Automatic Boiler Control
16
Automated Boiler Controls and Systems
description
information about the control systems of the boiler
Transcript of Automatic Boiler Control

Automated Boiler Controlsand Systems

2
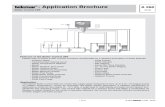
An extensive range of boiler controls and systems is available.Whether it is a new installation or a retrofit application, Spirax Sarco will have the answer.
Automated Boiler Controls and Systems
■ Heat recovery systemsFlash steam recovery from blowdown has manyadvantages. In addition to the heat recoveredthe flash steam is condensed to “pure” water,reducing the amount of make-up water andchemical treatment required. For certain condi-tions it may be more economical to pass theblowdown directly to a heat exchanger withoutusing a flash vessel. Spirax Sarco can provide arange of alternative solutions to heat recovery.
■ Level controlsSignificant developments have taken placein recent years improving considerably thestandards of safety and reliability of boilerlevel controls. Probes without moving partsand modern electronic solid state controllersare so reliable that major boiler accidentsshould be a thing of the past.
SampleCooler
LevelControl
HeatRecoverySystem
Boiler TDSControlSystem
ToDrain
LevelAlarm
Air Vent
LevelControl

3
● Single source supplier for boilercontrols and steam system.
● Full range of products for theboiler room
● Provides information to buildingmanagement system.
User benefits
● Blowdown control will save energyand help protect the environment.
● Proven state of the art technology.
● Easy to install and commission.
■ Boiler TDS control systemAs steam forms it leaves behind impuritiesand dissolved solids in the boiler water thatwill concentrate unless blown down. The TDS(total dissolved solids) in the boiler must becontrolled accurately. High TDS will result incarryover of boiler water and impurities causingproblems with production and plant. Low TDSdue to too much blowdown will be expensivein fuel costs and water treatment chemicallosses. Systems are available for firetubeand watertube boilers.
■ Condensate contaminationdetection systemsEven low levels of contamination can causefoaming, scaling and corrosion in the boiler.The contamination detection system moni-tors the conductivity of the condensate andwill raise an alarm and divert it to drain if apre-set limit is passed.
■ Automatic boilerblowdown systemSystems to ensure preciseand regular blowdown of precip-itated solids from the bottom ofthe boiler. Both key operated,manual systems and fully auto-mated systems are available.
Condensate ContaminationDetection System
Note: All diagrams contained in this brochure are schematic representations only—not to beused for construction.
AutomaticBoiler
BlowdownSystem
Vent Head
Condensate Contamination Detection System

4
Heat recovery system
Steam boilers need to be blowndown to control the level of totaldissolved solids (TDS) in the boilerwater. This is best achieved by usinga TDS control system which willopen a valve to allow boiler water todischarge when the TDS level risesabove a pre-set limit. Relatively lowTDS feedwater then replaces thedischarged boiler water.
Up to 80% of the heat in thisdischarged boiler water can berecovered with a properlydesigned heat recovery system.
How the system worksFlash steam is released from the
hot blowdown water when the pres-sure drops after the TDS blowdowncontrol valve. This mixture of flashsteam and blowdown water isallowed to separate in the flashvessel. The design of the vesselensures that flow velocities are low topromote good separation. The dryflash steam is then introduced at lowpressure into the deaerator. A floattrap fitted to the outlet of the flashvessel drains the residual blowdownwater.
From the float trap the residualblowdown water, which is still hot atthis point, is allowed to pass into theheat exchanger where it gives up itsheat to the circulating cold make-upwater. The cooled blowdown waterthen flows safely to drain.
Recover heat and water from TDS blowdown to increaseenergy efficiency and cut costs.
Heat exchanger extractsremaining useful heat fromresidual blowdown water.
Blowdown inlet fromTDS control valve(s)
Residualblowdown to drain
Make-upwater

5
Purpose designed flash vessel withlow velocity characteristics to
eliminate carry-over of high TDSblowdown water into feedtank.
Feedwater storage tankor deaerator
FloatTrap
SafetyValve Pressure
Gauge
To drain
● Can recover up to 80% of the heatfrom blowdown.
● Reduces expensive treated make-upwater by recovering flash steam.
● Rapid pay-back time from completesystem package.
User benefits
● Flash vessels designed andconstructed to ASME Code(stamped for 150 psig).
● Stainless steel heat exchangerplates can be removed for examina-tion without disturbing pipework.
● Reduces temperature of blowdownwater for safer disposal.
Return ofcondensate

6
● Can provide information tomanagement systems.
● Can be used as directreplacement for old and outdatedcontrols (modulating and on-off).
● Three stage level wave filter tomainatain a stable signal.
User benefits
● Suitable for pressure up to465 psi (32 bar).
The LC2500 controller is a dualvoltage unit with two channels,designated A and B. Either of thechannels can be set to provide a highor low alarm, and Channel B can alsoprovide adjustable on/off control.
Features:
Wave filterThis prevents over-frequent relay operation in turbulent conditions.
Out of range alarmThis can warn of damage to thewiring or other problems that could lead to potentially dangeroussituations.
Level control system componentsLP 20 probe and
PA 20 pre-amplifierThe LP 20 probe consists of a
stainless steel rod completely insulatedfrom the water by teflon. As the waterlevel rises, the capacitance betweenthe rod and the ground boiler protectiontube or probe chamber increases. Thecapacitance is measured by the pream-plifier and is transmitted as a dc signalto the controller. Control and alarm lev-els are set in the controller.
LC2500 Level ControllerLC2200 Level Controller (Electric)
LC2300 Level Controller (Pneumatic)
DS1000 Digital Display UnitLT2010 Level Transmitter
Where remote signal representing water level is required (4-20mA isolatedsignal) an LT2010 can also be connected to the level probe. The transmitterrange can be set, for example, to represent the boiler level gauge glass. It canof course be set to represent any range of levels along the probe.
The transmitter output can be used to provide information to a managementsystem or connected to a remote display unit such as the DS 1000.
The LC2200 and LC2300controllers are proportional levelcontrollers with adjustable set pointsand adjustable proportional bands.
Features:
Wave filterThis prevents over-frequent relay operation in turbulent conditions.
Adjustmentpotentiometers on
front panel foreasy access.
Alternative inputfrom 4-20mAtransmitter.
4-20mA tomanagement systemor remote indicator
Probe can beused for
applications up to465 psig (32 bar).
Simple plugconnection.
All electronicsare housed inthe controller.
Control and alarmlevels can be
adjusted withoutshutting down
the boiler.

7
Level control applications
Boiler application
Deaeratorand feedwater
application
How to specifyProportional level controller for pneumatic actuated valve
with alarm output, three stage wave filter and out of rangealarm. Complete with capacitance probe and pre-amplifier.Optional: Transmitter and Remote Display Unit.
Highalarm
Lowalarm
Valvecontrol
Several controllersmay be linked to one
probe or 4-20mAinput to provideextra alarms orswitching levels
if required.
Level controller
Levelcontrolprobe
Medium pressureflash steam out
Flashseparation
vessel
Condensatefrom highpressure
steam
Electric orPneumatic
controlvalve
Condensateout
Level controller
Levelcontrolprobe
Electric orPneumatic
controlvalve
High level alarm
Valve modulates to maintain water levelwithin this band
Flow toprocess
Make-upwater
How to order1 - Spirax Sarco modulating level control system comprising:
LP 20 Probe 41" (1050 mm) longPA 20 Pre-amplifierLC 2300 Controller
Process water tankwith modulating
fill control and highlevel alarm
Levelcontrolprobe
Level controller
Electric orPneumatic
control valve
Flash steamseparationapplication

8
High integrity, self-monitoring low level alarmfor the automated steam boilers
Performance and safetyToday’s boilers are designed to extract the max-
imum possible heat from their fuel. With larger heattransfer areas and smaller steam spaces than earli-er designs they are capable of achieving increasing-ly high outputs from more compact designs. Thishigh performance demands control systems tomatch, particularly in the important area of boilerwater level controls and alarms where failure toachieve proper operation could have grave safetyimplications.
Productivity and safetyRequirements for greater productivity have led
to increasing boiler house automation and limitedlevels of supervision. This, in turn, has demandedsafety devices that are self-monitoring and will givewarnings of system faults and allow safe shutdownof plant.
● Safe operation with high integrity self- mon-itoring low level alarms.
● Low maintenance from solid statecomponents—no floats or linkages.
User benefits
● Helps to reduce boilerhouse supervision.
How it worksUnder normal working conditions
the probe tip is immersed, and theresistance to earth is low. If the waterlevel drops below the probe tip theresistance to earth becomes high, acti-vating the low level alarm and shuttingdown the burner.
The self-monitoring operation isachieved by mounting a comparator tipabove the probe tip. The resistance toearth is measured at the comparator tipand this is compared with the measure-ment at the probe tip. By continuouslymonitoring both tips, the controller willindicate an alarm if scale or dirt buildsup on the tips or insulators, or if mois-ture enters the probe body.
A cyclic self-test facility in the con-troller checks the integrity of the probe,probe cable and electronic circuitryevery few seconds. It will activate thealarm and shut down the burner if afault should occur. The system willdetect both open-circuit and short-cir-cuit conditions in the cable.
Normal working and alarm condi-tions are indicated by light emittingdiodes in the controller. A manual testbutton is provided and provision ismade for the wiring of a remote testbutton if required.
The system provides a high integri-ty, self-monitoring, fail safe operation.
Probe tippositively retained.Cannot unscrew.
Simple plugconnection.
All electronicsare housed inthe controller.
Separate protec-tion tubes for firstand second lowalarms mountedint he boiler shell.
LEDs
Testbutton
LP30 Probes
LC3000Controller
FMAPPROVED

9
High integrity, self-monitoring high level alarmfor the automated steam boilers
Level control standardsThe danders of a low water level in steam boilers are
well known and boiler operating standards around the worldrequire stringent safety measures to be taken to guardagainst this potentially dangerous condition.
The more advanced of these standards require two inde-pendent high integrity, self-monitoring low water level alarmswhich periodically carry out a self-checking routine.
High water level—the risksWhat are the dangers of too high a water level in a
steam boiler?• Increased carry over of water into the steam will result in
poor operation and/or malfunction of the steam systemcomponents due to dirt.
• Wet and dirty steam can contaminate or spoil the productwhere it is used directly.
• Wet steam can lower processing temperatures, perhapsinterfering with proper sterilization of food products or pro-cessing of pharmaceuticals, causing wastage. At best,lower process and production efficiency will increaseprocess time and unit costs.
• Overfilling the boiler can lead to water hammer in thesteam system, risking damage to plant and even injury topersonnel.
High level alarm systemFor this reason, Spirax Sarco has developed a high
integrity, self-monitoring high water level alarm system. It is suit-able for steam boilers, particularly for those operating with onlylimited supervision, and can also be used with other vessels.
● High integrity self-monitoring high alarm ensuressafe operation.
● Low maintenance from solid state components—no floats or linkages.
● Avoids overfilling the boiler which can lead towaterhammer and plant damage.
User benefits
● Avoids contamination of product with boiler water.
System description and operationThe system comprises a single tip probe, the
LP31, and an LC 3000 controller. The probe isnormally installed direct in the boiler shell in a pro-tection tube, but can be mounted in an externalchamber if regulations permit.
LP31 is supplied in three nominal tip lengths,and is cut to the exact length prior to installation.
In normal operation, the tip is above the waterlevel, and has a high resistance path to earth.
If the water level rises to touch the probe tip,the resistance to earth drops, causing the alarmrelays in the controller to be de-energized and thealarm to sound. The boiler feedwater supply mayalso be cut off by switching off the pump or operat-ing a valve, and the burner supply could beswitched off, depending on the installation.
The LP31 is designed so that the integrity ofits tip and wiring connections are monitored by thecontroller, causing the controller to signal an alarmin the event of an open circuit or short circuitoccurring in the probe or its wiring.
In addition, the LC 3000 controller internallysimulates a high alarm every three seconds, andcauses the alarm relays to de-energize after nineseconds if the fault is not detected by its circuitry.A manual test button is also provided to carry outfull testing of the probe and controller.
Probe tip easilycut to length prior
to installation.
Suitable for boilerpressures up to
464 psig (32 barg),464°F (239°C).
Probe
PTFE tip sheathing
Cablesocket
Advancedcontroller withbuilt in cyclictest facilities.
FMAPPROVED

10
Boiler TDS
When the information in 1, 2, and 3 isavailable, the required blowdown ratecan be calculated as follows:
How a blowdown valve works
Controlling the blowdownBy measuring the TDS level in the
boiler water, Spirax Sarco has developedboiler blowdown systems that will mini-mize the amount of blowdown required,reduce carryover of boiler water andprovide automatic TDS control.
Calculating the blowdown rateBefore it is possible to select a suit-
able boiler blowdown TDS control systemit is necessary to estimate the amount ofboiler water which has to be blown down.
The following information isrequired:1. The required boiler water TDS in
parts per million or µS/cm (B).
2. The feedwater TDS in parts permillion or µS/cm (F). An averagevalue may be obtained by lookingat water treatment records or asample of feedwater may beobtained and measured using theSpirax Sarco MS1 meter.
Note: the feedwater sample mustbe taken from the feed tank orfeedwater line. Do not use asample of the make-up feed water.
3. The quantity of steam which theboiler generates, usually measuredin lb/hr (S). For selecting a blow-down system, the most importantfigure is usually the maximumquantity of steam that the boilercan generate at full load.
Air inlet fromsolenoid valve
The BCV31 hasan adjustablevalve stroketo suit flowconditions.The valve issupplied setto .4" stroke.
Cast steel bodywith stainlesssteel internals
Sample take-off connection
Spring loadedchevron ring
gland packingfor maintenancefree operation
Valve positionindicator
Spring retractpneumaticactuator
Valve closed.Spring loadedvalve coneensures correctalignment andtight shut off.
Valve cone movesaway from the seat,but no flow occursbecause spindle orificesare not yet uncovered.Valve seat is thereforeprotected from wear.
Valve is open atstandard (.4") stroke,with flow through onespindle orifice. The flowvelocities ensure sludgeis not precipitated outin the valve.
Valve is openat maximum(.8") stroke,with flowthrough allspindleorifices.
Manual blowdownPoor control is causing wastage of boiler water
through excessive blowdown.
Automatic TDS controlTDS controlled accurately, near to maximum level,minimizing blowdown yet avoiding carryover and
foaming caused by high TDS level.
Maximum allowable TDS
Average TDS
Maximum allowable TDS
Average TDS
Time
Boi
ler
wat
er T
DS
Time
Boi
ler
wat
er T
DS
● Complete system package foreasy installation.
● Accurate TDS level controlminimizes blowdown.
● Reduces carryover of boilerwater with steam.
User benefits
● Automatic control decreasesneed for supervision.
FBlowdown rate = x S where:
B-FF = feedwater TDS in ppm or µS/cmB = required boiler water TDS in ppm or µ/cmS = steam generation rate lb/hrThe blowdown rate is then given in lb/hr.
BCV31Blowdownvalve

11
control systems
BCS 3 blowdown control systemThe BCS 3 blowdown system is suitable for shell and
water tube boilers and can be linked to energy/building man-agement systems. The BCS 3 can handle boiler pressuresup to 465 psig (32 barg) and blowdown flowrates can befound in the chart below. Additional features include:
• Continuous digital • 4-20/0-20 mA outputindication of TDS • Self cleaning probe
• High TDS alarm
BCS 4 blowdown control systemThe BCS 4 blowdown system is suitable for shell and
water tube boilers and can be linked to energy/buildingmanagement systems. The BCS 4 can handle boiler pres-sures up to 465 psig (32 barg) and blowdown flowrates canbe found in the chart below.
Blowdown valve capacity in lb/h (kg/h)Boiler pressure Low flowrates Medium flowrates High flowrates
psig .4" (10 mm) .6" stroke (15 mm) .8" stroke (20 mm)(barg) stroke stroke stroke
80 (5.5) 900 (400) 1200 (550) 1900 (860)102 (7) 1000 (460) 1560 (710) 2500 (1150)145 (10) 1250 (570) 2100 (950) 3300 (1500)218 (15) 1550 (700) 2500 (1150) 3600 (1650)290 (20) 1700 (780) 2750 (1250) 3700 (1700)464 (32) 2075 (940) 3100 (1400) 3900 (1800)
CP30
BCV 31blowdown valve
To heat recovery systemor blowdown veselSample
Cooler
BC 3200 controller
To heatrecoverysystem orblowdown
vessel
SampleCooler
BC 3200controller
Checkvalve
Boiler
S11 SensorChamber
Boiler
Blowdownvalve
To blowdown vessel orheat recovery system
Boiler
Sensorchamber
Checkvalve
Isolatingvalve
BC 1100controler
BCS 1 blowdown control systemThe BCS 1 blowdown system is suitable for
horizontal and vertical shell boilers. BCS 1 hasblowdown flowrates up to 1300 lbs/hr (590 kg/h) andcan handle boiler pressures up to 150 psig (14 barg).
BCV 31blowdown
valve

12
Condensate contamination detection system
Benefits of returning condensateSteam is an extremely convenient
way of transmitting energy and is usedfor many industrial processes. When ithas given up its heat to the process,the hot condensate should be returnedto the boiler feedtank in order to:• Save energy by using the
remaining sensible heat contentof the condensate.
• Save the cost of water.• Save on water
treatmentchemicals sincethe condensateshould bevirtually purewater.
The Spirax Sarco CCD condensate contamination detection system monitorsthe conductivity of condensate being returned to the boiler. Contaminated
condensate is diverted to drain thereby protecting the boiler.
● Avoids boiler damage and prod-uct contamination.
● Temperature compensation sensorgives accurate results regardlessof condensate temperature.
● Minimizes energy wastage.
User benefits
● Conserves expensive treated water.
● Continuous read-out allows spotchecks or connection to aremote data recorder.
Note: Though the system can detect very smallchanges in conductivity, it will not detect thepresence of contaminants that do not affectconductivity, such as oils, fats, and sugars.
If in any doubt, carry out a test on knownclean condensate and known contaminatedcondensate, comparing conductivity.
The Spirax Sarco MS1 portable conductivitymeter is ideal for this purpose.
Contamination - the dangersWhile it is desirable to return the
maximum amount of condensate to theboiler it is essential to ensure that it isclean. Even low levels of contaminationcan cause foaming, scaling, or corro-sion. If carry-over of boiler water withthe steam occurs then the product canbecome contaminated, resulting inexpensive lost production.
How the CCD system worksThe Spirax Sarco condensate cont-
amination detection system monitorsand displays the conductivity of thecondensate. It will automatically opena dump valve if the conductivity levelshould rise above a pre-selected setpoint, allowing the condensate to flow todrain, preferably via a suitable vessel.
When the conductivity drops, thedump valve is closed and condensate isallowed to return to the boiler system,thus minizing heat and water wastage,as well as avoiding the possiblity ofcontaminating the feedwater.
Condensate monitoringBy continuously monitoring the
condensate being returned to the boilerit is possible to protect the boiler,ensure product quality and maximizeenergy and water savings.
This can be achieved using theSpirax Sarco CCD system.
Check Valve
TemperatureCompensation
Sensor
ConductivitySensor
Dump Valve
Stop valves toisolate system
Water forflushing
andcalibration

13
Automatic boiler blowdown systemA time controlled bottom blowdown system for single or multiple boiler installations.
Even after careful feedwatertreatment, boiler water still contains dis-solved and suspended solids,which must be removed.
Control systems are often fitted toremove boiler water with high levelsof total dissolved solids (TDS). Boilersalso contain suspended solids such asscale and oxide particles which ifallowed to build up in the bottomof the boiler, my cause:• Blocked blowdown connections.• Impaired heat transfer.• Subsequent hotspots and boiler
damage.
Therefore all boilers are fitted witha valve at the lowest point, whichallows the build-up of sludge to beflushed regularly from the boiler:daily or once per shift.
The traditional manual valveis an acceptable solution aslong as the blowdownprocedure is:• Carried out at the right time
and at regular intervals.• Is not forgotten, or repeated
by another operator.
● Adjustable blowdown intervaland duration.
● Repetition or omission ofblowdown avoided.
● Valve closes on power failure.
User benefits
● Automatic timed blowdownavoids wasted heat.
Manual blowdown is alsotime consuming for multi boilerinstallations. There should be aninterval between blowdowns, toavoid thermal overload of theblowdown vessel. Furthermore,a skilled boiler operator maynot always be available. Forsafety reasons, only one boilerblowdown valve must be open ata time.
Therefore, the Spirax Sarcoautomatic boiler blowdownsystem offers considerableadvantages. The systemcomprises a BT 1000 cyclictimer and a pneumaticallyactuated ABV 20 blowdownvalve.
ABV 20 blowdown valve• Available in 5 sizes for pressures up to 250 psig .
• 90° rotary pneumatic actuator for fast response.
• Spring return to close for safety.
• “NAMUR” (VDI/VDE)interface for solenoid valve.Can fit remotely mountedsolenoid valve ifpreferred.
• A switch box mounted onthe actuator provides a“valve open” signal tothe timer.
Solenoid valve
To blowdown vesselFrom the boiler
Multi-boiler installation
Spring-to-closepneumatic actuator.
No batteries are needed.Settings are stored in thememory even when thepower is switched off.
Clear 4-digit LEDdisplay which showsthe amount of time tillthe next blowdown.
Two push buttonsfor straightforwardsetting or viewing.
Ball valve with carbonreinforced PTFE seals.

14
Key operated boiler blowdown valveThe Spirax Sarco key operated blowdown valve is designed for the manual blowdown
of steam boilers to remove precipitated solids from the bottom of the boiler.
Boiler blowdownSteam boilers must be blown down to remove concentrations
of solids which would otherwise build up in the boiler water.Excessive dissolved or suspended solids would cause theboiler water to foam which would result in unstablewater levels and may allow scale to form on theboiler tubes.
Modern water treatment methods have theeffect of converting harmful, scale formingchemicals into a sludge which precipitates outof the boiler water to settle on the bottom of theboiler. This sludge, if it were not removed,would solidify and damage the boiler.
Blowdown controlMost authorities recommend that
intermittent bottom blowdown is carriedout in “short sharp bursts”. It is normalpractice in a well managed boilerhouseto blowdown regularly a small quantityof boiler water to clear any build up ofsludge.
Excessive bottom blowdown is verycostly in terms of both lost heat energyand water treatment chemicals, so it isimportant that it is kept to a minimum.
To minimize energy loss and ensurethat the total dissolved solids (TDS)level is monitored and kept within designlimits, the fitting of an automatic TDScontrol is also recommended.
● Purpose designed for boilerblowdown applicaitons.
● Option of extended “T” bar key forrestricted access installations.
● Can be power operated retrospec-tively for timed automatic blowdown.
User benefits
● Use of two separate valve stemseals reduces potential leaks andminimizes maintenance.
Special pin locationsensure key can onlybe removed when
valve is closed.
Cast carbon steel body availablein sizes 1" to 2-1/2" for boiler
pressures up to250 psig (17.25 barg).
Ball valve withreinforced PTFE
seals for tight shut-off.
Quarter turn movementfrom fully closed to fullyopen ensures correct
“quick burst” operation.

15
Conductivity MeterMS1 Conductivity meter, the essential instrument for every boilerhouse.
The importance of TDS testingSteam boilers can only produce
good quality steam of an acceptabledryness fraction if the level of totaldissolved solids (TDS) is kept belowcertain limits to avoid foaming.
Regular conductivitytesting of boiler water,feedwater, and condensatereturn should be completedon a regular basis. This willhelp monitor and identifyhigh TDS levels before itcan cause problems.
The Spirax Sarcoconductivity meter isessential for thismonitoring.
Using the extension leadConductivity probes
measure the ac resistanceof the water, so a standardmeter which indicates dcresistance cannot be usedfor checking purposes.
The MS1 is suppliedwith a plug-in extension leadwhich enables ac resistanceto be measured.
Operation of the MS1and interpretation of the probecondition from the ac resis-tance is explained in theinstructions provided withthe instrument.
Using the MS1 meterOperating the instrument is very
straightforward. Ideally, the neutralizedsample temperature should be as near to77°F as possible, but any temperature upto a maximum of 115°F is satisfactory.
The instrument has three rangeswitches, 0-200µS/cm, 0-2mS/cm and 0-20mS/cm. Light emitting diodes indicatethe range selected. Simply select thehighest range to start with, (right handbutton), then switch to the lower rangesto obtain a more accurate reading. Thedisplay will automatically indicate “1” if aninappropriately low range is selected.
If a result in ppm is required, multiplythe µS/cm result by 0.7 for a neutral sam-ple at 77°F.
The MS1 meterThe Spirax Sarco MS1 is a
compact, battery powered con-ductivity meter designed for usein the boilerhouse and is particu-larly suitable for measuring theconductivity of boiler water, feedwater, or condensate samples inorder to estimate TDS levels.
The instrument is fitted witha permanently wired carbonelectrode sensor with integraltemperature sensor, and can beused for sample temperatures upto 115°F, though it is more usualto cool samples to around 77°Fbefore testing, using a samplecooler.
Clear, easy to read LCDdisplay with low battery
warning indicator.
Calibration facility formatching reading toa master instrumentor standard solution.
LED indication ofrange selected.
Plug-in extension leadfor checking the
condition of installedconductivity probes.
Reliable lightweightcarbon electrode
sensor is simple touse and keep clean.
● Easy to use, lightweight, portableinstrument.
● Automatic temperature compen-sation saves time cooling thesample.
● Wide, selectable range for accu-rate readings.
User benefits
● Automatic switch off savesbatteries.
● Can check operation of conduc-tivity probe installed in boiler.
● Protective case included.

The SC 20 is used to take samples of water and processliquids at high temperature and pressure, preventing “flash-ing-off” or high temperatures which can be dangerous andcould result in an inaccurate sample. Its 316L stainless steelconstruction with counter current flow provides accurate,contamination free samples. The compact,maintenance-free design makes it ideal foreither permanent or mobile installation.
ApplicationsTo be sure that a boiler is operating
at the desired concentration of totaldissolved solids (TDS) it is necessary totake a sample of boiler water and test it.
This should b done even if an auto-matic TDS control system is fitted sinceany automatic system should be checkedat intervals.
When a sample of water is takenfrom a boiler its pressure reduces andflash steam is formed.
If this flash steam were to escape toatmosphere without being condensed theresulting sample would show a greaterconcentration of TDS than actually exist-ed in the boiler water. To obtain accurateand safe samples it is therefore essentialthat sufficient cooling is carried out tofully condense any flash steam that isformed prior to discharge.
The sample cooler reduces boilerwater temperature to around 80°F readyfor immediate analysis.
● 316L stainless steel for long life and contamination freesamples.
● Counter current flow for efficient cooling.
● Pipe configuration ensures that coil is always immersedin cooling water.
● Compact and maintenance free design.
User benefits
SC 20 Sample CoolersA sample cooler that is quick to fit, safe to useand simple to operate. For accurate samplingof high pressure and high temperature water
and process liquors.
Regional Offices
Printed in USA 02/02. Copyright 2002 Spirax Sarco, Inc.
NortheastSpirax Sarco, Inc.209 W. Central St.Suite 228Natick, MA 01760Phone: (508) 651-3200Fax: (508) 655-9434
Spirax Sarco, Inc.7760 Olentangy River Rd.Suite 120Columbus, OH 43235Phone: (614) 436-8055Fax: (614) 436-8479
Mid-AtlanticSpirax Sarco, Inc.1125 S. Cedar Crest Blvd.Suite 101Allentown, PA 18103Phone: (610) 432-4557Fax: (610) 432-2595
SoutheastSpirax Sarco, Inc.200 Centre Port DriveSuite 170Greensboro, NC 27409Phone: (336) 605-0221Fax: (336) 605-1719
MidwestSpirax Sarco, Inc.2806 Centre Circle DriveDowners Grove, IL 60515Phone: (630) 268-0330Fax: (630) 268-0336
SouthwestSpirax Sarco, Inc.203 Georgia Ave.Deer Park, TX 77536Phone: (281) 487-4002Fax: (281) 478-4615
WestSpirax Sarco, Inc.1930 East Carson St.Suite 102Long Beach, CA 90810Phone: (510) 549-9962Fax: (510) 549-7909
Vent Heads
Spirax Sarco vent heads are designed for fitting tovertical open-ended steam vent pipes.
The vent head incorporates an internal baffle whichseparates entrained water from the steam, safelydischarging dry steam at decreased velocity to atmosphere,protecting personnel from injury, buildings from damageand minimizing the nuisance of water spray.
● Efficient separation ensures no moisture carryover.
● Reduced discharge velocity prevents erosion and noise.
● Stainless steel for long life.
User benefits
● No moving parts eliminate maintenance requirements.
● Lightweight for easy installation.
Applications• Vented pump
receivers• Blowdown
vessels• Flash tanks• Hot water
storage tanks
Vent Head overviewModel Inlet Size Connections Drain Size NPT ConstructionVH2S 2"
NPT3/4"
VH3S 3" 3/4" VH3 3" 3/4"VH4 4" 1" 300 SeriesVH6 6"
ANSI 1501" Stainless Steel
VH8 8" 11/2"VH10 10" 11/2"VH12 12" 2"
Simple and effective vent heads for increasedsafety and environmental protection.
1150 Northpoint Blvd.Blythewood, SC 290161-800-883-4411www.spiraxsarco.com/us