ASME SEC VIII D3 PART KM-2.pdf
8
ARTICLE KM-2 MECHANICAL PROPERTY TEST REQUIREMENTS FOR METALS KM-200 GENERAL REQUIREMENTS As permitted by KM-100, all forms of metal products may be used subject to meeting the requirements of the material specification as well as the mechanical test and examination requirements of this Division. KM-201 Definition of Thickness The requirements in this Article make reference to a thickness. For the purpose intended, the following definitions of thickness T at the time of heat treatment apply. KM-201.1 Plates. The thickness is the dimension of the short transverse direction. KM-201.2 Forgings. The thickness is the dimension defined as follows: (a) for hollow forgings in which the axial length is greater than the radial thickness, the thickness is mea- sured between the minimum inside and maximum out- side surfaces (radial thickness), excluding flanges (pro- trusions) whose thicknesses are less than the wall thickness of the cylinder; (b) for disk forgings in which the axial length is less than or equal to outside diameter, the thickness is the axial length; (c) for ring forgings where the maximum axial length is less than the radial thickness, the maximum axial dimension is considered the thickness; (d) for rectangular solid forgings, the least rectangular dimension is the thickness. KM-201.3 Bars and Bolting Materials. The thick- ness for bars and bolting material shall be the diameter for round bars, the lesser of the two cross-section dimensions for rectangular bars, and the distance across the flats for hexagonal bars; or the length of a given bar, whichever is less. 22 KM-201.4 Pipe. The thickness for pipe shall be the nominal wall thickness. KM-210 PROCEDURE FOR OBTAINING TEST SPECIMENS AND COUPONS For austenitic stainless steels and for nonferrous alloys, the procedure for obtaining test specimen cou- pons shall conform to the applicable material specifica- tion. These materials are exempt from the requirements of KM-211. KM-211 Product Forms KM-211.1 Plates (a) For thicknesses less than 2 in. (51 mm), specimens shall be taken in accordance with the requirements of the applicable material specification. (b) For thicknesses 2 in. (51 mm) and greater, the centerline of the test specimens shall be taken in accordance with the requirements of the applicable material specification, but not closer than T to any heat-treated edge and not closer than T/4 to the nearest plate surface. (c) Where a separate test coupon is used to represent the vessel material, it shall be of sufficient size to ensure that the cooling rate of the region from which the test specimens are removed represents the cooling rate of the material at least T/4 deep and T from any edge of the product. Unless cooling rates applicable to the bulk pieces or product are simulated in accordance with KM-220, the dimensions of the coupon shall be not less than 3T by 3T by T, where T is the maximum material thickness. KM-211.2 Forgings. The datum point, defined as the midpoint of the gage length of tension test specimens or the area under the notch of impact test specimens, shall be located in accordance with one of the following COPYRIGHT American Society of Mechanical Engineers Licensed by Information Handling Services COPYRIGHT American Society of Mechanical Engineers Licensed by Information Handling Services
-
Upload
nguyengiadinh1980 -
Category
Documents
-
view
15 -
download
0
Transcript of ASME SEC VIII D3 PART KM-2.pdf

ARTICLE KM-2MECHANICAL PROPERTY TEST REQUIREMENTS
FOR METALS
KM-200 GENERAL REQUIREMENTS
As permitted by KM-100, all forms of metal productsmay be used subject to meeting the requirements ofthe material specification as well as the mechanicaltest and examination requirements of this Division.
KM-201 Definition of Thickness
The requirements in this Article make reference toa thickness. For the purpose intended, the followingdefinitions of thicknessT at the time of heat treatmentapply.
KM-201.1 Plates. The thickness is the dimensionof the short transverse direction.
KM-201.2 Forgings. The thickness is the dimensiondefined as follows:
(a) for hollow forgings in which the axial length isgreater than the radial thickness, the thickness is mea-sured between the minimum inside and maximum out-side surfaces (radial thickness), excluding flanges (pro-trusions) whose thicknesses are less than the wallthickness of the cylinder;
(b) for disk forgings in which the axial length isless than or equal to outside diameter, the thicknessis the axial length;
(c) for ring forgings where the maximum axial lengthis less than the radial thickness, the maximum axialdimension is considered the thickness;
(d) for rectangular solid forgings, the least rectangulardimension is the thickness.
KM-201.3 Bars and Bolting Materials. The thick-ness for bars and bolting material shall be the diameterfor round bars, the lesser of the two cross-sectiondimensions for rectangular bars, and the distance acrossthe flats for hexagonal bars; or the length of a givenbar, whichever is less.
22
KM-201.4 Pipe. The thickness for pipe shall be thenominal wall thickness.
KM-210 PROCEDURE FOR OBTAININGTEST SPECIMENS AND COUPONS
For austenitic stainless steels and for nonferrousalloys, the procedure for obtaining test specimen cou-pons shall conform to the applicable material specifica-tion. These materials are exempt from the requirementsof KM-211.
KM-211 Product Forms
KM-211.1 Plates(a) For thicknesses less than 2 in. (51 mm), specimens
shall be taken in accordance with the requirements ofthe applicable material specification.
(b) For thicknesses 2 in. (51 mm) and greater, thecenterline of the test specimens shall be taken inaccordance with the requirements of the applicablematerial specification, but not closer thanT to anyheat-treated edge and not closer thanT/4 to the nearestplate surface.
(c) Where a separate test coupon is used to representthe vessel material, it shall be of sufficient size toensure that the cooling rate of the region from whichthe test specimens are removed represents the coolingrate of the material at leastT/4 deep andT from anyedge of the product. Unless cooling rates applicableto the bulk pieces or product are simulated in accordancewith KM-220, the dimensions of the coupon shall benot less than 3T by 3T by T, whereT is the maximummaterial thickness.
KM-211.2 Forgings. The datum point, defined asthe midpoint of the gage length of tension test specimensor the area under the notch of impact test specimens,shall be located in accordance with one of the following
COPYRIGHT American Society of Mechanical EngineersLicensed by Information Handling ServicesCOPYRIGHT American Society of Mechanical EngineersLicensed by Information Handling Services

01
KM-211.2 PART KM — MATERIAL REQUIREMENTS KM-212.2
methods. All testing shall be from integral prolongationsof the forging, except as permitted in KM-211.2(d).
(a) For forgings having a maximum quenched thick-ness not exceeding 4 in. (102 mm), the datum pointsof the test specimens shall be located in the forgingor test forging at mid-thickness and at least 2T/3 (Tis the maximum heat-treated thickness) from thequenched end surface or nearest adjacent surfaces.
(b) For forgings having a maximum quenched thick-ness in excess of 4 in. (102 mm), the datum pointsof the test specimens shall be removedT/4 from thenearest quenched surface and 2T/3 from the quenchedend surface or nearest adjacent surfaces.
(c) For very thick or complex forgings that arecontour shaped or machined to essentially the finishedproduct configuration prior to heat treatment, a drawingprepared by the Manufacturer shall show the surfacesof the finished product which will be subjected to hightensile stresses in service. The distance between thissurface and the nearest quenched surface is defined tobe the thicknesst.
Test specimens shall be removed from stock providedon the product. The coupons shall be removed so thatthe specimens shall have their longitudinal axes at adistancet below the nearest heat-treated surface. Themidlength of the specimen shall be a minimum oftwice this distance, 2t, from any second heat-treatedsurface. In any case, the longitudinal axes of thespecimens shall not be nearer than3⁄4 in. (19 mm) toany heat-treated surface, and the midlength of thespecimens shall be at least 11⁄2 in. (38 mm) from anysecond heat-treated surface. This is known as thet by2t test location.
(d) With prior approval of the Manufacturer, testspecimens may be taken from a separately forged pieceunder the following conditions:
(1) the separate test forging shall be of same heatof material and shall be subjected to substantially thesame reduction and working as the production forgingsit represents;
(2) the separate test forging shall be heat treatedin a manner that produces a cooling rate similar toand no faster than the main body of the productionforging. The holding time at temperature and the heattreating temperature for the separate forging shall bethe same as for the production forging.
(3) the separate test forging shall be of the samenominal thickness as the production forgings.
KM-211.3 Bars and Bolting Materials(a) For diameters or thicknesses less than 2 in.
(51 mm), the specimens shall be taken in accordance
23
with the requirements of the applicable material specifi-cation.
(b) For diameters or thicknesses 2 in. (51 mm) andover, specimens shall be at leastT/4 from the outsideor rolled surface and with the end of the specimen nocloser than one diameter or thickness from a heat-treated end.
KM-211.4 Pipe(a) For thicknesses less than 2 in. (51 mm), specimens
shall be taken in accordance with the requirements ofthe applicable material specification.
(b) For thicknesses 2 in. (51 mm) and over, specimensshall be taken in accordance with the requirements ofthe applicable material specification and at leastT/4from any heat-treated surface, whereT is the maximumwall thickness of the pipe, and with the ends of thespecimens no closer thanT from a heat-treated end ofthe pipe. Test specimens shall be removed from integralprolongations from the pipe after completion of allheat treatment and forming operations.
KM-212 Charpy Impact Specimens
KM-212.1 Bolting Materials(a) Charpy V-notch impact test specimens shall be
the standard 10 mm × 10 mm size and shall be orientedparallel to the axis of the bolt.
(b) Where Charpy V-notch impact testing is to beconducted and bolt diameter does not permit specimensin accordance with KM-212.1(a), subsize specimensmay be used. Test temperature shall be reduced inaccordance with Table KM-212.
(c) Where bolt diameter or length does not permitspecimens in accordance with KM-212.1(a) or (b),impact testing is not required.
KM-212.2 Pressure Retaining Component Materi-als, Other Than Bolting, Not Containing Welds
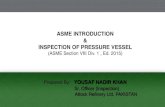
(a) The test coupons for Charpy specimens shall beoriented such that their major axes lie transverse tothe direction of maximum elongation during rolling orto the direction of major working during forging. Exam-ples of acceptable Charpy V-notch impact specimenorientations removed from plate and pipe are shownin Fig. KM-212 sketches (a) and (b), respectively. Sincethe direction of major working in a forging can varysignificantly depending upon its shape and the forgingmethod used, a single, representative example of anacceptable Charpy specimen removed from such aforging cannot be shown. Corners of Charpy specimens
COPYRIGHT American Society of Mechanical EngineersLicensed by Information Handling ServicesCOPYRIGHT American Society of Mechanical EngineersLicensed by Information Handling Services

KM-212.2 2001 SECTION VIII — DIVISION 3 KM-220
TABLE KM-212CHARPY IMPACT TEST TEMPERATURE REDUCTIONBELOW MINIMUM DESIGN METAL TEMPERATURE
Actual Material Thickness or CharpyImpact Specimen Width Along the Temperature
Notch, Reduction,in. [Note (1)] °F
0.394 (full-size standard bar) 00.354 00.315 00.295 (3⁄4 size bar) 50.276 80.262 (2⁄3 size bar) 10
0.236 150.197 (1⁄2 size bar) 200.158 300.131 (1⁄3 size bar) 350.118 400.098 (1⁄4 size bar) 50
NOTE:(1) Straight line interpolation for intermediate values is permitted.
parallel to and on the side opposite the notch may beas shown in Fig. KM-212 sketch (b-1), if necessary,to maintain the standard 10 mm cross section at thenotch.
(b) Where Charpy V-notch impact testing is to beconducted and material size or shape does not permitspecimens in accordance with KM-212.2(a), longitudinalspecimens with their major axes parallel to the directionof maximum elongation or major working may be usedas shown in Fig. KM-212, sketch (b-3).
(c) Where material size or shape does not permitCharpy V-notch specimens in accordance with KM-212.2(a) or (b), subsize longitudinal specimens may beused Test temperature shall be reduced in accordancewith Table KM-212.
(d) Charpy V-notch impact testing is not requiredwhen the maximum obtainable subsize longitudinalspecimen has a width along the notch of less than0.098 in.
KM-212.3 Pressure Retaining Component Materi-als Containing Welds
(a) The test coupons for Charpy specimens shall beoriented such that their major axes lie transverse tothe direction of the welded joint. Corners of Charpyspecimens parallel to and on the side opposite thenotch may be as shown in Fig. KM-212, if necessary,to maintain the standard 10 mm cross section at thenotch.
24
(b) Where Charpy V-notch impact testing is to beconducted and material size or shape does not permitspecimens per KM-212.3(a), subsize specimens maybe used. Test temperature shall be reduced per TableKM-212.
(c) Charpy V-notch impact testing is not requiredwhen the maximum obtainable subsize specimen hasa width along the notch of less than 0.098 in.
KM-213 Fracture Toughness Specimens
See KM-250 for supplementary toughness require-ments for pressure retaining component materials.
KM-213.1 Bolting Materials. If applicable, fracturetoughness specimens shall be oriented such that theplane of the precrack is transverse to the axis of the bolt.
KM-213.2 Pressure Retaining Component Materi-als, Other Than Bolting, Not Containing Welds. Ifapplicable, fracture toughness specimens shall be ori-ented such that the plane of the precrack is parallelto the direction of maximum elongation during rollingor to the direction of major working during forging.
KM-213.3 Pressure Retaining Component Materi-als Containing Welds.If applicable, fracture toughnessspecimens shall be oriented such that the plane of theprecrack is parallel to the direction of the welded joint.
KM-220 PROCEDURE FOR HEATTREATING SEPARATE TESTSPECIMENS
When metal products are to be heat treated and testspecimens representing those products are removedprior to heat treatment, the test specimens shall becooled at a rate similar to and no faster than the mainbody of the product. This rule shall apply for specimenstaken directly from the product as well as those takenfrom separate test coupons representing the product.The following general techniques may be applied toall product forms, test specimens, or test couponsrepresenting the product.
(a) Any procedure may be applied that can be demon-strated to produce a cooling rate in the test specimenthat matches the cooling rate of the main body of theproduct at the region midway between mid-thicknessand the surface (T/4) and no nearer to any heat-treatededge than a distance equal to the nominal thicknessbeing cooled (T). The cooling rate of the test specimenshall replicate that of the actual part within a temperatureof 25°F (14°C) at any given instant, and any given
COPYRIGHT American Society of Mechanical EngineersLicensed by Information Handling ServicesCOPYRIGHT American Society of Mechanical EngineersLicensed by Information Handling Services

PART KM — MATERIAL REQUIREMENTS Fig. KM-212
FIG. KM-212 EXAMPLES OF ACCEPTABLE IMPACT TEST SPECIMENS
25
COPYRIGHT American Society of Mechanical EngineersLicensed by Information Handling ServicesCOPYRIGHT American Society of Mechanical EngineersLicensed by Information Handling Services

KM-220 2001 SECTION VIII — DIVISION 3 KM-234.3
temperature shall be attained in both the actual partand test specimen within 20 sec at all temperaturesafter cooling begins from the heat treating temperature.Cooling rate can be determined by any method agreedupon between the manufacturer and purchaser, and caninclude, but is not limited to, theoretical calculations,experimental procedures, duplicate test forgings, or anycombination thereof.
(b) Faster cooling rates at product edges may becompensated for by:
(1) taking the test specimens at leastT from aquench edge, whereT equals the product thickness;
(2) attaching a similar alloy pad at leastT wideby a partial penetration weld to the product edge wherespecimens are to be removed;
(3) using thermal barriers or insulation at theproduct edge where specimens are to be removed.
(c) If cooling rate data for the product and coolingrate-control devices for the test specimens are available,the test specimens may be heat treated in the deviceto represent the product provided that the provisionsof KM-220(a) are met.
(d) When the material is clad or weld deposit overlaidby the producer prior to heat treatment, the full thicknesssamples shall be clad or weld deposit overlaid beforesuch heat treatments.
KM-230 MECHANICAL TESTINGREQUIREMENTS
Tension and Charpy V-notch impact tests shall beconducted on representative samples of all materialsused in the construction of pressure vessels, exceptthat impact tests are not required for nuts and washersnor for materials which do not contribute to the integrityof the pressure boundary. See also KM-250.
KM-231 Number of Test Specimens Required
(a) Components or material weighing 1,000 lb(454 kg) or less at the time of heat treatment requireat least one tension test and one set of three CharpyV-notch impact test specimens per heat, per heat treat-ment load.
(b) Components or material weighing between 1,000lb and 5,000 lb (454 kg and 2 270 kg) at the time ofheat treatment require at least one tension test and oneset of three Charpy V-notch impact test specimens percomponent, plate, or forging. If the length, excludingtest prolongation(s), exceeds 80 in. (2 030 mm), thenone set of tests shall be taken at each end and theyshall be spaced 180 deg apart.
26
(c) Components or material weighing over 5,000 lb(2 270 kg) at the time of heat treatment require at leasttwo tension tests and two sets of three Charpy V-notchimpact test specimens per component, plate, or forging.Each test shall be spaced 180 deg apart. If the length,excluding test prolongation(s), exceeds 80 in.(2 030 mm), then two sets of tests shall be taken oneach end and the tests on one end shall be offset fromthe other end by 90 deg.
KM-232 Tensile Test Procedure
Tensile testing shall be carried out in accordancewith SA-370 of Section II.
KM-233 Impact Test Procedure
Charpy V-notch impact testing shall be carried outin accordance with SA-370 using the standard 10 mm× 10 mm specimens, except as permitted in KM-212.
KM-234 Charpy V-Notch Impact TestRequirements
KM-234.1 Impact Test Temperature(a) The impact test temperature shall not exceed the
lower of 70°F or the minimum design metal temperaturespecified in the User’s Design Specification [see KG-311.4(d)] minus the appropriate temperature reductionvalue specified in Table KM-212, if applicable.
(b) The minimum design metal temperature for pres-sure retaining component materials exempted from im-pact testing by KM-212.1(c), KM-212.2, and KM-212.3(c) shall not be lower than −325°F for fullyaustenitic stainless steels, or −50°F for other materials.
KM-234.2 Absorbed Energy Acceptance Criteria(a) Pressure retaining component materials other than
bolting shall meet the minimum Charpy V-notch impactvalue requirements specified in Table KM-234.2(a)unless exempted by KD-104.
(b) Bolting materials shall meet the minimum CharpyV-notch impact value requirements specified in TableKM-234.2(b).
(c) Where the vessel design meets the leak-before-burst criteria of KD-141, the prestressed inner layermaterials shall meet the minimum Charpy V-notchimpact values as specified in the applicable materialsspecification in Section II.
KM-234.3 Lateral Expansion and PercentageShear Reporting Requirements.The lateral expansionand percentage of shear fracture for all impact tests
COPYRIGHT American Society of Mechanical EngineersLicensed by Information Handling ServicesCOPYRIGHT American Society of Mechanical EngineersLicensed by Information Handling Services

KM-234.3 PART KM — MATERIAL REQUIREMENTS KM-243
TABLE KM-234.2(a)MINIMUM REQUIRED CHARPY V-NOTCH IMPACT
VALUES FOR PRESSURE RETAINING COMPONENTMATERIALS
Energy, ft-lbf [Note (3)] forSpecified Minimum YieldSpecimen Number of
Strength, ksiOrientation Specimens[Note (1)] [Note (2)] Up to 135, Incl. Over 135
Transverse Average for 3 30 35[Note (4)] Minimum for 1 24 28
Longitudinal Average for 3 50 60[Note (5)] Minimum for 1 40 48
GENERAL NOTE:This Table applies to all pressure retaining component materials ex-cept prestressed inner layers per KD-104 and bolting.
NOTES:(1) Specimen orientation is relative to the direction of maximum
elongation during rolling or to the direction of major workingduring forging, as applicable. See KM-212.
(2) See KM-260 for permissible retests.(3) Energy values in this Table are for standard size specimens. For
subsize specimens, these values shall be multiplied by the ratioof the actual specimen width to that of a full-size specimen, 10mm (0.394 in.).
(4) The acceptance criteria for all weld metal and heat-affected zoneimpact specimens shall be identical to those for transverse impactspecimens.
(5) Except for components containing welds, longitudinal impactspecimens may be tested only if component shape or size doesnot permit the removal of transverse specimens. See KM-212.
shall be measured in accordance with SA-370 and theresults included in the test report.
KM-240 HEAT TREATMENTCERTIFICATION/VERIFICATIONTESTS FOR FABRICATEDCOMPONENTS
Tests shall be made to verify that all heat treatments(i.e., quenching and tempering, solution annealing,aging, and any other subsequent thermal treatmentsthat affect the material properties) as applicable haveproduced the required properties. Where verificationtests shall be made from test specimens representativeof the section being heat treated, the position andmethod of attachment of test coupons shall most nearlyrepresent the entire item, taking into account its sizeand shape in accordance with testing requirements ofthe material specification. The requirements of KM-243 shall also apply.
27
KM-241 Certification Test Procedure
(a) A sufficient number of test coupons to meet therequirements of KM-243 shall be provided from eachlot of material in each vessel. These shall be quenchedwith the vessel or vessel component. If material fromeach lot is welded prior to heat treatment to materialfrom the same or different lots in the part to bequenched, the test coupon shall be so proportioned thattensile and impact specimens may be taken from thesame locations relative to thickness as are requiredby the applicable material specifications. Weld metalspecimens shall be taken from the same locationsrelative to thickness as are required by the materialspecifications for plates used in the component to betreated. If desired, the effect of this distance may beachieved by temporary attachment of suitable thermalbuffers. The effectiveness of such buffers shall bedemonstrated by tests.
(b) In cases where the test coupon is not attachedto the part being treated, it shall be quenched fromthe same heat treatment charge and under the sameconditions as the part which it represents. It shall beso proportioned that test specimens may be taken fromthe locations prescribed in KM-241(a).
KM-242 Tempering
KM-242.1 Attached Test Coupons.The test couponsshall remain attached to the vessel or vessel componentduring tempering, except that any thermal buffers maybe removed after quenching. After the tempering opera-tion and after removal from the component, the couponshall be subjected to the same thermal treatment(s), ifany, to which the vessel or vessel component will belater subjected. The holding time at temperature shallnot be less than that applied to the vessel or vesselcomponent (except that the total time at each tempera-ture may be applied in one heating cycle) and thecooling rate shall not be faster.
KM-242.2 Separate Test Coupons.The couponsthat are quenched separately, as described in KM-241(b), shall be tempered similarly and simultaneouslywith the vessel or component which they represent. Theconditions for subjecting the test coupons to subsequentthermal treatment(s) shall be as described in KM-242.1.
KM-243 Number of Tests
One tensile test and one impact test shall be madeon material from coupons representing each lot ofmaterial in each vessel or vessel component heat treated.
COPYRIGHT American Society of Mechanical EngineersLicensed by Information Handling ServicesCOPYRIGHT American Society of Mechanical EngineersLicensed by Information Handling Services

KM-243 2001 SECTION VIII — DIVISION 3 KM-253
TABLE KM-234.2(b)MINIMUM REQUIRED CHARPY V-NOTCH IMPACT VALUES FOR BOLTING
MATERIALS
Energy, ft-lbf [Note (2)] forSpecified Minimum Yield Strength,ASME Specimen
ksiMaterials Orientation Nominal Bolt Number ofSpecification [Note (1)] Size, in. Specimens Up to 135, Incl. Over 135
SA-320 Longitudinal ≤2 Note (3) Note (3) Not applicable
All others Longitudinal All Average for 3 30 35Minimum for 1 24 28
[Note (4)]
NOTES:(1) Specimen orientation is relative to the axis of the bolt.(2) Energy values in this Table are for standard size specimens. For subsize specimens, these values shall
be multiplied by the ratio of the actual specimen width to that of a full-size specimen, 10 mm (0.394 in.).(3) The requirements of ASME SA-320, including the temperature to be used for impact testing, shall apply.(4) See KM-260 for permissible retests.
A lot is defined as material from the same heat, heattreated simultaneously and having thicknesses within±20% or1⁄2 in. (13 mm) of nominal thickness, whicheveris smaller.
(a) Coupons not containing welds shall meet thecomplete tensile requirements of the material specifica-tion and impact requirements of this Part.
(b) Coupons containing weld metal shall be testedacross the weld and shall meet the required mechanicalproperty requirements of the material specification; inaddition, the minimum impact requirements shall bemet by samples with notches in the weld metal. Theform and dimension of the tensile test specimen shallconform to QW-462.1(a) or QW-462.1(d) of SectionIX. Charpy impact testing shall be in accordance withthe requirements of Article KT-2.
KM-250 SUPPLEMENTARY TOUGHNESSREQUIREMENTS FOR PRESSURERETAINING COMPONENTMATERIALS
Where a fracture mechanics evaluation in accordancewith Article KD-4 is to be conducted, a value ofKIc
is required for the analysis. The designer shall specifythe minimum value ofKIc required, the number oftests to be performed, and shall indicate which of thefollowing methods are to be used to verify that thematerial meets this value.
The orientation of the direction of crack propagationfor all test coupons shall be the same as the directionof crack propagation expected in the fracture mechanicsanalysis conducted in accordance with Article KD-4.
28
KM-251 Charpy V-Notch Impact Testing
The designer may require that the pressure retainingcomponent meet minimum Charpy V-notch absorbedenergy values that are greater than those specified inKM-234.2 in order to verify compliance with the mini-mum KIc value. If supplemental impact testing is con-ducted, it shall be performed in accordance with SA-370 and be conducted at a temperature not exceedingthe impact test temperature specified in KM-234.1. Itshall be the designer’s responsibility to determine andspecify the appropriateKIc–CVN conversion equationto be used to ascertain the Charpy V-notch acceptancecriterion (see Appendix D).
KM-252 CTOD Fracture Toughness Testing
The designer may require thatCTOD (crack tipopening displacement) testing of the high pressureretaining component be conducted to verify compliancewith the minimum KIc value. If CTOD testing is re-quired, it shall be performed in accordance with ASTME 1290, and be conducted at a temperature not exceedingthe impact test temperature specified in KM-234.1. Thetemperature reduction values given in Table KM-212do not apply. It shall be the designer’s responsibilityto determine and specify the appropriateKIc–CTODconversion equation to be used to ascertain theCTODacceptance criterion (see Appendix D).
KM-253 JIc Fracture Toughness Testing
The designer may require thatJIc testing of thepressure retaining component be conducted to verify
COPYRIGHT American Society of Mechanical EngineersLicensed by Information Handling ServicesCOPYRIGHT American Society of Mechanical EngineersLicensed by Information Handling Services

KM-253 PART KM — MATERIAL REQUIREMENTS KM-262
compliance with the minimumKIc value. If JIc testingis required, it shall be performed in accordance withASTM E 813 and shall be conducted at a temperaturenot exceeding the impact test temperature specified inKM-234.1. The temperature reduction values given inTable KM-212 do not apply. It shall be the designer’sresponsibility to determine and specify the appropriateKIc–JIc conversion equation to be used to ascertain theJIc acceptance criterion (see Appendix D).
KM-254 KIc Fracture Toughness Testing
The designer may, at his option, require that directKIc testing of the pressure retaining component beconducted to verify compliance with the specified mini-mum KIc value. If such testing is required, it shall beperformed in accordance with ASTM E 399 and shallbe conducted at a temperature not exceeding the impacttest temperature specified in KM-234.1. The temperaturereduction values given in Table KM-212 do not apply.
KM-260 RETESTS
KM-261 General Retest Requirements
The following retest requirements apply to tension,Charpy V-notch impact, andCTOD, JIc, andKIc fracturetoughness tests.
(a) If any test specimen fails to meet the applicableacceptance criteria for mechanical reasons, such as test
29
equipment malfunction or improper specimen prepara-tion, the results may be discarded and another represen-tative specimen may be substituted.
(b) If any test specimen fails to meet the applicableacceptance criteria for nonmechanical reasons, two rep-resentative specimens as close to the original specimenlocation as possible may be selected for retesting withoutreheat treatment, provided the failure was not causedby preexisting material defects such as ruptures, flakes,or cracks. Both of these specimens shall meet theapplicable acceptance criteria (see KM-262 for CharpyV-notch impact retests).
(c) Only one retesting is permitted. If the materialfails the retest, it may be retempered or reheat treated,as necessary.
KM-262 Special Charpy V-Notch ImpactRetest Requirements
(a) A Charpy V-notch impact retest is permitted ifthe average absorbed energy value meets the applicableacceptance criteria but the absorbed energy value forone specimen is below the specified minimum forindividual specimens. The retesting shall consist oftwo representative impact specimens removed from alocation adjacent to and on either side, if possible,of the original specimen location. Each of the retestspecimens shall exhibit an absorbed energy value equalto or greater than the minimum average value.
(b) Only one retesting is permitted. If the materialfails the retest, it may be retempered or reheat treated,as necessary.
COPYRIGHT American Society of Mechanical EngineersLicensed by Information Handling ServicesCOPYRIGHT American Society of Mechanical EngineersLicensed by Information Handling Services