
Automatica - 420
84
Machines Drive Controller HMI Controller Motion Controller Logic Controller Software SoMachine Un Único Software 1 herramienta, 1 descarga, 1 conexión y un único archivo de proyecto. Múltiples Plataformas de Control de Hardware Inteligencia integrada donde sea necesario. La nueva plataforma de control Flexible Machine ofrece un 100% de flexibilidad a sus máquinas Control optimizado y facilidad en la puesta en marcha. Drive controller Software de SoMachine Logic controller Motion controller HMI controller Control flexible de máquinas Hoy en día las máquinas han de ser más rápidas, flexibles y tener capacidad para resolver funciones de automatización más complejas que nunca. Como fabricante, usted tiene que hacer un constante esfuerzo por hallar nuevas formas de construir máquinas que ahorren más energía, que tengan menores costes de desarrollo y que lleguen al mercado con más rapidez. La plataforma Flexible Machine ha logrado que esto sea posible, puesto que incorpora SoMachine, un único paquete de software que funciona en múltiples plataformas de control de hardware y que logra el 100% de flexibilidad en las máquinas: HMI controller, Motion controller, Drive controller y Logic controller. Con SoMachine, no necesita más que un software, un cable, y una descarga para el diseño, puesta en marcha y gestión de sus máquinas desde un solo punto. SoMachine reduce al mínimo su trabajo y aprovecha al máximo cada diseño. La plataforma Flexible Machine es parte de nuestra nueva solución MachineStruxure, diseñada para simplificar el trabajo. La solución MachineStruxure también incluye: Funciones y Arquitecturas Validadas y Probadas: Construya una sólida plataforma de automatización mediante nuestros archivos sobre funciones de aplicación y arquitecturas de automatización fáciles de comprender, fáciles de utilizar y de demostrada eficacia que se aplican con tecnología FDT/DTM. Nuestras arquitecturas de control están predefinidas y enfocadas hacia sus necesidades concretas para conseguir los mejores resultados. Servicios de Ingeniería Conjunta: Diseñe las mejores soluciones para sus clientes con la innovadora ayuda de nuestros expertos. Aplicamos los últimos métodos tecnológicos y proporcionamos exclusivos conocimientos prácticos sobre aplicaciones del sector que contribuyen a ampliar su ventaja competitiva. ©2010 Schneider Electric España, S.A. Todos los derechos reservados. Schneider Electric, MachineStruxure y SoMachine son propiedad de Schneider Electric o de sus filiales en los Estados Unidos y otros países. Bac de Roda 52, edificio A - 08019 - Barcelona (España). Tel.: 93 901 98 81 50 998-2693_ES Descárguese la 'Guía de Soluciones de Automatización' de Schneider Electric y podrá ganar un videocámara Canon™. Visite www.SEreply.com Introduzca el código clave 79962t MÁQUINAS ELÉCTRICAS Aumenta su protagonismo Los motores eléctricos, que están cada vez más presentes en diversos sectores, incluido el del transporte, constituyen en la actualidad un sector muy importante que debe ser considerado clave para el futuro. Pág. 34 420 / Julio 2010 Mecánica, Oleohidráulica, Electricidad, Electrónica, Informática, Medidas INFORME Software para la gestión de la calidad Incluye tabla de oferta Pág. 96 RSTechED 2010, de Rockwell, presentando una plataforma tecnológica “sinergética” BIEMH 2010: ¿resultados satisfactorios? Heikki Hiltunen, vicepresidente ejecutivo de Vacon “Dentro de 10 años, el 50% de nuestros productos se orientará a las energías renovables” Automática e Instrumentación Automática e Instrumentación Productividad y eficiencia del diseño a la producción
-
Upload
digital-newspapers-sl -
Category
Documents
-
view
309 -
download
0
description
“Dentro de 10 años, el 50% de nuestros productos se orientará a las energías renovables” Control optimizado y facilidad en la puesta en marcha. Automatica_Instrumentacion_ES_710_79962t.indd 1 7/15/2010 12:04:39 PM Control flexible de máquinas Software SoMachine Machines Múltiples Plataformas de Control de Hardware Descárguese la 'Guía de Soluciones de Automatización' de Schneider Electric y podrá ganar un videocámara Canon™. Un Único Software Drive controller HMI Controller
Transcript of Automatica - 420

Machines
Drive
Controller
HMI
Controller
Motion
Controller
Logic
Controller
Software
SoMachine
Un Único Software1 herramienta, 1 descarga, 1 conexión y un único archivo de proyecto.
Múltiples Plataformas de Control de HardwareInteligencia integrada donde sea necesario.
La nueva plataforma de control Flexible Machine ofrece un 100% de flexibilidad a sus máquinasControl optimizado y facilidad en la puesta en marcha.
Drive controller
Software de SoMachine
Logic controller
Motion controller
HMI controller
Control flexible de máquinasHoy en día las máquinas han de ser más rápidas, flexibles y tener capacidad para resolver funciones de automatización más complejas que nunca. Como fabricante, usted tiene que hacer un constante esfuerzo por hallar nuevas formas de construir máquinas que ahorren más energía, que tengan menores costes de desarrollo y que lleguen al mercado con más rapidez.
La plataforma Flexible Machine ha logrado que esto sea posible, puesto que incorpora SoMachine, un único paquete de software que funciona en múltiplesplataformas de control de hardware y que logra el 100% de flexibilidad en las máquinas: HMI controller, Motion controller, Drive controller y Logic controller. Con SoMachine, no necesita más que un software, un cable, y una descarga para el diseño, puesta en marcha y gestión de sus máquinas desde un solo punto. SoMachine reduce al mínimo su trabajo y aprovecha al máximo cada diseño.
La plataforma Flexible Machine es parte de nuestra nueva solución MachineStruxure, diseñada para simplificar el trabajo. La solución MachineStruxure también incluye:
Funciones y Arquitecturas Validadas y Probadas: Construya una sólidaplataforma de automatización mediante nuestros archivos sobre funciones de aplicación y arquitecturas de automatización fáciles de comprender, fáciles de utilizar y de demostrada eficacia que se aplican con tecnología FDT/DTM. Nuestras arquitecturas de control están predefinidas y enfocadas hacia sus necesidades concretas para conseguir los mejores resultados.
Servicios de Ingeniería Conjunta: Diseñe las mejores soluciones para sus clientes con la innovadora ayuda de nuestros expertos. Aplicamos los últimosmétodos tecnológicos y proporcionamos exclusivos conocimientos prácticos sobre aplicaciones del sector que contribuyen a ampliar su ventaja competitiva.
©2010 Schneider Electric España, S.A. Todos los derechos reservados. Schneider Electric, MachineStruxure y SoMachine son propiedad de Schneider Electric o de sus filiales en los Estados Unidos y otros países. Bac de Roda 52, edificio A - 08019 - Barcelona (España). Tel.: 93 901 98 81 50 998-2693_ES
Descárguese la 'Guía de Soluciones de Automatización' de Schneider Electric y podrá ganar un videocámara Canon™.
Visite www.SEreply.com Introduzca el código clave 79962t
Automatica_Instrumentacion_ES_710_79962t.indd 1 7/15/2010 12:04:39 PM
MÁQUINAS ELÉCTRICAS
Aumenta su protagonismoLos motores eléctricos, que están cada vez más presentes en diversos sectores, incluido el del transporte, constituyen en la actualidad un sector muy importante que debe ser considerado clave para el futuro.
Pág. 34
420 / Julio 2010 Mecánica, Oleohidráulica, Electricidad, Electrónica, Informática, Medidas
INFORME
Software parala gestión dela calidadIncluye tabla de oferta
Pág. 96
RSTechED 2010,de Rockwell, presentandouna plataformatecnológica “sinergética”
BIEMH 2010: ¿resultadossatisfactorios?
Heikki Hiltunen, vicepresidente ejecutivo de Vacon
“Dentro de 10 años, el 50% de nuestros productos se orientará a las energías renovables”
Automática eInstrumentaciónAutomática eInstrumentación
Productividady eficienciadel diseño ala producción
Juli
o 20
10, n
.º 4
20
A
utom
átic
a e
Inst
rum
enta
ción
Answers for industry.
Potencia, eficiencia económica, flexibilidad y seguridad..., con los controladores SIMATIC® podrácumplir los requisitos que deben satisfacer sus máquinas e instalaciones. Ya sea un modelo modularo uno basado en PC, una solución embebida o con inteligencia distribuida: las funciones integradasde comunicación, diagnóstico y control de movimientos y seguridad funcional ahorran equiposadicionales y el software de ingeniería compartido le permite usar los programas de aplicaciónen todos los controladores. Ventajas para usted: menos esfuerzo, mayores prestaciones y unlanzamiento acelerado de sus productos al mercado.Para más información, visite nuestro sitio web: www.siemens.es/simatic
Controladores SIMATIC
Podemos contribuir enormemente al éxito de su empresa

El grupo Sumcab tiene acumulado más de 10 años deexperiencia en el mercado de los cables especiales,tanto en la fabricación como en la distribución de losmismos. Durante este tiempo hemos procurado atendery solucionar todas las consultas efectuadas por nuestrosclientes con la mayor agilidad posible, lo que nos ha
comportado un prestigio en el mercado nacional, y alpropio tiempo que ha servido para expansionar nuestroradio de actuación por toda la geografía española conla apertura de nuevas delegaciones en las principaleszonas en situación estratégica para una mejor y másdirecta acción.
- Energía renovable- Cable flexible de energía y control- Cables armados- Cables en goma- Grúa y servicios móviles- Cadena porta cables- Servomotores- Robótica industrial- Sistemas de seguridad- Cables apantallados- Ambientes con temperaturas extremas- Cables marinos- Automatización
GAMA GENERAL DE PRODUCTOS SERVICIO- Atención personalizada y próxima al cliente- Cercanía al mercado con 5 puntos de venta a nivel nacional- Realización de cortes a medida- Más de 30.000 referencias en stock- Reparto diario desde cada punto logístico
HERRAMIENTAS- Ponemos a su disposición un amplio catalogo- Información técnica on-line en nuestra Web- Más de 30 técnicos comerciales a nivel nacional
SOLUCIONES- Asesoramiento, diseño, desarrollo y fabricación de cables
especiales- Fabricación con cantidades mínimas muy ajustadas- Plazos de entregas muy cortos, acordes con las exigencias
actuales del mercado
CALIDAD- Certificación ISO 9001:2000 por DNV- Fabricaciones según IEC, DIN, HAR, VDE, UL, CSA, TÜV,
IMQ, BUREAU VERITAS etc.
Para más información consulte nuestra página Webwww.sumcab.comó póngase en contacto con nuestro equipo comercialy le enviaremos gratis nuestro catálogo general decables especiales.
Especialistas en cablesSoluciones con TeSys
La potencia en comunicaciones de TeSys U y de los sistemasde gestión de motores TeSys T junto con el resto de gama TeSys,permiten la perfecta integración y visualización de los consumos de los centros de control de motor inteligentes, como base dela efi ciencia energética y con un aporte extra en productividad,competitividad, fi abilidad y exportabilidad.
Soluciones con Altivar y Altistart
Logre un mayor ahorro y efi ciencia energética con los variadores de velocidad Altivar, arrancadores estáticos Altistart, sistemas regenerativos y soluciones en armario refrigerados por aire y agua de hasta 2MW a 690V y de hasta 10MW en Media tensión
Soluciones con Lexium 32 y Lexium Integrated Drives (LID)
Obtenga simplicidad, dinámica y precisión con los servoaccionamientos Lexium 32 y accionamientos integrados LID
Un futuro más rentable, inteligente y limpio con las solucionesde arranque y control de motores de Schneider ElectricDéjese guiar por el especialista global en gestión energética
Arrancador compacto modular
TeSys U
Arrancador estático
Altistart 22
Variador de velocidad
Altivar 32
Servo accionamientos
Lexium 32
Descubra las novedades OEMs:
www.schneiderelectric.es Schneider Electric España, S.A. Bac de Roda 52, Edifi cio A · 08019 Barcelona · Tel.: 93 484 31 00
Simplifi que y optimice todossus procesos industriales
IDE_Informacion_delEYE_ES_77851t.indd 1 2010-05-18 16:01:24

©2010 Micro Motion Inc. Todos los derechos reservados, Los logotipos de Emerson y Micro Motion son marcas comerciales y de servicio de Emerson Electric Co. Y Micro Motion, Inc.
Los medidores de caudal másico a dos hilos de Emerson ofrecen una medición
precisa y fiable para más aplicaciones. Con más de 600.000 medidores de
caudal y densidad Coriolis instalados en todo el mundo y más de 30 años de
experiencia en aplicaciones, es el momento de poner Micro Motion® en su lazo
de medida. Si desea más información, consulte por favor
www.EmersonProcess.es/Coriolis_2_hilos
Necesita medidas de caudal fiables, repetibles y sin mantenimiento.
¿Es el momento para Coriolis a 2 hilos?
115250 ins6 MM_2Wire_AEI.indd 1 07/07/2010 11:41

T IEMPO REAL
12 Mes a mes• AFM presenta en Madrid el proyecto CENIT de la máquina-herramienta• La Fábrica F3, en la segunda edición de las jornadas “Química Sostenible, empresas innovadoras y competitivas”• Clausura de la 5ª edición del Master ISA/ISE de instrumentación y control
16 Empresas• IBM abre un nuevo laboratorio• Honeywell completa la adquisición de Matrikon• Emerson adquiere Innovative Control Systems Inc.• Dassault Systèmes incorpora en su grupo a Geensoft
Automática e Instrumentación Julio 2010 / n.º 420SUMARIO
4
Sistemas de elevación
8 El frenazo de la actividad en el sector de la construcción ha supuesto para la industria fabricante de sistemas de elevación en España una considerable reducción de los valores de producción y facturación en 2009.
Mercado EMEA
22 Según un estudio realizado entre suministradores de componentes neumáticos de la región EMEA por la analista de mercados IMS Research, aumenta la demanda de componentes neumáticos no estandarizados.
La nueva plataforma de control Flexi-ble Machine ofrece un 100% de flexi-bilidad a sus máquinas
Control optimizado y facilidad en la puesta en marcha.
Control flexible de máquinasUn Único Software: 1 herramienta, 1 descarga, 1 conexión y un único archi-vo de proyecto. Múltiples Plataformas de Control de Hardware: Inteligencia intergrada donde sea necesario.
Hoy en día las máquinas han de ser más rápidas, flexibles y tener capacidad para Control flexible de máquinas resol-ver funciones de automatización más complejas que nunca. Como fabricante, usted tiene que hacer un constante esfuerzo por hallar nuevas formas de construir máquinas que ahorren más energía, que tengan menores costes de desarrollo y que lleguen al mercado con más rapidez.
La plataforma Flexible Machine ha logrado que esto sea posible, puesto que incorpora SoMachine, un único paquete de software que funciona en múltiples plataformas de control de hardware y que logra el 100% de flexibilidad en las máquinas: HMI controller, Motion controller, Drive controller y Logic controller.
Con SoMachine, no necesita más que un software, un cable, y una descarga para el diseño, puesta en marcha y gestión de sus máquinas desde un solo punto. SoMachine reduce al mínimo su trabajo y aprovecha al máximo cada diseño.
LA PORTADA
Schneider Electric España, S.A.Bac de Roda 52, Edificio A08019 BarcelonaTel.: 93 484 31 00Fax: 93 484 33 07
Maximizando el uso de la energía.Reduciendo el consumo energético.Reduciendo las emisiones de CO2.

Julio 2010 / n.º 420 Automática e InstrumentaciónSUMARIO
5
MOTORES ELÉCTRICOS
• Rockwell Automation refuerza su relación con Cisco• Siemens inaugura una unidad de producción de caudalímetros
20 Eventos
PERSONAS
26 Heikki Hiltunen, vicepresidente de Vacon“Dentro de 10 años, el 50% de nuestros productos estarán orientados a las energías renovables”
SELECCIÓN DEL MES
29 Empresas• Autodesk presenta las últimas novedades en su Forum 2010• ABB aborda las últimas tecnologías y tendencias en automatización industrial en Automation World 2010
INFORME
55 Software para la gestión de la calidadJordi Ayza
En muchos casos, aunque se hable de software de gestión de la calidad, se sobrentiende que nos referimos a software de control de la calidad. En realidad se trata de dos actividades totalmente diferentes, aunque las dos estén orientadas a la mejora de la calidad.
SOLUCIONES
64 Rockwell celebra su edición anual del Foro RSTchED
70 Cómo determinar la precisión de un sensor de presión
FERIAS
74 BIEMH 2010: ¿resultados satisfactorios?
TECNOMARKET
79 Nuevos productos
Máquinas eléctricas,un sector clave parael futuro
34 La mayoría de sistemas productivos y logísticos en
las fábricas son movidos por motores eléctricos, así como todos nuestros electrodomésticos. Al mismo tiempo,las máquinas eléctricas
juegan un importante papel en la sostenibilidad energética, ya que una gran parte de las energías renovables se generan mediante éstas. En el transporte, tanto ferroviario como marítimo y aéreo, cada vez desempeñan un papel más protagonista y es evidente que su participación está aumentando de forma clara en los vehículos.
Motores: hacia un futuro eficiente
40 Con la nueva Directiva EuP, el uso de motores de alta eficiencia pasa a ser obligatorio dentro de la Unión Europea.
Métodos para la medidade eficiencia en motores
44 Además de la normativa sobre la clasificación de motores eficientes, también han variado los métodos permitidos para medir la erficiencia de estos motores.
Motores eléctricos con convertidor: importantes ahorros energéticos
47 Los VSD pueden reducir el consumo energético de los motores en un 50% en numerosas aplicaciones, pero sólo menos del 10% de los motores están equipados con dispositivos de este tipo.
Productos
50 Motores torque para nuevos campos de aplicación

VIPA Automation, S.L. | Avda. Cerdanyola, 98 | 08173 Sant Cugat del Vallès | Tel.: +34 (93) 583 1504 | Fax: +34 (93) 583 1782 | www.vipa.es | [email protected] | www.speed7.com
VIPA: Soluciones tecnológicas inteligentes...!
TCP/IP
Programable con WinPLC7 o STEP7 de Siemens
Memoria de trabajo Flash-ROM integrada
Configuraciones Centralizadas y Descentralizadas
Ampliable hasta 32 Módulos
Reloj en tiempo real y puerto MPI integradosReloj en tiempo real y puerto MPI integrados
Ampliable hasta 32 Módulos
Memoria de trabajo Flash-ROM integrada
Sistemas de Control Centralizados y Descentralizados
Compacto y modular
Configuraciones Centralizadas y Descentralizadas
VIPA_SPS_06_2010_200V Spanish.indd 1 19/07/10 00:39

7
Automática e Instrumentación Julio 2010 / n.º 420EDITORIAL
H emos dedicado este número estival de AeI a
las máquinas eléctricas (motores y generadores), conscientes de que se trata de un sector industrial que se mueve y que debe ser considerado un factor clave para el futuro. Nunca como ahora las máquinas eléctricas han estado tan presentes en cualquiera que sea la actividad. En la mayoría de sistemas productivos y logísticos de nuestras fábricas, en todos nuestros electrodomésticos y en el transporte, tanto ferroviario como marítimo y aéreo, desempeñan un papel cada vez más protagonis-ta, por no hablar de su creciente participación en los vehículos ya hoy, pero mucho más mañana si como parece los automóviles híbridos y totalmente eléctricos van imponiéndose. A todo ello hay que añadir que en el caso de las energías renovables las máquinas eléctricas también son protagonistas.
Nos acercamos al todo eléctrico, pero la pregunta es, ¿en cuánto habrá que incrementar la generación de energía eléctrica y será sostenible el nuevo modelo? He aquí por qué crece cada vez más el interés por lograr una mayor eficiencia energética en las máquinas eléctricas.
A pesar de que los motores eléctricos se han carac-terizado siempre por ser máquinas con una eficiencia elevada –sobre todo si se les compara con otro tipo de motores- hay que tener muy presente que lo que puede parecer un pequeño consumo, aplicando el factor de escala
correspondiente puede presentarse como un consumo intolerable.
Conscientes de ello, los fabricantes de mo-
tores eléctricos desde siempre han dedicado importantes esfuerzos a desarrollar motores más eficientes. Tal como se indica en uno de los artículos que incluimos, durante años se ha estado realizando una importante labor de promoción de los motores de alta eficiencia, pero es ahora, con la nueva Directiva EuP, con la que el uso de esos motores pasa a ser obligatorio dentro de la Unión Europea, que se espera que llegue el despegue final.
Una de las formas de aumentar la eficiencia de este tipo de máquinas es intentando disminuir las pérdidas actuando en distintas partes del motor, tema al que también dedicamos un artículo en páginas interiores. Otro de los aspectos a los que se está prestando especial atención durante estos últimos años es al diseño de motores para aplicaciones específicas, como es el caso de los motores torque a los que también dedicamos unas páginas. Y este diseño específico es posible gracias a las herramientas de simulación por elementos finitos presentes en el mercado, que evitan la construcción de los caros prototipos.
En definitiva, los usuarios finales y el medio ambiente serán los grandes beneficiados de todas estas ventajas.
¡Que tengan un muy buen verano y hasta septiem-bre!
Mejorar la eficiencia energética
Gestión de la calidad:¿para vender o para mejorar?
E n este número dedicamos el informe al software de soporte para la calidad en la
empresa. Se trata de herramientas que van desde el control estadístico de proceso hasta la gestión completa de la calidad en la empresa. En este último caso, las herramientas están asociadas a la implantación y man-tenimiento de la certificación ISO 9001 en la empresa.
La certificación ISO 9001 es una de las más extendidas en toda Eu-ropa y también en España. En mu-chos casos, la decisión de llevar a cabo el proceso de implantación y certificación ha estado motivada principalmente por requerimientos del mercado, más que por el interés en mejorar la eficiencia y la forma de trabajar de la empresa. Cuando
lo único que importa es el papel del certificado, poco interés tiene hablar de la calidad, de su mejora y de las herramientas que le pueden dar soporte. Pero cuando lo que nos importa es la mejora continua, la sa-tisfacción del cliente, el hacerlo bien a la primera, alcanzar cero defectos, etc., trabajar siguiendo uno o varios de los estándares para la gestión de la calidad es muy recomendable.
De las crisis se dicen muchas cosas, entre otras, hemos oído afirmar que las crisis permiten separar el grano de la paja. También se afirma que las empresas que siguen sistemas de gestión rigurosos, que han identifica-do sus procesos clave y cuya forma habitual de trabajo es la mejora con-tinua, salen reforzadas de las crisis. Me temo que las cosas no son tan
simples, pero estoy convencido de que las probabilidades de que este tipo de empresas salgan reforzadas de las crisis son más altas que para las demás.
Así pues, si nuestro informe ayuda a alguna empresa a plantearse el análisis de soluciones o herramientas para la mejora de su calidad o, sim-plemente, a plantearse cuáles son sus procesos clave y cómo asegurarse que se llevan a cabo de la forma más efectiva y eficiente la realización de procesos de mejora continua, ya estaremos satisfechos. Que la calidad nos acompañe.
Jordi Ayza Autor del informe Software para la gestión de la calidad

8
Automática e Instrumentación Julio 2010 / n.º 420TIEMPO REALPanorama
Estandarización e innovación marcan la pauta de los sistemas de elevación a corto plazo
Fuerte caída en el mercado de sistemas de elevación en España
E n 2009 fueron registradas 36.111 unidades, con un valor de 532,17 M€, en el
apartado correspondiente a ascen-sores y montacargas eléctricos de la EIAP (Encuesta Industrial Anual de Producción) que realiza el Ministe-rio de Industria, Comercio y Turis-mo. Esas cifras señalaron un fuerte descenso respecto al año anterior (54.797 unidades y 724,40 M€), si bien se aprecia una tendencia des-cendente desde el año 2007, que ya había arrojado cifras inferiores a las de 2006, año en el que se registra-ron 90.454 unidades y un valor de 1.498,64 M€.
Por otro lado, la industria fabri-cante de ascensores, montacargas, escaleras mecánicas, etc. sufre las consecuencias negativas de la cri-sis del sector de la construcción,
al tiempo que emprende una serie de iniciativas en el ámbito de la estandarización y la innovación a escala internacional. De hecho, uno de los aspectos que marca la actualidad del sector fabricante de sistemas de elevación en Europa se refiere al paso de las normas CEN, de ámbito europeo, a las normas de ámbito internacional ISO.
Esta actualización de las normati-vas comporta numerosos problemas técnicos, que están siendo aborda-dos desde diferentes comités de tra-bajo dentro de la asociación europea del sector, así como unos costes aña-didos que dificultan la participación de las pyme en las tareas. De ahí que se hayan emprendido acciones
desde instancias representativas del sector para solicitar ayuda financie-ra a la Unión Europea.
La estandarización, por lo de-más, también se considera desde el sector como una oportunidad para impulsar la innovación y la inter-nacionalización de los mercados, si se tiene en cuenta que hasta ahora la mayor parte de los intercambios comerciales del sector se producen en el ámbito intracomunitario. En este sentido, son muy importantes los desarrollos que se lleven a cabo en materia de seguridad, eficiencia energética y calidad, por ejemplo.
La cuestión de la eficiencia ener-gética reviste una especial impor-tancia si tenemos en cuenta que,
El frenazo de la actividad en el sector de la construcción ha supuesto para la industria fabricante de sistemas de elevación en España una considerable reducción de los valores de producción y facturación en 2009, siguiendo una tendencia a la baja ya iniciada en 2007.
CARLOS GARCÍA
Fuente: www.renovaes.com

Julio 2010 / n.º 420 Automática e InstrumentaciónTIEMPO REALPanorama
9
según algunas evaluaciones, los ascensores y escaleras mecánicas consumen entre el 3% y el 8% de la energía consumida en los edificios, los cuales representan a su vez el 40% de las emisiones de CO2 de la Unión Europea. Por eso, las posi-bilidades de intervención en este ámbito son enormes.
De hecho, desde la propia asocia-ción del sector en Europa se está impulsando el Proyecto E4 (ver despiece), que propone medidas para mejorar la eficiencia energé-tica tanto en los ascensores nuevos como en los ya instalados. En la edición del salón Interlift del año pasado, la eficiencia energética de los componentes tuvo un especial protagonismo, en línea, precisa-mente, con la directiva europea referente a la eficiencia energética en los edificios.
Asimismo, la seguridad es otro de los centros de interés en el desarro-llo tecnológico de los sistemas de elevación. No obstante, aquí hay que reseñar un problema en el sentido de que no se sabe realmente el nú-mero de accidentes de los usuarios, ya que no existe un registro fiable, aunque sí se registran los accidentes de los técnicos; por eso, haría falta un registro pormenorizado para la prevención. En cualquier caso, los problemas derivados de la regula-ción de parada del ascensor y de la apertura de puertas son las causas más frecuentes de intervención de los servicios de mantenimiento.
Por otra parte, la actual situa-ción de crisis generalizada está propiciando la intensificación de los movimientos empresariales de
Eficiencia energética en los ascensores
Proyecto europeo E4
E studios realizados en el sector de los ascensores y escaleras me-cánicas utilizados en el sector terciario (centros comerciales,
hospitales, edificios públicos, etc.) arrojan resultados que hacen pensar en las posibilidades de un consumo energético más eficiente y los eventuales ahorros que supondría dado el nivel de consumo actual de los más de 4,5 millones de ascensores instalados en la Unión Europea. Existe, pues, en opinión de los expertos, un gran potencial de ahorro energético mediante la utilización más eficiente de la tecnología de ascensores ya existente en el mercado. Es así como desde la Unión Europea se ha puesto en marcha el Proyecto E4, en el que participan cuatro países (Alemania, Polonia, Portugal e Italia) cuyo objetivo está orientado a mejorar la eficiencia energética de los ascensores en el sector terciario y el de vivienda multifamiliar. Los dos tipos de ascensores existentes, los hidráulicos, que son los más utilizados, y los de tracción eléctrica con cabina, ofrecen consi-derables ahorros potenciales. Por ejemplo, mediante la utilización de componentes más eficientes, no estandarizados, se pueden obtener ahorros de consumo en los periodos de stand by de los ascensores que, junto con la iluminación, son los factores principales que con-tribuyen al consumo de energía.
De todos modos, la consecución de la eficiencia energética hay que conseguirla caso por caso, atendiendo a las características específicas de cada ascensor o escalera mecánica, de su función y dispositivos. Según las previsiones para el consumo de energía en el sector ter-ciario, en el año 2020 alcanzará los 950 TWh en la Unión Europea. Los ascensores y escaleras mecánicas son responsables del 4% de ese consumo y apuntan una tendencia a aumentar. Sin embargo, aducen los responsables del citado proyecto, se pueden realizar ahorros poten-ciales de hasta el 50%. A ellos se añadirían los ahorros obtenidos en los edificios de apartamentos y en las viviendas residenciales, pues los ascensores actualmente más eficientes pueden llegar a consumir hasta un 80% menos de energía que los ascensores menos eficientes.
“Uno de los aspectos que marca la actualidad del sector fabricante de sistemas de elevación en Europa se refiere al paso de las normas CEN, de ámbito europeo, a las normas de ámbito internacional ISO.”
Fuente: Ascensores Bapisa.

10
Automática e Instrumentación Julio 2010 / n.º 420TIEMPO REALPanorama
fusiones, absorciones y alianzas. En el segmento de los fabricantes de componentes, se observan acciones orientadas a la firma de acuerdos con empresas asiáticas, por ejemplo. De hecho, el sector fabricante de ascensores, montacargas, escaleras mecánicas, etc., se compone de dos segmentos: el fabricante de ascensores o ensamblador final, y el segmento de fabricantes de componentes, suministradores del anterior. Esta estructura, similar a la del sector de automoción, hace que el sector fabricante de ascensores siga, asimismo, las mismas pautas de externalización y subcontrata-ción que se observan en aquél.
Otro movimiento que llama la atención recientemente en el sector se refiere a la separación del negocio de fabricación del de mantenimien-to y asistencia técnica que alguna de las grandes firmas ha llevado a cabo. En realidad, el mantenimiento resulta ser el negocio que presenta mejores perspectivas de futuro, gra-cias a que las disposiciones legales y normativas obligan a la adaptación de los ascensores instalados y a la modernización de los mismos, de acuerdo con las normativas de se-guridad más recientes.
El servicio de mantenimiento viene realizándose tradicionalmente por pequeñas empresas familiares que prestan el servicio para dife-rentes fabricantes. Sin embargo, la creciente importancia del mante-nimiento y, sobre todo, los desarro-llos tecnológicos en el campo de la seguridad y la eficiencia energética, hacen evidentes las deficiencias en cuanto al nivel de formación, lo que
hace que en muchos casos la presta-ción del servicio no sea satisfactoria y se lleve a cabo por personal de escasa cualificación.
A mediados de la presente década,
el sector fabricante de ascensores, montacargas y escaleras mecánicas se componía de unas 2.000 empresas que daban trabajo a unas 130.000 personas. El sector se articula entre unas pocas firmas con la mayor parte de la cuota de mercado y un gran número de medianas y pequeñas empresas que se encargan de la ins-talación y del mantenimiento. Por lo demás, el sector también procede a la deslocalización productiva hacia países del área del Pacífico y China.
El mercado europeo es el ámbito de actividad más importante para las empresas del sector que concen-tran la producción en cinco países (Alemania, Francia, Italia, España y Reino Unido). De los más de cuatro millones de unidades instaladas en
“La estandarización también se considera desde el sector como una oportunidad para impulsar la innovación y la internacionalización de los mercados, si se tiene en cuenta que hasta ahora la mayor parte de los intercambios comerciales del sector se producen en el ámbito intracomunitario. En este sentido, son muy importantes los desarrollos que se lleven a cabo en materia de seguridad, eficiencia energética y calidad, por ejemplo.”
Fabricantes de componentes para ascensores
Conseguir mayor presencia en los mercados internacionales
E l segmento correspondiente a las empresas fabricantes de compo-nentes para ascensores está mayoritariamente compuesto por pyme
y según datos de 2006 empleaban a 4.200 personas y facturaban unos 750 M€. El principal objetivo de este sector, en las actuales condiciones de crisis, es ofrecer un producto de calidad a un coste contenido. A nivel tecnológico estamos al nivel de los principales fabricantes. Fuera de nuestras fronteras es muy valorado el servicio ofrecido por los fabri-cantes. No sólo se preocupan de vender sino que intentan solucionar los posibles problemas de sus clientes, reconoce Jorge Vitoria, secretario técnico de la Asociación Empresarial Española de Componentes para Aparatos Elevadores (AECAE), y añade que, a pesar de que algunas em-presas mantienen actividad exportadora, la asignatura pendiente es la
exportación. Como quiera que sea, el sector del ascensor no está en su mejor momento y esto ha motivado movimientos en cuanto a ad-quisiciones y sinergias entre empresas. Y también ha llevado a que las empresas fabricantes de componentes reorienten su actividad hacia la rehabilitación y el mantenimiento. El sector pasa un momento muy com-plicado, explica J. Vitoria. La caída en la instalación de nuevos ascenso-res, provocada por la caída de la construcción, ha golpeado fuerte a un mercado que seguía una línea ascendente con un elevado número de nuevas instalaciones. En este momento las empresas están centrando su negocio en la rehabilitación-modernización de ascensores existentes y la instalación de ascensores en viviendas que no los tenían. Sin embargo, esta actividad no alcanza el volumen de negocio de años anteriores. Por otra parte, la competencia de fabricantes de otros países asiáticos se ha intensificado, lo que agrava aún más la situación, hasta el punto de que, en opinión del secretario técnico de AECAE, éste es otro de los puntos críticos. Italia y Alemania son competidores de nuestros productos, pero el auténtico problema viene de China, con productos de baja calidad y precio. Frente a ello, en palabras de J. Vitoria no cabe sino apostar por la innovación, impulsar a las empresas para incorporar nuevas tecno-logías como valor añadido, por ejemplo en la línea de la eficiencia ener-gética, que permitan diferenciarse del producto chino que no invierte en I+D. Desde 2007, AECAE es Asociación Empresarial Innovadora del proyecto AEI del Ministerio de Industria y tenemos acciones de mejora de competitividad para nuestros asociados. Este año se ha puesto en marcha el proyecto Innoempresa, también con el apoyo del Ministerio de Industria con ayudas para la ejecución de proyectos innovadores. Asimismo, incentivamos la exportación con la ayuda de ICEX para ac-ciones de exportación y consolidación de imagen. Estamos consolidado la marca Spanish Lift Components como garantía de calidad. Para las acciones técnicas contamos con un valioso socio, el Instituto Tecnológico de Aragón (ITA), que es un referente del sector. Asimismo, AECAE parti-cipa en el comité nacional de AENOR y nuestro socio tecnológico (ITA) en el CEN. Es indispensable participar en los foros normativos para de-fender los intereses de nuestras empresas y estar al día en los cambios normativos que definen los cambios de producto.
Fuente: www.edelsl.com

Julio 2010 / n.º 420 Automática e InstrumentaciónTIEMPO REALPanorama
11
Europa en 2005, más de la mitad (65%) correspondían a ascensores sin cuarto de máquinas.
En las estadísticas de nuevas uni-dades instaladas, España fue el pri-mer mercado europeo en cuanto a la instalación de nuevos ascensores, beneficiado por la actividad de la construcción de los últimos años. Así, a tenor de los datos disponibles, ya que nos ha sido imposible obtener información más reciente desde las asociaciones representativas del sector fabricante de ascensores, se-gún el estudio sobre ascensores del Observatorio del sector industrial de bienes de equipo, en 2005, España representaba el 24% de las nuevas unidades instaladas en Europa, seguida de Italia (15%), Francia (10%), Alemania (10%) y Reino Unido (8%).
En cuanto a los ingresos del sec-tor, hasta ese año describía una curva ascendente desde el ejerci-cio de 1998. La balanza comercial española era positiva, si bien la de-manda interna absorbía el 68% de la producción que, por lo demás, se concentra en torno a cuatro áreas geográficas (País Vasco, Madrid, Ca-taluña y Aragón) que en su conjunto representan el 50% de la fabricación de ascensores y montacargas. Na-turalmente, los valores absolutos de producción, instalaciones, etc., del sector se han visto fuertemente afectados a la baja desde 2008, al tiempo que se han acelerado los movimientos estructurales en el sector.
■ AeI
Fabricantes de componentes para ascensores
Conseguir mayor presencia en los mercados internacionales
E l segmento correspondiente a las empresas fabricantes de compo-nentes para ascensores está mayoritariamente compuesto por pyme
y según datos de 2006 empleaban a 4.200 personas y facturaban unos 750 M€. El principal objetivo de este sector, en las actuales condiciones de crisis, es ofrecer un producto de calidad a un coste contenido. A nivel tecnológico estamos al nivel de los principales fabricantes. Fuera de nuestras fronteras es muy valorado el servicio ofrecido por los fabri-cantes. No sólo se preocupan de vender sino que intentan solucionar los posibles problemas de sus clientes, reconoce Jorge Vitoria, secretario técnico de la Asociación Empresarial Española de Componentes para Aparatos Elevadores (AECAE), y añade que, a pesar de que algunas em-presas mantienen actividad exportadora, la asignatura pendiente es la
exportación. Como quiera que sea, el sector del ascensor no está en su mejor momento y esto ha motivado movimientos en cuanto a ad-quisiciones y sinergias entre empresas. Y también ha llevado a que las empresas fabricantes de componentes reorienten su actividad hacia la rehabilitación y el mantenimiento. El sector pasa un momento muy com-plicado, explica J. Vitoria. La caída en la instalación de nuevos ascenso-res, provocada por la caída de la construcción, ha golpeado fuerte a un mercado que seguía una línea ascendente con un elevado número de nuevas instalaciones. En este momento las empresas están centrando su negocio en la rehabilitación-modernización de ascensores existentes y la instalación de ascensores en viviendas que no los tenían. Sin embargo, esta actividad no alcanza el volumen de negocio de años anteriores. Por otra parte, la competencia de fabricantes de otros países asiáticos se ha intensificado, lo que agrava aún más la situación, hasta el punto de que, en opinión del secretario técnico de AECAE, éste es otro de los puntos críticos. Italia y Alemania son competidores de nuestros productos, pero el auténtico problema viene de China, con productos de baja calidad y precio. Frente a ello, en palabras de J. Vitoria no cabe sino apostar por la innovación, impulsar a las empresas para incorporar nuevas tecno-logías como valor añadido, por ejemplo en la línea de la eficiencia ener-gética, que permitan diferenciarse del producto chino que no invierte en I+D. Desde 2007, AECAE es Asociación Empresarial Innovadora del proyecto AEI del Ministerio de Industria y tenemos acciones de mejora de competitividad para nuestros asociados. Este año se ha puesto en marcha el proyecto Innoempresa, también con el apoyo del Ministerio de Industria con ayudas para la ejecución de proyectos innovadores. Asimismo, incentivamos la exportación con la ayuda de ICEX para ac-ciones de exportación y consolidación de imagen. Estamos consolidado la marca Spanish Lift Components como garantía de calidad. Para las acciones técnicas contamos con un valioso socio, el Instituto Tecnológico de Aragón (ITA), que es un referente del sector. Asimismo, AECAE parti-cipa en el comité nacional de AENOR y nuestro socio tecnológico (ITA) en el CEN. Es indispensable participar en los foros normativos para de-fender los intereses de nuestras empresas y estar al día en los cambios normativos que definen los cambios de producto.
“Otro movimiento que llama la atención recientemente en el sector se refiere a la
separación del negocio de fabricación del
de mantenimiento y asistencia técnica que alguna de las grandes
firmas ha llevadoa cabo”.
Fuente: www.entreplantaskepler.com

12
Automática e Instrumentación Julio 2010 / n.º 420TIEMPO REAL
Mes a mes
“Tecnologías Avanzadas para los equipos y procesos de fabricación de 2015”
AFM presenta en Madrid el proyecto CENIT de la máquina-herramienta
A FM (Asociación Espa-ñola de Fabricantes de
Máquina-Herramienta), a través de su unidad tecnoló-gica, Invema, y Fatronik, en colaboración con el Ministerio de Ciencia e Innovación, han presentado en Madrid las con-clusiones del proyecto CENIT, eEe, “Tecnologías Avanzadas para los equipos y procesos de fabricación de 2015”, recien-temente finalizado.
En este proyecto, que se ha propuesto situar la máquina-herramienta española en una posición de liderazgo estraté-gico en el mercado mundial en 2015, han participado 20 empresas del sector, que re-presentan más del 60% de la producción, y 17 organismos
de investigación. La iniciativa se puso en marcha en 2006 con un presupuesto cercano a los 30 millones de euros.
Los resultados prácticos al-canzados incluyen 87 demos-tradores, bancos de ensayo y aplicaciones, 9 patentes, 46 publicaciones y 66 empleos generados en los departamen-tos de l+D+i de las empresas participantes en el proyecto.
La máquina-herramienta es un sector estratégico en nues-tra economía, produce más de 2.000 modelos distintos de máquinas destinadas a fa-bricar objetos de nuestra vida cotidiana: desde un avión o un coche a un reloj de pulsera, un ordenador, un aerogenerador o nuestro teléfono móvil; es
prácticamente imposible en-contrar un objeto de nuestra vida diaria que no se haya producido con la ayuda de una máquina-herramienta.
La definición de máqui-na-herramienta engloba una amplia variedad de máquinas con un denominador común: todas ellas se dedican a fa-bricar productos o partes de productos (generalmente me-tálicos, pero no exclusivamen-te). Se dice que las máquinas-herramienta son máquinas madre porque posibilitan la fabricación de todas las demás máquinas incluyendo a ellas mismas.
Su principal característica es que trabajan una gran va-riedad de materiales, especial-
mente metal, para producir una forma determinada. Esto puede aplicarse tanto a las pequeñas bolas de precisión de los bolígrafos como a los más complejos componen-tes de las aeronaves o de los satélites.
Un proyecto liderado por las cuatro principales empresas del sectorEl proyecto CENIT, que lleva por título “eEe-Tecnologías avanzadas para los equipos y procesos de fabricación de 2015”, es la actuación de I+D+i de mayor envergadura en la que se han trabajado cuestiones relacionadas con 1a máquina-herramienta y el mayor proyecto de investi-gación llevado a cabo nunca por el sector.
Como se recordará, el pro-grama CENIT, impulsado por el CDTI, tiene como objetivo la financiación de grandes proyectos destinados a la ge-neración de nuevos conoci-mientos que puedan resultar de utilidad para la creación de nuevos productos, procesos o servicios o para lo integración de tecnologías de interés es-
Es el mayor proyecto de investigación llevado a cabo jamás por este sector, con una duración de cuatro años y un presupuesto cercano a los 30 millones de euros.

13
TIEMPO REALJulio 2010 / n.º 420 Automática e Instrumentación
Mes a mes
tratégico, contribuyendo así al posicionamiento tecno-lógico del sector productivo español.
En el proyecto participaron a lo largo de cuatro años 20 empresas que representan más del 60% de la producción del sector, y que subcontrataron a 7 organismos de investigación. La iniciativa estuvo liderada por cuatro de las empresas más significativas del sector, como son Danobat, Etxe-tar, Fagor Automation y Nicolás Correa.
El trabajo llevado a cabo se estructuró en cuatro líneas de investigación: Eco-máquina; e-máquina; Nuevos procesos, y Precisión y productividad.
En la línea denominada “Eco-máquina”, cuyo objetivo es la construcción de máqui-nas cada vez más ecológicas, se han ensayado nuevos ma-teriales como el hormigón polimérico y las espumas de aluminio y se ha trabajado en el diseño de estrategias de optimización energética en fresadoras y prensas. En las tres líneas restantes, los avances cosechados han sido
el desarrollo de una platafor-ma hardware de servicios, la incorporación a las máquinas de tecnología láser, el desarro-llo de un novedoso proceso de perfilado flexible de piezas y la aplicación de accionamientos magnéticos.
Los indicadores tecnoló-gicos que se han alcanzado al final del proyecto, son: 87 demostradores, bancos de ensayo, aplicaciones (47 culminados en el año 2009); 6 patentes solicitadas, 2 en estudio y 1 potencial; 46 pu-blicaciones en Congresos y publicaciones científico-téc-nicas, y 66 empleos generados en los departamentos de I+
D de las empresas participantes.
Desarrollos de interésEn la línea dedicada a la Eco-Máquina, des-de Nicolás Correa se han alcanzado como logros más significa-tivos la reducción del consumo energético de las prensas (má-quinas de elevado
consumo energético) en un 30% y la del consumo de to-lueno (presente en pinturas y disolventes ) en un 72%, junto a la utilización de materiales innovadores en las piezas móviles de las máquinas, que han permitido sustituir las piezas de fundición tradicio-nales por espumas metálicas, más ecológicas y que propor-cionan mejores prestaciones dinámicas.
Por su parte, Fagor Auto-mation ha liderado actua-ciones para analizar cómo se diseñan máquinas cada vez más “inteligentes”, que son capaces de responder a la voz del operario, que se pueden
manejar desde una PDA o cuyo manual de instrucciones y mantenimiento se puede proyectar en las gafas del operario.
La tercera de las líneas del proyecto, la dedicada a nuevos procesos, liderada por Etxe-tar, ha logrado avances reseñables en la implantación de máquinas que utilicen el láser o los ultrasonidos en sustitución o como com-plemento de los procesos convencionales, así como en el desarrollo de tecnologías que evitan la utilización de grandes cantidades de lubri-cantes, como el mecanizado en seco, o la investigación en nuevos procesos como es la forja rotativa.
Finalmente, en la línea 4, cuyo objeto es la mejora de la precisión y de la producti-vidad, Danobat ha trabajado tratando de reducir los errores que se producen en la máqui-na debido o las diferencias térmicas, a las vibraciones o a los movimientos de grandes masas.
Enrique Armendáriz

14
Automática e Instrumentación Julio 2010 / n.º 420TIEMPO REAL
Mes a mes
Más rápido – Mejor – En todo el mundo.
RACKS TI DATA-CENTER SEGURIDAD TIENERGIA TIREFRIGERACIÓN TI
Rittal – El sistema.
www.rittal.es
Rittal_ImageAnzeige_IT_4c_420x105_span.indd 1 26.02.2010 09:26:57
La Fábrica F3, en la segunda ediciónde las jornadas “Química Sostenible, empresas innovadoras y competitivas”
L a segunda edición de las Jornadas “Química
Sostenible, Empresas Inno-vadoras y Competitivas”, que cuentan con la colaboración de las revistas Automática e Instrumentación, Indus-tria Farmacéutica, Ingeniería Química y Química en Indus-tria como Medios Oficiales de las Jornada, se celebrará en Barcelona los días 17 y 18 de febrero de 2011 y acogerá la exposición del proyecto del consorcio, la Fábrica F3 (Fast, Flexible and Future), cuya implantación podría suponer para la industria química eu-ropea ahorros cercanos a los 40.000 millones de euros.
Se trata de un proyecto basado en la aplicación de tec-nologías como la biotecnología industrial, la intensificación de procesos o el uso de micro-reactores para lograr procesos más sostenibles y a su vez, más flexibles y rentables. El diseño integral de los procesos y de la cadena de suministro, ya sea en relación a los propios productos o a la localización de las plantas, forman parte
asimismo de las actuaciones contempladas para incremen-tar la sostenibilidad y obtener además una significativa re-ducción de costes.
Empresas internacionales de vanguardia como Dow, Solvay o la ingeniería Tech-nip, especializada en plantas de proceso, han confirmado asimismo su colaboración con “Química Sostenible, Empre-sas Innovadoras y Compe-
titivas”, donde presentarán desarrollos implementados en distintas áreas que, además de contribuir a la sostenibilidad, han contribuido a incrementar la rentabilidad. La sesión de prospectiva “2050: El futuro de la industria” será el epílogo
de las Jornadas.Por otro lado, durante la
celebración del acto, con-cretamente el jueves 17 de febrero por la tarde, tendrá lugar el I Foro de Inversión en Química Sostenible, co-organizado por la Plataforma Española de Química Soste-nible, Suschem España, la escuela de negocios IESE y el Foro Química y sociedad, un encuentro entre empresas con proyectos relacionados con la Biotecnología industrial, la Tecnología de materiales o los Nuevos Diseños de plan-tas, reacciones o procesos, e inversores interesados en el sector. El Foro de Inversión en Química Sostenible se ce-lebrará simultáneamente en las instalaciones del IESE en Madrid y en Barcelona.
■ AeI
• La Federación Catalana de Empresarios Instaladores de Telecomunicaciones (Feceminte) otorgó el pasado mes de mayo, coincidiendo con la conmemoración del 42 Día Mundial de las Telecomunicaciones 2010, el premio Connexió a la empresa Cirprotec. Con este galardón, la citada empresa ha visto premiada su implicación en el sector de las telecomunicaciones para encontrar soluciones a los problemas de las instalaciones actuales y la apuesta común por la formación del sector.
BREVES
■ Fuente: Endress+Hauser.

15
TIEMPO REALJulio 2010 / n.º 420 Automática e Instrumentación
Mes a mes
Más rápido – Mejor – En todo el mundo.
RACKS TI DATA-CENTER SEGURIDAD TIENERGIA TIREFRIGERACIÓN TI
Rittal – El sistema.
www.rittal.es
Rittal_ImageAnzeige_IT_4c_420x105_span.indd 1 26.02.2010 09:26:57
Clausura de la 5ª edición del Master ISA/ISEde instrumentación y control
E l pasado 11 de junio se ce-lebró en las instalaciones
del Centro Superior de For-mación de Repsol, ubicado en Móstoles, el Acto de Clausura de la 5ª Edición del Master ISA/ISE de Instrumentación y Control, al que asistieron distintos invitados del mundo empresarial y académico. Cabe destacar la intervención de D. Alfredo Merino, fotoperiodista y alpinista, que en su ponencia expuso las semejanzas entre mundos aparentemente tan dispares, como el alpinismo, las escuelas de negocios y el funcionamiento de las em-presas.
Los alumnos, en presencia
de sus familiares y profesores, recibieron los diplomas acre-ditativos de sus esfuerzos en la realización del master. Los estudiantes destacaron la ca-lidad eminentemente práctica del curso, la relevante expe-riencia de todo el profesorado y el impacto que va a suponer en su carrera profesional la formación adquirida.
Nueva inscripciónLa inscripción de alum-nos para la sexta edición del master se ha cerrado con una extraordinaria acogida, superándose todas las expec-tativas previstas en cuanto al número de solicitudes.
Para esta nueva edición, que comenzará el próximo mes de septiembre, y aten-diendo a las sugerencias de los alumnos, se está realizando una revisión de los contenidos, con objeto de actualizarlos con las nuevas soluciones tecnológicas disponibles.
Los organizadores espe-ran que todas las mejoras realizadas redunden en una mayor calidad y contribuyan a la consolidación en cuanto a prestigio y reconocimiento de la categoría de este Master ISA/ISE de instrumentación y control, referente, ya, en el sector industrial.
■ AeI
■ Estudian-tes de la 5ª Edición del Master en el acto de clau-sura.
BREVES
• La empresa Fluke, perteneciente al grupo americano Danaher, aca-ba de adquirir el negocio Ruska y Pressurement de GE Sensing & Inspection Technologies, una unidad del grupo americano Ge-neral Electric. La oferta de GE Sensing & Inspec-tion Technologies, que incluye indicadores de pistón y controladores de presión, complementará nuestras soluciones de calibración de magnitu-des eléctricas, tempera-tura, presión y caudal, dijo Barbara Hulit, Pre-sidente de Fluke.• La presidenta de la República de Finlandia,Tarja Halonen, entre-gó el primer Premio de Tecnología del Milenio de 2010, que otorga el directorio de Technology Academy Finland, al pro-fesor suizo Michael Grät-zel por su investigación en la tercera generación de células solares sensi-bilizadas por colorante como alternativa a los combustibles fósiles no renovables

16
IBM abre un nuevo laboratorio
I BM acaba de anunciar la apertura de IBM Mass Lab,
su mayor centro de desarro-llo de software en América del Norte. Este laboratorio es como un campus que comprende ubicaciones en Littleton y Westford, en Mas-sachusetts. El centro reúne a 3.400 expertos del Big Blue para afrontar los retos del futuro de la informática. La misión del Mass Lab es crear un software capaz de gestionar algunos de los pro-cesos más complejos en el
mundo, así como problemas tales como la modernización y automatización de la infraes-tructura física de los ferroca-rriles, el agua, la trazabilidad de los productos alimentarios, la salud, etc. Gran parte de la demanda de software proviene de la necesidad de automati-zar y modernizar los sistemas, tales como registros médicos electrónicos, la detección de fraudes y la gestión de la energía a través de redes inteligentes.
Este laboratorio también
Informática embedded: Curtiss-Wright compra la inglesa SES
L a empresa americana Cur-tiss-Wright, que en meses
pasados adquirió Hybricon, acaba de anunciar ahora la adquisición de la sociedad bri-tánica Specialist Electronics Services (SES), fabricante de ordenadores embedded, registradores de vuelo y siste-mas de visualización que se dirigen a los mismos mercados que los cubiertos por Curtiss- Wright, a saber, la aeronáuti-ca, aeroespacial, de defensa, marítimo y de transporte. El importe de la venta fue fijado en 15 millones de libras (alrededor de 22 millones de euros). SES se integrará a la rama motion control de Cur-tiss-Wright y pertenecerá a la división Integrated Sensing. Martin Benante, dirigente del grupo estadounidense, comentó que gracias a su robustez y su alto nivel de encriptación avanzada de datos, los productos SES no pueden sino mejorar la po-sición ya predominante de Curtiss-Wright respecto al software integrado para los sectores de defensa y aeroes-pacial.
■ AeI
La técnica se topa con el mercado
Desde la técnica general de fabricación hasta las exigencias específi cas del sector: ¡La AMB brinda oportunidades para su mercado! Más de 1.000 expositores presentan tendencias, innovaciones y lo más destacado de los siguientes sectores: máquinas herramienta con arranque y despren-
dimiento de viruta herramientas de precisión CAD/CAM/CAE, PLM, software técnico técnica de medición y aseguramiento de la calidad así como manipulación de piezas y herramientas
AMB 2010: la feria más importante del sectoren Alemania
JUNTO AL AEROPUERTO DE STUTTGART
Atractiva oferta de viajes y servicios enwww.amb-expo.de
Cámara de Comercio Alemana para España, Tel: +34 93 4155444, [email protected]
Automática e Instrumentación Julio 2010 / n.º 420TIEMPO REAL
Empresas
se espera que avance en las tecnologías de colaboración, redes sociales, el cloud com-puting y el análisis. También se trabajará para crear un software para el negocio de la informática móvil de empre-sa que faciliten la eficiencia profesional y la integración en la informática tradicional. Número dos mundial de software, por detrás de Microsoft, IBM opta por el software para fortalecer su posición en el mundo in-formático. Desde 2003, ha adquirido catorce empresas para ampliar su cartera en esta área, incluyendo Rational
Software, Cognos, Ascential Software Corporation y, más recientemente, Ounce Labs y la Corporación Guardium. La apertura de Mass Lab es una forma más de mostrar su compromiso respecto al software del futuro.
■ AeI

Honeywell completa la adquisición de Matrikon
Acuerdo de Agilent y Tabor
H oneywell anuncia la ad-quisición de Matrikon
por aproximadamente 139 millones USD (unos 113 mi-llones de euros), de forma que Matrikon se integrará en el negocio Advanced So-lutions de Honeywell Process Solution (HPS). La solución abierta de Matrikon en control de procesos, MatrikonOPC, operará como una unidad co-mercial independiente dentro de HPS.
Las marcas de Matrikon son una adición excepcional a nuestra cartera de tecnolo-gías, afirma Norm Gilsdorf, presidente de uno de los ne-gocios del grupo Automation and Control Solutions de Honeywell. La combinación de nuestros experimentados equipos y productos permitirá crear soluciones robustas para toda la empresa que mejora-rán el rendimiento empresa-rial de nuestros respectivos clientes. Además, este acuerdo supone una gran oportunidad para crecer en nuestras bases de clientes actuales en todo el mundo, tanto en los merca-dos consolidados como en los emergentes.
Con sede en Edmonton, Canadá, Matrikon está espe-cializada en tecnologías para la gestión de la producción, la optimización de actividades y la monitorización de activos en plantas industriales, in-
cluidas compañías petroleras, eléctricas y de gas, así como minas y refinerías. HPS ofrece a los fabricantes industriales sistemas de automatización y de control, instrumentación de campo, sistemas de seguri-dad, tecnología de simulación, tecnología inalámbrica y siste-mas de seguridad integrados para centros y procesos. Los productos de Matrikon y de HPS son, por tanto, com-plementarios, en concreto en las áreas de gestión de instalaciones, gestión de la producción, optimización de actividades y ciberseguridad, además de en recopilación y visualización de datos.
Asimismo, Honeywell apoya el compromiso de Matrikon OPC para ofrecer conectivi-dad abierta en el control de procesos (OPC), que permite a los clientes adoptar solucio-nes basadas en estándares abiertos.
■ AeI
TIEMPO REAL
Empresas
Agilent Technologies y Tabor Electronics han firmado
un acuerdo OEM, de forma que el constructor Tabor, de Israel, se convierte en suminis-trador del especialista norte-americano de instrumentación electrónica para el mercado de generadores de señales a gran-des velocidades. Resultado de esta colaboración es el modelo 81180A propuesto por Agilent. Este equipo, con una o dos
vías, presenta una resolución de 12 bits, una velocidad de muestreo de 4,2/s y una banda efectiva máxima de 1,5 GHz. Con este equipo, Agilent se posiciona en el mercado de generadores arbitrarios en pleno crecimiento y se ubica con Tektronix en el selecto club de suministradores de equipos de banda superior a 1 GHz.
■ AeI
la actitud lo es todo.Estamos inspirados con el control suave de los variadores de frecuencia. Estamos impacientes por innovar aplicaciones y servicios de alto nivel para todas sus necesidades, desde la más sencilla hasta la mas exigente. Estamos dispuestos, podemos hacerlo y nos sentimos orgullosos de ello. Compruébelo en www.vacon.com.

18
Automática e Instrumentación Julio 2010 / n.º 420TIEMPO REAL
Emerson adquiere InnovativeControl Systems Inc.
Dassault Systèmes incorpora en su grupo a Geensoft, especialista en software de simulación
D assault Systèmes ha adquirido la sociedad
Geensoft, que edita software de simulación y generación de código para sistemas embedded y sistemas automatizados. Esta noticia llega pocos meses después de que la empresa Geensys se dividiera en dos sociedades distintas: Geensoft, que reagrupa las actividades relacionadas con la edición de software, y Geensys, que conserva las secciones de ingeniería y servicios.
De este modo, Dassault Systèmes se hace con una oferta de software ya bien implantada en el mundo del
control, con ControlBuild, y del desarrollo de aplicacio-nes en tiempo real, con RT-Builder. Cabe citar también Reqtify, una herramienta de gestión de exigencias utilizada en aplicaciones críticas tales como los sistemas aeronáuti-cos, así como Autosar Builder, un paquete de software para la ayuda de desarrollo de apli-caciones para ordenadores de automóviles.
ControlBuild, RT-Builder y Autosar Builder se refieren a la utilización de la simulación en los procesos de desarrollo con el objetivo de poder va-lidar soluciones de software
antes de que el material esté disponible, una filosofía que está dentro de la estrategia de la sociedad francesa. Ade-más, los software Geensoft se integrarán eficazmente con Modelica, el lenguaje de simulación puesto a punto por Dassault Systèmes.
■ AeI
E merson Process Mana-gement ha adquirido la
empresa Innovative Control Systems Inc. (ICS), un líder en mejoras para el control de turbina para aplicaciones de generación de energía. La ad-quisición amplía las capacida-des de Emerson en el mercado creciente de la automatización de la combustión de las turbi-nas. Los términos del acuer-do no han sido revelados. Estamos encantados de ad-quirir las habilidades y ex-periencia de ICS en mejoras del control de la turbina, dijo Bob Yeager, presidente de la división eléctrica y de agua de Emerson Process Mana-gement. Las capacidades de ICS complementan las de Emerson, y juntos espera-mos ayudar a más clientes a aumentar el rendimiento y la fiabilidad de sus acti-vos de generación existentes. ICS ofrece soluciones llave en mano –incluyendo la planifi-cación, ingeniería, configura-ción, instalación y puesta en marcha– para las modifica-ciones de automatización de turbomáquinas. Esto comple-menta la experiencia de Emer-
son en el control del estado de la turbina y los sistemas de protección, instrumenta-ción, analizadores y válvulas. El alcance global de Emer-son y el liderazgo tecnológico nos ayudará a servir mejor a nuestros clientes ya exis-tentes, así como a ampliar nuestra base de clientes, dijo Pat Nolan, presidente de ICS. Compartimos una visión co-mún y la pasión por ofrecer soluciones de control para la industria de generación de energía, así como una base sólida de conocimientos de ingeniería de proyectos, la comprensión de los procesos de generación de energía y un compromiso con la satis-facción del cliente. No podría pedir un mejor ajuste.
Fundada en 1991, ICS ha completado más de 300 pro-yectos de modernización en
las turbinas de GE, Siemens, Pratt & Whitney, Alstom, Rolls Royce y Solar, entre otros. Los empleados de ICS tienen una amplia experiencia en aplicaciones de ingeniería y con clientes situados en todo el mundo, principalmente en América del Norte, Orien-te Medio y América Latina. Por su parte, Emerson es líder en automatización y es proveedor de sistemas de control para la industria de generación de energía. De hecho, las plantas de ener-gía utilizando la tecnología de control de Emerson re-presentan aproximadamente 725 gigavatios de capacidad mundial de generación total. Formando parte de Emer-son Process Management’s Power and Water Solutions, ICS continuará apoyando su base de clientes existentes y entregando soluciones de ingeniería independientes del hardware, mientras que la adición de la plataforma Ovación a su cartera ampliará su oferta de soluciones de control de la combustión en las turbinas.
■ AeI
Motion Computing colabora con NetMotion Wireless
D esde su creación en 2001, la americana Motion
Computing ha firmado una serie de asociaciones con más de dos docenas de compañías de software. A través de estos acuerdos, el fabricante de los PC industriales ha ido enri-queciendo gradualmente su catálogo con las aplicaciones sectoriales especializadas (mé-dico, automóvil, informática embarcada en los vehículos, etc.). Recientemente, Motion Computing ha anunciado su colaboración con la empresa NetMotion Wireless.
Esta última ha desarrollado Mobility XE, una tecnología que permite a los profesio-nales que viajan estar co-nectados a su aplicación de manera confidencial y segura, incluso en el caso de interrup-ción momentánea de la red. La asociación permite a Mo-tion Computing comercializar NetMotion Wireless para sus clientes finales, así como para su red de revendedores. La tecnología NetMotion ofrece en cierta medida la posibilidad de crear una red virtual de alta disponibilidad, afirma David Pronier, responsable para Europa del Sur de Mo-tion Computing. No sólo están asegurados los intercambios entre el operador de campo y la compañía, sino que se ga-rantiza también que los datos se mantienen de forma que el usuario no debe preocuparse por si está conectado o no.
■ AeI
Empresas

19
TIEMPO REALJulio 2010 / n.º 420 Automática e Instrumentación
Tecnologia para la eficiencia energéticaTecnologia para la eficiencia energéticaTecnologia para la eficiencia energéticaTecnologia para la eficiencia energéticaTecnologia para la eficiencia energéticaTecnologia para la eficiencia energéticaTecnologia para la eficiencia energéticaTecnologia para la eficiencia energéticaTecnologia para la eficiencia energéticaTecnologia para la eficiencia energéticaTechnology for energy efficiencyTechnology for energy efficiency
Tecnologia para la eficiencia energéticaTechnology for energy efficiency
��������������������������������������������������������
Tecnologia para la eficiencia energéticaTechnology for energy efficiency
��������������������������������������������������������
Tecnologia para la eficiencia energéticaTecnologia para la eficiencia energéticaTecnologia para la eficiencia energéticaTecnologia para la eficiencia energéticaTechnology for energy efficiency
Tecnologia para la eficiencia energéticaTechnology for energy efficiency
��������������������������������������������������������
Tecnologia para la eficiencia energéticaTecnologia para la eficiencia energéticaTecnologia para la eficiencia energéticaTecnologia para la eficiencia energéticaTechnology for energy efficiency
Tecnología para la eficiencia energética Para más información: www.circutor.es [email protected] 93 745 29 00
Software de gestión energética
Nuevas versiones����������������������������������
�����������������������������������������������
��������������
��������������������������������������������
���������������������������������������������������
�������������������������������������������������������
������������������������������������������������
��������������������������������������
Tecnologia para la eficiencia energéticaTechnology for energy efficiency
�������
[email protected]@circutor.es [email protected]@circutor.es
Tecnologia para la eficiencia energéticaTechnology for energy efficiency
Tecnologia para la eficiencia energéticaTechnology for energy efficiency
�������
[email protected]@circutor.es 93 745 29 0093 745 29 [email protected]@[email protected]@[email protected]
Tecnologia para la eficiencia energéticaTecnologia para la eficiencia energéticaTecnologia para la eficiencia energéticaTecnologia para la eficiencia energéticaTechnology for energy efficiencyTechnology for energy efficiencyTechnology for energy efficiencyTechnology for energy efficiency
93 745 29 0093 745 29 [email protected]@[email protected]
Rockwell Automation refuerzasu relación con Cisco
E n 2007, Rockwell Auto-mation y Cisco sentaron
las bases de su asociación con un documento conjunto, presentando arquitecturas de referencia para la creación de redes Ethernet únicas. Se trataba de ayudar a los fabri-cantes a construir infraestruc-turas de red que abarcaran a toda la empresa, desde el sistema global de información hasta las máquinas en el taller.Hoy en día, los lazos entre las
dos empresas están aún más cerca. Rockwell Automation ya no se contentará en aconsejar la utilización de dispositivos de Cisco, sino que se convierte ahora en el distribuidor de Cisco y podrá comercializar sus productos directamen-te (switches, routers, fire-wall, controles inalámbricos).Junto con este anuncio, las dos empresas han puesto en el mercado el interrup-tor industrial Stratix 8300, un producto que combina el sistema de explotación Cisco con las funciones de diagnós-tico de la gama de Rockwell Automation. Es un disposi-tivo que puede ser utilizado, especialmente, para separar de forma segura las diferentes aplicaciones Ethernet / IP.
■ AeI
Siemens inaugura una unidadde producción de caudalímetros
E l grupo alemán Siemens ha inaugurado una nue-
va planta de producción de caudalímetros, con una su-perficie de 10.000 m2, en su lugar de producción de Haguenau (Bajo-Rhin), que se convierte así en el centro de fabricación mecatrónica para la instrumentación y análisis de procesos de la divi-sión Industry Automation de esta empresa en Europa. La concentración y la expansión de nuestras capacidades de producción en Haguenau son un paso importante en nues-tra estrategia de crecimiento mundial en este campo, dijo Hans-Georg Kumpfmüller, di-rector general de Sensors and Communications dentro de la división Industry Automation de Siemens. La ampliación de la planta de Hagueneau es
una inversión importante y una señal muy positiva para la región, agregó Philippe Carli, Presidente de la filial francesa de la Energía y Vice-presidente para el Sur-Oeste. En esta fábrica se producen ya posicionadores de válvula, transmisores de presión y temperatura, analizadores de gases, etc.
Con la expansión a cauda-límetros electromagnéticos e intrusivos por ultrasonidos, la fábrica se ha convertido en un área de 30.000 m2 con un total de más de 500 personas y dotada sobre todo de equipos que permiten la calibración de caudalímetros de diámetros de tubería de hasta 2 m.
■ AeI
Empresas

Automática e Instrumentación Julio 2010 / n.º 420TIEMPO REALEventos
FERIAS Y CONGRESOS
Innotrans
21 a
l 24
de
sept
iem
bre
Berlín (Alemania)
Feria Internacional de tecnología del transporte (vehículos, componentes, sistemas).Messe Berlinwww.messe-berlin.de
K
27 d
e oc
t. a
l 3
de n
ovbr
e.
Düsseldorf (Alemania)
Feria del plástico y cauchoMesse Dü[email protected] www.k-online.de
MATELEC
26 a
l 29
de o
ctub
re
Madrid
Material eléctrico y electrónicoIFEMA-Feria de [email protected]
Jimtof Tokio
28 d
e oc
t.al
2 d
e no
vbre
. Tokio (Japón)
Feria Internacional de máquina-herramientaJimtof Fair [email protected] www.jimtof.org
CanWEA Montreal
1 al
3 d
e no
viem
bre
Montreal (Canadá)
Feria y conferencia sobre energía eólicaCanadian Wind Energy [email protected] www.canwea.com
Midest París
2 al
5 d
e no
viem
bre
París
Feria de subcontratación industrialReed Expositions [email protected] www.midest.com
Maintenance Expo París
2 al
5 d
e no
viem
bre
París (Francia)
Feria de mantenimiento industrialReed Expositions [email protected] www.maintenance-expo.com
IV Jornadas JAI 2010
15 a
l 19
deno
viem
bre
Vigo
Tecnologías y soluciones para la automatización industrialUniversidad de [email protected]
Expo:QA
15 a
l 18
de
novi
embr
e
Madrid
Testing y calidad del softwareExpo:[email protected]
SPS/IPC/DRIVES
23 a
l 25
de
novi
embr
e
Nuremberg (Alemania)
Exposición internacional y conferencia para la automatización eléctricaMesagowww.mesago.de/sps
CURSOS Y SEMINARIOS
SA Automation Week
4 al
7 d
e oc
tubr
eHouston (Estados Unidos)
Conferencias acerca de las ultimas técnicas empleadas en los procesos de manufacturación, que permiten una mayor eficiencia, productividad y economía, complementado con la exhibición práctica de los productos [email protected]
Programación PLC Omron
17 a
l 20
de a
gost
o
Barcelona, Madrid, Valencia
Omron CX Programmer para el desarrollo de programas de PLCs. Capacidades funcionales de la serie CP/CQ/CJ/CS de Omron, así como su programación, documentación y mantenimiento utilizando el software de programación.ATS Applied Tech Systems [email protected]
Redes industriales de comunicación y datos
26 a
l 29
de a
gost
o
Madrid, Barcelona, Valencia
Redes que pueden ser aplicadas en un sistema de automatización industrial. Métodos de modificación para optimizar la produccióny especificaciones de la red.ATS Applied Tech Systems [email protected]
Master en tecnología y gestión de la industria química
1 de
oct
ubre
al
30 d
e ju
nio
de 2
011
Madrid
El objetivo principal de este master es complementar los estudios universitarios realizados en la licenciatura de Química o Ingeniería Química con otras áreas de conocimiento consideradas fundamentalespara el desarrollo de la actividad de la [email protected]
20

National Instruments Spain S.L. ■ Europa Empresarial ■ c/Rozabella, 2 - edifi cio Berlin ■ 1a planta ■ 28230 Las Rozas (Madrid) ■ España ■ Tel: +34 91 640 00 85 ó 93 582 0251Fax. +34 91 640 05 33 ó 93 582 4370 ■ CIF: B-80021462 Inscrita en el Registro Mercantil de Madrid, Folio, 115, Tomo 1181, Hoja N°22335, Inscrip. 1a
■ Sociedad Unipersonal S.L.
©2010 National Instruments. Todos los derechos reservados. CompactRIO, LabVIEW, National Instruments, NI, and ni.com son marcas registradas de National Instruments. Los nombres de los otros productos y las razones sociales mencionados son marcas comerciales o nombres comerciales de sus respectivas compañías. 1287
NI LabVIEWLimitado solo por su imaginación
>> Vea que más puede hacer LabVIEW en ni.com/imagine/robotics 91 640 008593 582 0251
PLATFORMA de PRODUCTO
NI LabVIEW - programación gráfi ca y textual
NI CompactRIO – hardware de control embebido
NI LabVIEW Real-Time Module
NI LabVIEW FPGA Module
NI LabVIEW el software de programación
gráfi ca y hardware modular de NI como
CompactRIO y PXI, están ayudando a
los ingenieros a desarrollar sistemas de
robótica completamente autónomos,
incluyendo vehículos no tripulados
diseñados para competir en eventos
como DARPA Grand Challenge.
Hardware embebido basado en FPGA para sistemas drive-by-wire
Drivers para cientos de sensores desde LIDAR a GPS
Algoritmos multi-núcleo para navegación y control en tiempo real
Librerías de adquisición y procesamiento de imágenes
Comunicación estándar incluyendo JAUS y
soporte para Ethernet
RF
Médico
Robótica
Multi-núcleo
1287.indd 1 3/4/10 11:26:53 AM

22
Automática e Instrumentación Julio 2010 / n.º 420TIEMPO REAL Mercados
L os avances tecnológi-cos que experimenta la
informática industrial están contribuyendo a frenar el im-pacto negativo de la recesión económica en este sector gracias, entre otras nove-dades, a la introducción del procesador Atom, al aumento de la capacidad de procesa-miento, a la mayor robustez y a la creciente inmunidad a los fallos de los ordenadores industriales.
El mercado de PC indus-triales experimentó hasta el año 2008 cuotas de cre-cimiento elevadas, aunque en 2009 sufrió una caída del
19% respecto al año anterior. Además, añade la citada con-sultora, aunque se prevé una rápida recuperación del mer-cado, no se prevé que alcance las cifras de negocio de 2008 hasta el ejercicio de 2012. El mayor impedimento para la recuperación del mercado proviene de la constante reducción de los precios, inducida por la demanda de los usuarios, y también por la disminución de los bienes intermedios.
El mercado mundial de PC industriales está muy fragmentado, pues las firmas que cuentan con una cuota
Avances de la tecnología frenan la caída del mercado
Recuperación inmediata aunque a ritmo lentoEl mercado mundial de PC industriales se ve favorecido por las continuas innovaciones tecnológicas que se registran tanto en el hardware como en el software, lo que hace que se haya frenado el ritmo de descenso del mercado registrado en 2009, según la consultora norteamericana ARC Advisory Group.
Mercado EMEA
Aumenta la demanda de componentes neumáticos no estandarizados
D e acuerdo con las conclusiones de un
estudio realizado entre suministradores de com-ponentes neumáticos de la región EMEA (Europa, África y Oriente Medio) por la analista de mercados IMS Research, los fabricantes de maquinaria y los usua-rios finales se decantan cada vez en más medida hacia los componentes no estandarizados. Según la citada firma, el mercado de válvulas neumáticas en la región EMEA mostró una tendencia ascendente que llevó de un volumen de negocio de 260 M€ en 2005 hasta los 290 M€ en el ejercicio de 2008.
La mayor parte de este aumento fue debida funda-mentalmente a la demanda de válvulas no estandari-zadas, de manera que los ingresos obtenidos por la demanda de este tipo de válvulas aumentó en torno
al 3% anual, en compara-ción con el aumento del 2% que experimentaron las válvulas estandarizadas. Todo ello es consecuencia de componentes cada vez más flexibles y versátiles, destinados a aplicaciones específicas en sectores es-pecializados o en nichos de mercado.
La mayor parte de los productos comercializados en 2008 ofrecían diseños y configuraciones adaptadas a las necesidades especí-ficas de los usuarios, con precios ventajosos respecto a los componentes estan-darizados. En conclusión, añade IMS Research, se prevé que la demanda de componentes no estanda-rizados continúe caracteri-zando el mercado durante los próximos cinco años, a lo largo de los cuales irán ganando cuota de mercado a los componentes estanda-rizados. ■ AeI
ALGUNOS INDICADORES DE COYUNTURA
2009 2010
Producción eléctrica bruta (millones) (1-30 junio) 94.041 kWh 91.728 kWh (-2,5%)
Demanda total peninsular de electricidad (millones) (1-30 junio) 123.788 kWh 129.005 kWh (4,2%)
Consumo de cemento (mayo) 2,504 MT 2,219 MT (-13,36%)
Importaciones (abril) 16.827,7 M€ 19.627,6 M€
Exportaciones (marzo) 13.192,1 M€ 14.623,3 M€
IPC (mayo) 1,8% (variación interanual)
PIB (1º trimestre 2010) -1,3% (variación interanual)
IPRI (Indice precios industriales) (mayo) 116,0 3,8% (variación interanual)
IPI (Índice producción industrial (mayo, base 2005) 86,1 1,6% (media de lo que va de año)
IPI Bienes de consumo (mayo) 91,6
IPI Bienes de equipo (febrero) 83,0
IPI Bienes intermedios (febrero) 82,6
Fuentes: INE, Unesa, Oficemen.

TIEMPO REALMercados
La facturación de las empresas de ingeniería en el sector energético experimentaron una considerable disminu-ción en su ritmo de crecimiento durante el ejercicio de 2009, que fue del 5,2%, hasta alcanzar los 6.100 M€, en contraste con los crecimientos registrados en 2007 y 2008, con cuotas de crecimiento del 36% y 30%, respectivamente, según la consultora DBK.
La reducción de los márgenes en la industria de ali-mentación y bebidas está determinando que se paralicen las inversiones en automatización el mercado europeo y norteame-ricano, según la consultora Frost & Sullivan. A pesar de que las inversiones ayudarían a mejorar la eficiencia y la rentabi-lidad a largo plazo, el alto nivel de las inversiones y los plazos de retorno de las mismas retienen la toma de decisiones. No obstante, el desarrollo de nuevas normativas sobre seguridad alimentaria pueden estimular las inversiones.
Desde principios de 2008, la industria catalana perdió 174.000 empleos (-22,2%), cifra superior a los 128.000 em-pleos perdidos en la construcción. La crisis ha acentuado la reconversión de los empleos en los sectores tradicionales, que han visto reducida su cuota de participación desde el inicio de la década, pasando de representar el 40% en el año 2000 al 30% actual.
FLASHES
de mercado por debajo del 2% representan el 62% del volumen total del merca-do. Además de las firmas especializadas, como Stahl HMI, también compiten en el mercado suministradores de soluciones específicas de automatización, como Phoenix Contact, y suminis-tradores de amplio espectro en el ámbito de la automa-tización, como Siemens y Rockwell, o firmas suminis-tradoras de soluciones de automatización basadas en PC como Beckhoff o B&R. Asimismo, firmas especiali-zadas en ordenadores, como Advantech o Kontron, junto con centenares de empresas taiwanesas introducen sus
productos en el mercado bien directamente o a través de otros suministradores de PC.
De acuerdo con ARC, entre las tendencias que apuntan el futuro del mercado des-taca la continuación de la importancia del procesador Atom de Intel, gracias a su bajo coste y al bajo consumo de energía y de desprendi-miento de calor. Por otra parte, el mercado asiático aparece como la región más dinámica en cuanto a fabri-cantes y usuarios, con las firmas taiwanesas protago-nizando los movimientos en un mercado donde prima el precio.
■ AeI
���������������
�����������
���������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
�����������������������������������������������������������������������������������������������
����������������������������������������������������������������
������������������������������������������������������������������������������������������������������������������������������������������������
������������
��������������������������������������������������������������������������������������������������������������������������������������������������������������
������������������
��������������������������������������������������
���������������
��������������
��������������
�������

Automática e Instrumentación Julio 2010 / n.º 420TIEMPO REAL
Mes a mes
La columna de Laura
24
Hoy, 16 de julio, se escribe en la prensa que por fin se ha conseguido parar totalmente la emisión de crudo de la plataforma petrolera que se hundió el pasado 22 de abril en el gol-fo de México. Han pasado prácticamente tres meses desde entonces, convirtiéndose así en uno de los mayores desastres ecológicos que se han producido en los que el oro negro es protagonista.
A lo largo de estos meses he intentado se-guir las informaciones en la prensa española e internacional, aunque últimamente resultaba cada vez más difícil porque la noticia había per-dido progresivamente lo que se entiende por actualidad en los medios de comunicación.
De momento, parece que ni siquiera se ha conseguido aclarar las responsabilidades a pesar del empeño que el gobierno estado-unidense está poniendo en ello. Y es que en el mundo económico actual todo es muy com-plejo. La explotadora de la plataforma es Bri-tish Petroleum (BP), pero el propietario de la plataforma es la empresa suiza de perforación Transocean y aparece en escena una tercera empresa, Halliburton, que al parecer realizaba trabajos técnicos en la instalación. Sin embar-go, aquí no se acaba la historia, porque parece que el causante del desastre es el mal funcio-namiento de un bloque obturador suministra-do por el fabricante de válvulas norteamerica-no Cameron, de forma que ésta también entra en juego. Al hablar de responsabilidades, los representantes de cada empresa señalan a la siguiente y como siempre hay alguien detrás a quien endosarlas, Halliburton afirma ahora que no fueron sus operarios quienes instalaron la gran válvula, sino que hubo otras empresas subcontratadas. No sabemos si estas últimas no responsabilizarán a otras sub-sub contrata-das y así sucesivamente.
La subcontratación es hoy una pieza capital dentro de nuestra estrategia industrial. Y no se puede negar que ha sido muy importante para dinamizar un buen número de pequeñas y medianas empresas. El problema está cuan-do las grandes empresas subcontratadoras ac-túan con lo que podríamos calificar de abuso de poder. Es decir, cuando puede ocurrir que quien al final realiza los trabajos en muchas ocasiones lo hace a precios de supervivencia y poco más.
En este sentido, hace unos días leí en la prensa francesa que el actual ministro de in-dustria francés quería reformar la legislación al respecto para prevenir las prácticas abusivas en este tipo de relaciones interempresariales. ¿Ejemplos de dichas prácticas? Pues, por ejem-plo, que la empresa subcontratante proponga un calendario de bajas de precios sin compro-meterse ni en la duración del contrato ni al volumen de productos a que se refiere. Otro ejemplo: el hecho nada inhabitual de que las empresas subcontratadas tengan la obligación de transferir sus derechos de propiedad indus-trial a sus clientes. La industria del automóvil en este sentido es quizás la más activa.
Previo a los cambios legislativos, el ministro francés ha creado un nuevo cargo: el de me-diador para la relación entre empresas indus-triales. Su primera misión será llevar a cabo una reflexión sobre la situación actual al respecto con el objetivo de proponer esta nueva legis-lación. Este cargo ha recaído en Jean-Claude Volot, conocido creador de empresas francés, quien desde su nombramiento el pasado mes de abril se ha entrevistado con un gran núme-ro de empresas detectando numerosas prácti-cas abusivas entre empresas contratantes y sus clientes.
En España, al igual que en Francia, gran par-te de nuestro tejido industrial está hecho de pequeñas y medianas empresas y muchas de ellas son clientes prácticamente exclusivos de otras grandes empresas nacionales o interna-cionales. De unas relaciones empresariales no regidas por la prepotencia de unas sobre otras depende, pues, la buena salud de nuestra eco-nomía industrial. Es en este sentido que la ini-ciativa del ministro francés de industria me pa-rece no sólo interesante sino incluso imitable.
Vivimos tiempos difíciles y se habla mucho de nuevos modelos económicos para nues-tro país. Al margen de las grandes estrategias que se estén diseñando y que esperamos que lleguen a buen fin, quizás fuera bueno, para-lelamente, tomar medidas menos ambiciosas pero que pueden tener consecuencias muy positivas a mucho más corto plazo.
¡Felices vacaciones y hasta septiembre!
Subcontratación, atención a posibles abusos
Laura TremosaCoordinadoradel Consejode RedacciónAutomáticae Instrumentación

Perfection in Automationwww.br-automation.com
¡Su nueva solución de accionamientos!������������������������������������������������������������www.discover-automation.comMódulos de software estándar ofrecen una solución para accionamientos de potencias desde 20W hasta 500kW indistintamente de si se trata de motores síncronos, asíncronos, lineales, servos, paso a paso o incluso ejes hidráulicos. Los mundos del Motion Control, Robótica y CNC se fusionan en un sistema homogéneo gracias a librerías de software in-tegradas. Grandes prestaciones en el mínimo espacio, varios conceptos de refrigeración, montaje sencillo y la posibilidad de regenerar energía hacen su ���������������������������������������

Automática e Instrumentación Julio 2010 / n.º 420PERSONAS
26
PERSONAS
V acon es una empresa finlandesa fundada en 1993 y desde entonces
ha crecido enfocada exclusiva-mente en el control de motores de alterna de baja tensión. Factura casi 300 M€ y cuenta con una plantilla de 1.250 personas. Su crecimiento se ha acelerado en los últimos 8 años y, como prueba de ello, la empresa ha abierto durante este periodo 16 subsidiarias de las 27 que dispone a nivel mundial.
La sede corporativa y su fábrica principal se encuen-tran en Vaasa. Aunque estas instalaciones han tenido im-portantes ampliaciones, Vacon se ha globalizado y ha apostado fuertemente por el mercado exterior, creciendo con fábri-cas en Italia, EEUU y China. La capacidad de producción ha aumentado sensiblemente, ya que a finales del 2009 se du-plicó la producción americana, en agosto pasará lo mismo con la china y, finalmente, durante el 2011 está previsto abrir otra nueva infraestructura en Merano (Italia) que multiplicará por dos la producción italiana.
Heikki Hiltunen es el vicepresiden-te ejecutivo de la firma y reciente-mente se desplazó a Barcelona con motivo de la apertura de las nuevas
instalaciones de Vacon. Afirma que el mercado mundial de variadores AC en el 2009 se contrajo un 25%, mientras que para Vacon supuso sólo una disminución del 7% (el primer año de declive desde su fundación). El impacto de la crisis se ha suavizado
gracias a que un 30% de sus pedidos proceden de nuevos clientes o del mercado de energía renovable, lo que ha contrarrestado otras áreas en descenso.
Históricamente, la compa-ñía ha mantenido un resulta-do consistente en el tiempo: durante los últimos años, el mercado ha experimentado un crecimiento medio de un 8%, según datos de Frost & Sulli-van, mientras que nosotros hemos crecido el doble que la media del mercado.
Hiltunen es optimista para el futuro, ya que los primeros meses del 2010 auguran un nivel de actividad similar al del 2008, que fue el mejor año de la compañía. Para el 2014 quieren llegar a los 500 M€ de facturación.
Actualmente, la compañía vende un 85% de los produc-tos que fabrica con su propia marca, aunque una de las especialidades de Vacon es su capacidad para fabricar a medida productos para otras
compañías del sector. Sus proce-sos están concebidos para hacer una fabricación personalizada, con multitud de variantes, dentro de su producción.
Hiltunen recuerda que Vacon es el séptimo productor mundial de
Entrevista con Heikki Hiltunen, vicepresidente ejecutivo de Vacon
“Dentro de 10 años, el 50% de nuestros productos estarán orientados a las energías renovables”Heikki Hiltunen es el vicepresidente ejecutivo de Vacon y ha estado en Barcelona con motivo de la inauguración de las nuevas instalaciones en esta ciudad. Mantuvimos una entrevista con él en la que nos afirmó que Vacon es el séptimo productor mundial de controladores AC, con una cuota del 4,5% de un mercado muy fragmentado a nivel global, con quizá más de 200 fabricantes de variadores de frecuencia.
“Los primeros meses del 2010 auguran un nivel de actividad similar al del 2008, que fue el mejor año de la compañía. Para el 2014 queremos llegar a los 500 M€ de facturación”.

Julio 2010 / n.º 420 Automática e InstrumentaciónPERSONAS
27
controladores AC, con una cuota del 4,5%, de un mercado muy fragmen-tado a nivel global, con quizá más de 200 fabricantes de variadores de frecuencia.
Uno de los aspectos de los que la empresa está más orgullosa es la gestión interna que se está llevando a cabo durante la presente crisis, que se traduce en estar realizando un esfuerzo por preservar el talento y el capital humano. No sólo se ha conservado toda la plantilla, sino que incluso se incrementó en 20 personas durante el ejercicio 2009, manteniendo al 100% todas las ac-tividades en I+D. En Vacon tienen una total confianza en que saldrán reforzados de esta crisis.
A nivel de macrotendencias, Hil-tunen destaca el incipiente mercado medioambiental, como pueden ser las aplicaciones en desalinización, tratamiento de agua o bien la ge-neración de energía eólica, donde los productos de la compañía están cosechando muchos éxitos. El cre-cimiento será apreciable en el sector de generación de energía renovable, principalmente eólica y solar. En este sentido, Vacon está volcada en el desarrollo de software para los convertidores orientados hacia las
aplicaciones de energía solar, sigue afirmando Hiltunen, ya que, afor-tunadamente, el hardware apenas requiere modificaciones.
A Heikki Hiltunen no le tiembla el pulso a la hora de vaticinar que para el año 2020 el portafolio de productos de Vacon podría tener un 50% de productos orientados a energía renovable y la otra mitad al resto de aplicaciones, incluyendo logística, marina, agua o petróleo y gas, entre otras posibilidades.
Eficiencia y recuperaciónde energíaDetrás del fuerte crecimiento de los variadores de frecuencia se encuen-tran las ventajas que proporcionan a la industria en el actual contexto: ahorro de energía, reducción de emisiones de dióxido de carbono, disminución de la carga en la red
eléctrica, reducción sensible en la fatiga mecánica de componentes de una máquina y simplificación de la integración de motores con los sistemas de automatización.
El ahorro energético es uno de los pilares básicos, pero curiosamente, los convertidores tan sólo se utilizan en el 10% de los motores existentes, lo que da una indicación del poten-cial que queda aún por explotar.
En Europa se están llevando a cabo iniciativas gubernamentales que pueden impulsar más la utilización de estos dispositivos. Por ejemplo, en el Reino Unido se prevé la obli-gatoriedad de utilizar controladores de motores en todos los edificios públicos a partir del año 2011.
Una aplicación incipiente es la de recuperar parte de la energía consumida para volverla a utilizar in situ o entregarla nuevamente a la red. Con esta filosofía, utilizando la familia de productos NXP, los as-censores pueden recuperar energía en su descenso, para luego reuti-lizarla en el ascenso. Esto se hace extensible a otros sistemas afines, como transportadores de rodillos y cinta, o hacia un amplio espectro de maquinaria.
El coche eléctrico es otra promesa de mercado futura, si bien en este caso es para una producción masiva y no está claro cuál será el camino final a seguir. No obstante, Heikki Hiltunen destaca que ya se han utilizado con éxito sus variadores de refrigeración líquida en algunos prototipos de coche eléctrico, sin hacer ninguna modificación en el producto de serie. La experiencia más reciente en este ámbito es un Concept Car eléctrico, de la compañía Valmet Sports Cars, que será presentado en la próxima edición del Salón de Automóvil de Ginebra.
Xavier Alcober
“El mercado mundial de variadores AC en el 2009 se contrajo un 25%, mientras que para Vacon supuso sólo una disminución del 7%. El impacto de la crisis se ha suavizado gracias a que un 30% de nuestros pedidos
proceden de nuevos clientes o del mercado de energía renovable, lo que ha contrarrestado otras áreas
en descenso”.
Vacon en España
E n España, la firma finlandesa está presente desde 1995 y en la actualidad tiene una plantilla de 16 personas. El pasado día 20 de
mayo inauguró una nueva sede en Terrassa. Según Santiago Martín, responsable para el mercado ibérico, sus principales aplicaciones en nuestro territorio están orientadas al mercado del agua, OEM (ascen-sores, grúas, etc) y control ambiental (HVAC).
A nivel local, la firma hace un esfuerzo importante en ofrecer valor añadido a sus productos, básicamente potenciando tanto el servicio como las soluciones adaptadas para cada aplicación. Para el primero se mantiene una línea de soporte de 24 horas, mientras que para el segundo se hacen un número significativo de aplicaciones software a medida, especialmente para los fabricantes de maquinaria, que repre-sentan el 60% de su mercado.
Tres referencias representativas en España: para ascensores, al Thyssen Krupp se le suministra la gran mayoría de variadores para su centro de producción que abastece a toda la zona EMEA. En HVAC es proveedor de componentes para Carrier, mientras que en el sector del agua, se hace lo propio con clientes como Ebaray y Befesa. Recientemente han puesto en marcha un centro de I+D en el que trabajarán 10 personas para el desarrollo de inversores solares en las antiguas instalaciones de Manresa. Este centro trabajará conjuntamente con el equipo de I+D de Finlandia.

Más información
912 972 006
El área de Revistas de empresa de Grupo TecniPublicaciones realiza más de una veintena de revistas para clientes como: Empresas , Asociaciones , Colegios profesionales , Otros organismos...
Con el aval del primer grupo de prensa sectorial en habla hispanawww.grupotecnipublicaciones.com
Revistas
nuestro objetivoConfeccionar medios de comunicación a medida que aporten un valor real a sus destinatarios (distribuidores, clientes fi nales, empleados, etc.)
El conocimiento
de su sector,
nuestro valor
añadido
Área de Revistas de empresa de Grupo TecniPublicaciones
RevistasRevistasRevistasRevistasRevistasRevistasRevistasRevistasRevistasRevistasRevistasRevistasRevistasRevistasRevistasRevistasRevistasRevistasRevistasRevistasRevistasRevistasRevistasRevistasRevistasRevistasRevistasRevistasRevistasRevistasRevistasRevistasRevistasRevistasRevistasRevistasRevistasÁrea de Revistas de empresa de Grupo TecniPublicaciones
corporativas

29
SELECCIÓN DEL MESJulio 2010 / n.º 420 Automática e Instrumentación
Empresas
C on el lema “El futuro em-pieza aquí” Autodesk, Inc., compañía de software de
diseño 2D y 3D, ha celebrado en Madrid su Autodesk Forum 2010, que reunió a usuarios, responsables de la compañía, expertos de otras empresas y distribuidores de su canal autorizado para presentarles las principales novedades del mundo del diseño aplicado a los sectores de la arquitectura y construcción, industria y fabricación, y al mundo del entretenimiento.
El encuentro centró su atención en la importancia de la innovación como vehículo de salida de la actual crisis, en las capacidades y funcionalidades de las nuevas versiones 2011 y en las últimas tendencias en arquitectura sostenible, creación de prototipos digitales y técnicas de animación cinematográfica.
El evento fue patrocinado por HP y NVIDIA y contó con la colaboración de los mayoristas GTI, Techex, Tech Data y de los principales distribui-dores del canal oficial de Autodesk
como son 2aCad, Alcyone, Asidek, Cad&Lan, Cadmax, PNY, Informática El Corte Inglés e IMC.
La jornada se estructuró sobre tres grandes bloques que englobaron sus tres grandes familias de productos. Arquitectura, Construcción e Infra-estructuras; Industria y Fabricación; y Media y Entretenimiento.
Dentro del primer bloque se incidió en la importancia de la arquitectura sostenible y BIM (modelado de infor-mación de edificios); en el segundo se pusieron de relieve los avances que se han producido en la creación de prototipos digitales, su importancia en la reducción de tiempos y cómo facilitan la visualización y presenta-
ción de proyectos de ingeniería. Por último, este año se brindó un protagonismo especial al sector de media y entretenimiento.
A través de estos ejes temáticos, expertos y partners de la compa-ñía aprovecharon para explicar los beneficios y capacidades de sus nuevas versiones 2011. En todas ellas, Autodesk ha puesto énfasis en permitir una mayor creatividad, una mejor interoperabilidad, más rendimiento y un análisis mejorado de los proyectos.
Entre las novedades que presen-tan estas versiones, figuran nuevas herramientas de diseño conceptual y diseño de formas libres, mayores usos para el desarrollo de proyectos colaborativos, mejoras en la docu-mentación y comunicación, mejor integración entre las soluciones, mejoras de las interfaces o nuevas herramientas de renderizado y ani-mación.
Arquitectura, construccióne infraestructurasLas nuevas versiones 2011 para arquitectura, infraestructuras y cons-trucción incorporan las tecnologías de “modelado de información de edi-ficios”, BIM (Building Information Modeling) en el mercado. Dentro de este portfolio actualizado destacan Autodesk Revit Architecture 2011, Autodesk Revit Structure 2011,
Autodesk presenta las últimas novedades en su Forum 2010
El encuentro, patrocinado por HP y NVIDIA, contó con la colaboración de los principales integrantes de su canal de distribución.

30
Automática e Instrumentación Julio 2010 / n.º 420SELECCIÓN DEL MESEmpresas
Revit MEP 2011, AutoCAD Civil 3D 2011 y Autodesk Navisworks 2011 y Autodesk Buzzsaw 2011.
La compañía quiere fo-mentar el desarrollo del proceso BIM a través de la mejora de la comuni-cación entre los equipos multidisciplinares para que innoven y analicen nuevos modelos de rendimiento energético e incremento de la productividad en el diseño y realización de proyectos. Asímismo, Autodesk ha me-jorado su solución estrella AutoCAD Map 3D para proyectos geoespaciales. La versión 2011 pro-porciona el acceso directo a los datos de planificación de infraestructuras, facilita el diseño y la gestión de acti-vidades y ayuda a los profesionales a crear, gestionar y analizar el diseño de proyectos de transporte, de suelo, de agua y de energía.
Industria e ingeniería Las versiones 2011 del catálogo de soluciones de Ingeniería de Diseño 2D y 3D están destinadas a ingenieros y diseñadores industriales y empresas de fabricación que necesitan visua-lizar, simular y validar los diseños digitalmente antes de fabricar un prototipo físico. La integración entre
el software Autodesk Inven-tor 2011 y Autodesk Digital Prototyping permite a los diseñadores e ingenieros acelerar los plazos de dise-ño, desarrollo y fabricación, y elimina la necesidad de externalizar determinadas tareas, mejorando la pro-ductividad y reduciendo los costes. Inventor 2011, según la compañía, permite acelerar hasta un 40 por ciento las tareas de diseño comunes.
En el encuentro fueron presentados tecnologías y
casos prácticos relacionados con el diseño mecánico 3D y Digital Proto-typing; el mantenimiento y la gestión de infraestructuras, el modelado del terreno y la ingeniería civil y el diseño de plantas industriales.
Enrique Armendáriz
Automática e Instrumentación Digital es un servicio deinformación totalmente gratuito y disponible dos vecespor semana, en el cual la revista Automática e Instrumen-tación recoge las noticias de actualidad que se sucedendurante el tiempo transcurrido entre las ediciones impre-sas de cada título. La información abarca desde los aspec-tos técnicos hasta los puramente empresariales y demercado.
Para la suscripción a Automática e InstrumentaciónDigital basta con acceder a nuestra web:
www.automaticaeinstrumentacion.com
A continuación activar el cajetín Noticias y, seguidamente,el botón.
Para suscribirse de forma gratuita sólo debe introducirla dirección de correo electrónico.
Automática eInstrumentación Digital
Automática eInstrumentación
Nuevo serviciode noticias

Actuadores Inteligentes Electrónicos. Control de Posición, Velocidad y Fuerza. Mas de 3000 referencias disponibles en 3 semanas
· EMBEDDED CONTROL: Hardware dedicado, Soluciones Software [email protected]· PLC: PCindustrial, paneles de mando, Periferia distribuida [email protected]· MECATRONICA: Actuadores eléctricos, Motores lineales, Robots, Motion Control, CNC [email protected]· HMI: Scada, Opc, Manufacturing Intelligence, Redes, Buses de campo [email protected]· SERVICIO TECNICO: Productos distribuidos, Descatalogados [email protected]
www.larraioz.com [email protected]
Visítenos en Pab. 5D14
Automatización Inteligente de Máquinas y Procesos

32
Automática e Instrumentación Julio 2010 / n.º 420SELECCIÓN DEL MESEmpresas
A BB ha celebrado, los días 29 y 30 de junio en Madrid, las jornadas Automation World
2010 para presentar sus soluciones tecnológicas y aplicaciones para automatización industrial.
Durante las dos jomadas, que en esta ocasión se centraron en los sistemas control de instalaciones y procesos industriales, equipos de instrumentación y analítica de gases, varios expertos nacionales e internacionales ilustraron cada una de las diferentes materias de manera práctica. Ambas jornadas se comple-taron con sesiones de demostración continuas de los equipos y soluciones de ABB para todas las aplicaciones industriales.
El principal objetivo de las jornadas fue mostrar cómo estas tecnologías contribuyen a aumentar la eficiencia energética y la productividad en las industrias, con las consecuentes reducciones de costes y aumento de la competitividad, así como las ventajas de dichas tecnologías para reducir el impacto ambiental en los procesos industriales.
ABB es un líder en tecnologías electrotécnicas y de automatización que hace posible que las compañías
de servicios básicos (electricidad, gas y agua) y las industrias aumenten su eficiencia, reduciendo el impacto ambiental. El Grupo ABB opera en unos 100 países y emplea a alrededor de 117.000 personas.
Fernando Trucharte, miembro de la división de Productos de Pro-ceso y Automatización, realizó una presentación de la compañía, de la que dijo es mucho más que motores y transformadores. Aseguró que ofrece soluciones integradas que mejoran la eficiencia energética y la competitividad de las fábricas. Sobre esta línea de negocio, señaló que en 2009 obtuvo una facturación de 810 millones de euros y que dispone de una base instalada en todo el mundo por un importe superior a los 20.000 millones de dólares.
La división provee de soluciones para procesos industriales en todo tipo de industrias, y entre los pro-ductos que desarrolla y pone en el mercado se cuentan los sistemas de control, instrumentación de campo, medida de caudal y medida de tem-peratura. Además, ofrece soluciones llave en mano, para lo que dispone de un departamento de operaciones con más de 50 ingenieros en Espa-
ña para atender todos los sectores industriales.
F. Trucharte recordó que la fac-turación del Grupo ABB en todo el mundo ascendió a 32.000 millones de dólares en 2009.
Modelo de mejoraEva Moreno, de la División de Pro-cess Automation, habló de eficiencia energética y, en especial, de la ma-nera en que ABB puede ayudar a las empresas a reducir en sus plantas el consumo energético y la generación de CO2. Definió la eficiencia energé-tica como la forma de obtener más producción usando menos energía, lo que equivale a reducir el coste de las empresas. En la industria, la energía es uno de los mayores costes de producción. Por tanto, reducir los costes energéticos se traduce en aumentos de los beneficios y aumento de la competitividad, aseguró.
Moreno explicó que la Consultoría de Eficiencia Energética es la res-puesta de ABB al reto de lograr la reducción del consumo energético. En conjunto, el Grupo cuenta con más de 500 consultores en Reino Unido, Estados Unidos y Alemania. Fundamentalmente, este área del Grupo trabaja en tres vertientes: eficiencia energética, seguridad de procesos y fiabilidad y mante-nimiento. Desde su punto de vista, el sometimiento de una empresa a un proceso de consultoría en el campo de la eficiencia energética se puede saldar con unos ahorros
ABB aborda las últimas tecnologías y tendencias en automatización industrialen Automation World 2010
Las jornadas, organizadas por ABB, centraron su atención en aquellas tecnologías que contribuyen a la eficiencia energética y a aumentar la productividad de las industrias

anuales entre el 20 y el 25% en la factura eléctrica.
Recordó en este contexto que los productos de ABB presentan una alta eficiencia energética, amortizables en menos de 2 años.
Para Eva Moreno, no se puede controlar lo que no se mide, lo que justifica que durante el proceso de consultoría dentro de las plantas se analicen aspectos como los sistemas de refrigeración, de agua, de valor, la distribución por redes de tuberías, los sistemas de aire comprimido o los equipos de combustión, además de analizar la instrumentación.
La metodología, que logra aho-rros, aseguró, consta de tres fases: identificación de oportunidades para detectar ahorros por áreas de proceso; plan maestro para imple-mentar soluciones (establece una priorización de los proyectos y se centra en primer lugar en aquellos que no necesitan de una inversión; al mismo tiempo, clasifica los pro-yectos en función de su inversión y su retorno); e implantación de solu-ciones. Hay que medir y cuantificar los beneficios, dijo.
Eva Moreno puso algunos ejemplos de proyectos de eficiencia energética llevados a cabo en sectores como los del gas y el petróleo, la industria del acero o la papelera. Señaló que los factores diferenciales de ABB en el mercado son: su experiencia en los
mayores sectores industriales, su enfoque a energía eléctrica y térmica y su vocación de detectar oportuni-dades y proveer de soluciones a la industria.
Motores y variadores de velocidadPor su parte, Caridad Miguel presen-tó las novedades relacionadas con la eficiencia energética dentro del segmento de motores y variadores de velocidad.
Señaló que más del 65% de la energía que consume la industria se debe a los motores eléctricos, y a este respecto adelantó que se pueden conseguir ahorros de hasta el 60% en motores. El precio de un motor es lo que vale consumiendo energía eléctrica. Un motor funcionando cuesta mucho más de lo que supone su precio de compra, dijo. Explicó que se producen pérdidas de energía en los motores a través de varios de sus elementos, como los conductores, rotor, disipación de calor, partes me-cánicas. Para conseguir motores de mayor rendimiento hay que estudiar dónde se producen las pérdidas y mejorar los componentes, dijo.
Adelantó las novedades que al respecto se han producido en nor-mas como la IEC/EN 60034-2, que clasifica los motores en función de su rendimiento, lo que ayudará a las empresas a determinar con más exactitud las características del mo-tor que están comprando. Además, se han introducido normas que proporcionan medidas más reales del rendimiento.
En cuanto a los variadores de ve-locidad, apuntó que menos del 10% de los motores en funcionamiento en el mundo están dotados con varia-dores de frecuencia, a pesar de que proporcionan importantes beneficios en el control de proceso y en el aho-rro energético. Desde su punto de vista, los ahorros en el segmento de variadores derivan de la regulación del caudal (un 20% de reducción de caudal o velocidad ahorra un 40% en consumo de energía), y de las apli-caciones regenerativas (ascensores, grúas, prensas, etc.).
Enrique Armendáriz
33
SELECCIÓN DEL MESEmpresas
■ Detalle de una parte de la exposición.

34
Automática e Instrumentación Julio 2010 / n.º 420
Motores eléctricos
Máquinas eléctricas, un sector clave para el futuroLa mayoría de sistemas productivos y logísticos en las fábricas son movidos por motores eléctricos, así como todos nuestros electrodomésticos. Al mismo tiempo, las máquinas electricas juegan un importante papel en la sostenibilidad energética, ya que una gran parte de las energías renovables se generan mediante éstas. En el transporte, tanto ferroviario como marítimo y aéreo, cada vez desempeñan un papel más protagonista y es evidente que su participación está aumentando de forma clara en los vehículos. Nos encontramos ante un sector que se mueve y está llegando el momento de que sea considerado un factor clave para el futuro y motor de nuestra sociedad.
L as máquinas eléc-tricas tienden a ser consideradas como
un sector antiguo, tradi-cional, estancado, poco importante y en el que no se presentan novedades. Pero nada más lejos de la realidad, pues se trata de un sector de gran impor-tancia económica y social. Las máquinas eléctricas se utilizan para mover la mayor parte de sistemas productivos y logísticos en las fábricas y también en todos los electrodomésticos que utilizamos de forma habitual. Al mismo tiempo, juegan un importan-te papel en la sostenibilidad ener-gética, ya que una gran parte de las energías renovables se generan me-diante éstas, como ha sido siempre en el caso de la energía hidráulica y, actualmente, en la eólica y oceánica. En el transporte ferroviario (metro, tren, tranvía) desempeñan un papel protagonista y cada vez aumenta más su protagonismo en el transpor-te marítimo y aéreo. El inmediato despliegue masivo de los vehículos eléctricos (moto y coche) augura un renacer del motor eléctrico en este sector. En este artículo se pretende mostrar que este sector se mueve y que está llegando el momento de
que sea considerado un factor clave para el futuro.
Eficiencia energéticaEl consumo de los motores eléctri-cos representa aproximadamente un 40 % de toda la energía eléctrica consumida en el mundo. Debido a esta importancia, bastantes países han propuesto una serie de normati-vas que obligan a utilizar solamente
motores eléctricos de alta eficiencia. En Europa ya se eliminaron de forma volun-taria los motores de bajo rendimiento, y en los últi-mos años se están usando los de rendimiento mejora-do. Pero según una nueva directiva, a partir de julio de 2011 solamente se po-drán utilizar los clasificados como de alto rendimiento. Esta imposición es razo-nable, puesto que el coste de compra del motor sola-mente representa el 1% del coste del ciclo de vida. El
incremento de coste de compra del motor se amortiza solamente en 1 o 2 años de operación, dependiendo del tiempo de funcionamiento. Es evidente que esta medida dinamiza-rá el sector y prueba de ello son los artículos de diversas empresas que aparecen en esta mismo ejemplar de la revista AeI.
Para disminuir las pérdidas se puede actuar en distintas partes del
El desarrollo de las motocicletas y coches eléctricos representará una gran renovación en el campo de los motores eléctricos, pero hasta el momento no está claro qué tipo de motor se impondrá para las funciones de tracción.

35
Julio 2010 / n.º 420 Automática e Instrumentación
Motores eléctricos
motor: aumentar la cantidad de ma-terial activo (hierro y cobre), utilizar chapa magnética de alta calidad, disminuir el nivel de temperatura del motor, optimizar las geome-trías del estator, rotor y entrehierro, mejorar el proceso de mecanizado y apilamiento de las chapas del núcleo, mejorar la eficiencia del ventilador, utilizar cojinetes de alta eficiencia, aumentar la transmisión de calor entre las partes activas y la envolvente y limitar las tolerancias de fabricación. La utilización en la jaula de ardilla del rotor de fundi-ción de cobre en lugar de aluminio se está iniciando en los motores de baja potencia; en los de alta ya se viene utilizando por su fabricación semimanual. En las aplicaciones hay que tener en cuenta que estos cambios en la construcción del mo-tor afectan a su comportamiento en régimen nominal y en el arranque.
Esta mejora del rendimiento tam-bién mejora la fiabilidad. Existe una regla comúnmente aceptada según la cual por cada 10 grados centígra-dos de aumento de la temperatura de un motor su vida útil dismi-nuye a la mitad. Las necesidades de mantenimiento también se ven reducidas.
Cuando la aplicación requiere el uso de un convertidor de potencia, el motor síncrono de imanes perma-nentes debe ser tenido en cuenta como una posible alternativa al mo-tor de inducción de alta eficiencia. El motor de imanes permanentes aporta de un 1 % a un 3% de au-mento de la eficiencia y al mismo tiempo su densidad energética espe-cífica es mucho mayor, con lo que es posible resolver las aplicaciones con menor requerimiento de espacio. Si a estas ventajas se suma que el pre-cio de los imanes de neodimio está bajando rápidamente, los motores síncronos de imanes permanentes deben ser también considerados desde el punto de vista de la eficien-cia energética.
Funcionamiento con convertidor de frecuenciaPero el aumento de eficiencia no se consigue solamente con el motor. Es bien sabido que en muchas aplica-
ciones de ventilación y bombeo se puede conseguir un muy importante incremento de la eficiencia regulan-do los flujos mediante la variación de la velocidad del motor. Por este motivo, y por las necesidades de la automatización, cada vez son más los motores alimentados por un convertidor de frecuencia. Cuando la utilización de un convertidor de potencia está decidida, las posi-bilidades de mejorar la eficiencia aumentan, pues se pueden eliminar elementos mecánicos como reduc-tores y transmisiones, sustituyéndo-los por ejes electrónicos y motores de accionamiento directo. Con el convertidor de frecuencia, los mo-tores se liberan del encorsetamiento de la velocidad nominal y de la ten-sión nominal, que ahora pueden ser cualquiera. Por este motivo, algunos fabricantes, como Vascat, ofrecen el diseño de los motores a medida de las necesidades de la aplicación. Esta empresa dispone en su página web de una aplicación informática que permite dimensionar el motor óptimo según los requerimientos específicos de una aplicación y al mismo tiempo calcula el tipo de mo-tor y sus devanados, indicando los valores característicos del esquema equivalente del motor diseñado. En el presente número de AeI aparece un artículo en el que se presenta esta aplicación informática.
Pero con la utilización del con-vertidor de frecuencia no todo son ventajas. El rizado de alta frecuencia que permanece en la corriente que circula por el motor incrementa las pérdidas en éste; los rápidos flancos de la tensión conmutada que se aplica al motor envejecen rápidamente los dieléctricos si no se utilizan filtros apropiados a la salida del convertidor; por el mismo
motivo se debe limitar la longitud del cable que alimenta al motor y, por lo tanto, la distancia de éste al convertidor. Pero los más perjudica-dos son los cojinetes. Las tensiones de modo común generadas entre el convertidor y el rotor del motor hacen circular corrientes de modo común por los caminos de más baja impedancia que encuentran, o sea, por los cojinetes, ya que su lubrican-te actúa como un dieléctrico que se va cargando hasta que se supera la tensión de ruptura. Entonces se produce una descarga que con el mismo mecanismo que el mecani-zado por descargas electroestáticas va desgastando el cojinete, la con-taminación del lubricante acelera el proceso y produce su avería.
Para atenuar estos efectos existen diferentes posibilidades: conectar a masa el eje mediante una escobilla rozante de grafito; asegurar median-te un buen cableado la equipoten-cialidad entre las masas del conver-tidor y del motor para evitar que las corrientes de modo común puedan encontrar un camino de más baja impedancia por la carga acoplada al eje, con lo que las consecuencias las pagan los cojinetes de la carga accionada; utilizar un acoplamiento aislante entre el motor y el encoder para que no se averíe éste último; utilizar un filtro de modo común a la salida del convertidor; utilizar cojinetes cerámicos, aunque en este caso sufrirá la carga; y, finalmente, disminuir la frecuencia de conmu-tación de los IGBT del convertidor de frecuencia todo lo que permita la aplicación.
Vehículo eléctricoEl sector de la automoción ha sido siempre un gran consumidor de motores eléctricos. Si se hace el
La mayoría de fabricantes han desarrollado o están desarrollando generadores síncronos multipolares de imanes permanentes, ya que esta tecnología permite eliminar la multiplicadora mecánica, uno de los elementos críticos en los sistemas de generación eólica.

36
Automática e Instrumentación Julio 2010 / n.º 420
Motores eléctricos
ejercicio de contar cuántos accio-namientos eléctricos hay en un co-che convencional fácilmente puede alcanzarse la cifra de una docena y esto va en aumento con las nue-vas direcciones eléctricas. En sí, el automóvil siempre ha sido híbrido, aunque la parte eléctrica cada vez va tomando más importancia sobre la térmica.
El desarrollo de las motocicletas y coches eléctricos representará una gran renovación en el campo de los motores eléctricos. Hasta el momento no está claro qué tipo de motor se impondrá para las fun-ciones de tracción. El motor de
continua se sigue usando en algunas aplicaciones de pequeña potencia gracias a la facilidad de su control, pero su desfavorable relación volu-men/potencia y la presencia de un contacto deslizante con escobillas lo descartan a corto plazo. El motor de inducción es uno de los candidatos: robusto, barato, compacto y con capacidad de alcanzar velocidades elevadas, aunque con disminución del par. Con control vectorial se comporta como un motor de conti-nua y con debilitamiento de campo puede llegar a un rango de velocidad extendida limitada a 2 o 3 veces la velocidad nominal. Por su parte, el
motor síncrono de imanes perma-nentes tiene un peso y volumen más reducido, su rendimiento es más elevado, se puede efectuar debilitamiento de campo aunque lleve imanes permanentes y con el control adecuado es posible alcan-zar velocidades entre 3 y 4 veces la nominal. La presencia de imanes limita la máxima temperatura a que puede funcionar el motor y genera el inconveniente de que en caso de avería o sin poner en marcha el vehículo, al ser remolcado o empu-jado, se pueden generar tensiones elevadas en los devanados del motor que pueden perjudicar al resto de la
Herramientas de diseño de máquinas eléctricas
E l cálculo de una máquina eléctrica puede defi-nirse como el proceso de obtención de valores
cuantitativos del comportamiento electromagnético, electrodinámico, e incluso térmico, para su posterior diseño mecánico y construcción.
La existencia de este tipo de máquinas desde fina-les del siglo XIX implica que el proceso de cálculo se realice utilizando fórmulas matemáticas que modelan el comportamiento de los fenómenos eléctricos, mag-néticos y térmicos. Estas fórmulas matemáticas son normalmente simplificadas, basándose en la amplia experiencia y en los resultados experimentales ya comprobados y verificados.
Estos modelos matemáticos nos permiten, al final, obtener los parámetros eléctricos, magnéticos y geomé-tricos necesarios para la construcción de la máquina partiendo de unos valores básicos que debemos con-siderar para cada caso y según las especificaciones requeridas. Estos son valores como la tensión de trabajo, la potencia nominal, el par nominal, la frecuencia de giro, el factor de potencia o también valores geométri-cos o constructivos como el tipo y la geometría de las ranuras, el tipo y la geometría del entrehierro, el tipo de chapa magnética usada, e incluso propiedades de los
materiales usados en la construcción de la máquina.El creciente desarrollo industrial y la imparable com-
petitividad de los mercados han hecho que en las últi-mas décadas la industria en general necesite adaptar el diseño de sus productos a requerimientos cada vez más estrictos en cuanto a especificaciones económicas, energéticas y cualitativas se refiere.
En cuanto al diseño de las máquinas eléctricas esto se traduce en una necesidad de mejorar las carac-terísticas esenciales como son el tamaño, el peso o la eficiencia energética. Todos estos requerimientos se pueden obtener mediante costosos experimentos construyendo prototipos para cada una de las modifica-ciones propuestas. Por lo tanto, es esencial desarrollar modelos que permitan prever las prestaciones de la máquina eléctrica diseñada antes de su construcción, reduciendo el coste de desarrollo y también el tiempo de desarrollo.
Para obtener estas mejoras, estos modelos tienen que ser lo más fieles posibles a la física real, reproduciendo el comportamiento real de la máquina, sin tener que construir el prototipo.
Los procesos físicos que intervienen en una máquina eléctrica están regidos por complejas ecuaciones en

37
Julio 2010 / n.º 420 Automática e Instrumentación
Motores eléctricos
electrónica. Finalmente, el motor de reluctancia conmutada aparece como el favorito: simple, robusto, barato e insensible a las altas tem-peraturas. Velocidades de hasta 6 veces la nominal lo convierten en el mejor candidato para prescindir totalmente del cambio de marchas, y el funcionamiento ruidoso que lo caracteriza no parece un incon-veniente grave en el mundo de la automoción.
Máquinas eléctricas para la generación eólicaOtro nuevo gran campo de apli-cación de las máquinas eléctricas
es la generación de energía eólica. Los primeros parques eólicos co-nectados a la red estaban basados en el llamado “concepto danés”, donde el generador eléctrico es un generador de inducción de jaula de ardilla conectado a la turbina eóli-ca por medio de un multiplicador mecánico que acopla el eje lento de la turbina con el eje rápido del generador. El generador eléctrico se conecta a la red eléctrica del parque eólico por medio de un transfor-mador para adaptar los niveles de tensión y requiere únicamente de un arrancador estático y de una batería de condensadores para co-
rregir el factor de potencia. Este concepto es muy fiable y económico, pero presenta algunas desventajas importantes. Por un lado, se trata de un sistema de velocidad fija, ya que la velocidad del giro del generador está gobernada principalmente por la frecuencia eléctrica de la red. Al tratarse de un generador de induc-ción, la velocidad de giro es siempre mayor a la llamada “velocidad de sincronismo”, pero el generador de inducción puede funcionar de ma-nera estable sólo en las proximidades de esta velocidad de sincronismo. La turbina eólica tiene un punto de funcionamiento óptimo para cada
derivadas parciales cuya resolución analítica muchas veces es imposible. Y es aquí donde el método de los elementos finitos juega un papel vital y necesario para afrontar este problema. Se trata de una técnica que sustituye el problema diferencial por otro algebraico, aproximadamente equivalente, para el cual se conocen técnicas de resolución. El proceso empieza dividiendo el espacio 2D o 3D (mallado) en pequeñas regiones con igual comportamiento (elementos finitos), en donde se definen las ecuaciones que modelan la física. La gran ventaja de este método a nivel práctico es su facilidad de implementación en un computador mediante pro-gramas informáticos de cálculo. Esta es también una condición básica para su implementación, ya que para el tratamiento de cada problema en particular debe efectuarse un número muy elevado de operaciones
matemáticas para resolverlo.Los programas que se utilizan actualmente para el
estudio de las máquinas eléctricas nos permiten ob-tener información importante del circuito magnético, eléctrico o térmico, e incluso también las solicitaciones mecánicas a que será sometida la máquina.
Todos estos parámetros se pueden obtener en di-versas y variadas situaciones, así se contemplan las simulaciones en dos dimensiones (2D) o incluso en tres dimensiones (3D) e incluso nos permiten obte-ner animaciones de las evoluciones de los parámetros frente el tiempo.
Además, la utilización de computadoras para imple-mentar este método hace que la información pueda ser presentada de manera muy visual e intuitiva. Así pues, es posible, por ejemplo, obtener mapas de tem-peraturas, con lo que podemos interpretar las zonas térmicamente más solicitadas o las zonas con más pérdidas.
En definitiva, el uso de las técnicas de simulación por elementos finitos nos permite el análisis preciso de un diseño previo realizado mediante tablas de cálculo. Con este análisis es fácil y rápido ver el comportamiento de la máquina o proponer modificaciones para mejorar sus prestaciones sin necesidad de construir un prototipo real, con el consiguiente ahorro en tiempo y dinero. Mediante estas herramientas ya no es necesario diseñar la aplicación a medida del motor. Ahora la tecnología permite que el motor se adapte a las necesidades de la aplicación y a la forma más indicada, se pueden diseñar motores de flujo axial muy planos y de gran diámetro, motores de flujo radial muy alargados y de pequeño diámetro, motores cilíndricos de flujo radial muy cortos y de gran diámetro casi planos, motores cónicos, lineales, multipolares para muy bajas velo-cidades y elevado par, motores sin cojinetes, sin eje, sin cable eléctrico de conexión, motores de muy altas velocidades. A gusto del consumidor.
Los programas más utilizados para el diseño de maquinaria eléctrica que permiten utilizar las ventajas del análisis por elementos finitos son:• Gratuitos:Elmer FEM solver:www.csc.fi/english/pages/elmerFEMM: www.femm.info/wiki/HomePageQuickField (student version):www.quickfield.com• Comerciales:Ansoft Maxwell (ANSYS):www.ansoft.com/products/em/maxwellAutodesk Algor Simulation: usa.autodesk.comCOMSOL Multiphysics: www.comsol.comFlux (CEDRAT): www.cedrat.comJMAG (Simulation Technology for Electrome-chanical Design):www.jmag-international.comOpera (Vector Fields): www.vectorfields.comQuick Field: www.quickfield.com

38
Automática e Instrumentación Julio 2010 / n.º 420
Motores eléctricos
velocidad de viento, de forma que para sacar la máxima energía del viento es necesario adaptar la velo-cidad de giro al viento que hay en un momento dado. Este control no se puede hacer con el concepto danés. No obstante, la principal desventaja de este concepto no radica en que sea un concepto de velocidad fija, sino en el hecho de que al estar co-nectada directamente a la red, en el evento de faltas en la red eléctrica, por el generador circula una inten-sidad muy elevada que provoca la actuación de las protecciones y la desconexión del convertidor. Esto no era un problema cuando la pene-tración de la energía eólica era muy reducida, pero al aumentar la pene-tración, un sistema de generación que se desconecte cuando hay una falta es inviable, ya que esto puede poner en peligro la estabilidad de todo el sistema eléctrico.
El avance de la electrónica de potencia permitió el desarrollo de alternativas al concepto danés. La principal alternativa que todavía hoy domina el mercado es la llamada máquina de inducción doblemente alimentada, conocida en el sector eléctrico cómo máquina de induc-ción de rotor bobinado. Este tipo de máquina es adecuado porque permite controlar un generador con un convertidor de menor tamaño (habitualmente entre un 20-30%), con la contraprestación de sólo tener control de la máquina en un rango de velocidades limitado, alrededor de la velocidad de sincronismo. La limitación de velocidad corresponde con el porcentaje de reducción del tamaño del convertidor, de forma
que podría controlarse todo el rango de velocidades con un convertidor de plena potencia. El concepto de máquina doblemente alimentada presenta también un multiplicador mecánico y tiene dos conexiones al transformador de conexión a la red, una directa en el estator y otra a través del convertidor en el rotor por medio de anillos rozantes. Los sistemas eólicos basados en esta tec-nología permiten operar las turbinas a velocidad variable y presentan respuesta satisfactoria ante faltas en la red (huecos de tensión) com-parados con los sistemas basados en el concepto danés.
La creciente integración de la eólica en la red ha forzado el de-sarrollo de reglamentos por parte de los operadores del sistema muy exigentes para los parques eólicos. Estos requerimientos incluyen no sólo la obligación de mantener los generadores conectados durante las faltas, sino que además requieren a los parques eólicos soporte al voltaje y a la frecuencia de la red.
La limitada capacidad de los sis-temas basados en máquina de in-ducción doblemente alimentada ha hecho desarrollar los sistemas basados en convertidores de plena potencia que aíslan completamente el generador de la red, permitiendo un mejor soporte a la red durante las faltas. La mayoría de fabricantes han desarrollado o están desarrollando generadores síncronos multipolares de imanes permanentes, ya que esta tecnología permite eliminar la multiplicadora mecánica, uno de los elementos críticos en los sistemas de generación eólica.
La evolución tecnológica se ha visto acompañada de una evolución
también en el tamaño de los aero-generadores. Mientras los sistemas de velocidad fija estaban habitual-mente por debajo de 1 MW, con los sistemas basados en máquina de inducción doblemente alimentada encontramos máquinas del orden de 3 MW. Los grandes generadores para parques eólicos marinos, ba-sados en generadores síncronos y convertidor de plena potencia, están ya en el orden de 5 MW y se prevén en el futuro potencias mayores de 10 MW por aerogenerador.
En el lado opuesto, los generado-res síncronos de imanes permanen-tes en combinación con convertido-res de plena potencia están siendo utilizados en pequeños aerogenera-dores e integrados en microrredes con sistemas de almacenamiento y cargas. La introducción del vehículo eléctrico impulsará la microgenera-ción distribuida y los generadores microeólicos en medios urbanos y semiurbanos experimentarán un gran crecimiento que ya se está iniciando, lo cual supone una nueva gran oportunidad para el sector de los fabricantes de máquinas eléc-tricas especiales de pequeñas y medianas potencias.
Parece que la tendencia dominan-te en el sector eólico es el genera-dor síncrono multipolar de imanes permanentes, aunque no hay que olvidar otras alternativas como la clásica máquina de inducción de jaula de ardilla o la máquina de reluctancia conmutada.
Samuel Galceran,Daniel Montesinos(CITCEA-UPC)Oriol Gomis, Antoni Sudrià(IREC/CITCEA-UPC)
La introducción del vehículo eléctrico impulsará la microgeneración distribuida y los generadores microeólicos en medios urbanos y semiurbanos experimentarán un gran crecimiento que ya se está iniciando, lo cual supone una nueva gran oportunidad para los fabricantes de máquinas eléctricas especiales de pequeñas y medianas potencias.
■ Fuente: Weg.

Transformando energía en soluciones. www.weg.net
Tecnologías integradas y presencia mundial: La Solución Global WEG. Con su amplia e innovadora línea de productos, las soluciones WEG se adaptan para atender a las necesidades del mercado, contando con distintos servicios. Podemos afirmar con seguridad: nosotros les damos un completo soporte a nuestros clientes donde quiera que estén y cuando lo necesiten.
La Solución con máquinas eléctricas, automatización para industrias y sistemas de energía.
Motores | Automatización | Energía | Transmisión & Distribución | Pinturas
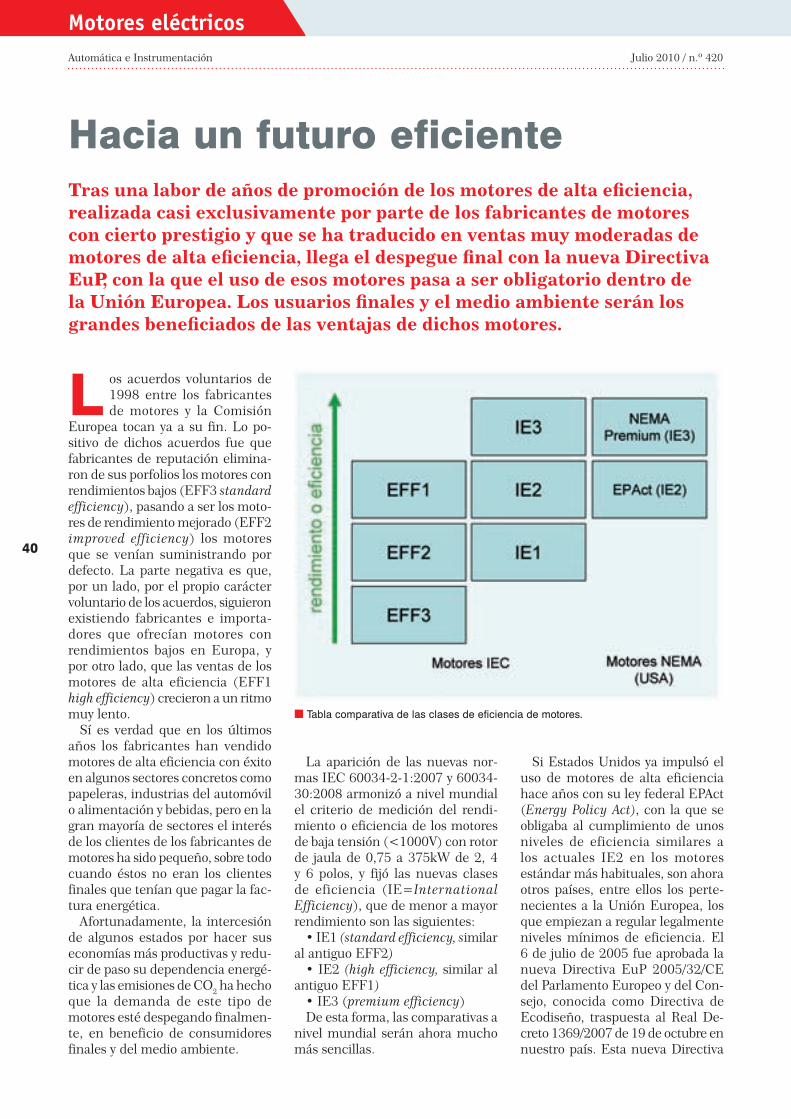
40
Automática e Instrumentación Julio 2010 / n.º 420
Motores eléctricos
Hacia un futuro eficiente
L os acuerdos voluntarios de 1998 entre los fabricantes de motores y la Comisión
Europea tocan ya a su fin. Lo po-sitivo de dichos acuerdos fue que fabricantes de reputación elimina-ron de sus porfolios los motores con rendimientos bajos (EFF3 standard efficiency), pasando a ser los moto-res de rendimiento mejorado (EFF2 improved efficiency) los motores que se venían suministrando por defecto. La parte negativa es que, por un lado, por el propio carácter voluntario de los acuerdos, siguieron existiendo fabricantes e importa-dores que ofrecían motores con rendimientos bajos en Europa, y por otro lado, que las ventas de los motores de alta eficiencia (EFF1 high efficiency) crecieron a un ritmo muy lento.
Sí es verdad que en los últimos años los fabricantes han vendido motores de alta eficiencia con éxito en algunos sectores concretos como papeleras, industrias del automóvil o alimentación y bebidas, pero en la gran mayoría de sectores el interés de los clientes de los fabricantes de motores ha sido pequeño, sobre todo cuando éstos no eran los clientes finales que tenían que pagar la fac-tura energética.
Afortunadamente, la intercesión de algunos estados por hacer sus economías más productivas y redu-cir de paso su dependencia energé-tica y las emisiones de CO2 ha hecho que la demanda de este tipo de motores esté despegando finalmen-te, en beneficio de consumidores finales y del medio ambiente.
La aparición de las nuevas nor-mas IEC 60034-2-1:2007 y 60034-30:2008 armonizó a nivel mundial el criterio de medición del rendi-miento o eficiencia de los motores de baja tensión (<1000V) con rotor de jaula de 0,75 a 375kW de 2, 4 y 6 polos, y fijó las nuevas clases de eficiencia (IE=International Efficiency), que de menor a mayor rendimiento son las siguientes:
• IE1 (standard efficiency, similar al antiguo EFF2)
• IE2 (high efficiency, similar al antiguo EFF1)
• IE3 (premium efficiency)De esta forma, las comparativas a
nivel mundial serán ahora mucho más sencillas.
Si Estados Unidos ya impulsó el uso de motores de alta eficiencia hace años con su ley federal EPAct (Energy Policy Act), con la que se obligaba al cumplimiento de unos niveles de eficiencia similares a los actuales IE2 en los motores estándar más habituales, son ahora otros países, entre ellos los perte-necientes a la Unión Europea, los que empiezan a regular legalmente niveles mínimos de eficiencia. El 6 de julio de 2005 fue aprobada la nueva Directiva EuP 2005/32/CE del Parlamento Europeo y del Con-sejo, conocida como Directiva de Ecodiseño, traspuesta al Real De-creto 1369/2007 de 19 de octubre en nuestro país. Esta nueva Directiva
Tras una labor de años de promoción de los motores de alta eficiencia, realizada casi exclusivamente por parte de los fabricantes de motores con cierto prestigio y que se ha traducido en ventas muy moderadas de motores de alta eficiencia, llega el despegue final con la nueva Directiva EuP, con la que el uso de esos motores pasa a ser obligatorio dentro de la Unión Europea. Los usuarios finales y el medio ambiente serán los grandes beneficiados de las ventajas de dichos motores.
■ Tabla comparativa de las clases de eficiencia de motores.

41
Julio 2010 / n.º 420 Automática e Instrumentación
Motores eléctricos
establece unos requisitos de diseño ecológico aplicables a los productos que utilizan energía con el fin de reducir el impacto medioambiental y mejorar la eficiencia energética de los productos industriales mante-niendo sus cualidades funcionales.
La Directiva EuP se aplica en lo relativo a los requisitos de diseño ecológico para motores eléctricos el 22 de julio de 2009 en el Reglamen-to Nº 640/2009 de la Comisión (de aplicación directa, sin trasposición al BOE), obligando a que los moto-res de baja tensión (<1000V) con rotor de jaula de 2, 4 y 6 polos con potencias entre 0,75 y 375kW pues-tos en circulación por los fabricantes de motores a partir del 16 de junio de 2011 alcancen un nivel mínimo de eficiencia IE2.
Los fabricantes de motores ase-guran el cumplimiento de los mo-tores con el Reglamento 640/2009 mediante el grabado CE en la placa del motor.
No se debe confundir la norma IEC, que determina a nivel mundial la forma de medir la eficiencia y fija las clases de eficiencia IE1/IE2/IE3, con las distintas leyes o reglamentos nacionales que obligan a que los motores vendidos en uno y otro país cumplan un mínimo nivel de eficiencia. En el caso del Reglamen-to Nº 640/2209, hay que destacar además que el campo de aplicación es algo menor, pues existen motores
que no están obligados al cumpli-miento del nivel mínimo IE2, por ejemplo, los motores para zonas explosivas o los motores freno (ver tabla adjunta).
El camino a un futuro más efi-ciente no acaba aquí. Estados Uni-dos dará un paso más adelante a finales del presente año, en que la nueva ley EISA (Energy Indepen-dence Security Act) que sustituye a la EPACT obligará a que los motores de 1 a 200HP comercializados allí sean IE3. En Europa será obligatorio el uso de motores IE3 entre 7,5kW
y 375kW a partir de 2015 (se acep-tarán motores IE2 si van regulados por un variador de frecuencia).
La norma IEC 60034-1 fija los da-tos que deben aparecer en la placa de características del motor, entre otros el rendimiento a plena carga. El reglamento europeo exige además que se indiquen los rendimientos al 75% y al 50% en la placa, aunque se está debatiendo si bastaría con indicarlos en la documentación.
Ventajas de los motores de alta eficienciaDos son las principales ventajas de los motores de alta eficiencia para un cliente final. La más evidente, un menor consumo eléctrico para desarrollar la misma potencia me-cánica, de forma que el incremento de precio del motor se amortiza en pocos meses si el motor se utiliza con asiduidad. Un motor IE2 puede llegar a tener hasta un 40% menos de pérdidas que el mismo motor menos eficiente.
La otra ventaja, menos conocida y no por ello menos importante, es una mayor vida útil del motor gracias a una alta reserva térmica, lo que equivale a un factor de ser-vicio más alto y menores costes de mantenimiento.
Si se analizan los costes totales du-rante la vida útil de un motor de baja
Campo de aplicación
¿Aplica la norma IEC 60034-30: 2008 (clases de eficiencia)?
¿Aplica la Directiva EuP/Reglamento Nº 640/2009?
Motor asíncrono trifásico . 0,75-375kW. 2, 4 y 6 polos. Clase de servicio S1 (continuo)incluidos motores con dispositivos auxiliares como antirretornos generadores de impulsos
Sí (también para S3 80% ED o su-perior)
Sí
Motorreductores Sí Sí
Motores para zonas con peligro de explosión Sí No
Motor freno Sí No
Motor integrado completamente en una má-quina de forma que no se puede determinar el rendimiento del motor por separado (p.ej. bombas de rotor húmedo)
No No
Otros tipos de motor (imanes permanentes, polos conmutables, motores para servicios intermitentes, servomotores)
No No
■ Motores que no están obligados a cumplir IE2.
■ Placa de características de un motor Siemens con eficiencia IE2.
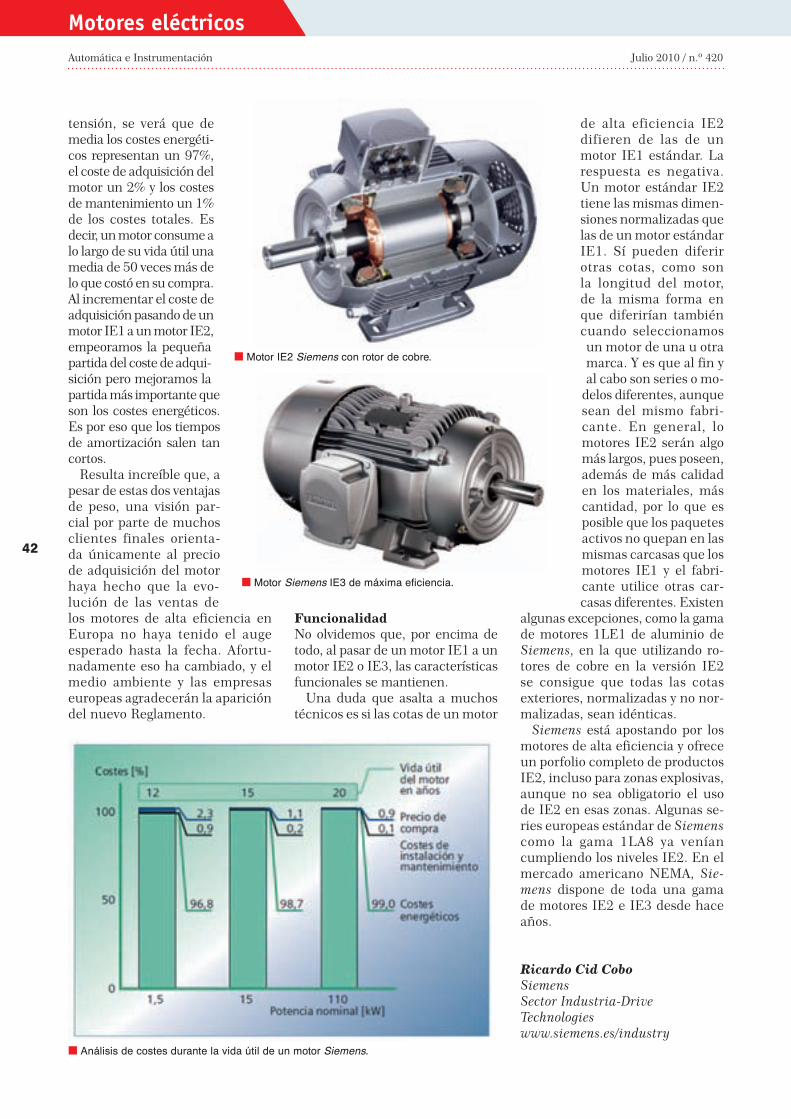
42
Automática e Instrumentación Julio 2010 / n.º 420
Motores eléctricos
tensión, se verá que de media los costes energéti-cos representan un 97%, el coste de adquisición del motor un 2% y los costes de mantenimiento un 1% de los costes totales. Es decir, un motor consume a lo largo de su vida útil una media de 50 veces más de lo que costó en su compra. Al incrementar el coste de adquisición pasando de un motor IE1 a un motor IE2, empeoramos la pequeña partida del coste de adqui-sición pero mejoramos la partida más importante que son los costes energéticos. Es por eso que los tiempos de amortización salen tan cortos.
Resulta increíble que, a pesar de estas dos ventajas de peso, una visión par-cial por parte de muchos clientes finales orienta-da únicamente al precio de adquisición del motor haya hecho que la evo-lución de las ventas de los motores de alta eficiencia en Europa no haya tenido el auge esperado hasta la fecha. Afortu-nadamente eso ha cambiado, y el medio ambiente y las empresas europeas agradecerán la aparición del nuevo Reglamento.
FuncionalidadNo olvidemos que, por encima de todo, al pasar de un motor IE1 a un motor IE2 o IE3, las características funcionales se mantienen.
Una duda que asalta a muchos técnicos es si las cotas de un motor
de alta eficiencia IE2 difieren de las de un motor IE1 estándar. La respuesta es negativa. Un motor estándar IE2 tiene las mismas dimen-siones normalizadas que las de un motor estándar IE1. Sí pueden diferir otras cotas, como son la longitud del motor, de la misma forma en que diferirían también cuando seleccionamos un motor de una u otra marca. Y es que al fin y al cabo son series o mo-
delos diferentes, aunque sean del mismo fabri-cante. En general, lo motores IE2 serán algo más largos, pues poseen, además de más calidad en los materiales, más cantidad, por lo que es posible que los paquetes activos no quepan en las mismas carcasas que los motores IE1 y el fabri-cante utilice otras car-casas diferentes. Existen
algunas excepciones, como la gama de motores 1LE1 de aluminio de Siemens, en la que utilizando ro-tores de cobre en la versión IE2 se consigue que todas las cotas exteriores, normalizadas y no nor-malizadas, sean idénticas.
Siemens está apostando por los motores de alta eficiencia y ofrece un porfolio completo de productos IE2, incluso para zonas explosivas, aunque no sea obligatorio el uso de IE2 en esas zonas. Algunas se-ries europeas estándar de Siemens como la gama 1LA8 ya venían cumpliendo los niveles IE2. En el mercado americano NEMA, Sie-mens dispone de toda una gama de motores IE2 e IE3 desde hace años.
Ricardo Cid CoboSiemens Sector Industria-Drive Technologieswww.siemens.es/industry
■ Motor IE2 Siemens con rotor de cobre.
■ Análisis de costes durante la vida útil de un motor Siemens.
■ Motor Siemens IE3 de máxima eficiencia.

AHORRE UN 30% EN ENERGÍALos convertidores de frecuencia Omron, con función de ahorro energético incorporado, varían la velocidad del motor adaptándola a la aplicación para optimizar los costes energéticos.
Su instalación permite:Reducir el consumo. Eficiencia energética.��Mejorar el control operativo, aumentar la rentabilidad y la productividad. ��Minimizar las pérdidas.��Ahorrar en mantenimiento.��Disminuir el ruido acústico de los motores. ��Garantizar la continuidad de la instalación. ��Mejorar la calidad y la respuesta.��Aumentar la satisfacción del cliente.��
€Saver: Más ahorro, mejora del Medio Ambiente. Con este software de cálculo energético Omron, se puede hacer una estimación del ahorro en energía que se obtiene en una instalación al sustituir un método de control del motor convencional, por un convertidor de frecuencia y en cuánto tiempo se produce el retorno de la inversión.
Omron Electronics Iberia, SAU Telf. 913777900, [email protected]

44
Automática e Instrumentación Julio 2010 / n.º 420
Motores eléctricos
Métodos para la medidade eficienciaHa entrado en vigor una nueva norma internacional para probar motores eléctricos que promete unos valores más precisos en la eficiencia e introduce un nuevo camino para actualizar el esquema de marcado en Europa. Los métodos de medida permitidos de la eficiencia en motores también han variado.
L a nueva norma IEC 60034-30 sobre la clasificación de motores según su eficiencia
también facilita y promociona la utilización de motores eficientes.
Escuchando el debate actual, pa-rece que dejar la televisión en stan-dby es la mayor causa de consumo eléctrico y de emisiones de CO2 por todo el planeta. Sin embargo, si se observa de forma más detenida rápidamente se descubre que los motores eléctricos en la industria y los edificios son, con diferencia, los mayores consumidores de energía eléctrica.
Los motores utilizan el 40% de la electricidad del mundo, de 60% a 70% en el sector industrial y entre el 30% y el 40% en el sector de ser-vicios. De toda la energía eléctrica consumida por los motores, alrede-dor del 90 % la utilizan los motores de inducción de CA entre 0,75 y 200 kW. Si estos motores fueran un poco más eficientes, las emisiones de CO2 se recortarían drásticamente.
Comparándolos con otras má-quinas, los motores eléctricos son bastante eficientes. Un motor de alta eficiencia de 90 kW convierte un 95 % de la energía que utiliza en trabajo útil, mientras que un motor de coche sólo utiliza de for-ma eficiente un 40-45%. Pero el gran número de motores instalados implica que unos cambios pequeños en eficiencia supondrían una gran diferencia.
Nueva norma de medidaEl objetivo de la nueva norma es conseguir mayor consistencia en la forma de medir la eficiencia a nivel
mundial. Ya existían anteriormente diferentes normas de prueba para cumplir requisitos de aplicación, pero no tenían como objetivo prio-ritario la medida de la eficiencia del motor. Estas normas de medi-da ofrecían una indicación de la eficiencia del motor, pero cuando se usaban para comparar valores, podían concluir que motores con distinta capacidad de aprovecha-miento energético eran igualmente eficientes, haciendo muy difícil para el usuario hacer una elección basada en buena información.
A causa de la gran cantidad de energía que consumen los motores de baja tensión, su eficiencia se observa con mucho detalle y está su-jeta a diversas pruebas y esquemas de marcado en el mundo.
La eficiencia decide los costes de operación del motor y las emisiones de CO2. Un motor de alta eficiencia (Eff1) cuesta normalmente un 10-15% más que un motor de eficiencia estándar (Eff2); sin embargo, esta diferencia de precio se amortiza rápidamente en ahorro energético.
El coste de compra de un motor representa aproximadamente sólo el 1% del coste total de su ciclo de vida, siendo el consumo de energía la parte más grande de su coste.
Necesidad de una nueva norma de eficienciaHace una década, el marcado de eficiencia en Europa fue un acuerdo entre fabricantes de motores. Con el apoyo de la Comisión Europea, los fabricantes que representaban el 80% de la producción en Europa de motores estándar acordaron en 1998 establecer 3 bandas de eficien-cia, Eff1, Eff2 y Eff3, para motores de inducción de 2 y 4 polos, de 1.1 a 90 kW. Esta eficiencia se medía de acuerdo a una versión modificada de la norma de pruebas EN 60034-2 (1996).
El sistema europeo consiguió re-tirar del mercado los motores de eficiencia más baja, Eff3. Sin em-bargo, tuvo menos éxito al introducir la categoría de eficiencia más alta, Eff1. Entre los años 2000 y 2005, el mercado de motores Eff3 cayó de un 43% a un 4%; Eff2 aumentó del 54% al 85%; pero Eff1 sólo con-siguió un 9% de cuota de mercado en 2005, cuando en el año 2000 tenía el 3%.
Aunque sólo estaba pensado para ser efectivo desde 1999 hasta fi-nales del 2003, se mantuvo este Esquema Europeo. Representó un gran avance en su momento, pero hoy en día ya no es un buen indica-dor de la eficiencia del motor y no puede ser utilizado para distinguir los tipos de motores más eficientes en la banda Eff1. Esta norma apli-

45
Julio 2010 / n.º 420 Automática e Instrumentación
Motores eléctricos
cada en Europa necesita ahora ser reemplazada y entrar dentro de la tendencia global.
Por otro lado, los mercados que eligieron marcar niveles mínimos de eficiencia en sus normas (por ejemplo EEUU, Canadá, Australia y Nueva Zelanda) tuvieron más éxito en la implantación de motores y sistemas de eficiencia más alta.
En América del Norte, donde aplican niveles obligatorios de efi-ciencia, la cuota de mercado para el motor de clase equivalente al Eff1, EPAct, era del 54% en 2005; y la clase Premium Efficiency, todavía más alta, tenía una cuota de mer-cado del 16%.
Hoy, 10 países con una demanda de energía eléctrica mundial del 47% tienen en sus directivas niveles de eficiencia mínimos marcados en los motores y se espera que en el año 2012 se unan 14 nuevos países, entre ellos los europeos que están siguiendo el esquema anterior. Esto cubrirá el 80 % de la demanda de energía eléctrica mundial.
El tema de la eficiencia energética ha sido abordado por la Comunidad Europea aprobando una nueva di-rectiva con un objetivo muy claro: prohibir la entrada de motores no eficientes en el mercado europeo. Esto reducirá el consumo de elec-tricidad y, por tanto, los costes de energía y las emisiones de CO2.
La nueva directiva europea 2005/32/EC Eco-design, aprobada en julio de 2009, dicta la necesidad de adquirir motores de alta eficien-
cia según la nueva norma de clasi-ficación de rendimiento y eficien-cia (IEC/EN 60034-2-1:2007-09): Standard Efficiency IE1 (antiguo EFF2), High efficiency IE2 (EFF1) e introduce el nuevo estándar aún más eficiente Premium Efficiency IE3. A partir de julio de 2011, todos los motores de baja tensión en uso en la Comunidad Europea debe-rán ser de eficiencia IE2 (anterior EFF1), eliminando así los motores de menor eficiencia EFF2 y EFF3.
La nueva norma internacional IEC 60034-2-1: 2007-09 asegura valores precisos en la medida de rendimiento y eficiencia de motores eléctricos. Establece los modelos de medición y la clasificación co-rrespondiente (IE1, IE2, IE3). Esta norma es aplicable a motores eléc-tricos monofásicos y trifásicos, 50 y 60 Hz; de 2, 4 o 6 polos; de 0,75 a 375 kW; de tensión nominal hasta 1000V; de ciclo de trabajo S1 o S3 con una duración del ciclo del 80% o superior; y de arranque directo a 50 y 60 Hz.
Métodos de medida más precisosLa eficiencia del motor se puede medir directa o indirectamente. La medida directa implica comparar la entrada de energía eléctrica con la salida de potencia en el eje. A simple vista, éste parece el método más sencillo, pero la medida directa requiere de técnicas de medición extremadamente precisas y depende de la temperatura de la estancia en
la que se encuentre el motor (una temperatura más baja hará parecer al motor más eficiente). Con la me-dida indirecta, la potencia de salida se determina midiendo la potencia eléctrica de entrada y las pérdidas asociadas en el motor. En este caso, la potencia mecánica es la potencia eléctrica menos las pérdidas.
La anterior norma europea EN60034-2 usaba el método in-directo. Sin embargo, un tipo de pérdidas del motor, conocidas como pérdidas adicionales, que son par-ticularmente difíciles de medir, se tomaban arbitrariamente como el 0,5% de la potencia de entrada a plena carga. Esto daba a la norma un amplio margen de tolerancia.
La norma también estipulaba que la eficiencia del motor debería ser medida considerando temperatura del bobinado del rotor y estator de 95 ºC. Esto penalizaba a los motores que estaban diseñados para tener un calentamiento menor.
La nueva norma, la IEC 60034-2-1: 2007-09, permite varios métodos de medida:
• Medida directa como se utiliza en la norma IEE112-B de Norte América (medida del par).
• Medida con las pérdidas adi-cionales determinada por pruebas a cargas parciales (método indi-recto).
• Medida con las pérdidas adicio-nales estimadas entre el 2.5% - 0.5% de la potencia de entrada a carga nominal, dependiendo del tamaño del motor (método indirecto).
• Cálculo matemático para las pérdidas adicionales.
Bajo la nueva norma, los fabri-cantes pueden seleccionar cuál de los métodos de medida utilizarán. En la documentación del motor se debe indicar qué método de medida se ha utilizado.
Las pérdidas adicionales son sólo una parte pequeña del total de las pérdidas del motor, pero no son fáciles de medir. Como se ha men-cionado previamente, se permitía a los fabricantes usar un valor esti-mado para las pérdidas adicionales (0,5%) cuando se utilizaba el méto-do indirecto según la norma europea EN60034- 2. Sin embargo, las pérdi-
Norma anterior de medida de eficiencia EN/IEC 60034-2: 1996
Norma actual de medida de eficiencia IEC 60034-2-1: 2007-09
Método directo Método directo
Método indirecto: Método indirecto:
• Pérdidas adicionales se estiman como el 0.5% de la potencia de entrada a carga norminal.
• Se determinan las pérdidas adicionales por medidas a cargas parciales
• Pérdidas en los bobinados de rotor y estator determinadas a 95°C.
• Se estiman las cargas adicionales como el 2.5% - 0.5% de la potencia de entrada a carga nominal
• Se establecen por cálculo matemático.
• Pérdidas en los bobinados de rotor y estator determinadas a 25°C + incremento de temperatura real del motor
■ Comparación entre la norma anterior y la actual

46
Automática e Instrumentación Julio 2010 / n.º 420
Motores eléctricos
das reales eran en la mayoría de los casos considerablemente mayores que las estimadas, particularmente en los motores pequeños, por lo que la norma tendía a sobrevalorar la eficiencia del motor.
Tipos de pérdidasLas pérdidas del motor se pueden di-vidir en 5 tipos: pérdidas en el cobre, pérdidas en el hierro, pérdidas en el rotor, pérdidas mecánicas y pérdidas adicionales. De estos, los 4 primeros se pueden determinar por la poten-cia de entrada y la corriente en el motor. Las pérdidas adicionales son el resultado de pérdidas en el flujo magnético, que se producen cuando el motor está funcionando, y son mucho más difíciles de determinar. La inconsistencia en los métodos de medida se debe principalmente a las pérdidas adicionales, que dependen de la norma que utilice el fabricante o el laboratorio.
Como el método anterior esti-maba las pérdidas adicionales y en consecuencia las totales demasiado bajas, los nuevos valores de eficien-cia calculados serán ligeramente inferiores. El nuevo valor de efi-
ciencia no significa que el diseño o el funcionamiento del motor haya cambiado, sólo que la eficiencia se mide ahora de forma mucho más precisa.
La tabla superior muestra varios ejemplos de valores de eficiencia comparados según la anterior nor-ma y la actual para tres tamaños de motor.
También el objetivo de la nueva norma es cubrir un mayor volumen de motores trifásicos entre 0,5 y 500 kW que se utilizan en la indus-tria, edificios e infraestructuras. Los tipos específicos de motores eléctricos quedan abiertos, porque se espera que nuevas tecnologías de motor, como los motores de imanes permanentes, sean una vía de ma-yor eficiencia en el futuro.
La mayoría de los motores pe-
queños usados en las casas como lavadoras, etc. no están cubiertos porque se considera que están bajo otros esquemas que tratan de la eficiencia de la aplicación comple-ta. Tampoco aplica a los motores eléctricos para vehículos, que son a menudo hechos a medida.
Todo esto viene apoyado tam-bién por la directiva europea EU MEPS, que ha establecido niveles mínimos de rendimiento para los motores eléctricos introducidos en el Mercado Europeo a partir de 2011. Es parte del proyecto de la UE eco-design, que tiene como objetivo reducir el consumo de energía y otros impactos medioambientales negativos derivados de los productos consumidores de energía.Caridad MiguelAsea Brown Boveri, S.A.
Potencia de salida
Eficiencia según norma anteriorEN/IEC 60034-2: 1996
Eficiencia según norma actualIEC 60034-2-1: 2007-09
Motor ABB 7.5 kW, 2-polos 88.4 % 87.9 %
Motor ABB 11 kW, 4-polos 90.9 % 90.3 %
Motor ABB 160 kW, 4-polos 96.0 % 95.4 %

47
Julio 2010 / n.º 420 Automática e Instrumentación
Motores eléctricos
Motores eléctricos con convertidor: importantes ahorros energéticosEn la industria, las mayores reducciones de las emisiones a corto plazo provendrán de la adopción de medidas que permitan realizar los procesos de forma más eficiente. La industria consume cerca del 40% de la electricidad, de la cual dos terceras partes son utilizadas por motores eléctricos. Los convertidores de frecuencia de velocidad variable (VSD), que regulan la velocidad de los motores, pueden reducir su consumo energético en un 50% en numerosas aplicaciones, pero sólo menos del 10% de los motores están equipados con un dispositivo de esta clase.
U tilizar sistemas de motor accio-nado que sean
energéticamente efi-cientes puede permitir a Europa ahorrar hasta 202.000 millones de kilo-vatios/hora (kWh), lo que equivale a una disminu-ción de 10.000 millones de euros anuales en los costes de explotación in-dustriales.
El método más eficaz, con gran diferencia, para controlar la velocidad de un motor es empleando convertidores de frecuen-cia de velocidad variable. Sin embargo, la mayor parte del control continúa efectuándose mediante válvulas de regulación en sistemas de bombas o deflectores en ventiladores, mientras que las demandas de la maquinaria gira-toria se resuelven con engranajes o accionamientos con correas. La regulación de velocidad por medio de accionamiento con correas, ca-jas de engranaje y acoplamientos hidráulicos aumentan la ineficacia del sistema en diversos grados y requiere que el motor funcione a su máxima velocidad constantemente. Además, los accionamientos mecá-nicos pueden ser ruidosos y difíciles
de mantener, ya que se encuentran situados entre el motor y la maqui-naria accionada.
Estos sistemas pueden parecer rentables a primera vista, pero en realidad derrochan energía. Ima-ginemos, por ejemplo, que con-duciendo su automóvil mantiene pisado el acelerador con la misma intensidad pero controla la veloci-dad del vehículo con el pedal del freno. Hacer funcionar un motor a máxima velocidad al tiempo que se limita mecánicamente la potencia
generada tiene el mismo efecto: parte de ella se pierde inmediatamente. Del 65% de energía que se estima consumen los motores eléctricos, un 20% se desperdicia de-bido a estos mecanismos de regulación.
La mitad de la velocidad equivalea una cuarta parte de la energíaEn aplicaciones de bom-bas y ventiladores, utilizar convertidores de frecuen-cia de velocidad variable puede reducir la factura energética hasta un 60%. Debido a cuestiones téc-nicas inherentes a su propio funcionamiento,
la potencia necesaria para ejecutar una bomba o ventilador varía con el cubo del volumen impulsado. Esto provoca que una bomba o ventilador funcionando a la mitad de su veloci-dad consume solamente una cuarta parte de la energía que consumiría a su velocidad nominal.
En este sentido, debido a que muchas aplicaciones de bombas y ventiladores funcionan durante la mayor parte del tiempo a una capacidad inferior a la plena carga, obligar a que trabajen a condicio-
■ Usando accionamientos de CA para el control preciso del motor es posible reducir el consumo de energía y en general incrementar la eficiencia del sistema. Algunos modelos avanzados en tecnolo-gía –como la familia de accionamientos industriales de ABB que se muestran en la foto– añaden sistemas de control específicos para mejorar el funcionamiento de sistemas de bombas, ventiladores y otros.

48
Automática e Instrumentación Julio 2010 / n.º 420
Motores eléctricos
nes nominales significa derrochar mucha energía. Un convertidor de frecuencia de velocidad varia-ble gobierna el desempeño de un motor en cada momento según la necesidad de la aplicación, de modo que emplea la energía estrictamen-te necesaria para aquel propósito. Esto, a su vez, permite experimentar cuantiosos ahorros.
Por otro lado, también es cierto que una pequeña reducción de la velocidad puede representar una gran diferencia en el consumo ener-
gético especialmente si se trata de un motor que funcione constante-mente a toda velocidad y esto no alterará su desempeño final.
Si nos centramos en bombas y ventiladores –dos aplicaciones de sistemas arrastrados por motores muy importantes en cuanto a can-tidad de energía empleada– cabe señalar que sus controles de flujo se basan en la regulación por estrangu-lación: el motor va a toda velocidad y, a continuación, el flujo de líquido o gas está regulado por válvulas,
persianas o similares. La regulación de la salida de esta manera es clara-mente muy derrochadora.
Por otra parte, muchas aplicacio-nes de bombas y ventiladores funcio-nan normalmente a una capacidad menor de la plena capacidad. Estos dos factores –control por estrangu-lación mecánica y funcionamiento por debajo de puntos óptimos– in-dican la idoneidad del uso de con-vertidores para el gobierno de estos sistemas y la eficiencia energética: corrige su funcionamiento y elimina los elementos de regulación mecá-nica. Su bajo coste enfatiza todavía más esta oportunidad: si un venti-lador de 100 kW trabaja al 50%, por ejemplo, la inversión en un variador de velocidad tendrá un tiempo de amortización de tan sólo 6 meses de funcionamiento continuo gracias al ahorro proporcionado.
El coste del ciclo de vida como valor de evaluación de ahorrosCuando se compra o se adapta una aplicación accionada por variador de velocidad, se está incremen-tando el coste del ciclo de vida de la instalación en comparación con otros sistemas alternativos. El análisis CCV revela el coste total real de la instalación en todo su ciclo de vida, mostrando claramente qué alternativa es más económica-mente eficiente. Además, muestra el consumo energético durante la vida de la instalación, siendo una herramienta muy importante en la minimización de las emisiones de carbón.
Frente a la alternativa de solucio-nes convertidor-motor que existen en el mercado, las organizaciones tienden a elegir la opción más eco-nómica en la compra (e instalación) sin tener en cuenta que, por ejem-plo, los costes energéticos durante su vida útil son del orden de 100 ve-ces el coste del motor. La inversión inicial en eficiencia se transforma directamente en ahorros en la fac-tura de la electricidad.
Montserrat GrimaABBwww.abb.es/[email protected]
Caso hipotético Situación inicial *Caso 1 Reducción 1% costes
Caso 2 Incremento ventas 8%
Facturación 100€ 100€ 108€
Coste 80€ 79,2€ 86,4€
Margen bruto 20€ 20,8€ 21,6€
S&A costes 10€ 10€ 10,8€
Beneficios 10€ 10,8€ 10,8€
■ Ejemplo de cómo una reducción de costes de 1% supondría el mismo beneficio que un incremento de ventas del 8%.
La auditoría energética, el primer paso
A ctualmente los motores eléctricos suponen el 65% del consumo de energía eléctrica en la industria. Ello es debido a que los mo-
tores son los primeros exponentes en la mayoría de las aplicaciones (bombas, ventiladores, compresores, cintas de transporte, grúas, mez-cladoras, maquinaría, etc.).
ABB ha lanzado recientemente al mercado un programa diseñado para eliminar esa energía malgastada en los procesos de producción. Llamado Los 6 puntos para ahorro de energía, está especialmente especificado para aplicaciones de bombas y ventiladores. En aplicaciones de bombas y ventiladores, si se utilizan variadores de velocidad es posible llegar a conseguir ahorros energéticos de hasta dos tercios. Realmente hacer funcionar al motor de una bomba a plena velocidad y controlar el caudal con válvulas es como si en nuestro automóvil pisásemos el acelerador a fondo y regulásemos la velocidad a través del pedal de freno, la energía malgastada es significante y aún así el control de caudal a través de válvulas es uno de los métodos más utilizados en la industria.
El uso de accionamientos de velocidad variable ahorra energía porque hace que el motor gire a la velocidad que proporciona el caudal correcto, utilizando únicamente la energía necesaria para ello.
De forma similar, los motores eléctricos son seleccionados úni-camente basándose en el coste, cuando un motor de 90 Kw de alta eficiencia puede ahorrar, en comparación con un motor estándar, más de 20.000 € en el transcurso de su tiempo de vida en funciona-miento.
La mayoría de plantas de producción disponen de oportunidades para realizar ahorros de energía. Por esta razón ABB ofrece auditorías energéticas para detectar los puntos con potenciales ahorros, solventar las aplicaciones de la forma más efectiva y empezar a ahorrar.


Motores eléctricosAutomática e Instrumentación Julio 2010 / n.º 420
50
PRODUCTOS
Con requerimientos de velocidad superiores a las aplicaciones tradicionales
Motores torque para nuevos camposde aplicación
E n los últimos años, los nuevos diseños de maquinaria indus-
trial están enfocados a producciones en series cortas, y buscan flexibili-dad y versatilidad en la producción, reducción de tiempos muertos y facilidad en los cambios de confi-guración.
Por ello, la tendencia en la moto-rización de los diferentes movimien-tos se caracteriza por:
• Para una mayor versatilidad de la producción, las diferentes partes de las máquinas deben ser fácilmente desmontables, por lo que los elementos de transmisión
que relacionan diferentes elemen-tos tienden a ser eliminados y su sincronización se logra mediante la sincronización de ejes eléctricos. Como ejemplo, los conceptos tecno-lógicos Gearless o Shaftless son de amplia utilización en maquinaria de impresión.
• Simplificación o eliminación de reducciones mecánicas, como reductores, cajas de cambio y trans-misiones por polea y correas, siem-pre que sea posible. Ello redunda en una importante reducción de las necesidades de mantenimiento, al eliminar elementos girando a altas velocidades, de los cambios de aceite en reductores y de la sus-titución de correas por desgaste. Al haber menos elementos sometidos a desgaste, aumenta la fiabilidad de la máquina. La eliminación de elementos de transmisión redunda también en una mayor eficiencia energética.
• Integración de los motores como partes de la máquina. Ello permite
Para una mayor versatilidad de la producción, para simplificar o eliminar las reducciones mecánicas y para integrar los motores como partes de la máquina no es posible utilizar un motor convencional, sino que es necesario disponer de un motor diseñado específicamente para este tipo de aplicaciones. Los motores direct drive (o torque motors) son servomotores síncronos multipolos de imanes permanentes diseñados para su funcionamiento a bajas velocidades que suministran pares muy elevados, por lo que resultan ideales para la aplicación de conceptos de accionamiento directo.

Motores eléctricosJulio 2010 / n.º 420 Automática e Instrumentación
51
PRODUCTOS
acoplamientos muy rígidos aumen-tando la estabilidad en aplicaciones y la precisión en el funcionamiento, eliminando los juegos mecánicos y backlashes.
Para poder aplicar este tipo de tecnologías con las máximas garan-tías de éxito, no es posible utilizar un motor convencional, sino que es necesario disponer de un motor diseñado específicamente para este tipo de aplicaciones. Los motores direct drive (o torque motors) son servomotores síncronos multipolos de imanes permanentes, diseñados para su funcionamiento a bajas ve-locidades suministrando pares muy elevados, por lo que resultan ideales para la aplicación de conceptos de accionamiento directo.
Los primeros campos de aplica-ción de esta tecnología de motores fueron:
• Sistemas de posicionado de ejes en máquina herramienta.
• Ataque directo de husillos en maquinaria de extrusión o inyección de plástico.
• Arrastre directo del tambor cen-tral en máquinas de impresión.
Estas aplicaciones se caracterizan por requerir un par elevado a velo-cidades del orden de 100-200 rpm.
Vascat, S.A. , con mas de 35 años de experiencia en el campo de los motores eléctricos para aplicaciones de velocidad variable, ha incorpora-do recientemente una nueva divi-sión de producto (División MDD), focalizada en el diseño y suministro de soluciones a medida mediante motores de par (torque motors): los nuevos motores MDD-S. El objeti-vo es extender las ventajas de los motores torque a nuevos campos de aplicación con requerimientos de velocidad superiores a las apli-caciones tradicionales de este tipo de motores.
Su gama actual abarca hasta los 2.450 Nm, con refrigeración por aire (Serie MDD-SN), y hasta los 4.800 Nm, con refrigeración por agua (Serie MDD-SW). Se encuentran disponibles tanto en versión com-pleta como en formato frameless (kit rotor+estator) y su configuración mecánica es totalmente flexible, pu-diendo adaptarse a las necesidades
del cliente respecto al tipo de eje, fijaciones, rodamientos, etc.
La información técnica correspon-diente se encuentra disponible en el sitio web de Vascat www.vascat.es. En la página web de esta empresa se incorporan una serie de herramien-tas de ayuda, tales como hojas de cálculo para aplicaciones tipo, hojas de selección de motores.
También se han incluido hojas interactivas de datos técnicos en las
que se pueden ajustar las condicio-nes de trabajo del motor e introducir los requerimientos de la aplicación para verificar que el motor seleccio-nado es el indicado para ella.
Las principales ventajas obtenidas con la aplicación de estos motores son:
• Simplificación de la cadena cinemática.
• Aumento del rendimiento ener-gético.

Motores eléctricosAutomática e Instrumentación Julio 2010 / n.º 420
52
PRODUCTOS
• Ahorro en el tiempo de montaje y mantenimiento.
• Aumento drástico de la precisión y resolución de la aplicación.
• Aumento sustancial de la capa-cidad dinámica.
• Máxima rigidez mecánica. • Elevada densidad de potencia:
reducción de dimensiones.• Reducción del nivel de ruido
(dB) del accionamiento.Sus aplicaciones principales son: • maquinaria para la fabricación
de plástico (extrusoras, inyectoras, etc.).
• maquinara para la transfor-
mación de materiales (cortadoras, bobinadoras, etc.).
• maquina - herramienta (cizallas rotativas, platos divisores, etc.).
• maquinaria para la fabricación de cable (trefiladoras, cabrestantes, etc.).
• maquinaria para la impresión (maquinas flexográficas, etc.).
• generación eléctrica en instala-ciones eólicas o mini-hidráulicas.
• bancos de pruebas tipo Chassis Dynamometer para vehículos.
Jordi TrullénDirector técnico de Vascat
Motor EC 25 High Speed
Reducida fricción y ausencia de vibraciones
M axon Motor ha lanzado al mercado su EC 25 High
Speed, ampliando la gama de motores EC (brushless). Se trata de un motor de 250W optimiza-do para elevadas velocidades y al mismo tiempo de muy reducido tamaño. Su rotor está equipado con rodamiento a bolas preten-sados y un imán permanente de Neodimio de dos polos. Ofrece un bobinado de altas velocida-des y bajas pérdidas, un retorno magnético optimizado y un equi-librado dinámico especialmente preciso.
Con dimensiones de Ø 25 * 84 mm, par nominal de 42.2 mNm, velocidad nominal de 61.600 rpm, una eficiencia por encima del 93% y un gradiente de ve-locidad par de 44.9 rpm/mNm, este motor es particularmente adecuado para aplicaciones de husillos de alta velocidad como se requiere en la tecnología mé-dica (instrumental quirúrgico, fresas dentales, etc.) o máqui-na-herramienta (fabricación de lentes ópticas, fabricación de circuitos impresos, etc.).
www.maxonmotor.es

„ ¡Ahora nuestros equipos de medición de presión son más versátiles que nunca!“
Novedades en VEGA: el extremadamente versátil y robusto transmisor de presión diferencial VEGADIF.
No solo mide la presión y presión diferencial, sino también nivel, interfase y cambios de densidad en depósitos. Este amplio rango de aplicación garantiza una elevada precisión en la medición y rentabilidad a largo plazo para muchos sectores.
www.vega.com/innovation

Líderes en servicios de información sectorialwww.grupotecnipublicaciones.com
912 972 000
GrupoTecniPublicaciones
111productosde información sectorial
Además le ofrecemos...
Madrid | Avda. Manoteras, 44 28050 Madrid • Tel.: 912 972 000 Barcelona | Enric Granados, 7 08007 Barcelona • Tel.: 933 427 050
Bilbao | Lehendakari Aguirre, 11 - 5º-Dpto. 8B 48014 Bilbao • Tel.: 944 355 130
• 35 Revistas profesionales • 21 Boletines digitales • 23 Guías sectoriales • 16 Catálogos ON LINE • 16 Revistas corporativas
Contamos con servicios de VALOR AÑADIDO como estadísticas, precios de sector metalúrgico e industria del aceite, informes a medida, etc...
Revistasde empresa
Realizamos su publicación corporativa cuidando todo el proceso de producción...
912 972 006
Atenciónal suscriptor
Servicio de atención personalizada a nuestros clientes... ¡Suscríbase!
902 999 829
Servicio de información CIC
Sector de la construcción.Información sobre marcas, productos, materiales...
902 202 209
Servicio de documentación
Búsqueda de información sectorial on line y off line para nuestros usuarios...
912 972 130
Eventos sectoriales
Soluciones a medida para su empresa: organizamos mesas redondas, jornadas, encuentros, reuniones, desayunos de trabajo, entregas de premios, etc.... Consúltenos.
912 972 023
Teléfono de Atención al Cliente
Automática eInstrumentación Automática eInstrumentación
Últimolanzamiento
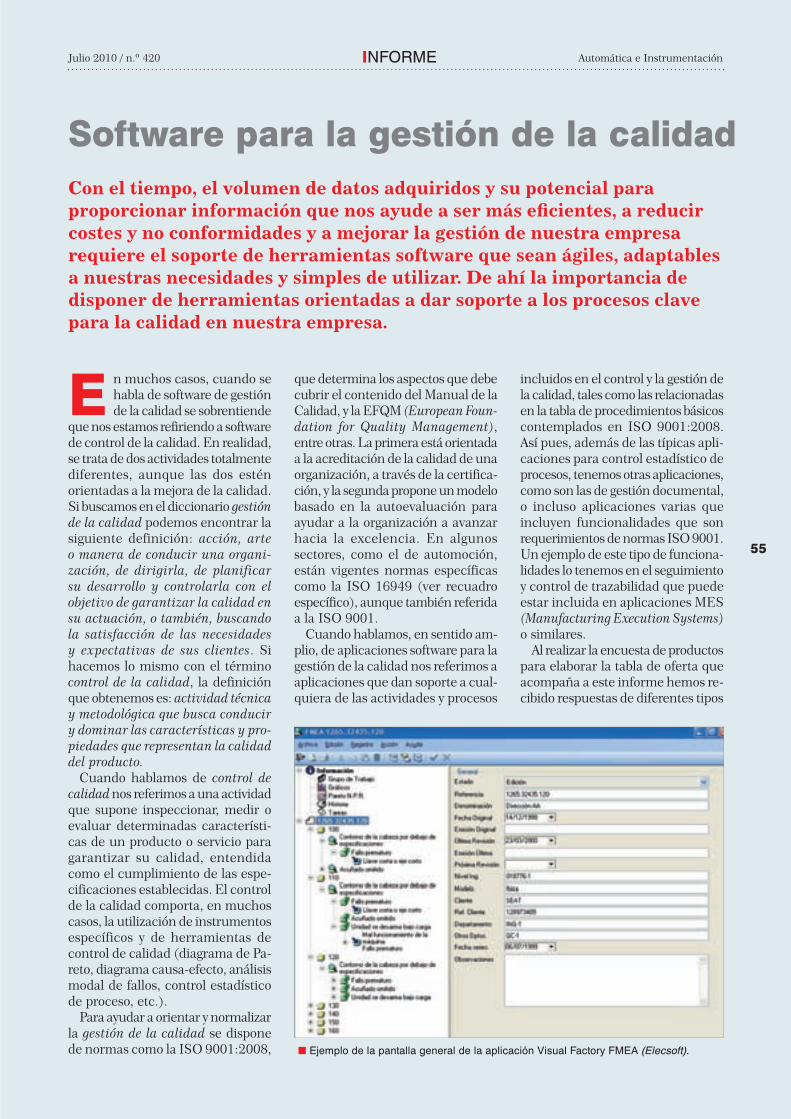
55
Julio 2010 / n.º 420 Automática e InstrumentaciónINFORME
Software para la gestión de la calidad
E n muchos casos, cuando se habla de software de gestión de la calidad se sobrentiende
que nos estamos refiriendo a software de control de la calidad. En realidad, se trata de dos actividades totalmente diferentes, aunque las dos estén orientadas a la mejora de la calidad. Si buscamos en el diccionario gestión de la calidad podemos encontrar la siguiente definición: acción, arte o manera de conducir una organi-zación, de dirigirla, de planificar su desarrollo y controlarla con el objetivo de garantizar la calidad en su actuación, o también, buscando la satisfacción de las necesidades y expectativas de sus clientes. Si hacemos lo mismo con el término control de la calidad, la definición que obtenemos es: actividad técnica y metodológica que busca conducir y dominar las características y pro-piedades que representan la calidad del producto.
Cuando hablamos de control de calidad nos referimos a una actividad que supone inspeccionar, medir o evaluar determinadas característi-cas de un producto o servicio para garantizar su calidad, entendida como el cumplimiento de las espe-cificaciones establecidas. El control de la calidad comporta, en muchos casos, la utilización de instrumentos específicos y de herramientas de control de calidad (diagrama de Pa-reto, diagrama causa-efecto, análisis modal de fallos, control estadístico de proceso, etc.).
Para ayudar a orientar y normalizar la gestión de la calidad se dispone de normas como la ISO 9001:2008,
que determina los aspectos que debe cubrir el contenido del Manual de la Calidad, y la EFQM (European Foun-dation for Quality Management), entre otras. La primera está orientada a la acreditación de la calidad de una organización, a través de la certifica-ción, y la segunda propone un modelo basado en la autoevaluación para ayudar a la organización a avanzar hacia la excelencia. En algunos sectores, como el de automoción, están vigentes normas específicas como la ISO 16949 (ver recuadro específico), aunque también referida a la ISO 9001.
Cuando hablamos, en sentido am-plio, de aplicaciones software para la gestión de la calidad nos referimos a aplicaciones que dan soporte a cual-quiera de las actividades y procesos
incluidos en el control y la gestión de la calidad, tales como las relacionadas en la tabla de procedimientos básicos contemplados en ISO 9001:2008. Así pues, además de las típicas apli-caciones para control estadístico de procesos, tenemos otras aplicaciones, como son las de gestión documental, o incluso aplicaciones varias que incluyen funcionalidades que son requerimientos de normas ISO 9001. Un ejemplo de este tipo de funciona-lidades lo tenemos en el seguimiento y control de trazabilidad que puede estar incluida en aplicaciones MES (Manufacturing Execution Systems) o similares.
Al realizar la encuesta de productos para elaborar la tabla de oferta que acompaña a este informe hemos re-cibido respuestas de diferentes tipos
■ Ejemplo de la pantalla general de la aplicación Visual Factory FMEA (Elecsoft).
Con el tiempo, el volumen de datos adquiridos y su potencial para proporcionar información que nos ayude a ser más eficientes, a reducir costes y no conformidades y a mejorar la gestión de nuestra empresa requiere el soporte de herramientas software que sean ágiles, adaptables a nuestras necesidades y simples de utilizar. De ahí la importancia de disponer de herramientas orientadas a dar soporte a los procesos clave para la calidad en nuestra empresa.

56
Automática e Instrumentación Julio 2010 / n.º 420INFORME
de productos. Algunos de ellos corresponden a aplicaciones basadas en control estadístico de procesos, otros corres-ponden a aplicaciones que soportan otras he-rramientas (Visual Fac-tory FMEA o cali-DAT III: análisis modal de fallos) y otros tienen por objetivo la gestión global del sistema de calidad, con módulos de control estadístico de proceso o no, que se presentan como una aplicación que engloba todas las fun-cionalidades, o se trata de una solución com-puesta por diferentes aplicaciones (módulos) que se complementan y cada empresa puede escoger el conjunto de las que aplica (como puede ser Visual Factory o cali-DAT III).
La mayoría de los productos de la tabla se comercializan bajo el clásico sistema de licencias y programas ejecutándose sobre el sistema in-formático del cliente, pero también aparece un producto que se comer-cializa bajo la base SaaS (software as a service). En este caso, los progra-mas de aplicación y los datos de la empresa cliente se mantienen en un servidor exterior y la empresa accede a ellos, de forma segura, mediante un navegador, desde cualquier lugar y en cualquier momento. El pago se establece mediante una cuota mensual establecida en función de los módulos y del uso del sistema.
Control de calidadNormalmente, cuando hablamos de control de calidad nos referimos a la evaluación de la calidad en las materias primas que adquirimos, en los productos que salen de nuestras líneas de fabricación o del resultado que obtenemos en las estaciones de inspección. Un ejemplo de ello lo tenemos en algunas aplicaciones de la tabla del informe, como Sartorius ProControl para Windows.
En este tipo de programas es habi-tual disponer de enlaces a dispositi-
vos de adquisición de datos para au-tomatizar la medición y la entrada de datos de control al sistema. También es habitual disponer de diferentes métodos para que el control de cali-dad sea inspección al 100%, es decir, que hacemos un control exhaustivo de nuestra producción y analizamos la característica de calidad de toda nuestra producción, o mediante control estadístico de procesos, bien sea midiendo variables de calidad o evaluando atributos de calidad. La mayoría de los productos de la tabla, orientados a empresas industriales, disponen de estas funcionalidades, aunque hay alguna excepción por tratarse de productos orientados más bien a empresas de servicios.
Algunas funciones típicas de con-trol de calidad que se pueden en-contrar en diferentes programas del mercado son:
• Control Estadístico de Proceso (SPC) por variables y atributos.
• Inspección de lotes por muestreo de variables y atributos.
• Inspección al 100%.• Generación automática del plan
de control.• Estudios de capacidad de proceso
y máquina.• Gráficos X-r, X-s, p, np, c, u,
Histogramas, Recta de Henry y Pareto.
• Pautas de control di-ferenciadas para el mismo producto y distintos provee-dores/clientes.
Gestión de la calidadLa gestión de la calidad es un concepto mucho más amplio y completo que el de control de la calidad. Las normas de gestión de la calidad como la ISO 9001 se basan en un conjunto de principios bási-cos; uno de ellos es el de la gestión basada en procesos. Establecer, seguir y mante-ner un conjunto de procesos, de forma sistemática, para la gestión de la calidad en la organización es básico en la gestión de la calidad.
Cada empresa debe identi-ficar cuáles son sus procesos clave (definir entradas y
salidas, estructuración interna en subprocesos, etc.) y cómo están interrelacionados. El resultado es la obtención del mapa de procesos clave.
Entre estos procesos clave, existe un grupo de ellos que es habitual encontrar como procesos clave en numerosas organizaciones cuando estamos siguiendo la norma ISO 9001:2008. En este grupo podemos considerar a los siguientes:
• Gestión documental.• Formación y competencias de
los recursos humanos.• Evaluación de proveedores.• No conformidades y seguimiento
de acciones correctivas.• Mejora continua.• Gestión de la calibración de los
equipos de medida.• Control estadístico de proce-
sos.• Evaluación de la satisfacción
del cliente.Por esta razón, en las aplicaciones
software de soporte a la gestión de la calidad es habitual encontrar, de una u otra forma, un conjunto de funcionalidades que dan soporte al mantenimiento y al seguimiento de estos procesos. Por ello, en este tipo de programas son típicas las siguientes funciones:
• Gestión de mapas de procesos.
■ Ejemplo de configuración para SPCfWin Ethernet (Sartorius).

57
Julio 2010 / n.º 420 Automática e InstrumentaciónINFORME
• Gestión de la documentación.• Costes de la calidad.• Establecimiento y seguimiento
de objetivos mediante indicadores personalizables.
• Gestión de formación y compe-tencias de los recursos humanos.
• Gestión y seguimiento de accio-nes correctivas y preventivas.
• Gestión de reclamaciones de cliente y cuestionarios de satisfac-ción.
• Evaluación de proveedores.• Control de los dispositivos de
seguimiento y medición.Asimismo, existen funciones auxi-
liares, utilidades, que también son muy útiles en la gestión de la calidad, como es el soporte a la gestión de la calibración, diagramas AMFE, diagramas de Pareto, diagramas
causa-efecto, control estadístico de proceso, etc. Estas funciones las podemos encontrar en diferentes
productos complementando sus fun-cionalidades básicas o en productos orientados específicamente a una, o
Estructura de la normaISO 9001:2008
E sta norma está estructurada en ocho capítulos. Los tres primeros son de carácter introduc-
torio e incluyen guías y descripciones generales, normativas de referencia y términos y definiciones. En los otros cinco capítulos se encuentra el cuerpo de la norma, con los requisitos para la implanta-ción del sistema de calidad. Estos capítulos son los siguientes:
4. Requisitos del Sistema4.1. Requisitos generales4.2. Requisitos de la documentación
5. Responsabilidades de la Dirección5.1. Compromiso de la dirección5.2. Orientación al cliente5.3. Política de calidad5.4. Planificación5.5. Responsabilidad, autoridad y comunica-
ción5.6. Revisión por la dirección
6. Gestión de Recursos6.1. Provisión de los recursos6.2.. Recursos humanos6.3. Infraestructura6.4. Ambiente de trabajo
7. Realización del Producto7.1. Planificación de la realización del produc-
to7.2. Procesos relacionados con el cliente7.3. Diseño y desarrollo7.4. Compras
8. Medición, Análisis y Mejora
El modelo EFQM de Excelencia
S u objetivo es ayudar a las organizaciones a cono-cerse mejor a sí mismas, mediante la autoevalua-
ción, con el objetivo de mejorar su funcionamiento. Es un modelo no normativo, basado en un análisis detallado del funcionamiento del sistema de gestión de la organización usando como guía los criterios del modelo. El Modelo Europeo de Excelencia Em-presarial, patrocinado por la EFQM y la UE, consta de dos partes:
Un conjunto de criterios de excelencia empresarial que abarcan todas las áreas del funcionamiento de la organización. • Criterios agentes
1. Liderazgo 2. Política y estrategia 3. Personal 4. Colaboradores y recursos 5. Procesos
• Criterios resultados6. Resultados en los clientes 7. Resultados en el personal 8. Resultados en la sociedad 9. Rendimiento final de la organización Un conjunto de reglas para evaluar el comporta-
miento de la organización en cada criterio, basadas en la dinámica continua de:• Resultados• Enfoque• Despliegue• Evaluación y Revisión
Webs recomendadas:• www.efqm.org/en• www.tqm.es/TQM/ModEur/ModeloEuropeo.htm
■ Mapa de procesos proporcionado por cali-DAT III (Normatec).

58
Automática e Instrumentación Julio 2010 / n.º 420INFORME
varias, de estas funciones.Una aplicación de gestión y so-
porte a la calibración, como CMX, dispone de una base de datos de posiciones, equipos y calibradores y la aplicación se encarga de hacer el seguimiento de las posiciones, equipos y sus funciones, así como de los procedimientos de calibración, almacenamiento y mantenimiento del historial completo de las tareas de calibración realizadas. CMX se encarga de recordar, cuando llega el momento, las tareas de calibra-ción a realizar, sobre qué equipos
y proporciona una guía al usuario durante todo el procedimiento de calibración.
Integración con otras aplicacionesEn los sistemas de información es habitual trabajar con diferentes aplicaciones, cada una de ellas con un conjunto de funcionalidades es-pecífico, pero todas ellas trabajando sobre un sistema de base de datos distribuido. De este modo es posible estar realizando un control de calidad sobre una materia prima y tener in-
formación sobre el proveedor, día de entrada o coste. Para integrar toda la información distribuida entre las di-ferentes aplicaciones, o mejor dicho, entre las bases de datos asociadas a cada una de ellas, es preciso que las diferentes aplicaciones dispongan de interfaces para acceder a su informa-ción desde otras aplicaciones o para acceder a la información disponible a través de otras aplicaciones.
Por ello es importante trabajar con aplicaciones que dispongan de interfaces, lo más estándares posible, que faciliten la comunicación de datos entre aplicaciones. Disponer de interfaces ODBC o APIs específicas es algo que tal vez no nos importe en un primer momento, pero que en un futuro puede limitar las posibilidades de nuestro sistema de soporte a la gestión de la calidad.
ConclusionesLa gestión de la calidad, incluso el simple control de la calidad, requiere disponer de mecanismos para la adquisición, registro y gestión de datos relativos a esta calidad. Con el tiempo, el volumen de datos ad-quiridos y su potencial para propor-cionar información que nos ayude a ser más eficientes, a reducir costes y no conformidades y a mejorar la gestión de nuestra empresa requiere el soporte de herramientas software que sean ágiles, adaptables a nuestras necesidades y simples de utilizar. De ahí la importancia de disponer de herramientas orientadas a dar soporte a los procesos clave para la calidad en nuestra empresa.
Determinar cuál es la herramienta, o herramientas, más adecuadas para ello depende de cada situación: qué tenemos y qué objetivos de calidad nos planteamos, y de los procesos que son claves para nosotros. En cualquier caso, nuestra recomen-dación es estudiar a fondo nuestras necesidades, implicando a todos los departamentos de la empresa que sea preciso, y seleccionar la solución con perspectiva de futuro (escalabilidad), pensando en la integración del con-junto de datos de la empresa.
Jordi Ayza Graells
■ Diagrama del sistema de calibración CMX Light (Beamex).
ISO/TS 16949:2002
E sta norma nace a partir de la necesidad de evitar la dualidad en-tre normativas VDA 6.1 (Automotriz Alemana), EAFQ (Francia),
AVQS (Italia) y QS-9000 (Automotriz Estadounidense), entre otras, y con el propósito de desarrollar un sistema de gestión de la calidad, para el sector de la automoción, con el objetivo de la mejora continua enfatizando la prevención de errores y la reducción de deshechos de la fase de producción. ISO / TS 16949:2009 está basada en la norma ISO 9001:2008, y la amplía definiendo los requisitos de gestión de sistemas de calidad para las fases de: diseño, desarrollo de nuevo producto, producción y, cuando sea relevante, instalación y servicio de productos. Los requerimientos son aplicables a lo largo de toda la cadena de producción tanto para productos de automoción como para las plawntas de montaje de vehículos.

AC500, por supuesto
Plataforma de automatización AC500 En los últimos 50 años, la productividad industrial ha crecido gracias a la tecnología hasta un grado que pocos imaginaron. Mantener esta tendencia requiere innovación y pasión por parte de los líderes del mercado para proporcionar continuas mejoras en cuanto a soluciones de automatización avanzadas. Para progresar en la evolución industrial, ABB ha introducido una plataforma de automatización innovadora y de alto rendimiento denominada AC500. Se distingue por su escalabilidad, flexibilidad y oferta muy amplia de comunicaciones. El uso del AC500 aumenta la productividad a la vez que maximiza la rentabilidad del capital invertido. Escoja innovación y rendimiento con el AC500! www.abb.com/plc
¿Cambiar para una mayor productividad industrial?

60
Automática e Instrumentación Julio 2010 / n.º 420INFORME
60
ProductoDesarrollado/Distribuido Web Si
stem
a op
erat
ivo
Vers
ión
para
red
Fech
a pr
imer
a/úl
tima
vers
ión
Con
trol
est
adís
tico
de v
aria
bles
Con
trol
est
adís
tico
de a
trib
utos
Con
trol
por
insp
ecci
ón
100%
Cál
culo
cos
tes
calid
ad
Pro
duct
o in
depe
ndie
nte
Form
atos
impo
rtac
ión
Form
atos
exp
orta
ción
Apl
icac
ione
s ge
stió
n em
pres
a
Apl
icac
ione
s sc
ada
Inte
rfac
es/d
rive
rs
enla
ce o
tras
ap
licac
ione
s
Inte
rfac
es/d
rive
rsde
enl
ace
Pr e
cio
mód
ulo
bási
co/
Con
figur
ació
n m
ás
com
plet
a (€
)
Uni
dade
s ve
ndid
asTo
tal/E
n E
spañ
a
Funcionalidades diferenciales
Cali-DAT III Normatec S.L./Normatec S.L.
www.normatec.com
Windows 2000/XP/Vista/7
Sí 1995/2010
Sí Sí Sí Costes de pre-vención, de evaluación, de fallos internos y externos, creación libre de cuentas de coste
Sí Ficheros AS-CII y módulo específico para LINK
Históricos en formatos: dBase, Pa-radox, SQL Database (ODBC), SQL Script, Lotus/Excel, Excel (DDE), ASCII. Infor-mes en los siguientes formatos: PDF, HTM, WMF, Excel, RTF, TXT
Fácilmente configurable para enlazar con cual-quiera
Mediante el módulo LINK puede enlazarse con cualquiera
— Lectura desde cualquier dispo-sitivo RS-232, driver confi-gurable por el usuario
Alquiler o compra desde 3.850
-/>200 Sistema integrado de gestión de la calidad. Permite un elevado control de todos los aspectos necesarios para gestión ISO 9000. Módulo específico de control estadístico de proceso para entrada de datos des-de puesto de trabajo. Muy adaptable y configurable.
Captor Sisteplant/Sisteplant
http://captor.sisteplant.com/
Windows Sí 1999/2010
Sí Sí Sí — Sí ASCII, tablas de intercambio, Web services
ASCII, tablas de inter-cambio, Web services
ERPs, Pris-ma (gestión del manteni-miento)
Aplicaciones compatibles OPCS
— — 10.000/60.000
160/140
Incorpora herramientas de gestión del conocimiento y gestión por excepción. Diseñado para la mejora continua y Lean Manufacturing. Utilidades de personalización y SDK. Multicompañía. Posible ges-tión y consolidación de datos de varias plantas.
CMX Beamex/Gometrics
www.beamex.com/www.gometrics.net
Windows 2000/2003/XP/Vista/7
Sí 2003/2010
Sí No Sí — Sí XML XML SAP (PM), máximo
ANS — Calibradores Beamex MC5/MC5-IS/MC5P/MC4, Calibra-dores Fluke 743B, 744, Calibradores GE Druck DPI605, DPI615, TRX-II
Consultar -/175 —
FreeWeigh.NET
Mettler-Toledo AG/Mettler Toledo España, S.A.E
www.mt.com Windows Sí 2002/2010
Sí Sí Sí Sí Sí RS232/Ether-net, etc.
ASCII, SQL Todas No es necesario, pero pueder conectarse a todo tipo de aplicaciones
ASCII — Consultar/Consultar
1350/150
Aplicación de control estadístico orientada a un uso cliente/servidor, permite el control de cualquier característica que desee ser monito-rizada del producto fabricado. Aviso en tiempo real a la persona que realiza el control o al supervisor.
Gescal Gesin/Gesin www.gesin.es Windows Sí 1990/2009
Sí Sí Sí Sí Sí Todos (previo estudio)
Excel, Access, PDF, otros formatos a medida
Gespro (ERP) y Gesconex (conecti-vidad con máquinas herramien-tas mediante PLC)
Gespro (ERP) y Gesconex (Mo-nitorización de planta)
Gespro y Gesconex . Para otras aplicaciones se debería realizar el correspon-diente estudio, normalmente es factible
Códigos de barras, lector de huella digital, concectividad con útiles digi-tales, visión de imágenes.
3.500/9.900
150/140
Fácil utilización, monitorización desde planta. Todos los indicadores necesarios para un completo siste-ma de gestión y control de calidad. Instalado en empresas punteras del sector automoción cumpliendo con todos sus requisitos
ISOTools Astivia Tecnologías Avanzadas/Astivia Tecnologías Avanzadas
www.isotools.org
Cualquie-ra (se comercia-liza como SaaS)
Sí 2002/- No No No Completo cuadro de mando perso-nalizable para seguimiento y medición de los procesos del sistema de gestión
Sí Csv, web services
Xls, csv, pdf Conjunto herramien-tas ISTools
— — — 1.500/consultar
1000 / 800
Orientado a normas: ISO 9001,14001,27001,22000, OH-SAS 18001. Solución 100% web tipo SaaS (software as a service). Versátil y personalizable, permite la integración rápida y fácil con otras aplicaciones. Fácil e intuitivo. Escalable. Seguro. Multilíngue.
Q1-Quality One
Triplei Informática S.L./Triplei Informática S.L.
www.triplei.es Windows Sí 1996/2010
Sí Sí Sí Sí Sí ODBC a cualquier ERP o Base de datos
ODBC a cual-quier ERP o Base de datos
BPCS, BAAN, BRA-IN, ABAS, Oracle, Na-vision, etc.
BPCS, BAAN, BRAIN, ABAS, Oracle, Navi-sion, etc.
ODBC Mitutoyo, Omron, Tesa
2.000/18.000
-/- Sistema integral: AMFES, planes de control, autocontrol (SPC), control de recepciones, no conformidades: clientes, internas, proveedor, logís-tica (8D), calibres, incertidumbre, R&R, interrelación total entre todos los módulos y el ERP.
Software para gestión y control de la calidadEn esta relación sólo aparecen aquellas empre-sas conocidas por esta redacción que han respondido a nuestra demanda de información.

61
Julio 2010 / n.º 420 Automática e InstrumentaciónINFORME
61
ProductoDesarrollado/Distribuido Web Si
stem
a op
erat
ivo
Vers
ión
para
red
Fech
a pr
imer
a/úl
tima
vers
ión
Con
trol
est
adís
tico
de v
aria
bles
Con
trol
est
adís
tico
de a
trib
utos
Con
trol
por
insp
ecci
ón
100%
Cál
culo
cos
tes
calid
ad
Pro
duct
o in
depe
ndie
nte
Form
atos
impo
rtac
ión
Form
atos
exp
orta
ción
Apl
icac
ione
s ge
stió
n em
pres
a
Apl
icac
ione
s sc
ada
Inte
rfac
es/d
rive
rs
enla
ce o
tras
ap
licac
ione
s
Inte
rfac
es/d
rive
rsde
enl
ace
Pr e
cio
mód
ulo
bási
co/
Con
figur
ació
n m
ás
com
plet
a (€
)
Uni
dade
s ve
ndid
asTo
tal/E
n E
spañ
a
Funcionalidades diferenciales
Cali-DAT III Normatec S.L./Normatec S.L.
www.normatec.com
Windows 2000/XP/Vista/7
Sí 1995/2010
Sí Sí Sí Costes de pre-vención, de evaluación, de fallos internos y externos, creación libre de cuentas de coste
Sí Ficheros AS-CII y módulo específico para LINK
Históricos en formatos: dBase, Pa-radox, SQL Database (ODBC), SQL Script, Lotus/Excel, Excel (DDE), ASCII. Infor-mes en los siguientes formatos: PDF, HTM, WMF, Excel, RTF, TXT
Fácilmente configurable para enlazar con cual-quiera
Mediante el módulo LINK puede enlazarse con cualquiera
— Lectura desde cualquier dispo-sitivo RS-232, driver confi-gurable por el usuario
Alquiler o compra desde 3.850
-/>200 Sistema integrado de gestión de la calidad. Permite un elevado control de todos los aspectos necesarios para gestión ISO 9000. Módulo específico de control estadístico de proceso para entrada de datos des-de puesto de trabajo. Muy adaptable y configurable.
Captor Sisteplant/Sisteplant
http://captor.sisteplant.com/
Windows Sí 1999/2010
Sí Sí Sí — Sí ASCII, tablas de intercambio, Web services
ASCII, tablas de inter-cambio, Web services
ERPs, Pris-ma (gestión del manteni-miento)
Aplicaciones compatibles OPCS
— — 10.000/60.000
160/140
Incorpora herramientas de gestión del conocimiento y gestión por excepción. Diseñado para la mejora continua y Lean Manufacturing. Utilidades de personalización y SDK. Multicompañía. Posible ges-tión y consolidación de datos de varias plantas.
CMX Beamex/Gometrics
www.beamex.com/www.gometrics.net
Windows 2000/2003/XP/Vista/7
Sí 2003/2010
Sí No Sí — Sí XML XML SAP (PM), máximo
ANS — Calibradores Beamex MC5/MC5-IS/MC5P/MC4, Calibra-dores Fluke 743B, 744, Calibradores GE Druck DPI605, DPI615, TRX-II
Consultar -/175 —
FreeWeigh.NET
Mettler-Toledo AG/Mettler Toledo España, S.A.E
www.mt.com Windows Sí 2002/2010
Sí Sí Sí Sí Sí RS232/Ether-net, etc.
ASCII, SQL Todas No es necesario, pero pueder conectarse a todo tipo de aplicaciones
ASCII — Consultar/Consultar
1350/150
Aplicación de control estadístico orientada a un uso cliente/servidor, permite el control de cualquier característica que desee ser monito-rizada del producto fabricado. Aviso en tiempo real a la persona que realiza el control o al supervisor.
Gescal Gesin/Gesin www.gesin.es Windows Sí 1990/2009
Sí Sí Sí Sí Sí Todos (previo estudio)
Excel, Access, PDF, otros formatos a medida
Gespro (ERP) y Gesconex (conecti-vidad con máquinas herramien-tas mediante PLC)
Gespro (ERP) y Gesconex (Mo-nitorización de planta)
Gespro y Gesconex . Para otras aplicaciones se debería realizar el correspon-diente estudio, normalmente es factible
Códigos de barras, lector de huella digital, concectividad con útiles digi-tales, visión de imágenes.
3.500/9.900
150/140
Fácil utilización, monitorización desde planta. Todos los indicadores necesarios para un completo siste-ma de gestión y control de calidad. Instalado en empresas punteras del sector automoción cumpliendo con todos sus requisitos
ISOTools Astivia Tecnologías Avanzadas/Astivia Tecnologías Avanzadas
www.isotools.org
Cualquie-ra (se comercia-liza como SaaS)
Sí 2002/- No No No Completo cuadro de mando perso-nalizable para seguimiento y medición de los procesos del sistema de gestión
Sí Csv, web services
Xls, csv, pdf Conjunto herramien-tas ISTools
— — — 1.500/consultar
1000 / 800
Orientado a normas: ISO 9001,14001,27001,22000, OH-SAS 18001. Solución 100% web tipo SaaS (software as a service). Versátil y personalizable, permite la integración rápida y fácil con otras aplicaciones. Fácil e intuitivo. Escalable. Seguro. Multilíngue.
Q1-Quality One
Triplei Informática S.L./Triplei Informática S.L.
www.triplei.es Windows Sí 1996/2010
Sí Sí Sí Sí Sí ODBC a cualquier ERP o Base de datos
ODBC a cual-quier ERP o Base de datos
BPCS, BAAN, BRA-IN, ABAS, Oracle, Na-vision, etc.
BPCS, BAAN, BRAIN, ABAS, Oracle, Navi-sion, etc.
ODBC Mitutoyo, Omron, Tesa
2.000/18.000
-/- Sistema integral: AMFES, planes de control, autocontrol (SPC), control de recepciones, no conformidades: clientes, internas, proveedor, logís-tica (8D), calibres, incertidumbre, R&R, interrelación total entre todos los módulos y el ERP.

62
Automática e Instrumentación Julio 2010 / n.º 420INFORME
QDC AsiDataMyte/Drilco, S.L.
www.asidatamyte.com
Windows Sí 2006/2010
Sí Sí Sí Sí Sí Word Template, Excel, CSV, Cad, entre otros
Word Tem-plate, Excel, CSV, Cad, entre otros
SAP Los propios — — 5.000/30.000
600/20 SPC con normas de automoción, alimentación, farmacéutica, etc aplicaciones de control y planifica-ción de la producción, y calidad, APQPs, PPAP, AMFEC, auditorías, tridimensionales, etc.
QM-Moldes Triplei Informática S.L./Triplei Informática S.L.
www.triplei.es Windows Sí 2002/2010
Sí Sí Sí Sí Sí ODBC a cual-quier ERP o Base de datos
ODBC a cual-quier ERP o Base de datos
BPCS, BAAN, BRA-IN, ABAS, Oracle, Na-vision, etc.
BPCS, BAAN, BRAIN, ABAS, Oracle, Navi-sion, etc.
ODBC Mitutoyo, Omron, Tesa
2.000/14.000
-/- Planes de control, preventivos au-tomáticos para mantenimiento de moldes, ot de taller moldes, control de calidad y piezas, propuestas y control de repuestos. Interrelación total entre todos los módulos y las OF del ERP
Sartorius ProControl for Windows SPCfWin)
Sartorius Mechatronics AG/Sartorius Mechatronics AG
www.sartorius-mechatronics.com/ES/es/produktkatalog/statistische-prozesskontrolle-fqyua3zzj20.html
Windows Sí - / 2008
Sí Sí Sí Sí Re-quiere MS SQL 2005
CSV, Excel, dbase
CSV, Excel SAP/R3-QM IDI Link module
Cualquiera mediante enlace ODBC con MS SQL 2005
— Balanzas, pHmetros, torquímetros. Analizadores de humedad y, en general, cual-quier dispositivo con salidaRS-232
5.459/>10.000
450/30 BBDD estándar.Conexión de cual-quier dispositivo de cualquier mar-ca. Las licencias no son por puesto de inspección (PI). PI ilimitados en sistema base. Admite trabajo off-line en PI, sincroniza datos al volver a on-line. Cumple normas contenido neto preenvasado.
Visual Factory Calibre 6
Elecsoft S.L./ Elecsoft S.L.y Sarikal
www.elecsoft.com
Windows 2000/XP/Vista/7
Sí 1996/2009
Sí Sí No Sí Sí — Texto, Excely PDF
— — Varios a me-dida
Varios 1.400/consultar
454/- Gestión completa de inventario y conformidad equip.medición en procesos de calibración, verifica-ción, recepción, mantenimiento y cualquiera asociado a medición, según norma ISO 10012. Cumple con MSA 3 de la AIAG. Posible adq.datos desde equip.medición.
Visual Factory FMEA 6
Elecsoft S.L./ Elecsoft S.L.
www.elecsoft.com
Windows 2000/XP/Vista/7
Sí 1996/2009
No No No — Sí — Texto, Excely PDF
— — — — 2.220/consultar
126/- Edición, gestión y seguimiento de los AMFES (Análisis Modal de Fallos y sus Efectos Potenciales) por un grupo de trabajo. Basado en FMEA 3 de la AIAG. Incluye formatos para CNOMO y VDA y formatos de documento específicos del usuario.
Visual Factory Plan de Control 6
Elecsoft S.L./Elecsoft S.L.
www.elecsoft.com
Windows 2000/XP/Vista/7
Sí 1996/2009
No No No — Sí — Texto, Excel y PDF
— — — — 1.300/consultar
33/- Gestión del plan de control de cali-dad de la empresa que proporciona dinamismo, flexibilidad y potencia a los departamentos que gestionan planes de control, cumpliendo con los requisitos de ISO 9000 e ISO TS 16949.
Visual Factory Recepción 6
Elecsoft S.L./ Elecsoft S.L.
www.elecsoft.com
Windows 2000/XP/Vista/7
Sí 2000/2009
Sí Sí Sí Sí Sí — Texto, Excel y PDF
Enlaces con ERP para in-tercambio de información, sobre todo los albaranes de entrada
— — — 2.600/consultar
23/- Gestión completa de calidad de entregas y valoración de proveedo-res. Proceso verificación de lotes recibidos y tamaño de muestra a controlar definibles. Procesos de verificación condicionados a valo-ración del proveedor y criticidad piezas suministradas.
Visual FactorySPC 6
Elecsoft S.L./ Elecsoft S.L.
www.elecsoft.com
Windows 2000/XP/Vista/7
Sí 1992/2009
Sí Sí No Sí Sí Texto, Excel e interfaces a medida
Texto, Excel y PDF
Enlace con diferentes ERP para intercambio de datos
Enlace con Visual Factory Autocontrol
Varios Varios 1.400/consultar
300/- Según SPC2 de AIAG. Incluye estudios normales y no normales (Weibull, Log Normal, Normal ext., Transf.Johnson) y análisis estad.determinación estabilidad proc. y func.distrib. más ajustada a datos. Módulo Autocontrol entrada datos proceso a pie de máquina.
ProductoDesarrollado/Distribuido Web Si
stem
a op
erat
ivo
Vers
ión
para
red
Fech
a pr
imer
a/úl
tima
vers
ión
Con
trol
est
adís
tico
de v
aria
bles
Con
trol
est
adís
tico
de a
trib
utos
Con
trol
por
insp
ecci
ón
100%
Cál
culo
cos
tes
calid
ad
Pro
duct
o in
depe
ndie
nte
Form
atos
impo
rtac
ión
Form
atos
exp
orta
ción
Apl
icac
ione
s ge
stió
n em
pres
a
Apl
icac
ione
s sc
ada
Inte
rfac
es/d
rive
rs
enla
ce o
tras
ap
licac
ione
s
Inte
rfac
es/d
rive
rsde
enl
ace
Pr e
cio
mód
ulo
bási
co/
Con
figur
ació
n m
ás
com
plet
a (€
)
Uni
dade
s ve
ndid
asTo
tal/E
n E
spañ
a
Funcionalidades diferenciales
En esta relación sólo aparecen aquellas empre-sas conocidas por esta redacción que han respondido a nuestra demanda de información.

63
Julio 2010 / n.º 420 Automática e InstrumentaciónINFORME
QDC AsiDataMyte/Drilco, S.L.
www.asidatamyte.com
Windows Sí 2006/2010
Sí Sí Sí Sí Sí Word Template, Excel, CSV, Cad, entre otros
Word Tem-plate, Excel, CSV, Cad, entre otros
SAP Los propios — — 5.000/30.000
600/20 SPC con normas de automoción, alimentación, farmacéutica, etc aplicaciones de control y planifica-ción de la producción, y calidad, APQPs, PPAP, AMFEC, auditorías, tridimensionales, etc.
QM-Moldes Triplei Informática S.L./Triplei Informática S.L.
www.triplei.es Windows Sí 2002/2010
Sí Sí Sí Sí Sí ODBC a cual-quier ERP o Base de datos
ODBC a cual-quier ERP o Base de datos
BPCS, BAAN, BRA-IN, ABAS, Oracle, Na-vision, etc.
BPCS, BAAN, BRAIN, ABAS, Oracle, Navi-sion, etc.
ODBC Mitutoyo, Omron, Tesa
2.000/14.000
-/- Planes de control, preventivos au-tomáticos para mantenimiento de moldes, ot de taller moldes, control de calidad y piezas, propuestas y control de repuestos. Interrelación total entre todos los módulos y las OF del ERP
Sartorius ProControl for Windows SPCfWin)
Sartorius Mechatronics AG/Sartorius Mechatronics AG
www.sartorius-mechatronics.com/ES/es/produktkatalog/statistische-prozesskontrolle-fqyua3zzj20.html
Windows Sí - / 2008
Sí Sí Sí Sí Re-quiere MS SQL 2005
CSV, Excel, dbase
CSV, Excel SAP/R3-QM IDI Link module
Cualquiera mediante enlace ODBC con MS SQL 2005
— Balanzas, pHmetros, torquímetros. Analizadores de humedad y, en general, cual-quier dispositivo con salidaRS-232
5.459/>10.000
450/30 BBDD estándar.Conexión de cual-quier dispositivo de cualquier mar-ca. Las licencias no son por puesto de inspección (PI). PI ilimitados en sistema base. Admite trabajo off-line en PI, sincroniza datos al volver a on-line. Cumple normas contenido neto preenvasado.
Visual Factory Calibre 6
Elecsoft S.L./ Elecsoft S.L.y Sarikal
www.elecsoft.com
Windows 2000/XP/Vista/7
Sí 1996/2009
Sí Sí No Sí Sí — Texto, Excely PDF
— — Varios a me-dida
Varios 1.400/consultar
454/- Gestión completa de inventario y conformidad equip.medición en procesos de calibración, verifica-ción, recepción, mantenimiento y cualquiera asociado a medición, según norma ISO 10012. Cumple con MSA 3 de la AIAG. Posible adq.datos desde equip.medición.
Visual Factory FMEA 6
Elecsoft S.L./ Elecsoft S.L.
www.elecsoft.com
Windows 2000/XP/Vista/7
Sí 1996/2009
No No No — Sí — Texto, Excely PDF
— — — — 2.220/consultar
126/- Edición, gestión y seguimiento de los AMFES (Análisis Modal de Fallos y sus Efectos Potenciales) por un grupo de trabajo. Basado en FMEA 3 de la AIAG. Incluye formatos para CNOMO y VDA y formatos de documento específicos del usuario.
Visual Factory Plan de Control 6
Elecsoft S.L./Elecsoft S.L.
www.elecsoft.com
Windows 2000/XP/Vista/7
Sí 1996/2009
No No No — Sí — Texto, Excel y PDF
— — — — 1.300/consultar
33/- Gestión del plan de control de cali-dad de la empresa que proporciona dinamismo, flexibilidad y potencia a los departamentos que gestionan planes de control, cumpliendo con los requisitos de ISO 9000 e ISO TS 16949.
Visual Factory Recepción 6
Elecsoft S.L./ Elecsoft S.L.
www.elecsoft.com
Windows 2000/XP/Vista/7
Sí 2000/2009
Sí Sí Sí Sí Sí — Texto, Excel y PDF
Enlaces con ERP para in-tercambio de información, sobre todo los albaranes de entrada
— — — 2.600/consultar
23/- Gestión completa de calidad de entregas y valoración de proveedo-res. Proceso verificación de lotes recibidos y tamaño de muestra a controlar definibles. Procesos de verificación condicionados a valo-ración del proveedor y criticidad piezas suministradas.
Visual FactorySPC 6
Elecsoft S.L./ Elecsoft S.L.
www.elecsoft.com
Windows 2000/XP/Vista/7
Sí 1992/2009
Sí Sí No Sí Sí Texto, Excel e interfaces a medida
Texto, Excel y PDF
Enlace con diferentes ERP para intercambio de datos
Enlace con Visual Factory Autocontrol
Varios Varios 1.400/consultar
300/- Según SPC2 de AIAG. Incluye estudios normales y no normales (Weibull, Log Normal, Normal ext., Transf.Johnson) y análisis estad.determinación estabilidad proc. y func.distrib. más ajustada a datos. Módulo Autocontrol entrada datos proceso a pie de máquina.
ProductoDesarrollado/Distribuido Web Si
stem
a op
erat
ivo
Vers
ión
para
red
Fech
a pr
imer
a/úl
tima
vers
ión
Con
trol
est
adís
tico
de v
aria
bles
Con
trol
est
adís
tico
de a
trib
utos
Con
trol
por
insp
ecci
ón
100%
Cál
culo
cos
tes
calid
ad
Pro
duct
o in
depe
ndie
nte
Form
atos
impo
rtac
ión
Form
atos
exp
orta
ción
Apl
icac
ione
s ge
stió
n em
pres
a
Apl
icac
ione
s sc
ada
Inte
rfac
es/d
rive
rs
enla
ce o
tras
ap
licac
ione
s
Inte
rfac
es/d
rive
rsde
enl
ace
Pr e
cio
mód
ulo
bási
co/
Con
figur
ació
n m
ás
com
plet
a (€
)
Uni
dade
s ve
ndid
asTo
tal/E
n E
spañ
a
Funcionalidades diferenciales

64
Automática e Instrumentación Julio 2010 / n.º 420
Soluciones SOFTWARE DE CONTROL
Foro orientado al software de automatización RSTechED 2010
Presentando una plataforma tecnológica “sinergética”
D urante el transcurso de las cinco jornadas se llevaron a cabo más de 350 sesiones de
producto a cargo de expertos de la propia compañía americana, de sus partners tecnológicos y de algunos clientes que exponían su experien-cia en una aplicación determinada. Las sesiones estaban agrupadas en los siguientes tópicos: gestión de activos, gestión de datos, servicios Factory Talk, Arquitectura Integrada, Manufacturing Intelligence, redes de comunicación, testimonios de clientes, medioambiente, potencia y energía, automatización de procesos, gestión de producción, seguridad, visualización, servicios y soporte.
Steve Eisenbrown, vicepresidente de arquitectura y software, explicó que la compañía tuvo unas ventas de 4.300 M$ en el año 2009 y cuenta
con una plantilla integrada por más de 19.000 personas, estando presente en más de 80 países. El 50% del negocio ya está localizado fuera de su tradicional mercado americano, cifra que va en aumento confor-me la compañía presenta un perfil cada vez más globalizado, y se han marcado como objetivo alcanzar el 60% de ventas internacionales para el año 2013.
La firma se centra principalmen-te en dos grupos de productos y servicios que ofrece al mercado: Arquitectura y Software; Productos de Control y Soluciones.
En opinión de Eisenbrown, y en clave de futuro, los aceleradores de crecimiento para la compañía son: software (conectividad y optimiza-ción), proceso (migración de los DCS tradicionales y ampliación de
sus capacidades), OEM (prestaciones en las máquinas, productividad y re-ducción del riesgo), seguridad (nor-mativa internacional, productividad y protección personal) y mercados emergentes. Por lo tanto, estos van a ser los cinco focos de inversión en los que se va a fundamentar y potenciar su ya asentado concepto de Arquitectura Integrada.
Esta estrategia está en armonía con los intereses de sus clientes, muchos de ellos fabricantes, que tienen que apalancar su inversión en automatización para crear una arquitectura que permita un proceso de optimización continua, combinan-do una ingeniería que aporte inno-vación, operaciones más flexibles y una maximización del retorno de la inversión para sus activos.
Según Eisenbrown, la automati-
La empresa Rockwell Automation celebró durante los pasados días 7 al 11 de junio la edición anual del RSTechED, en la ciudad californiana de Los Ángeles. Este evento difiere de la popular Automation Fair, también organizado por la misma empresa, en que el primero está enfocado a la formación y muy centrado en el software, mientras que la segunda es una feria en todos los sentidos.

65
Julio 2010 / n.º 420 Automática e Instrumentación
SolucionesSOFTWARE DE CONTROL
zación es un amplificador del valor oculto de una compañía, que permite realizar el potencial de beneficios que tiene la convergencia de todos los elementos de una planta con el poder que otorga la decisión en tiempo real. Las nuevas tecnologías permiten proporcionar un nivel de visibilidad en la organización hasta ahora nunca obtenido, además de posibilitar una mayor flexibilidad para cambiar rápidamente con el mercado y una simplificación de la funcionalidad y de los sistemas. Conocer los cuellos de botella pro-ductivos, las causas de las paradas, la tasa de rechazo, la utilización de los recursos o el tiempo de respuesta con precisión es muy asequible hoy en día.
En este contexto, la estrategia a nivel de software de Rockwell Auto-mation está orientada a proporcionar valor y simplificar los flujos de trabajo, según Keith McPherson, director de desarrollo de mercados. Otro aspecto importante es la incidencia en suministrar soluciones integradas para aplicaciones verticales de una manera consistente y repetible, como por ejemplo, a las compañías del sector farmaceútico.
En este marco, la comercialización del software se orientará a suminis-trar una potente plataforma basada en módulos y herramientas, como son: Historian, Vantage Point, Asset Centre, Metrics y View Point. Ade-más, las soluciones industriales se
encapsulan como Value First y van enfocadas hacia segmentos verticales definidos: automóviles, ciencias de la vida, alimentación, biocombustible, cemento y minería.
La esencia es disponer de una pla-taforma tecnológica sinergética para la gestión de operaciones, basada en una arquitectura SOA, y que expande la aplicación y potencia de los propios productos de la compañía.
Convertir los datos en información actuableLa tendencia de convertir los datos en información actuable es el espíritu que está detrás de la integración de, por un lado, la gestión de la organi-zación, y, por el otro, de la propia fábrica, centrándose en tres aspectos principales para conseguirlo: manu-facturing intelligence; seguimiento y trazabilidad de la producción; y gestión de la energía a nivel de la organización.
Tradicionalmente, en muchas plantas de producción, los datos se han utilizado principalmente para control y visualización de la producción, elaborando informes a nivel de operador y tablas de indi-cadores para identificar las causas de las paradas. Muchas de las áreas funcionales operan como islas que no están relacionadas entre sí de una forma eficiente (proceso, pac-kaging, etc.), de manera que no se puede aprovechar el potencial de información disponible.
Con las herramientas adecuadas, los datos procedentes de múltiples fuentes de la planta pueden pro-porcionar el contexto que ayude a los usuarios a encontrar lo que necesitan, independientemente de donde provengan: las decisiones mejoran y los resultados del negocio se refuerzan como consecuencia de acceder a este conocimiento en tiempo real. El operador de la máquina se beneficia de ver en la pantalla la información del proceso combinada con otros indicadores de prestaciones relevantes para esa actividad; el operador de la planta puede evaluar los paros de máquina para determinar la raíz del problema; el servicio de mantenimiento puede maximizar el tiempo de máquina activa, conociendo con precisión los ciclos y tiempos de operación reales, para combinarlos con sus previsiones de mantenimiento; el director de mantenimiento puede identificar el origen del problema de la intervención que no estaba prevista; y el director de planta visualiza la utilización del activo, las consecuencias financieras y el tiempo completo de paro.
Un futuro monoproductoA nivel de producto, Factory Talk (FT) es el entorno de integración para aplicaciones que ofrece Ro-ckwell Automation y que incluye distintas herramientas y módulos. El concepto es tan amplio y el producto tan potente que casi sirve para todo. Aunque parezca contradictorio, la apuesta es interesante porque real-za el esfuerzo que en la actualidad tienen que hacer los suministradores

66
Automática e Instrumentación Julio 2010 / n.º 420
Soluciones SOFTWARE DE CONTROL
industriales para conseguir un flujo de información óptimo a lo largo de todos los productos de su oferta y de la de terceros, algo que entraña la superación de muchas dificul-tades. Sin este aspecto esencial, el Manufacturing Intelligence es una entelequia.
Con este concepto en mente, se trata de poder cubrir con FT las necesidades para implementar los niveles 1, 2 y 3 del estándar ISA-95,
que define las interfases entre las actividades propias de la gestión de la empresa y la del control de pro-cesos y operaciones productivas. FT también proporciona una interfase fácil con el nivel 4 del modelo, donde residen las aplicaciones específicas para la gestión de la empresa: ERP (Enterprise Resource Planning), CRM (Customer Relationship Ma-nagement), PLM (Product Lifecycle Management) y SCM (Supply Chain
Management). A nivel más tradicional, FT per-
mite soluciones para procesos batch, discretos y continuos (estos últimos a través de la denominada PlantPAx).
¿De qué módulos se compone Factory Talk? A continuación se proporciona una breve descripción de sus componentes principales:
• Vantage Point es una herra-mienta para el análisis y creación
Pantalla de operador 3D de bajo coste
Una sesión que despertó mucho interés fue la de Deakalb County.
Esta firma dispone de una planta de tratamiento de aguas en la que se han instalado varios paneles de operador en tres dimensiones, utilizando una tecnología muy frugal y asequible. Al tener la planta una topología muy hori-zontal, los distintos elementos de campo están alejados entre sí, lo que supone un inconveniente para los operadores que aún no tienen mucha experiencia en la instalación.
Los responsables de la compañía apostaron por incorporar pantallas de supervisión PanelView, pero con vistas y paneles de indicación virtuales en tres dimensiones, de forma que el operador pudiera visitar la planta mientras la supervisa desde el HMI. Ahora puede ver dónde está y cómo es físicamente una válvula o un transmisor determi-nado, que sea objeto de su interés en ese momento.
Disponer de pantallas animadas es fácil utilizando el View ME Edition, pero disponer de HMI con pantallas 3D requería otro tipo de tecnología con un alto impacto en coste. Los responsables técnicos recurrieron a utilizar el paquete de diseño gráfico Google SketchUp, un software libre muy intuitivo y con una amplia librería de aplicaciones disponi-bles en la web. Se implementaron varias vistas de la planta en 3D, de forma que el usuario puede escoger la posición deseada para el observador. A partir de aquí, se definieron varias trayectorias posibles de movimiento del observador por la planta y se im-plantaron en el sistema, en base a dos alternativas posibles. En la primera, se escribieron 200 líneas de código en los autómatas Micrologix, que llamaban a las distintas pantallas predefinidas, mientras que en la segunda se programaron menos de 50 líneas de código con el View ME. Con ambas soluciones han obtenido buenos resultados (mejor efecto visual con la primera pero una mayor facilidad de programación con la segunda), aunque el sistema aún está en fase de experimentación.
Diseño de una pantalla HMI en tres dimensio-nes utilizando un Pa-nelView, con View ME Edition y el software libre de diseño gráfico Google SketchUp.

67
Julio 2010 / n.º 420 Automática e Instrumentación
SolucionesSOFTWARE DE CONTROL
de informes basado total-mente en tecnología web, con acceso a información procedente de fuentes de datos muy dispares. La versión EMI está orientada a conectar con las bases de datos de los sistemas de gestión empresarial (SAP, Oracle, etc.). En el evento se presentó la nueva versión 3.1
• Historian SE es una funcionalidad software para proveer almacena-miento de datos eficiente a gran escala y alta velocidad (se ha lanzado la versión 2.2). El His-torian ME es un módulo hardware, con la anterior funcionalidad inte-grada, que se inserta directamente en un autómata de la familia Logix para poder conseguir alta velocidad de almacenamiento cerca de campo, con tiempos inferiores a 10 ms (nue-va versión 2.1). Historian combina bien con Vantage Point para llevar a cabo evaluaciones y analíticas.
• Asset Centre es un juego de herramientas que permiten ges-tionar los cambios en un entorno de automatización compuesto por distintos activos. Se utiliza para elaborar un documento electrónico completo de seguridad, auditar los cambios del usuario para cumplir con los requerimientos de regulación y recuperar el sistema en caso de un desastre, ya sea por causa de un error humano, fallo de hardware o a consecuencia de una catástrofe. Su objetivo es conseguir gestionar esto con un solo sistema que sea común para toda la planta.
• Metrics está enfocado a moni-torizar la eficiencia de los equipos y máquinas, gracias a la adquisición de eventos muy diversos, y a pro-porcionar potentes funcionalidades para el análisis y la generación de informes, con el fin de poder de-terminar la causa del problema o evento producido. Se lanzó la versión mejorada 9.1.
• View SE monitoriza los datos de campo a nivel de HMI. Cuando se combina con View Point, es posible hacerlo remotamente, desde cual-quier navegador web.
El núcleo del Manufacturing IntelligenceDoug Lawson está considerado como un gurú del software de la gestión de datos heterogénea, capaz de conec-tar dos mundos distintos: bases de datos corporativas con estructuras orientadas al objeto de los sistemas de automatización. Fue el fundador de la empresa Incuity Software, actualmente una unidad de negocio dentro de Rockwell Automation. Ya hace unos años, esta compañía ofrecía a los usuarios la posibilidad de tener un único sistema para conseguir aflorar de una manera simple la información de ambos mundos, utilizándola como si fuera una navaja multiuso suiza.
A la pregunta de cuáles van a ser las tendencias futuras a nivel de software MES, respondió con dos apuestas claras: mayor optimización del flujo de datos desde el sensor en campo al sistema corporativo y aumento significativo de aplicaciones que utilizarán el cloud computing.
Lawson comentó que en el primer caso, para conseguir ese flujo de da-tos sin barreras, es necesario realizar cambios profundos en muchos de los productos existentes en el mercado. En este sentido afirmó que, a pesar de que los nombres de los módulos de software de Factory Talk siguen siendo los mismos, en las nuevas versiones se ha hecho un trabajo a fondo para conseguir optimizar ese flujo de datos horizontal y vertical. Este aspecto es vital para conseguir integrar la gran disparidad de datos que proceden de distintas fuentes
y minimizar el tiempo de transferencia entre los niveles del modelo ISA-95, de forma que las aplicaciones sean fáciles de programar, con el mí-nimo de conflictos entre ellas y con los datos que intercambian. Resaltó la ingeniería que está detrás de Vantage Point para conseguir este propósi-to, calificándolo como el verdadero núcleo del Manufacturing Intelli-gence.
El segundo pronóstico, la utilización del cloud computing, lo justifica con una razón muy recurri-da: el coste. Según Lawson, si la in-formática en la nube provee servicios e infraestructura más competitivos se integrará de forma irreversible en las aplicaciones industriales, aunque no cree que eso ocurra antes de cinco años, por lo menos de una forma manifiesta. Una posible aplicación del cloud computing sería en la utili-zación del módulo Historian, de for-ma que comprima gran cantidad de información y la envíe regularmente a la nube para su almacenamiento y analítica posterior. Por ejemplo, en el caso de que se produzca un evento específico, millones de datos estarían a disposición de ser utilizados para su análisis de facto. Por supuesto, el tema de seguridad gravita en esta cuestión, aunque asegura que puede resolverse mediante redes privadas u otras alternativas que están flore-ciendo en la actualidad.
En clara sintonía, Steve Pulsifer, director de marketing para proceso, opina que la virtualización propor-ciona varias ventajas. La primera se refiere a la prolongación del ciclo de vida de un producto. A nivel genérico, considera que para el hardware es de unos 3 años y para el software de 5 años. Esto induce cambios frecuentes en los equipos que los usuarios no ven con buenos ojos. Sectores muy regulados, como el farmacéutico o alimentación, tienen un problema añadido con esta circunstancia. Con la virtualización llega una promesa de extensión del ciclo de vida de determinados productos a 12 o 15

68
Automática e Instrumentación Julio 2010 / n.º 420
Soluciones SOFTWARE DE CONTROL
años y una mayor estabilidad, lo cual se agradece en estas aplicaciones.
La segunda ventaja es que la vir-tualización proporcionará más esca-labilidad y flexibilidad a los sistemas. La tercera es que puede ser una bendición para ciertos equipos lega-dos del pasado y que aún funcionan correctamente en la planta; se puede emplazar el host como un sistema virtual mientras que el cableado exis-tente puede preservarse tal y como está, ya que su modificación puede suponer un coste elevado.
Los clientes explican sus experienciasLas sesiones orientadas a exponer aplicaciones de los clientes asis-tentes contaron con una buena acogida. Algunas de ellas fueron las siguientes:
• Nestlé dispone de un centro de I+D en Marysville (Ohio, USA) para líquidos concentrados y constituye un soporte de innovación para seis de sus unidades de negocio. Su representante explicó que la planta piloto dispone de autómatas A-B y de otros fabricantes, además de distintos
paquetes de software de supervisión. Se expuso la problemática de convivir con distintos sistemas y sus HMI y el esfuerzo que suponía integrar y contextualizar los datos, muchas veces con intervención manual de los usuarios. La firma ha implanta-do el Vantage Point y se comentó el apalancamiento estructural obteni-do: acceso de datos e históricos de distintas plataformas, herramientas basadas en web, interfase muy simple con Excel, simplicidad de utilización con muy poco entrenamiento y so-porte SQL.
• Un técnico de Dupont relató una aplicación que llevaron a cabo para permitir la recuperación de los equipos de automatización en caso de producirse un desastre, además de establecer una gestión segura y eficiente en los cambios efectuados en los sistemas. Uno de los problemas principales era cómo controlar las copias de seguridad y recuperación de datos de hasta 2.000 autómatas de varios fabricantes distintos ins-talados en su planta. La solución se llevó a cabo utilizando el Centro de Activos de FT.
• Un representante de Kraft Foods Global también relató una experien-cia con el Asset Centre, pero esta vez aplicado a un grupo diverso de 170 autómatas, 160 HMI y 15 redes locales. Se controlan los cambios de software y configuración de los dis-positivos, de forma que si se produce cualquier desviación o error en el proceso se puede conocer con preci-sión cuáles fueron las condiciones y qué es lo que cambió en los equipos para cada batch de producción.
• Por parte de Procter & Gamble se expuso una aplicación en que se almacenan ingentes cantidades de datos en tiempo real, con un flujo de 2.500 tags cada 10 ms, procedentes de una multitud de dispositivos de campo. Utilizan el Historian ME y se remarcó la importancia de las funcionalidades de excepción y com-presión. Con la excepción se pueden detectar cambios en los datos de cada uno de los sensores, que sean mínimamente significativos para su contexto, evitando transmitir el resto de ellos. La compresión se utiliza a nivel del servidor y permite obtener un almacenamiento más eficien-te. También se programan bloques de adquisición especiales para un batch de datos, que arranca de forma automática cuando se produce un evento determinado. Si se requiere analizar una incidencia en la cali-dad del producto o del proceso, es posible disponer de todos los datos necesarios en el periodo de tiempo objeto de análisis para dictaminar las causas.
Xavier Alcober
Optimización energética
Varias sesiones abordaron la gestión integrada de la energía para toda la organización. Según Jeffrey Soplop, director de proyectos de
energía, la tendencia es que la energía se tratará más como una materia prima más dentro de la organización, comprándola y vendiéndola entre departamentos, por lo que es necesario disponer de una mayor granula-ridad de los datos relativos a la misma. Como el tema es complejo y muy dependiente de cada caso, Rockwell Automation propone un modelo de metrología holística para aplicarlo a los activos de la organización, desde el ámbito industrial hasta abarcar toda la organización completa. Para conseguir una optimización de energía se puede mirar desde una perspectiva de capital a invertir y su retorno de inversión. Para ello, identifica cuatro opciones en donde el valor de la inversión y el ROI va de menos a más: conservar lo que se tiene, introduciendo básicamente cambios de comportamiento; aumentar la eficiencia energética, donde ya se requiere una transformación tecnológica; mejoras de capital, que se refiere a cambios en equipos y sistemas; aplicación de nuevas tecnologías, con más incertidumbre y coste.
Una de las tecnologías que se aplica con buenos resultados son los modelos de predicción del consumo en la planta a 24h o a un plazo mayor, muchos de ellos basados en sistemas de Incuity Software, que cuenta con más de 150 patentes en esta materia de modelos predictivos. Según las previsiones, se pueden utilizar los activos de la empresa de una manera más eficiente.

��Ethernet 10/100 Mbit/s��Hi-Speed USB 2.0 Host y OTG��Pantalla TFT táctil 5.7” (VGA) o 7.0” (WVGA)��128 MB DDR-RAM / 256 MB NAND-Flash
��2 Entradas y 2 Salidas digitales
��Soporte Windows Embedded CE y Linux
��Power Over Ethernet (POE)
��Opciones: Aislamiento galvánico - 2º puerto CAN
��Ranura SD/SDHC��2 puertos serie RS-232, 1 RS-485, 1 SPI, 1 CAN
��Núcleo Freescale i.MX35 532 MHz ARM1136JF-S
SERIE CUPID
SERIE NESO
��Controladores Industriales��Interfaces Hombre-Máquina��Equipos de laboratorio
��Aplicaciones automotrices��Máquinas Expendedoras
��Puntos de venta
��Ranura SD/SDHC��Versión Open frame o en caja��Pantalla TFT táctil 4.3”, 5.7” (VGA) o 7.0” (WVGA)
��Soporte Windows Embedded CE y Linux��2 puertos serie RS-232 y 1 RS-485��Hi-Speed USB 2.0 Host y OTG��Ethernet 10/100 Mbit/s
��Decodifi cador MPEG-4 H.263/H.264 D1
��128MB Mobile DDR-RAM / 256 MB NAND-Flash��Núcleo Freescale i.MX27 400 MHz ARM926EJ-S
��Pantallas serie inteligentes��Variedad de tamaños: 4” - 4,3” - 5,7” - 7” - 8,4”��Fácil desarrollo: no se necesita sistema operativo o librerías especiales ��Macros, imágenes, botones, hotspots y mucho más��Memoria fl ash interna para almacenar imágenes y macros��Múltiples puertos series multiplexados controlables desde el microcontrolador��Táctil o no táctil
Comandos serie
Su microcontrolador Equipo REACH
��������������������������������������
Alto brillo400 cd/m2
http://www.nextfor.com e-mail: [email protected] Tlf. +34 91 504 02 01 Fax. +34 91 504 00 69Next For S.A.����������������������������

70
Automática e Instrumentación Julio 2010 / n.º 420
Soluciones MEDIDA DE PRESIÓN
Una guía de orientación en la jungla de los datos de precisión
Cómo determinar la precisión de un sensor de presión
E l término precisión única-mente existe en el habla de los usuarios. Desgracia-
damente, no existe una definición general de la palabra precisión porque no existe una sola precisión. En la documentación técnica de las em-presas puede encontrarse una gran variedad de datos que describen la precisión de un aparato. Los factores relevantes para la precisión de los sensores de presión están definidos de forma general y son válidos para todas las normas. Sin embargo, apenas es posible comparar los datos de diferen-tes fabricantes, ya que el fabricante decide qué datos de precisión quiere indicar en la hoja técnica. Incluso si dos fabricantes utilizan los mismos términos, no puede garantizarse que éstos signifiquen lo mismo, porque frecuentemente se omite información complementaria. Dos aparatos que parecen tener la misma precisión a primera vista pueden diferir com-pletamente si son examinados más profundamente. Y también puede ocurrir el caso contrario.
AlinealidadPara muchos usuarios, la alinealidad es la indicación más significativa y por eso es mencionada a menudo. No obstante, muchas veces la alinealidad es llamada linealidad. La alinealidad describe el grado de curvatura de
una curva característica o su gra-do de desviación de la linealidad. Describe la desviación máxima de la curva característica de una recta de referencia.
Principalmente existen tres mé-todos para determinar esta recta de referencia: el ajuste del valor límite, el ajuste del valor mínimo (BFSL, Best Fit Straight Line = línea recta de adaptación óptima]) y el ajuste del origen, siendo este último método el menos frecuente.
En caso de alinealidad según ajuste del punto límite, la recta de refe-rencia pasa por el comienzo y final de la curva característica. Con el método BFSL, la recta de referencia es la recta cuya máxima desviación positiva y negativa es idéntica. La alinealidad según ajuste del punto límite produce el mayor error en comparación al ajuste del valor mí-
nimo, pero es la más comprobable para el usuario. La alinealidad según ajuste del valor mínimo, sin embargo, es la más significativa en muchos casos. Describe el potencial de la curva característica.
La diferencia actual entre la ali-nealidad según punto límite y según método BFSL depende de la forma típica de la curva característica de un sensor de presión. La alinealidad según punto límite puede alcanzar hasta el doble.
Desgraciadamente, no puede cons-tatarse en muchas hojas técnicas según qué método se ha determinado la alinealidad. Por eso, los datos mu-chas veces no pueden compararse sin contactar al fabricante.
Valores típicosNingún aparato es idéntico al otro. Lo mismo es válido para la precisión
Cuanto más precisa debe ser una medición, más cara es la instrumentación utilizada. Por otro lado, la falta de precisión puede resultar aún más cara, en particular si afecta a la calidad del producto. Por lo tanto, la precisión debe jugar un papel importante en la selección de un sensor. Sin embargo, sólo la persona capaz de orientarse en la jungla de los datos de precisión puede tomar la decisión correcta.
■ Comparación.

71
Julio 2010 / n.º 420 Automática e Instrumentación
SolucionesMEDIDA DE PRESIÓN
de sensores de presión. En efecto, la alinealidad de muchos aparatos será menor que el valor máximo especificado en la hoja técnica. Úni-camente así puede garantizarse que la desviación debida a tolerancias y dispersiones no sobrepase un valor máximo determinado. Esta precisión (mejor) es denominada valor típico. Por eso, las precisiones de muchos modelos están marcados con “típ.”
No obstante, ningún fabricante indica claramente cuántos apara-tos cumplen esta precisión típica. Generalmente, la precisión típica corresponde al valor 1-sigma de la distribución normal de Gauss. Es decir, el 68,27% de los aparatos cumplen el valor típico.
Para el usuario, la especificación de una precisión típica significa que el fabricante no garantiza que el 100% de los aparatos suministra-dos cumplan la precisión indicada. Dependiendo de la dispersión de los valores medidos, el valor máximo puede ser el doble o triple de grande que el valor típico. Pero los valores típicos no existen únicamente con re-ferencia a alinealidades, sino también
con muchas otras especificaciones de la precisión.
Error de mediciónEl valor más fiable será el error de medición. Puede determinarse fácil y directamente de la curva caracte-rística y considera todos los errores relevantes a temperatura ambiente, tales como alinealidad, histéresis, no-reproducibilidad y error de medición en el comienzo y final del rango de medición. Si el usuario opera su aparato a temperatura ambiente, el error de medición es el error actual de la medición de presión.
El error de medición es la mayor desviación entre la curva caracterís-tica actual y la recta ideal. La his-téresis es definida como desviación máxima de las curvas características en ascenso y descenso. La no-repro-ducibilidad es la desviación mayor obtenida en tres mediciones bajo condiciones idénticas.
Rara vez el fabricante especifica el error de medición, ya que siempre es mayor que la alinealidad. Gene-ralmente se indica la alinealidad y adicionalmente se especifica el error de medición al comienzo y final de la gama de medición. Los dos últimos son llamados desviación residual y error de margen, siendo el margen la diferencia entre valor inicial y final del rango de medición.
Error de temperaturaNo importa si se indica la alineali-dad o el error de medición: ambos describen un sensor de presión a temperatura ambiente. Sin embar-go, si la temperatura de trabajo es superior o inferior, hay que añadir un error de temperatura.
El error de temperatura aparece a menudo como coeficiente de tem-peratura, relativo a un intervalo de 10 K. En este caso, la desviación residual y el error de margen están indicados por separado. Un aparato con una precisión suficiente a tem-peratura ambiente puede tener el doble de error, ya con una desviación de 10 K.
El hecho de que hay que sumar los coeficientes de temperatura de punto cero y de margen para poder calcular el error del valor final es desconocido por la mayoría.
Y hay que tener en cuenta que
■ Alinealidad.
■ Valores típicos.
■ Error de medición e histéresis.

72
Automática e Instrumentación Julio 2010 / n.º 420
Soluciones MEDIDA DE PRESIÓN
los errores de temperatura también pueden ser el resultado de desvia-ciones de la temperatura del medio o del ambiente.
EstabilidadLas indicaciones relativas a la pre-cisión en las hojas técnicas normal-mente describen el estado del aparato al final del proceso de producción. No obstante, el aparato puede estar sometido a condiciones que puedan afectar su precisión a largo plazo ya en el momento en el que sale de la fábrica o del almacén del fabricante o durante el transporte.
La precisión de un aparato, aun siendo éste muy preciso o de alta calidad, cambia a lo largo de su vida útil. Este cambio se llama variación o estabilidad a largo plazo. La mag-nitud de esta variación depende de manera decisiva de las condiciones de uso, por ejemplo las presiones, las temperaturas u otras influencias a las que está sometido el aparato. En muchos casos, la estabilidad tiene una mayor influencia sobre el error total que la alinealidad por ejemplo. Unos valores el doble o triple de alto son usuales.
Los datos de estabilidad en hojas técnicas apenas pueden compararse. Las normas diferentes describen pruebas muy diferentes para deter-minar la estabilidad. En adición, ninguna prueba es una copia real de las condiciones de uso actuales. Y no lo puede ser ya que las condiciones difieren mucho de aplicación a apli-cación. Las indicaciones con respecto a la estabilidad, por consecuencia, son únicamente válidas para el uso bajo condiciones de laboratorio o de referencia.
Incluso si un aparato es utiliza-do bajo condiciones de referencia apenas es posible obtener datos comparables, ya que no es posible contraer el tiempo. Todos los inten-tos de simular un efecto de cámara rápida mediante choques térmicos u otros métodos siguen siendo sólo intentos.
Utilización en la prácticaLa histéresis y la no-reproducibilidad son los únicos errores que hay que aceptar. El resto de errores pueden ser minimizados o eliminados con cierto esfuerzo. Lo más fácil y claro es el ejemplo de la desviación residual. Sin mucho trabajo, el usuario puede consultar la desviación residual en estado sin presión e introducirla como desplazamiento en su unidad de evaluación.
Para eliminar el error de margen hay que regular la presión al final del rango de medición exactamente. Frecuentemente no es posible, ya que no hay ningún valor de referencia de la presión. Para que el sensor de presión no mida peor al final que antes, la presión de referencia debe ser tres veces más exacta que la precisión deseada.
La alinealidad puede ser minimi-zada únicamente con cierto esfuerzo por parte del usuario, por ejemplo, eliminando los errores en el sistema electrónico conectado basado en puntos de referencia. También en este caso hace falta un valor estándar altamente preciso.
En algunas aplicaciones, sin em-bargo, todos estos errores son com-pletamente irrelevantes; lo único importante es la no-reproducibilidad. Si, por ejemplo, la tarea consiste en
reglar varias veces la misma presión, el error puede ser compensado fácil-mente si se conoce; lo que queda es la no-reproducibilidad y la estabilidad a largo plazo.
La estimación del error de tem-peratura es relativamente fácil a temperaturas de trabajo constantes, pero si su aplicación cubre una gama de temperatura más amplia, será más difícil. Desgraciadamente, muchos usuarios siguen pensando que los sensores de presión no tienen nin-gún error de temperatura adicional dentro de la gama de temperaturas nominales. Pero la gama de tempe-raturas nominales es sólo la gama en la cual son válidos los coeficientes de temperatura.
Los fabricantes suelen recomendar la calibración de los sensores de pre-sión, es decir, comprobar si todavía se cumplen sus especificaciones, una vez al año. No se trata de reajustar el aparato sino más bien de analizar la modificación, es decir, la variación del aparato. Si ésta es mayor que el valor especificado por el fabricante, puede ser un indicio de un defecto del aparato. Cuanto más alta sea la inestabilidad, más probable es un defecto del sensor. En este caso ya no puede garantizarse la seguridad en el proceso si se continua utilizando el aparato. Para esta comprobación no hace falta mucho esfuerzo. Muchas veces sólo es necesario controlar una posible variación del punto cero en estado sin presión. Si no es posible examinar el aparato instalado o desmontarlo para la comprobación, deberá darse importancia a una estabilidad muy buena y tenerla en cuenta al definir las necesidades con respecto a la precisión.
Desgraciadamente, éstas no son todas las fuentes de error. Las vi-braciones o interferencias electro-magnéticas, la posición del sensor en la instalación, la energía auxiliar e incluso el peso de la unidad de evaluación pueden afectar a la pre-cisión de un sensor de presión de forma negativa, y es por ello que se recomienda la consulta individual de un especialista en muchos casos.
Chassan Jalloulwww.wika.es
■ Error de temperatura.

| BK1
1-17
ES |
12 mm
Nuevo: Los terminales de bus “High-Density” de Beckhoff – los primeros terminales de 16 canales en formato de terminales de serie de 12 mm.
�� Doble densidad de componentes de 8 a 16 puntos de conexión �� Reducción del espacio necesario en un 50 %���Reducción del coste por canal �� Reducción de los costes de montaje y del armario de control �� Cableado por inserción directa mediante montaje sin
herramientas���Gran selección de terminales de bus HD digitales���Disponible para los sistemas I/O Beckhoff con el tipo de
protección IP 20: Terminales de bus de Beckhoff y terminales EtherCAT
Terminales de bus: I/Os para todos los siste-mas de bus de campo y Ethernet habituales
Terminales EtherCAT: Ethernet de alta velocidad hasta cada terminal I/O
New Automation TechnologyBECKHOFF
www.beckhoff.es/HD-BusTerminal
Terminales de E/S en 12 mm. Los terminales
de bus “High-Density” están disponibles en diferentes
versiones:
�� 16 entradas digitales
�� 16 salidas digitales
�� 8 entradas digitales + 8 salidas digitales
�� 8 entradas digitales (2 hilos)
�� 8 salidas digitales (2 hilos)
De 8 a 16 E/S en 12 milímetros.La nueva serie de terminales de bus HD de Beckhoff.
Beckhoff Automation S.A., Edificio Testa Sant Cugat, Avda. Alcalde Barnils, 64-68, 08174 Sant Cugat (Barcelona), SpainTeléfono +34 93/5 84 49 97, Fax +34 93/5 84 40 84, [email protected]
16

74
Automática e Instrumentación Julio 2010 / n.º 420
Ferias MÁQUINA-HERRAMIENTA
26 edición, el pasado mes de junio
BIEMH2010: ¿resultados satisfactorios?
E l sector de la máquina-herra-mienta no está pasando por uno de sus mejores momen-
tos, y esto de evidenció de forma clara en los resultados de la 26 edición de la BIEMH, celebrada el pasado mes de junio en Bilbao. Siempre utilizando las cifras ofrecidas por los propios organizadores, fueron 1.085 los fabricantes internaciones que asistieron, frente a los 1.761 de la edición del 2008. Y todos ellos cupieron de forma bastante holgada en 4 de los pabellones del recinto del BEC, cuando en la edición de hace dos años fueron necesarios los 6 pabellones para acoger a toda la oferta de expositores. Por lo que se refiere a visitantes, los más de 52.000 asistentes del 2008 han quedado este año en 35.000, y la afluencia de estudiantes –procedentes de 50 escuelas de formación profesional de toda España– fue masiva.
Siguiendo con los datos a los que hemos tenido acceso, los países con grupos de visitantes más numerosos fueron Portugal, Francia, Alemania, Italia, Turquía y Suiza. En el ámbito nacional, las áreas geográficas con mayor representación fueron Catalu-ña, Madrid, Castilla-León y Navarra, además de la propia Comunidad Autónoma Vasca. Concretamente, los visitantes pertenecían a las cate-gorías de producción, con un 21%, dirección/gerencia, con un 20%, jefes de departamento, con un 17,6%,
y jefes de compra, con un 16%. Además, BIEMH 2010 ha atraído a grandes marcas de los sectores de automoción, electrodomésticos, aeronáutica, energía eólica y ferro-carril, entre otros.
El anuncio del nuevo Plan Renove de la Máquina-Herramienta por parte del Consejero de Industria del Gobierno Vasco, Bernabé Unda, al inicio del certamen, intentó ser un revulsivo para reactivar operaciones y proyectos. Koldo Arandia, presiden-te de la Asociación de Fabricantes de Máquina Herramienta, señaló que en estos momentos se vive un punto de inflexión estadístico, en el que la curva ascendente empieza a evidenciarse. A ello ha contribuido,
entre otras cosas, este Plan Renove, que ha tenido un efecto dinamizador sobre el desarrollo de las operaciones comerciales a lo largo de la muestra. El Presidente de AFM comentó, asimismo, que entre sus asociados presentes en la exposición el 75% valoró esta 26ª edición de la BIEMH como positiva.
En los stands de la Bienal de daban a conocer las tendencias tecnológicas principales, llamando especialmente la atención las máquinas para gran-des aplicaciones de mecanizado y las soluciones especializadas para los sectores eólico, ferrocarril o aeronáutico, sectores que de un modo u otro vienen a suplir la falta de pedidos por parte del sector de
Según señalan los organizadores, las expectativas con las que tanto los organizadores como los expositores iniciaron la vigésima sexta edición de la Bienal de Máquina-Herramienta se vieron ampliamente superadas, pero es evidente que esta edición ha perdido tanto en número de expositores como de visitantes.

75
Julio 2010 / n.º 420 Automática e Instrumentación
FeriasMÁQUINA-HERRAMIENTA
la automoción.Como ya viene siendo habitual,
los sectores con mayor número de empresas expositoras han sido los de máquina-herramienta por de-formación (17% ) y el de máquina-herramienta por arranque (16%). El resto de la muestra se ha completado con otras áreas como las de herra-mientas para máquina-herramienta, accesorios, servicios al taller y a la empresa, metrología y control de calidad, otras máquinas y equipos, soldadura y oxicorte, manipulación y robótica, CAD/CAM/CAE y equipos hidráulicos y neumáticos.
Algunas novedades muy diversasDesde siempre, los desarrolladores de software CAD/CAM/CAE y sistemas PLM acuden a la Bienal de Bilbao para presentar sus soluciones para diseño de piezas. Este año, Siemens PLM Software, unidad de negocio
de la División de Automatización Industrial de Siemens y proveedor de software y servicios PLM, presentaba las últimas mejoras incorporadas a su software NX, la solución integrada para diseño industrial asistido por ordenador y análisis de ingeniería mediante CAD/CAM/CAE. NX7 es, junto a Teamcenter (el software de gestión de ciclo de vida del produc-to), la primera solución compatible con la nueva tecnología PLM de alta definición (HD-PLM).
En cuanto a Lantek, firma también dedicada al desarrollo y comercia-lización de soluciones integrales de CAD/CAM y ERP para el sector de la máquina-herramienta, daba a conocer su solución ERP basada en web, Lantek Integra, un software de gestión empresarial que está capacitado para operar en centros de producción distribuidos, permi-te realizar un seguimiento real del estado de la empresa a través de
consultas online e indicadores claves de la marcha del negocio y fomenta la cooperación entre empleados y la perfecta gestión del back office y front office de la compañía.
Esta firma celebró durante la BIEMH unas Jornadas Técnicas en las que se dieron cita empresas nacionales del sector de la trans-formación metálica. Asimismo, se aprovechó la ocasión para analizar los retos e inquietudes que las pymes que desarrollan su actividad en este mercado tienen en cada uno de los procesos clave de su día a día en relación con el área de presupuestos, producción, inventario, compras, contabilidad, etc. Del mismo modo, se presentaron las diferentes alter-nativas de implantación escalable que Lantek Integra ofrece.
Por su parte, Alcyone, especializada en software de diseño asistido por ordenador Autodesk y en equipos de control dimensional Sokkia,
La crisis conduce la producción a niveles de hace diez años España es el tercer productor y exportador de máquinas-herramienta de la Unión Europea y el noveno del mundo
La producción española de máquinas-herramienta alcanzó en el año 2009 la cifra de 745,1 millones
de euros (datos definitivos), lo que supone una bajada del 29,5% con respecto a los 1.056,7 millones de euros con los que el sector cerró lo producción de 2008, y representa la cifra más baja del sector de los últimos diez años. Es necesario retroceder a mediados de los noventa para recordar cifras de producción de niveles similares. Las exportaciones han aguantado relativa-mente mejor y se han aproximado al nivel alcanzado en 2006. Concretamente se han vendido al exterior 551,9 millones de euros, lo que supone un descenso del 25% en relación con los 736 millones de euros que se exportaron en 2008.
El alto nivel de internacionalización del sector, seña de identidad de las empresas fabricantes de máquinas-herramienta, se ha convertido en un elemento clave paro su sostenimiento. El índice de cobertura de las exportaciones en relación con las importaciones ha ascendido a un llamativo 265%. En 2009, casi el 75% de la producción de máquinas-herramienta se ha destinado a los mercados exteriores. España mantiene su posición como noveno país exportador de máquinas-herramienta del mundo y tercero de la Unión Europea.
Por países, Alemania se mantiene en la primera posi-ción como principal destino de nuestras exportaciones,
con un 24% del total. A continuación, Francia, que con un 8,2% ha desplazado a Italia como segundo país del ránking. En tercer lugar, nos encontramos con China, que ya representa un 7,1%. Tras Italia, en cuarto lugar, con un porcentaje del 7,5%, aparece otro país BRIC, India, que también alcanza el 7,1%. Los siguientes cinco países que completan los diez principales destinos de los exportaciones españolas son: Rusia, Portugal, Reino Unido, México y USA. El 73,7% de las ventas al exterior se concentran en estos diez países.
Llama la atención el avance experimentado en los últimos cinco años por los países BRIC: China (3°), India (4°), Rusia (6°) y Brasil (11°).
Por su parte, las importaciones han experimentado un retroceso muy marcado, con un descenso del 56%. De los 473,3 millones de euros que se importaron en 2008, hemos posado a 208,2 millones de euros en 2009.
Similar pauta de comportamiento muestra el consumo aparente (producción más importaciones menos expor-taciones), que ha sufrido un descenso del 49,4%. La debilidad del mercado se ha agudizado en 2009 y apenas se vislumbran signos positivos que aporten indicios de recuperación. Conviene recordar que, a pesar de su pésimo comportamiento en los últimos años, España sigue siendo el primer mercado del sector.
Enrique Armendáriz

76
Automática e Instrumentación Julio 2010 / n.º 420
Ferias MÁQUINA-HERRAMIENTA
mostraba sus novedades para el mercado de la máquina-herramien-ta, haciendo presentaciones de sus productos: para el diseño mecánico en 3D, Autodesk Inventor (con sus diferentes configuraciones y módu-los), AutoCAD Mechanical, AutoCAD Electrical, Autodesk Alias Desing y Autodesk ShowCase; y para las esta-ciones totales de medición industrial NET05, NET1 y NET1200.
Siguiendo con las firmas de soft-ware, allí estaba Tebis mostrando las prestaciones de la nueva versión 3.5 de Tebis, en cuyo desarrollo se tuvie-ron en cuenta los siguientes objetivos, según sus propios desarrolladores: aumento de la automatización en la programación NC; mayor fiabilidad y mayor ritmo en todas las tareas CAD/CAM, así como mayor seguridad de los procesos.
Importante fue también la presen-cia de firmas dedicadas al desarrollo de cámaras y sistemas de visión. Infaimon presentaba, entre otros equipos, los sistemas de inspección 3D basados en técnicas de trian-gulación láser y tecnología CMOS (sistema compuesto por cámaras Photonfocus, láseres lineales y el software de reconstrucción 3D de Aqsense); y la utilización de cámaras uEye USB en el demostrador de interfaz avanzado para el manejo de una grúa pluma mediante la utilización de gestos y voz. Se trata de un demostrador desarrollado por la empresa Robotiker que permite, por un lado, comunicarse con la grúa utilizando comandos simples del habla natural, como por ejemplo arriba, abajo, izquierda, etc., y, por otro, dar órdenes de movimiento
mediante gestos corporales. En cuanto a los productos ex-
puestos en el stand de B&R pueden citarse, entre otros, el Panel PC 725, que se monta directamente en la máquina y con protección IP65, adaptado a trabajar en los ambientes más agresivos; y su nueva gama de motores síncronos y paso a paso con la inclusión de reductores planetarios. Además, B&R daba a conocer la asociación estratégica con The MathWorks, desarrollador de MATLAB y Simulink, que favorece el diseño basado en modelos. Por último cabe citar la nueva solución CNC de B&R, pensada para agrupar la flexibilidad del CNC de esta firma con la necesidad de reducir al míni-mo los tiempos de desarrollo de una máquina bajo una única solución de hardware+software.
Importante aportación de los centros tecnológicos:Tekniker-IK4 y Tecnalia
T ekniker-IK4, dada su especialización en la
automatización de proce-sos presentaba un robot de inspección de calidad en tres dimensiones destinado al sector de la automoción. Este robot utiliza la cámara Ranger E55, de la empresa Sick, diseñada especial-mente para aplicaciones de triangulación 3D, y tiene un sensor de adquisición de imagen configurable por zonas. Se trata de la cámara 3D más rápida del mercado, que proporciona medidas 3D muy precisas gracias a que es multiscan y permite obtener diferentes características del objeto simultáneamente, permite la elección libre de algoritmos de procesamiento de imagen y es capaz de ad-quirir hasta 35.000 perfiles por segundo en modo 3D.
Otro de los desarrollos que Tekniker-IK4 presentó re-lacionado con la medición es un módulo integrable con los sistemas comerciales de fotogrametría que permite, en base a las imágenes e información de referencias proporcionada por los mismos, obtener la posición en 3D
de entidades geométricas circulares y elípticas de for-ma directa, sin necesidad de emplear dianas físicas o proyectadas.
El Tritop presentado por Tekniker-IK4 es un sistema digital de fotogrametría de precisión que funcio-na como una máquina de medir por r coordenadas portable. Es un sistema unicámara sin contacto que capta y mide la po-sición 3D de las dianas colocadas sobre el mensu-rando de interés. El cálculo de la posición de la dianas es automático y permite visualizar y cuantificar la calidad en la toma de pun-tos. Las aplicaciones de esta tecnología son muy variadas, desde el sector
eólico y solar hasta el aeronáutico, ya que aporta gran complementariedad, alta velocidad de medición y bajas incertidumbres.
La especialización de Tekniker-IK4 en magnetismo se ejemplificó en la BIEMH con una doble muestra: un acumulador de energía cinética denominado Flywheel y
Como ya viene siendo habitual en la BIEMH, los diferentes centros de investigación mostraban en sus amplios stands sus últimos desarrollos.

77
Julio 2010 / n.º 420 Automática e Instrumentación
FeriasMÁQUINA-HERRAMIENTA
Berriola mostraba los motion controller, servoaccionamientos y accionamientos asíncronos de las firma Omron y Yaskawa, mientras que Infranor presentaba, entre otros equipos, el nuevo XtrapulsPac AC Servo-controller, muy flexible y con capacidades de uso en aplicaciones al tiempo real excepcionales.
En otro orden de cosas, Fuchs Lubricantes lanzaba su nuevo catá-logo de mecanización, que permite seleccionar fácilmente el producto requerido según el proceso o la opera-ción de mecanizado y mostraba toda la gama de productos disponibles bajo el formato de sprays: desde lubricantes muy especiales, por su tecnología y destino de su aplicación, como referencias destinadas a un sinfín de operaciones diversas pro-pias de cualquier taller dedicado a
la transformación metalúrgica.Lapp Group acudió al salón con
las gamas de cables Ölflex Solar XLR y XLS, que utilizan la tecnología conocida como electron bean cross-linked, procedente de la industria aeroespacial. Los XLR están dise-ñados y homologados TÜV y tienen una especial resistencia a la tem-peratura (-40 a 120º). Ambos tipos de cables se utilizan en cubiertas o en huertas solares para conectar los paneles solares entre ellos y conectar los diferentes strings de paneles al inversor. Dentro del sector del cableado, también cabe destacar la presencia de la firma Sumcab, que en un amplio stand mostraba las características de su cable diseñado específicamente para la máquina-herramienta.
Entre las novedades presentadas
por Instrumentos Testo se encontra-ban sus cámaras termográficas Testo 875 y 881, que se acompañaban con el software IR Soft Testo para PC con la función de fundido de imagen: Testo TwinPix.
También destacaban los stands en los que se ofrecían amplias gamas de sensórica aplicada a la máquina-herramienta. Allí estaba la firma Wenglor, presente de forma directa en España desde hace relativamente poco tiempo, que aprovechó el salón para dar a conocer sus nuevos sen-sores de ultrasonidos y los sensores WinTec, de tránsito de tiempo.
Pro-Face presentaba su nuevo mo-delo de pantalla táctil portátil para aquellas aplicaciones en las que se precise de una movilidad absoluta alrededor de la máquina e instala-ción, así como su programa gráfico
un cabezal que funciona por levitación magné-tica sin entrar en con-tacto con el resto de la máquina. El objetivo de esta doble muestra pasa por escenificar cómo la especialización tecnoló-gica impacta de manera horizontal en sectores de mercado diferentes, energía y máquina herra-mienta en este caso.
Por su parte, la Unidad de Sistemas Industriales de Tecnalia mostraba en la BIEMH sus novedades en cinco ámbitos diferen-tes: máquina portable, robótica cooperativa, máquina desatendida, inteligencia en máquina y procesos de fabricación avanzados. Dentro del apartado de máquina desatendida, destacaba la presencia en el stand de un robot que ejecutaba tareas avanzadas de manipulación de piezas, así como la alimentación de una máquina-herramienta con dichas piezas. Incorpora sensórica avanzada, en concreto un sistema de visión 3D que le permite reconocer diferentes piezas dispuestas de forma desordenada para alimentar la máquina. Las máquinas portables suponen un elemento fundamental en las nuevas formas de producción industrial, por su capacidad de desplazarse por sus propios medios entre distintas zonas de trabajo. En este apartado, la Unidad de Sistemas Industriales mostraba su robot portable Roptalmu, desarrollado a través de una relación de riesgo-
compartido con Airbus España. Roptalmu es un robot ligero y portátil cuya finalidad consiste en taladrar agujeros con un alto nivel de precisión en grandes componentes aeronáuticos. Este con-cepto de máquina, por sus características, pue-de aplicarse a sectores muy diferentes, como la producción aeronáutica y naval, construcción o energías renovables y, en general, en todos aquellos sectores en los que se trabaje con piezas
de gran tamaño.Otro de los ámbitos de trabajo de Sistemas Indus-
triales es la Robótica Cooperativa. Como muestra de esta nueva robótica se exponía un robot de dos brazos que permite conjugar las características propias de un robot tradicional (fuerza, rapidez, precisión) con la inteligencia y flexibilidad de las personas. Este tipo de robótica se caracteriza por la actuación del robot en entornos compartidos con personas, de manera fiable y segura. Se mostraban también distintos materiales mecanizados por chorro de agua a alta presión con abrasivo, una pieza soldada mediante la innovadora técnica de soldadura de batido por fricción (FSW) así como la herramienta en ángulo empleada (patente solicitada) y, por último, una pieza realizada mediante conformado incremental axisimétrico.

78
Automática e Instrumentación Julio 2010 / n.º 420
Ferias MÁQUINA-HERRAMIENTA
multiplataforma, que permite poder visualizar en la misma pantalla la parte de visualización y la parte de la lógica; su nuevo PLC táctil, que incluye pantalla gráfica táctil con funciones de PLC incorporadas; y su nuevo PC industrial modular, que se ofrece en tres tamaños de pantalla.
Del mundo del control destacaba Beckhoff, con sus monitores y paneles PC de acero inoxidable y su extensa gama de motion control.
La presencia de empresas del sector de la seguridad de maquinaria también fue destacable. Por ejemplo, Euchner y Schmersal estaban allí. Quienes no acudieron este año fue-ron Pilz y Sick Optic, entre otros.
Novedades en máquina-herramientaTal como ya se ha indicado, los secto-res con mayor número de empresas expositoras fueron el de máquina-herramienta por deformación y el de máquina-herramienta por arranque. Los fabricantes de máquina-herra-mienta son los verdaderos protago-nistas de este salón, al que acuden realizando un importante esfuerzo, con sus grandes máquinas. En gene-ral, la mayoría de ellos se mostraban satisfechos con la marcha del salón. No puede afirmarse lo mismo de los fabricantes de robots, que no ven compensados sus esfuerzos por tener una presencia destacable en el evento (Kuka acudió con su robot para parques de atracciones) con el número y la calidad de visitas que reciben.
La firma Intermaher, distribuidora exclusiva de máquinas Mazak en
España, en comunicado de prensa calificó la feria de razonablemente satisfactoria: se ha recibido la visita de 527 personas de 450 empresas en el stand. En la feria y en la semana siguiente Intermaher ha cerrado pedidos por valor de 1.227.500 € y se han llevado a cabo contactos muy interesantes que se confía que fructifiquen en breve en nuevas ope-raciones. No está nada mal. Respecto a la maquinaria expuesta, los res-ponsables de Intermaher reconocen que no se han presentado novedades respecto a la EMO de Milán del año pasado, pero hemos constatado la tendencia de máquinas que terminan las piezas en una atada, que trabajan de la forma más desatendida posible. Intermaher presentó en la BIEMH la precisión de mecanizado en piezas complejas y la facilidad de manejo mediante el sistema CNC Mazatrol de Matrix. Para ello, en el stand tenían expuesto un centro de tor-neado CNC modelo Hyper Quadrex con 2 cabezales y 2 torres, un centro de mecanizado vertical de pórtico modelo FJV-35/60II con cabezal angular y un centro de torneado modelo QSMART-350/1250.
Danobat, otra de las grandes em-presas dedicadas al desarrollo de máquinas-herramienta, exponía en su stand su centro de torneado vertical, Danobat VTC, que se ca-racteriza por su excelente precisión, gran capacidad de producción y la diversidad de operaciones que pue-de realizar (torneado, rectificado, fresado, taladrado, etc.), así como por el diseño modular que permite configurar la máquina siguiendo las
especificaciones requeridas por el cliente. La máquina base consta de 2 ejes (“X” y “Z”), pudiendo incorporar asimismo un tercer eje (“C”), lo que facilita realizar con gran precisión operaciones de fresado, taladrado, rectificado y otras. Este centro de torneado vertical Danobat puede mecanizar piezas de hasta 6.000 mm de diámetro, con una altura máxima de 4.500 mm.
Una de las empresas que está tra-bajando de forma decidida en el sec-tor de aeronáutica es M. Torres, que está jugando un papel importante en distintas áreas de la fabricación del empennage del programa del Airbus A350. Las soluciones de M.Torres que serán incorporadas al Airbus engloban el estabilizador horizontal de Stade (HTP) y el estabilizador vertical VTP de Getafe, así como elementos para la producción de la sección 19.1. Además M. Torres es responsable de la realización com-pleta de la línea de fabricación de la sección 19 en Getafe.
Tecnospiro Machine Tool, S.L. presentaba en esta ocasión un nuevo concepto de máquina cuya filosofía consiste en desplazar la herramienta al punto de trabajo sin necesidad de mover la pieza y realizar tan-to operaciones de taladrado como de roscado de forma ágil, rápida y sencilla, eliminando las funciones habituales de preparación y centrado que suponen una gran pérdida de tiempo. Se trata de la nueva máquina modelo Drilltap: Taladro-Roscador de brazos móviles.
Y entre los centros de mandrinado presentados destacaba el TX3S con bancadas en T, de Juaristi. Gra-cias a sus cursos (X=4000 Y=3000 Z=2000) y mesa giratoria de 2000 x 2500 para 20.000 kg, este modelo combina la capacidad de mecanizado de grandes piezas con la rapidez de sus movimientos, llegando a los 25 m/min.
CMI Aeronáutica, que estuvo de nuevo en la Bienal, expuso su taladro vertical TLV-3000 de doble columna y 2 cabezales, con Ø de plato de 3.000 mm, y Ø máximo de taladrado de 4.000 mm.
Cristina Bernabeu

Nueva gama de fotocélulas cilíndricas miniatura Omron amplía su familia de fotocélulas cilíndricas miniatura, formada hasta la fecha por modelos con cabezal sensor de M6 y M18 de fácil montaje y amplificador incorporado, con los nuevos modelos E3H2 de M8 y M12. Los nuevos modelos, con carcasa metálica, están indicados para aplicaciones donde el espacio limitado impide el uso de fotocélulas con tamaño M18. Los modelos M8 están disponibles en versiones para detección en barrera, y los modelos M12, en barrera espejo y reflexión directa. Todas las unidades se ofrecen con cable o conector, y con salidas NPN o PNP. Las versiones en M12 se pueden configurar para operar con luz o en oscuridad, mientras que en M8 se ofrecen modelos para operar con luz y modelos para operar en oscuridad. www.omron.es
Nuevo sistema de entrada de cables El nuevo sistema de entrada de cables de Rittal ofrece un diseño modular y flexible, así como una elevada estanquei-dad, hasta IP 64, para los diámetros de cable más variados. Este nuevo sistema permite pasar, sin necesidad de utili-zar herramientas, cables de diferentes diámetros y preconfeccionados con conectores, evitando los movimientos no deseados de los cables, tales como los asentamientos y las torsiones.
www.rittal.es
Detectores infrarrojos miniatura Mesurex, representante oficial de Optris GmbH en España, presenta las nuevas series CT, detectores de última generación que cubren rangos de temperatura desde -50º hasta 1800ºC, y cuyo rápido procesado de señal permite detectar cambios desde 1ms. Además, permiten medir pequeños objetos, desde 0,5 mm, gracias a sus potentes ópticas, mientras que su diminuto cabezal, de sólo 14 mm de diámetro y 28 mm de largo, se adapta a los entornos más ajustados. Separado de la caja electrónica, el cabezal puede introducirse en ambientes electromagnéticos sin interrupciones.
www.mesurex.com
Sistemas de protección de puertas Los sistemas de protección de puertas seguros PSENslock desarrollados por Pilz ofrecen una fuerza de retención elec-tromagnética de hasta 1.000 N y combinan la supervisión se-gura de puertas de protección
con un imán de retención que actúa sin contacto. Se trata de interruptores de proximidad del tipo PDF-M con técnica de transpondedores (RFID) que brindan máxima protección contra la manipulación. Disponen de la homologación BG para aplicaciones hasta PL y según EN ISO 13849-1, SIL 3 según EN/IEC 62061 y la categoría de seguridad 4 según EN 954-1. Ade-más, pueden conectarse en serie con interruptores de seguridad encriptados y sin contacto PSENcode y otros sistemas de protección de puertas PSENslock y, gracias a su diseño flexible, pueden conectarse tanto a dispositivos de técnica de control Pilz como a cualquier otro dispositivo de evaluación del mercado.
www.pilz.es
NUEVOS PRODUCTOS PARA LA AUTOMATIZACIÓN INDUSTRIAL tecnoMarket
79

80
Automática e Instrumentación Julio 2010 / n.º 420tecnoMarket
Medidor de temperatura de pequeño tamaño El termómetro de tempe-ratura testo 810, que presenta Instrumentos Testo, ha sido es-pecialmente diseñado para su utilización en los sectores de calefacción, ventilación y aire acondicionado. De pequeño ta-maño y fácil utilización, mide la temperatura ambiente y si-multáneamente la temperatura
superficial por infrarrojos que se lleva a cabo mediante un indicador láser de 1 haz y una óptica 6:1. La diferencia entre la temperatura superficial y la ambiente se muestra automáticamente en el visualizador.
www.testo.es
Sistema modular de conectoresde alta intensidad El sistema modular de conec-tores de alta intensidad RockStar HighPower, desarrollado por Weid-müller, ha sido especialmente dise-ñado para aplicaciones con elevadas exigencias en la tecnología de control de tráfico y, al mismo tiempo, cum-ple los requisitos del sector eólico. Está compuesto por contactos prensa-dos de una pieza, manguitos aislantes y bastidores de sujeción de conectores, así como una caja en varias piezas realizada en fundición inyectada de alumi-nio. El cableado de conductores de gran sección prensados de forma segura está a la vista durante todo el proceso, mientras que la entrada de cables se realiza con prensaestopas estándar.
www.weidmuller.es
Radiomódem UHF sobre IP La nueva versión de Satelar 2DSd, radiomó-dem en UHF con interface de comunicaciones Ethernet comercializado por Satel, amplía el rango de frecuencia a 280 hasta 520 MHz y el de ajuste de frecuencia a 45 MHz. Para su utiliza-ción en comunicaciones IP de largo alcance con capacidad de monitorización SNMP, y en general cuando otros sistemas como WIFI o WIMAX no son operativos por la orografía o la distancia, es también una RTU (Remote Terminal Unit), ya que es un equipo basado en Linux y programable
por el usuario. Por otro lado, es un equipo completamente digital, ya que el módulo radio se basa en un DSP (Digital Signal Processor).
www.satelspain.com
Equipo para la detección de interfaces El sistema óptico de Op-tek AF56 que comercializa Anisol ha sido desarrollado es-pecíficamente para la detec-ción de interfaces en la industria de zumos en la que existen nu-merosas situaciones en las que el producto comparte líneas de proceso con el agua (por ejemplo durante los lavado) o con otro zumo distinto. La separación de estas fases permite un ahorro en la producción y mayor calidad al eliminar rechazos. El sistema AF56 es compatible con proce-sos CIP y ofrece gran variedad de posibilidades de conexión a proceso (sanitaria, varivent, brida DIN, etc) en distintos tamaños de tuberia desde DN5 a DN 300.
www.anisol.es
Nuevo encoder inductivo Maxon Mo-tor presenta el nuevo encoder inductivo de pequeño ta-maño MILE, que ofrece un pulso index configurable, señales de con-mutación integradas y resiste a las interferencias electromagnéticas (EMC), al polvo o al aceite. El decodificador incremental MILE entrega 64 pulsos por vuelta a velocidades de hasta 120.000 rpm, dispone de tres canales, line driver y salidas de conmutación integradas en un diámetro de 6 mm. Está disponible en combina-ción con el motor brushless EC6 (Ø6 mm) aumentando la longitud del conjunto en sólo 1 mm.
www.maxonmotor. com

81
Julio 2010 / n.º 420 Automática e InstrumentacióntecnoMarket
Boletín de suscripción a Automática e Instrumentación 2010Deseo suscribirme a la revista Automática e Instrumentación (11 ediciones/año) y recibir las ediciones especialesde la revista de nuevos productos TecnoMarket.
� Suscripción (11 ejemplares+4 TecnoMarket). España: 160 €. Extranjero: 168 €
Datos de envíoNombre NIF*/CIF Tel.Empresa FaxDirección E-mailPoblación Provincia DP Web
Domiciliación bancaria Banco/Caja:Día de pago:
Cargo a mi tarjeta N.º
Transferencia bancaria: BBVA: 0182 4572 48 0208002242
Banco Guipuzcoano: 0042 0308 19 0100011175
Cheque a nombre de Grupo Tecnipublicaciones, S.L.
Contra reembolso (sólo para España)
VISA MASTER CARD
ENTIDAD OFICINA DC Nº CUENTA
Código cuenta cliente
*Sólo imprescindible para pedidos tanto para particulares como empresas.
Tel.: 902 999 829 [email protected]
Firma del titular de la tarjeta
Caduca el
Forma de pago (Marque la opción deseada)
Sus datos serán registrados en un fichero de Grupo Tecnipublicaciones España, S.L. Avda. Manoteras, 44. 28050 Madrid. El interesado tiene derecho a acceder a ellospara cancelarlos o modificarlos. Podrá ejercitar sus derechos de acceso, rectificación, cancelación y oposición dirigiéndose por escrito a Grupo Tecnipublicaciones Espa-ña, S.L. en la dirección arriba indicada.
Aut
omát
ica
eIn
stru
men
taci
ón
Nuevo medidor de caudal Coriolis El Micro Motion Elite High Capacity Coriolis que presenta Emerson ofrece una excelente precisión e inmunidad a los cambios en los fluidos de proceso para un amplio rango de complicadas aplicaciones. Cubre tamaños de línea de DN250-DN300 (10”-12”) y puede manejar caudales de hasta 3.266,000 kg/hora. Este nuevo medidor se añade a la gama actual de tamaños de línea DN2-DN200 (1/10”-8”) y está indicado para su utilización en sistemas de tuberías, cargas y descargas desde buques y trenes, transferencia de crudo, lodos, marina, GNL, medición de gas y mezclas en refinerías. Por otro lado, ofrecen una precisión del ±0.10% en caudal volumétrico y másico, un ±0.0005 g/cc de precisión en densidad y una precisión del ±0.35% para caudal de gas.
www.emersonprocess.es
Sistema de lectura y registro El sistema de lectura y registro Visilog, que presenta Electromatic Center, ha sido especialmente diseñado para la monitorización de variables eléctricas, ambienta-les y de proceso. Mediante conexiones rápidas se conecta al sistema permitiendo visualizar 30 variables eléctricas y almacenar hasta 2 Gb . Se comercializan mo-delos con 6 entradas analógicas 4-20 mA (temperatura, humedad, CO2, presión, radiación solar, velocidad de viento, consumos instantáneos de agua, gas, etc), 6 entradas digitales (caudalímetros, contadores, piezas fabricadas, máquinas en mar-cha, tiempos de funcionamiento, etc.) y 6 salidas a relé (desconexión de circuitos, alarmas, etc.). Además, disponen de conexión Ethernet que permite monitorizar los datos en la red.
www.electromatic.es

82
ABB .................................................................59B&R ................................................................25Beckhoff Automation, S.A. ......................49 y 73Circutor, S.A. ...................................................19CT Automatismos y Procesos, S.L. .................33Electromatic Center .........................................79Emerson Process Management ..........................3ETS Enx. Ind. (Univ. Vigo) .............................46Landesmesse Stuttgart, GMBH ......................16Larraioz E. Ind., S.L. ........................................31Mesurex, S.L. .....................................................4National Instrumens Spain, S.L. ......................21Next-For, S.A. ..................................................69Omron ..............................................................43Rittal Disprel, S.A. ...................................14 y 15Schneider Electric ... Portada e Int. contraportadaSiemens, S.A. ................................ContraportadaSistel Control, S.L. ...........................................13Sumcab ........................................Interior portadaVacon Drives Ibérica, S.A. ..............................17Vega Instrumentos, S.A. ...................................53Vipa Automation, S.L. ...................................... 6Weg Iberia, S.L. ...............................................39
Automática eInstrumentación
Director generalAntonio Piqué
Editora jefePatricia Rial
DirectoraCristina Bernabeu ([email protected])
Redacción permanenteCarlos García, Eva Montero,Nuria Calle (Madrid)
Consejo de RedacciónXavier Alcober, Jordi Ayza, Antoni Sudriá, Francesc J. Suelves, Laura Tremosa
CEA (Comité Español de Automática)Miguel Ángel Salichs (Presidente),Guillermo Ojea (Vicepresidente),Alberto Sanfeliú (Secretario),Alfonso García Cerezo (Vocal)
Coordinadora de cierreEva Montero ([email protected])
MaquetaciónElisabet Ramos
Director de InformáticaAdriano García
Agencia sectorial de noticiasAutomática e Instrumentación Digital
Directora Delegación en CatalunyaMari Cruz Álvarez
Publicidad CatalunyaJoan Antòn Soria ([email protected])Víctor Bernabeu ([email protected])
Publicidad MadridFrancisco Márquez ([email protected])
Depósito legal: B-23.106-1968
ISSN: 0213-3113
Edita
OficinasAvda. Manoteras, 4428050 MadridTel.: 912 972 000 - Fax: 912 972 154Enric Granados, 7 08007 BarcelonaTel.: 932 431 040 - Fax 933 492 350Lendakari Aguirre, 11 - 5º Dpto. 8B48014 Bilbaowww.tecnipublicaciones.com
Atención al suscriptorIngrid Torné, Elisabeth DíezTel.: 902 999 [email protected]
Precio del ejemplarEspaña: 19€ Extranjero: 27 €
Precio de la suscripción(11 ejemplares/año + 4 Tecnomarket)España: 160 € Extranjero: 168 €
Todos los precios incluyen IVA y gastos de envío
Publicación mensual.Se editan 11 números al año.Tirada y difusión controlados por
Las opiniones vertidas en los artículos firmados lo son exclusivamente de sus autores, sin que AeI los comparta necesariamente. También el contenido y filosofía de los mensajes publicitarios es responsabilidad exclusiva de la empresa anunciante. No se autoriza la reproducción to-tal o parcial de los artículos de AeI sin el consentimiento previo expreso y por escrito de los aditores.
EN EL PRÓXIMO NÚMERO
Tendencias en wireless
Aplicaciones llevadas a cabo por las empresas más importantes del sector
PanoramaIndustria química
InformeBaterías(Se incluye tabla de oferta)
Crónica de Automaticade Múnich
Automática e Instrumentación Julio 2010 / n.º 420
Anunciante Página
ANUNCIANTES
Fuen
te: P
hoen
ix C
onta
ct.

El grupo Sumcab tiene acumulado más de 10 años deexperiencia en el mercado de los cables especiales,tanto en la fabricación como en la distribución de losmismos. Durante este tiempo hemos procurado atendery solucionar todas las consultas efectuadas por nuestrosclientes con la mayor agilidad posible, lo que nos ha
comportado un prestigio en el mercado nacional, y alpropio tiempo que ha servido para expansionar nuestroradio de actuación por toda la geografía española conla apertura de nuevas delegaciones en las principaleszonas en situación estratégica para una mejor y másdirecta acción.
- Energía renovable- Cable flexible de energía y control- Cables armados- Cables en goma- Grúa y servicios móviles- Cadena porta cables- Servomotores- Robótica industrial- Sistemas de seguridad- Cables apantallados- Ambientes con temperaturas extremas- Cables marinos- Automatización
GAMA GENERAL DE PRODUCTOS SERVICIO- Atención personalizada y próxima al cliente- Cercanía al mercado con 5 puntos de venta a nivel nacional- Realización de cortes a medida- Más de 30.000 referencias en stock- Reparto diario desde cada punto logístico
HERRAMIENTAS- Ponemos a su disposición un amplio catalogo- Información técnica on-line en nuestra Web- Más de 30 técnicos comerciales a nivel nacional
SOLUCIONES- Asesoramiento, diseño, desarrollo y fabricación de cables
especiales- Fabricación con cantidades mínimas muy ajustadas- Plazos de entregas muy cortos, acordes con las exigencias
actuales del mercado
CALIDAD- Certificación ISO 9001:2000 por DNV- Fabricaciones según IEC, DIN, HAR, VDE, UL, CSA, TÜV,
IMQ, BUREAU VERITAS etc.
Para más información consulte nuestra página Webwww.sumcab.comó póngase en contacto con nuestro equipo comercialy le enviaremos gratis nuestro catálogo general decables especiales.
Especialistas en cablesSoluciones con TeSys
La potencia en comunicaciones de TeSys U y de los sistemasde gestión de motores TeSys T junto con el resto de gama TeSys,permiten la perfecta integración y visualización de los consumos de los centros de control de motor inteligentes, como base dela efi ciencia energética y con un aporte extra en productividad,competitividad, fi abilidad y exportabilidad.
Soluciones con Altivar y Altistart
Logre un mayor ahorro y efi ciencia energética con los variadores de velocidad Altivar, arrancadores estáticos Altistart, sistemas regenerativos y soluciones en armario refrigerados por aire y agua de hasta 2MW a 690V y de hasta 10MW en Media tensión
Soluciones con Lexium 32 y Lexium Integrated Drives (LID)
Obtenga simplicidad, dinámica y precisión con los servoaccionamientos Lexium 32 y accionamientos integrados LID
Un futuro más rentable, inteligente y limpio con las solucionesde arranque y control de motores de Schneider ElectricDéjese guiar por el especialista global en gestión energética
Arrancador compacto modular
TeSys U
Arrancador estático
Altistart 22
Variador de velocidad
Altivar 32
Servo accionamientos
Lexium 32
Descubra las novedades OEMs:
www.schneiderelectric.es Schneider Electric España, S.A. Bac de Roda 52, Edifi cio A · 08019 Barcelona · Tel.: 93 484 31 00
Simplifi que y optimice todossus procesos industriales
IDE_Informacion_delEYE_ES_77851t.indd 1 2010-05-18 16:01:24

Machines
Drive
Controller
HMI
Controller
Motion
Controller
Logic
Controller
Software
SoMachine
Un Único Software1 herramienta, 1 descarga, 1 conexión y un único archivo de proyecto.
Múltiples Plataformas de Control de HardwareInteligencia integrada donde sea necesario.
La nueva plataforma de control Flexible Machine ofrece un 100% de flexibilidad a sus máquinasControl optimizado y facilidad en la puesta en marcha.
Drive controller
Software de SoMachine
Logic controller
Motion controller
HMI controller
Control flexible de máquinasHoy en día las máquinas han de ser más rápidas, flexibles y tener capacidad para resolver funciones de automatización más complejas que nunca. Como fabricante, usted tiene que hacer un constante esfuerzo por hallar nuevas formas de construir máquinas que ahorren más energía, que tengan menores costes de desarrollo y que lleguen al mercado con más rapidez.
La plataforma Flexible Machine ha logrado que esto sea posible, puesto que incorpora SoMachine, un único paquete de software que funciona en múltiplesplataformas de control de hardware y que logra el 100% de flexibilidad en las máquinas: HMI controller, Motion controller, Drive controller y Logic controller. Con SoMachine, no necesita más que un software, un cable, y una descarga para el diseño, puesta en marcha y gestión de sus máquinas desde un solo punto. SoMachine reduce al mínimo su trabajo y aprovecha al máximo cada diseño.
La plataforma Flexible Machine es parte de nuestra nueva solución MachineStruxure, diseñada para simplificar el trabajo. La solución MachineStruxure también incluye:
Funciones y Arquitecturas Validadas y Probadas: Construya una sólidaplataforma de automatización mediante nuestros archivos sobre funciones de aplicación y arquitecturas de automatización fáciles de comprender, fáciles de utilizar y de demostrada eficacia que se aplican con tecnología FDT/DTM. Nuestras arquitecturas de control están predefinidas y enfocadas hacia sus necesidades concretas para conseguir los mejores resultados.
Servicios de Ingeniería Conjunta: Diseñe las mejores soluciones para sus clientes con la innovadora ayuda de nuestros expertos. Aplicamos los últimosmétodos tecnológicos y proporcionamos exclusivos conocimientos prácticos sobre aplicaciones del sector que contribuyen a ampliar su ventaja competitiva.
©2010 Schneider Electric España, S.A. Todos los derechos reservados. Schneider Electric, MachineStruxure y SoMachine son propiedad de Schneider Electric o de sus filiales en los Estados Unidos y otros países. Bac de Roda 52, edificio A - 08019 - Barcelona (España). Tel.: 93 901 98 81 50 998-2693_ES
Descárguese la 'Guía de Soluciones de Automatización' de Schneider Electric y podrá ganar un videocámara Canon™.
Visite www.SEreply.com Introduzca el código clave 79962t
Automatica_Instrumentacion_ES_710_79962t.indd 1 7/15/2010 12:04:39 PM
MÁQUINAS ELÉCTRICAS
Aumenta su protagonismoLos motores eléctricos, que están cada vez más presentes en diversos sectores, incluido el del transporte, constituyen en la actualidad un sector muy importante que debe ser considerado clave para el futuro.
Pág. 34
420 / Julio 2010 Mecánica, Oleohidráulica, Electricidad, Electrónica, Informática, Medidas
INFORME
Software parala gestión dela calidadIncluye tabla de oferta
Pág. 96
RSTechED 2010,de Rockwell, presentandouna plataformatecnológica “sinergética”
BIEMH 2010: ¿resultadossatisfactorios?
Heikki Hiltunen, vicepresidente ejecutivo de Vacon
“Dentro de 10 años, el 50% de nuestros productos se orientará a las energías renovables”
Automática eInstrumentaciónAutomática eInstrumentación
Productividady eficienciadel diseño ala producción
Juli
o 20
10, n
.º 4
20
A
utom
átic
a e
Inst
rum
enta
ción
Answers for industry.
Potencia, eficiencia económica, flexibilidad y seguridad..., con los controladores SIMATIC® podrácumplir los requisitos que deben satisfacer sus máquinas e instalaciones. Ya sea un modelo modularo uno basado en PC, una solución embebida o con inteligencia distribuida: las funciones integradasde comunicación, diagnóstico y control de movimientos y seguridad funcional ahorran equiposadicionales y el software de ingeniería compartido le permite usar los programas de aplicaciónen todos los controladores. Ventajas para usted: menos esfuerzo, mayores prestaciones y unlanzamiento acelerado de sus productos al mercado.Para más información, visite nuestro sitio web: www.siemens.es/simatic
Controladores SIMATIC
Podemos contribuir enormemente al éxito de su empresa


















