April 17-19 Gary Loh, Joseph A Creazzo & Mark L Robin Ph · • Gary Loh, Joseph A Creazzo & Mark L...
18
UTECH EUROPE 2012, Maastricht, the Netherlands Advancements in Zero ODP and Low GWP Foam Expansion Agent • April 17-19 • Gary Loh, Joseph A Creazzo & Mark L Robin Ph.D
Transcript of April 17-19 Gary Loh, Joseph A Creazzo & Mark L Robin Ph · • Gary Loh, Joseph A Creazzo & Mark L...

UTECH EUROPE 2012, Maastricht, the Netherlands
Advancements in Zero ODP and Low GWP
Foam Expansion Agent
• April 17-19
• Gary Loh, Joseph A Creazzo & Mark L Robin Ph.D

2
Outline
• Customer evaluation of Formacel® 1100 (FEA-1100)
• Foam expansion agent level (FEA) optimization
• Recent property data and update
• Summary

3
Customer Evaluation – Physical & Chemical Stability
Stability in spray foam formulation (6 month storage at room temperature)
Stability in appliance formulation (6 month storage at room temperature)
Stability in Panel formulation (changes relative to day 0 after 14 day storage at 20C)
Equal weight FEA in appliance formulation HFC-245fa Formacel 1100
Reaction profile and flow
Cream time (second) 12 Identical to HFC-245fa
Gel Time (second) 85 Identical to HFC-245fa
Flow index 1.3 Identical to HFC-245fa
b-side system stability
Physical stability No phase separation Identical to HFC-245fa
Chemical stability No reactivity and density change Identical to HFC-245fa
Equal weight FEA in spray foam formulation HFC-245fa Formacel 1100
FEA and water level (pbw)
FEA (pbw ) 9 9
Water (pbw ) 1.8 1.8
Foam System Stability
(6 months at room temperature)
Physical Stability No separation Identical to HFC-245fa
Chemical Stability Stable Identical to HFC-245fa
Equal weight FEA in panel
formulationHCFC-141b HFC-245fa HFC-365mfc Formacel 1100
Cream time 5.9% 7.7% 12.5% -5.9%
Gel time 1.3% -1.2% -1.3% 1.3%
Rise time 1.6% 4.9% 2.5% -4.1%
Density -1.0% -2.6% -9.6% -0.6%

4
• Customer results confirm DuPont’s lab study
• Formacel® 1100 (FEA-1100) is stable in
foam formulations
DuPont’s Previous Lab Study - Stability
Reference: Blowing Agents & Foaming Processes 2010 Cologne, Germany

5
• Equal-weight drop-in to compare with HCFC-141b and HFCs (10% overpack)
• Improved initial and 28 day k-factors
Customer Evaluation – Panel Foam
Dimensional Stability (% volume change)
Cold(-30oC/48H) - parallel -0.10% -0.07% -0.02% -0.21%
Cold(-30oC/48H) - perpendicular -0.32% -0.10% -0.05% -0.02%
Hot(70oC/48H) - parallel -0.38% 0.0% 0.00% 0.07%
Hot(70oC/48H) - perpendicular 0.75% 0.2% 0.52% 0.72%
Hot Humid (70oC/95%RH/48H) - parallel 4.6% 5.0% 4.4% 4.3%
Hot Humid (70oC/95%RH/48H) - perpendicular 12.4% 9.1% 8.5% 10.0%
Mechanical Properties
Compressive strength -parallel (kPa) 87 156 117 134
Bending strength (kPa) 347 420 353 368
HCFC-141b HFC-245fa HFC-365mfcFormacel
1100
Foam Properties
Foam density (kg/m3) 40.1 40.3 40.2 39.8
Core density (kg/m3) 37.6 39.0 38.7 38.4
k-factor at 23 oC (mW/mK) - initial 20.5 20.8 21.2 19.9
Relative k-factor vs HCFC-141b control -initial Control 1% 3% -3%
k-factor at 23 oC (mW/mK) - 28 days 23.1 22.3 22.9 21.3
Relative k-factor vs HCFC-141b control -28 days Control -3% -1% -8%
Closed cell % 91% 93% 93% 94%
6
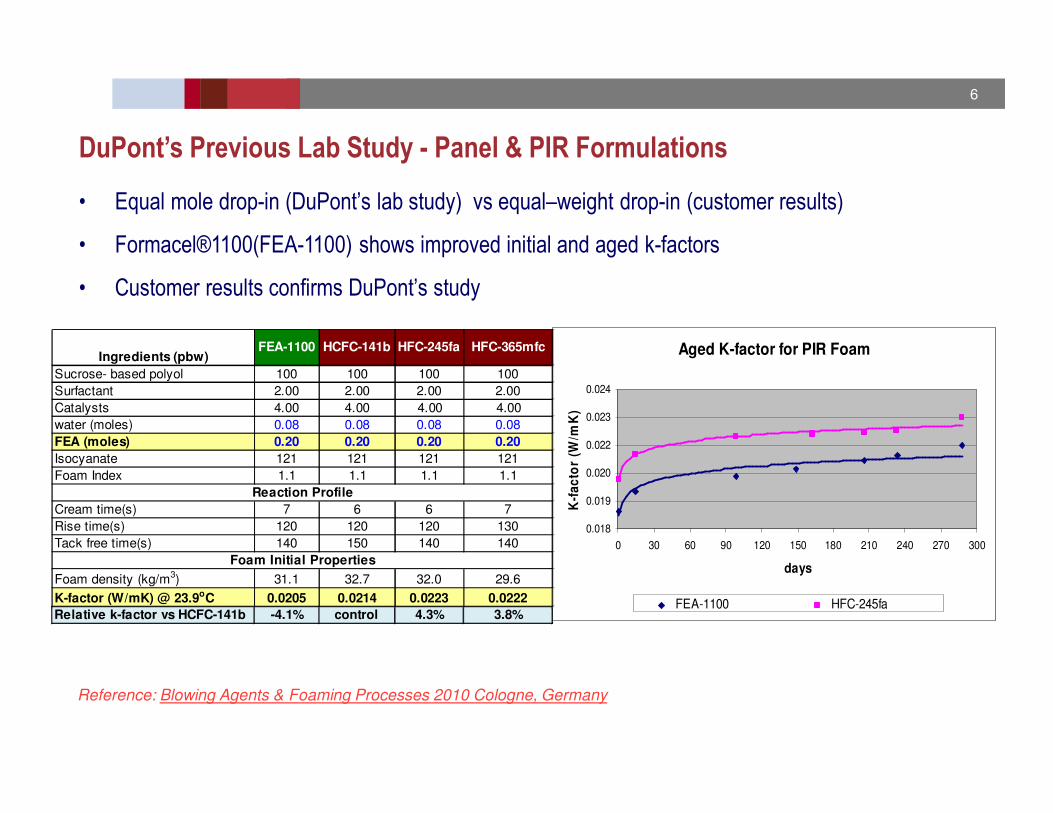
DuPont’s Previous Lab Study - Panel & PIR Formulations
• Equal mole drop-in (DuPont’s lab study) vs equal–weight drop-in (customer results)
• Formacel®1100(FEA-1100) shows improved initial and aged k-factors
• Customer results confirms DuPont’s study
Aged K-factor for PIR Foam
0.018
0.019
0.020
0.022
0.023
0.024
0 30 60 90 120 150 180 210 240 270 300
daysK
-fa
cto
r (W
/mK
)
FEA-1100 HFC-245faPower (FEA-1100) Power (HFC-245fa)Relative k-factor vs HCFC-141b -4.1% control 4.3% 3.8%
Ingredients (pbw)FEA-1100 HCFC-141b HFC-245fa HFC-365mfc
Sucrose- based polyol 100 100 100 100
Surfactant 2.00 2.00 2.00 2.00
Catalysts 4.00 4.00 4.00 4.00
water (moles) 0.08 0.08 0.08 0.08
FEA (moles) 0.20 0.20 0.20 0.20
Isocyanate 121 121 121 121
Foam Index 1.1 1.1 1.1 1.1
Cream time(s) 7 6 6 7
Rise time(s) 120 120 120 130
Tack free time(s) 140 150 140 140
Foam density (kg/m3) 31.1 32.7 32.0 29.6
K-factor (W/mK) @ 23.9oC 0.0205 0.0214 0.0223 0.0222
Reaction Profile
Foam Initial Properties
Reference: Blowing Agents & Foaming Processes 2010 Cologne, Germany

7
• Foam sprayed using Graco H2035 with Fusion spray gun
• Process temperature = 54 oC
• Lower k-factor than HFC-245fa (equal weight substitution at 9 pbw FEA)
• Improved mechanical properties
Customer Evaluation – Spray Foam
HFC-245fa Formacel 1100Formacel 1100
relative to HFC-245fa
Foam Properties
Density (kg/m3) 44.2 45.6 3%
k-factor at 23oC (mW/mK) 23.0 22.6 -2%
Close cell % 98% 99%
Dimensional stability (% volume change)
Cold (-29oC/14 days) 0.17% 0.23%
Hot (93oC/28 days) 5.9% 1.8%
Hot and Humid (70oC/95%RH/28 days) 19% 17%
Mechanical Properties
Compressive strength - parallel(kPa) 179 273 52%
Tensile strength (kPa) 430 507 18%

8
• Equal weight drop-in to HFC-245fa and HCFC-141b formulations
• More significant k-factor improvement at higher FEA level
• Flexibility to use higher level for significant k-factor improvement without vapor pressure concern
Customer Evaluation – Spray Foam (FEA Level Impact)
HCFC-141b
formulation
(High level FEA)
Formacel 1100
in HCFC-141b
formulation
(High Level FEA)
HFC-245fa
formulation
(Low level FEA)
Formacel 1100
in HFC-245fa
formulation
(Low level FEA)
FEA and water level (pbw) based on 100 pbw Polyol
FEA (pbw) 19 19 9 9
H2O (pbw) 0.30 0.30 1.8 1.8
Foam Properties
Foam density (kg/m3) 43.4 38.5 44.2 45.6
Initial k-factor at 23 oC (mW/mK) 20.1 19.3 23.0 22.6
Relative k-factor (equal weight FEA) Control -4% Control -2%
Relative k-factor (FEA-1100 high level vs HFC-245fa low level) --- -16% Control ---
Closed cell % 93% 94% 98% 99%
Compressive strength -parallel(kPa) 232 232 179 273

9
• Equal mole drop-in (DuPont’s lab study) vs. equal–weight drop-in (customer results)
• Formacel®1100(FEA-1100) shows more significant k-factor improvement at higher level
• Customer results confirm DuPont’s previous study
DuPont’s Previous Lab Study - Spray Foam Formulation
Ingredients (pbw)
HFC-245fa
(low FEA level)
FEA-1100
(low FEA level)
HFC-245fa
(high FEA level)*
FEA-1100
(high FEA level)
Mannich polyol 50 50 50 50
Polyester polyol 50 50 50 50
Surfactant 0.25 0.25 0.25 0.25
Flame retardant and additives 24.50 24.50 24.50 24.50
Catalysts 1.22 1.22 1.22 1.22
FEA (moles) 0.045 0.045 0.179 0.179
Water (moles) 0.169 0.169 0.035 0.035
Isocyanate 138 138 97 97
Foam index 1.1 1.1 1.1 1.1
Cream time(s) 8 8 7 7
Rise time(s) 70 67 85 71
Tack free time(s) 70 70 90 85
Foam density (kg/m3) 41.97 42.13 40.69 44.21
K-factor (W/mK) @ 23.9oC 0.0237 0.0231 0.0200 0.0188
Foam initial properties
Reaction profile
Reference: Blowing Agents & Foaming Processes 2010 Cologne, Germany
* Pressure may exceed drum pressure rating
Relaive k-factor (equal mole basis) Control -2.5% control -5.8%
Relative k-factor (FEA-1100 high level vs HFC-245fa low level) Control --- --- -21%

10
Customer Evaluation – Appliance
• Equal weight drop-in to the same HFC-245fa formulation
• High pressure machine at 10% overpacking
• Slightly better k-factor with improved other foam properties
HFC-245fa
Formacel 1100 relative to
HFC-245fa
Foam Properties (10% Overpacking)
Mold density (kg/m3) Control 1.5%
Compressive strength (kPa) Control 6.4%
Adhesion (kPa) Control 16.4%
Dimensional Stability(% volume change) Control -13.3%
k-factor @ 10oC (mW/mK) Control -1.4%
k-factor @ 23oC (mW/mK) Control -1.3%

11
• Formacel® 1100 at 54 mole% is more comparable with HFC-245fa at 75 mole%
• There is an optimal level for FEA efficiency and insulation performance
Customer Evaluation – Appliance (FEA Level Impact)
HFC-245fa
(54 mole% FEA)
Formacel 1100
(54 mole% FEA)
FEA and water level (same formulation)
FEA (pbw ) 23.9 29.9
H2O (pbw ) 2.75 2.81
Mole% FEA in FEA and H2O 54% 54%
% Overpacking 9-12 % 9-12 %
Foam Properties
Packed density (kg/m3) 28.5 29.4
k-factor @ 23.9 oC (mW/mK) 20.2 19.3
k-factor @ 1.7 oC(mW/mK) 17.4 17.6
Average k-factor (mW/mK) 18.8 18.4
Compressive strength (kPa) 124.1 125.5
Closed cell% 92.0 92.0
HFC-245fa
(75 mole % FEA)
Formacel 1100
(75 mole% FEA)
29.5 36.8
1.28 1.31
76% 75%
9-12 % 9-12 %
31.5 31.7
19.6 19.3
17.0 18.6
18.3 19.0
93.1 105.5
93.5 86.6
Formacel 1100 relative to HFC-245fa (equal mole basis)
FEA usage (pbw ) Control 25% Control 25%
k-factor @ 23.9 oC (mW/mK) Control -4% Control -1%
k-factor @ 1.7 oC(mW/mK) Control 1% Control 9%
Average k-factor (mW/mK) Control -2% Control 4%
Compressive strength (kPa) Control 1% Control 13%
Formacel 1100 (54 mole%) relative to HFC-245fa (75 mole%)
FEA usage (pbw ) 2% Control
k-factor @ 23.9 oC (mW/mK) -1% Control
k-factor @ 1.7 oC(mW/mK) 3% Control
Average k-factor (mW/mK) 1% Control
Compressive strength (kPa) 35% Control
12
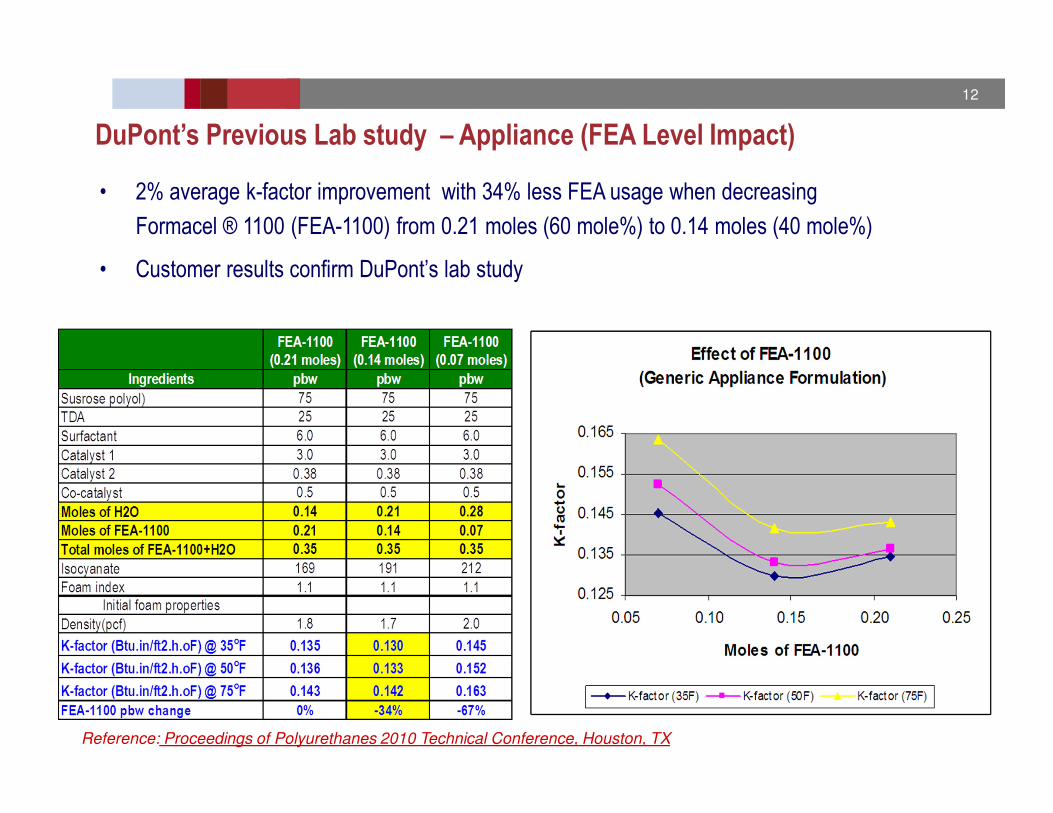
DuPont’s Previous Lab study – Appliance (FEA Level Impact)
• 2% average k-factor improvement with 34% less FEA usage when decreasing
Formacel ® 1100 (FEA-1100) from 0.21 moles (60 mole%) to 0.14 moles (40 mole%)
• Customer results confirm DuPont’s lab study
Reference: Proceedings of Polyurethanes 2010 Technical Conference, Houston, TX

13
• FEA level optimization is needed for
cyclopentane also
• Formacel® 1100 can improve cyclopentane
performance
• Cyclopentane performance can be
optimized by adjusting Formacel® 1100
and water levels
Impact of Cyclopentane (Cp) Level on k-factor
19.00
19.50
20.00
20.50
21.00
21.50
22.00
22.50
23.00
0 5 10 15 20 25
Temperature(C)
k-f
acto
r(m
W/m
K)
100% Cp (27 mole%
H2O)
100% Cp (60 mole%
H2O)
Formacel-1100 vs Cylopentane
19.00
19.50
20.00
20.50
21.00
21.50
22.00
0 5 10 15 20 25
Temperature(C)
k-f
acto
r(w
m/m
K)
100% Cp (60 mole%
H2O)
100% Formacel-1100
(60 mole% H2O)
Improve Cylopentane (Cp) Performance
19.00
19.50
20.00
20.50
21.00
21.50
22.00
0 5 10 15 20 25
Temperature(C)
k-f
acto
r(w
m/m
K)
100% Cp (60 mole%
H2O)
20 w t% Cp-80 w t%
Formacel-1100 (60
mole% H2O)
20 w t% Cp-80 w t%
Formacel-1100 (27
mole% H2O)
40 w t% Cp-60 w t%
Formacel-1100 (no H2O)
FEA Level Optimization (DuPont’s Lab Study)

14
• US & Europe use volatile organic compounds (VOCs ) or the photochemical ozone creation
potential (POCP) to characterize ground-level ozone formation.
• Maximum Incremental Reactivity (MIR) relative to ethane is used to characterize VOC & POCP
• MIR of Formacel®1100 is 86% less than ethane (W.P.L Carter communication 2011)
• Formacel®1100 is expected to be classified as non-VOC & low POCP
Foam Expansion Agent MIR (g O3/g)
Formacel 1100 0.04
Methyl Formate 0.06
HFO-1234ze 0.10
HFO-1234yf 0.28
Ethane 0.28
Dichloroethylene 1.70
Cyclopentane 2.39
Impact of Formacel® 1100 on Ground - level Ozone Formation
Reference: The California Consumer Products Regulations 127pp. California Environmental Protection Agency, Air Resource Board, Publication November 2010.

15
Formacel® 1100 Exposure Limits
• 4-hr LC 50: Very Low acute toxicity
• Ames Test: Non - mutagenic
• Chromosomal Aberration: No genetic material damage
• Cardiac Sensitization: Favorable cardiac sensitization potential profile
• 28-Day Repeat Inhalation: Favorable repeated inhalation profile
• 90 Day/ developmental:
� Favorable repeated inhalation profile consistent with 28-day test result
� DuPont Allowable Exposure Limits (AEL) = 500 ppm (8 and 12 hr TWA)
Comparison of Exposure Limits with Commercially Available FEAs
a: DuPont Allowable Exposure Limits (8-12 hr TWA)
FEAs Formacel 1100 HCFC-141b HFC-245fa HFC-365mfc Cyclopentane Methyl Formate
TLV, OEL or
AELa (ppm)500a 500 300 1000a 600 100

16
Formacel® 1100 Property Summary
• Boiling Point = 33°C
• Nonflammable (ASTM E 681)
• AEL = 500 ppm, 8-12 hr TWA
• Vapor Thermal Conductivity = 10.7 mW/mK @ 25 °C
• Ozone Depletion Potential (ODP) = 0
• Global Warming Potential (GWP)100 yr ITH = 8.9
(NOAA)
• Atmosphere Lifetime = 22 days (NOAA)
• Maximum Incremental Reactivity (MIR) = 0.04 g O3/g
Low Conversion
Cost
Energy Efficiency
Environmental
Sustainability
CF3CH=CHCF3

17
Summary
• Environmental and physical properties indicate that Formacel®1100 is environmentally
sustainable with many desired characteristics
• Customer evaluation results showed improved benefits and confirm DuPont lab studies
• Formacel®1100 provides customers and value chain opportunity to optimize performance and
enhance economics
• DuPont is conducting further research to maximize Formacel®1100 performance
• DuPont is in the process of commercializing Formacel®1100

18
DISCLAIMER
The information set forth herein is furnished free of charge and based on technical data that
DuPont believes to be reliable. It is intended for use by persons having technical skill, at their own
risk. Since conditions of use are outside our control, we make no warranties, expressed or
implied and assume no liability in connection with any use of this information. Nothing herein is to
be taken as a license to operate under, or a recommendation to infringe any patents or patent
applications.