Asme CCase 2018-2

of 2
Transcript of Asme CCase 2018-2
-
8/12/2019 Asme CCase 2018-2
1/2
95
Asme BPVC Code Cases 1998 Edition CCASE12018 06-15-98 13:01:19
CASE
2018-2
CASES OF ASME BOILER AND PRESSURE VESSEL CODE
Approval Date: August 11, 1997
See Numeric Index for expiration
and any reaffirmation dates.
Case 2018-2
Laser Welding of Lap Joints
Section VIII, Division 1
Inquiry: May laser welding of lap joints P-Nos. 8,
44, 45, and 51 materials be used under Section VIII,
Division 1?
Reply: It is the opinion of the Committee that laser
welding of lap joints P-Nos. 8, 44, 45, and 51 materials
may be used under Section VIII, Division 1 pro-
vided that:
(a) a written Welding Procedure Specification (WPS)
shall be prepared to the requirements of Section IX
and those described below. The following additionalessential variables shall apply:
(1) Joint Design
(a) an increase in the fit-up gap;
(b) a change of more than 10% in the distance
to the edge of the material;
(c) a change of more than 10% in the joint
overlap;
(d) a change in the number of layers of material;
(e) a change in the method of surface condition-
ing at the metal-to-metal interfaces.
(2) Technique
(a) the addition or deletion of beam oscillation;
(b) Procedure Qualification Requirements
(1) Qualification of the WPS shall consist of
a visual examination, six tension shear specimens, and
eight metallurgical specimens.
(2) The qualification test coupon shall be
prepared in accordance with the variables described in
the pertinent WPS and shall be of sufficient size to
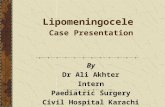
provide the test specimens indicated in Fig. 1.
(3) Prior to reducing the test coupon to the
required test specimens, the weld surfaces shall be
visually examined and shall be smooth and free from
cracks, surface flash, and pits.
(4) Tension Shear Specimens and Acceptance
Criteria
(a) The tension shear specimens shall
conform to the dimensions indicated in the table of
Fig. 1. Each specimen shall be ruptured under a tensileload. The maximum load and manner of failure shall
This is Electrontic File Page # 95
be recorded on the PQR. Tensile strength shall be
computed by dividing the maximum load by the least
cross-sectional area of the specimen, or by the totalcross-sectional area of the weld in a direction normal
to the load, in either case before the load is applied.
(b) Acceptance Criteria. In order to pass
the tension shear test, the requirements of Section IX,
QW-153 shall apply.
(5) Metallurgical Specimens and Criteria for
Acceptance
(a) The longitudinal and transverse sections
indicated in Fig. 1 shall be cross sectioned as closely
as possible through the center line of the weld. A
minimum length of 1 in. shall be provided for examina-
tion of each longitudinal specimen. The transverse
specimens shall be of sufficient length to include the
weld, the heat affected zone, and portions of theunaffected base material. Cross sections shall be pol-
ished, etched, and examined at a minimum of 25 times.
The dimensions of the fusion zone and penetration of
each weld of the transverse specimens shall be measured
to the nearest hundredth of an inch and recorded.
(b) Acceptance Criteria
(1) The outline of the fusion zone shall
be generally consistent in size and regular in shape
and uniformity of penetration.
(2) The examination of the weld area
shall reveal sound weld metal, complete fusion along
the bond line, and complete freedom from cracks in
the weld metal and heat affected zone.
(3) The Procedure Qualification Record(PQR) shall contain reference to the WPS used and
the results of the examinations prescribed in (b)(3),
(b)(4), and (b)(5) above, respectively.
(c) Performance Qualification Require-
ments and Acceptance Criteria
(1) Unless exempt by (c)(4) below, weld-
ing operators shall be qualified in accordance with the
following:
(a) The welding operator shall make,
in accordance with a qualified WPS, a test coupon at
least 6 in. long for peel test coupons for two ply weld-
ments within the thickness limitations of the table, as
shown in Fig. 2, sketch (a), and for all sheet thicknesses
in excess of 0.125 in. and for multiple sheet weldments,as shown in Fig. 2, sketch (b).
-
8/12/2019 Asme CCase 2018-2
2/2
96
Asme BPVC Code Cases 1998 Edition CCASE12018 06-15-98 13:01:19
CASE (continued)
2018-2
CASES OF ASME BOILER AND PRESSURE VESSEL CODE
FIG. 1 PROCEDURE QUALIFICATION TEST COUPON AND TEST SPECIMENS
This is Electrontic File Page # 96