
Arcos de Círculo Con G02 y G03
14
Arcos de círculo con G02 y G03 G-Code Tutorial de CNCCookbook La interpolación circular es movimiento a lo largo de un arco circular Habiendo acaba de terminar de discutir la interpolación lineal , o el movimiento en línea recta, el próximo lleguemos a la interpolación circular, que es el movimiento a lo largo de un arco circular. Aparte de la capacidad bastante exótico para seguir un camino "NURBS", la mayoría de los controladores de g-código sólo admiten dos tipos de movimiento: lineal y circular. La interpolación circular es un poco más exigente en su máquina como dos ejes tienen que estar coordinados con precisión. Dibujar un círculo completo implica el movimiento no sólo coordinado, pero cambio de dirección en cada uno de los 4 puntos del cuadrante. Estos serían los puntos correspondientes a 0, 90, 180, y 270 grados. Si la máquina tiene cualquier reacción violenta en absoluto, será obvio a estas inversiones, ya que habrá un fallo en el corte allí. Movimiento Circular es un modo iniciados a través de G02 y G03 Al igual que el movimiento lineal (iniciado por G00 y G01), el movimiento circular es un modo iniciado mediante G02 o G03. G02 establece un modo de arcos de círculo en sentido horario. G03 establece un modo de contra-reloj arcos circulares.
Transcript of Arcos de Círculo Con G02 y G03
Arcos de círculo con G02 y G03G-Code Tutorial de CNCCookbook
La interpolación circular es movimiento a lo largo de un arco circular
Habiendo acaba de terminar de discutir la interpolación lineal , o el movimiento en línea recta, el próximo lleguemos a la interpolación circular, que es el movimiento a lo largo de un arco circular. Aparte de la capacidad bastante exótico para seguir un camino "NURBS", la mayoría de los controladores de g-código sólo admiten dos tipos de movimiento: lineal y circular. La interpolación circular es un poco más exigente en su máquina como dos ejes tienen que estar coordinados con precisión. Dibujar un círculo completo implica el movimiento no sólo coordinado, pero cambio de dirección en cada uno de los 4 puntos del cuadrante. Estos serían los puntos correspondientes a 0, 90, 180, y 270 grados. Si la máquina tiene cualquier reacción violenta en absoluto, será obvio a estas inversiones, ya que habrá un fallo en el corte allí.
Movimiento Circular es un modo iniciados a través de G02 y G03
Al igual que el movimiento lineal (iniciado por G00 y G01), el movimiento circular es un modo iniciado mediante G02 o G03. G02 establece un modo de arcos de círculo en sentido horario. G03 establece un modo de contra-reloj arcos circulares.
Definición Un arco para el controlador CNC
Una vez que se ha establecido, ya sea el G02 o G03 modo, los arcos se definen en el G-Code por la identificación de sus 2 extremos y el centro que debe ser equidistante de cada punto terminal o tendrá lugar una alarma. Los criterios de valoración son fáciles. El punto de control de la corriente, o la ubicación cuando se inicia el bloque establece un punto final. El otro podrá establecer las coordenadas XYZ. El centro es un poco más complejo.
Definición de desplazamientos relativos Center Vía IJK
El centro es más comúnmente identificada mediante el uso de I, J o K para establecer las compensaciones relativas desde el punto de partida del arco al centro. Aquí es un arco típico en sentido horario:

Definiendo el centro de un arco con IJK ...
G02 X=SD1+1000-160 Z=ZL6 I420 K0 F30
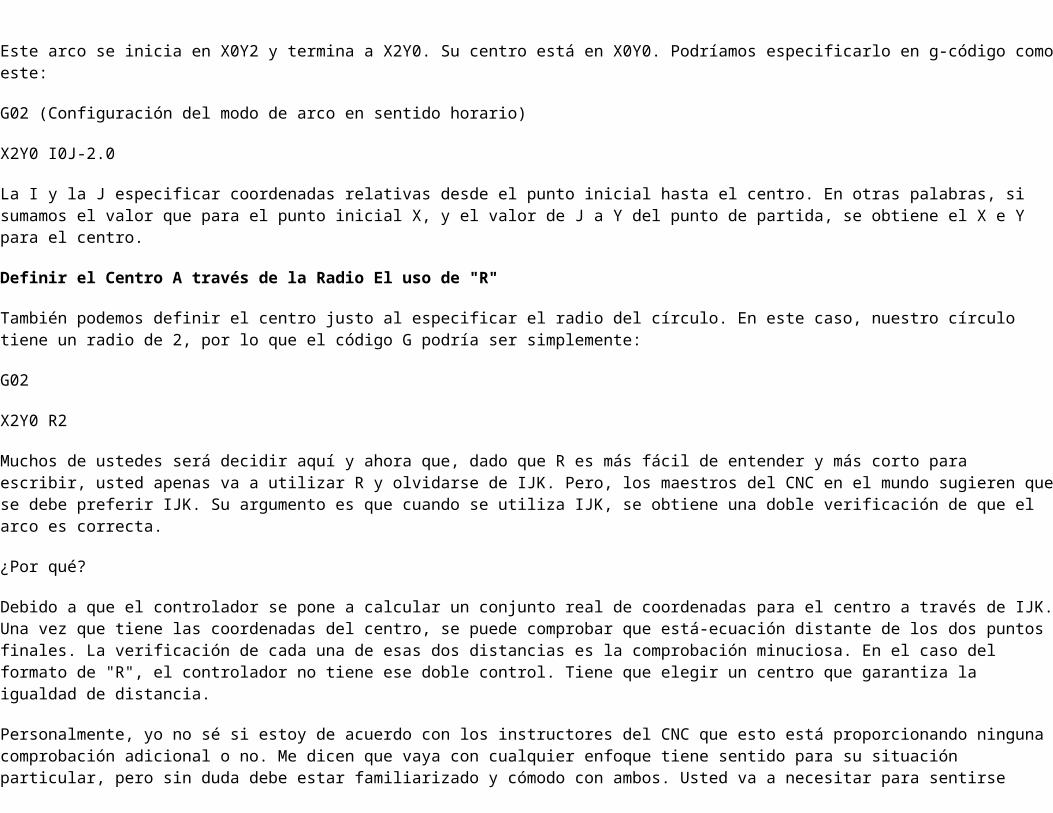
Este arco se inicia en X0Y2 y termina a X2Y0. Su centro está en X0Y0. Podríamos especificarlo en g-código como este:
G02 (Configuración del modo de arco en sentido horario)
X2Y0 I0J-2.0
La I y la J especificar coordenadas relativas desde el punto inicial hasta el centro. En otras palabras, si sumamos el valor que para el punto inicial X, y el valor de J a Y del punto de partida, se obtiene el X e Y para el centro.
Definir el Centro A través de la Radio El uso de "R"
También podemos definir el centro justo al especificar el radio del círculo. En este caso, nuestro círculo tiene un radio de 2, por lo que el código G podría ser simplemente:
G02
X2Y0 R2
Muchos de ustedes será decidir aquí y ahora que, dado que R es más fácil de entender y más corto para escribir, usted apenas va a utilizar R y olvidarse de IJK. Pero, los maestros del CNC en el mundo sugieren que se debe preferir IJK. Su argumento es que cuando se utiliza IJK, se obtiene una doble verificación de que el arco es correcta.
¿Por qué?
Debido a que el controlador se pone a calcular un conjunto real de coordenadas para el centro a través de IJK. Una vez que tiene las coordenadas del centro, se puede comprobar que está-ecuación distante de los dos puntos finales. La verificación de cada una de esas dos distancias es la comprobación minuciosa. En el caso del formato de "R", el controlador no tiene ese doble control. Tiene que elegir un centro que garantiza la igualdad de distancia.
Personalmente, yo no sé si estoy de acuerdo con los instructores del CNC que esto está proporcionando ninguna comprobación adicional o no. Me dicen que vaya con cualquier enfoque tiene sentido para su situación particular, pero sin duda debe estar familiarizado y cómodo con ambos. Usted va a necesitar para sentirse cómodo con coordenadas relativas de todos modos, ya que son condenadamente útil. Puede ser que también consiga cómodo ahora.
Es algo así como que se les diga que sólo debe utilizar el mandril 4 mordazas en un torno cuando empiezas por primera vez de manera que obtendrá muy cómodo marcarlo pulg Es una buena habilidad para ser bueno en como maquinista!
Cuando IJK No son incrementales y ¿Qué pasa Tener Tanto IJK Y R? Plus, Otros Variaciones Modal Shenanigans y Arc
Este es otro de esos lugares en los que un montón de cosas oscuras ocurren y lo que necesita saber cuál es su controlador hará sin asumir nada. En general, la regla se supone que es que si usted tiene tanto IJK y R en el mismo bloque, R tiene prioridad y IJK es ignorado. Pero hay controladores que no funcionan exactamente de esa manera, así que asegúrese de que usted sabe lo que está pasando.
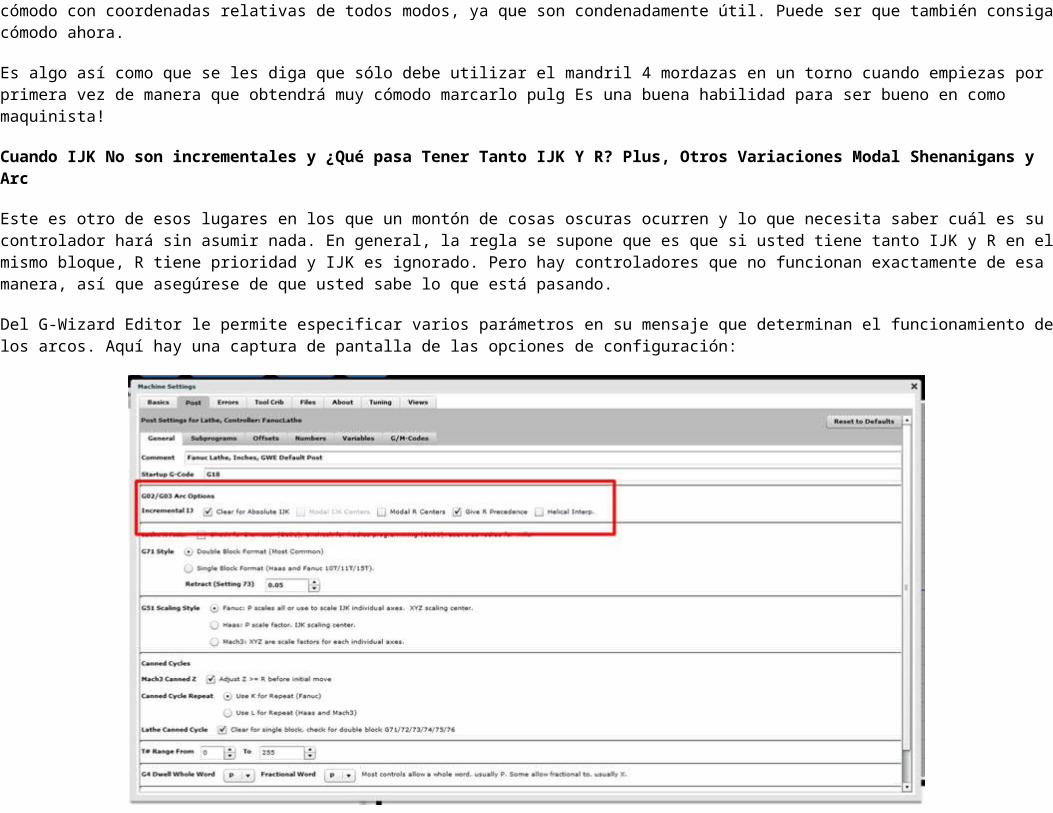
Del G-Wizard Editor le permite especificar varios parámetros en su mensaje que determinan el funcionamiento de los arcos. Aquí hay una captura de pantalla de las opciones de configuración:
Opciones Arc de G-Code Simulación
Vamos a repasar estas opciones:
- Incremental vs Absoluto IJK : Hemos discutido IJK como ofrenda de coordenadas con respecto al punto de partida para el centro. Agregue la I a X, J a Y, y K a la Z del punto de partida y se obtiene el centro. Muchos controles también tienen la opción de IJK ser las coordenadas absolutas del centro.
- Centros Modal IJK : Cuando IJK son centro de coordenadas absolutas, algunos controladores recordará el último centro definido, por lo tanto, IJK es modal en ese caso. Cuando se utiliza un control ajustado de esta manera, usted puede mantener la emisión de comandos de XYZ para los arcos sin tener que definir un nuevo centro cada vez. No está claro que se ahorrará mucho sin embargo - ¿con qué frecuencia usted quiere hacer un montón de arcos con el mismo centro?
- Modal R Centros : Otra variación en la idea de centro modal es permitir que el radio definida por "R" para ser modal. Cualquiera que sea la última R utilizado fue, el controlador recuerda y utiliza ese valor de nuevo si no se da una R. Esto parece más útil que el modal IJK. Por ejemplo, un bolsillo podría tener arcos para las esquinas que son todos del mismo radio.
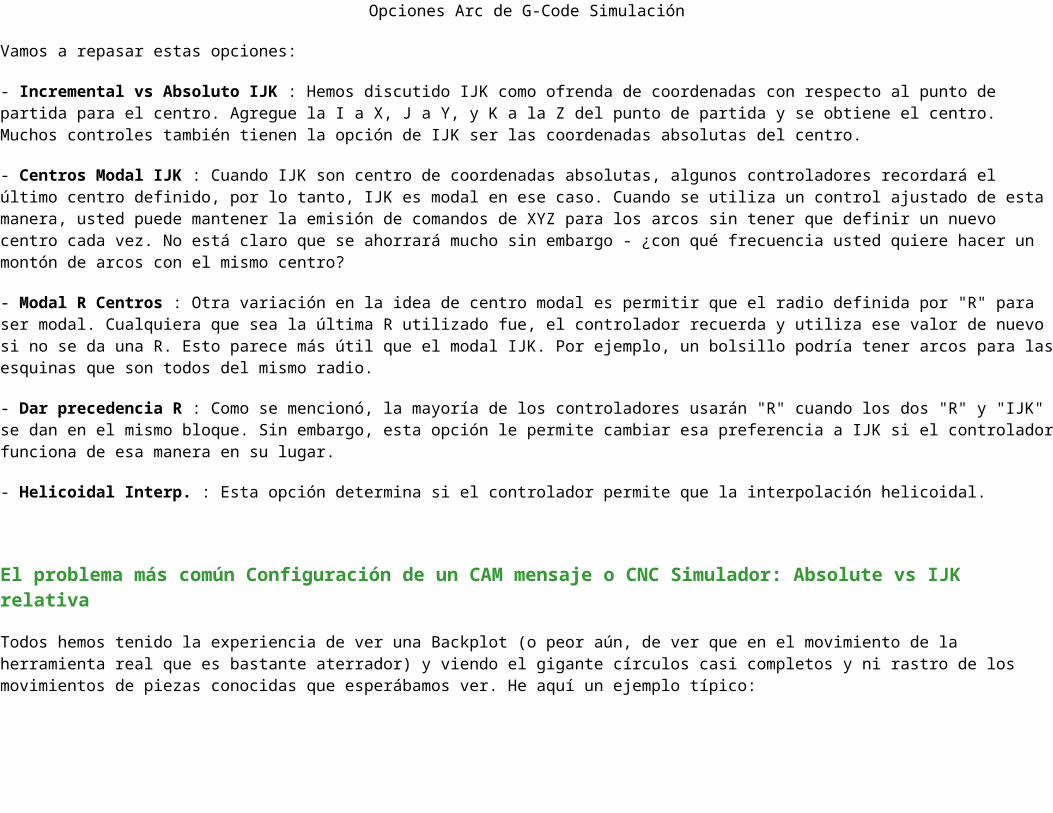
- Dar precedencia R : Como se mencionó, la mayoría de los controladores usarán "R" cuando los dos "R" y "IJK" se dan en el mismo bloque. Sin embargo, esta opción le permite cambiar esa preferencia a IJK si el controlador funciona de esa manera en su lugar.
- Helicoidal Interp. : Esta opción determina si el controlador permite que la interpolación helicoidal.
El problema más común Configuración de un CAM mensaje o CNC Simulador: Absolute vs IJK relativa
Todos hemos tenido la experiencia de ver una Backplot (o peor aún, de ver que en el movimiento de la herramienta real que es bastante aterrador) y viendo el gigante círculos casi completos y ni rastro de los movimientos de piezas conocidas que esperábamos ver. He aquí un ejemplo típico:
Grabe los archivos de configuración de correos malos para Arcs ...
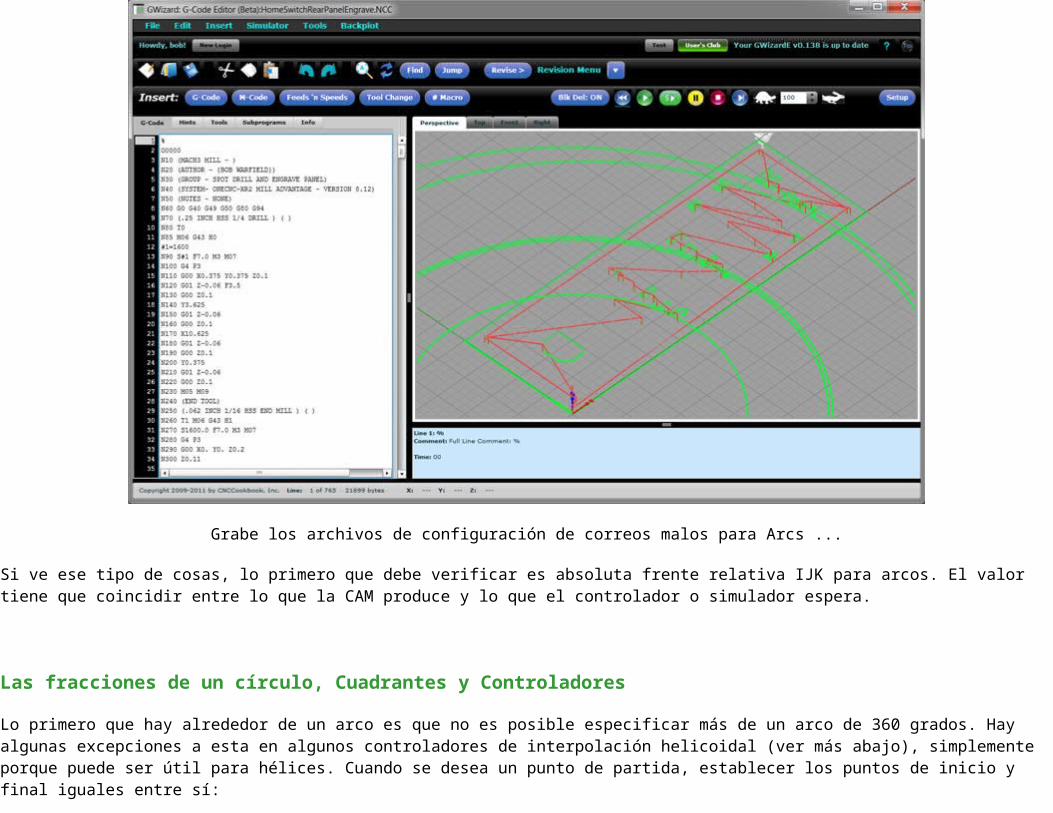
Si ve ese tipo de cosas, lo primero que debe verificar es absoluta frente relativa IJK para arcos. El valor tiene que coincidir entre lo que la CAM produce y lo que el controlador o simulador espera.
Las fracciones de un círculo, Cuadrantes y Controladores
Lo primero que hay alrededor de un arco es que no es posible especificar más de un arco de 360 grados. Hay algunas excepciones a esta en algunos controladores de interpolación helicoidal (ver más abajo), simplemente porque puede ser útil para hélices. Cuando se desea un punto de partida, establecer los puntos de inicio y final iguales entre sí:
G01 x3.25 Y2.0
G02 x3.25 Y2.0 I-1.25 J0
Curiosamente, no se puede especificar un círculo completo con la indicación "R". Esto se debe a que hay un número infinito de círculos que comienzan y terminan en el mismo punto de un radio determinado, por lo que el controlador no tiene idea de lo que podría ser el círculo correcto.
No hay negocio más divertido aún con "R" y los arcos más grandes. Por ejemplo, un arco aún puede ser de un radio en particular y hacia la derecha (o sentido contrario a las agujas del reloj), pero el centro es ambigua si se viaja a más de 90 grados. Por ejemplo:
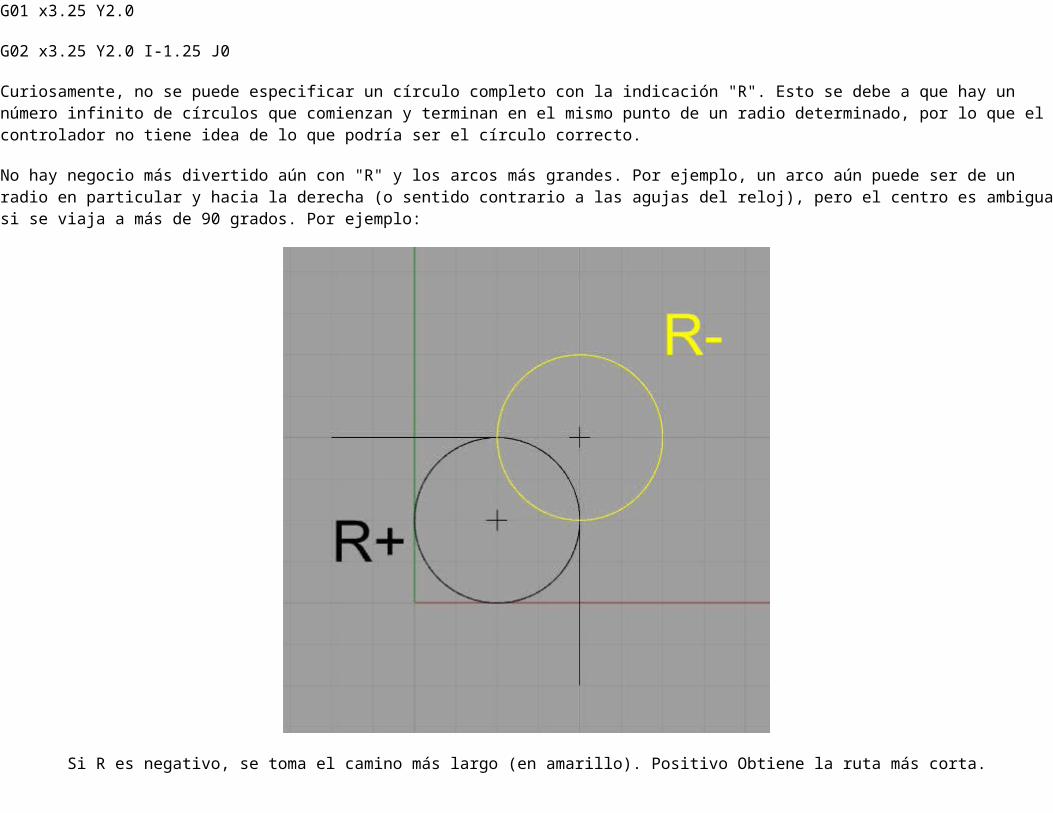
Si R es negativo, se toma el camino más largo (en amarillo). Positivo Obtiene la ruta más corta.
Teniendo en cuenta las dos opciones que se muestran, el controlador elige el camino en base a la señal de la radio. Las fuerzas negativas del arco más largo, el positivo más corto. El signo negativo obliga al controlador a buscar un arco viable de más de 180 grados.
Algunos controladores son más delicado todavía y no programar un arco que cruza una línea cuadrante. Por lo tanto, el ángulo más grande de un arco puede seguir es 90 grados, y que el ángulo no debe cruzar 0, 90, 180, o 270 grados. Para ángulos de 90 grados que se cruzan una línea cuadrante, deben dividirse en dos partes, con la unión entre las piezas que está justo en la línea de cuadrante.
Círculos total sin XYZ
Una circunferencia completa se producen cuando el inicio y los puntos finales son idénticos y el centro se especifica a través de IJK (recuerde, R conduce a un número infinito de círculos). Dado que usted desea que el inicio y el punto final a ser la misma, es posible que no tenga que
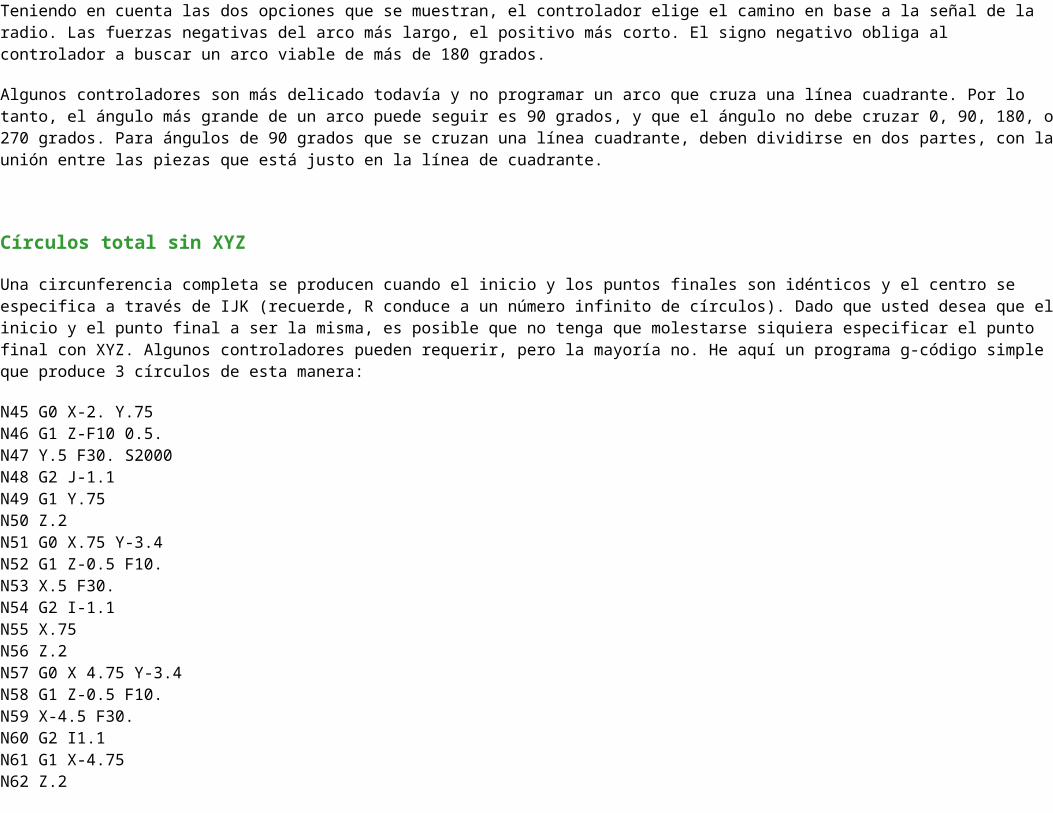
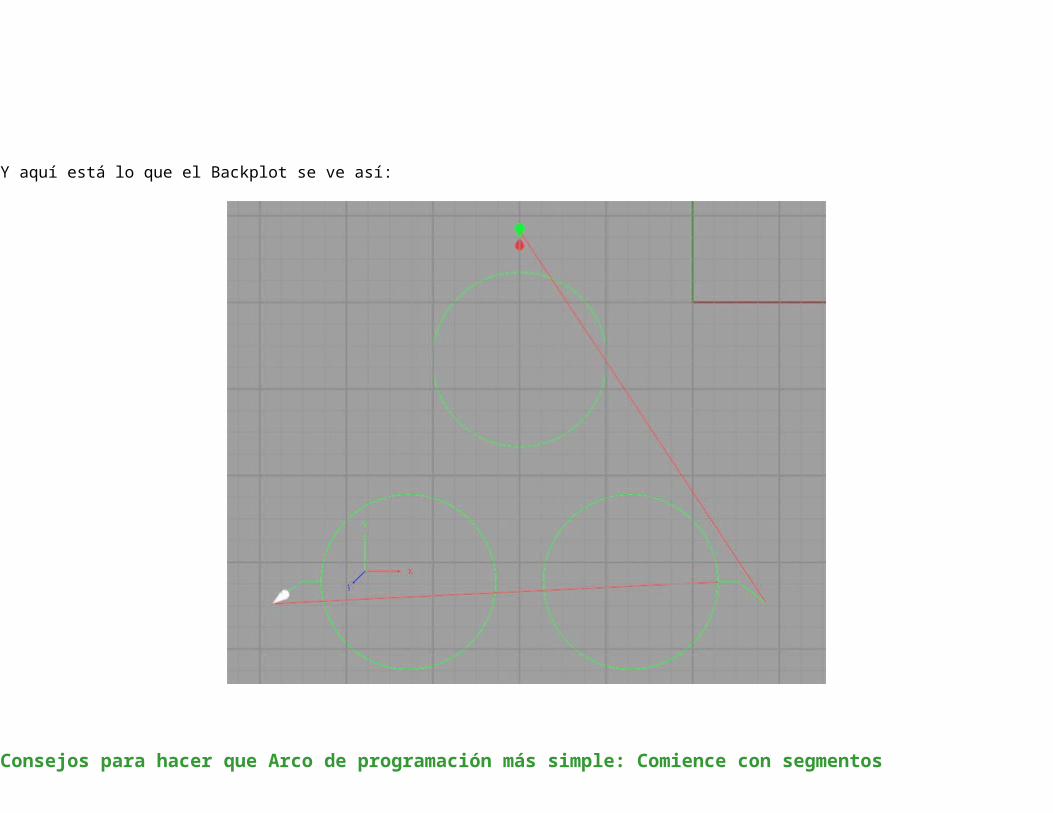
molestarse siquiera especificar el punto final con XYZ. Algunos controladores pueden requerir, pero la mayoría no. He aquí un programa g-código simple que produce 3 círculos de esta manera:
N45 G0 X-2. Y.75 N46 G1 Z-F10 0.5. N47 Y.5 F30. S2000 N48 G2 J-1.1 N49 G1 Y.75 N50 Z.2 N51 G0 X.75 Y-3.4 N52 G1 Z-0.5 F10. N53 X.5 F30. N54 G2 I-1.1 N55 X.75 N56 Z.2 N57 G0 X 4.75 Y-3.4 N58 G1 Z-0.5 F10. N59 X-4.5 F30. N60 G2 I1.1 N61 G1 X-4.75 N62 Z.2
Y aquí está lo que el Backplot se ve así:
Consejos para hacer que Arco de programación más simple: Comience con segmentos
Cuando estoy trazar una trayectoria, prefiero dejar los arcos para el final. En lugar de cada arco, simplemente me puse un segmento de recta cuyos extremos corresponden a los extremos del arco. Esto hace que sea fácil obtener el esbozo de la trayectoria juntos con rapidez, y con frecuencia parece que sea más fácil para luego volver y convertir las líneas de arcos una vez que la estructura básica ya está en marcha.
La interpolación helicoidal
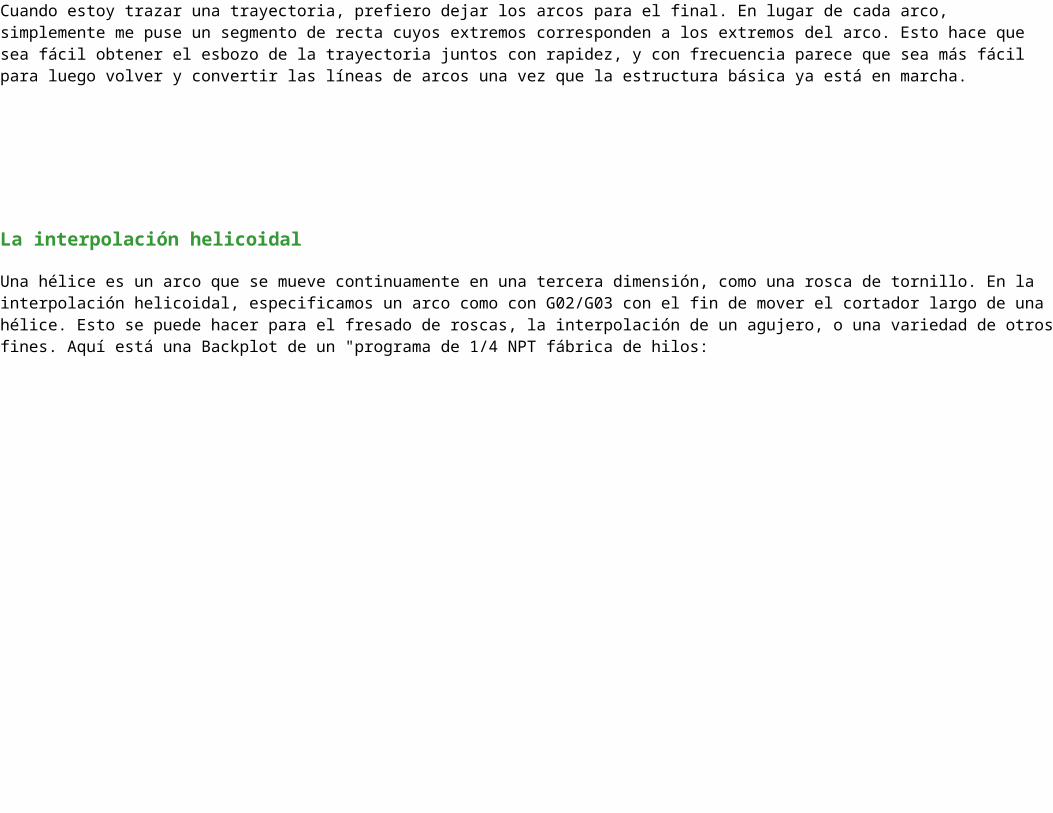
Una hélice es un arco que se mueve continuamente en una tercera dimensión, como una rosca de tornillo. En la interpolación helicoidal, especificamos un arco como con G02/G03 con el fin de mover el cortador largo de una hélice. Esto se puede hacer para el fresado de roscas, la interpolación de un agujero, o una variedad de otros fines. Aquí está una Backplot de un "programa de 1/4 NPT fábrica de hilos:
Helix para el fresado de roscas ...
Este es un ejemplo del código del programa de fresado de rosca:
G01 G91 Z-0.6533 F100. G01 G42 D08 X0.0235 Y-0.0939 F10. G03 X0.0939 Y0.0939 Z0.0179 R0.0939 G03 X-0.1179 Y0.1179 Z0.0179 R0.1179 G03 X-Y-0.1185 0.1185 Z0.0179 R0.1185 G03 X0.1191 Y-0.1191 Z0.0179 R0.1191 F16. G03 X0.1196 Y0.1196 Z0.0179 R0.1196 G03 X-0.1202 Y0.1202 Z0.0179 R0.1202 F26. G03 X-Y-0.1207 0.1207 Z0.0179 R0.1207 G03 X0.1213 Y-0.1213 Z0.0179 R0.1213 G03 X0.1218 Y0.1218 Z0.0179 R0.1218 G03 X-0.0975 Y0.0975 Z0.0179 R0 0.0975
Este es el formato de (radio) de los arcos "R", y tenga en cuenta que hay una coordenada Z para especificar un cambio de profundidad para el punto final de cada arco. Este código utiliza el movimiento relativo (G91), por lo que cada "Z0.0179" mueve el cortador de 0.0179 "más profundo.
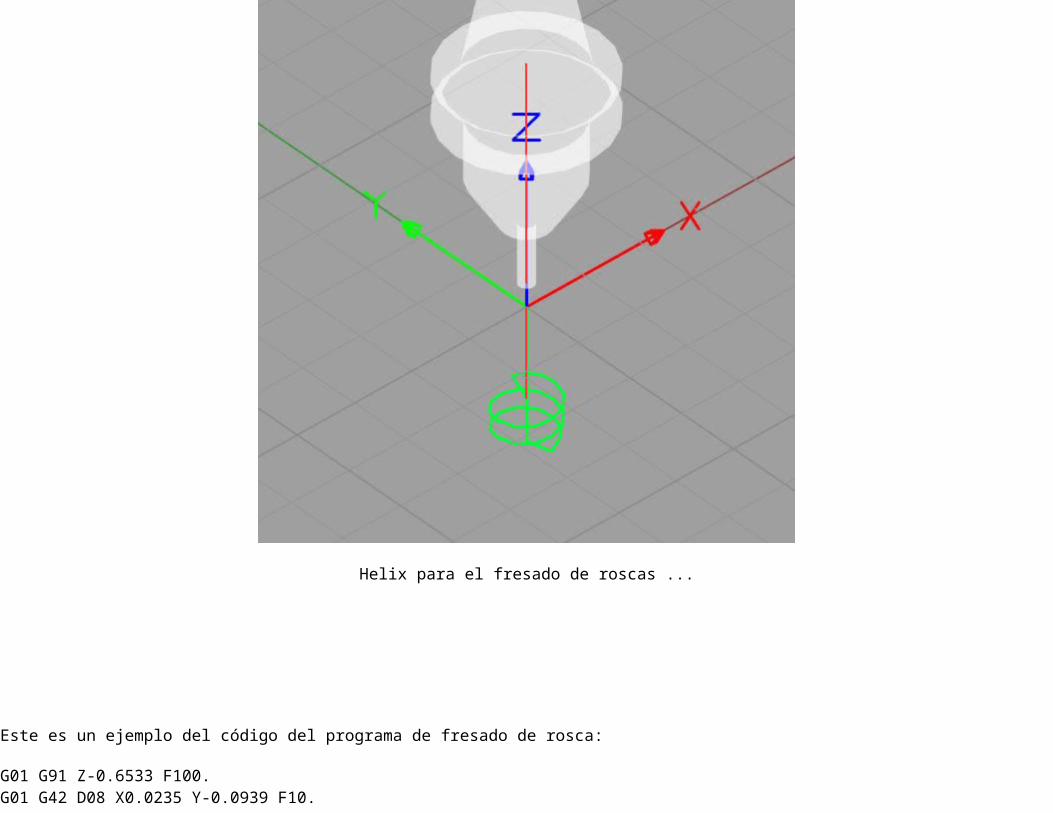
G-Wizard Editor proporciona alguna información realmente útil para ayudar con la comprensión de la interpolación helicoidal. Aquí está el Consejo de la tercera línea (primer movimiento del arco):
Tenga en cuenta el paso de rosca aquí se calcula como 0.1 "
De GWE medirá y le decimos el paso de la hélice, que en este caso es 0.100 ". Eso puede ser útil para identificar lo que se muele tipo de hilo. También podemos ver que este arco en particular va de 270 grados a una scosh superior a cero (0,1 grados).
Revisaremos el fresado de roscas con mucho más detalle en un capítulo posterior dedicado enteramente al tema. Por ahora, lo único que queríamos que usted se familiarice con la idea de que usted puede hacer hélices, así como dos arcos planos dimensionales.
Haciendo Trayectorias su máquina va a ser más feliz con
Cada vez que el cortador cambia de dirección, se añade una cierta cantidad de estrés. El cortador va a morder en el material, ya sea más o menos de lo que había sido, en función de si las direcciones cambia hacia la pieza de trabajo (o material sin cortar) o fuera de ella. Su equipo será mucho más feliz si programa un arco en lugar de un cambio brusco de dirección en recta. Incluso un arco con un radio muy pequeño le permitirá al controlador para evitar el cambio de dirección al instante, lo que puede dejar una marca en el acabado en el mejor de los casos y causar charla u otros problemas en el peor de los casos. Para ligeros cambios de dirección, puede no valer la pena. Pero el más abrupto el cambio, con 90 grados que es muy abrupta, mayor es la probabilidad de que usted debe usar un arco para aliviar a través de la vuelta.
Arcs son también un medio útil para entrar en la corte, en lugar de tener la barcaza de corte recto in Para información sobre cómo introducir el corte con un arco, ver la página de la trayectoria de los feeds de fresado y plazos de curso .
Ejercicios
1. Excavar el manual del controlador CNC y pasar por la configuración de arco para establecer de GWE para que coincida con la forma de su control de la operación.
2. Haga un poco de experimentación de grabado a-sketch con de GWE. Cree algunas trayectorias que incluyen arcos hasta que estés cómodo crearlos.
3.


















