
ARNO DUO−MILL...2 2 ARNO® DUO−MILL ARNO®-Frässystem Duo-Mill ARNO®-Duo-Mill milling system...
42
2 2 ARNO ® DUO−MILL ARNO ® -Frässystem Duo-Mill ARNO ® -Duo-Mill milling system ARNO ® -Sistema di fresatura Duo-Mill • Systemvorstellung • System introduction • Caratteristiche del sistema 46 – 47 • Bezeichnungssystem • Designation system • Sistema di numerazione 48 • Werkzeugauswahl • Tool shank options • Tipologie di attacco utensile 49 • Trägerwerkzeuge • Holders • Corpi fresa 50 – 55 • Wendeschneidplatten • Indexable inserts • Inserti 56 – 63 – Geometriebeschreibung – Geometry description – Descrizione delle Geometrie 56 – 57 – Sortenbeschreibung – Grade description – Descrizione delle Qualità 58 – 59 • Werkzeugaufnahmen • Adaptors • Attacchi 64 • Ersatzteile • Spare parts • Ricambi 65 • Schnittwerte • Cutting data • Parametri di taglio 66 – 79 • Anwendungshinweise • Application reference • Suggerimenti tecnici 80 – 85
Transcript of ARNO DUO−MILL...2 2 ARNO® DUO−MILL ARNO®-Frässystem Duo-Mill ARNO®-Duo-Mill milling system...

2
2
ARNO®DUO−MILL
ARNO®-Frässystem Duo-Mill
ARNO®-Duo-Mill milling system
ARNO®-Sistema di fresatura Duo-Mill
• Systemvorstellung • System introduction • Caratteristiche del sistema 46 – 47• Bezeichnungssystem • Designation system • Sistema di numerazione 48•Werkzeugauswahl • Toolshankoptions • Tipologie di attacco utensile 49• Trägerwerkzeuge • Holders • Corpi fresa 50 – 55• Wendeschneidplatten • Indexable inserts • Inserti 56 – 63
–Geometriebeschreibung – Geometry description – Descrizione delle Geometrie 56 – 57–Sortenbeschreibung – Grade description – Descrizione delle Qualità 58 – 59
• Werkzeugaufnahmen • Adaptors • Attacchi 64• Ersatzteile • Spare parts • Ricambi 65• Schnittwerte • Cutting data • Parametri di taglio 66 – 79• Anwendungshinweise • Application reference • Suggerimenti tecnici 80 – 85

2
46 ARNO®-Werkzeuge | Fräsen | Milling | Fresatura
Duo-MillisteinFräskonzept,mitdemesgelungenist,2geometrischverschiedeneWendeschneidplattenineinemPlattensitzzuspannen.Duo-Mill is a milling concept where we successfully can locate 2geometricallydifferentindexableinsertsintothesameinsertpocket.Duo-Millèuninnovativoconcettodifresaturachepermettedialloggiaredue inserti geometricamente diversi in un unica sede.
DiesermöglichtverschiedeneFräsbearbeitungenmitnureinemTrägerwerkzeugdurchzweiunterschiedlicheAnstellwinkel.Bychangingtheinsertweofferdifferentmillingoperationswithjust one cutter body.Lasolasostituzionedell’insertopermettediotteneredueoperazionidi fresatura differenti utilizzando il medesimo corpo fresa.
EckfräsenundHFC-FräsenmitnureinemWerkzeugSquare shoulder and high feed (HFC) milling with just one toolSpallamento retto e fresatura ad alto avanzamento con un solo corpo fresa
SystemvorstellungIntroductionCaratteristiche del sistema
1Grundhalterfür2verschiedeneBearbeitungs-möglichkeitendurcheinfachenAustauschderWendeschneidplatte.
1 holder for 2 different applications by a simple change of indexable insert.
1corpoutensileper2applicazioni:bastacambiarel’inserto.
47
2
ARNO®-Werkzeuge | Fräsen | Milling | Fresatura
Fakten• Eckfräsen und HFC-Fräsen mit nur einem Trägerwerkzeug. MaximaleEinsparungvonWerkzeugträgerkosten.
• 2 verschiedene Wendeschneidplattengrößen auf gleichem Trägerwerkzeug montierbar. HoheFlexibilitätfürvieleBearbeitungsaufgaben.
• Schaftfräser und Einschraubfräser von 25 mm – 42 mm Durchmesser und Aufsteckfräser von 40 mm – 160 mm Durchmesser. DurchgängigesWerkzeugprogrammfürvieleBearbeitungsaufgaben.
• Präzisionsgefertigte und geschliffene Wendeschneidplatten mit speziellen Geometrien. KostengünstigeundoptimaleLösungfürsichereFräsbearbeitung.
• 4 effektive Schneidkanten mit 90° beim Eck- und HFC-Fräsen. HöchsteEffektivität.
Features• Square shoulder and HFC-milling with just one tool. Maximumsavingsontoolcosts.
• 2 different indexable inserts for the same tool. Flexibilityformoreapplications.
• Weldon shank and screw shank tools from diameter 25 mm – 42 mm and shell mill cutters from 40 mm – 160 mm diameter. Completerangeformoreapplications.
• Precision fi nished and ground indexable inserts with dedicated geometries. Costefficientandoptimumsolutionsforsecuremillingoperations.
• 4 effective cutting edges. Maximumefficiency.
Caratteristiche• Spallamento retto ed alto avanzamento con un solo utensile. Massimariduzionedeicosti.
• 2 diversi inserti per lo stesso corpo fresa. Flessibilitàperpiùapplicazioni..
• Gamma corpi fresa con attacchi Weldon e con attacco fi lettato da 25 mm – 42 mm e dimensioni manicotti da 40 mm – 160 mm di diametro. Gammacompletaperpiùapplicazioni
• Inserti precisi, rettifi cati e lappati con geometrie specifi che. Soluzioniottimaliperoperazionidifresatrua.
• Inserti a 4 taglienti effettivi. Fresatura a Spallamento Retto e HFC-Fresatura ad alto avanzamento Massimaefficienza.
ARNO® Duo-Mill
2
48 ARNO®-Werkzeuge | Fräsen | Milling | Fresatura
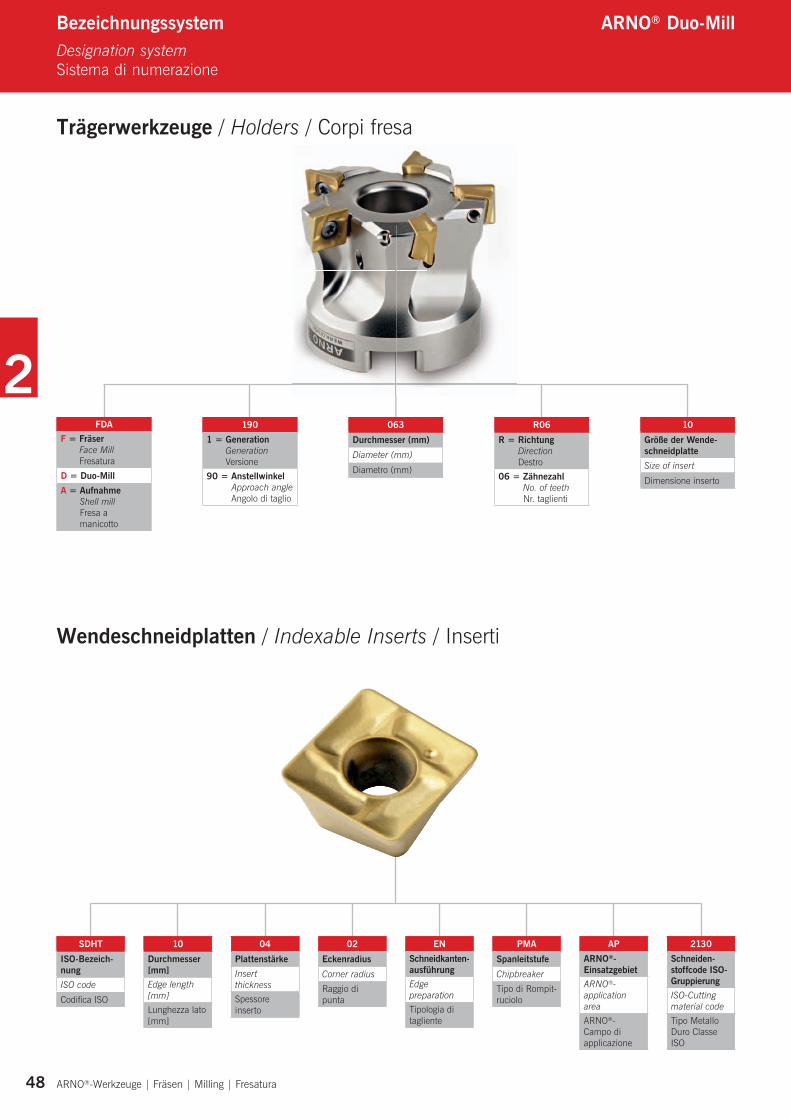
Bezeichnungssystem ARNO® Duo-MillDesignation systemSistema di numerazione
FDAF = Fräser
Face MillFresatura
D = Duo-MillA =Aufnahme
Shell millFresa a manicotto
1901 = Generation
GenerationVersione
90=AnstellwinkelApproach angleAngolo di taglio
063Durchmesser(mm)Diameter (mm)
Diametro(mm)
R06R=Richtung
DirectionDestro
06=ZähnezahlNo.ofteethNr.taglienti
10GrößederWende-schneidplatteSize of insert
Dimensione inserto
PMASpanleitstufeChipbreakerTipo di Rompit-ruciolo
SDHTISO-Bezeich-nungISO code
Codifi ca ISO
APARNO®-EinsatzgebietARNO®-application areaARNO®-Campo di applicazione
2130Schneiden-stoffcodeISO-GruppierungISO-Cutting material codeTipo Metallo Duro Classe ISO
10Durchmesser[mm]Edge length [mm]Lunghezzalato[mm]
ENSchneidkanten-ausführungEdge preparationTipologia di tagliente
04PlattenstärkeInsert thicknessSpessore inserto
02EckenradiusCorner radiusRaggio di punta
Trägerwerkzeuge/ Holders / Corpi fresa
Wendeschneidplatten/ Indexable Inserts / Inserti

49
2
ARNO®-Werkzeuge | Fräsen | Milling | Fresatura
Werkzeugauswahl ARNO® Duo-MillTool selectionScelta del corpo fresa
Eckfräsen/ Square shoulder / Fresatura a Spallamento RettoAufsteckfräser/ Shell mill cutters / Fresa a manicotto Seite / Page / Pagina 50 – 51Schaftfräser/Cylindricalshank / Codolo cilindrico Seite / Page / Pagina 52Einschraubfräser/Screwshankcutters / Fresa con attacco fi lettato Seite / Page / Pagina 52
HFC-Fräsen / HFC-milling / HFC-Fresatura ad alto avanzamentoAufsteckfräser/ Shell mill cutters / Fresa a manicotto Seite / Page / Pagina 53 – 54Schaftfräser/Cylindricalshank / Codolo cilindrico Seite / Page / Pagina 55Einschraubfräser/Screwshankcutters / Fresa con attacco fi lettato Seite / Page / Pagina 55
EckfräsenSquare shoulder / Fresatura a Spallamento RettoWendescheidplatten/ Indexable inserts / Inserti
Seite / Page / Pagina 60 – 61
HFC-Fräsen HFC-milling / HFC-Fresatura ad alto avanzamentoWendescheidplatten/ Indexable inserts / Inserti
Seite / Page / Pagina 62 – 63

2
ARNO®-Werkzeuge | Fräsen | Milling | Fresatura Alle Angaben in mm / Dimensions in mm / Tutte le dimensioni in mm 50
Trägerwerkzeuge ARNO® Duo-MillHoldersCorpi fresa
BezeichnungDesignation Articolo
d1 dA h d a zWendeschneidplatte
Indexable insertInserto
FDA-190.040.R04-10* 40 16 40 35 9 4 SD..10…FDA-190.040.R06-10* 40 16 40 35 9 6 SD..10…FDA-190.050.R05-10 50 22 40 43 9 5 SD..10…FDA-190.050.R06-10 50 22 40 43 9 6 SD..10…FDA-190.050.R07-10 50 22 40 48 9 7 SD..10…FDA-190.052.R04-10 52 22 40 43 9 4 SD..10…FDA-190.052.R06-10 52 22 40 43 9 6 SD..10…FDA-190.063.R06-10 63 22 40 48 9 6 SD..10…FDA-190.063.R08-10 63 22 40 48 9 8 SD..10…FDA-190.066.R04-10 66 22 40 48 9 4 SD..10…FDA-190.066.R06-10 66 22 40 40 9 6 SD..10…FDA-190.080.R08-10 80 27 50 60 9 8 SD..10…FDA-190.100.R10-10 100 32 50 78 9 10 SD..10…FDA-190.125.R12-10 125 40 60 90 9 12 SD..10…FDA-190.160.R14-10** 160 40 60 104 9 14 SD..10…
Eckfräser / Square shoulder cutter / Frese per spallamenti – Duo-Mill -1090°
a
d1
d
h
dA
Seite PagePagina✓
mit IKwith iccon ic
64 – 85
*mitPowerschraubeAS0047(sieheSeite65)* with powerscrew AS 0047 (see page 65)*convitepermanicottoAS0047(vedipag.65)
Hinweis:PassendeWendeschneidplattenfindenSieabSeite60,SpannmittelaufSeite64.Remark:Indeaxbleinsertsyoufindfrompage60,facemilladaptorsonpage64.Nota:Insertiafissaggiomeccanicodapag.60,mandrinidifresaturaapag.64.
**ohneInnenkühlung** without internal coolant**senzaadduzioneinterna

Alle Angaben in mm / Dimensions in mm / Tutte le dimensioni in mm ARNO®-Werkzeuge | Fräsen | Milling | Fresatura 51
2
Trägerwerkzeuge ARNO® Duo-MillHoldersCorpi fresa
BezeichnungDesignation Articolo
d1 dA h d a zWendeschneidplatte
Indexable insertInserto
FDA-190.050.R05-15 50 22 40 48 13,5 5 SD..15…FDA-190.052.R03-15 52 22 40 48 13,5 3 SD..15…FDA-190.063.R04-15 63 22 40 48 13,5 4 SD..15…FDA-190.063.R06-15 63 22 40 48 13,5 6 SD..15…FDA-190.066.R04-15 66 22 40 48 13,5 4 SD..15…FDA-190.080.R07-15 80 27 50 67 13,5 7 SD..15…FDA-190.085.R07-15 85 27 50 60 13,5 7 SD..15…FDA-190.100.R09-15 100 32 50 86 13,5 9 SD..15…FDA-190.125.R11-15 125 40 60 104 13,5 11 SD..15…FDA-190.160.R12-15* 160 40 60 104 13,5 12 SD..15…
Eckfräser / Square shoulder cutter / Frese per spallamenti – Duo-Mill -15
90°a
d1
d
h
dA
Seite PagePagina✓
mit IKwith iccon ic
64 – 85
Hinweis:PassendeWendeschneidplattenfindenSieabSeite61,SpannmittelaufSeite64.Remark:Indeaxbleinsertsyoufindfrompage61,facemilladaptorsonpage64.Nota:Insertiafissaggiomeccanicodapag.61,mandrinidifresaturaapag.64.
*ohneInnenkühlung* without internal coolant*senzaadduzioneinterna
2
ARNO®-Werkzeuge | Fräsen | Milling | Fresatura Alle Angaben in mm / Dimensions in mm / Tutte le dimensioni in mm 52
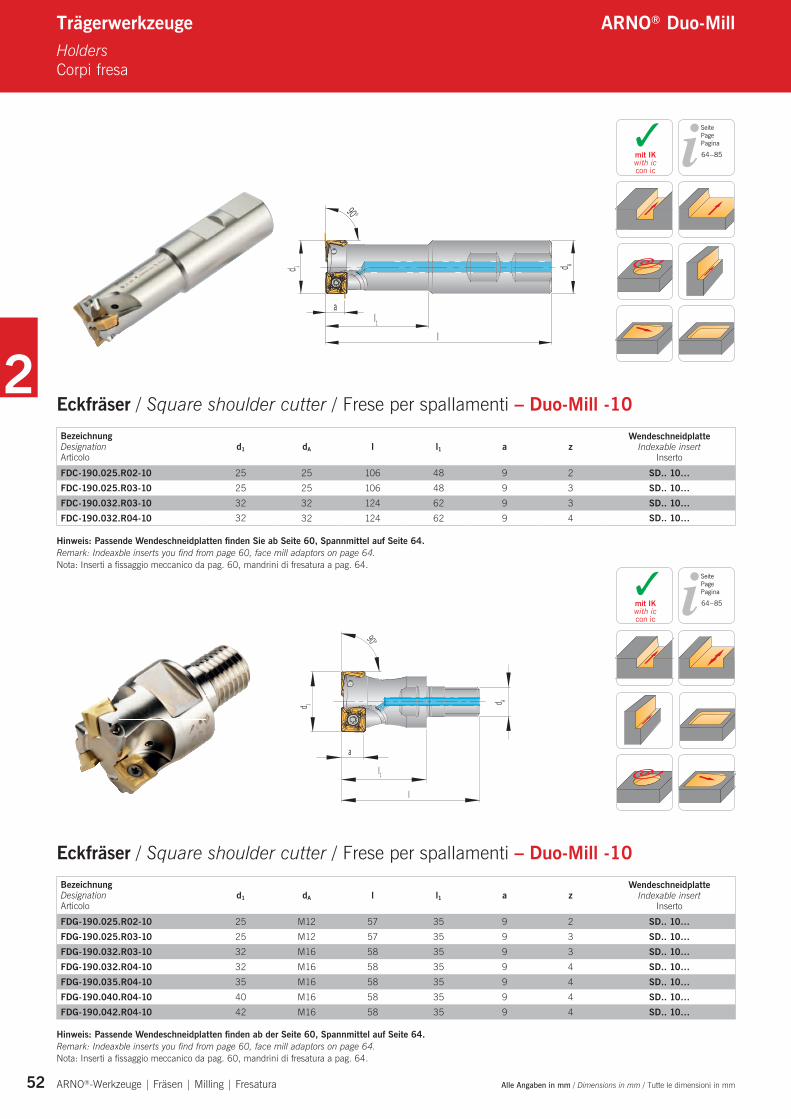
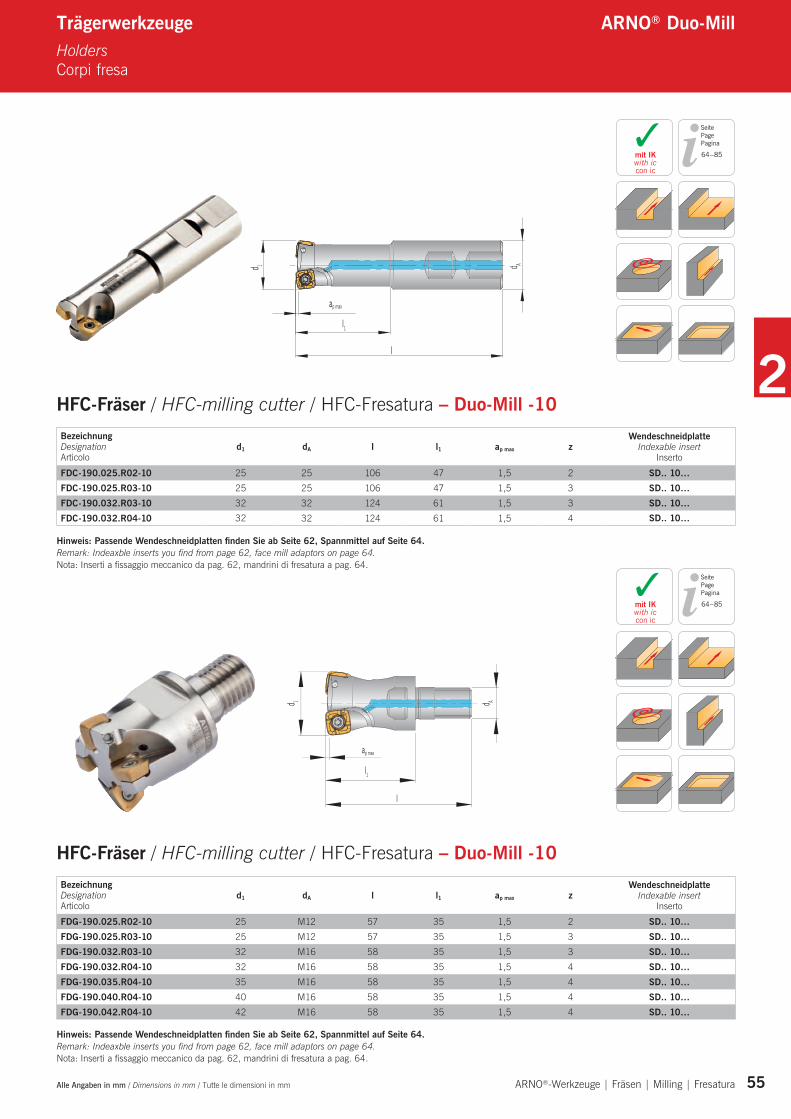
Trägerwerkzeuge ARNO® Duo-MillHoldersCorpi fresa
BezeichnungDesignation Articolo
d1 dA l l1 a zWendeschneidplatte
Indexable insertInserto
FDC-190.025.R02-10 25 25 106 48 9 2 SD..10…FDC-190.025.R03-10 25 25 106 48 9 3 SD..10…FDC-190.032.R03-10 32 32 124 62 9 3 SD..10…FDC-190.032.R04-10 32 32 124 62 9 4 SD..10…
BezeichnungDesignation Articolo
d1 dA l l1 a zWendeschneidplatte
Indexable insertInserto
FDG-190.025.R02-10 25 M12 57 35 9 2 SD..10…FDG-190.025.R03-10 25 M12 57 35 9 3 SD..10…FDG-190.032.R03-10 32 M16 58 35 9 3 SD..10…FDG-190.032.R04-10 32 M16 58 35 9 4 SD..10…FDG-190.035.R04-10 35 M16 58 35 9 4 SD..10…FDG-190.040.R04-10 40 M16 58 35 9 4 SD..10…FDG-190.042.R04-10 42 M16 58 35 9 4 SD..10…
Eckfräser / Square shoulder cutter / Frese per spallamenti – Duo-Mill -10
Eckfräser / Square shoulder cutter / Frese per spallamenti – Duo-Mill -10
90°
a
d Ad 1
l1l
90°
d 1 d A
a
l1
l
Seite PagePagina
Seite PagePagina
✓mit IKwith iccon ic
✓mit IKwith iccon ic
64 – 85
Hinweis:PassendeWendeschneidplattenfindenSieabSeite60,SpannmittelaufSeite64.Remark:Indeaxbleinsertsyoufindfrompage60,facemilladaptorsonpage64.Nota:Insertiafissaggiomeccanicodapag.60,mandrinidifresaturaapag.64.
Hinweis:PassendeWendeschneidplattenfindenabderSeite60,SpannmittelaufSeite64.Remark:Indeaxbleinsertsyoufindfrompage60,facemilladaptorsonpage64.Nota:Insertiafissaggiomeccanicodapag.60,mandrinidifresaturaapag.64.
64 – 85
Alle Angaben in mm / Dimensions in mm / Tutte le dimensioni in mm ARNO®-Werkzeuge | Fräsen | Milling | Fresatura 53
2
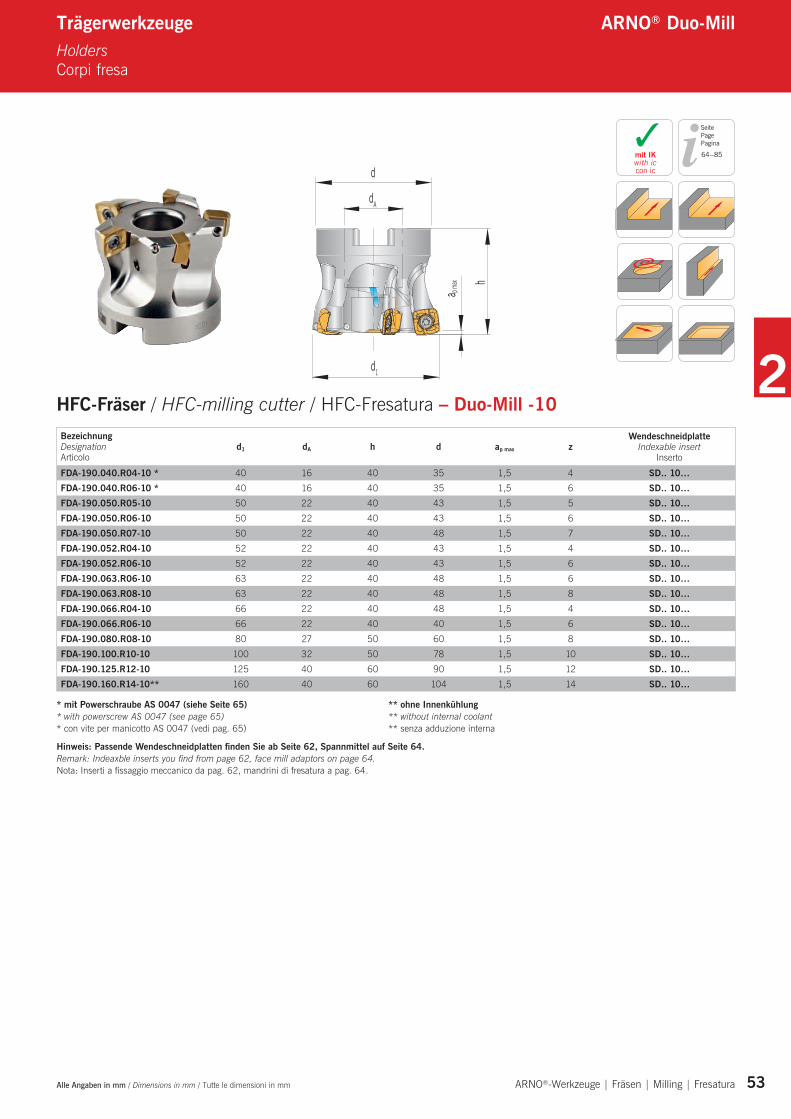
Trägerwerkzeuge ARNO® Duo-MillHoldersCorpi fresa
BezeichnungDesignation Articolo
d1 dA h d apmax zWendeschneidplatte
Indexable insertInserto
FDA-190.040.R04-10* 40 16 40 35 1,5 4 SD..10…FDA-190.040.R06-10* 40 16 40 35 1,5 6 SD..10…FDA-190.050.R05-10 50 22 40 43 1,5 5 SD..10…FDA-190.050.R06-10 50 22 40 43 1,5 6 SD..10…FDA-190.050.R07-10 50 22 40 48 1,5 7 SD..10…FDA-190.052.R04-10 52 22 40 43 1,5 4 SD..10…FDA-190.052.R06-10 52 22 40 43 1,5 6 SD..10…FDA-190.063.R06-10 63 22 40 48 1,5 6 SD..10…FDA-190.063.R08-10 63 22 40 48 1,5 8 SD..10…FDA-190.066.R04-10 66 22 40 48 1,5 4 SD..10…FDA-190.066.R06-10 66 22 40 40 1,5 6 SD..10…FDA-190.080.R08-10 80 27 50 60 1,5 8 SD..10…FDA-190.100.R10-10 100 32 50 78 1,5 10 SD..10…FDA-190.125.R12-10 125 40 60 90 1,5 12 SD..10…FDA-190.160.R14-10** 160 40 60 104 1,5 14 SD..10…
HFC-Fräser / HFC-milling cutter / HFC-Fresatura – Duo-Mill -10
a p max
d1
h
d
dA
Seite PagePagina✓
mit IKwith iccon ic
*mitPowerschraubeAS0047(sieheSeite65)* with powerscrew AS 0047 (see page 65)*convitepermanicottoAS0047(vedipag.65)
**ohneInnenkühlung** without internal coolant**senzaadduzioneinterna
Hinweis:PassendeWendeschneidplattenfindenSieabSeite62,SpannmittelaufSeite64.Remark:Indeaxbleinsertsyoufindfrompage62,facemilladaptorsonpage64.Nota:Insertiafissaggiomeccanicodapag.62,mandrinidifresaturaapag.64.
64 – 85
2
ARNO®-Werkzeuge | Fräsen | Milling | Fresatura Alle Angaben in mm / Dimensions in mm / Tutte le dimensioni in mm 54
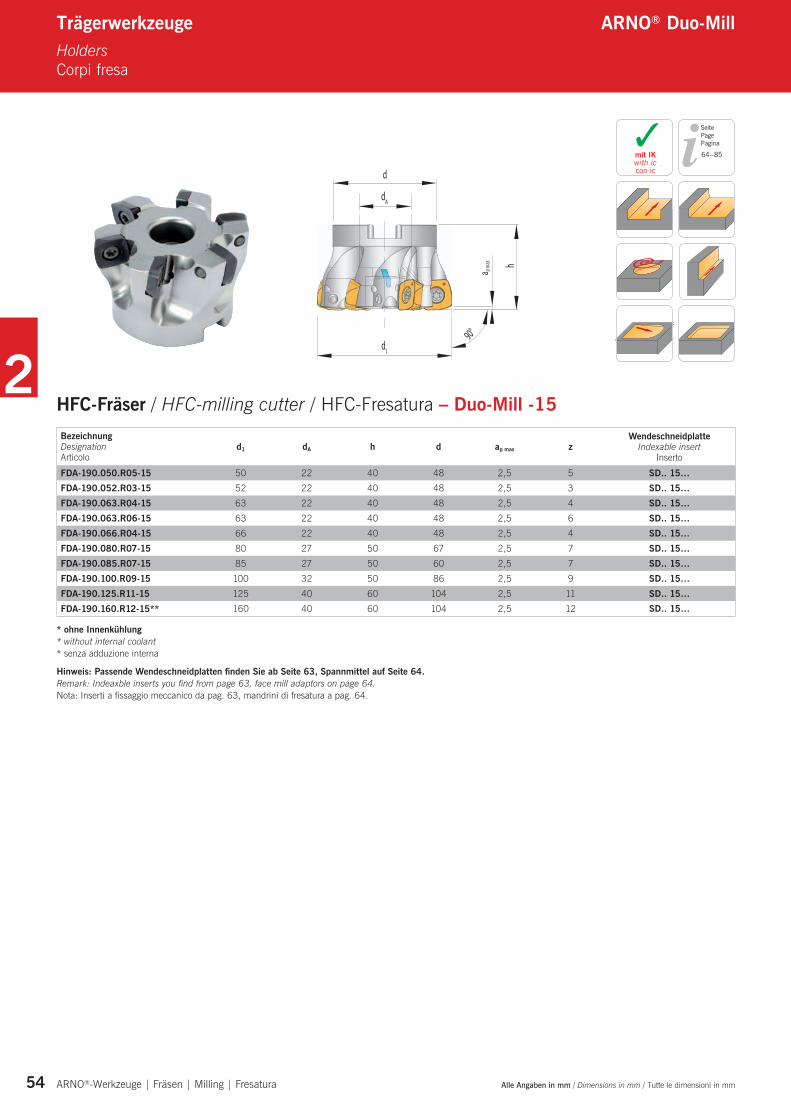
Trägerwerkzeuge ARNO® Duo-MillHoldersCorpi fresa
BezeichnungDesignation Articolo
d1 dA h d apmax zWendeschneidplatte
Indexable insertInserto
FDA-190.050.R05-15 50 22 40 48 2,5 5 SD..15…FDA-190.052.R03-15 52 22 40 48 2,5 3 SD..15…FDA-190.063.R04-15 63 22 40 48 2,5 4 SD..15…FDA-190.063.R06-15 63 22 40 48 2,5 6 SD..15…FDA-190.066.R04-15 66 22 40 48 2,5 4 SD..15…FDA-190.080.R07-15 80 27 50 67 2,5 7 SD..15…FDA-190.085.R07-15 85 27 50 60 2,5 7 SD..15…FDA-190.100.R09-15 100 32 50 86 2,5 9 SD..15…FDA-190.125.R11-15 125 40 60 104 2,5 11 SD..15…FDA-190.160.R12-15** 160 40 60 104 2,5 12 SD..15…
HFC-Fräser / HFC-milling cutter / HFC-Fresatura – Duo-Mill -15
90°
d1
d
h
dA
a p ma
x
Seite PagePagina✓
mit IKwith iccon ic
*ohneInnenkühlung* without internal coolant*senzaadduzioneinterna
Hinweis:PassendeWendeschneidplattenfindenSieabSeite63,SpannmittelaufSeite64.Remark:Indeaxbleinsertsyoufindfrompage63,facemilladaptorsonpage64.Nota:Insertiafissaggiomeccanicodapag.63,mandrinidifresaturaapag.64.
64 – 85
Alle Angaben in mm / Dimensions in mm / Tutte le dimensioni in mm ARNO®-Werkzeuge | Fräsen | Milling | Fresatura 55
2
Trägerwerkzeuge ARNO® Duo-MillHoldersCorpi fresa
BezeichnungDesignation Articolo
d1 dA l l1 apmax zWendeschneidplatte
Indexable insertInserto
FDC-190.025.R02-10 25 25 106 47 1,5 2 SD..10…FDC-190.025.R03-10 25 25 106 47 1,5 3 SD..10…FDC-190.032.R03-10 32 32 124 61 1,5 3 SD..10…FDC-190.032.R04-10 32 32 124 61 1,5 4 SD..10…
BezeichnungDesignation Articolo
d1 dA l l1 apmax zWendeschneidplatte
Indexable insertInserto
FDG-190.025.R02-10 25 M12 57 35 1,5 2 SD..10…FDG-190.025.R03-10 25 M12 57 35 1,5 3 SD..10…FDG-190.032.R03-10 32 M16 58 35 1,5 3 SD..10…FDG-190.032.R04-10 32 M16 58 35 1,5 4 SD..10…FDG-190.035.R04-10 35 M16 58 35 1,5 4 SD..10…FDG-190.040.R04-10 40 M16 58 35 1,5 4 SD..10…FDG-190.042.R04-10 42 M16 58 35 1,5 4 SD..10…
HFC-Fräser / HFC-milling cutter / HFC-Fresatura – Duo-Mill -10
HFC-Fräser / HFC-milling cutter / HFC-Fresatura – Duo-Mill -10
d 1
l1
l
ap max
d A
ap max
d 1
l1
l
d A
Seite PagePagina
Seite PagePagina
✓mit IKwith iccon ic
✓mit IKwith iccon ic
64 – 85
Hinweis:PassendeWendeschneidplattenfindenSieabSeite62,SpannmittelaufSeite64.Remark:Indeaxbleinsertsyoufindfrompage62,facemilladaptorsonpage64.Nota:Insertiafissaggiomeccanicodapag.62,mandrinidifresaturaapag.64.
Hinweis:PassendeWendeschneidplattenfindenSieabSeite62,SpannmittelaufSeite64.Remark:Indeaxbleinsertsyoufindfrompage62,facemilladaptorsonpage64.Nota:Insertiafissaggiomeccanicodapag.62,mandrinidifresaturaapag.64.
64 – 85
2
56 ARNO®-Werkzeuge | Fräsen | Milling | Fresatura
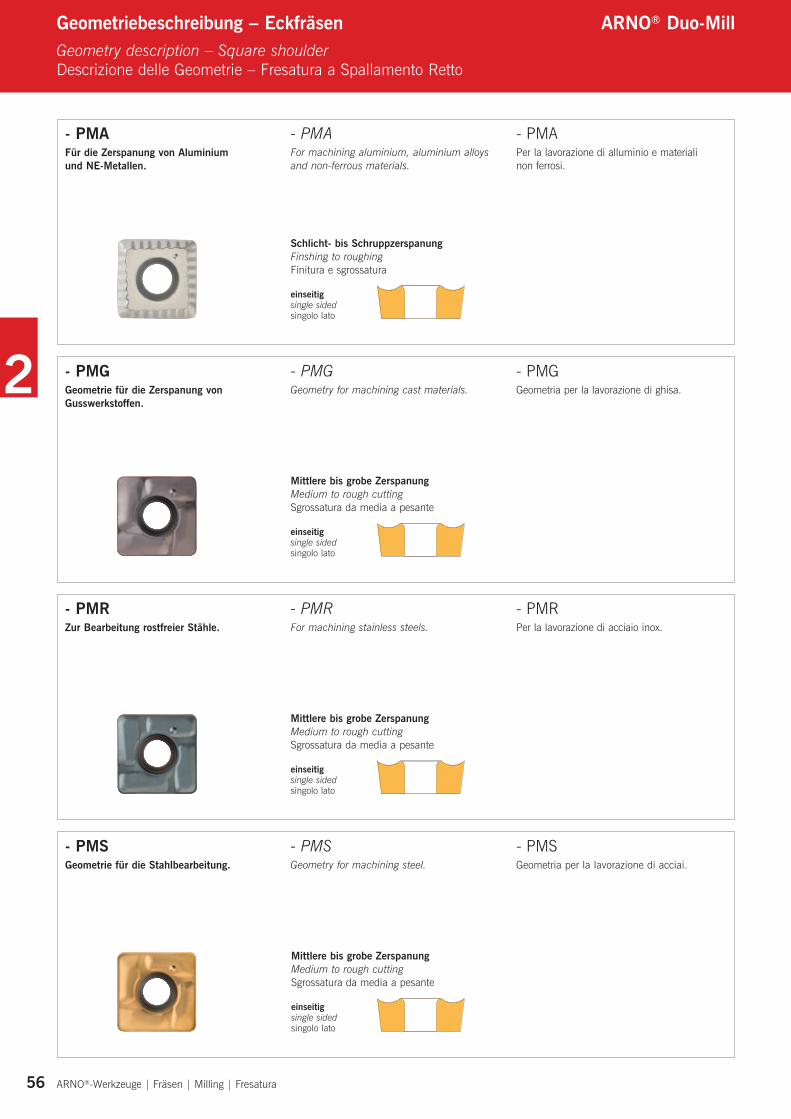
Geometriebeschreibung–Eckfräsen ARNO® Duo-MillGeometry description – Square shoulder Descrizione delle Geometrie – Fresatura a Spallamento Retto
-PMAFürdieZerspanungvonAluminium undNE-Metallen.
- PMAFor machining aluminium, aluminium alloys and non-ferrous materials.
- PMAPer la lavorazione di alluminio e materiali non ferrosi.
Schlicht-bisSchruppzerspanungFinshing to roughingFinitura e sgrossatura
einseitigsingle sidedsingolo lato
-PMGGeometriefürdieZerspanungvon Gusswerkstoffen.
- PMGGeometry for machining cast materials.
- PMGGeometria per la lavorazione di ghisa.
MittlerebisgrobeZerspanungMedium to rough cuttingSgrossatura da media a pesante
einseitigsingle sidedsingolo lato
-PMRZurBearbeitungrostfreierStähle.
- PMRFor machining stainless steels.
- PMRPer la lavorazione di acciaio inox.
-PMSGeometriefürdieStahlbearbeitung.
- PMSGeometry for machining steel.
- PMSGeometria per la lavorazione di acciai.
MittlerebisgrobeZerspanungMedium to rough cuttingSgrossatura da media a pesante
einseitigsingle sidedsingolo lato
MittlerebisgrobeZerspanungMedium to rough cuttingSgrossatura da media a pesante
einseitigsingle sidedsingolo lato
57
2
ARNO®-Werkzeuge | Fräsen | Milling | Fresatura
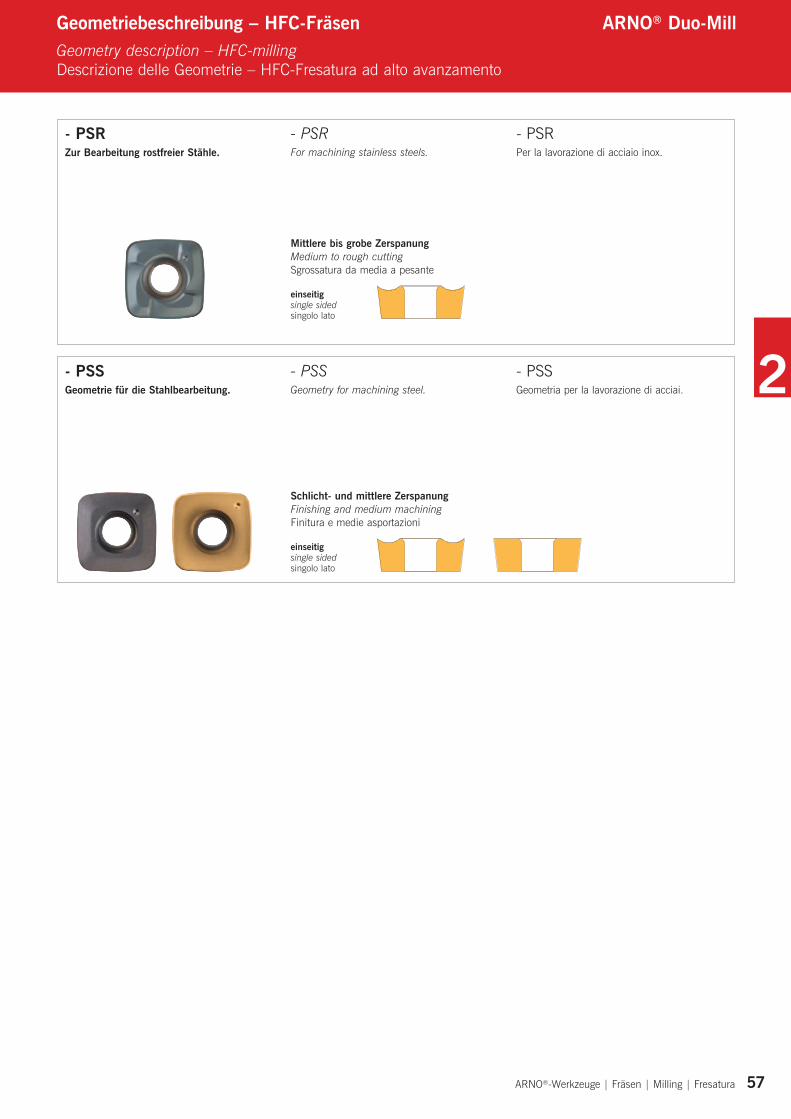
Geometriebeschreibung–HFC-Fräsen ARNO® Duo-MillGeometry description – HFC-milling Descrizione delle Geometrie – HFC-Fresatura ad alto avanzamento
-PSRZurBearbeitungrostfreierStähle.
- PSRFor machining stainless steels.
- PSRPer la lavorazione di acciaio inox.
MittlerebisgrobeZerspanungMedium to rough cuttingSgrossatura da media a pesante
einseitigsingle sidedsingolo lato
-PSSGeometriefürdieStahlbearbeitung.
- PSSGeometry for machining steel.
- PSSGeometria per la lavorazione di acciai.
Schlicht-undmittlereZerspanungFinishing and medium machiningFinitura e medie asportazioni
einseitigsingle sidedsingolo lato

2
58 ARNO®-Werkzeuge | Fräsen | Milling | Fresatura
Sortenbeschreibung–Eckfräsen ARNO® Duo-MillGrade description – Square shoulder Descrizione delle Qualità – Fresatura a Spallamento Retto
Hartmetallbeschichtet / Carbide grade coated / Metallo duro rivestito
Hartmetallunbeschichtet / Carbide grade uncoated / Metallo duro non rivestito
UnbeschichteteHartmetallsorte. SortezurBearbeitungvonAluminiumundNE-Metallen.ZurReduzierungderAuf-bauschneidenbildungistdieSpanfläche hochglanzpoliert.
Uncoated carbide inserts. For milling aluminium and non-ferrous materi-als. Insert is polished to reduce build up edge.
Metallo duro non rivestito. Qualità di metallo duro specifica per la lavora-zione di materiali non ferrosi. Ridotte forze di taglio grazie ad un tagliente affilato e ad una superficiedell’insertolappata.
AN1015
AK5315PVD-beschichteteHartmetallsortemiteinerTiAlN-Beschichtung. DerHauptanwendungsbereichdieserSorte istdieFräsbearbeitungvonGusswerkstoffen(GGundGGG).
PVDcoated(TiAlN)carbideinsert. The main application area for this grade is cast iron (GG and GGG).
InsertoconrivestimentoPVD(TiAlN). Qualità specifica per la fresatura di Ghise grigieeSferoidali(GGeGGG).
AM5740PVD-beschichteteHartmetallsortemiteinerAlTiN-Mehrlagenbeschichtung.Hauptanwen-dungrostfreierStahl.AllroundsortefürdiemoderneBearbeitung,dieeineguteAusge-wogenheitinBezugaufdieBearbeitungs-sicherheitundProduktivitätbietet.
PVDcoated(AlTiNmultilayer)carbideinsert.Main application stainless steel. For milling stainless steel at medium to high cutting speeds, also suitable for milling high temperature alloys and titanium alloys.
Insertoconrivestimentomultistrato(AlTiN)PVD. Prima scelta per lavorazione di acciai inossidabili. Per la fresatura di acciaio inossida-bile a velocità di taglio da medie ad alte, adatto anche per la fresatura di leghe resistenti al calore o leghe di titanio.
AP5215PVD-MehrlagenbeschichtungHauptanwendungNE-Metalle.UniverselleSortezurSchlichtbearbeitungvonGusswerk-stoffen,StahlundrostfreienStählen.AuchsehrgutgeeignetfürdieFeinbearbeitung vonexotischenWerkstoffen.
PVD-multilayer coatingMain application non ferrous materials. Light machining of exotic materials. Finishing of cast materials, steel and stainless steel.
Rivestimento PVD-multistratoUtilizzo pricipale per lavorazione di materiali non metallici. Ottima per la superfinitura di ghisa, acciai e acciai inossidabili. Qualità utiliz-zabile anche per finitura di materiali esotici.
AP5330PVD-beschichteteHartmetallsortemiteiner TiAlN-Beschichtung. AllroundsortefürdiemoderneBearbeitung, dieeineguteAusgewogenheitinBezugauf dieBearbeitungssicherheitundProduktivitätbietet.
PVDcoated(TiAlN)carbideinsert. Universal grade for the modern production where machine reliability and high productivity is essential. Main application area is steel.
Insertoconrivestimentomultistrato(TiAlN)PVD. Grado universale per la moderna produzione dove sono essenziali affidabilità e produttività. Qualità specifica per acciaio.
AP5430PVD-beschichteteHartmetallsortemiteiner TiAlN-Beschichtung+TiN-Zusatzbeschichtung. AllroundsortefürdieFräsbearbeitungsämt-licherStahlwerkstoffe.Substratmitguter ZähigkeitreserveinKombinationmithoher Verschleißfestigkeit.
PVDcoated(TiAlN/TiN)carbideinsert. General purpose grade for all steel machining, toughyetwearresistant.TiNcoatingforeasierwear recognition.
Inserto con rivestimento multistrato (TiAlN/TiN)PVD. Grado per acciaio, tenace e allo stesso tempo resistenteall’usura.RivestimentoTinperunmigliorriconoscimentodell’usura.
AP5830+PVD-beschichteteHartmetallsorte. BesondersgeeignetzumNassfräsenvon Stählen,rostfreienWerkstoffenundGuss-werkstoffen.Eineuniverselleinsetzbare SortegegenKammrissbildung.
PVD-carbide grade. Especially suitable for wet milling of steel, stain-less steel and cast materials. A universal grade, veryresistanttothermalcracking.
Metallo duro rivestito PVD. Qualità studiata appositamente per lavorazioni con refrigerante di acciaio, acciaio inossidabile e acciai stampati o da fusione. Un grado universale, molto resistente a shock termici.
59
2
ARNO®-Werkzeuge | Fräsen | Milling | Fresatura
Sortenbeschreibung – HFC-Fräsen ARNO® Duo-MillGrade description – HFC-milling Descrizione delle Qualità – HFC-Fresatura ad alto avanzamento
Hartmetallbeschichtet / Carbide grade coated / Metallo duro rivestito
AM5740PVD-beschichteteHartmetallsortemiteiner AlTiN-Mehrlagenbeschichtung.ZumFräsenvonrostfreienStählenbeimittle-renundhohenSchnittgeschwindigkeiten. NebenanwendungzumFräsenwarmfester LegierungenundTitanlegierungen.
PVDcoated(AlTiNmultilayer)carbideinsert. For milling stainless steel at medium to high cutting speeds, also suitable for milling high temperature alloys and titanium alloys.
Inserto con rivestimento multistrato (AlTiN)PVD. Per la fresatrua di acciaio inossidabile a veloci-tà di taglio da medie ad alte, adatto anche per la fresatura di leghe resistenti al calore o leghe di titanio.
AP5325PVD-beschichteteHartmetallsortemiteinerTiAlN-Beschichtung. ZumFräsenvonallgemeinenStählenfür dieSchlicht-undSchruppbearbeitungbeimittlerenbishohenSchnittgeschwindigkeiten.
PVDcoated(TiAlN)carbideinsert. For general milling of steel. Roughing and finishing at medium to high cutting speeds.
Insertoconrivestimentomultistrato(TiAlN)PVD. Qualità specifica per acciaio. Sgrossatura e finitura a velocità medie ed elevate.
AP5335PVD-beschichteteHartmetallsortefürdie ZerspanungvonStahlmithoherZähigkeit imSubstrat.GeringeNeigungzuSchneidkantenausbrüchen.
Very tough PVD coated grade for machining steel. Highresistancetocuttingedgebreakage.
Grado molto tenace con rivestimento PVD.Per la lavorazione di acciaio. Alta resistenza contro le scheggiature.
AP5340PVD-beschichteteHartmetallsortemiteiner TiAlN-Beschichtung. ErsteWahlfürinstabileBedingungen.KannauchalsUnterstützungssortebeizähigkeits-forderndenOperationeneingesetztwerden.
PVDcoated(TiAlN)carbideinsert. Preferred choice for unstable conditions. Can also be used where extreme toughness is required.
Insertoconrivestimentomultistrato(TiAlN)PVD. Qualità per condizioni instabili di lavorazione. Puòessereusatoanchedoveènecessaria massima tenacità.
AP5440PVD-beschichteteHartmetallsortemiteiner TiAlN-Beschichtung+TiN-Zusatzbeschichtung. ErsteWahlbeiinstabilenBedingungen,länge-renAuskraglängenundniedrigenbismittlerenSchnittgeschwindigkeiten.
PVDcoated(TiAlN/TiN)carbideinsert. Preferred choice for unstable conditions, long overhang and medium to low cutting speeds.
Inserto con rivestimento multistrato (TiAlN/TiN)PVD. Da preferire per condizioni di lavoro instabili e velocità medio-basse.
AP5830+PVD-beschichteteHartmetallsorte. BesondersgeeignetzumNassfräsenvon Stählen,rostfreienWerkstoffenundGuss-werkstoffen.Eineuniverselleinsetzbare SortegegenKammrissbildung.
PVD coated carbide grade. Especially suitable for wet milling of steel, stainless steel and cast materials. A universal grade,veryresistanttothermalcracking.
Metallo duro rivestito PVD. Qualità studiata appositamente per lavorazioni con refrigerante di acciaio, acciaio inossidabile e acciai stampati o da fusione. Un grado universale, molto resistente a shock termici.
2
ARNO®-Werkzeuge | Fräsen | Milling | Fresatura Alle Angaben in mm / Dimensions in mm / Tutte le dimensioni in mm 60
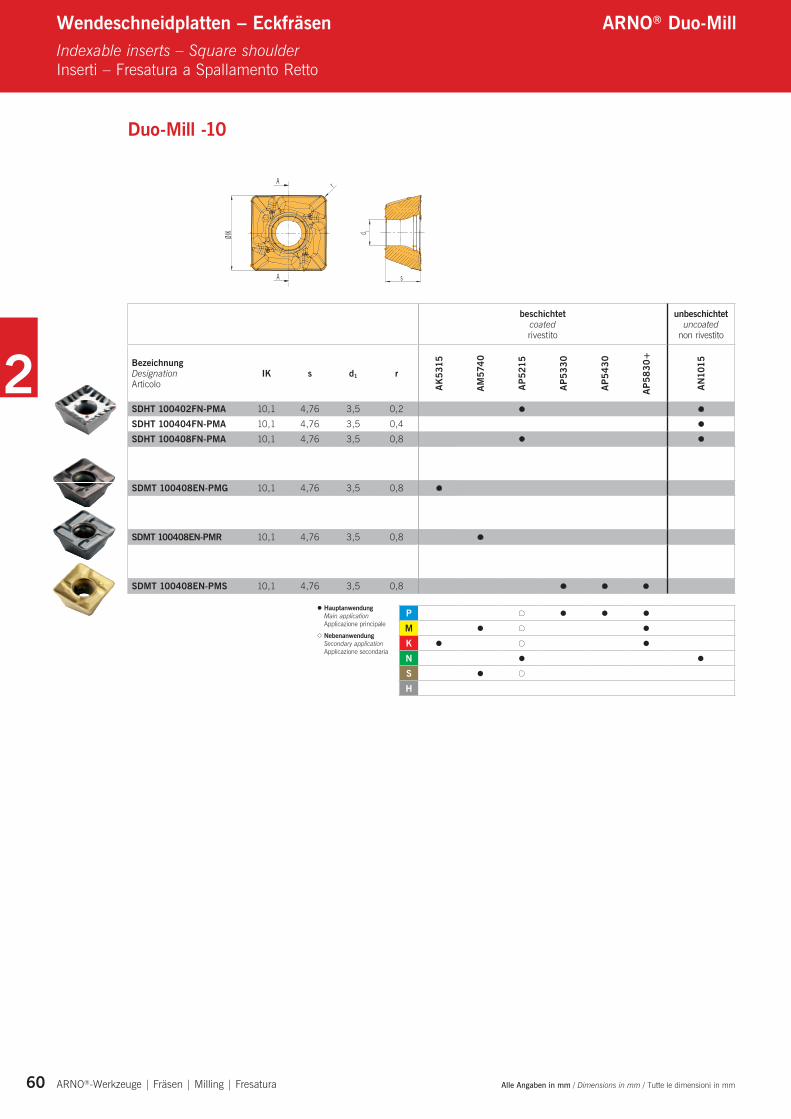
Wendeschneidplatten–Eckfräsen ARNO® Duo-MillIndexable inserts – Square shoulder Inserti – Fresatura a Spallamento Retto
Duo-Mill -10
beschichtetcoatedrivestito
unbeschichtetuncoated
non rivestito
BezeichnungDesignationArticolo
IK s d1 r
AK53
15
AM57
40
AP52
15
AP53
30
AP54
30
AP58
30+
AN10
15
SDHT100402FN-PMA 10,1 4,76 3,5 0,2 l l
SDHT100404FN-PMA 10,1 4,76 3,5 0,4 l
SDHT100408FN-PMA 10,1 4,76 3,5 0,8 l l
SDMT100408EN-PMG 10,1 4,76 3,5 0,8 l
SDMT100408EN-PMR 10,1 4,76 3,5 0,8 l
SDMT100408EN-PMS 10,1 4,76 3,5 0,8 l l l
P l l l l
M l l l
K l l l
N l l
S l l
H
lHauptanwendungMain application Applicazione principale
lNebenanwendungSecondary application Applicazione secondaria
r
ØIK
A
A s
d 1
Alle Angaben in mm / Dimensions in mm / Tutte le dimensioni in mm ARNO®-Werkzeuge | Fräsen | Milling | Fresatura 61
2
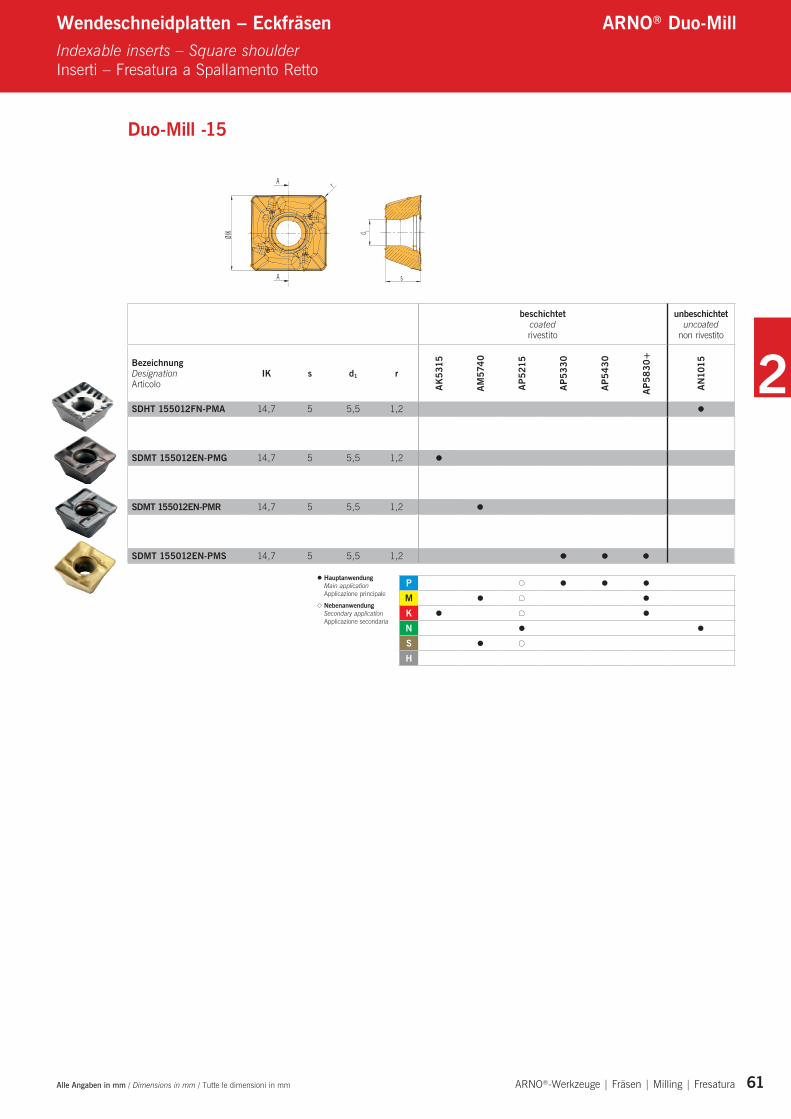
Wendeschneidplatten–Eckfräsen ARNO® Duo-MillIndexable inserts – Square shoulder Inserti – Fresatura a Spallamento Retto
Duo-Mill -15
beschichtetcoatedrivestito
unbeschichtetuncoated
non rivestito
BezeichnungDesignationArticolo
IK s d1 r
AK53
15
AM57
40
AP52
15
AP53
30
AP54
30
AP58
30+
AN10
15
SDHT155012FN-PMA 14,7 5 5,5 1,2 l
SDMT155012EN-PMG 14,7 5 5,5 1,2 l
SDMT155012EN-PMR 14,7 5 5,5 1,2 l
SDMT155012EN-PMS 14,7 5 5,5 1,2 l l l
P l l l l
M l l l
K l l l
N l l
S l l
H
lHauptanwendungMain application Applicazione principale
lNebenanwendungSecondary application Applicazione secondaria
r
ØIK
A
A s
d 1
2
ARNO®-Werkzeuge | Fräsen | Milling | Fresatura Alle Angaben in mm / Dimensions in mm / Tutte le dimensioni in mm 62
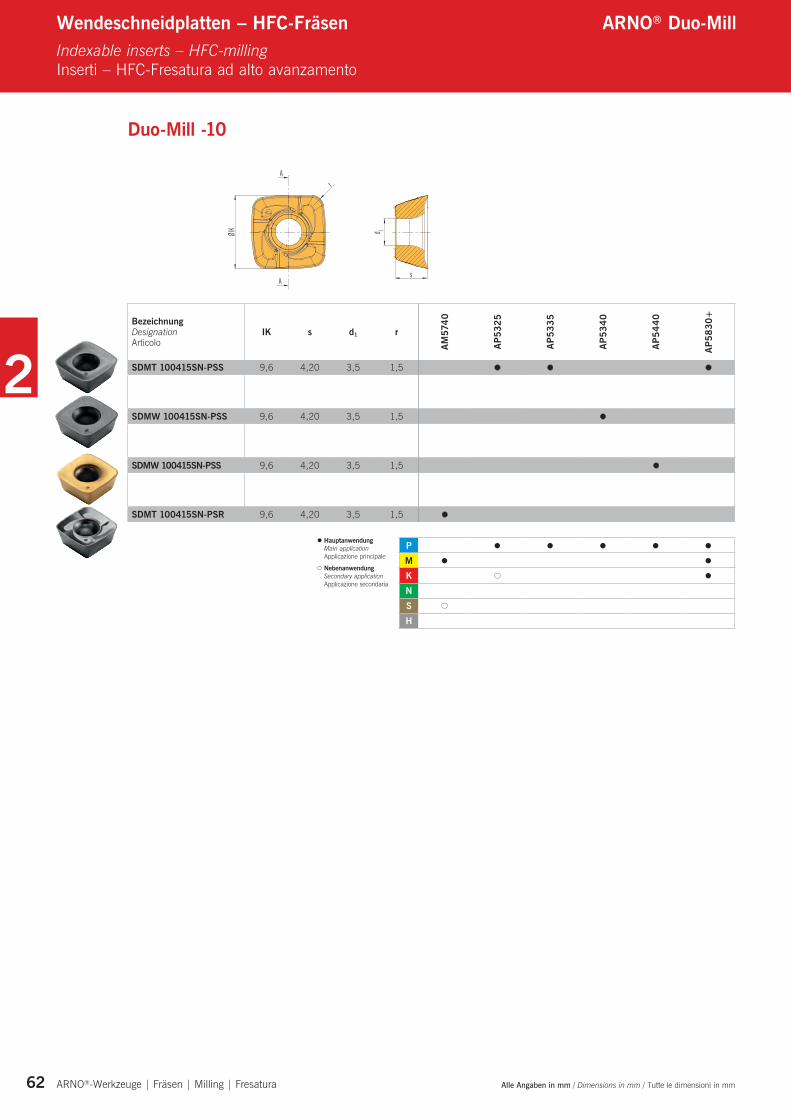
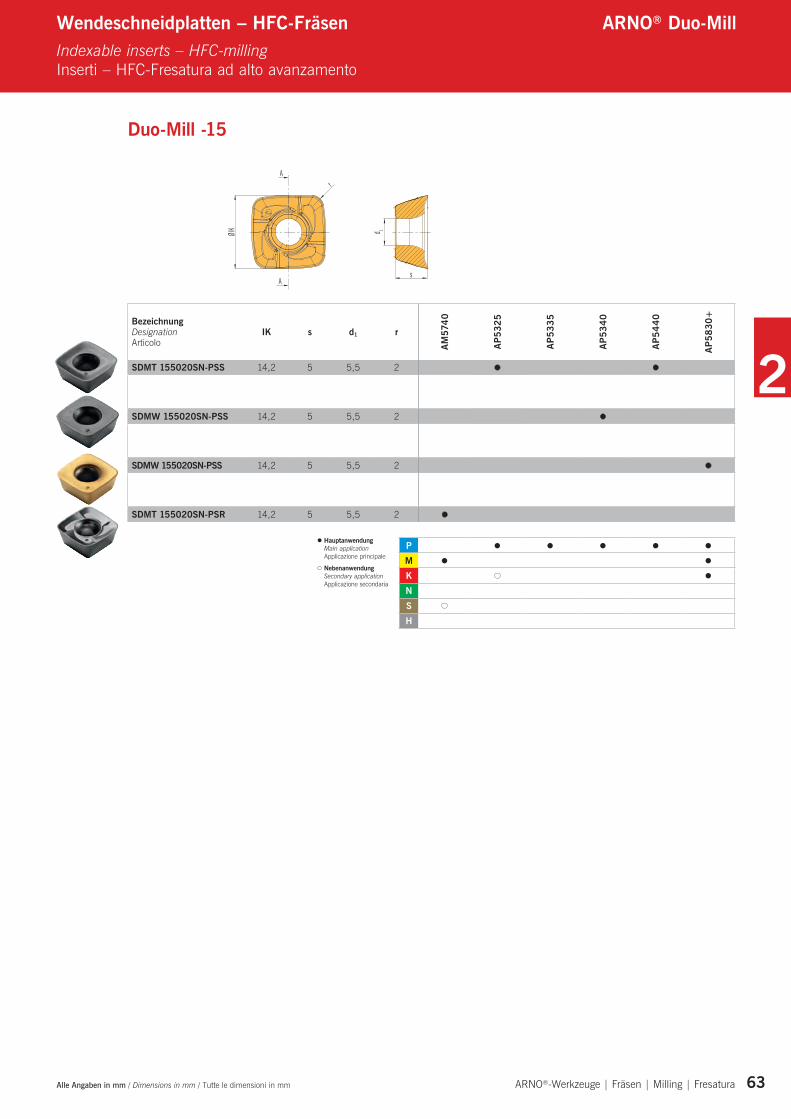
Wendeschneidplatten – HFC-Fräsen ARNO® Duo-MillIndexable inserts – HFC-milling Inserti – HFC-Fresatura ad alto avanzamento
Duo-Mill -10
Bezeichnung Designation Articolo
IK s d1 r
AM57
40
AP53
25
AP53
35
AP53
40
AP54
40
AP58
30+
SDMT100415SN-PSS 9,6 4,20 3,5 1,5 l l l
SDMW100415SN-PSS 9,6 4,20 3,5 1,5 l
SDMW100415SN-PSS 9,6 4,20 3,5 1,5 l
SDMT100415SN-PSR 9,6 4,20 3,5 1,5 l
P l l l l l
M l l
K l l
NS l
H
lHauptanwendung Main application Applicazione principale
lNebenanwendung Secondary application Applicazione secondaria
r
ØIK
A
A
d 1
s
Alle Angaben in mm / Dimensions in mm / Tutte le dimensioni in mm ARNO®-Werkzeuge | Fräsen | Milling | Fresatura 63
2
Wendeschneidplatten – HFC-Fräsen ARNO® Duo-MillIndexable inserts – HFC-milling Inserti – HFC-Fresatura ad alto avanzamento
Duo-Mill -15
Bezeichnung Designation Articolo
IK s d1 r
AM57
40
AP53
25
AP53
35
AP53
40
AP54
40
AP58
30+
SDMT155020SN-PSS 14,2 5 5,5 2 l l
SDMW155020SN-PSS 14,2 5 5,5 2 l
SDMW155020SN-PSS 14,2 5 5,5 2 l
SDMT155020SN-PSR 14,2 5 5,5 2 l
P l l l l l
M l l
K l l
NS l
H
lHauptanwendung Main application Applicazione principale
lNebenanwendung Secondary application Applicazione secondaria
r
ØIK
A
A
d 1
s

2
ARNO®-Werkzeuge | Fräsen | Milling | Fresatura Alle Angaben in mm / Dimensions in mm / Tutte le dimensioni in mm 64
Werkzeugaufnahmen ARNO® Duo-MillAdaptorsAttacchi
WerkzeugaufnahmeSK40fürDuo-MillFräserSK40 face mill adaptors for Duo-Mill cutters /AttachiSK40perFrese
Fräser-ØCutter-ØFresatura-Ø
L
WerkzeugaufnahmeAdaptorAttaccoSK40DIN69871
WerkzeugaufnahmeAdaptorAttaccoSK40MASBT
[mm] [mm]BezeichnungDesignationArticolo
BezeichnungDesignationArticolo
40 40 69871AD+B-40-16x35IK-L40 BT40AD+B-16x35IK-L4050 40 69871AD+B-40-22x43IK-L40 BT40AD+B-22x43IK-L4063 40 69871AD+B-40-22x48IK-L40 BT40AD+B-22x48IK-L4080 50 69871AD+B-40-27x60IK-L50 BT40AD+B-27x60IK-L50100 50 69871AD+B-40-32x78IK-L50 BT40AD+B-32x78IK-L50125 50 69871AD+B-40-40x90IK-L50 BT40AD+B-40x90IK-L50160 50 69871AD+B-40-40x104IK-L50 BT40AD+B-40x104IK-L50
L
WerkzeugaufnahmeHSK63fürDuo-MillFräserHSK63 face mill adaptors for Duo-Mill cutters /AttacchiHSK63perFrese
Fräser-ØCutter-ØFresatura-Ø
L
WerkzeugaufnahmeAdaptorAttaccoSK40DIN69871
[mm] [mm]BezeichnungDesignationArticolo
40 40 HSK-A63-16x35IK-L4050 40 HSK-A63-22x43IK-L4063 40 HSK-A63-22x48IK-L4080 55 HSK-A63-27x60IK-L55100 60 HSK-A63-32x78IK-L60125 60 HSK-A63-40x90IK-L60160 60 HSK-A63-40x104IK-L60
L
WerkzeugaufnahmeSK40fürDuo-MillFräserSK40 face mill adaptors for Duo-Mill cutters /AttachiSK40perFrese
Fräser-ØCutter-ØFresatura-Ø
LWerkzeugaufnahmeAdaptorAttacco
[mm] [mm]BezeichnungDesignationArticolo
25 69 69871AD-40-M12-21x50IK-L6925 119 69871AD-40-M12-21x100IK-L119
32-42 69 69871AD-40-M16-29x50IK-L6932-42 119 69871AD-40-M16-29x100IK-L119
L
WerkzeugaufnahmeHSK63fürDuo-MillFräserHSK63 face mill adaptors for Duo-Mill cutters /AttacchiHSK63perFrese
Fräser-ØCutter-ØFresatura-Ø
LWerkzeugaufnahmeAdaptorAttacco
[mm] [mm]BezeichnungDesignationArticolo
25 76 HSK-A63-M12-21x50IK-L7625 126 HSK-A63-M12-21x100IK-L126
32-42 76 HSK-A63-M16-29x50IK-L7632-42 126 HSK-A63-M16-29x100IK-L126
L

65
2
ARNO®-Werkzeuge | Fräsen | Milling | Fresatura
Ersatzteile ARNO® Duo-MillSpare parts Ricambi
SchraubenundSchraubendreher Screws and Screwdrivers Chiavi e Viti
Bezeichnung Designation Articolo
Drehmoment Torque Forza di serraggio
TorxPlus®-SpannschraubeTorxPlus®-ScrewTorxPlus®-Vite
TorxPlus®-SchlüsselTorxPlus®-KeyTorxPlus®-Chiave
Duo-Mill -10 3Nm AS0042 (T5110IP)
Duo-MillFDA190-040...-10 - AS0047* Imbus4mm
Duo-Mill -15 5Nm AS0046 (T5120IP)
Hinweis:Drehmoment-SchraubendrehersieheSeite289.Remark:Fortorquescrewdriversseepage289.Nota:Chiavidinamometricheapagina289.
HINWEISTROCKENBEARBEITUNG:
EskannzurerhöhtenWärmeentwicklung desTrägersbzw.derSchraubenführen.• BitterechzeitigeinenSchraubenwechsel
durchführen• BeierhitztemWerkzeugkeinenPlatten-
wechselvornehmen, abkühlenlassen,ggf.mitSchwester- werkzeugarbeiten
• SchraubenwechselnurmitIP-Schlüssel bzw.Drehmomentschlüsseldurchführen
INFODRyMACHINING:
Can lead to increased temperature to the tool and the screws.• Please change screws accordingly.• Please do not replace inserts while the
holder is hot. Either leave tool to cool down orworkwithsimilarsistertooling.
• Use torx plus and torque screwdriver when replacing insert screws.
NOTALAVORAZIONEASECCO:
Si possono riscontrare elevate temperatura sull’inserto,viteecorpofresa:• Nonsostituireinsertievitimentreilcorpo
utensileècaldo.Lasciareraffreddarel’utensile.• Utilizzarechiavedinamometricaquando
si sostituiscono le viti• prevedere una sostituzione delle viti appropriata
*PowerschraubeL/RM8x29*PowerscrewL/RM8x29*ViteadoppioprincipioL/RM8x29
2
66 ARNO®-Werkzeuge | Fräsen | Milling | Fresatura
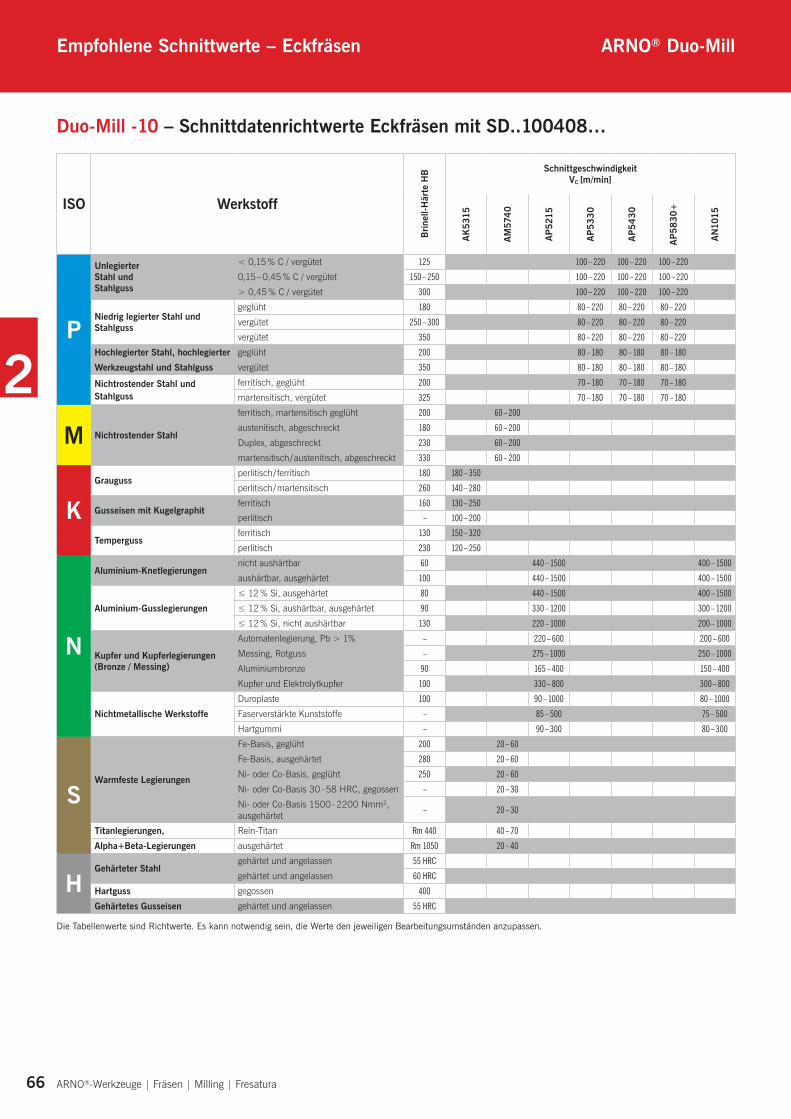
EmpfohleneSchnittwerte–Eckfräsen ARNO® Duo-Mill
Duo-Mill -10–SchnittdatenrichtwerteEckfräsenmitSD..100408…
Die Tabellenwerte sind Richtwerte. Es kann notwendig sein, die Werte den jeweiligen Bearbeitungsumständen anzupassen.
ISO Werkstoff
Brinell-H
ärteH
B Schnittgeschwindigkeit VC [m/min]
AK53
15
AM57
40
AP52
15
AP53
30
AP54
30
AP58
30+
AN10
15
P
Unlegierter Stahlund Stahlguss
<0,15%C/vergütet 125 100 – 220 100 – 220 100 – 220
0,15–0,45%C/vergütet 150 – 250 100 – 220 100 – 220 100 – 220
>0,45%C/vergütet 300 100 – 220 100 – 220 100 – 220
NiedriglegierterStahlund Stahlguss
geglüht 180 80 – 220 80 – 220 80 – 220
vergütet 250 – 300 80 – 220 80 – 220 80 – 220
vergütet 350 80 – 220 80 – 220 80 – 220
HochlegierterStahl,hochlegierter geglüht 200 80 – 180 80 – 180 80 – 180
WerkzeugstahlundStahlguss vergütet 350 80 – 180 80 – 180 80 – 180
NichtrostenderStahlundStahlguss
ferritisch, geglüht 200 70 – 180 70 – 180 70 – 180
martensitisch, vergütet 325 70 – 180 70 – 180 70 – 180
M NichtrostenderStahl
ferritisch, martensitisch geglüht 200 60 – 200
austenitisch, abgeschreckt 180 60 – 200
Duplex, abgeschreckt 230 60 – 200
martensitisch / austenitisch, abgeschreckt 330 60 – 200
KGrauguss
perlitisch / ferritisch 180 180 – 350
perlitisch / martensitisch 260 140 – 280
GusseisenmitKugelgraphitferritisch 160 130 – 250
perlitisch – 100 – 200
Tempergussferritisch 130 150 – 320
perlitisch 230 120 – 250
N
Aluminium-Knetlegierungennicht aushärtbar 60 440 – 1500 400 – 1500
aushärtbar, ausgehärtet 100 440 – 1500 400 – 1500
Aluminium-Gusslegierungen≤12%Si,ausgehärtet 80 440 – 1500 400 – 1500
≤12%Si,aushärtbar,ausgehärtet 90 330 – 1200 300 – 1200
≤12%Si,nichtaushärtbar 130 220 – 1000 200 – 1000
KupferundKupferlegierungen(Bronze/Messing)
Automatenlegierung,Pb>1% – 220 – 600 200 – 600
Messing, Rotguss – 275 – 1000 250 – 1000
Aluminiumbronze 90 165 – 400 150 – 400
KupferundElektrolytkupfer 100 330 – 800 300 – 800
NichtmetallischeWerkstoffeDuroplaste 100 90 – 1000 80 – 1000
FaserverstärkteKunststoffe – 85 – 500 75 – 500
Hartgummi – 90 – 300 80 – 300
SWarmfesteLegierungen
Fe-Basis, geglüht 200 20 – 60
Fe-Basis, ausgehärtet 280 20 – 60
Ni-oderCo-Basis,geglüht 250 20 – 60
Ni-oderCo-Basis30-58HRC,gegossen – 20 – 30
Ni-oderCo-Basis1500-2200Nmm2, ausgehärtet – 20 – 30
Titanlegierungen, Rein-Titan Rm 440 40 – 70
Alpha+Beta-Legierungen ausgehärtet Rm 1050 20 – 40
HGehärteterStahl
gehärtet und angelassen 55 HRC
gehärtet und angelassen 60 HRC
Hartguss gegossen 400
Gehärtetes Gusseisen gehärtet und angelassen 55 HRC

67
2
ARNO®-Werkzeuge | Fräsen | Milling | Fresatura
EmpfohleneSchnittwerte–Eckfräsen ARNO® Duo-Mill
Duo-Mill -15–SchnittdatenrichtwerteEckfräsenmitSD..155012…
Die Tabellenwerte sind Richtwerte. Es kann notwendig sein, die Werte den jeweiligen Bearbeitungsumständen anzupassen.
ISO Werkstoff
Brinell-H
ärteH
B Schnittgeschwindigkeit VC [m/min]
AK53
15
AM57
40
AP52
15
AP53
30
AP54
30
AP58
30+
AN10
15
P
Unlegierter Stahlund Stahlguss
<0,15%C/vergütet 125 100 – 220 100 – 220 100 – 220
0,15–0,45%C/vergütet 150 – 250 100 – 220 100 – 220 100 – 220
>0,45%C/vergütet 300 100 – 220 100 – 220 100 – 220
NiedriglegierterStahlund Stahlguss
geglüht 180 80 – 220 80 – 220 80 – 220
vergütet 250 – 300 80 – 220 80 – 220 80 – 220
vergütet 350 80 – 220 80 – 220 80 – 220
HochlegierterStahl,hochlegierter geglüht 200 80 – 220 80 – 220 80 – 220
WerkzeugstahlundStahlguss vergütet 350 80 – 220 80 – 220 80 – 220
NichtrostenderStahlundStahlguss
ferritisch, geglüht 200 70 – 180 70 – 180 70 – 180
martensitisch, vergütet 325 70 – 180 70 – 180 70 – 180
M NichtrostenderStahl
ferritisch, martensitisch geglüht 200 60 – 200
austenitisch, abgeschreckt 180 60 – 200
Duplex, abgeschreckt 230 60 – 200
martensitisch / austenitisch, ausgehärtet 330 60 – 200
KGrauguss
perlitisch / ferritisch 180 180 – 350
perlitisch / martensitisch 260 140 – 280
GusseisenmitKugelgraphitferritisch 160 130 – 250
perlitisch – 100 – 200
Tempergussferritisch 130 150 – 320
perlitisch 230 120 – 250
N
Aluminium-Knetlegierungennicht aushärtbar 60 440 – 1500 400 – 1500
aushärtbar, ausgehärtet 100 440 – 1500 400 – 1500
Aluminium-Gusslegierungen≤12%Si,ausgehärtet 80 440 – 1500 400 – 1500
≤12%Si,aushärtbar,ausgehärtet 90 330 – 1200 300 – 1200
≤12%Si,nichtaushärtbar 130 220 – 1000 200 – 1000
KupferundKupferlegierungen(Bronze/Messing)
Automatenlegierung,Pb>1% – 220 – 600 200 – 600
Messing, Rotguss – 275 – 1000 250 – 1000
Aluminiumbronze 90 165 – 400 150 – 400
KupferundElektrolytkupfer 100 330 – 800 300 – 800
NichtmetallischeWerkstoffeDuroplaste 100 90 – 1000 80 – 1000
FaserverstärkteKunststoffe – 85 – 500 75 – 500
Hartgummi – 90 – 300 80 – 300
SWarmfesteLegierungen
Fe-Basis, geglüht 200 20 – 60
Fe-Basis, ausgehärtet 280 20 – 60
Ni-oderCo-Basis,geglüht 250 20 – 60
Ni-oderCo-Basis30-58HRC,gegossen – 20 – 30
Ni-oderCo-Basis1500-2200Nmm2, ausgehärtet – 20 – 30
Titanlegierungen, Rein-Titan Rm 440 40 – 70
Alpha+Beta-Legierungen ausgehärtet Rm 1050 20 – 40
HGehärteterStahl
gehärtet und angelassen 55 HRC
gehärtet und angelassen 60 HRC
Hartguss gegossen 400
Gehärtetes Gusseisen gehärtet und angelassen 55 HRC
2
68 ARNO®-Werkzeuge | Fräsen | Milling | Fresatura
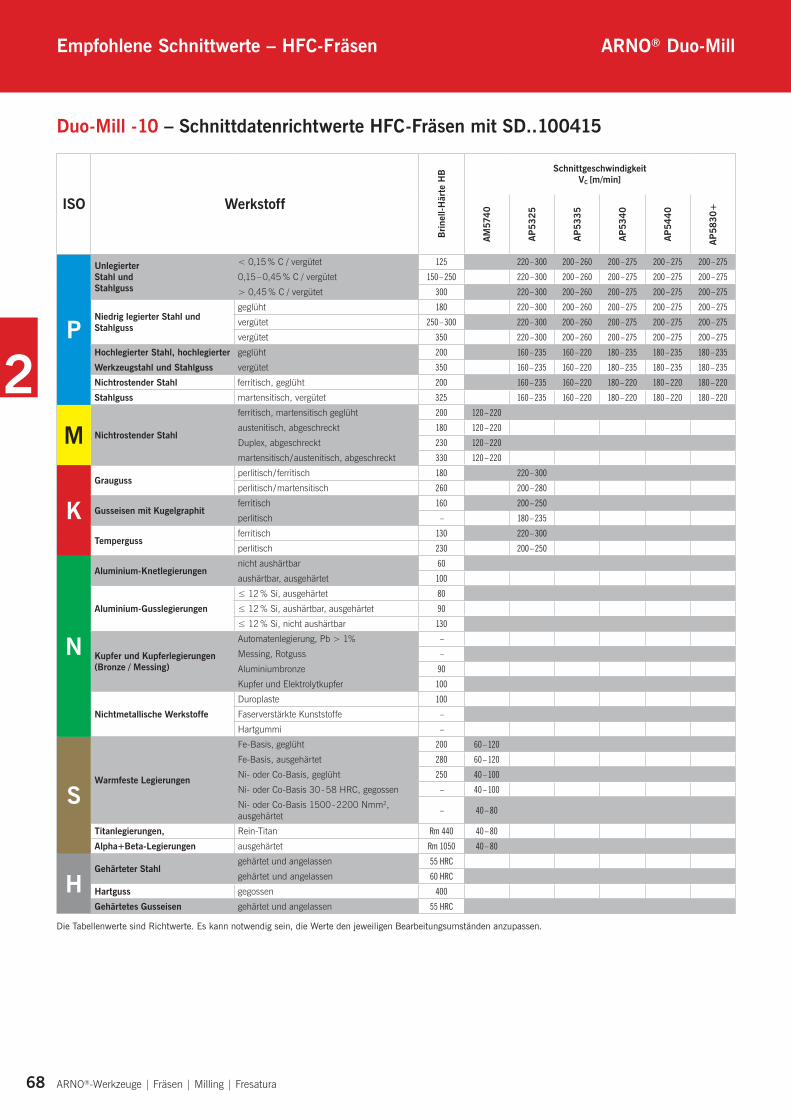
EmpfohleneSchnittwerte–HFC-Fräsen ARNO® Duo-Mill
Duo-Mill -10–SchnittdatenrichtwerteHFC-FräsenmitSD..100415
Die Tabellenwerte sind Richtwerte. Es kann notwendig sein, die Werte den jeweiligen Bearbeitungsumständen anzupassen.
ISO Werkstoff
Brinell-H
ärteH
B Schnittgeschwindigkeit VC [m/min]
AM57
40
AP53
25
AP53
35
AP53
40
AP54
40
AP58
30+
P
Unlegierter Stahlund Stahlguss
<0,15%C/vergütet 125 220 – 300 200 – 260 200 – 275 200 – 275 200 – 275
0,15–0,45%C/vergütet 150 – 250 220 – 300 200 – 260 200 – 275 200 – 275 200 – 275
>0,45%C/vergütet 300 220 – 300 200 – 260 200 – 275 200 – 275 200 – 275
NiedriglegierterStahlund Stahlguss
geglüht 180 220 – 300 200 – 260 200 – 275 200 – 275 200 – 275
vergütet 250 – 300 220 – 300 200 – 260 200 – 275 200 – 275 200 – 275
vergütet 350 220 – 300 200 – 260 200 – 275 200 – 275 200 – 275
HochlegierterStahl,hochlegierter geglüht 200 160 – 235 160 – 220 180 – 235 180 – 235 180 – 235
WerkzeugstahlundStahlguss vergütet 350 160 – 235 160 – 220 180 – 235 180 – 235 180 – 235
NichtrostenderStahl ferritisch, geglüht 200 160 – 235 160 – 220 180 – 220 180 – 220 180 – 220
Stahlguss martensitisch, vergütet 325 160 – 235 160 – 220 180 – 220 180 – 220 180 – 220
M NichtrostenderStahl
ferritisch, martensitisch geglüht 200 120 – 220
austenitisch, abgeschreckt 180 120 – 220
Duplex, abgeschreckt 230 120 – 220
martensitisch / austenitisch, abgeschreckt 330 120 – 220
KGrauguss
perlitisch / ferritisch 180 220 – 300
perlitisch / martensitisch 260 200 – 280
GusseisenmitKugelgraphitferritisch 160 200 – 250
perlitisch – 180 – 235
Tempergussferritisch 130 220 – 300
perlitisch 230 200 – 250
N
Aluminium-Knetlegierungennicht aushärtbar 60
aushärtbar, ausgehärtet 100
Aluminium-Gusslegierungen≤12%Si,ausgehärtet 80
≤12%Si,aushärtbar,ausgehärtet 90
≤12%Si,nichtaushärtbar 130
KupferundKupferlegierungen(Bronze/Messing)
Automatenlegierung,Pb>1% –
Messing, Rotguss –
Aluminiumbronze 90
KupferundElektrolytkupfer 100
NichtmetallischeWerkstoffeDuroplaste 100
FaserverstärkteKunststoffe –
Hartgummi –
SWarmfesteLegierungen
Fe-Basis, geglüht 200 60 – 120
Fe-Basis, ausgehärtet 280 60 – 120
Ni-oderCo-Basis,geglüht 250 40 – 100
Ni-oderCo-Basis30-58HRC,gegossen – 40 – 100
Ni-oderCo-Basis1500-2200Nmm2, ausgehärtet – 40 – 80
Titanlegierungen, Rein-Titan Rm 440 40 – 80
Alpha+Beta-Legierungen ausgehärtet Rm 1050 40 – 80
HGehärteterStahl
gehärtet und angelassen 55 HRC
gehärtet und angelassen 60 HRC
Hartguss gegossen 400
Gehärtetes Gusseisen gehärtet und angelassen 55 HRC
69
2
ARNO®-Werkzeuge | Fräsen | Milling | Fresatura
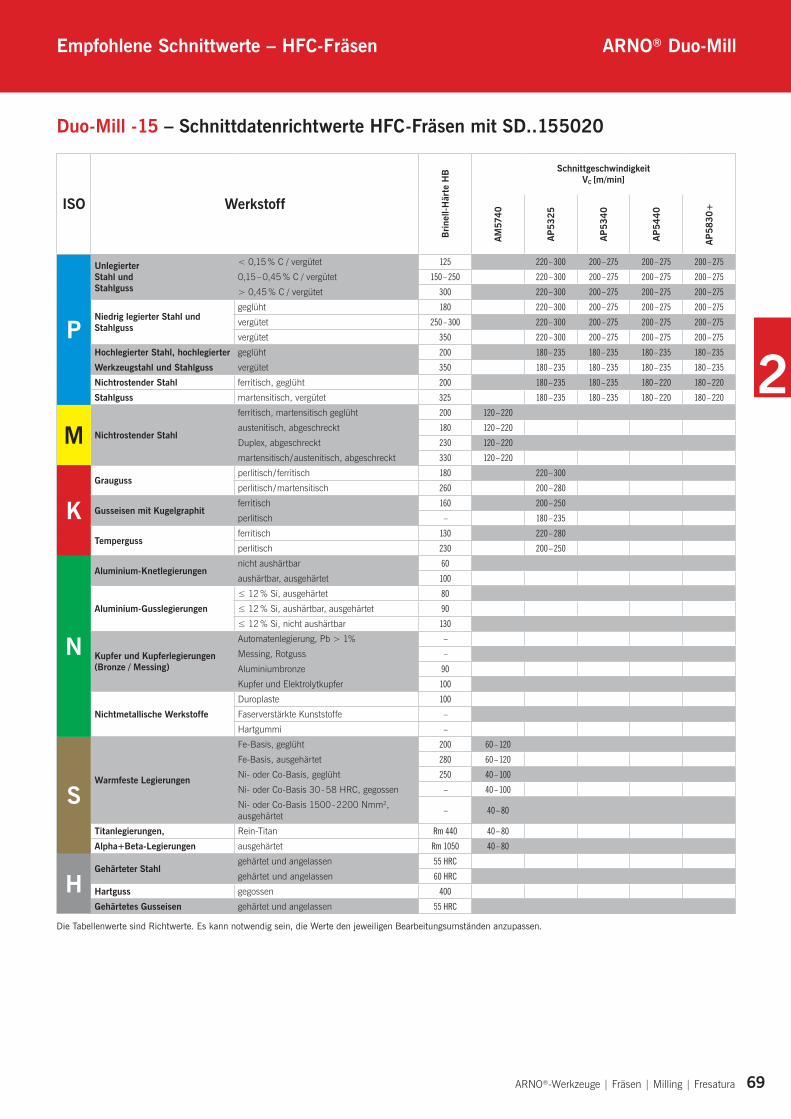
EmpfohleneSchnittwerte–HFC-Fräsen ARNO® Duo-Mill
Duo-Mill -15–SchnittdatenrichtwerteHFC-FräsenmitSD..155020
Die Tabellenwerte sind Richtwerte. Es kann notwendig sein, die Werte den jeweiligen Bearbeitungsumständen anzupassen.
ISO Werkstoff
Brinell-H
ärteH
B Schnittgeschwindigkeit VC [m/min]
AM57
40
AP53
25
AP53
40
AP54
40
AP58
30+
P
Unlegierter Stahlund Stahlguss
<0,15%C/vergütet 125 220 – 300 200 – 275 200 – 275 200 – 275
0,15–0,45%C/vergütet 150 – 250 220 – 300 200 – 275 200 – 275 200 – 275
>0,45%C/vergütet 300 220 – 300 200 – 275 200 – 275 200 – 275
NiedriglegierterStahlund Stahlguss
geglüht 180 220 – 300 200 – 275 200 – 275 200 – 275
vergütet 250 – 300 220 – 300 200 – 275 200 – 275 200 – 275
vergütet 350 220 – 300 200 – 275 200 – 275 200 – 275
HochlegierterStahl,hochlegierter geglüht 200 180 – 235 180 – 235 180 – 235 180 – 235
WerkzeugstahlundStahlguss vergütet 350 180 – 235 180 – 235 180 – 235 180 – 235
NichtrostenderStahl ferritisch, geglüht 200 180 – 235 180 – 235 180 – 220 180 – 220
Stahlguss martensitisch, vergütet 325 180 – 235 180 – 235 180 – 220 180 – 220
M NichtrostenderStahl
ferritisch, martensitisch geglüht 200 120 – 220
austenitisch, abgeschreckt 180 120 – 220
Duplex, abgeschreckt 230 120 – 220
martensitisch / austenitisch, abgeschreckt 330 120 – 220
KGrauguss
perlitisch / ferritisch 180 220 – 300
perlitisch / martensitisch 260 200 – 280
GusseisenmitKugelgraphitferritisch 160 200 – 250
perlitisch – 180 – 235
Tempergussferritisch 130 220 – 280
perlitisch 230 200 – 250
N
Aluminium-Knetlegierungennicht aushärtbar 60
aushärtbar, ausgehärtet 100
Aluminium-Gusslegierungen≤12%Si,ausgehärtet 80
≤12%Si,aushärtbar,ausgehärtet 90
≤12%Si,nichtaushärtbar 130
KupferundKupferlegierungen(Bronze/Messing)
Automatenlegierung,Pb>1% –
Messing, Rotguss –
Aluminiumbronze 90
KupferundElektrolytkupfer 100
NichtmetallischeWerkstoffeDuroplaste 100
FaserverstärkteKunststoffe –
Hartgummi –
SWarmfesteLegierungen
Fe-Basis, geglüht 200 60 – 120
Fe-Basis, ausgehärtet 280 60 – 120
Ni-oderCo-Basis,geglüht 250 40 – 100
Ni-oderCo-Basis30-58HRC,gegossen – 40 – 100
Ni-oderCo-Basis1500-2200Nmm2, ausgehärtet – 40 – 80
Titanlegierungen, Rein-Titan Rm 440 40 – 80
Alpha+Beta-Legierungen ausgehärtet Rm 1050 40 – 80
HGehärteterStahl
gehärtet und angelassen 55 HRC
gehärtet und angelassen 60 HRC
Hartguss gegossen 400
Gehärtetes Gusseisen gehärtet und angelassen 55 HRC
2
70 ARNO®-Werkzeuge | Fräsen | Milling | Fresatura
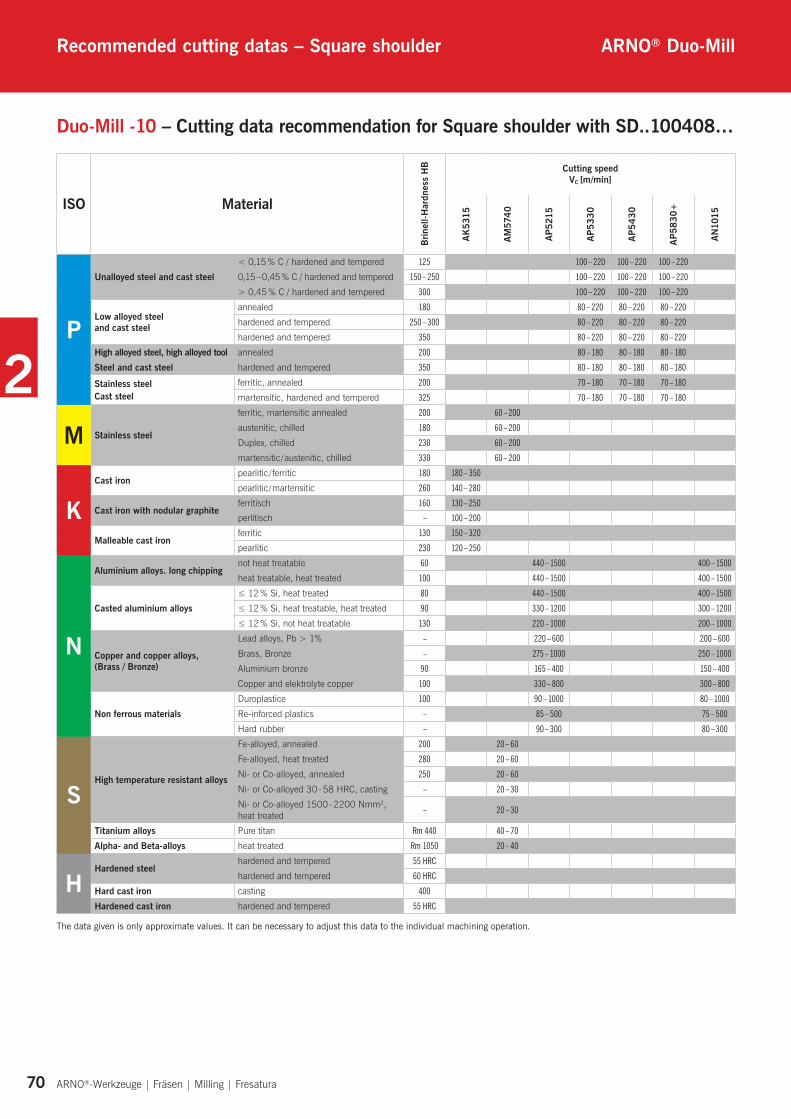
Recommendedcuttingdatas–Squareshoulder ARNO® Duo-Mill
Duo-Mill -10–CuttingdatarecommendationforSquareshoulderwithSD..100408…
The data given is only approximate values. It can be necessary to adjust this data to the individual machining operation.
ISO Material
Brinell-H
ardn
essHB Cuttingspeed
VC [m/min]
AK53
15
AM57
40
AP52
15
AP53
30
AP54
30
AP58
30+
AN10
15
P
Unalloyedsteelandcaststeel<0,15%C/hardened and tempered 125 100 – 220 100 – 220 100 – 220
0,15–0,45%C/hardened and tempered 150 – 250 100 – 220 100 – 220 100 – 220
>0,45%C/hardened and tempered 300 100 – 220 100 – 220 100 – 220
Lowalloyedsteelandcaststeel
annealed 180 80 – 220 80 – 220 80 – 220
hardened and tempered 250 – 300 80 – 220 80 – 220 80 – 220
hardened and tempered 350 80 – 220 80 – 220 80 – 220
Highalloyedsteel,highalloyedtool annealed 200 80 – 180 80 – 180 80 – 180
Steelandcaststeel hardened and tempered 350 80 – 180 80 – 180 80 – 180
Stainlesssteel Cast steel
ferritic, annealed 200 70 – 180 70 – 180 70 – 180
martensitic, hardened and tempered 325 70 – 180 70 – 180 70 – 180
M Stainlesssteel
ferritic, martensitic annealed 200 60 – 200
austenitic, chilled 180 60 – 200
Duplex, chilled 230 60 – 200
martensitic / austenitic, chilled 330 60 – 200
KCast iron
pearlitic / ferritic 180 180 – 350
pearlitic / martensitic 260 140 – 280
Castironwithnodulargraphiteferritisch 160 130 – 250
perlitisch – 100 – 200
Malleablecastironferritic 130 150 – 320
pearlitic 230 120 – 250
N
Aluminiumalloys.longchippingnot heat treatable 60 440 – 1500 400 – 1500
heat treatable, heat treated 100 440 – 1500 400 – 1500
Castedaluminiumalloys≤12%Si,heattreated 80 440 – 1500 400 – 1500
≤12%Si,heattreatable,heattreated 90 330 – 1200 300 – 1200
≤12%Si,notheattreatable 130 220 – 1000 200 – 1000
Copperandcopperalloys,(Brass/Bronze)
Leadalloys,Pb>1% – 220 – 600 200 – 600
Brass, Bronze – 275 – 1000 250 – 1000
Aluminium bronze 90 165 – 400 150 – 400
Copperandelektrolytecopper 100 330 – 800 300 – 800
NonferrousmaterialsDuroplastice 100 90 – 1000 80 – 1000
Re-inforced plastics – 85 – 500 75 – 500
Hard rubber – 90 – 300 80 – 300
SHightemperatureresistantalloys
Fe-alloyed,annealed 200 20 – 60
Fe-alloyed,heattreated 280 20 – 60
Ni-orCo-alloyed,annealed 250 20 – 60
Ni-orCo-alloyed30-58HRC,casting – 20 – 30
Ni-orCo-alloyed1500-2200Nmm2, heat treated – 20 – 30
Titanium alloys Pure titan Rm 440 40 – 70
Alpha-andBeta-alloys heat treated Rm 1050 20 – 40
HHardenedsteel
hardened and tempered 55 HRC
hardened and tempered 60 HRC
Hardcastiron casting 400
Hardenedcastiron hardened and tempered 55 HRC
71
2
ARNO®-Werkzeuge | Fräsen | Milling | Fresatura
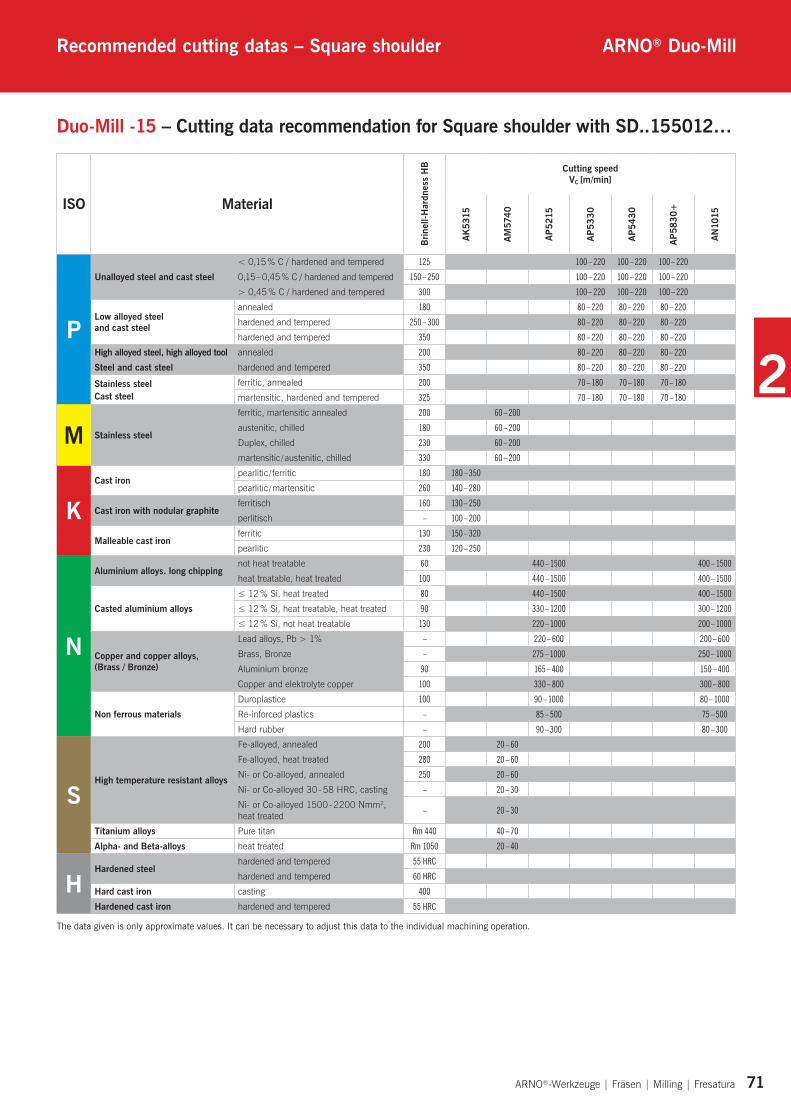
Recommendedcuttingdatas–Squareshoulder ARNO® Duo-Mill
Duo-Mill -15–CuttingdatarecommendationforSquareshoulderwithSD..155012…
The data given is only approximate values. It can be necessary to adjust this data to the individual machining operation.
ISO Material
Brinell-H
ardn
essHB Cuttingspeed
VC [m/min]
AK53
15
AM57
40
AP52
15
AP53
30
AP54
30
AP58
30+
AN10
15
P
Unalloyedsteelandcaststeel<0,15%C/hardened and tempered 125 100 – 220 100 – 220 100 – 220
0,15–0,45%C/hardened and tempered 150 – 250 100 – 220 100 – 220 100 – 220
>0,45%C/hardened and tempered 300 100 – 220 100 – 220 100 – 220
Lowalloyedsteelandcaststeel
annealed 180 80 – 220 80 – 220 80 – 220
hardened and tempered 250 – 300 80 – 220 80 – 220 80 – 220
hardened and tempered 350 80 – 220 80 – 220 80 – 220
Highalloyedsteel,highalloyedtool annealed 200 80 – 220 80 – 220 80 – 220
Steelandcaststeel hardened and tempered 350 80 – 220 80 – 220 80 – 220
Stainlesssteel Cast steel
ferritic, annealed 200 70 – 180 70 – 180 70 – 180
martensitic, hardened and tempered 325 70 – 180 70 – 180 70 – 180
M Stainlesssteel
ferritic, martensitic annealed 200 60 – 200
austenitic, chilled 180 60 – 200
Duplex, chilled 230 60 – 200
martensitic / austenitic, chilled 330 60 – 200
KCast iron
pearlitic / ferritic 180 180 – 350
pearlitic / martensitic 260 140 – 280
Castironwithnodulargraphiteferritisch 160 130 – 250
perlitisch – 100 – 200
Malleablecastironferritic 130 150 – 320
pearlitic 230 120 – 250
N
Aluminiumalloys.longchippingnot heat treatable 60 440 – 1500 400 – 1500
heat treatable, heat treated 100 440 – 1500 400 – 1500
Castedaluminiumalloys≤12%Si,heattreated 80 440 – 1500 400 – 1500
≤12%Si,heattreatable,heattreated 90 330 – 1200 300 – 1200
≤12%Si,notheattreatable 130 220 – 1000 200 – 1000
Copperandcopperalloys,(Brass/Bronze)
Leadalloys,Pb>1% – 220 – 600 200 – 600
Brass, Bronze – 275 – 1000 250 – 1000
Aluminium bronze 90 165 – 400 150 – 400
Copperandelektrolytecopper 100 330 – 800 300 – 800
NonferrousmaterialsDuroplastice 100 90 – 1000 80 – 1000
Re-inforced plastics – 85 – 500 75 – 500
Hard rubber – 90 – 300 80 – 300
SHightemperatureresistantalloys
Fe-alloyed,annealed 200 20 – 60
Fe-alloyed,heattreated 280 20 – 60
Ni-orCo-alloyed,annealed 250 20 – 60
Ni-orCo-alloyed30-58HRC,casting – 20 – 30
Ni-orCo-alloyed1500-2200Nmm2, heat treated – 20 – 30
Titanium alloys Pure titan Rm 440 40 – 70
Alpha-andBeta-alloys heat treated Rm 1050 20 – 40
HHardenedsteel
hardened and tempered 55 HRC
hardened and tempered 60 HRC
Hardcastiron casting 400
Hardenedcastiron hardened and tempered 55 HRC
2
72 ARNO®-Werkzeuge | Fräsen | Milling | Fresatura
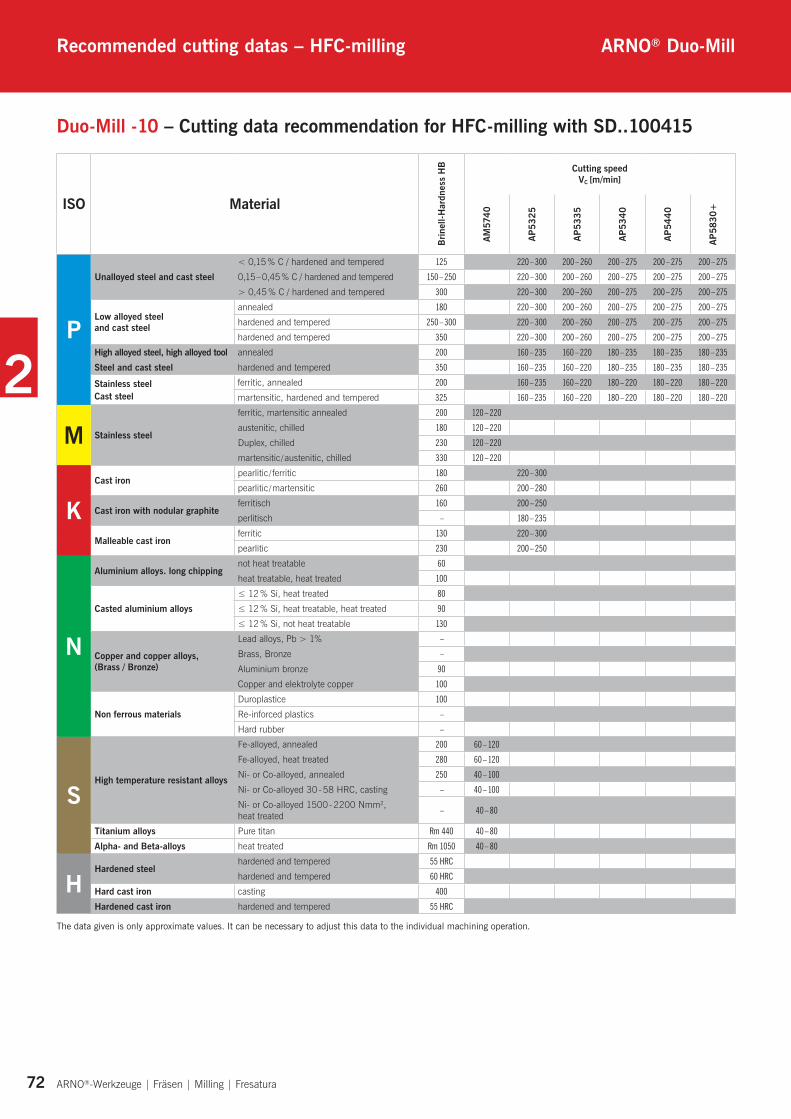
Recommendedcuttingdatas–HFC-milling ARNO® Duo-Mill
Duo-Mill -10–CuttingdatarecommendationforHFC-millingwithSD..100415
The data given is only approximate values. It can be necessary to adjust this data to the individual machining operation.
ISO Material
Brinell-H
ardn
essHB Cuttingspeed
VC [m/min]
AM57
40
AP53
25
AP53
35
AP53
40
AP54
40
AP58
30+
P
Unalloyedsteelandcaststeel<0,15%C/hardened and tempered 125 220 – 300 200 – 260 200 – 275 200 – 275 200 – 275
0,15–0,45%C/hardened and tempered 150 – 250 220 – 300 200 – 260 200 – 275 200 – 275 200 – 275
>0,45%C/hardened and tempered 300 220 – 300 200 – 260 200 – 275 200 – 275 200 – 275
Lowalloyedsteelandcaststeel
annealed 180 220 – 300 200 – 260 200 – 275 200 – 275 200 – 275
hardened and tempered 250 – 300 220 – 300 200 – 260 200 – 275 200 – 275 200 – 275
hardened and tempered 350 220 – 300 200 – 260 200 – 275 200 – 275 200 – 275
Highalloyedsteel,highalloyedtool annealed 200 160 – 235 160 – 220 180 – 235 180 – 235 180 – 235
Steelandcaststeel hardened and tempered 350 160 – 235 160 – 220 180 – 235 180 – 235 180 – 235
Stainlesssteel Cast steel
ferritic, annealed 200 160 – 235 160 – 220 180 – 220 180 – 220 180 – 220
martensitic, hardened and tempered 325 160 – 235 160 – 220 180 – 220 180 – 220 180 – 220
M Stainlesssteel
ferritic, martensitic annealed 200 120 – 220
austenitic, chilled 180 120 – 220
Duplex, chilled 230 120 – 220
martensitic / austenitic, chilled 330 120 – 220
KCast iron
pearlitic / ferritic 180 220 – 300
pearlitic / martensitic 260 200 – 280
Castironwithnodulargraphiteferritisch 160 200 – 250
perlitisch – 180 – 235
Malleablecastironferritic 130 220 – 300
pearlitic 230 200 – 250
N
Aluminiumalloys.longchippingnot heat treatable 60
heat treatable, heat treated 100
Castedaluminiumalloys≤12%Si,heattreated 80
≤12%Si,heattreatable,heattreated 90
≤12%Si,notheattreatable 130
Copperandcopperalloys,(Brass/Bronze)
Leadalloys,Pb>1% –
Brass, Bronze –
Aluminium bronze 90
Copperandelektrolytecopper 100
NonferrousmaterialsDuroplastice 100
Re-inforced plastics –
Hard rubber –
SHightemperatureresistantalloys
Fe-alloyed,annealed 200 60 – 120
Fe-alloyed,heattreated 280 60 – 120
Ni-orCo-alloyed,annealed 250 40 – 100
Ni-orCo-alloyed30-58HRC,casting – 40 – 100
Ni-orCo-alloyed1500-2200Nmm2, heat treated – 40 – 80
Titanium alloys Pure titan Rm 440 40 – 80
Alpha-andBeta-alloys heat treated Rm 1050 40 – 80
HHardenedsteel
hardened and tempered 55 HRC
hardened and tempered 60 HRC
Hardcastiron casting 400
Hardenedcastiron hardened and tempered 55 HRC
73
2
ARNO®-Werkzeuge | Fräsen | Milling | Fresatura
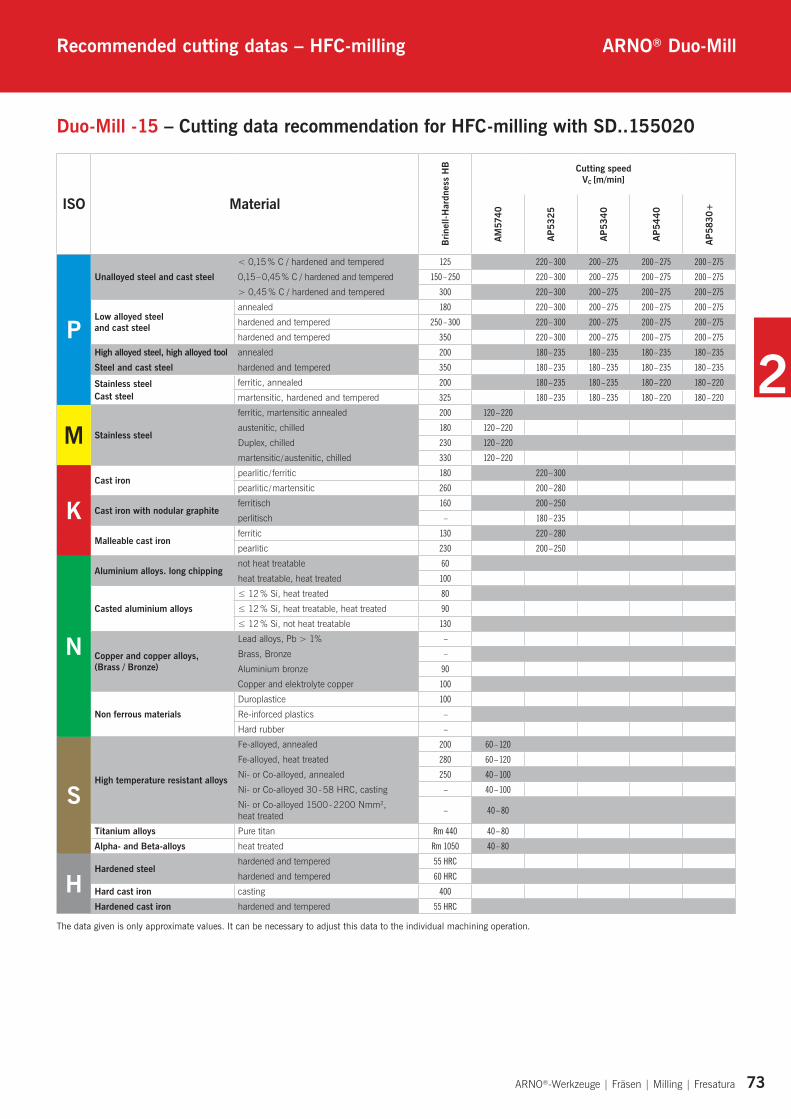
Recommendedcuttingdatas–HFC-milling ARNO® Duo-Mill
Duo-Mill -15–CuttingdatarecommendationforHFC-millingwithSD..155020
The data given is only approximate values. It can be necessary to adjust this data to the individual machining operation.
ISO Material
Brinell-H
ardn
essHB Cuttingspeed
VC [m/min]
AM57
40
AP53
25
AP53
40
AP54
40
AP58
30+
P
Unalloyedsteelandcaststeel<0,15%C/hardened and tempered 125 220 – 300 200 – 275 200 – 275 200 – 275
0,15–0,45%C/hardened and tempered 150 – 250 220 – 300 200 – 275 200 – 275 200 – 275
>0,45%C/hardened and tempered 300 220 – 300 200 – 275 200 – 275 200 – 275
Lowalloyedsteelandcaststeel
annealed 180 220 – 300 200 – 275 200 – 275 200 – 275
hardened and tempered 250 – 300 220 – 300 200 – 275 200 – 275 200 – 275
hardened and tempered 350 220 – 300 200 – 275 200 – 275 200 – 275
Highalloyedsteel,highalloyedtool annealed 200 180 – 235 180 – 235 180 – 235 180 – 235
Steelandcaststeel hardened and tempered 350 180 – 235 180 – 235 180 – 235 180 – 235
Stainlesssteel Cast steel
ferritic, annealed 200 180 – 235 180 – 235 180 – 220 180 – 220
martensitic, hardened and tempered 325 180 – 235 180 – 235 180 – 220 180 – 220
M Stainlesssteel
ferritic, martensitic annealed 200 120 – 220
austenitic, chilled 180 120 – 220
Duplex, chilled 230 120 – 220
martensitic / austenitic, chilled 330 120 – 220
KCast iron
pearlitic / ferritic 180 220 – 300
pearlitic / martensitic 260 200 – 280
Castironwithnodulargraphiteferritisch 160 200 – 250
perlitisch – 180 – 235
Malleablecastironferritic 130 220 – 280
pearlitic 230 200 – 250
N
Aluminiumalloys.longchippingnot heat treatable 60
heat treatable, heat treated 100
Castedaluminiumalloys≤12%Si,heattreated 80
≤12%Si,heattreatable,heattreated 90
≤12%Si,notheattreatable 130
Copperandcopperalloys,(Brass/Bronze)
Leadalloys,Pb>1% –
Brass, Bronze –
Aluminium bronze 90
Copperandelektrolytecopper 100
NonferrousmaterialsDuroplastice 100
Re-inforced plastics –
Hard rubber –
SHightemperatureresistantalloys
Fe-alloyed,annealed 200 60 – 120
Fe-alloyed,heattreated 280 60 – 120
Ni-orCo-alloyed,annealed 250 40 – 100
Ni-orCo-alloyed30-58HRC,casting – 40 – 100
Ni-orCo-alloyed1500-2200Nmm2, heat treated – 40 – 80
Titanium alloys Pure titan Rm 440 40 – 80
Alpha-andBeta-alloys heat treated Rm 1050 40 – 80
HHardenedsteel
hardened and tempered 55 HRC
hardened and tempered 60 HRC
Hardcastiron casting 400
Hardenedcastiron hardened and tempered 55 HRC
2
74 ARNO®-Werkzeuge | Fräsen | Milling | Fresatura
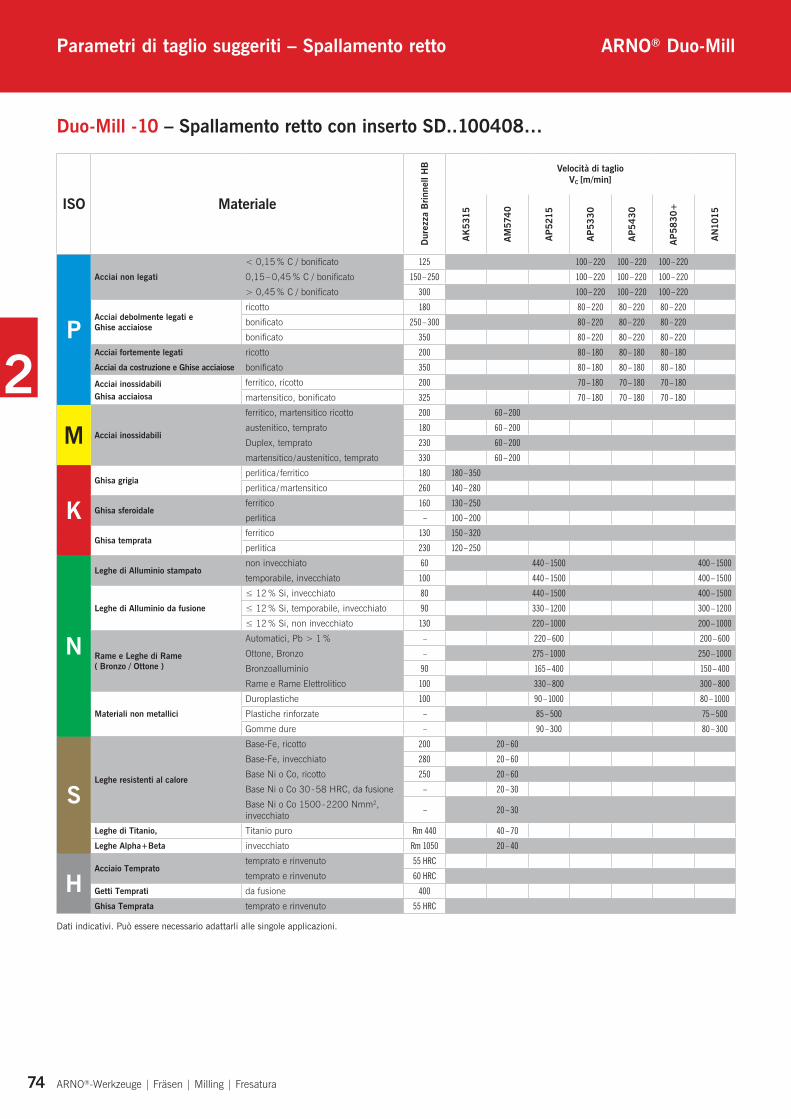
Parametriditagliosuggeriti–Spallamentoretto ARNO® Duo-Mill
Duo-Mill -10–SpallamentorettoconinsertoSD..100408…
Dati indicativi. Può essere necessario adattarli alle singole applicazioni.
ISO Materiale
Dur
ezza
Brin
nellHB Velocitàditaglio
VC [m/min]
AK53
15
AM57
40
AP52
15
AP53
30
AP54
30
AP58
30+
AN10
15
P
Acciainonlegati<0,15%C/bonificato 125 100 – 220 100 – 220 100 – 220
0,15–0,45%C/bonificato 150 – 250 100 – 220 100 – 220 100 – 220
>0,45%C/bonificato 300 100 – 220 100 – 220 100 – 220
Acciaidebolmentelegatie Ghiseacciaiose
ricotto 180 80 – 220 80 – 220 80 – 220
bonificato 250 – 300 80 – 220 80 – 220 80 – 220
bonificato 350 80 – 220 80 – 220 80 – 220
Acciaifortementelegati ricotto 200 80 – 180 80 – 180 80 – 180
AcciaidacostruzioneeGhiseacciaiose bonificato 350 80 – 180 80 – 180 80 – 180
AcciaiinossidabiliGhisaacciaiosa
ferritico, ricotto 200 70 – 180 70 – 180 70 – 180
martensitico, bonificato 325 70 – 180 70 – 180 70 – 180
M Acciaiinossidabili
ferritico, martensitico ricotto 200 60 – 200
austenitico, temprato 180 60 – 200
Duplex, temprato 230 60 – 200
martensitico / austenitico, temprato 330 60 – 200
KGhisagrigia
perlitica / ferritico 180 180 – 350
perlitica / martensitico 260 140 – 280
Ghisasferoidaleferritico 160 130 – 250
perlitica – 100 – 200
Ghisatemprataferritico 130 150 – 320
perlitica 230 120 – 250
N
LeghediAlluminiostampatonon invecchiato 60 440 – 1500 400 – 1500
temporabile, invecchiato 100 440 – 1500 400 – 1500
LeghediAlluminiodafusione≤12%Si,invecchiato 80 440 – 1500 400 – 1500
≤12%Si,temporabile,invecchiato 90 330 – 1200 300 – 1200
≤12%Si,noninvecchiato 130 220 – 1000 200 – 1000
RameeLeghediRame(Bronzo/Ottone)
Automatici,Pb>1% – 220 – 600 200 – 600
Ottone, Bronzo – 275 – 1000 250 – 1000
Bronzoalluminio 90 165 – 400 150 – 400
RameeRameElettrolitico 100 330 – 800 300 – 800
MaterialinonmetalliciDuroplastiche 100 90 – 1000 80 – 1000
Plastiche rinforzate – 85 – 500 75 – 500
Gomme dure – 90 – 300 80 – 300
SLegheresistentialcalore
Base-Fe, ricotto 200 20 – 60
Base-Fe, invecchiato 280 20 – 60
BaseNioCo,ricotto 250 20 – 60
BaseNioCo30-58HRC,dafusione – 20 – 30
BaseNioCo1500-2200Nmm2, invecchiato – 20 – 30
LeghediTitanio, Titanio puro Rm 440 40 – 70
LegheAlpha+Beta invecchiato Rm 1050 20 – 40
HAcciaioTemprato
temprato e rinvenuto 55 HRC
temprato e rinvenuto 60 HRC
GettiTemprati da fusione 400
GhisaTemprata temprato e rinvenuto 55 HRC
75
2
ARNO®-Werkzeuge | Fräsen | Milling | Fresatura
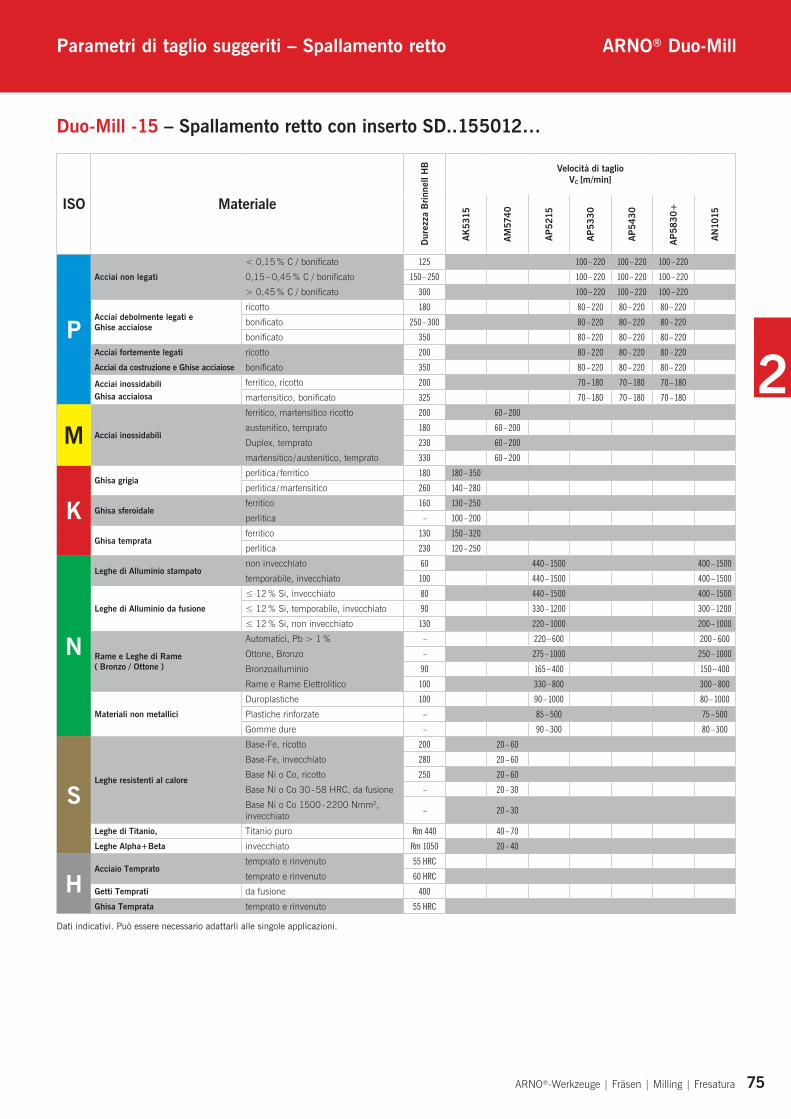
Parametriditagliosuggeriti–Spallamentoretto ARNO® Duo-Mill
Duo-Mill -15–SpallamentorettoconinsertoSD..155012…
Dati indicativi. Può essere necessario adattarli alle singole applicazioni.
ISO Materiale
Dur
ezza
Brin
nellHB Velocitàditaglio
VC [m/min]
AK53
15
AM57
40
AP52
15
AP53
30
AP54
30
AP58
30+
AN10
15
P
Acciainonlegati<0,15%C/bonificato 125 100 – 220 100 – 220 100 – 220
0,15–0,45%C/bonificato 150 – 250 100 – 220 100 – 220 100 – 220
>0,45%C/bonificato 300 100 – 220 100 – 220 100 – 220
Acciaidebolmentelegatie Ghiseacciaiose
ricotto 180 80 – 220 80 – 220 80 – 220
bonificato 250 – 300 80 – 220 80 – 220 80 – 220
bonificato 350 80 – 220 80 – 220 80 – 220
Acciaifortementelegati ricotto 200 80 – 220 80 – 220 80 – 220
AcciaidacostruzioneeGhiseacciaiose bonificato 350 80 – 220 80 – 220 80 – 220
AcciaiinossidabiliGhisaacciaiosa
ferritico, ricotto 200 70 – 180 70 – 180 70 – 180
martensitico, bonificato 325 70 – 180 70 – 180 70 – 180
M Acciaiinossidabili
ferritico, martensitico ricotto 200 60 – 200
austenitico, temprato 180 60 – 200
Duplex, temprato 230 60 – 200
martensitico / austenitico, temprato 330 60 – 200
KGhisagrigia
perlitica / ferritico 180 180 – 350
perlitica / martensitico 260 140 – 280
Ghisasferoidaleferritico 160 130 – 250
perlitica – 100 – 200
Ghisatemprataferritico 130 150 – 320
perlitica 230 120 – 250
N
LeghediAlluminiostampatonon invecchiato 60 440 – 1500 400 – 1500
temporabile, invecchiato 100 440 – 1500 400 – 1500
LeghediAlluminiodafusione≤12%Si,invecchiato 80 440 – 1500 400 – 1500
≤12%Si,temporabile,invecchiato 90 330 – 1200 300 – 1200
≤12%Si,noninvecchiato 130 220 – 1000 200 – 1000
RameeLeghediRame(Bronzo/Ottone)
Automatici,Pb>1% – 220 – 600 200 – 600
Ottone, Bronzo – 275 – 1000 250 – 1000
Bronzoalluminio 90 165 – 400 150 – 400
RameeRameElettrolitico 100 330 – 800 300 – 800
MaterialinonmetalliciDuroplastiche 100 90 – 1000 80 – 1000
Plastiche rinforzate – 85 – 500 75 – 500
Gomme dure – 90 – 300 80 – 300
SLegheresistentialcalore
Base-Fe, ricotto 200 20 – 60
Base-Fe, invecchiato 280 20 – 60
BaseNioCo,ricotto 250 20 – 60
BaseNioCo30-58HRC,dafusione – 20 – 30
BaseNioCo1500-2200Nmm2, invecchiato – 20 – 30
LeghediTitanio, Titanio puro Rm 440 40 – 70
LegheAlpha+Beta invecchiato Rm 1050 20 – 40
HAcciaioTemprato
temprato e rinvenuto 55 HRC
temprato e rinvenuto 60 HRC
GettiTemprati da fusione 400
GhisaTemprata temprato e rinvenuto 55 HRC
2
76 ARNO®-Werkzeuge | Fräsen | Milling | Fresatura
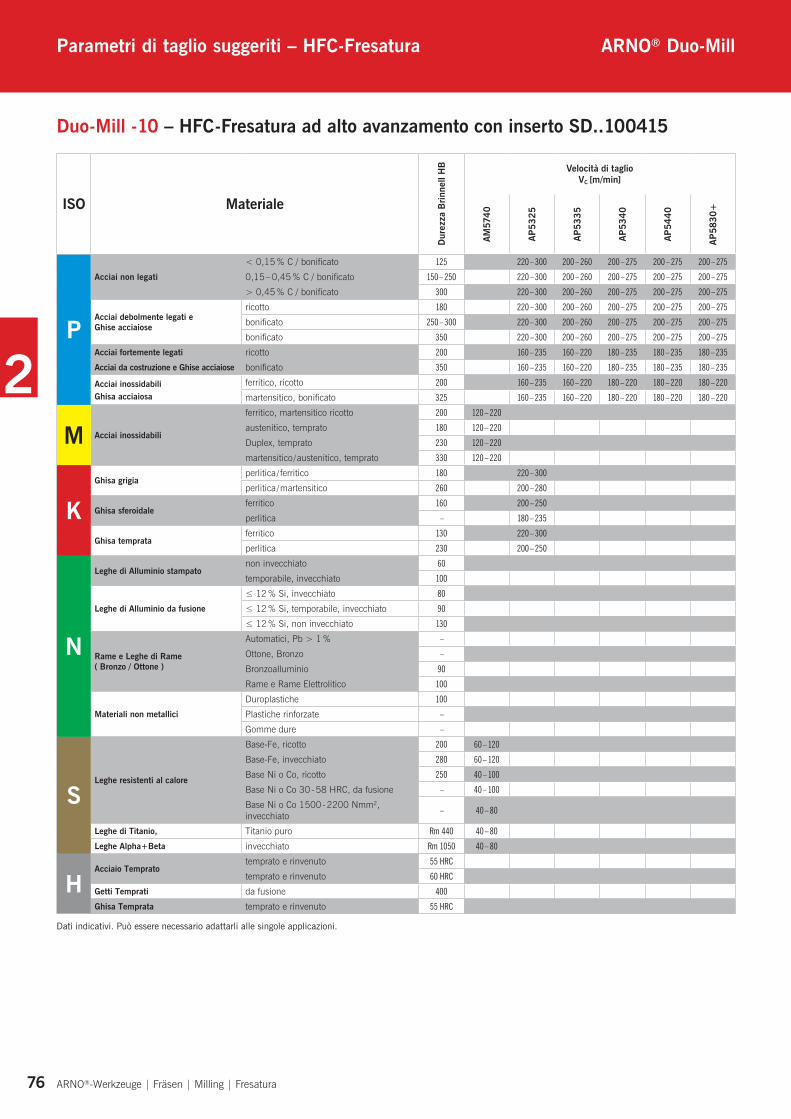
Parametriditagliosuggeriti–HFC-Fresatura ARNO® Duo-Mill
Duo-Mill -10–HFC-FresaturaadaltoavanzamentoconinsertoSD..100415
Dati indicativi. Può essere necessario adattarli alle singole applicazioni.
ISO Materiale
Dur
ezza
Brin
nellHB Velocitàditaglio
VC [m/min]
AM57
40
AP53
25
AP53
35
AP53
40
AP54
40
AP58
30+
P
Acciainonlegati<0,15%C/bonificato 125 220 – 300 200 – 260 200 – 275 200 – 275 200 – 275
0,15–0,45%C/bonificato 150 – 250 220 – 300 200 – 260 200 – 275 200 – 275 200 – 275
>0,45%C/bonificato 300 220 – 300 200 – 260 200 – 275 200 – 275 200 – 275
Acciaidebolmentelegatie Ghiseacciaiose
ricotto 180 220 – 300 200 – 260 200 – 275 200 – 275 200 – 275
bonificato 250 – 300 220 – 300 200 – 260 200 – 275 200 – 275 200 – 275
bonificato 350 220 – 300 200 – 260 200 – 275 200 – 275 200 – 275
Acciaifortementelegati ricotto 200 160 – 235 160 – 220 180 – 235 180 – 235 180 – 235
AcciaidacostruzioneeGhiseacciaiose bonificato 350 160 – 235 160 – 220 180 – 235 180 – 235 180 – 235
AcciaiinossidabiliGhisaacciaiosa
ferritico, ricotto 200 160 – 235 160 – 220 180 – 220 180 – 220 180 – 220
martensitico, bonificato 325 160 – 235 160 – 220 180 – 220 180 – 220 180 – 220
M Acciaiinossidabili
ferritico, martensitico ricotto 200 120 – 220
austenitico, temprato 180 120 – 220
Duplex, temprato 230 120 – 220
martensitico / austenitico, temprato 330 120 – 220
KGhisagrigia
perlitica / ferritico 180 220 – 300
perlitica / martensitico 260 200 – 280
Ghisasferoidaleferritico 160 200 – 250
perlitica – 180 – 235
Ghisatemprataferritico 130 220 – 300
perlitica 230 200 – 250
N
LeghediAlluminiostampatonon invecchiato 60
temporabile, invecchiato 100
LeghediAlluminiodafusione≤12%Si,invecchiato 80
≤12%Si,temporabile,invecchiato 90
≤12%Si,noninvecchiato 130
RameeLeghediRame(Bronzo/Ottone)
Automatici,Pb>1% –
Ottone, Bronzo –
Bronzoalluminio 90
RameeRameElettrolitico 100
MaterialinonmetalliciDuroplastiche 100
Plastiche rinforzate –
Gomme dure –
SLegheresistentialcalore
Base-Fe, ricotto 200 60 – 120
Base-Fe, invecchiato 280 60 – 120
BaseNioCo,ricotto 250 40 – 100
BaseNioCo30-58HRC,dafusione – 40 – 100
BaseNioCo1500-2200Nmm2, invecchiato – 40 – 80
LeghediTitanio, Titanio puro Rm 440 40 – 80
LegheAlpha+Beta invecchiato Rm 1050 40 – 80
HAcciaioTemprato
temprato e rinvenuto 55 HRC
temprato e rinvenuto 60 HRC
GettiTemprati da fusione 400
GhisaTemprata temprato e rinvenuto 55 HRC
77
2
ARNO®-Werkzeuge | Fräsen | Milling | Fresatura
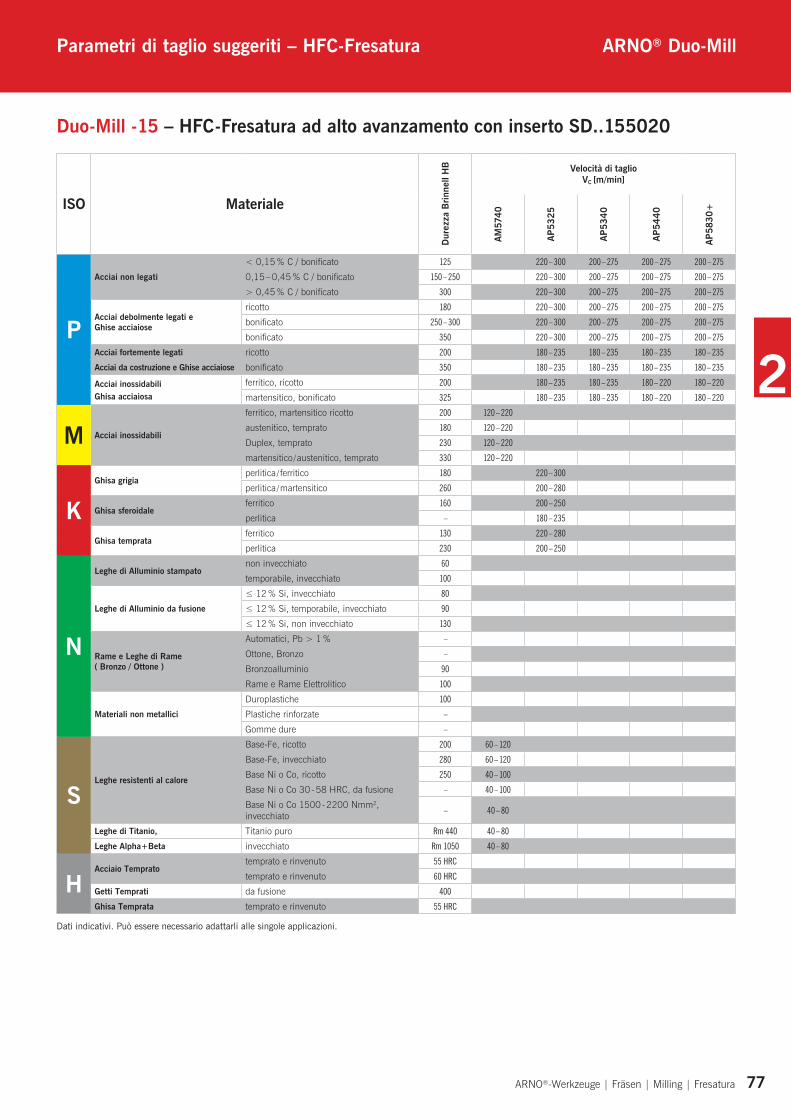
Parametriditagliosuggeriti–HFC-Fresatura ARNO® Duo-Mill
Duo-Mill -15–HFC-FresaturaadaltoavanzamentoconinsertoSD..155020
Dati indicativi. Può essere necessario adattarli alle singole applicazioni.
ISO Materiale
Dur
ezza
Brin
nellHB Velocitàditaglio
VC [m/min]
AM57
40
AP53
25
AP53
40
AP54
40
AP58
30+
P
Acciainonlegati<0,15%C/bonificato 125 220 – 300 200 – 275 200 – 275 200 – 275
0,15–0,45%C/bonificato 150 – 250 220 – 300 200 – 275 200 – 275 200 – 275
>0,45%C/bonificato 300 220 – 300 200 – 275 200 – 275 200 – 275
Acciaidebolmentelegatie Ghiseacciaiose
ricotto 180 220 – 300 200 – 275 200 – 275 200 – 275
bonificato 250 – 300 220 – 300 200 – 275 200 – 275 200 – 275
bonificato 350 220 – 300 200 – 275 200 – 275 200 – 275
Acciaifortementelegati ricotto 200 180 – 235 180 – 235 180 – 235 180 – 235
AcciaidacostruzioneeGhiseacciaiose bonificato 350 180 – 235 180 – 235 180 – 235 180 – 235
AcciaiinossidabiliGhisaacciaiosa
ferritico, ricotto 200 180 – 235 180 – 235 180 – 220 180 – 220
martensitico, bonificato 325 180 – 235 180 – 235 180 – 220 180 – 220
M Acciaiinossidabili
ferritico, martensitico ricotto 200 120 – 220
austenitico, temprato 180 120 – 220
Duplex, temprato 230 120 – 220
martensitico / austenitico, temprato 330 120 – 220
KGhisagrigia
perlitica / ferritico 180 220 – 300
perlitica / martensitico 260 200 – 280
Ghisasferoidaleferritico 160 200 – 250
perlitica – 180 – 235
Ghisatemprataferritico 130 220 – 280
perlitica 230 200 – 250
N
LeghediAlluminiostampatonon invecchiato 60
temporabile, invecchiato 100
LeghediAlluminiodafusione≤12%Si,invecchiato 80
≤12%Si,temporabile,invecchiato 90
≤12%Si,noninvecchiato 130
RameeLeghediRame(Bronzo/Ottone)
Automatici,Pb>1% –
Ottone, Bronzo –
Bronzoalluminio 90
RameeRameElettrolitico 100
MaterialinonmetalliciDuroplastiche 100
Plastiche rinforzate –
Gomme dure –
SLegheresistentialcalore
Base-Fe, ricotto 200 60 – 120
Base-Fe, invecchiato 280 60 – 120
BaseNioCo,ricotto 250 40 – 100
BaseNioCo30-58HRC,dafusione – 40 – 100
BaseNioCo1500-2200Nmm2, invecchiato – 40 – 80
LeghediTitanio, Titanio puro Rm 440 40 – 80
LegheAlpha+Beta invecchiato Rm 1050 40 – 80
HAcciaioTemprato
temprato e rinvenuto 55 HRC
temprato e rinvenuto 60 HRC
GettiTemprati da fusione 400
GhisaTemprata temprato e rinvenuto 55 HRC
2
ARNO®-Werkzeuge | Fräsen | Milling | Fresatura Alle Angaben in mm / Dimensions in mm / Tutte le dimensioni in mm 78
ISO-Anwendungsbereich ARNO® Duo-MillISO-Application area ISO-Campi di applicazione
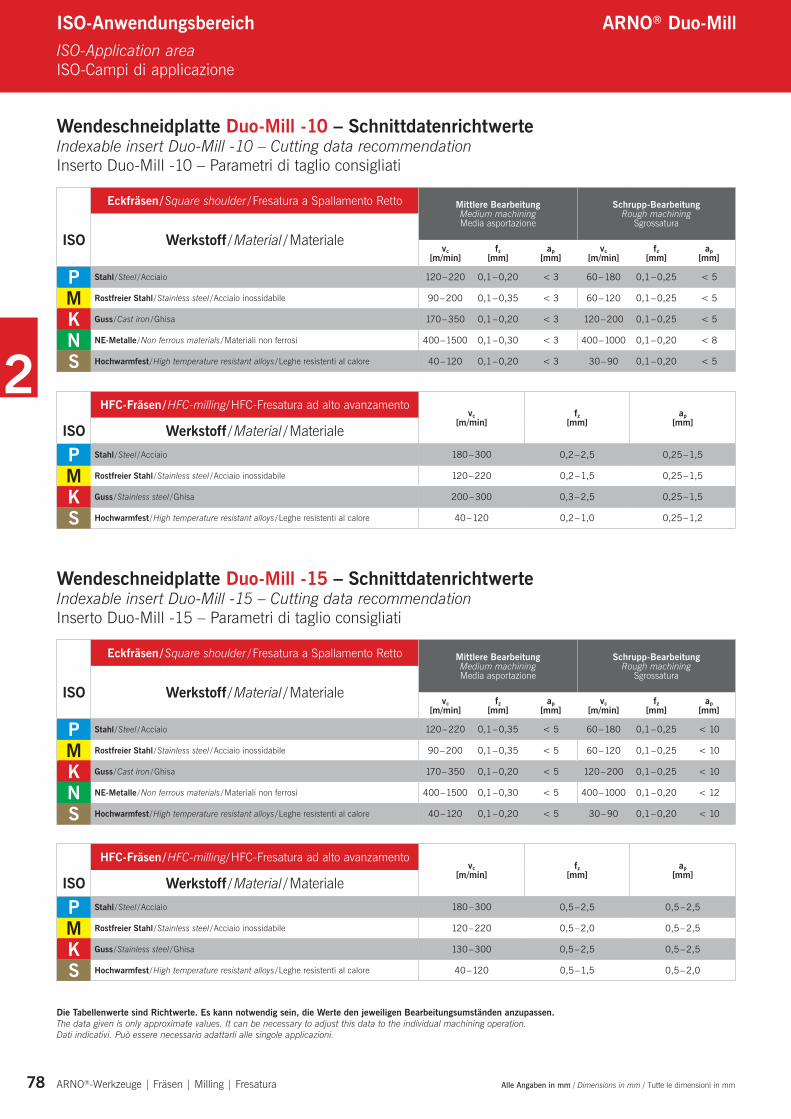
WendeschneidplatteDuo-Mill -10 –SchnittdatenrichtwerteIndexable insert Duo-Mill -10 – Cutting data recommendationInsertoDuo-Mill-10–Parametriditaglioconsigliati
WendeschneidplatteDuo-Mill -15 –SchnittdatenrichtwerteIndexable insert Duo-Mill -15 – Cutting data recommendationInsertoDuo-Mill-15–Parametriditaglioconsigliati
DieTabellenwertesindRichtwerte.Eskannnotwendigsein,dieWertedenjeweiligenBearbeitungsumständenanzupassen.The data given is only approximate values. It can be necessary to adjust this data to the individual machining operation.Dati indicativi. Può essere necessario adattarli alle singole applicazioni.
HFC-Fräsen / HFC-milling/ HFC-Fresatura ad alto avanzamentovc
[m/min]fz
[mm]ap
[mm]ISO Werkstoff/ Material / Materiale
P Stahl/ Steel / Acciaio 180 – 300 0,2 – 2,5 0,25 – 1,5
M RostfreierStahl/ Stainless steel / Acciaio inossidabile 120 – 220 0,2 – 1,5 0,25 – 1,5
K Guss / Stainless steel / Ghisa 200 – 300 0,3 – 2,5 0,25 – 1,5
S Hochwarmfest/ High temperature resistant alloys / Legheresistentialcalore 40 – 120 0,2 – 1,0 0,25 – 1,2
HFC-Fräsen / HFC-milling/ HFC-Fresatura ad alto avanzamentovc
[m/min]fz
[mm]ap
[mm]ISO Werkstoff/ Material / Materiale
P Stahl/ Steel / Acciaio 180 – 300 0,5 – 2,5 0,5 – 2,5
M RostfreierStahl/ Stainless steel / Acciaio inossidabile 120 – 220 0,5 – 2,0 0,5 – 2,5
K Guss / Stainless steel / Ghisa 130 – 300 0,5 – 2,5 0,5 – 2,5
S Hochwarmfest/ High temperature resistant alloys / Legheresistentialcalore 40 – 120 0,5 – 1,5 0,5 – 2,0
Eckfräsen/Square shoulder / Fresatura a Spallamento Retto MittlereBearbeitungMedium machiningMedia asportazione
Schrupp-BearbeitungRough machining
Sgrossatura
ISO Werkstoff/ Material / Materialevc
[m/min]fz
[mm]ap
[mm]vc
[m/min]fz
[mm]ap
[mm]
P Stahl/ Steel / Acciaio 120 – 220 0,1 – 0,20 < 3 60 – 180 0,1 – 0,25 < 5
M RostfreierStahl/ Stainless steel / Acciaio inossidabile 90 – 200 0,1 – 0,35 < 3 60 – 120 0,1 – 0,25 < 5
K Guss / Cast iron / Ghisa 170 – 350 0,1 – 0,20 < 3 120 – 200 0,1 – 0,25 < 5
N NE-Metalle/Nonferrousmaterials / Materiali non ferrosi 400 – 1500 0,1 – 0,30 < 3 400 – 1000 0,1 – 0,20 < 8
S Hochwarmfest/ High temperature resistant alloys / Legheresistentialcalore 40 – 120 0,1 – 0,20 < 3 30 – 90 0,1 – 0,20 < 5
Eckfräsen/Square shoulder / Fresatura a Spallamento Retto MittlereBearbeitungMedium machiningMedia asportazione
Schrupp-BearbeitungRough machining
Sgrossatura
ISO Werkstoff/ Material / Materialevc
[m/min]fz
[mm]ap
[mm]vc
[m/min]fz
[mm]ap
[mm]
P Stahl/ Steel / Acciaio 120 – 220 0,1 – 0,35 < 5 60 – 180 0,1 – 0,25 < 10
M RostfreierStahl/ Stainless steel / Acciaio inossidabile 90 – 200 0,1 – 0,35 < 5 60 – 120 0,1 – 0,25 < 10
K Guss / Cast iron / Ghisa 170 – 350 0,1 – 0,20 < 5 120 – 200 0,1 – 0,25 < 10
N NE-Metalle/Nonferrousmaterials / Materiali non ferrosi 400 – 1500 0,1 – 0,30 < 5 400 – 1000 0,1 – 0,20 < 12
S Hochwarmfest/ High temperature resistant alloys / Legheresistentialcalore 40 – 120 0,1 – 0,20 < 5 30 – 90 0,1 – 0,20 < 10
79
2
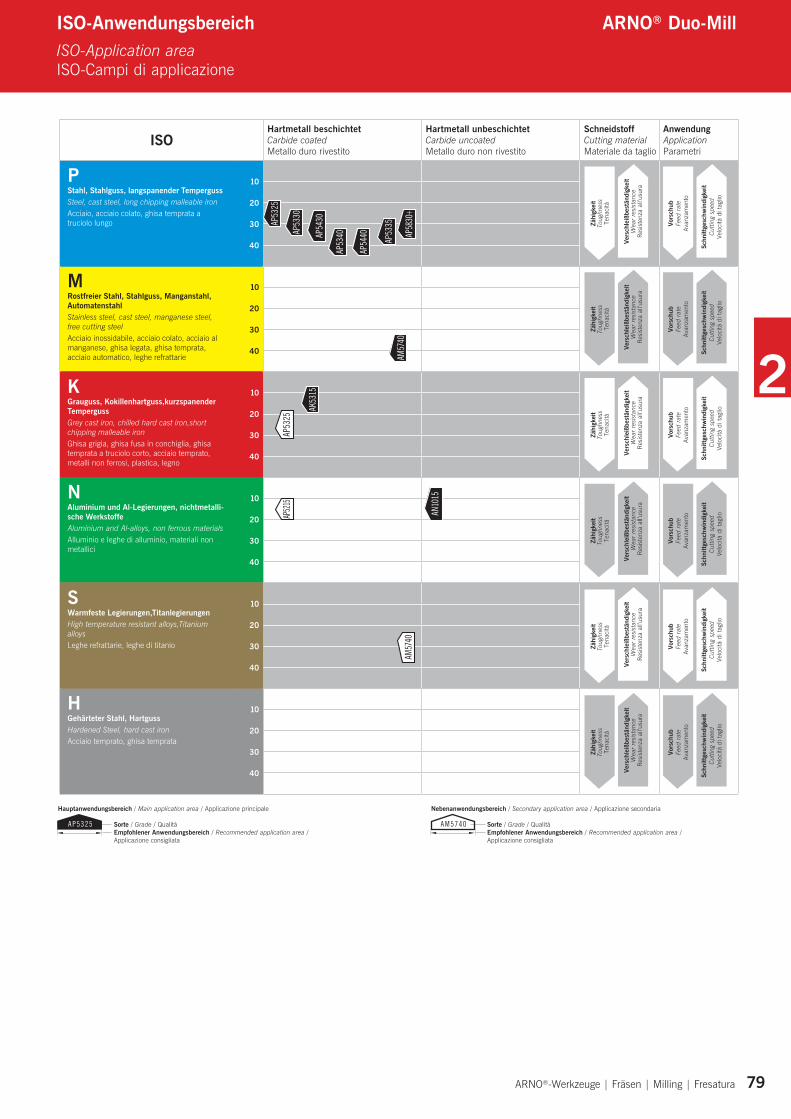
ISOHartmetallbeschichtetCarbide coatedMetallo duro rivestito
HartmetallunbeschichtetCarbide uncoatedMetallo duro non rivestito
SchneidstoffCutting materialMateriale da taglio
AnwendungApplicationParametri
PStahl,Stahlguss,langspanenderTempergussSteel, cast steel, long chipping malleable ironAcciaio, acciaio colato, ghisa temprata a truciolo lungo
10
20
30
40
MRostfreierStahl,Stahlguss,Manganstahl,AutomatenstahlStainless steel, cast steel, manganese steel, free cutting steelAcciaio inossidabile, acciaio colato, acciaio al manganese, ghisa legata, ghisa temprata, acciaio automatico, leghe refrattarie
10
20
30
40
KGrauguss,Kokillenhartguss,kurzspanenderTempergussGrey cast iron, chilled hard cast iron,short chipping malleable ironGhisa grigia, ghisa fusa in conchiglia, ghisa temprata a truciolo corto, acciaio temprato, metalli non ferrosi, plastica, legno
10
20
30
40
NAluminiumundAl-Legierungen,nichtmetalli-scheWerkstoffeAluminium and Al-alloys, non ferrous materialsAlluminio e leghe di alluminio, materiali non metallici
10
20
30
40
SWarmfesteLegierungen,TitanlegierungenHigh temperature resistant alloys,Titanium alloysLegherefrattarie,leghedititanio
10
20
30
40
HGehärteterStahl,HartgussHardened Steel, hard cast ironAcciaio temprato, ghisa temprata
10
20
30
40
ARNO®-Werkzeuge | Fräsen | Milling | Fresatura
Vorsch
ubFe
ed r
ate
Avan
zam
ento
Schn
ittge
schw
indigk
eit
Cutti
ng s
peed
Ve
loci
tà d
i tag
lio
Versch
leißbe
stän
digk
eit
Wea
rresistan
ce
Resisten
zaa
ll’us
ura
Zähigk
eit
Toug
hnes
s Te
naci
tà
Vorsch
ubFe
ed r
ate
Avan
zam
ento
Schn
ittge
schw
indigk
eit
Cutti
ng s
peed
Ve
loci
tà d
i tag
lio
Versch
leißbe
stän
digk
eit
Wea
rresistan
ce
Resisten
zaa
ll’us
ura
Zähigk
eit
Toug
hnes
s Te
naci
tà
Vorsch
ubFe
ed r
ate
Avan
zam
ento
Schn
ittge
schw
indigk
eit
Cutti
ng s
peed
Ve
loci
tà d
i tag
lio
Versch
leißbe
stän
digk
eit
Wea
rresistan
ce
Resisten
zaa
ll’us
ura
Zähigk
eit
Toug
hnes
s Te
naci
tà
Vorsch
ubFe
ed r
ate
Avan
zam
ento
Schn
ittge
schw
indigk
eit
Cutti
ng s
peed
Ve
loci
tà d
i tag
lio
Versch
leißbe
stän
digk
eit
Wea
rresistan
ce
Resisten
zaa
ll’us
ura
Zähigk
eit
Toug
hnes
s Te
naci
tà
Vorsch
ubFe
ed r
ate
Avan
zam
ento
Schn
ittge
schw
indigk
eit
Cutti
ng s
peed
Ve
loci
tà d
i tag
lio
Versch
leißbe
stän
digk
eit
Wea
rresistan
ce
Resisten
zaa
ll’us
ura
Zähigk
eit
Toug
hnes
s Te
naci
tà
Vorsch
ubFe
ed r
ate
Avan
zam
ento
Schn
ittge
schw
indigk
eit
Cutti
ng s
peed
Ve
loci
tà d
i tag
lio
Versch
leißbe
stän
digk
eit
Wea
rresistan
ce
Resisten
zaa
ll’us
ura
Zähigk
eit
Toug
hnes
s Te
naci
tà
ISO-Anwendungsbereich ARNO® Duo-MillISO-Application area ISO-Campi di applicazione
AP5325
Hauptanwendungsbereich / Main application area / Applicazione principale Sorte / Grade / Qualità EmpfohlenerAnwendungsbereich / Recommended application area / Applicazione consigliata
Nebenanwendungsbereich / Secondary application area / Applicazione secondaria Sorte / Grade / Qualità EmpfohlenerAnwendungsbereich / Recommended application area / Applicazione consigliata
AM5740
AP53
25AP
5215
AN10
15
AM57
40
AK53
15
AM57
40
AP53
25
AP53
40
AP54
40 AP53
35
AP58
30+
AP53
30
AP54
30
2
ARNO®-Werkzeuge | Fräsen | Milling | Fresatura Alle Angaben in mm / Dimensions in mm / Tutte le dimensioni in mm 80
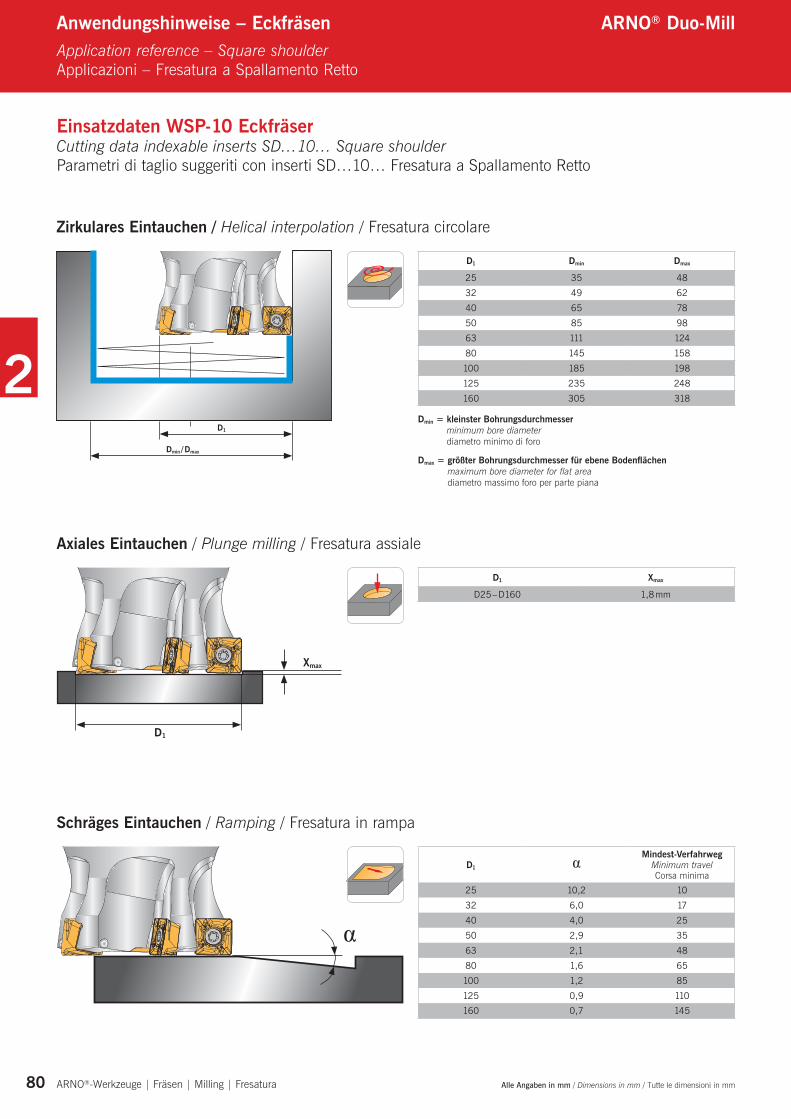
Anwendungshinweise–Eckfräsen ARNO® Duo-MillApplication reference – Square shoulder Applicazioni – Fresatura a Spallamento Retto
EinsatzdatenWSP-10EckfräserCutting data indexable inserts SD…10… Square shoulderParametriditagliosuggeriticoninsertiSD…10…FresaturaaSpallamentoRetto
D1
Dmin / Dmax
D1 Dmin Dmax
25 35 4832 49 6240 65 7850 85 9863 111 12480 145 158100 185 198125 235 248160 305 318
D1 α Mindest-VerfahrwegMinimum travelCorsa minima
25 10,2 1032 6,0 1740 4,0 2550 2,9 3563 2,1 4880 1,6 65100 1,2 85125 0,9 110160 0,7 145
ZirkularesEintauchen/Helical interpolation / Fresatura circolare
AxialesEintauchen / Plunge milling / Fresatura assiale
SchrägesEintauchen / Ramping / Fresatura in rampa
α
D1 Xmax
D25 – D160 1,8 mm
D1
Xmax
Dmin=kleinsterBohrungsdurchmesser minimum bore diameter diametro minimo di foro
Dmax=größterBohrungsdurchmesserfürebeneBodenflächen maximum bore diameter for flat area diametro massimo foro per parte piana
Alle Angaben in mm / Dimensions in mm / Tutte le dimensioni in mm ARNO®-Werkzeuge | Fräsen | Milling | Fresatura 81
2
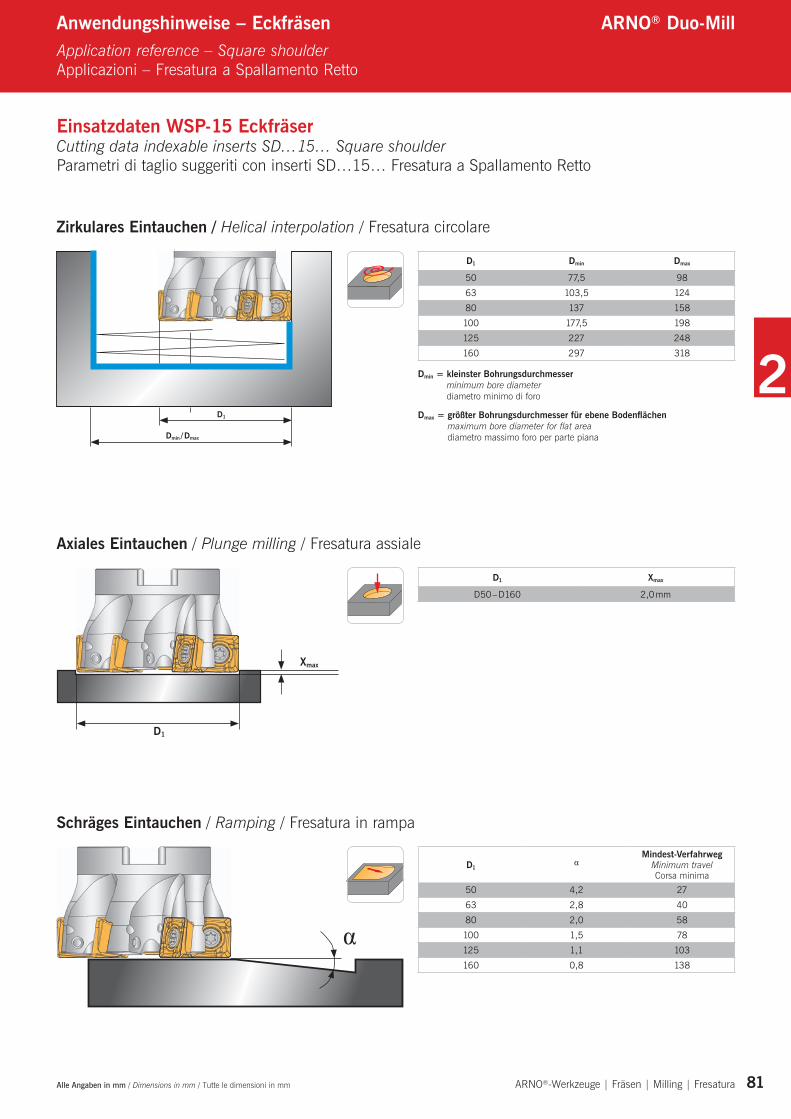
Anwendungshinweise–Eckfräsen ARNO® Duo-MillApplication reference – Square shoulder Applicazioni – Fresatura a Spallamento Retto
EinsatzdatenWSP-15EckfräserCutting data indexable inserts SD…15… Square shoulderParametriditagliosuggeriticoninsertiSD…15…FresaturaaSpallamentoRetto
D1 Dmin Dmax
50 77,5 9863 103,5 12480 137 158100 177,5 198125 227 248160 297 318
D1 αMindest-Verfahrweg
Minimum travelCorsa minima
50 4,2 2763 2,8 4080 2,0 58100 1,5 78125 1,1 103160 0,8 138
ZirkularesEintauchen/Helical interpolation / Fresatura circolare
AxialesEintauchen / Plunge milling / Fresatura assiale
SchrägesEintauchen / Ramping / Fresatura in rampa
D1 Xmax
D50 – D160 2,0 mm
Dmin=kleinsterBohrungsdurchmesser minimum bore diameter diametro minimo di foro
Dmax=größterBohrungsdurchmesserfürebeneBodenflächen maximum bore diameter for flat area diametro massimo foro per parte piana
D1
Dmin / Dmax
Xmax
D1
α
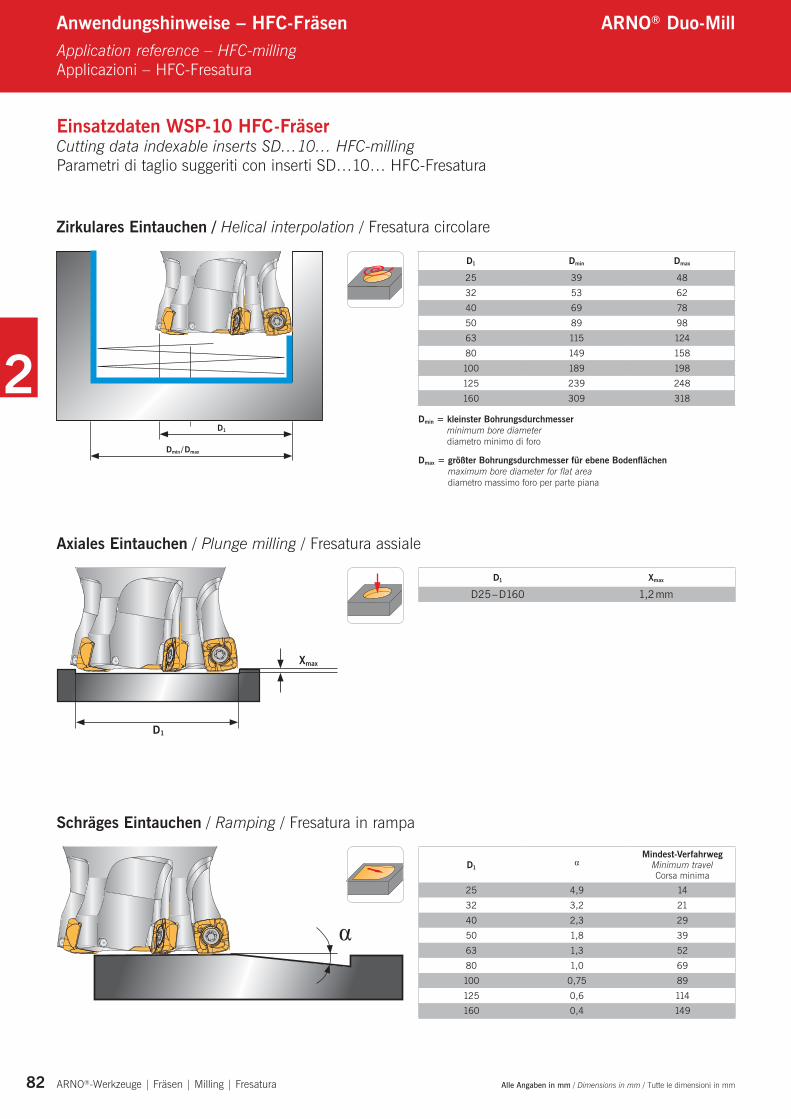
2
ARNO®-Werkzeuge | Fräsen | Milling | Fresatura Alle Angaben in mm / Dimensions in mm / Tutte le dimensioni in mm 82
Anwendungshinweise–HFC-Fräsen ARNO® Duo-MillApplication reference – HFC-milling Applicazioni – HFC-Fresatura
EinsatzdatenWSP-10HFC-FräserCutting data indexable inserts SD…10… HFC-millingParametriditagliosuggeriticoninsertiSD…10…HFC-Fresatura
D1
Dmin / Dmax
D1 Dmin Dmax
25 39 4832 53 6240 69 7850 89 9863 115 12480 149 158100 189 198125 239 248160 309 318
D1α
Mindest-VerfahrwegMinimum travelCorsa minima
25 4,9 1432 3,2 2140 2,3 2950 1,8 3963 1,3 5280 1,0 69100 0,75 89125 0,6 114160 0,4 149
ZirkularesEintauchen/Helical interpolation / Fresatura circolare
AxialesEintauchen / Plunge milling / Fresatura assiale
SchrägesEintauchen / Ramping / Fresatura in rampa
D1 Xmax
D25 – D160 1,2 mm
α
D1
Xmax
Dmin=kleinsterBohrungsdurchmesser minimum bore diameter diametro minimo di foro
Dmax=größterBohrungsdurchmesserfürebeneBodenflächen maximum bore diameter for flat area diametro massimo foro per parte piana
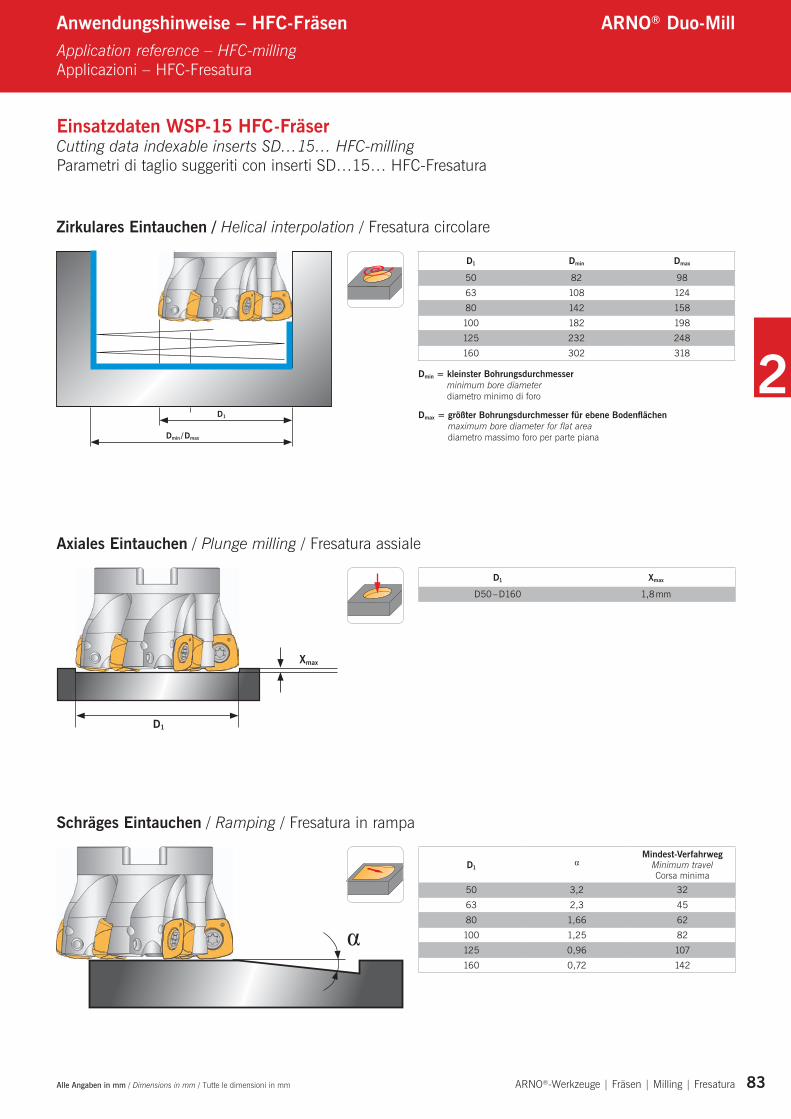
Alle Angaben in mm / Dimensions in mm / Tutte le dimensioni in mm ARNO®-Werkzeuge | Fräsen | Milling | Fresatura 83
2
Anwendungshinweise–HFC-Fräsen ARNO® Duo-MillApplication reference – HFC-milling Applicazioni – HFC-Fresatura
EinsatzdatenWSP-15HFC-FräserCutting data indexable inserts SD…15… HFC-millingParametriditagliosuggeriticoninsertiSD…15…HFC-Fresatura
D1 Dmin Dmax
50 82 9863 108 12480 142 158100 182 198125 232 248160 302 318
D1α
Mindest-VerfahrwegMinimum travelCorsa minima
50 3,2 3263 2,3 4580 1,66 62100 1,25 82125 0,96 107160 0,72 142
D1 Xmax
D50 – D160 1,8 mm
Dmin=kleinsterBohrungsdurchmesser minimum bore diameter diametro minimo di foro
Dmax=größterBohrungsdurchmesserfürebeneBodenflächen maximum bore diameter for flat area diametro massimo foro per parte piana
D1
Xmax
α
D1
Dmin / Dmax
ZirkularesEintauchen/Helical interpolation / Fresatura circolare
AxialesEintauchen / Plunge milling / Fresatura assiale
SchrägesEintauchen / Ramping / Fresatura in rampa
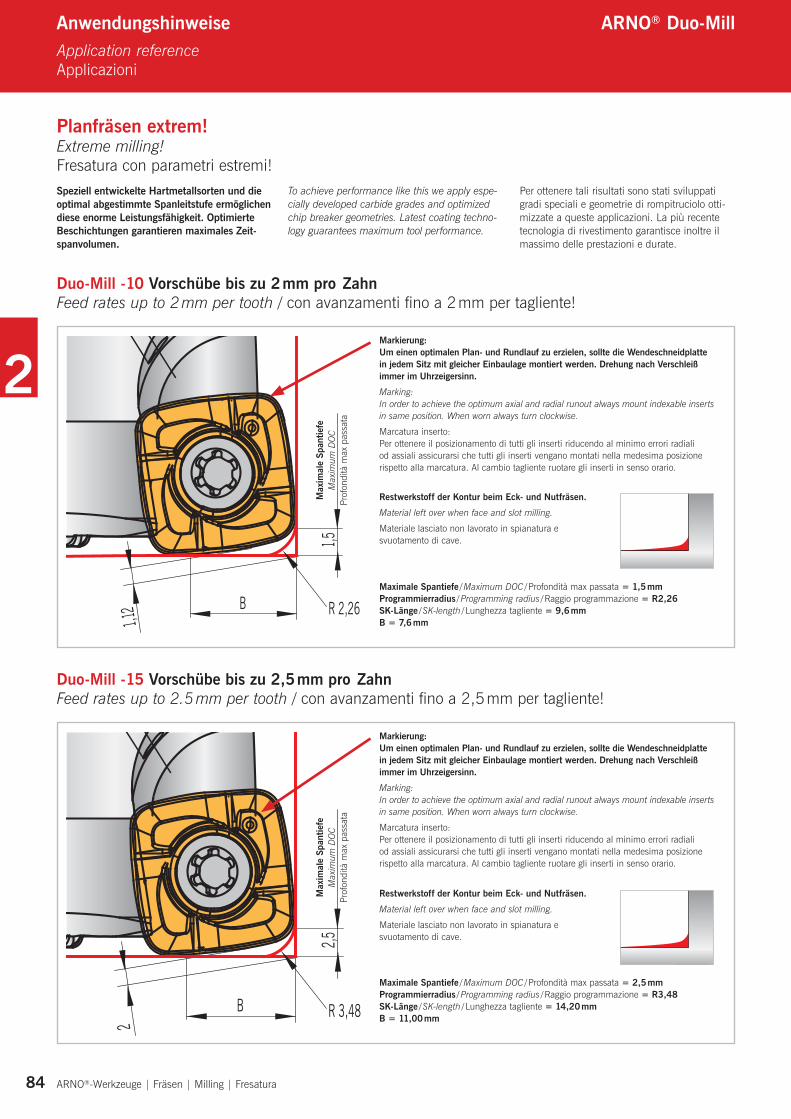
2
84 ARNO®-Werkzeuge | Fräsen | Milling | Fresatura
Anwendungshinweise ARNO® Duo-MillApplication reference Applicazioni
Planfräsenextrem!Extreme milling!Fresaturaconparametriestremi!
Duo-Mill -10 Vorschübebiszu2mmproZahn Feed rates up to 2 mm per tooth / conavanzamentifinoa2mmpertagliente!
Duo-Mill -15 Vorschübebiszu2,5mmproZahn Feed rates up to 2.5 mm per tooth / conavanzamentifinoa2,5mmpertagliente!
MaximaleSpantiefe / Maximum DOC / Profondità max passata=1,5mmProgrammierradius / Programming radius / Raggio programmazione=R2,26SK-Länge / SK-length /Lunghezzatagliente=9,6mmB=7,6mm
MaximaleSpantiefe / Maximum DOC / Profondità max passata=2,5mmProgrammierradius / Programming radius / Raggio programmazione=R3,48SK-Länge / SK-length /Lunghezzatagliente=14,20mmB=11,00mm
RestwerkstoffderKonturbeimEck-undNutfräsen.Material left over when face and slot milling.
Materiale lasciato non lavorato in spianatura e svuotamento di cave.
RestwerkstoffderKonturbeimEck-undNutfräsen.Material left over when face and slot milling.
Materiale lasciato non lavorato in spianatura e svuotamento di cave.
SpeziellentwickelteHartmetallsortenunddieoptimalabgestimmteSpanleitstufeermöglichendieseenormeLeistungsfähigkeit.OptimierteBeschichtungengarantierenmaximalesZeit-spanvolumen.
Toachieveperformancelikethisweapplyespe-cially developed carbide grades and optimized chipbreakergeometries.Latestcoatingtechno-logy guarantees maximum tool performance.
Per ottenere tali risultati sono stati sviluppati gradi speciali e geometrie di rompitruciolo otti-mizzateaquesteapplicazioni.Lapiùrecentetecnologia di rivestimento garantisce inoltre il massimo delle prestazioni e durate.
Markierung: UmeinenoptimalenPlan-undRundlaufzuerzielen,solltedieWendeschneidplatte injedemSitzmitgleicherEinbaulagemontiertwerden.DrehungnachVerschleiß immerimUhrzeigersinn.Marking: In order to achieve the optimum axial and radial runout always mount indexable inserts insameposition.Whenwornalwaysturnclockwise.
Marcatura inserto: Per ottenere il posizionamento di tutti gli inserti riducendo al minimo errori radiali od assiali assicurarsi che tutti gli inserti vengano montati nella medesima posizione rispetto alla marcatura. Al cambio tagliente ruotare gli inserti in senso orario.
Markierung: UmeinenoptimalenPlan-undRundlaufzuerzielen,solltedieWendeschneidplatte injedemSitzmitgleicherEinbaulagemontiertwerden.DrehungnachVerschleiß immerimUhrzeigersinn.Marking: In order to achieve the optimum axial and radial runout always mount indexable inserts insameposition.Whenwornalwaysturnclockwise.
Marcatura inserto: Per ottenere il posizionamento di tutti gli inserti riducendo al minimo errori radiali od assiali assicurarsi che tutti gli inserti vengano montati nella medesima posizione rispetto alla marcatura. Al cambio tagliente ruotare gli inserti in senso orario.
1,5
R 2,26B
1,12
Max
imaleSp
antie
fe
Max
imum
DO
C
Prof
ondi
tà m
ax p
assa
ta2,5
R 3,48B
2
Max
imaleSp
antie
fe
Max
imum
DO
C
Prof
ondi
tà m
ax p
assa
ta
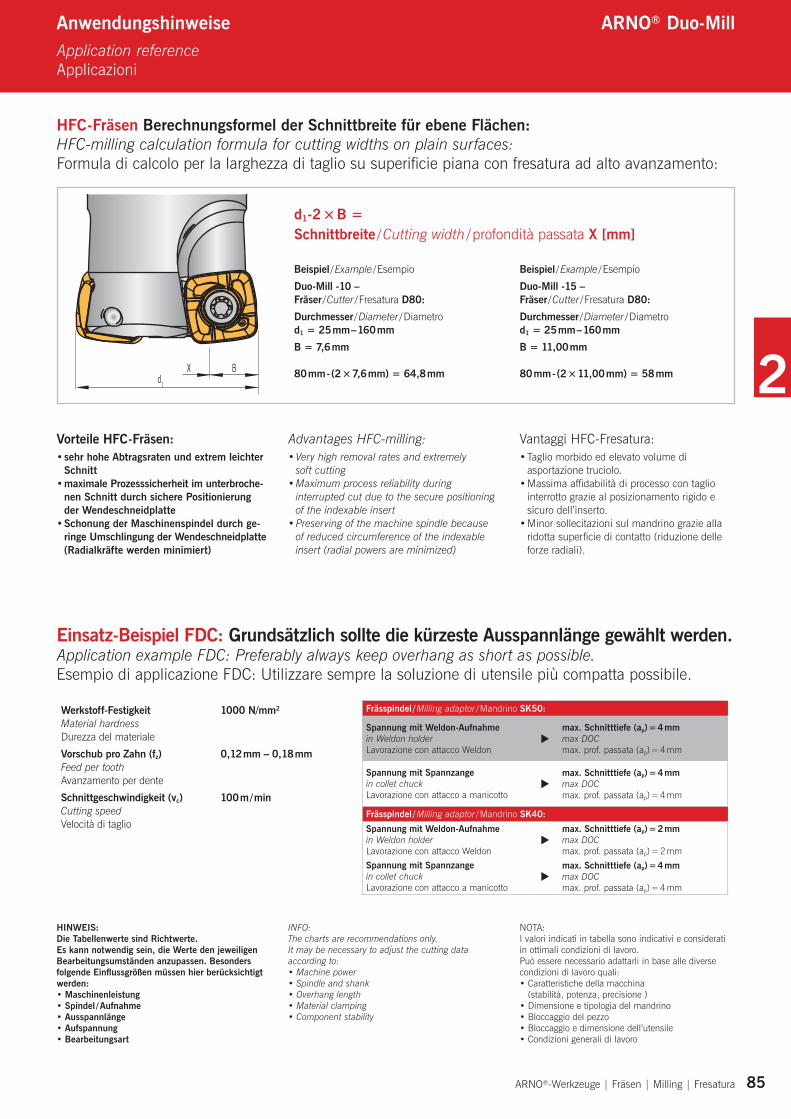
85
2
ARNO®-Werkzeuge | Fräsen | Milling | Fresatura
HFC-Fräsen BerechnungsformelderSchnittbreitefürebeneFlächen: HFC-millingcalculationformulaforcuttingwidthsonplainsurfaces:Formula di calcolo per la larghezza di taglio su superificie piana con fresatura ad alto avanzamento:
Anwendungshinweise ARNO® Duo-MillApplication reference Applicazioni
VorteileHFC-Fräsen:•sehrhoheAbtragsratenundextremleichterSchnitt
•maximaleProzesssicherheitimunterbroche-nenSchnittdurchsicherePositionierung derWendeschneidplatte
•SchonungderMaschinenspindeldurchge-ringeUmschlingungderWendeschneidplatte(Radialkräftewerdenminimiert)
AdvantagesHFC-milling:•Very high removal rates and extremely
soft cutting•Maximum process reliability during
interrupted cut due to the secure positioning of the indexable insert
•Preserving of the machine spindle because of reduced circumference of the indexable insert (radial powers are minimized)
Vantaggi HFC-Fresatura:•Taglio morbido ed elevato volume di
asportazione truciolo.•Massima affidabilità di processo con taglio
interrotto grazie al posizionamento rigido e sicurodell’inserto.
•Minor sollecitazioni sul mandrino grazie alla ridottasuperficiedicontatto(riduzionedelle forzeradiali).
BXd1
d1-2×B= Schnittbreite / Cutting width / profondità passataX[mm]
Beispiel / Example / EsempioDuo-Mill -15 – Fräser / Cutter / Fresatura D80:Durchmesser / Diameter / Diametro d1 = 25 mm – 160 mmB=11,00mm
80mm-(2×11,00mm)=58mm
Beispiel / Example / EsempioDuo-Mill -10 – Fräser / Cutter / FresaturaD80:Durchmesser / Diameter / Diametro d1 = 25 mm – 160 mmB=7,6mm
80mm-(2×7,6mm)=64,8mm
Werkstoff-Festigkeit 1000N/mm2
Material hardness Durezza del materiale VorschubproZahn(fz) 0,12mm–0,18mm Feed per tooth Avanzamento per denteSchnittgeschwindigkeit(vc) 100m/min Cutting speed Velocità di taglio
HINWEIS:DieTabellenwertesindRichtwerte. Eskannnotwendigsein,dieWertedenjeweiligenBearbeitungsumständenanzupassen.BesondersfolgendeEinflussgrößenmüssenhierberücksichtigtwerden:•Maschinenleistung•Spindel/Aufnahme•Ausspannlänge•Aufspannung•Bearbeitungsart
INFO:The charts are recommendations only.It may be necessary to adjust the cutting data accordingto:•Machinepower•Spindleandshank•Overhanglength•Materialclamping•Componentstability
NOTA:I valori indicati in tabella sono indicativi e considerati in ottimali condizioni di lavoro.Può essere necessario adattarli in base alle diverse condizionidilavoroquali:•Caratteristichedellamacchina
(stabilità,potenza,precisione)•Dimensioneetipologiadelmandrino•Bloccaggiodelpezzo•Bloccaggioedimensionedell’utensile•Condizionigeneralidilavoro
Frässpindel/Milling adaptor / Mandrino SK50:
SpannungmitWeldon-AufnahmeinWeldonholderLavorazioneconattaccoWeldon
max.Schnitttiefe(ap)=4mmmax DOCmax.prof.passata(ap)=4 mm
SpannungmitSpannzangeincolletchuckLavorazioneconattaccoamanicotto
max.Schnitttiefe(ap)=4mmmax DOCmax.prof.passata(ap)=4 mm
Frässpindel/Milling adaptor / MandrinoSK40:SpannungmitWeldon-AufnahmeinWeldonholderLavorazioneconattaccoWeldon
max.Schnitttiefe(ap)=2mmmax DOCmax.prof.passata(ap)=2 mm
SpannungmitSpannzangeincolletchuckLavorazioneconattaccoamanicotto
max.Schnitttiefe(ap)=4mmmax DOCmax.prof.passata(ap)=4 mm
Einsatz-BeispielFDC:GrundsätzlichsolltediekürzesteAusspannlängegewähltwerden.ApplicationexampleFDC:Preferablyalwayskeepoverhangasshortaspossible.EsempiodiapplicazioneFDC:Utilizzaresemprelasoluzionediutensilepiùcompattapossibile.

ARNO®VOLLHARTMETALLGEWINDEFRäSER
TiAlNbeschichteteGewindefräserausFeinstkorn-HartmetallbietenIhneneineoptimale,gleichmäßigeGewindequalitätsowieeinehoheVerschleißfestigkeit.
Fine grain solid carbide cutters with TIALNcoating,somewiththroughtool coolant and chamfering edge.
Frese a filettare in metallo duro integrale rivestite per lavorare Acciaio, ghisa, Acciaio inossidabile, leghe esotiche o refrattarie e acciai tempratifinoa50HRC.
Rundumüberzeugend: ARNO-GewindefräserausVollhartmetallfürdie BearbeitungvonStahl,AluminiumundNE-Metallen.Solid carbide thread mills for steel, aluminium and none ferrous materials.
Frese a filettare per tutti i tipi di filettature e per lavorazione di acciai e ghise.
WeitereVollhartmetall-FräserfindenSieimaktuellenTiefstpreiskatalogoderunter:youwillfindmoresolidcarbidecuttersinour“SpecialPrice”catalogue:
LagammacompletadifreseinMDIèdisponibilesulcatalogodedicato“CatalogoPromozione”oppurevisitandoilsito:
ARNOHIGHLIGHT
www.arno.de


















