AVIS STATIONARY HORIZONTAL BATCH -J) IXER - Searchbidonequipment.info/s/DAVIS Stationary Horizontal...
10
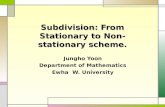
AVIS STATIONARY HORIZONTAL BATCH - J) IXER Model S-80. Mixing Capacity 10,000 Pounds Per Batch. Shown With Protective Guard Removed. You Name It. The Davis Has Mixed It... Fast And Accurately! Davis Batch Mixers are built in a significant variety of models and sizes—and can be equipped to han- dle your operation. You don't have to cut, fit or improvise your operation in- to our products. Manufacturers • Soap and detergents, sweeping and cleaning compounds. • Fertilizer and Mineral Mixes. • Premixer containing: trace minerals, antibiotics, vitamins, supplements, bone meal and soybean meal. • Lubricants containing: lead. copper, zinc and graphite. • Grass seed and bird seed. • Rat poison, insecticides and municipal garbage. • Donut flour, all purpose flour, corn meal, ice cream powders, cake and biscuit mixes, peanut butter, corn- dog mix, catfish batter, phar- maceuticals, spices, cures, cosmetics. • Plastics, chemicals, insulation. • Drywall compounds, caulking, grouting, plaster, joint compounds, foundry sand. of Quality Machinery Since 1894 • Sugar, syrup, molasses, fats, oils. fish solubles. • Pet foods, protein supplements, feed flavors, milk replacer. • Feeding Rations for hogs, cattle, dairy, chickens, turkeys, sheep, horses, fish, etc. containing: Ground or crimped grains, high moisture or dry. Concentrates, minerals, vitamins, supplements, medications and drugs. Liquid molasses, fats, fish solubles & oils. Short cut silage, haylage, greenchop, ground hay and hulls. Meat scraps, blood meal, urea. Brewer's grains, bakery waste. Beef and pork manure, caged hen and chicken litter. • Soil Mixes containing: Peat, vermiculite, perlite, sand, bark, wood chips. soil, styrofoam, fer- tilizers and micro-nutrients. SINCE DAVIS 1894 H. C. DAVIS SONS Manufacturing C Box 395 • Bonner Springs, Kansas 66012 U.S.A. • Tel. (9 Packaging - Processing Bid on Equipment 1-847-683-7720 www.bid-on-equipment.com
Transcript of AVIS STATIONARY HORIZONTAL BATCH -J) IXER - Searchbidonequipment.info/s/DAVIS Stationary Horizontal...

AVIS STATIONARY HORIZONTAL
BATCH -J) IXER
Model S-80. Mixing Capacity 10,000 Pounds Per Batch. Shown With Protective Guard Removed.
You Name It. The Davis Has Mixed It... Fast And Accurately! Davis Batch Mixers are built in a significant variety of models and sizes—and can be equipped to han-dle your operation. You don't have to cut, fit or improvise your operation in-to our products.
Manufacturers
• Soap and detergents, sweeping and cleaning compounds.
• Fertilizer and Mineral Mixes. • Premixer containing: trace minerals,
antibiotics, vitamins, supplements, bone meal and soybean meal.
• Lubricants containing: lead. copper, zinc and graphite.
• Grass seed and bird seed. • Rat poison, insecticides and
municipal garbage. • Donut flour, all purpose flour, corn
meal, ice cream powders, cake and biscuit mixes, peanut butter, corn-dog mix, catfish batter, phar-maceuticals, spices, cures, cosmetics.
• Plastics, chemicals, insulation. • Drywall compounds, caulking,
grouting, plaster, joint compounds, foundry sand.
of Quality Machinery Since 1894
• Sugar, syrup, molasses, fats, oils. fish solubles.
• Pet foods, protein supplements, feed flavors, milk replacer.
• Feeding Rations for hogs, cattle, dairy, chickens, turkeys, sheep, horses, fish, etc. containing: Ground or crimped grains, high moisture or dry. Concentrates, minerals, vitamins, supplements, medications and drugs. Liquid molasses, fats, fish solubles & oils. Short cut silage, haylage, greenchop, ground hay and hulls. Meat scraps, blood meal, urea. Brewer's grains, bakery waste. Beef and pork manure, caged hen and chicken litter.
• Soil Mixes containing: Peat, vermiculite, perlite, sand, bark, wood chips. soil, styrofoam, fer-tilizers and micro-nutrients.
SINCE
DAVIS 1894
H. C. DAVIS SONS Manufacturing C Box 395 • Bonner Springs, Kansas 66012 U.S.A. • Tel. (9
Packaging - Processing
Bid on Equipment 1-847-683-7720
www.bid-on-equipment.com

RIBBON AGITATOR Center DIschar.
Cut Out
Davis Mixing Agitators • Selecting the proper agitator to blend the particular combination of ingredients you want to handle is the single most important step in assuring precision mixing batch after batch. Assisting our customers in selecting the agitator best suited for their needs is a responsibility we gladly accept. Make no mistake about it, mixing is serious business which leaves little or no room for error. Anyone who suggests that one mixing system is ideal for every application either lacks the necessary experience needed to make a recommen-dation or even worse, may be purposely misleading you.
• We build 25 different agitators to blend the vast range of products our mixers regularly handle. Five of our most popular are illustrated and described below and on the following page. Each is designed for a specific group of ingredients. If you'll provide us with a complete list oldft items you plan to mix, we will be glad to help you slip the one best suited to your particular needs. Furthermore. we have mixers available at our plant strictly for the purpose of blending items sent in by prospective buyers. At no cost or obligation to you, we will mix your specific ingredients and send the batch to the laboratory of your choice for analysis.
PADDLE AGITATOR
This is the most versatile agitator we build. It's furnished as standard equipment on all mixers except the Model S-1. The agitator contains an equal number of forward and reversing paddles which constantly move the ingredients from one end of the mixer's tank to the other. Forward paddles, which move material toward the outlet, are fitted to within 1/8" of bottom of mixer's tank. Furthermore, they're adjustable to assure optimum cleanout as well as com-pensate for wear.
In order to achieve excellent circulation within the mixer, which assures thorough mixing of all ingredients, reversing paddles are attached to arms which are shorter. Mixing action in the center of the agitator, as well as on the outside, is provided which greatly increases movement of all ingredients resulting in faster mixing due to much better circulation. Another significant benefit of this design is; forward and reversing action within the agitator occurs on different planes, therefore ingredients moving from end to end in mixer's tank tend not to "fight" one another. The result is less strain on mixer's tank and drives. Everything lasts longer when it doesn't have to work as hard.
These shorter reversing paddles also aid mixer's forward paddles in achieving complete cleanout. Since they don't go all the way to the bottom of the tank there's no interference with forward paddles sweeping last remaining portion of each batch to outlet. Finally since forward paddles are adjustable they may be set close enough to bottom of tank that even a sheet of paper won't pass between tank and agitator.
This agitator is excellent for mixing both wet and dry ingredients. Precision mixes grain and concentrate rations with or without liquid molasses. Ideal for mixing heavy, resistant items such as fertilizer, plaster, chemicals, minerals, detergents, sweeping compounds, etc. Also recommended for drywall compounds, caulking, foundry sand, etc. Circulates ingre-dients weighing up to 100 pounds per cubic foot without damage to mixing mechanism.
SAW TOOTH PADDLE
AGITATOR
This agitator is very similar to our paddle agitator except for one basic difference. The agitator's forward paddles have notches or saw teeth cut in them to prevent a pinch point from occurring between the paddles and bottom of mixer's tank. These serrations relieve the strain on both tank and agitator which could occur when a high percentage of
roughage is mixed with small amounts of grain and concentrate. They're also very helpful with nursery mixes containing sand, soil and bark or wood chips. Sawteeth cut down the pinch point between paddle and tank which makes handl-ing these items easier. This feature is even more helpful for potting soil mixes containing; peat and vermiculite as well as chemicals, fertilizer, micro-nutrients, etc. Sawtoothing the paddles creates a much gentler mixing action which prevents unnecessary damage to these valuable ingredients. In this way the integrity of the mix is maintained and protected. The agitator's reversing paddles are also attached to posts which are shorter. This provides mixing action in the center of the agitator which is absolutely necessary to blend rations that contain high percentages of ingredients that are not free flowing.
RIBBON AGITATOR-Center Discharge This is our most efficient agitator. It will mix in approximately 1/3 less time
than the paddle agitator. It's basic difference is; ingredients are moved from each end of the tank to the center rather than from end to end. The 2 outer ribbons bring material to the center of mixer's tank while the inside ribbon moves products back to each end. Sweeps may be added to the outer ribbons to provide even better clean out.
This agitator is furnished as standard equipment with our S-1 Mixer and available as an optional item on all other models.
It's ideal for blending premixes or in other applications where minute amounts are added to the batch.
This agitator is definitely not to be used if roughage is to be mixed, nor how small the amount. It's strictly designed to mix free flowing ingredient as grain, concentrate, premixes, soybean meal, vitamins, drugs, antibiotic , .
This agitator is generally used when the product to be mixed is destined for human consumption. Practically every stainless steel mixer we build is equipped with the ribbon center discharge agitator due to its unequalled efficiency and mixing accuracy. We distinctly like its inherent mixing action for blending; donut flour, all purpose flour, corn meal, peanut butter, ice cream powder, phar-maceuticals, cosmetics, spices, etc. It's also the very best mixing system for such products as; dog food, bird seed, grass seed, insecticides, plastics, premixes and a must for fine powders.
As a general rule, this agitator should not be used to blend batches which the average weight per cubic foot of the combined ingredients exceeds 35 pounds. An example would be fertilizer but mixes containing small amounts of various minerals and supplements in a complete livestock feed, in most cases, don't exceed 35 pounds per cubic foot.
Certain combinations of ingredients weighing up to 60 pounds per cubic foot and more can be successfully mixed with our ribbon agitator. In fact, this mixing system, in some cases, is the only one capable of achieving a precision mix. A prime example is a mix containing fine powders such as portland cement, various colorings and fine sand. Keep in mind everything must be free flowing as well as dry.
If in doubt ask us. Our opinion will cost you nothing and is backed by over 90 years experience.
This agitator is very similar to our ribbon center discharge except alternate sections of the outside ribbon are left out which allows the agitator to move through tkie batch with less resistance and strain. This agitator is used to mix heavier ingredients which due to their density would present an overload on our regular ribbon agitator.

'it . I, Shaft Mounted Speed Reducer Shown Without Protective Guard Shaft mounted Speed Reducer re-places mixer's double reduction chain drive. Reducer attaches directly to mixer's main shaft and is driven from motor with V-belt drive. Speed reducers are not suitable for use with all products. Consult factory as to its fitness in your application.
Simplified Drives Standard Drive
Standard drive consists of sheaves and V-belts from motor connecting to mixer's double reduction chain and sprocket drive. V-belt drive operating with 1800 R.P.M. motor reduces input speed on first chain drive to only 360 R.P.M. or less depending on size of mixer. This slow input speed assures very low chain and sprocket wear providing years of continuous service. Furthermore, mixer's fastest turning sprocket is a "hard tooth" which significantly extends its life expectancy. Combination V-Belt and Double Reduction Chain Drive. Shown With Protective Guard Removed.
VERTICAL MIXER .. consists of a tank with its contents
recirculated through an upright auger. Actual agitation occurs only in auger which occupies less than one-tenth of the width in a typical 1-ton upright. Can not effectively handle molasses. silage or chopped hay.
HORIZONTAL MIXER . . . turns the whole batch simulta-neously, with exclusive Davis-designed agitator lifting and tumbling the entire mass up to 15 times per minute. At the same time. materials are circulated from one end of mixer to the other. Has both the room and strength to handle various types of materials, dry or liquid.
WE'LL MAKE YOU A VERTICAL (If You Won't Tell Anybody ...)
Our customers ask us, "Davis, why don't you build a vertical mixer? They look so trim and modern, and certainly cost less to buy."
The facts are: Looks and performance are two different things (and as the diagram story illustrates below, it's the inside look that counts.)
We Know How To Build Vertical Mixers. We sold them for 25 years and we've never made a product unless we had confidence in it. We quit making uprights in 1949, the year that antibiotics entered the feeding picture. What happened? Post-war changes in feed formulation and feed handling simply out-paced the performance capabilities of the vertical-type mixer. Highly-potent drugs, minute-quantity additives, chopped-roughage rations and liquid ingredients simply required more mixing and precision than the upright's center screw could provide.
The vertical mixer may look modern but, in our opinion, it's obsolete.
It only has one remaining attribute. It doesn't cost much to build and therefore is much easier to sell. In our opinion it's strictly built to sell! Still want one? We can build you as fine an upright as there is on the market. And it'll work okay—if you're mixing 1940 rations. Packa in - Processin
In-Line Speed Reducer In-Line Reducer may be used to replace mixer's first chain drive which operates at the highest speed. Using this system mixer's drive would consist of V-belt drive from motor to speed reducer and single chain drive from reducer to mixer's main shaft.
1-847-683-7720 www.bid-on-equipment.com Which is it—A Mixer or Separator? The drawings below, illustrating the major weakness of upright, mixers, are based upon Davis' tests and observations. The tests were conducted objectively—with as good an upright mixer as has been built, the Davis Vertical Mixer. Grain probes and flow-measuring devices, inserted through the mixer wall and
into the batch, showed that two conditions are required for precision results with vertical mixing:
(1) All particles must be of uniform weight, or (2) there must be an absence of gravity.
Upright mixers may prove out yet—on the moon .. .
As vertical mixer is filled, materials are lifted and flipped from top of auger. But because of centrifugal force, the mixture's heavier particles travel further
and accumulate near cylinder wall, while lighter materials (small particles. etc.) fall into center area. Then as the auger draws from batch's center core
(mostly the lighter material) moves downward rapidly, while material near wall hardly moves! What gets recirculated? The lighter products! As batch
is unloaded, center core naturally comes out first. This means that the first material drawn off consists largely of lighter-weight particles. The last
material to leave the "mixer" is heavier particles which, for all practical purposes have been "mixed" only with other heavy particles.

HEAVY DUTY MIXERS
are rated at 35,40, 45 and 50 pounds
per cubic foot.
SUPER DUTY MIXERS
are rated at 55,60, 65 and 70 pounds
per cubic foot.
Ultimate DUTY MIXERS
are rated at 75,80, 90 and 100 pounds
per cubic foot.
Davis Mixers Are Built In Four Levels of Construction: • STANDARD • HEAVY •SUPER
• ULTIMATE DUTY • Standard Duty: Our Standard Duty models are designed
to mix ingredients which do not exceed an average weight of 35 pounds per cubic foot. This includes feeding rations for cattle, dairy, hogs, chickens, turkeys and horses, as well as other items which do not exceed an average weight of 35 pounds or up to 10% fat or liquid molasses. Certain ingredients may exceed 35 pounds, but as long as the total batch doesn't, our Standard Duty construction will provide many years of continuous operation.
• Heavy Duty: For mixing ingredients that average 35-50 pounds per cubic foot or 11 to 20% fat or liquid molasses, our Heavy Duty model is recommended. Keep in mind, as the weight per cubic foot of the items you mix increases, the mixer's capacity is increased. To compensate for this added capacity we use thicker steel in the mixer's tank, plus larger shafts, sprockets, chains, bearings, etc. Ingredients which generally require this heavier construction include; mineral mixes, chemicals, manure, chicken litter and other items that weigh between 35 and 50 pounds per cubic foot.
• Super Duty: Our Super Duty Mixers are built con-siderably heavier in order to handle ingredients which weigh 51 to 70 pounds per cubic foot. Products in this category include; fertilizer, which could contain phosphate, urea, sulphur and potash. Other items are; detergents, sweeping and cleaning compounds contain-ing sand or ingredients of similar density, chemicals, plus mixes with 21 to 30% liquid molasses or fat.
• Ultimate Duty: Materials weighing 71 to 100 pounds per cubic foot require our Ultimate Duty construction. Items in this range are; drywall products, caulking, grouting, plaster, foundry sand, sugar, etc.
For Complete Information On Our Full Line Of Super and Ultimate Duty Batch Mixers,
Please Refer To The Special Catalog Sheet On Them.
The capacity of any mixer is totally determined by weight per cubic foot or density of the ingredients you're mixing. There's no such thing as an absolute capacity for any mixer because weight per cubic foot of the ingredients in a particular batch determine mixing capacity.
For example; wet sand weighs up to 130 pounds per cubic foot, sulphur 125, sugar 100, phosphate 100, soil 85, calcium carbide 80, sodium 80, salt 80, lime 65, ground oyster shells 53, manure 50, soybean meal 50, bone meal 49, clover seed 48, meat scraps 41, cotton seed meal 40, fish meal 40, brewer's grain 30, rice hulls 20, bark 20, cotton seed hulls 12, blue grass seed 11, wood chips 10-30 and saw dust 10-25. Cracked corn, milo and wheat weigh 35-40 pounds per cubic foot. Rolled oats 19 pounds, silage 15-18 and ground hay 8-10 pounds per cubic foot. Grain and concentrate rations will generally average 35 pounds per cubic foot. An exception would be rolled oats since they weigh 19 pounds per cubic foot.
As you add lighter ingredients such as silage or hay, the mixer's capacity will be reduced. The actual reduction in capacity will depend on the percentage of these lighter items in the batch. For Standard Duty Mixers our capacity chart lists each model's capacity at 20, 25, 30 and 35 pounds per cubic foot.
To Determine The Exact Weight Per Cubic Foot Of Any Item, All You Need To Do Is Weigh One Gallon Of The Product And Multiply Its Weight Times 7.5. This Will Give You The Weight Per Cubic Foot.
I 1( w tit ment
v,..bid-on-equipment.com
Model S-30. 115 Cubic Feet Mixing Capacity. 4.000 Pounds Per Batch
All Davis Mixers are available with stainless steel construction for those applications that require it. If the product you mix is for human consumption, stainless steel should be used for all contact points. This is where the ingredients come in contact with the mixer. Oftentimes, stainless steel construction is required for mixing certain veterinary products and definitely when handling items that have a harmful corrosive or acidic effect on mild steel. Stuffing Boxes are furnished as standard equipment on all stainless steel mixers and are available as optional equipment on all mild steel mixers. Their purpose is to prevent material being mixed from getting into the mixer's main bearings, which support the agitator's shaft.
Davis Stainless Steel Mixers

MODEL S-5 ON LEGS. MIXING CAPACITY 30 CUBIC FEET.
1,000 POUNDS PER BATCH
Mixer Is Equipped With Manually
Operated Bagger.
PREMIXER. CAPACITY TO 200 LBS. PER BATCH With The Davis Pre-Mixer, You Can Blend Premixes To Make Concen-trate, Supplement, Etc. Our Model S-1 Mixer has 6 cubic feet of mixing capacity. It's designed primarily for making premixes, but it is also ideal for those applications that require feed or other ingredients to be mixed in small quantity. Dr. J.A. Whiting, Poul-An Laboratories reports, 'We were astonished to find we could mix Live Rumen Bugs together with 21 other ingredients in only 2 1/2 minutes. Each pound discharged from the mixer was checked by chemists analysis and found to be absolutely uniform."
Mixer Is Mounted On Legs And Equipped With a Bagger For Sacking Mixed Ingredients
Illustrated With Protective Guard Removed
All Davis Mixers can be mounted on legs and fitted with a bag-ger or Butterfly Valve. They may also be equipped with 2 out-lets; one for bagging and the other for unloading in bulk. Two or more outlets may also be used to re-duce unloading time. Certain limitations do exist regarding location of outlets. Be sure to consult factory prior to placing order.
MODEL S-10 Mixing capacity 60 cubic feet. 2.000 pounds per batch.
MODEL S-3 ON LEGS. MIXING CAPACITY 18 CUBIC FEET. 600 POUNDS PER BATCH. Mixer is equipped with optional cylinder on outlet gate which may be operated by air or hydraulic. Hand wheel with rack and pinion control is standard.
Shown Without Protective Guard For Illustrative Purposes.
MODEL S-20 Mixing capacity 90 cubic feet. 3,000 pounds per batch. Mounted on legs and equipped with a bagger.
MODEL S-40 ON LEGS
Mixing capacity 150 cubic feet. 5,000 pounds per batch. Shown with protective guards removed for illus-trative purposes.

Davis Mixers - But Like a Battleship With Space Age PRECISION!
ADJUSTABLE PADDLES
Standard Equipment On Paddle Agitator. Ideal for Assuring Optimum Cleanout, As Well As Compensating for Paddle Wear.
Paddles are individually adjustable in order to compensate for even the slightest variance in the curvature of mixer's tank. We've rolled tanks for over 90 years and frankly no two have come out absolutely identical. Consequently the possibility to compensate for slight irregularities, a high or low spot in any given area, is a real asset especially in these days when smaller and smaller amounts of varying high potency additives are regularly used. Ingredients lying dormant in a low spot run the risk of improper mixing or contamination between batches. Today thorough cleanout is a must and a mixer lacking this feature is, in our opinion, incomplete and inadequate.
Please note: adjustable paddles are not employed on our saw tooth paddle agitator which has notches cut in its paddles to reduce the pinch point between agitator and bottom of mixer's tank. Using them on this agitator would be self defeating since saw toothing is purposely done to provide additional clearance between tank and agitator in order to handle bulky products which tend to be nonfree flowing and accordingly, require additional clearance so as not to bind. For operations with dual requirements a set of adjustable paddles may be bolted on in front of the saw tooth paddles. Installation or removal is only a matter of inserting or removing the bolts which hold these paddles in place.
Model S-60. Mixing Capacity 200 Cubic Feet. 7.000 Pounds Per Batch. Shown With Outlet in Back Corner of Mixer's Tank. (Position F) Protective Guards Have Been Removed for Illustrative Purposes.
• Be sure to contact us if specialized requirements present a problem in your particular operation.
STUFFING BOXES Furnished As Standard Equipment On All Stainless Steel Mixers And As An Option On Mild Steel Mixers.
Their purpose is to prevent material being mixed from getting into the mixer's main bearings. While these bearings are located on the outside of mixer's tank a small amount of material can work its way through tank where main shaft passes and into the bearings. Stuffing boxes prevent
this. Located between end of tank and main bearings, they're filled with packing which absorbs any material that escapes before it can get into mixer's main bearings.
When mixing abrasive ingredients such as sand or corrosive material, stuffing boxes are a must. These products will cut through a bearing's seal causing leakage of product through end of tank as well as severely damaging mixer's main bearings. Eventually bearing failure will occur. Initial cost of stuffing boxes is oftentimes no more than the one time cost to replace main bearings. Furthermore, potential and repetitive downtime due to this ongoing problem can be prevented once and for all by having this valuable feature built into your mixer. Stuffing boxes must be built in during construction. Adding them at a later date isn't feasible due to the fact so many changes are required. It isn't something that can't be done but cost would be very significant and field installation is impractical.
If you're mixing ingredients, which in any way could damage the mixer's bearings, it should definitely be equipped with stuffing boxes.
Model S-120. Mixing Capacity 515 Cubic Feet. 18.000 Pounds Per Batch.
Shown With Protective Guards
Removed 1-847-683-7720 www.bid-on-equipment.com
ent
Model S-100. Mixing Capacity 400 Cubic Feet. 14.000 Pounds Per Batch.

AGITATOR AUGER MIXER The Ideal Mixing System for Both: Short Cut Silage, Haylage, Chopped Hay, Hulls and Liquid Molasses With Small Amounts of Grain, Concentrate, Supplements, Minerals and Antibiotics - or All Grain Rations, With or Without Liquid Molasses and Fat, Plus; Soybean Meal, Trace Minerals, Medications, Vitamins, Etc.
1-847-683-7720 .hid-on-equipment.com
Now... Faster Mixing With Far Less Power!
Our precision agitator is, and always has been, the key to our mixer's superiority. It alone provides the only sure way to raise ingredients from the bottom to the top of a mixer's tank which is absolutely necessary to insure precision mixing. Otherwise they will lie dormant not being uniformly blended into the en-tire batch.
To make the agitator's job easier, we have added an auger on each side. Their purpose is to assist our agitator in breaking up high roughage rations. As the agitator revolves, the augers are constantly scouring it, which reduces its load. This signifi-cantly reduces the amount of power required to operate the mixer and as a direct result, life expectancy of all moving parts is greatly extended.
Furthermore, much faster mixing of high roughage rations is achieved with our agitator auger mixing system. In order to mix any type of roughage you must first break it up so that the other ingredients can be blended in with it. The two side au-gers act as an auxiliary blending system working together with our agitator to make its job easier. The augers circulate the feedstuffs from one end of the mixer's tank to the other con-stantly blending them with the ingredients that are being moved from end to end by our Precision Agitator. With our agitator auger mixing system circulation occurs constantly throughout the entire mixer's tank leaving no dead spots which could impair accuracy.
The agitator is built with an equal number of forward and re-versing paddles. This is absolutely necessary in order to pro-vide even circulation from one end of the mixer to the other. If a mixer's circulating system isn't balanced, feed will be thrown out at one or both ends of the tank.
In order to provide fast and thorough unloading, the agitator's forward paddles which bring the blended ingredients to the mixer's outlet are fitted to within 1/4" of the bottom of the tank. The reversing paddles are attached to posts 4" shorter than
Davis Machinery has been designed and built for three
generations by a family owned business dedicated to product quality, reliability and longevity.
Good enough won't do. It must be right.
those that hold tfie forward paddles in place. This is done to provide mixing action within the agitator itself as well as on its outer periphery. Another benefit of this particular paddle ar-rangement is rapid and thorough unloading. When the outlet gate is opened the forward paddles, which are closest to the bottom of the mixer's tank, push the ingredients through the outlet. Rate of discharge may be controlled by setting the out-let gate at the desired opening. Any excess which cannot pass through the outlet is recirculated back through the mixer by the agitator's reversing paddles thus preventing the possibility of binding at the unloading end. When the vast majority of the batch has been unloaded, the part remaining will no longer be recirculated by the reversing paddles allowing the forward paddles to clean out the amount remaining in the bottom of the mixer's tank.
Furthermore, we ask no one to serve as a proving ground for Davis Built Products. All of the research and development in proving out a machine is done long before we put anything on the market. Make no mistake about it. Proven manufacturing knowhow is acquired only through years of experience in research, design and development . . . ours dates back to 1894. Davis products have stood the test of time and truly originate from the fullness of experience. Improvising with lesser equipment only short changes your profit potential or even worse, may short circuit your good disposition.

BUTTERFLY VALVE May be ordered in place of standard outlet on all models. Highly recommended for handling fine powders or when mixer's outlet must provide an absolute seal. Ideal for items which will literally "run where water won't". Used extensively on mixers blending; ice cream powder, plaster, drywall products, caulking, grouting, etc. Suitable for liquid or dry ingredients. Available in mild or stainless steel in a diameter range from 2" to 12". Furnished
with handle for opening and closing, but may be equipped with electric actuator or cylinder operated by air for automatic or remote control operation.
HYDRAULIC, AIR OR ELECTRICALLY OPERATED OUTLET
For those who need to automate mixer's outlet or operate it by remote control, we offer an optional cylinder for all models, ex-cept the S-1, which can be powered by air, hydraulic or electric.
SURGE TANKS Available For Use With All Davis Mixers Belt or auger discharge is employed depending on products handled. Tank pictured is used with Model S-60 Mixer. Guards have been removed for illustrative purposes.
DRIVE
H
END
H.C. DAVIS SONS MANUFACTURIN
DISCHARGE LOCATION: Mixer's outlet may be located in any of the 9 positions shown. For most thorough cleanout, we suggest outlet be located in bottom of tank (positions E, H, or B). Rate of discharge is con-trolled by setting outlet gate for the desired volume. Multiple Outlets: Multiple Outlets may be used to reduce unloading time. Two or three bottom outlets may be employed. (Positions E, H, and B) They're also helpful when used in ope tions that bag as well as deliver in bulk out of the same mi For this application, both outlets must be in the same end, with one in the bottom of the tank and the other in corner. (Positions E and F, or D and E, for example.) Positions G, H and I can only be used on mixers equipped with center discharge ribbon agitators. Outlets located in bottom of tank (Positions E, H and B) are rolled to the contour of the tank and operated with a hand wheel attached to rack and pinion. Corner and side outlets (Positions A, C, D, F, G and I) also operate with hand wheel and rack and pinion, but aren't rolled to contour of tank. Certain Limitations Do Exist Regarding Location of Outlets. Be Sure To Consult Factory Prior To Finalizing Plans If You Have Special Requirements.
VARIOUS LOCATIONS OF OUTLET AVAILABLE ON DAVIS STATIONARY MIXERS
A DRIVE END ...RIGHT HAND
B DRIVE END ...BOTTOM
C DRIVE END ...LEFT HAND
D REAR END ....RIGHT HAND
E REAR END ...BOTTOM
F REAR END ...LEFT HAND
G CENTER .....RIGHT HAND
H CENTER .....BOTTOM
I CENTER ...LEFT HAND
DAVIS STANDARD DUTY HORIZONTAL PRECISION MIX BATCH MIXERS (7/3/85)
MODEL S-1 S-2 S-3 S-5 S-10 S-20 S:30 S-40 S-60 S-80 S-100 S-120 TANK CAPACITY Cubic Feet 8 14 20 33 70 110 130 170 230 330 440 550 MIXING CAPACITY Cubic Feet 6 12 18 30 60 90 115 150 200 300 400 515 Cubic Meters .16 .33 .50 .84 1.69 2.54 3.25 4.24 5.66 8.50 11.33 14.58 Bushels 4 9 14 24 48 72 92 120 160 240 320 412 Gallons 45 90 135 225 450 675 862 1125 1500 2250 3000 3862 Liters 170 340 509 849 1699 2548 3256 4247 5663 8494 11,326 14,582 MIXING CAPACITY IN POUNDS BASED ON INGREDIENTS AVERAGING: 35# per cubic foot 200 400 600 1,000 2,000 3,000 4,000 5,000 7,000 10,000 14,000 18,000
30# per cubic foot 180 360 540 900 1,800 2,700 3,450 4,500 6,000 9,000 12,000 15,000
25# per cubic foot 150 300 450 750 1,500 2,200 2,875 3,750 5,000 7,500 10,000 12,875
20# per cubic foot 120 240 360 600 1,200 1,800 2,300 3,000 4,000 6,000 8,000 10,300
H.P. Required 1.5 2 2 3 5 10 15 20 30 40 60 75
Drive Shaft RPM 284 284 284 284 284 296 360 360 360 272 340 340
Agitator RPM 48 16 16 14 13 14 14 14 13 9 9 9
Tank Length 40" 26" 40" 60" 72" 90" 90" 114" 120" 132" 144" 180"
Tank Width 18" 30" 30" 32" 41" 45" 51" 62" 76" 84" 96" 96"
Tank Depth 21" 34" 34" 36" 45" 49" 57" 54" 66" 72" 78" 78"
Loading Height 56" 40" 40" 42" 51" 55" 63" 60" 72" 78" 84" 84"
Outlet Size 7x7" 9x9" 9x9" 9x9" 14x16" 14x16" 14x16" 14x20" 14x20" 18x24" 24x26" 30x26"
Overall length 50" 47" 62" 81" 94" 115" 115" 143" 160" 177" 200" 236"
Overall width 22" 45" 45" 47" 56" 63" 70" 68" 80" 91" 104" 105"
Overall height 56" 55" 55" 57" 67" 72" 82" 79" 92" 100" 108" 108"
Gauge Steel in Tank & Ends 16 12 12 12 12 12 10 10 10 3/16" plate
3/16" plate
1/4 plate
Weight 300# 700# 800# 1200# 1700# 2300# 3,000# 5,000# 6,000# 8,500# 11,000# 15,000#
Capacities listed at 35 pounds per cubic foot represent the maximum load our Standard Duty Mixer is designed to process. For mixing material weighing 35-50 pounds per cubic foot our Heavy Duty Mixer is required. For mixing 50-70 pound material our Super Duty Mixer is recommended. Material weighing 71-100 pounds per cubic foot requires our Ultimate Duty Mixer.

SINCE
Model S-60. Mixing capacity 230 cubic feet or 8,000 pounds per batch.
Davis Products Are Built in a Variety of Models and Sizes to Fit Your Operation S-1 Premixer with 6 cubic feet of mixing capacity or 50 to 200 pounds per batch.
Most Mixers Are Shown With Protective G.uards Removed For illustrative Purposes. Never Operate a Mixer Without Protective Guards and Systems in Place.
Model S-5. Mixing capacity 1,000 pounds per batch. Mixer is built on legs and equipped with bagger for sacking feed directly out of mixer. This feature is available on all Davis Stationary Mixers.
-•••••••••••
0000000000000
00000 ?r,
Automated Feed
Processing System
Fri t ! atria11 Maar k
Our Automated Feed Processing System stores 250 formulas and controls up to 40 ingredients. Maintains inventory of each ingre-dient in storage and the amount used. Saves all feed making information on hard drive, transferable to other software.
Model S-40. Mixing capacity 175 cubic feet. 6,000 pounds per batch.
Model S-10. Mounted on Dial Scale. Mixing capacity 2,000 pounds.
Davis Package Feed Making System combines Mixer on scale with Roller Mill. System rolls all shelled grains for hogs, cattle, poultry and dairy, and mixes them with vitamins, minerals, antibiotics, liquid molasses and fat, plus short cut roughage. Built in 6 sizes with mixing capacities from 2,000 to 10,000 pounds per batch.
Model S-80. Mixing capacity 300 cubic feet or 10,000 pounds per batch.
Model S-30 on beam scale. Mixing capacity 4,000 pounds. All Davis Mixers are available with beam, dial or digital scale in pounds or kilograms.
Davis Package Feed Milling Plants are built in 4 sizes and
combine into a single unit ... grinding, rolling and mixing facilities to manufacture complete feeding rations. System grinds hay, ear can and shelled grains and mixes them with vitamins, minerals, liquid molasses, fat and short cut roughage.
Model S-120. Mixing capacity 515 cubic feet or 18,000 pounds per batch.

Portable 12x30 Krimper-Kracker with intake and delivery auger.
Combines bagging scale, conveyor and sewing machine. Component parts may be purchased separately. 10 bag per minute automatic system is also available.
Pumps for liquid molasses or fat are available in 10, 30, 48, 60 and 120 gallons per minute sizes.
Feed Granulator for grinding hay, ear corn and shelled grains. Available in 18" and 24" models for stationary or portable opera-tion. Blower elevates ground material into bin or mixer.
Also available with trailer and delivery auger.
Digital Molasses Meters in capacities from 10 to 100 gallons per minute. Calibration in liters is also available.
Most Machines Are Shown With Protective Guards Four Bags Removed for Illustrative Per Minute. Purposes. Never Operate One Person a Machine Without Proteo- Operation. live Guards and Systems in Place & Operational.
Semi-Automatic America's Bagging and
Great Name Sewing System. In Grain
Rollers.
Model 100-B. 10x10 Itow Profile Mill. Requires only 5 H.P. motor. Rolls all shelled grains, high moisture or dry. Capacity: 100 to 300 BPH.
Model 200-A. 10x20 Krimper-Kracker. Capacity 200 to 700 bushels per hour.
Davis Mixers Are Built To Last,
Not Just to Sell.
Two Pair High Mills Are Made in 8 Sizes.
Two Pair High 10x20 Mill.
Rolling grain through both
mills achieves a micron size of 700. Cracking corn through top mill and
crimping small grains with
bottom mill pro-
vides maximum capacity for both.
Commercial 12x30 Krimper-Kracker
Model 400-A. Rolls up to 1,500 bushels per hour.
Complete Feed Mill on Wheels. Combines Davis Feed Granulator with Horizontal Mixer, which handles products the others can't: hay, silage, liquid molasses, concentrates. Manufactured in 5 sizes with capacities from 3,000 to 10,000 pounds per batch.
Amp •
Trailer Mounted Transit Mixer-Feeder with drag and auger unloader.
System is available in 7 sizes with capacities from 2,000 to 14,000 pounds per batch.
Truck Mounted Transit Mixer Feeder. Built in 6 sizes from 3,000 to 14,000 pounds per batch. May be equipped with both drag and auger loader.
Packaging - Processing
Bid on Equipment
1-847-683-7720 www.bid-on-equipment.com