Automation of Coronary Stent Manufacture
55
Arterial Products Ltd 2009 Automation of Coronary Stent Manufacture A manufacturing proposal
-
Upload
neville-lawless -
Category
Documents
-
view
311 -
download
1
Transcript of Automation of Coronary Stent Manufacture

Arterial Products Ltd
2009
Automation of Coronary Stent Manufacture
A manufacturing proposal

Automation of Coronary Stent Manufacture
Arterial Products Ltd
Group #8
Cathal Finch
Shane Keaveney
Patrick King
Neville Lawless
Brendan O’Driscoll
2

Academic Integrity
“I/We declare that the material contained in this project is the end result of
my/our own work and that due acknowledgment has been given in the
bibliography to ALL sources, be they printed, electronic or personal”
Signed:
--------------------------- Cathal Finch
--------------------------- Shane Keaveney
--------------------------- Patrick King
--------------------------- Neville Lawless
--------------------------- Brendan O’Driscoll
Date:
3

Table of Contents
Automation of Coronary Stent Manufacture ....................................................................... 2 Arterial Products Ltd ............................................................................................................ 2 Table of Contents ................................................................................................................. 4 1.0 Executive Summary ....................................................................................................... 5 2.0 Introduction ................................................................................................................... 6 3.0 Overview ........................................................................................................................ 7 .............................................................................................................................................. 8 3.1 Stent Overview ............................................................................................................... 8 3.2 Current Stent Design Trends .......................................................................................... 9 3.3 Industry Overview ....................................................................................................... 11 3.4 Recent & Future Trends in Industry ............................................................................ 12 4.1 Construction Introduction ........................................................................................... 17 4.2 Tube Mesh construction stents ..................................................................................... 18 4.3 Wire/ring construction stents ....................................................................................... 23 4.4 Common Construction Processes ................................................................................ 25 5.0 Manufacturing Procedure ............................................................................................. 31 5.1 Evaluation of Manufacturing Procedure and Production Line Setup .......................... 32 5.2 Critical issues that may cause Disruptions .................................................................. 37
Annealing oven ............................................................................................................ 38
6.0 Automation Evaluation ............................................................................................... 39 7.0 Proposal for Arterial Products Ltd ............................................................................... 48 7.1 Proposal Summary ....................................................................................................... 51 8.0 Appendix ..................................................................................................................... 53 8.1 Glossary ....................................................................................................................... 54 8.2 Calculations ................................................................................................................. 55 9.0 References ................................................................................................................... 56
4

1.0 Executive Summary
Arterial Products Ltd, a leading manufactuer of catheters and balloon angioplasties in the
medical device industry is considering expanding into stent production. The company
plans to manufacture coronary stents at a rate of 10,000 per annum with a view to
expanding to 20,000 per annum within a decade.
The company requested a manufacturing proposal to highlight and evaluate the various
manufacturing methods currently adopted in the medical industry today. A brief overview
of stent manufacturing and trends in industy was also requested to aid the company in
choosing which process to adopt.
This manufacturing proposal highlights several differnet process and based on research in
the field has concluded with a recoomendation for Arterial Products Ltd. as to which
manufactung procedure would be most beneficial to their company.
The result of the proposal was that a batch process involving a laser micro-jet, a tube
mesh construction, micro-blasting, electro-polishing, PVD coating for Bare Metal Stents
with manual inspection setup was recommended.
It was decided that this manufacturing configuraton best suited the needs of Arterial
Products Ltd. and hence was the setup that was presented to the company with a view to
implementation.
5

2.0 Introduction
Arterial Products Ltd. has been producing catheter and angioplasty balloons for the past
twenty years. After gaining a strong foothold in these industries across Europe and
becoming leading experts in the field the company is considering adding a coronary stent
production line to their facilities.
Arterial Products Ltd. plans to begin producing coronary stents at a rate of 10,000 per
annum (40% of their current production rates for catheters and angioplasties). Looking to
the future, the company hopes to boost production rates to 20,000 per annum.
The aim of this manufacturing proposal is to provide a thorough investigation of the
manufacturing options for coronary stent production. On behalf of Arterial Products Ltd.
a design of a leading competitors (Medtronic) stent will be investigated for
manufacturability and automation possibilities.
Following this research, a method of production will be chosen that is seen to be suitable
for Arterial Products Ltd. requirements.
6

3.0 Overview
7

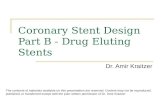
3.1 Stent Overview
A stent is a medical device used to support weakened arteries. Stents, comprising of small
metal tubes are inserted into the body in procedures known as angioplasties. In an
angioplasty a balloon is used to open a blockage in a coronary artery. After an
angioplasty blood flow is restored and a stent helps prevent the arteries from becoming
blocked again.
Stents are generally made of a metal mesh but may also be made of fabric. Much research
and emphasis is being placed on developing bio-absorbable stents which the body
dissolves after a period of time.
Stents may also be coated with drugs which slowly and continuously release medicine
into the artery which help the artery becoming re-blocked. These types of stents are
known as Drug Eluting Stents (DES).
Figure 1: Stent deployed
8

3.2 Current Stent Design Trends
In order to thoroughly investigate the manufacturing options of coronary stents by
Arterial Products Ltd. a full and proper understanding must be gained by examining
current trends in stent manufacturing.
Today there is a wide range of stents on the market with varying designs and physical
dimensions. These various stents offer solutions to a broad range of lesions within the
coronary circulation.
During the last ten years stents have evolved with improvements in technology and
general stent design, the design of delivery systems, techniques specifically designated
for certain lesions, and a change in the perceived need for anticoagulation.
Obstacles to stenting such as large branches, long lesions, lesions on sharp bends and
increased risk of anticoagulants are no longer considered to be so significant. Even the
left main stem is no longer immune from stenting as a bailout procedure, even when not
protected by one or more bypass grafts.
Longer stents allow a range of lengths to be covered. Greater awareness of the role of
anti-platelet agents, including IIb/IIIa receptor inhibitors, has reduced the risk of sub
acute stent occlusion and hemorrhage.
Lesions in vessels where the approach to the site of the stenosis is extremely tortuous
continue to present a challenging problem but improvements in delivery system design
and the use of stiffer wires to straighten the target vessel temporarily make these lesions
more amenable.
There are some areas where stents are still not suitable solutions and trends in industry
look to be fixed on solving these issues. Stents may not be applied to lesions that cannot
be predilated. If these types of lesions are stented the risk of sub acute occlusion is high.
9

Lesions in vessels smaller than 2-5 mm diameter are not stented because of the incidence
of thrombosis and restinosis.
10

3.3 Industry Overview
One of the main design considerations stent manufacturers are focusing on is the strut
width of the stent. When a stent is inserted and expands, some damage to the arterial wall
is incurred. Manufacturers are seeking to minimize the contact surface area by decreasing
-the strut width. To achieve this goal, the control system must maintain tighter tolerances
during the cutting processes. Any small deviations from the initial design result in larger
percentage errors in the overall strut width leading to adverse effects.
A second area manufacturers are redesigning is the thickness of the stent. The trend is
leaning towards thinner stent structures to improve flexibility and overall performance.
An advantage to striving towards thinner stents is that thinner stents sustain higher
cutting speeds which are more efficient.
Bioabsorbable stents are being researched. These stents, made of polymers, dissolve over
time. Producing stents made from polymers requires a different manufacturing setup with
different laser wavelengths and involves an ablation process where the material is
vaporized during the machining process. Manufacturers are experimenting with multiple
pass procedures to produce these types of stents.
11

3.4 Recent & Future Trends in Industry
Balloon angioplasty was somewhat replaced by Bare Metal Stents in 1994. Balloon
angioplasty has a high restinosis rate of 30-40 percent.
The introduction of such stainless steel stents helped to reduce levels of restinosis to rates
of 15-20 percent – a significant improvement. However the introduction of BMS
increased the risk of early in-stent thrombosis immediately after the procedure and
neointima scar tissue.
Figure 2: Bare Metal Stent
The issue of thrombosis was counteracted with anti-platelet therapy.
It was not until the introduction of Drug Eluting Stents (DES) that the issue of neointima
scar tissue could be addressed. DES was introduced by Cypher (Cordis) in 2003 and
Taxus (Boston Scientific) in 2004. They were followed by Endeavor (Medtronic), Xience
(Abbott) and Promus (Boston Scientific) in 2008. These stents took advantage of the
same types of drugs used to fight cancerous tumors.
Some of the stent manufacturers designed the DES to elute their drug early during the
initial vessel healing process whereas some DES eluted the drugs later on in the recovery
period.
12

However most DES elute their drug in the first three months, which is the period when
scar tissue typically forms in bare metal stents. Endeavor elutes in about two weeks,
Cypher in about 100 days, and Xience and Promus well after 100 days.
Like the introduction of earlier technology DES have some obstacles which too must be
overcome. DES solutions create a rise in rates of late-stent thrombosis. Studies and
experiments carried out have shown that this adverse affect is caused by the drug delivery
polymer irritating the vessel.
Figure 3: Drug Eluting Stent
The American College of Cardiology proposes using anti-platelet technology to combat
this issue. However this remedy also has side effects.
This led to research into Bioabsorbable polymer stents mentioned earlier. This recap
brings us to the present day where Boston Scientific is waiting for FDA approval for a
new stent which uses dots of polymer along the struts to limit vessel/polymer contact.
Another stent being developed by Boston Scientific named the “Cordis Nevo” uses tiny
holes in the struts which act as reservoirs for the drug polymers to cut the amount of
polymer on the stent and its contact with the vessel wall.
Looking into the future, Abbott plans to release a fully Bioabsorbable stent which it
hopes to release sometime in the next 10 years.
13

Figure 4: Bioabsorbable Stent
This recap of stent industry allows for a greater understanding of future stent
manufacturing prospects and allows for a greater insight into how Arterial Products Ltd.
may produce coronary stents in the future.
By understanding the technology currently in practice and reviewing future
advancements, this sets a plateau from which a method of production for Arterial
Products Ltd. can be proposed and examined.
14

4.0 Construction
15

4.1 Construction Introduction
Below are the two different construction methods we considered for the stent which will
be produced by Arterial Products Ltd. The first is a tube mesh construction. This method
is detailed below with a step by step guide to the processes involved.
The Wire/Ring constructed stent and the processes involved in its construction are also
examined.
Finally the general construction processes involved in both methods are reviewed.
16

4.2 Tube Mesh construction stents
For a balloon expanded stent, the stent is cut from a blank tube of material (generally
stainless steel). The blank tube is cut to length and uniform slots and shapes are cut out
to give the stent its mesh form. This allows the stent to be crimped so it can be inserted
into the artery. The mesh structures are joined together via struts. The design of these
struts is critical to the efficiency of the stent. For this reason the quality of their cutting
and finish is of high importance in the stent production.
The process flow diagram below highlights the main processes involved in the tube mesh
construction of stents. These processes are then reviewed in more detail below.
Blank
Laser Cutting
UnfinishedExpanded Metal
Stent
Finishing
FinishedExpanded Metal
Stent
Assembled StentSystem
Crimping Catheter/BallonCatheter
Coated ExpandedStent
Coating Process
Figure 5: Process Flow Diagram – Tube Mesh
17

When choosing tube mesh construction, two different types of laser cutting processes
may be adopted. The two processes are evaluated below.
a) Dry Nd: YAG Laser cutting
This process, also known as fine laser cutting, is an advanced machining process used for
cutting thin materials in tube mesh construction. It is an extremely fine cutting process
compared to rougher laser cutting such as CO2 laser cutting. It is used for cutting fine
detail into delicate parts which require a high degree of accuracy. This process is
typically carried out on machines which have accurate axis movements and, in the case of
stents, a rotating axis.
Figure 6: Nd: YAG laser cutting on a stent
For tube mesh construction, the cutting of the slots in the stents can be done by the Nd:
YAG laser process.
The equipment used in this process would have very high tolerances, up to +- 2.54μm,
thus making it an extremely precise process. An adverse effect of this process is that it
can cause damage to the surface of the stent. It leads to an oxide layer on the stents
surface along with remelt on the sides of the struts as the laser beam becomes more
diffuse. The beam usually becomes more diffuse when used to machine thicker walled
tubes.
18

The laser cutting machine, for use with stents, would have an Nd: YAG laser device used
for the cutting. The work piece would be mounted in a rotatable fixture. The laser its self
would be able to move laterally along the length of the stent. Both the rotation of the stent
and the lateral movement of the laser would be computer controlled. In terms of using
this process in the production of the “Arterial Products Ltd” stent, it is a very good and
precise process but due to the problems associated with it, mentioned above, the stent
requires post-cutting processes to improve surface quality and material properties.
Figure 6a: Stent cut using an Nd: YAG laser
19

b) Water jet Guided laser Technique
An improvement on the plane Nd: YAG laser cutting process is the Water Jet Guided
Laser Technique. This method of cutting was discovered by scientists at the Institute for
Applied Optics at the Swiss Federal Institute of Technology Lausanne.
The Laser Micro-Jet® involves guiding a laser beam by a water jet. The laser beam is
focused in a nozzle and passed through a low pressure water jet. The water jet bounds the
laser beam and guides it. The geometry of the chamber and nozzle are very important for
holding the high energy laser beam in the water jet. The laser beam is guided by means of
total reflection at the transition zone between the water and air of the inner wall of the
water jet. The water jet can be referred to as a fluid optical wave-guide of a variable
length.
For this method a pulsed laser is used. This in turn means that as the cutting process is
taking place the water can cool the cut. Due to this cooling effect of the water a very
slight thermal penetration is achieved. This leads to a very narrow clean cut which is
parallel with no burrs and no thermal damage. With this process an IR laser is used. Due
to the fact that no remelt is created during the cutting process, the need for micro blasting
can be largely reduced or even removed. This is a big advantage as it reduces the chance
of weakening the struts of the stent. The quality of the stent manufacturing is increased
and product liability is greatly reduced.
The quality difference of the Laser Micro-Jet® compared to the Nd: YAG is huge. The
Laser Micro-Jet® cut stent has a far higher biocompatibility than stents cut with the Nd:
YAG process.
Advantages of this water guided system compared to the dry cutting laser process include
high cutting speeds, excellent surface finish and accuracy, no damage due to heat, very
small parallel cuts (28-60μm), reduced post-processing and reliable consistent product
with any cutting geometry possible.
20

The equipment used in this process is very similar to that described in the Nd: YAG laser
cutting process. The main difference between the two machines used is the use of the
water guided jet. This adds to the foot print of the machine as water supply such as
pumps, pipes etc will need to be taking into consideration compared with the dry laser
cutting machine.
The quality achieved by using the water guided cutting machine when compared to dry
laser cutting is huge. This in turn reduces product liability. The Laser Micro-Jet® cut
stent has a far higher biocompatibility than stents cut with the Nd: YAG process.
By comparing the figures illustrating the Laser Micro-Jet® cut stent and dry laser cut
stent we can see the marked improvement in the cut and finish quality. This is one of the
main reasons the Laser Micro-Jet® machine is deemed to be more suitable for “Arterial
Products Ltd” stent production. It reduces post processing and improves overall quality,
along with have having higher cutting speeds and being very suitable for automation.
Figure 6b: Diagram of water guided laser Figure 6c: Stent cut using a Water cutter jet guided laser
21

4.3 Wire/ring construction stents
This second, older stent construction method is evaluated below.
These stents formed using the wire/ring construction method are constructed from rows
or shapes of material and are arranged in a cross-hatched, braided or interconnected
arrangements. They are assembled in a tube-like structure on a tungsten rod. Next they
are fused together, usually using laser welding or something similar.
Fusing is a complex and inconsistent process. Vision detection software is used to locate
the fusing point. The operator can adjust this location. The laser welding mechanism to
fuse the fusion point is then activated. After this initial fusing the machine will
automatically rotate and move to the next fusion point depending on the stent type it is
fussing. The machine fuses all fusion points automatically apart from the first.
The equipment used in the fusing process is complex. It includes a laser welding device
and a vision detection system as mentioned above. The laser welder must be able to reach
all fusion points on the stent. This means the stent may need to be placed on a rotatable
mounting and the laser welder moveable in the lateral direction. This is similar to the
laser cutting equipment described previously. The machine requires the accuracy of an
operator for the correct fusion of the initial fusion point. If the first fusion is incorrect the
rest of the fusion points will be missed by the laser and thus the stent will be unusable. As
said above the machine is complex and inconsistent. There may also be quality issues due
to fusion points which may lead to poor surface quality and remelt problems along with
heat affected zones. Due to all of these issues the wire/ring construction method for
stents would not be recommended for “Arterial Products Ltd” stent.
After the fusing process the stent may be swaged. This is a process which increases the
surface of the stent by removing material from the outer surface. This process is used for
drug eluted stents so as to increase the capacity of them for a greater surface coating of
22

the drug on its surface. The stent is then chemically cleaned before being annealed and
subsequently electro polished.
The process flow diagram below illustrates the order of the processes in this construction
method.
Figure 7: Process Flow Diagram – Wire/Ring
23

4.4 Common Construction Processes
Whether the tube mesh or wire/ring construction method is adopted, both methods
incorporate the following processes.
Swaging
In this process material is removed from the outside surface of the stent to increase the
microscopic surface area of the stent. The reason for this process is to allow a greater
drug coating to be placed on the surface of the stent.
Figure 8: Swaging
The equipment involved in the swaging process consists of a swaging machine. The
swage machine uses 3 cutters which spin around the outside of the stent. These cutters
remove a very small amount of material to create very small flat spots on the stent. The
equipment used is small and quite simple. This process is only necessary for Drug Eluted
Stents.
Annealing
In the annealing process stents are placed in a heating chamber filled with an inert gas.
They are heated for approximately 1 hour. The reason for this process is to grow the grain
24

size of the stents to a specific length. The chamber is filled with inert gas to remove
oxidation from the stents which may be caused by the cutting or fusing processes.
The equipment used in annealing is a batch system with a series of ovens and the
continuous system, with one oven. The stent undergoes a series of heat treatments at
different temperatures.
For the batch system a number of ovens are used. The batch is moved from one oven to
the next. Each oven is at a different temperature, set specifically to the design
requirements. Each oven has pumps which remove the air from inside them and refill
them with an inert gas.
For the continuous system one oven is used which has a conveyor belt which runs
through it. The oven has different stages within it set at different temperatures. Nitrogen
gas is pumped in the opposite direction of the conveyor belt along its entire length. This
is done for the same reason as the batch oven system, which is to remove oxidation from
the stents.
The continuous system lends itself well to a high volume, continuous, automated system.
It reduces the amount of handling of the stents between heat treatment stages and
therefore reduces the risk of defects due to miss handling. The batch system has a smaller
foot print but is a slower process and does not lend itself well to automation.
However the batch system is more suited towards Arterial Products Ltd stent production
due to the smaller foot print and the fact that the continuous system would be more suited
to a higher production rate than they are considering.
Chemical blasting
This is a process used to remove both the oxide layer and the remelt resulting from the
laser cutting. This is a high precision process. Chemical blasting treats all surfaces
equally.
25

The equipment used in chemical blasting is quite simple, although it requires the storage
of dangerous chemicals. The chemical is applied to the stent using a pump system or the
stent may also be dipped in the chemical. It treats all areas, which is especially good in
the treatment of stents due to their small features which can be hard to reach with micro
blasting. With the use of the water guided laser cutting this process is generally not
needed. Also with the fact that Arterial Products Ltd. has micro blasting facilities already
available, the introduction of chemical blasting would be wasteful if they have the
capacity in their existing micro blasting facilities.
Basic micro abrasive blasting
In this process the stent is fixed by custom holders which are controlled by the operator.
Depending on the size of the stent, vision enhancements systems may be used. A blasting
nozzle is pointed at the surface to be abraded and the operator uses a foot pedal to
activate it. The air pressure and amount of abrasive used is monitored and automatically
regulated. The blasting process must be very precise.
If too much abrasion is used the joints of the stents will be weakened which can cause
premature failure of the stent. This is often controlled by measuring the amount of
material removed from the stent in thousandths of grams.
A flow of clean dry air is mixed with a pure, uniform, abrasive media. An extraction
system is used to remove the abrasive, from around the work piece.
Various media and air pressure can be used depending on the attributes and specifications
of the product.
The equipment used for this process consists of an air pressurised system which is used to
blast the stent with abrasive. The operation of it is described above. There must be very
high control on the equipment used in this machine. If the micro blasting machine
removes too much or too little material from the surface of the stent it could cause the
failure of the stent and or complications after stent implantation. As said with chemical
blasting the use of this process can be rendered unnecessary with the use of the water
guided laser cutting machine.
26

Polishing
This is a final surface finishing process used in stent manufacturing. The industry
standard is electro polishing (an electrically driven process).
Electro-polishing creates a high chrome surface finish. The object to be polished is placed
on an anode bar which is lowered into a number of chemical baths. Material comes out of
the solution in the chemical baths and is attracted to the surface due to the electrical
current supplied. The material reforms on the surface to create a coating on the object.
The object is then passed through a passivation stage in nitric acid to remove any ions
and prevent rust forming.
The equipment used in electro polishing has a large foot print due to the number of tanks
used in the two stages of the process. The storage of the various chemicals is another
associated issue and cost. Along with the cost of the power consumed during the process.
The quality of the finish is of a high quality.
More recently, chemical processes have been used. The basic principal behind chemical
polishing is an object is placed in a bath of acid. A typical mixture used is phosphoric
acid (80%), nitric acid (4%) and water (16%) at approx 35 °C. The main advantages of
chemical polishing are that it reduces the outlay in the plant due to less tanks and fixtures
along with the reduction in electrical powers supply.
The purpose of all these surface finishing processes are to improve the surface finish so
as to reduce and eliminate surface defects and to produce a stent that has improved
corrosion resistance and fatigue life.
Stent Crimping
Stent crimping is a process whereby the stent is crimped over its balloon delivery system.
The balloon is place inside the stent and the stent is then reduced in diameter by a
crimping machine. The purpose of this is so that the stent may be delivered to the
27

affected area with the balloon in it. The balloon may then be inflated to expand the stent
to its desired size.
The equipment used here is pretty standard and very simple. It has a small foot print and
is high automatable.
Coating
There are various coating methods, each with specific characteristics, which may be
chosen when considering stent manufacture.
Dipping
The stent is dipped in a bath of liquid to form the coating. When the stent is removed a
film is left on the surface as a solid.
The equipment used in dipping is very simple and is as described above. It allows for
batch coating as all stents can be coating at the same time thus reducing time of coating.
Any coating that can be liquefied and re-solidified can be used.
Spraying
The coating is applied via a spraying gun. It sticks to the surface of the stent to create a
thin film of the coating.
Spraying is a simple process which requires simple equipment. It uses a pressurised air
system and a spray gun device which uses the pressure of the air to spray the coating on
the stent. The use of spray for a stent coating may not be very suitable due to the small
features of the stent which may be hard to reach with spray. It requires that the stent or
the spray gun can move during coating to reach the various parts of the stent. As with
dipping any coating that can be liquefied and re-solidified can be used.
28

Physical vapour deposition (PVD)
The material to be used as the coating is a substrate and the stents act as the cathode
target. The power supply creates plasma between the substrate holder and the target.
Material is transferred from the substrate to the target via this method. This creates a thin
film on the surface of the stent.
Figure 9: Physical Vapour Deposition
From figure 9 above the outlay of the equipment used is clear. The foot print of the PVD
machine would be reasonable large. It requires a large amount of power which increases
the cost of the stent coating. PVD is also preformed in a vacuum which also increases the
equipment required and the cost. Almost any type of inorganic coating can be used as
well as some kinds of organic coatings.
Chemical vapour deposition (CVD)
CVD is be defined as the atomistic deposition of solid material onto a substrate from the
vapour / gas phase, brought about by thermally induced chemical reactions. CVD creates
a thin film coating on the surface.
The equipment required for CVD is complex, has a large footprint and is totally
unsuitable for Arterial Products Ltd stent manufacturing. The running cost and setup cost
are far too great. CVD is also a very slow and non-automatable process. CVD coatings
are usually only a few microns thick and are generally deposited at fairly slow rates,
usually of the order of a few hundred microns per hour.
29

5.0 Manufacturing Procedure
30

5.1 Evaluation of Manufacturing Procedure
and Production Line Setup
Medtronic is one of the leading manufacturers of coronary stents worldwide and would
therefore be one of Arterial Products main competitors in this area. Consequently, it is
beneficial to examine and evaluate their production process with a view to incorporating
some of their methods into the company’s production procedure. According to the latest
available information, Medtronic use the wire/ring construction method (see Section 4.3).
The figure below is a schematic of the process used by Medtronic in the manufacture of
stents as of 2004.
Figure 10 – Process Flow Chart – Wire/Ring
In the pre-processing stage rough cobalt chrome alloy rings are tumbled to smooth the
edges in a controlled process which ensures uniform mass and dimensions of the rings.
The rings are then loaded onto a plastic rod, presumably manually, and transferred to the
forming machine.
The rings are then sent, individually, through the forming machine which uses dies to
press them into a zigzag pattern. The resultant product is then dumped into a bucket and
sent to the loading station.
31

At the loading station, the rings are loaded onto a tungsten rod one-by-one and, once the
appropriate number of rings has been loaded, the rod is passed to the fusing machine.
The fusing machine automatically moves and rotates the stent to the general location
where the stent must be fused and a worker, operating a laser welding machine, fuses the
appropriate joints together.
At this point, the first formal inspection takes place. It involves looking for geometric
anomalies and poorly fused joints. Defective stents are discarded and all other stents
move to the swaging stage.
Swaging (see Section 4.3) is the process of removing material from the stents in order to
increase its surface area. This allows the drug coating to have a greater effect. It is done
by placing the stents on a mandrel and passing them through a series of dies. There are 8
swaging stations in the production line. The stents are collected after this process and
transferred in batches of 200 to the synergy stage.
Figure 11: Swaging
Synergy refers to a cleaning solution which is used to clean the stents. The 200 stent
batch is split into lots of 50 and each lot is passed through the four successive stages in
the cleaning process.
32

The cleaned stents are then loaded onto tungsten rod ‘trees’ and annealed in batches. This
grows the grain size of the stents to a specific level. Annealing is a time consuming
process taking 90 minutes to complete including loading and unloading. There are 4
annealing ovens in the production line but there is a problem with queues forming at this
stage of the process.
In the electro-polishing stage batches of stents, which are manually loaded onto an anode
fixture, are lowered into heated chemical baths and then sent through a passivation stage
to remove ions and prevent rust before being unloaded and placed in a tray for final
inspection. There are 5 electro-polishing stations in the production line.
Human inspectors inspect each stent under a microscope for an average of 3.7 seconds.
The most expensive stages in the process are fusion followed by final inspection. The
final inspection is not only time consuming and non-value added, but also prone to
human error.
In terms of technology, some of the processes outlined above are dated. Pre-processing,
forming, loading and fusion are time consuming, labour intensive processes which could
all realistically be replaced by laser cutting in Arterial Products’ production procedure.
Laser cutting cycle times are around 4 to 5 minutes so significant savings could be made
by pursuing this option. Laser cutting technology can achieve better accuracy also and
can be automated which reduces labour costs and improves the repeatability and
uniformity of the product. However a micro abrasive blasting procedure is required
following laser cutting to remove remelt and any oxidation. This process is likely to have
a similar cycle time to laser cutting depending on what laser cutting technology was used.
Another point which must be taken into consideration is the fact that this plant produces
3000 stents per day over a 16 hour period whereas Arterial Products Ltd envisage an
initial production figure of 10000 per year eventually rising to 20000 per year. On the
presumption that the factory would operate for 250 days of the year, these figures
33

represent production levels of 40 and 80 stents per day respectively. Therefore, while it
would be feasible to use a similar layout and system to Medtronic’s, the scale would be
much smaller and only a single line would be necessary. Taking a cycle time of six
minutes for both the laser cutting and the microblasting processes (including time taken
to transfer to the next station), maximum production of 80 stents per day could be met in
an 8 hour day using one laser cutting and one microblasting machine and queuing or idle
time would not be an issue in this part of the process.
The annealing process takes 90 minutes. Theoretically, during this time, 15 stents would
have been cut, micro blasted and swaged. This means that, in order to avoid a bottleneck,
an annealing oven capable of annealing at least 15 stents at a time would be required.
However, while this would easily achieve the targeted starting production level of 40
stents per day, a problem would occur if production went above 75 stents per day. In this
case a slightly larger oven would be needed. If a larger oven was purchased straight away
higher capital and running costs would be incurred and the oven would not be used to its
full capacity until production went above 75 stents per day. If a smaller oven was
purchased at first, an upgrade would almost certainly be required in the next 10 years.
Durney (1984) suggests an electropolishing time of 4 to 5 minutes for stainless steel
which indicates that a single electropolishing setup, similar to that of Medtronic’s but
much smaller, would fulfil the required production levels and keep a continuous flow in
the production line.
A cleaning procedure similar to Medtronic’s Synergy process would also have to be
incorporated into Arterial’s production setup. This would, of course, also be on a much
smaller scale than Medtronic’s setup.
With regard to final inspection, an automated system would be the preferred option as
this would minimize errors and would probably reduce costs also, depending on the type
of system being chosen.
Tolerances of stents are in the range of ±5µm. This is achievable using laser cutting
technology with Synova claiming precision levels of ±3microns from its Laser Micro-
34

Jet® technology (see Section 4.2). In the micro abrasive blasting procedure, abrasives in
the range of 17.5-25 microns are generally used. Wise et al. (2000) states that the initial
raw material should have a surface roughness of less than 1µm and that electropolishing
reduces this to below 0.05µm. Stents are also required to meet strict biocompatibility
standards in order to reduce the risk of medical complications arising from the implanting
of a stent. Biocompatibility is normally achieved by coating the stent with a
biocompatible material such as gold or phosphorylcholine.
35

5.2 Critical issues that may cause Disruptions
36

Annealing oven
A time plan needs to be implemented with rigid scheduling for the annealing oven. If the
oven were to stop operating, the down time would have serious adverse effects
such as a high backlog occurring.
Inspection
A highly skilled operator is necessary for this process. Human error in this process can
account for serious complications and damage to the company’s reputation if a
batch of unsuitable stents were released to the general public.
Production Line
There is a high dependence on the production lime to operate efficiently. If the line
breaks down there is no back-up and all manufacturing of the stents ceases.
Micro-blasting
If this process is not highly controlled and too much material is removed from the stent it
can lead to premature failure of the stent. This consequence can then cause major
complications.
On the other side, if not enough material is removed all defects present in the stent will
not be removed.
If the laser operates efficiently the microblasting process is not wholly required thus
reducing this critical issue
37

6.0 Automation Evaluation
38

On request of Arterial Products Ltd. the use of automation technology that may be
applied to processes examined is evaluated.
There are four key areas listed below where automation solutions may be applied to stent
production processes. Each area is evaluated in detail with reasoning for automation
provided.
1. Reduction of Manual Handling.
2. Move from Batch to a more or fully continuous process.
3. Synova Laser Micro-Jet® or Fiber laser cutter.
4. Integration of more specialized machines for each process and Robotic
arms as a method of transportation between each process.
1. Reduction of Manual Handling – Reasons
• The use of manual handling increases the risk of possible damage occurring to the
stents during the manufacturing process because of human error.
• The utilization of highly calibrated machines and tools speeds up the process to a
significant extent when compared to manual work carried out by employees.
• As a result of the previous point there is an increased controllability and consistency
built into the manufacturing process as a whole.
• Future implementations that are being considered to decrease a process time can be
easier calculated and finer limits can be set when human factors can be ruled out.
• During Inspection- If the amount of manual handling down the line to this point can
be decreased, the level of inspection to be carried out will be reduced as the error rate
of each machine is prior knowledge.
39

2. Move from Batch to a more or fully continuous process – Reasons
• A batch type manufacturing process in this case is directly related to point
1. Manual handling gives rise to work being done in portions rather than a quick
changeover into the next step, as the Stents need to be loaded and unloaded onto the
transporting vessel to change process
• Change over to each process is time consuming; Non-value added and
leads to human error.
• Current manufacturing procedures in stent production are of a batch
process type. After each stage which causes considerable amount of work being
carried out on the stent, an inspection and quality assurance stage is necessary. One
such reason for this is that the US FDA has laid down a protocol for maintaining
correct tolerances on surface finishes on the stent. The introduction of drug eluting
stents in 2003 has made this necessary. The result of this is the previous allowable
tolerances of 15% have been dropped to 6 - 8%. Leading on to companies reducing
the strut dimensions from about 110 µm to as little as 60 µm.
• To achieve these radical requirements it has been said that, "In the long
term, the current semi-industrial approach involving multiple manual operations and
open loop, batch-oriented quality assurance procedures will have to be replaced by a
monolithic, IT-based total quality management system involving fully automated and
controlled process chains “from tube to stent” without any manual interference,"
40

Figure 13: Showing real size of actual stent and the challenge facing laser cutting.
41

3. Synova Laser Micro-Jet® or Fiber laser cutter- Reasons
• For the purpose of automation of the manufacturing process only Laser Micro-Jet®
cutting has been considered as its advantages weigh considerably higher than those
associated with the Fiber Laser cutters on offer.
• Higher cutting speeds exhibited than conventional Nd: YAG lasers.
• Excellent tolerances and surface finishes giving narrow parallel cuts to the range of
28 to 60 μm
• No thermal damage or material transformation due to a pulsed laser system refracted
through a water jet. This provides immediate cooling to the heat affected zone (HAZ).
• No re-melt inside tubes resulting in very little or no micro-blasting being needed;
which is an unwanted process that can cause stress to the struts, causing weakening
and failure.
• Very low running costs and no tool wear which can to production line downtime
which is an unwanted occurrence.
• Constant repeatable results are seen to be provided.
• Any cutting geometry is possible on the Stent
Figure 14: Cutting with water jet guided laser
42

4. Integration of more specialized machines for each process and Robotic arms
as a method of transportation between each process – Reasons
• The use of a conveyer-belt furnace to replace the batch annealing ovens.
This is the first step in moving the whole manufacturing process from a batch type
into a continuous one. Currently, process operations require approximately 1.5 hours
loading, annealing, and unloading. So only a certain number of stents per batch can
be processed. With the conveyor oven system, there are various temperature zones
through which stents travel to achieve desired annealing effects. Thus saving any
downtime on letting ovens cool and be reheated for every batch.
• Automated optical inspection unit.
As the tolerances of strut thickness are being diminished (As it stands the current
minimum coating thickness on DES is 60 nm), the time allocated to manual
inspection of stents is ever increasing. This issue is a critical one in reducing overall
production times of individual stents. Thus, the need for a 100% automated optical
inspection station is becoming ever greater. At present however, there is no
manufacturer of an all in one integrated system that would be needed for the optical
inspections required. This is soon to change with developments in the biomedical
industry being so fast-paced.
• Finally the 3rd method to fully bring the company up to 100% automated
production levels and thus a fully continuous production line is the introduction of
Robotic Handling, conveying systems and feedback loops providing a continual
information feed.
By the introduction of these units, the leading time for single unit outputs is only
limited by the time involved in each individual process.
Below, it is set out, an envisaged process for robotic handling which could be
deployed step by step for the simple manufacturing process
43

Also, it is clear to see that the introduction of automated systems brings with it a very
high level of information availability which can be sent forward and backwards
between station to provide higher productivity, higher through-put and significantly
lower production cost. This can be seen in Figure 15 below:
Figure 15: Mesh Belt Annealing Oven
Figure 16: The optical inspection plant and the heat treatment unit are further
decisive building blocks for a future fully automated stent production chain
44

Figure 17: Automated processing chain for stent production
Figure 18: Stent Automation
(1) Stent is placed on the annealing belt furnace after laser cutting has taken place.
(2) Robot arm picks up annealed stent from conveyor belt; base rotates all arms to
next station
(3) Robot arm dips stent in chemical bath to electropolish surface; base rotates to
next station
45

(4) Robot arm dips stent in chemical bath to remove oxidation from surface; base
rotates to next station
(5) Robot arm holds and rotates stent in front of photo sensitive screen and light for
light refraction analysis (inspect for geometric and surface errors); base rotates to
next station
(6) Robot arm holds and rotates stent in front of chemical detector to inspect for
contamination; base rotates to next station
(7) Robot drops stent into tray for post final-inspection steps; base rotates back to
station (2) to repeat process
As the confidence of Arterial Products Ltd. grows in the future and stent production
levels become too high for the batch production system which we have recommended, it
is felt by our team that these automation solutions outlined above would be a welcomed
implementation to the manufacturing facility and also that the immediate cost of plant
will be more than compensated for by its high level of flexibility, productivity and
controllability in the long-term.
However, it is a concern to us that the purchase of new equipment is capital intensive and
the payback period is yet to be calculated because secrecy of production methods within
the 4 big stent manufacturing companies is valued by them.
As such, no figures were available on production times or machine costs. This hinders
any recommendations that can be made on the feasibility of introduction of these
automated solutions.
If implementation of suggested automation solutions is carried out, the team feels that it
would be beneficial to carry out the introduction of the machinery in parallel with the
current processes, this would show any bugs that could arise and cause minimum
disruption to output during the phase in period.
46

It would be envisaged that each piece of equipment be installed in phases if at all possible
so that the level of overlap of errors is completely minimised. When that specific piece of
equipment is running error free then attention can be focused to the next piece.
A high level of project management would be necessary during this time so that all
parameters can be tested.
7.0 Proposal for Arterial Products Ltd
From the research outlined above, it is recommended that Arterial Products purchase one
Micro Laser-jet machine to perform the laser cutting as this would achieve the highest
accuracy and would reduce the amount of micro-blasting required. It is at the forefront of
current laser cutting technology so it is therefore envisaged that this process would not
need to be replaced or upgraded in the near future.
Microblasting will directly follow the laser cutting procedure in the production line. One
microblasting machine has been deemed suitable to meet targeted production levels.
The design choice for the stent has yet to be finalized, however, if a drug eluting stent is
chosen, a swaging machine is recommended. As stated previously, this would increase
the surface area of the stent and thus allow a greater drug coating to be placed on the
stent. If a non-drug eluting stent is chosen, this process is not necessary.
Inspection is an important process to consider as some of the pieces would not need to be
put through the microblasting process once they come out of the Laser Micro-Jet®
process. For this reason an inspection station after the Laser Micro-Jet® station is
recommended.
47

A cleaning process similar to Medtronic’s must be undertaken on the stents to meet
manufacturing standards.
Annealing is required to grow the grain size and achieve the desired physical properties.
A small annealing oven with a capacity of around 15 stents is the recommended choice.
This would meet production levels until production goes above 75 at which point a larger
oven would have to be purchased.
A single electro-polishing machine should be placed in the production line following the
annealing phase.
The recommended coating process is PVD as this would facilitate more control and
easier automation.
The final inspection will be a human inspection carried out with the use of microscopes.
Although automated inspection is more reliable and accurate, production levels are quite
low so the cost of an automated inspection unit would outweigh its benefits.
Due to the small batch numbers coming through the system, human inspectors would not
be time consuming and so it would be the most viable way to inspect the pieces. If a large
expansion was going to be considered automated inspection systems could be brought in
to cope at one or more of the inspection points depending on the numbers of pieces being
brought through the system at the time.
Finally a crimping machine is required at the end of the production line to produce the
finished product. By including a finishing process the value is increased in the stent.
Regarding these choices, several observations can be made.
48

As initial production volumes are low Arterial Products Ltd. would not need to engage in
a large expansion of the factory area. This means that the capital cost of the
manufacturing would be limited to the costs of the machines and the training costs for
people to operate each machine.
If Arterial Products Ltd. does decide to expand to 20,000 units, the line can easily be
upgraded to cater for this with the purchase of only a few machines since many of the
machines could be up-scaled to cater for an increased amount of pieces. This would mean
that a smaller capital investment would be needed to upscale. It’s also worth noting that
there would be less capital costs associated with training and maintenance costs as
workers would be familiar with the machines already.
Another observation made is that the production line for coronary stents could be joined
onto the other lines for the catheters and angioplasty balloons. This means that finished
products could be sent out at the end of the line which would add value onto the pieces
and so increase profits for the company.
In regards to the capital cost, the cost the company would have to incur is at the high end
as all the machines would have to be bought new as there is very minimal crossover
between the manufacturing processes the company engages in. This also means that
maintenance technicians and operators would need to be newly trained for the new
machines.
In regards the competition angle, the company has a distinct advantage because of its
reputation for high quality products already established in the medical industry.
As the company begins to expand, more R&D needs to be focused into the finishing and
coating areas as this is where the future of stent manufacture is leading towards. As
Arterial Products Ltd. are already heavily involved in the biomedical industry this area is
one where they will most likely flourish in and its growth needs to be promoted.
49

7.1 Proposal Summary
Figure 19: Proposal - Decision Chart
Tube mesh:
• Forefront of Stent production.
• Ring fusion – uncontrolled, accuracy levels lower.
• Tubular steel can then be cut with laser methods, so it is the process of choice.
Micro Laser-Jet®:
• Higher cutting speeds.
• Greater accuracy.
• Minimizes post processing due to the fact that the heat affected zone is greatly
reduced.
Batch:
• Suitable for small production numbers.
• Low cost.
• Simple.
Manual:
50

• Suitable for low production volumes.
• Low cost.
Micro-Blasting:
• Already possessed by Arterial Products Ltd.
• Cheap.
Electro-Polishing:
• Excellent light reflection.
• Clarity for inspection.
• Surface retains the true grain structure and properties of the bulk metal.
• Exhibits Stress-relieving properties of the surface.
Bare-Metal Stent:
• Great starting point for Arterial Products Ltd.
• Popular.
• Ability to fully assemble in-house.
PVD:
• High level of controlability unlike dipping and spraying.
• Cheaper than CVD.
• Simpler than CVD.
Manual Inspection:
• At the moment, consistent automated testing machines that can carry out the
variety of optical tests needed are very costly and time consuming.
51

8.0 Appendix
8.1 Glossary
8.2 Calculations
52

8.1 Glossary
Anti-coagulant – a medicine that prevents or retards the clotting of blood
Anti- platelet - a member of a class of pharmaceuticals that decreases platelet
aggregation and inhibits thrombus formation
Angioplasty – an operation to repair a damaged blood vessel or unblock a coronary
artery
Catheter – a thin flexible tube inserted into the body to permit introduction or
withdrawal of fluids or to keep the passageway open
Hemorrhage - bleeding: the flow of blood from a ruptured blood vessel
Lesion - any localized abnormal structural change in a body part
Neointima - The scar tissue made up of cells and cell secretions that often forms as a result of vessel injury following angioplasty or stent placement as part of the natural healing process
Occlusion – closure or blockage (as of a blood vessel)
Restinosis – The renarrowing of an artery in the same location of a previous treatment
Stent – A device placed in a body structure (such as a blood vessel or the gastrointestinal
tract) to provide support and keep the structure open
Strut - brace consisting of a bar or rod used to resist longitudinal compression
53

Thrombosis - the formation or presence of a thrombus (a clot of coagulated blood attached at the site of its formation) in a blood vessel
8.2 Calculations
Current production rates of catheters for angioplasties = 25,000 per annum.
Stent production = 25,000 x 40%
= 10,000 per annum
54

9.0 References
“Step by Step through Cardiac Catheterization and Angioplasty” Irish Heart Foundation Patient Information Publication 2005, available from www.irishheart.ie
“Recommendations on stent manufacture, implantation and utilization” Balcon, Beyar et al. European Heart Journal (1997) 18, 1536–1547
Use of Fiber Lasers for Micro Cutting Applications in the Medical Device Industry” Kleine, Whitney and Watkins, 21st International Congress on Applications of Lasers and Electro-Optics, Scottsdale, October 14-17, 2002 (ICALEO 2002)
“Damage-Free Cutting of Stents with SYNOVA Laser-Microjet®” Application Note No. 111, Synova S.A., available from www.synova.ch
“Improvement of Medtronic Stent Manufacturing Process” ME317 Design for Manufacturability Winter/Spring 2004 Product Development Report Design Division, Department of Mechanical Engineering Stanford University, Stanford, CA 94305
“Recommendations on stent manufacture, implantation and utilization”, R. Balcon, R. Beyar, S. Chierchia, I. De Scheerder, P. G. Hugenholtz,F. Kiemeneij, B. Meier, J. Meyer, J. P. Monassier and W. Wijns for the Study Group of the Working Group on Coronary Circulation
“Automating Stent Production, One Step at a Time”, Klaus Vollrath 2007 Medical Product Manufacturing News Jan/Feb edition
Y Kobayashi, F Wong (2004) ME317 Design for Manufacturability Winter/Spring 2004 Product Development Report
D.L. Wise et al.(2000) Biomaterials and Engineering Devices Human Application, Vol.2, New Jersey, Humana Press Inc.
L Durney (1984), Electroplating Engineering Handbook, 4th Ed.,London , Chapman and Hall
http://www.photonics.com/, Fibre lasers used in Medical stent manufacturing, Date retrieved: 16/10/2009
Precise thin metal cutting using the Laser MicroJet Dr A. Pauchard1Synova SA, Ecublens, Switzerland
55