancien…), de façon à déterminer avec le fabricant de fixation retenu :
• Le type de fixation adaptée.
• L’entraxe de fixation des profilés supports en tenant compte du poids du système PITERAK, des effets de vent du site, de la résis-tance admissible à l’arrachement des fixations.
• Lors de la pose directe au support, les défauts de planéité du sup-port (désafleurements, balèvres, bosses et irrégularités diverses) ne doivent pas être supérieurs à 5 mm sous la règle de 20 cm, et 1 cm sous la règle de 2 m. Pour les supports qui n’y satisfont pas d’origine, cette condition doit être réalisée par une préparation adaptée (ponçage, piquage, ragréage…).
8.4 Pose de PITERAK en partie courante (cf. fig. 6.1 à 7.2)
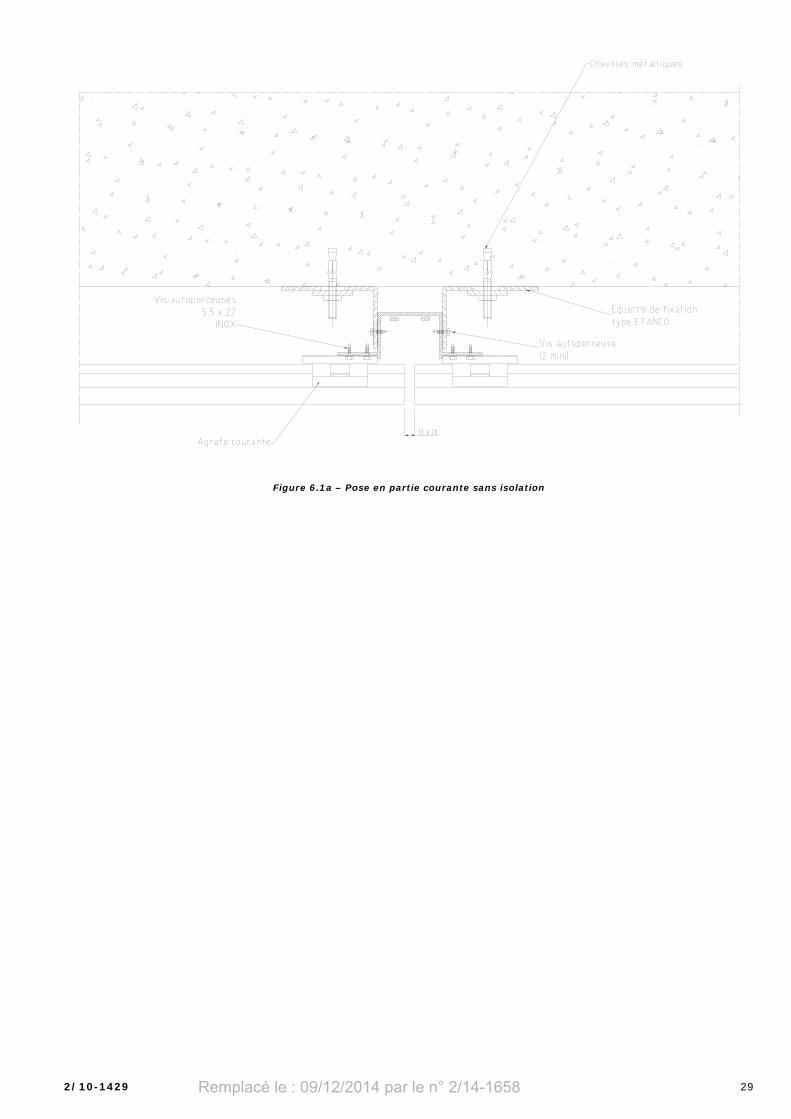
8.41 Utilisation des profilés aluminium striés Les PITERAK sont fixés aux profilés supports à l’aide d’agrafes. Les PITERAK sont mis en place en emboîtant l’agrafe, préalablement fixée au profilé, dans la gorge de la partie inférieure femelle du PITERAK. Afin de prendre toute précaution de sécurité, cette opération doit être réalisée à 2 personnes. Deux agrafes sont insérées de part et d’autre du PITERAK dans sa partie supérieure mâle. Les deux agrafes sont ensuite fixées aux profilés supports à l’aide de vis autoperceuses Ø 5,5 x 22 mm à sous-tête plate (2 vis par agrafe). La graduation tous les 10 mm des profilés supports permet d’avoir un guide de fixation de ces agrafes et évite le tracé horizontal correspondant à l’implantation des agrafes (espacement entre chaque agrafe de 20 cm pour le PITERAK de 21,7 cm, de 25 cm pour le PITERAK de 26,7 cm et de 30 cm pour le PITERAK de 31,7 cm).
Il est également possible d’utiliser une cale de mise en œuvre d’épaisseur variant de 2 à 6 mm lors de la fixation de l’agrafe afin d’éviter tout contact entre l’agrafe et le PITERAK.
Comme précisé précédemment, un joint vertical libre de 10 à 20 mm doit être ménagé entre les extrémités latérales des PITERAK pour permettre, d’une part, une libre dilatation des différents matériaux et, d’autre part, le remplacement de PITERAK si celui-ci s’avérait néces-saire dans le cadre de la maintenance de l’ouvrage.
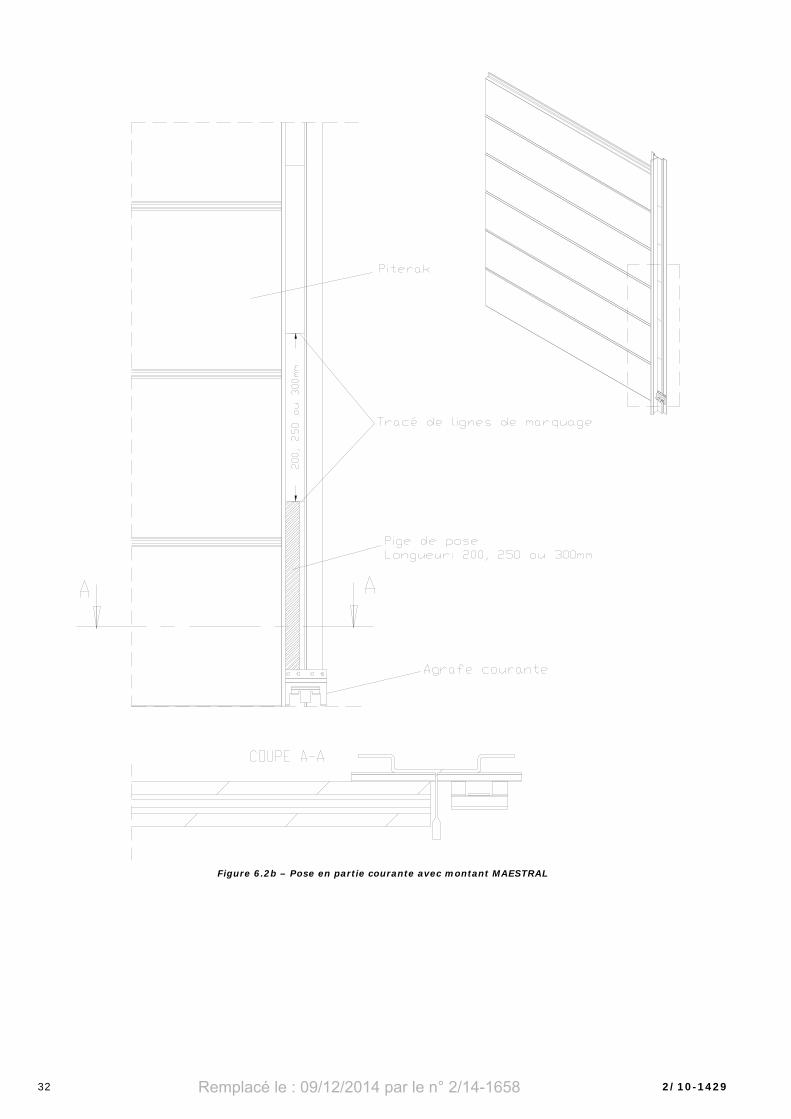
8.42 Utilisation de chevrons ou profilés non striés Pour la pose sur les chevrons ou profilés non striés, le principe de pose est le suivant :
Positionner les agrafes basses puis à l’aide d’une pige de 20, 25 ou 30 suivant le produit posé faire un traçage pour indiquer la position des agrafes supérieures. Une fois le marquage effectué on procède à la pose du produit bas. Puis on vient fixer l‘agrafe supérieure en la posi-tionnant sur le marquage.
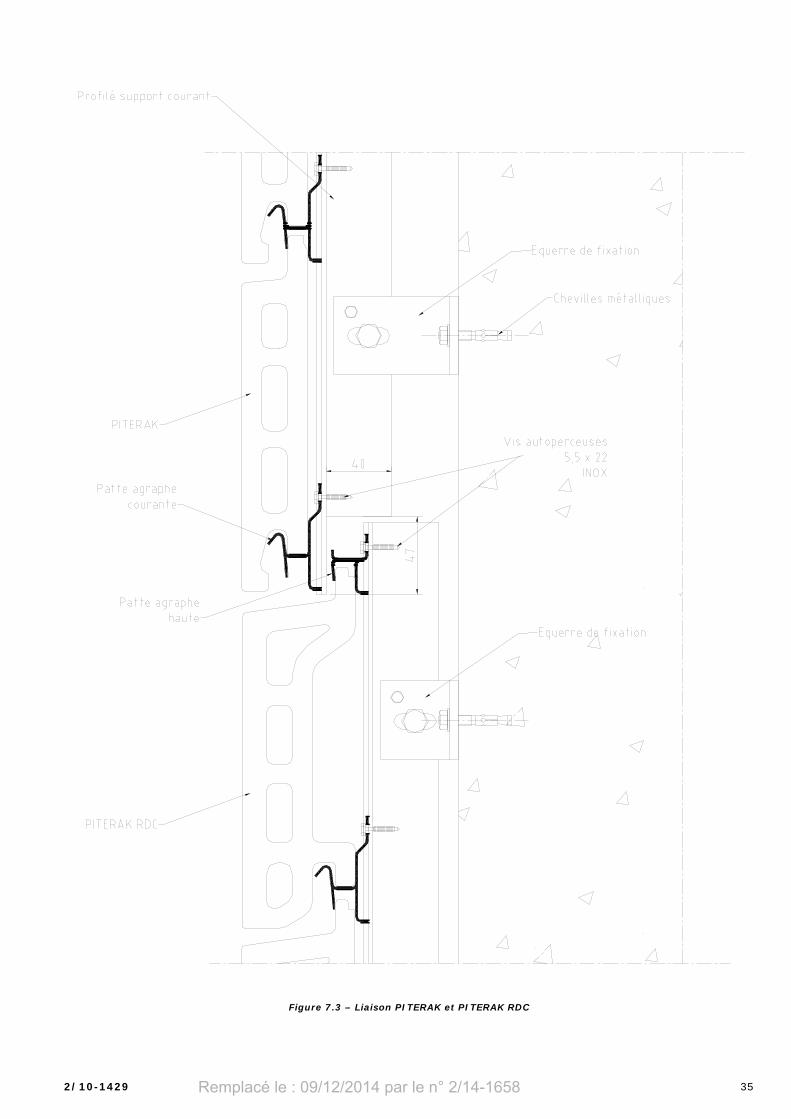
8.5 Pose des PITERAK en rez-de-chaussée (cf. fig. 7.3 et 7.3bis)
La pose du PITERAK rez-de-chaussée suivant la configuration de pose ne se fait que sur 1 ou 2 niveaux. Il faut donc positionner 1 ou 2 profi-lés de 3 m en décalant ceux-ci vers le support de 29 mm.
Ce décalage est géré par l’utilisation de pattes-équerres plus petites d’au moins 30 mm par rapport à celles utilisées pour les parties supé-rieures (cf. fig. 7.3bis).
La pose des profilés supérieurs permet un jeu entre 2 profilés d’au moins 4 mm (± 2 mm) absorbant les dilatations thermiques.
L’agrafe en partie basse du premier profilé de la partie haute est posi-tionnée de telle sorte que le jeu horizontal entre le dernier PITERAK RDC et le premier PITERAK soit de 10 mm.
8.6 Traitement des points singuliers Les figures 8 à 18 constituent un catalogue de solution de traitement des points singuliers.
8.61 Angles sortants (cf. fig. 8a et 8b)
Angle sortant à l’aide de PITERAK d’angle Le traitement des angles sortants s’effectue à l’aide des pièces sui-vantes :
• PITERAK d’angle droit ou gauche,
• Profilés supports d’angle,
• Agrafes courantes.
Le profilé d’angle est fixé à l’angle de la paroi à l’aide de pattes-équerres comme décrit en figure 8a. Les PITERAK d’angle droit et gauche sont ensuite fixés au profilé d’angle de la même façon que les PITERAK courants. Le profilé d’angle est également gradué tous les 10 mm pour faciliter l’implantation des agrafes. Un joint de 3 à 5 mm doit être respecté au niveau de l’angle entre les deux PITERAK d’angle.
Le traitement des angles sortants peut également être réalisé par utilisation d’un profilé métallique fixé sur le profilé support d’angle.
Angle sortant à l’aide de MAESTRAL d’angle Le traitement des angles sortants peut également être réalisé par utilisation d’un MAESTRAL d’angle (cf. fig. 8b) à l’aide des pièces suivantes :
• MAESTRAL d’angle
• Agrafes d’angles
La pose des bardeaux d’angle se fait selon les étapes suivantes :
• Mise en place des agrafes d’angle dans les alvéoles verticales sur chaque aile droite et gauche du MAESTRAL d’angle ; cette opération est réalisée à pied d’œuvre.
• Mise en place du MAESTRAL d’angle munis de ses agrafes sur la façade en emboîtant l’alvéole en partie inférieure du MAESTRAL dans la partie supérieure de l’agrafe du MAESTRAL d’angle infé-rieure.
• Les 2 agrafes sont ensuite fixées au montant support à l’aide de deux fixations décrites au § 3.4. D’autre part, un joint vertical libre de 10 mm doit être ménagé entre l’extrémité du MAESTRAL et l’extrémité du PITERAK.
8.62 Angles rentrants (cf. fig. 9) Le traitement des angles rentrants s’effectue à l’aide des pièces sui-vantes :
• PITERAK courants,
• Profilés supports courants,
• Agrafes courantes.
La réalisation des angles rentrants s’effectue par la mise en butée de 2 profilés supports fixés à la paroi comme décris en figure 9. Il faut ménager un joint vertical libre de 2 à 5 mm entre les 2 PITERAK.
8.63 Détail en partie basse : départ (cf. fig. 10 et 10bis)
En partie basse, il est nécessaire de démarrer avec un profilé métal-lique en forme d’équerre fixé à la paroi verticale ayant pour effet la protection des différents éléments qui constituent le bardage et per-mettant l’évacuation de l’eau grâce à une pente de la partie inférieure de minimum 3 %. L’agrafage des PITERAK du premier rang se fait à l’aide des agrafes courantes.
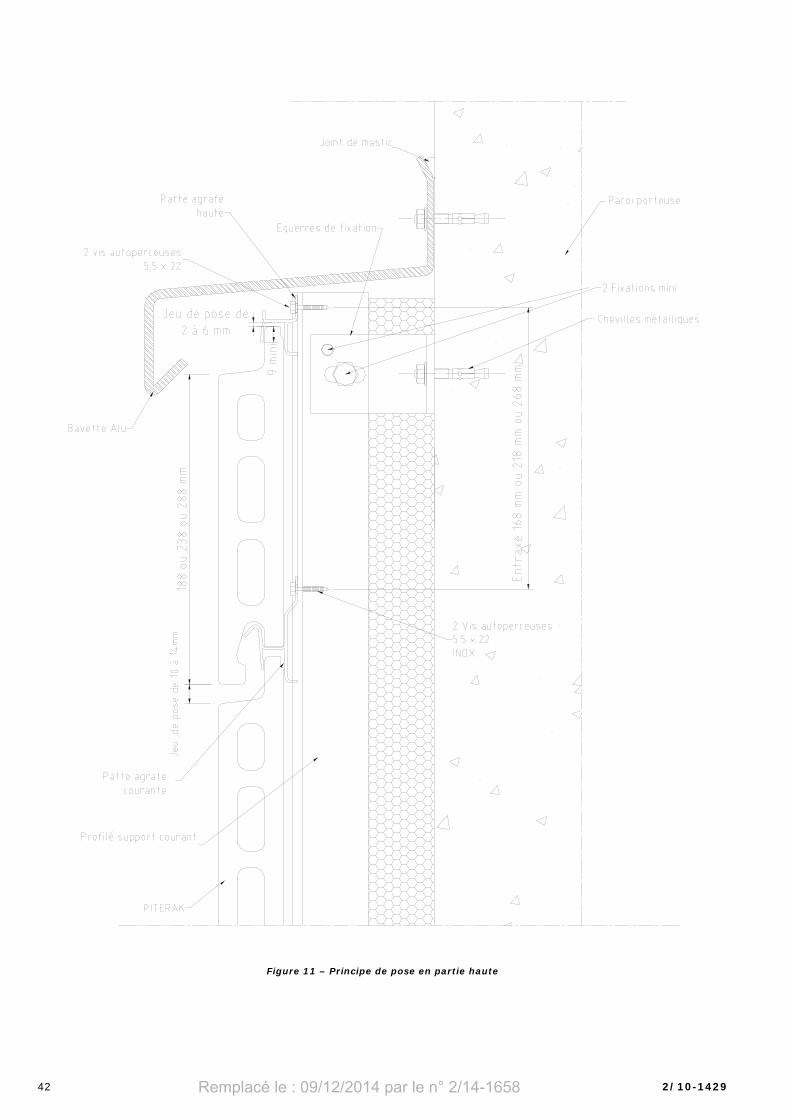
8.64 Détail en partie haute : arrivée (cf. fig. 11) En partie haute, le PITERAK doit être protégé par une bavette étanche venant en recouvrement conformément au schéma de la figure 11. L’agrafage du dernier rang de PITERAK est réalisé à l’aide d’agrafe haute. La mise en œuvre des agrafes hautes et leur fixation au profilé est identique à celle des agrafes courantes.
Remplacé le : 09/12/2014 par le n° 2/14-1658

8 2/10-1429
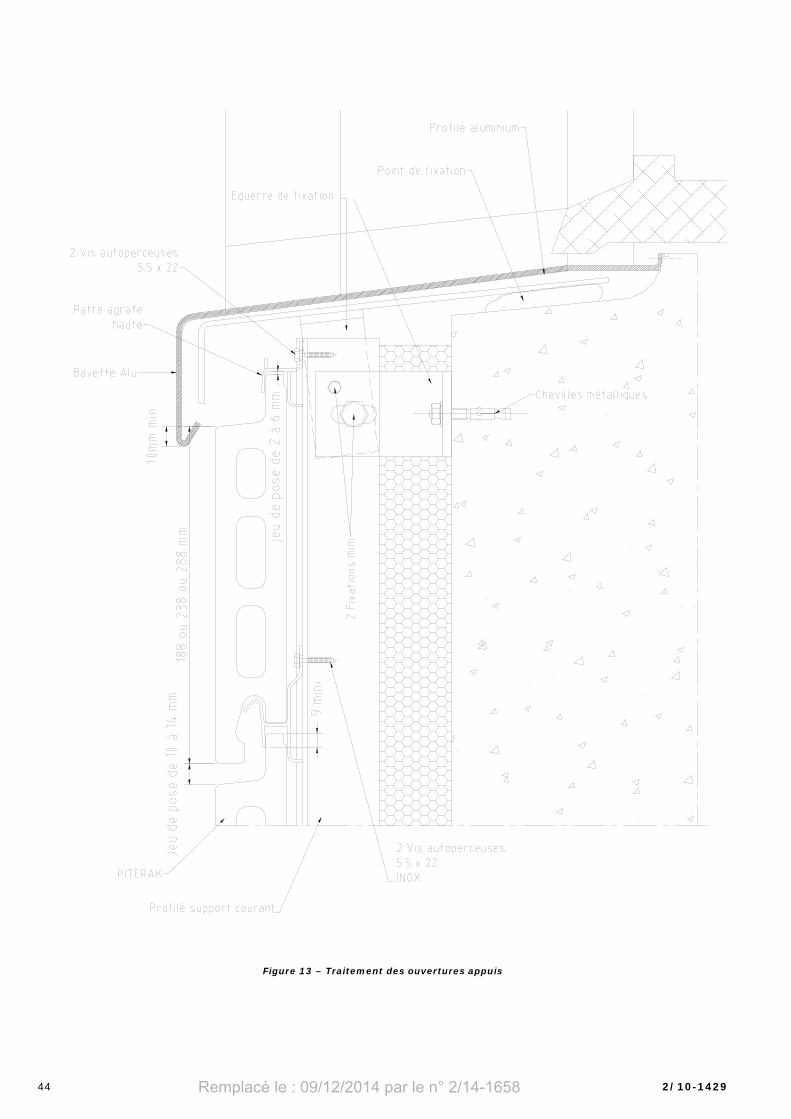
8.65 Traitement des ouvertures (cf. fig. 12 à 14) En règle générale, le traitement des jonctions PITERAK / menuiseries est assuré par des encadrements métalliques, fixés sur les profilés supports des PITERAK, venant en recouvrement ou en affleurement du nu des PITERAK. Cependant, il est possible d’adapter des finitions plus traditionnelles :
• En linteau, les PITERAK démarrent de façon identique au « traite-ment de pose des PITERAK en partie basse » (cf. fig. 14).
• En appui, le traitement s’effectue à l’aide de bavette métallique de mise en œuvre conforme au DTU 37.1 et au « traitement de pose des PITERAK en partie haute » (cf. fig. 13).
• En tableau, les retours sont traités à l’aide de profilés métalliques (cornières, etc.) (cf. fig. 12).
• Dans le cas d’une utilisation de précadres métalliques, la finition est assurée par le précadre lui-même (il faudra donc dimensionner le précadre en fonction de la réservation laissée par le bardage).
Les précadres et menuiseries doivent être mis en œuvre selon les DTU ou Avis Techniques correspondants.
8.66 Autres points singuliers • Fractionnement lame d’air et fractionnement de l’ossature métal-
lique (cf. fig. 17 et 18).
• Joint de dilatation, l’espacement entre deux PITERAK est de 20 mm (cf. fig. 15).
9. Entretien et réparation
9.1 Nettoyage Aucun traitement préventif n’est à appliquer sur les PITERAK sans l’accord du fabricant.
9.2 Remplacement d’un PITERAK accidenté (cf. fig. 16)
En cas de casse accidentelle d’un produit, tout PITERAK peut être remplacé facilement. Le remplacement se fait selon les étapes sui-vantes :
• Retirer le PITERAK cassé,
• Retirer les agrafes en partie basse,
• Mettre en place l’agrafe de remplacement (agrafe haute fig. 4.2),
• Préparer le PITERAK de remplacement :
- tracer la zone de découpe (zone dans laquelle l’agrafe en partie haute vient s’emboîter),
- découper à la disqueuse sur une hauteur de 4 mm,
• Mettre en place le PITERAK de remplacement en encastrant, dans un premier temps la partie haute du PITERAK, puis la partie basse.
9.3 Remplacement d’un MAESTRAL d’angle • Enlever le produit cassé, puis découper à l’aide d’un outil approprié
la partie avant des agrafes droite et gauche.
• Positionner de nouvelles agrafes dans les angles du nouveau produit en partie basse,
• Glisser la partie haute du nouveau produit dans les agrafes supé-rieures et pousser l’angle bas,
• Décaler le produit vers la droite pour visser l’agrafe haute droite. Faire la même opération pour fixer l’agrafe haute gauche.
B. Résultats expérimentaux Essais réalisés au CSTB :
• Résistance aux effets du vent pour le PITERAK de 21.7 x 4 x 152 : RE n° CL 04-045
• Résistance aux effets du vent pour le PITERAK de 26.7 x 4 x 152 : RE n° CL 04-045
• Résistance aux effets du vent pour le PITERAK de 31.7 x 4 x 152 : RE n° CL06-029
• Résistance aux effets du vent pour PITERAK 26,7 x 4 x 152 : RE n° CL 06-26001017B
• Résistance à la charge due au vent sur élément PITERAK de rempla-cement et profilés support d’angle : RE n° CL 06-260
• Résistance aux chocs : RE n° CL 01-112
• Résistance aux chocs pour le PITERAK RDC de 22x 6.9 x152: RE n° CL 06-013 1/2
• Résistance aux chocs pour le PITERAK RDC de 27 x 6.9 x 152 : RE n° CL 04-099
• Résistance aux chocs pour PITERAK RDC de 32 x 6,9 x 152 : CLC 08-26014124
• Résistance aux chocs pour le PITERAK de 31,7 x 4 x 152 : RE n° CL 06-013 2/2
• Résistance mécanique en flexion : RE n° CL 01-114
• Résistance mécanique de pattes d’agrafes : RE n° CL 02-038
• Rapport n° CLC08-26002896 du 27 février 2008 : essais de résis-tance à la charge due au vent avec bardeau de remplacement 40X1520X320mm
• Rapport n° CLC08-26014124 du 29 mai 2008 : essais de résistance aux chocs sur bardeaux de 40X1500X320mm
• Rapport n° CLC08-26006455 du 23 janvier 2008 : essais de résis-tance à la charge due au vent sur bardeaux de remplacement 40X1520X265mm
Rapport TERREAL :
• Résistance au gel : n°141G1011 du 11/10/2010
• Résistance en flexion après gel/dégel : n°141B1011 du 11/10/2010.
C. Références Depuis 2002, plus de 150.000 m² ont été réalisés avec le système PITERAK dont 77000 m² depuis 2007.
Remplacé le : 09/12/2014 par le n° 2/14-1658
2/10-1429 9
Tableaux et figures du Dossier Technique
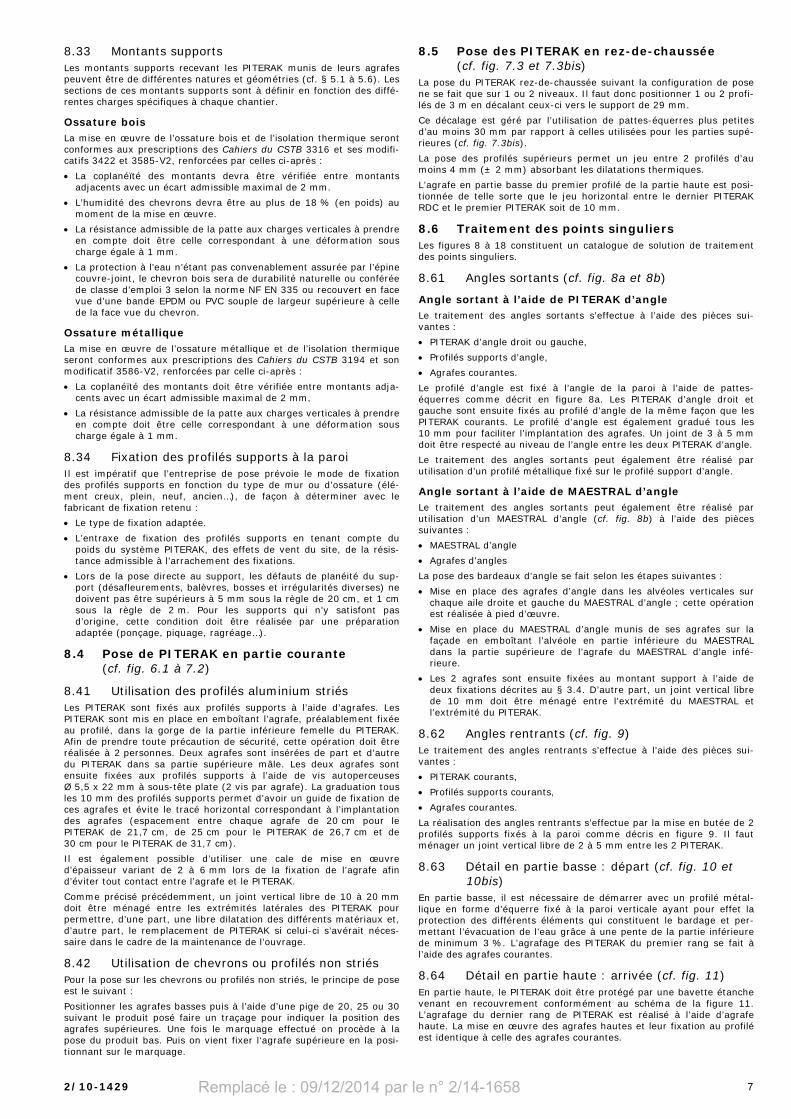
Tableau 1 – Classe d’exposition aux chocs extérieurs
Désignation Dimension (e x h x L en mm)
Entraxe des montants (mm)
Classe d’exposition selon P08-302
PITERAK 40 x (217 à 257) x 1520
1420 Q3
PITERAK 40 x (267 à 307) x 1520
1420 Q3
PITERAK 40 x 317 x 1520
1530 (2 appuis) 765 (3 appuis)
Q3 Q3
PITERAK RDC 20 69 x 220 x 1520 760 (3 appuis) Q4
PITERAK RDC 25 69 x 270 x 1520
760 (3 appuis) Q4
PITERAK RDC 30 69 x 320 x 1520
760 (3 appuis) Q4
Remarque : le remplacement (§ 9.2 du Dossier Technique) est considéré comme aisé.
Tableau 2 - Caractéristiques des éléments PITERAK
Dimensions h x e x L
(cm) Teinte Epiderme
Poids (kg / unité)
Poids (kg/m²)
Quantité (nb/m²)
Nombre d’agrafes
Courante droite
Courante gauche
21,7 x 4 x 152
Rouge orangé – Rose – Champagne – Gris perle – Brun chocolat
– Ebène Rouge-violine – Gris foncé – Beige sahara
Lisse, sablé, rainuré
16,7 55 3,3 3,3 / m² 3,3 / m²
26,7 x 4 x 152
Rouge orangé – Rose – Champagne – Gris perle – Brun chocolat
– Ebène Rouge-violine – Gris foncé – Beige sahara
Lisse, sablé, rainuré
21,2 55 2,6 2,6 /m² 2,6 /m²
31,7 x 4 x 152
Rouge orangé – Rose – Champagne – Gris perle – Brun chocolat
– Ebène Rouge-violine – Gris foncé – Beige sahara
Lisse, sablé, rainuré
24,3 55 2,2 2,2 2,2
22 x 6,9 x 152 RDC
Rouge orangé – Rose – Champagne – Gris perle – Brun chocolat
– Ebène Rouge-violine – Gris foncé – Beige sahara
Lisse, sablé, rainuré
22,8 75 3,3 3,3 3,3
27 x 6,9 x 152 RDC
Rouge orangé – Rose – Champagne – Gris perle – Brun chocolat
– Ebène Rouge-violine – Gris foncé – Beige sahara
Lisse, sablé, rainuré
25 65 2,6 2,6 2,6
32 x 6,9 x 152 RDC
Rouge orangé – Rose – Champagne – Gris perle – Brun chocolat
– Ebène Rouge-violine – Gris foncé – Beige sahara
Lisse, sablé, rainuré
31 68 2,2 2,2 2,2
Remplacé le : 09/12/2014 par le n° 2/14-1658

10 2/10-1429
Tableau 3 - Caractéristiques du MAESTRAL d’angle
Dimensions h x e x L
(cm) Teinte Epiderme
Poids (kg / unité)
Poids (kg/m²)
Quantité (nb/m²)
Nombre d’agrafes
Agrafes droite Agrafes gauche
17 x 17 x 125
Rouge orangé – Rose – Champagne – Gris perle – Brun chocolat - Ebène
Lisse, sablé
23 18,4 0,8 0,8 0,8
Tableau 4 – Contrôle de fabrication
Nomenclature des contrôles Fréquence des contrôles
1- Matière Premières
1.1 Contrôle des constituants poudre
granulométrie
Aspect
Pour chaque livraison
1.2 Contrôle du traitement de surface Pour chaque livraison
1.3 Contrôle des rails et agrafes
Nuance acier et poids
Aspect soudure & mousse (agrafes)
Dimensions
Pour chaque livraison
2 - Paramètres de fabrication : préparation du mélange et de la pâte
2.1 Paramètres de préparation du mélange Automatique (process)
2.2 Contrôle Paramètres de préparation du mélange
Granulométrie
une fois par lot de fabrication
3 - Paramètres de fabrication : moulage
3.1 Paramètres de fabrication : moulage une fois par lot de fabrication
3-2 Contrôles aspect et géométriques une fois par lot de fabrication
4 - Paramètres de fabrication : séchage, cuisson et sciage
4.1 Paramètres de fabrication : séchage et cuisson
températures
humidités
temps et profils de séchage et de cuisson
Automatique (process)
une fois par jour
Automatique (process)
4-2 Paramètres de fabrication : après sciage
Mouillabilité du parement une fois par palette
4.3 Contrôles dilatation à l’humidité et retrait à la cuisson une fois par lot de fabrication / par semaine
5 - Contrôles sur produits finis
5.1 Contrôles aspect et dimensionnels
Aspect parement et défaut éventuel
Longueur et Hauteur
Planéité & Equerrage
Fonctionnalité de montage
une fois par palette
5.2 Contrôles caractéristiques physiques et mécaniques
Absorption d’eau (NF EN ISO 10545-3)
Résistance à la flexion avant et après gel (NF EN ISO 10545-4)
● Pour les produits de 4 cm :
Valeur certifiée :160 daN pour Piterak 20
Valeur certifiée :200 daN pour Piterak 25
Valeur certifiée :250 daN pour Piterak 30
● Pour les produits de 7 cm pour RDC :
Valeur certifiée :240 daN pour Piterak 20
Valeur certifiée :300 daN pour Piterak 25
Valeur certifiée :340 daN pour Piterak 30
Résistance au gel (NF EN 539-2 méthode E 150 cycles ou alternative
méthode C vide 500 mm Hg 50 cycles)
une fois par lot de fabrication /semaine
une fois par lot de fabrication /semaine
une fois par produit/teinte/semestre
une fois par produit/teinte/semestre
Remplacé le : 09/12/2014 par le n° 2/14-1658

2/10-1429 11
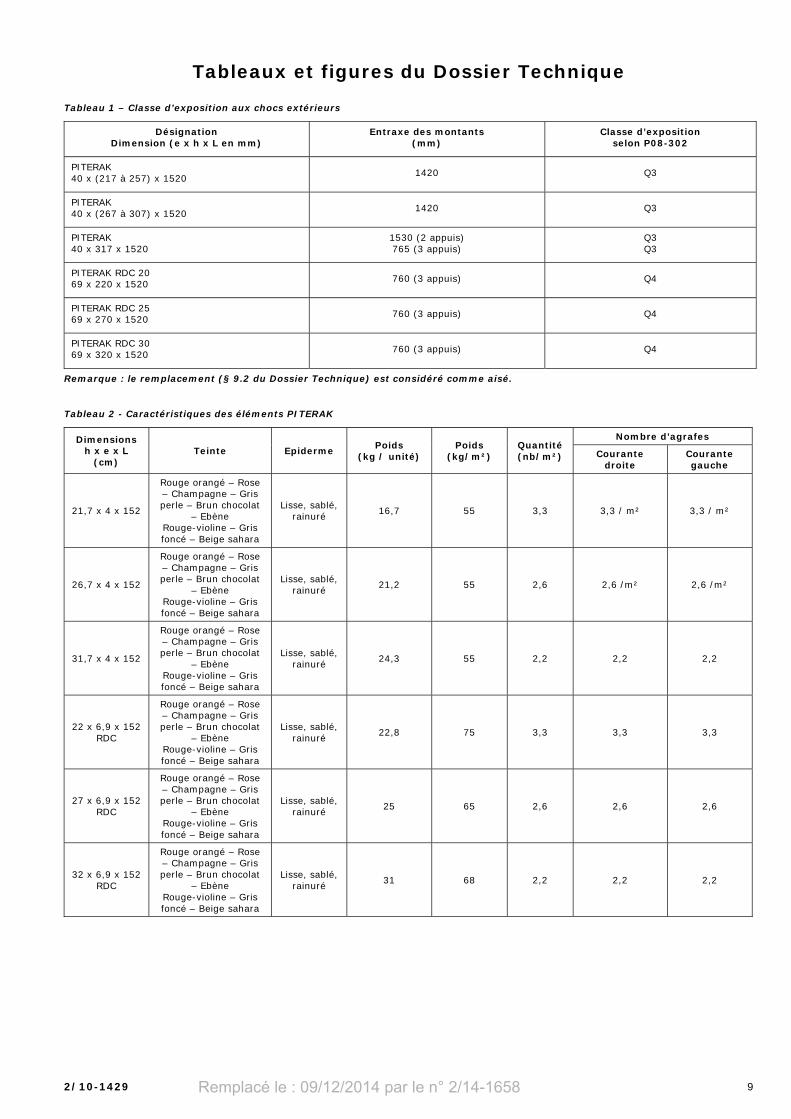
Remarque : Les tolérances indiquées sur les figures 1a à 3c sont applicables pour toutes les dimensions d’éléments PITERAK
Figure 1a – PITERAK 21,7 cm
Remplacé le : 09/12/2014 par le n° 2/14-1658

12 2/10-1429
Figure 1b – PITERAK 26,7 cm
Remplacé le : 09/12/2014 par le n° 2/14-1658

2/10-1429 13
Figure 1c – PITERAK 31,7
Remplacé le : 09/12/2014 par le n° 2/14-1658
14 2/10-1429
Figure 2a – PITERAK 20 RDC
Remplacé le : 09/12/2014 par le n° 2/14-1658

2/10-1429 15
Figure 2b – PITERAK 25 RDC
Remplacé le : 09/12/2014 par le n° 2/14-1658

16 2/10-1429
Figure 2c – PITERAK 30 RDC
Remplacé le : 09/12/2014 par le n° 2/14-1658
2/10-1429 17
Figure 3a – PITERAK d’angle
Remplacé le : 09/12/2014 par le n° 2/14-1658

18 2/10-1429
Figure 3b – PITERAK RDC d’angle
Remplacé le : 09/12/2014 par le n° 2/14-1658
2/10-1429 19
Figure 3c - MAESTRAL d’angle
Remplacé le : 09/12/2014 par le n° 2/14-1658

20 2/10-1429
Figure 4.1 – Patte-agrafe courante
Remplacé le : 09/12/2014 par le n° 2/14-1658

2/10-1429 21
Figure 4.2 – Patte-agrafe haute et de remplacement
Remplacé le : 09/12/2014 par le n° 2/14-1658

22 2/10-1429
Figure 4.3 – Patte agrafe droite ou gauche d’angle
Remplacé le : 09/12/2014 par le n° 2/14-1658

2/10-1429 23
Figure 5.1 – Profilés support courant gradué
Remplacé le : 09/12/2014 par le n° 2/14-1658
24 2/10-1429
Figure 5.2 –Profilé support d’angle gradué
Remplacé le : 09/12/2014 par le n° 2/14-1658

2/10-1429 25
Figure 5.3 – Profilés aluminium d’angle pour pose directe sur gros œuvre
Figure 5.3bis – Profilés aluminium courant pour pose directe sur paroi
Remplacé le : 09/12/2014 par le n° 2/14-1658

26 2/10-1429
Figure 5.4 – Profilés aluminium pour pose en bardage (pose avec isolation rapportée)
Remplacé le : 09/12/2014 par le n° 2/14-1658
2/10-1429 27
Figure 5.5 – Pose sur ossature bois avec isolation rapportée (coupe horizontale)
Remplacé le : 09/12/2014 par le n° 2/14-1658
28 2/10-1429
Figure 5.6 – Pose sur ossature acier avec isolation rapportée (coupe horizontale)
Remplacé le : 09/12/2014 par le n° 2/14-1658
2/10-1429 29
Figure 6.1a – Pose en partie courante sans isolation
Remplacé le : 09/12/2014 par le n° 2/14-1658

30 2/10-1429
Figure 6.1b – Pose en partie courante sans isolation
Remplacé le : 09/12/2014 par le n° 2/14-1658

2/10-1429 31
Figure 6.2a – Pose en partie courante sans isolation - Coupe verticale
Remplacé le : 09/12/2014 par le n° 2/14-1658
32 2/10-1429
Figure 6.2b – Pose en partie courante avec montant MAESTRAL
Remplacé le : 09/12/2014 par le n° 2/14-1658

2/10-1429 33
Figure 7.1 – Pose en partie courante avec isolation
Remplacé le : 09/12/2014 par le n° 2/14-1658
34 2/10-1429
Figure 7.2 – Pose en partie courante avec isolation - coupe verticale
Remplacé le : 09/12/2014 par le n° 2/14-1658
2/10-1429 35
Figure 7.3 – Liaison PITERAK et PITERAK RDC
Remplacé le : 09/12/2014 par le n° 2/14-1658

36 2/10-1429
Figure 7.3bis – Décalage PITERAK et PITERAK RDC
Remplacé le : 09/12/2014 par le n° 2/14-1658

2/10-1429 37
Figure 8a – Traitement d’angle sortant
Remplacé le : 09/12/2014 par le n° 2/14-1658

38 2/10-1429
Figure 8b – Traitement d’angle sortant à l’aide d’un MAESTRAL d’angle
Remplacé le : 09/12/2014 par le n° 2/14-1658

2/10-1429 39
Figure 9 – Traitement d’angle rentrant
Remplacé le : 09/12/2014 par le n° 2/14-1658

40 2/10-1429
Figure 10 – Principe de pose en partie basse
Remplacé le : 09/12/2014 par le n° 2/14-1658

2/10-1429 41
Figure 10bis – Pose sur ossature bois avec isolation rapportée Détail départ en partie basse (coupe verticale)
Remplacé le : 09/12/2014 par le n° 2/14-1658
42 2/10-1429
Figure 11 – Principe de pose en partie haute
Remplacé le : 09/12/2014 par le n° 2/14-1658

2/10-1429 43
Figure 12 – Traitement en tableau
Remplacé le : 09/12/2014 par le n° 2/14-1658
44 2/10-1429
Figure 13 – Traitement des ouvertures appuis
Remplacé le : 09/12/2014 par le n° 2/14-1658

2/10-1429 45
Figure 14 – Traitement en linteau
Remplacé le : 09/12/2014 par le n° 2/14-1658

46 2/10-1429
joint de dilatation 20 mm mini
Figure 15 – Traitement d’un joint de dilatation
Remplacé le : 09/12/2014 par le n° 2/14-1658

2/10-1429 47
Figure 16 – Procédure de remplacement
Remplacé le : 09/12/2014 par le n° 2/14-1658
48 2/10-1429
Figure 17 – Fractionnement de la lame d’air
Remplacé le : 09/12/2014 par le n° 2/14-1658

2/10-1429 49
Figure 18 – Fractionnement de l’ossature métallique
Remplacé le : 09/12/2014 par le n° 2/14-1658
50 2/10-1429
Annexe A Pose du procédé PITERAK en zones sismiques
A. Description
A1. Assistance technique La Société TERREAL apporte son assistance technique au maître d’œuvre lors de la conception et à l’entreprise de pose pour les disposi-tions de mise en œuvre.
Des fiches établies par TERREAL permettent d’informer le maître d’œuvre et l’entreprise de pose et d’obtenir les renseignements chan-tiers nécessaires à la mise en œuvre du procédé PITERAK en zones sismiques.
A2. Domaine d’emploi Le bardage rapporté PITERAK peut être mis en œuvre sur :
• des parois béton verticales d’ouvrages de classe A, B, C ou D en zones sismiques Ia, Ib ;
• des parois béton verticales d’ouvrage de classe B en zone de sismi-cité II.
Les parois béton verticales d’ouvrage de classe C et D en zone de sismicité II ne sont pas admises.
Les prescriptions des paragraphes 3 et 4 du Dossier Technique pour le support, l’ossature, les fixations et les éléments PITERAK sont à res-pecter.
A3. Eléments
A3.1 Support Le support devant recevoir le système de bardage rapporté est en béton banché conforme au DTU 23.1.
Le support peut admettre des déplacements de 45 mm.
A3.2 Fixations des étriers au support La fixation au gros œuvre est effectuée par chevilles métalliques por-tant le marquage CE sur la base d’un ATE selon ETAG 001 - Parties 2 à 5 pour un usage en béton fissuré (option 1 à 6) et respectant les « recommandations à l’usage des professionnels de la construction pour le dimensionnement des fixations par chevilles métalliques pour le béton » (Amendement de décembre 2004 édité par CISMA).
Les chevilles en acier galvanisé peuvent convenir lorsqu’elles sont protégées par un isolant rapporté, pour les emplois en atmosphères extérieures protégées rurale non polluées, urbaines et industrielles normales ou sévères.
Pour les autres atmosphères, les chevilles en acier inoxydable A4 doivent être utilisées.
Les chevilles métalliques doivent résister à des sollicitations données dans le tableau A1.
A3.3 Ossature métallique L’ossature aluminium est conforme aux prescriptions du Cahier du CSTB 3194 et au § 3.32 du Dossier Technique, profils courants, renfor-cées par celles ci-après :
• Les profilés sont fractionnés (cf. fig.A2) au droit de chaque plancher de l’ouvrage (un joint d’environ 30 mm est ménagé entre montants successifs).
• Les montants sont des profilés Oméga en aluminium brut nuance EN AW 6060 état T5 selon la norme NF EN 755-2, d’épaisseur 30/10ème mm, de hauteur 3 m et de section 146 x 46 mm (cf. fig. 2).
A3.4 Etriers (cf. fig. A3) Il s’agit d’étrier d’épaisseur 30/10ème mm de section (L x l) : 100 x 80 mm (réf. U max IFS 3 x 80 x 100 / 76 / 100 mm, n° 5K06336).
A3.5 Fixations Fixation des agrafes supports des PITERAK sur profilés aluminium et des étriers sur profilés omégas par vis en acier inoxydable nuance A2 autoperceuse Ø 5,5 x 22 mm à sous-tête plate dont la résistance caractéristique PK à l’arrachement, déterminée conformément aux normes NF P 30-310 ou 30-314, est au moins égale à 1500 N (réf. IFS n° 62434).
A3.6 Pattes agrafes Les agrafes courantes et hautes définies au § 3.4 du Dossier Technique sont utilisées.
A3.7 PITERAK Les éléments PITERAK sont ceux définis dans le § 3.1 du Dossier Technique.
A4. Principe de mise en œuvre (cf. fig. A1 à A9)
A4.1 Etriers Chaque étrier en acier inoxydable A2 est fixé au profilé oméga de part et d’autre à l’aide de deux vis autoperceuses Ø 5,5 x 22 mm définies dans le paragraphe 3.5.
L’entraxe des étriers est de 830 mm (cf. fig. A1).
A4.2 Agrafes Chaque agrafe est fixée au droit des profilés oméga à l’aide de deux vis autoperceuses Ø 5,5 x 22 mm définies au paragraphe 3.5.
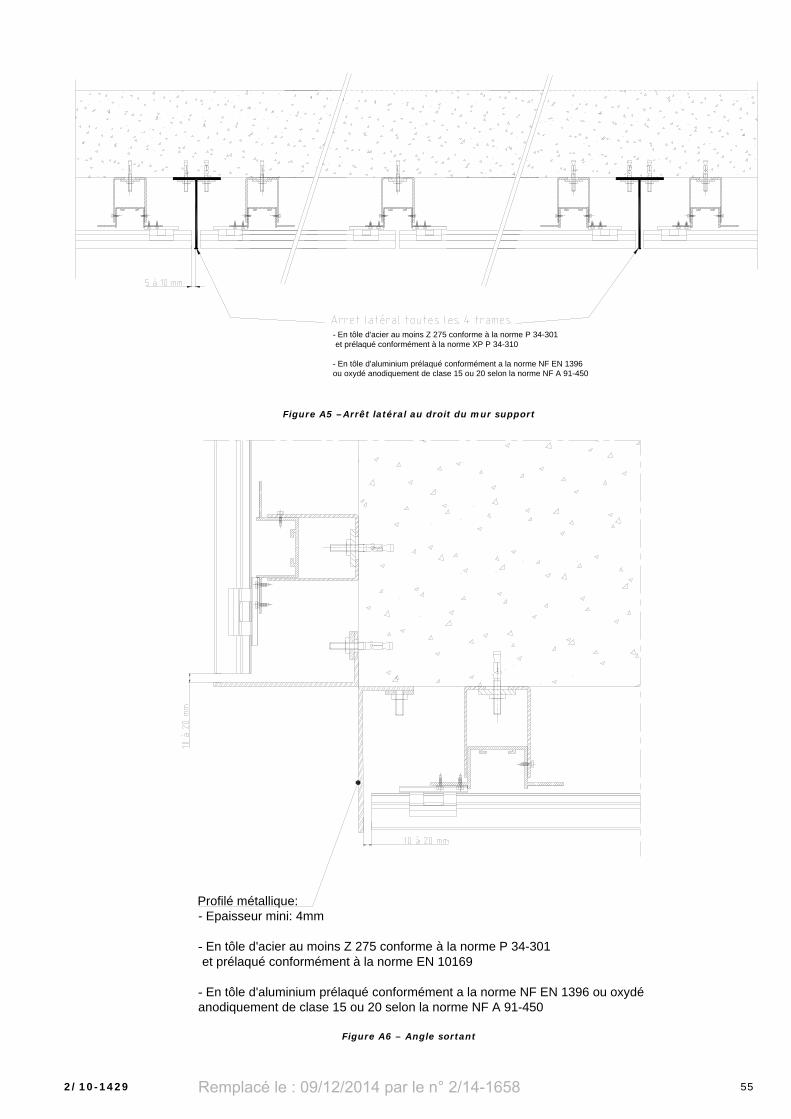
A4.3 Montant Tous les 6 mètres, soit toutes les 4 trames de 154 cm, un arrêt latéral est fixé au support (cf. fig. A4 et A5).
A4.4 Traitement des points singuliers Les figures A4 à A9 constituent un catalogue de solution de traitement des points singuliers.
B. Résultats expérimentaux Rapport d’essais n° EEM 06 26002761 du 21/11/06.
Remplacé le : 09/12/2014 par le n° 2/14-1658

2/10-1429 51
Tableau et Figures du Dossier Technique
Tableau A1 – Sollicitations combinées en traction-cisaillement appliquées au chevilles métalliques Montants aluminium de longueur 3 m maintenus par 4 étriers de longueur 100 mm, d’entraxe 1000 mm.
PARTIE COURANTE
1ère combinaison 2ème combinaison 3ème combinaison
Zone
Classe bâtiment Zone
Classe bâtiment Zone
Classe bâtiment
B C D B C D B C D
Sollicitation traction (N)
Ia 3007 3232 3457 Ia 4455,5 5404,8 6354,1 Ia 3661,6 4213,9 4766,2
Ib 3232 3457 3682 Ib 5404,8 6354,1 7303,3 Ib 4213,9 4766,2 5318,5
II 3682 II 7303,3 II 5318,5
Sollicitation cisaillement
(N)
Ia 1042 1042 1042 Ia 1134,8 1241,3 1376,7 Ia 1491,8 1716,8 1941,8
Ib 1042 1042 1042 Ib 1241,3 1376,7 1533,3 Ib 1716,8 1941,8 2166,8
II 1042 II 1533,3 II 2166,8
: non admis
Remplacé le : 09/12/2014 par le n° 2/14-1658

52 2/10-1429
Figure A1 – Principe
Remplacé le : 09/12/2014 par le n° 2/14-1658

2/10-1429 53
Figure A2 – Fractionnement de l’ossature métallique à chaque plancher
Etrier
Remplacé le : 09/12/2014 par le n° 2/14-1658

54 2/10-1429
Figure A3 - Etriers
- En tôle d'acier au moins Z 275 conforme à la norme P 34-301 et prélaqué conformément à la norme XP P 34-310 - En tôle d'aluminium prélaqué conformément a la norme NF EN 1396ou oxydé anodiquement de clase 15 ou 20 selon la norme NF A 91-450
Figure A4 – Arrêt latéral au droit du profilé
Remplacé le : 09/12/2014 par le n° 2/14-1658
2/10-1429 55
- En tôle d'acier au moins Z 275 conforme à la norme P 34-301 et prélaqué conformément à la norme XP P 34-310 - En tôle d'aluminium prélaqué conformément a la norme NF EN 1396ou oxydé anodiquement de clase 15 ou 20 selon la norme NF A 91-450
Figure A5 –Arrêt latéral au droit du mur support
Profilé métallique:- Epaisseur mini: 4mm
- En tôle d'acier au moins Z 275 conforme à la norme P 34-301 et prélaqué conformément à la norme EN 10169 - En tôle d'aluminium prélaqué conformément a la norme NF EN 1396 ou oxydé anodiquement de clase 15 ou 20 selon la norme NF A 91-450
Figure A6 – Angle sortant
Remplacé le : 09/12/2014 par le n° 2/14-1658

56 2/10-1429
Figure A7 – Traitement d’angle rentrant – Solution n°1
Remplacé le : 09/12/2014 par le n° 2/14-1658

2/10-1429 57
Figure A7bis – Traitement d’angle rentrant – Solution n°2
Remplacé le : 09/12/2014 par le n° 2/14-1658

58 2/10-1429
Figure A8 – Traitement en joint de dilatation
Remplacé le : 09/12/2014 par le n° 2/14-1658

2/10-1429 59
Figure A9 – Traitement en tableau
Remplacé le : 09/12/2014 par le n° 2/14-1658