
Applications of Adhesive Bonding To Enable Joining Of Multi-Materials
23
© Lotus Cars Limited © Lotus Cars Limited Global Automotive Lightweight Materials Applications of Adhesive Bonding To Enable Joining Of Multi-Materials April 25 th 2013 Daryl Greig
Transcript of Applications of Adhesive Bonding To Enable Joining Of Multi-Materials
© Lotus Cars Limited © Lotus Cars Limited
Global Automotive Lightweight Materials
Applications of Adhesive Bonding To Enable Joining Of Multi-Materials
April 25th 2013
Daryl Greig

© Lotus Cars Limited 2
Introduction – Lotus Cars
© Lotus Cars Limited 3
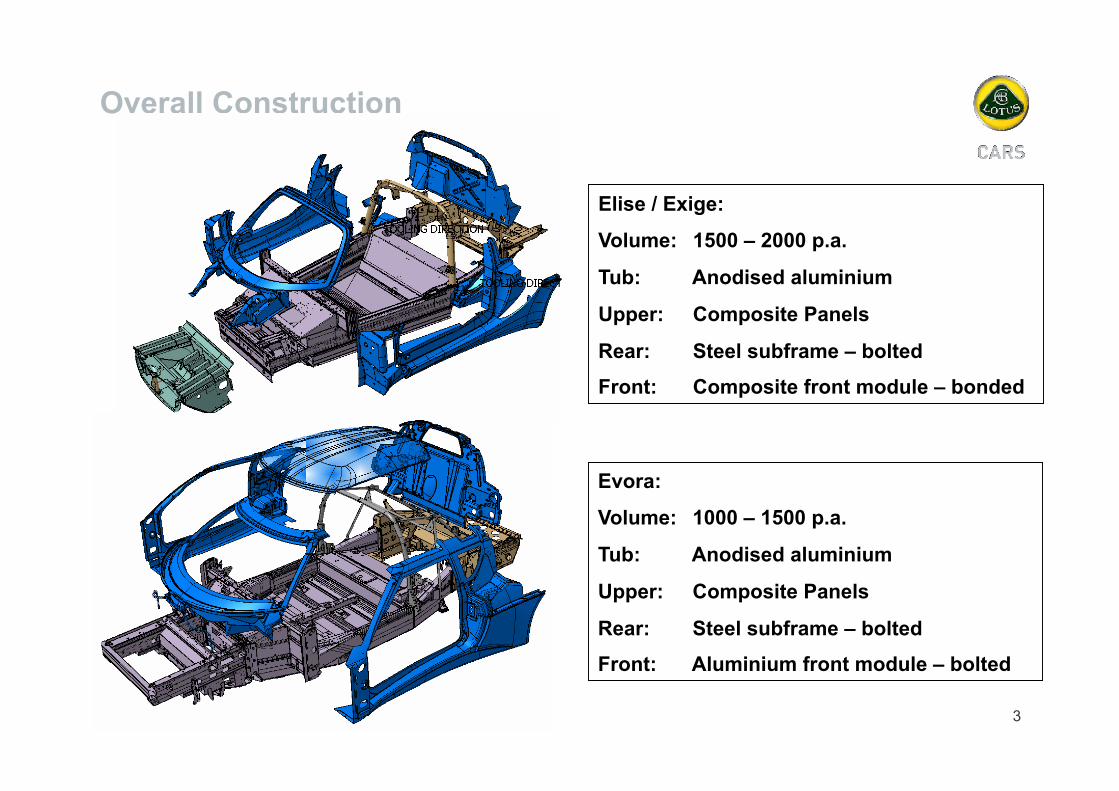
Overall Construction
Elise / Exige:
Volume: 1500 – 2000 p.a.
Tub: Anodised aluminium
Upper: Composite Panels
Rear: Steel subframe – bolted
Front: Composite front module – bonded
Evora:
Volume: 1000 – 1500 p.a.
Tub: Anodised aluminium
Upper: Composite Panels
Rear: Steel subframe – bolted
Front: Aluminium front module – bolted

© Lotus Cars Limited 4
Tub Construction • Semi monocoque tub concept
• Multi material construction
• No primer or overall paint finish
• Bolted and bonded structural interfaces
• 3 types of Bonded joints:
• Al / Al, Elise/Exige
• Dow XD4600 single part heat cure
• 1.95kg adhesive, Evora 3.5kg
• Al / composite
• Dow Betamate 2810
• Composite / composite
• Dow Betamate 2810
• Panels bonded and bolted to complete BIW
• Possible common features to higher volume multi material BIW designs – depends on E-coat & paint provision
Kerb weights:
Elise: 720kg (Mk1)
Exige: 1176kg
Evora: 1390kg

© Lotus Cars Limited 5
Evora - Torsion and Bending Stiffness Contribution
Full GBIW
Stiffness Torsion kNm/deg
Bending kN/mm
Baseline Roadster 14 8
Coupe (GBIW) 26 10.5
Bare Tub

© Lotus Cars Limited 6
Evora Structural Composite Panels
• Bonded composite body panels are structural unlike Elise • Bonded to tub with Betamate 2800 series and large bond
areas
Windscreen surround (WSS) ICS/RTM 3mm-5mm Foam cored CSM and 0/90 UD Stitch mat in A pillar and header. 23% FV
Body Side ICS/RTM 2.5mm-5mm. Foam cored cant rail CSM and 0/90 UD Stitch mat in A pillar and cantrail. 22% FV
Rear Bulkhead RTM 3.5mm CSM 23% FV
Roof panel ICS/RTM 2.5mm CSM and +/-45 UD Stitch Mat. 23% FV
Key CSM – Chopped strand mat FV - Fibre volume RTM - Resin transfer moulding ICS - injection compression system UD - Unidirectional
© Lotus Cars Limited 7
Bonding Similar / Dissimilar Materials – Challenges
1. Joint design for functionality – Stiffness and strength
• Design for load bearing joints
• Predictive analysis of joints – static and dynamic behaviour at extremes of performance envelope
• Testing to back up engineering – static / dynamic / high / low temp.
2. Pretreatment / Surface prep for Durability
• Prediction of useful life through accelerated test
• Component tests
• Chamber tests – whole structures
• Vehicle Test
• Correlation to recognised standards of life – Welded steel to bonded aluminium
3. Manufacturing Process control & Repeatability
• Substrate surfaces and surface preparation
• Adhesive contact
• Manufacturing variables – Extrusion, pretreatment, curing, open time, contaminants, transport…….
• Tracability

© Lotus Cars Limited 8
1. Design - Composite Front Module- Multi Functional Component
Clamshell Support
Radiator duct intake / exit
Cooling Module support
Front impact energy absorber –
0 deg, offset and 30 deg
Heater Intake Tow Bar Mount
Replaceable in service
Protects tub up to speeds of 25 mph 7.5kg, 75kJ absorbtion
420mm crushable length
Auxiliary light mounting
Variable wall thickness front to rear

© Lotus Cars Limited 9
Bonded Joint Design – A Closer Look
Section1 – Al/Al
Section 3 – Comp / Comp
Section2 – Al/ Composite
© Lotus Cars Limited 10
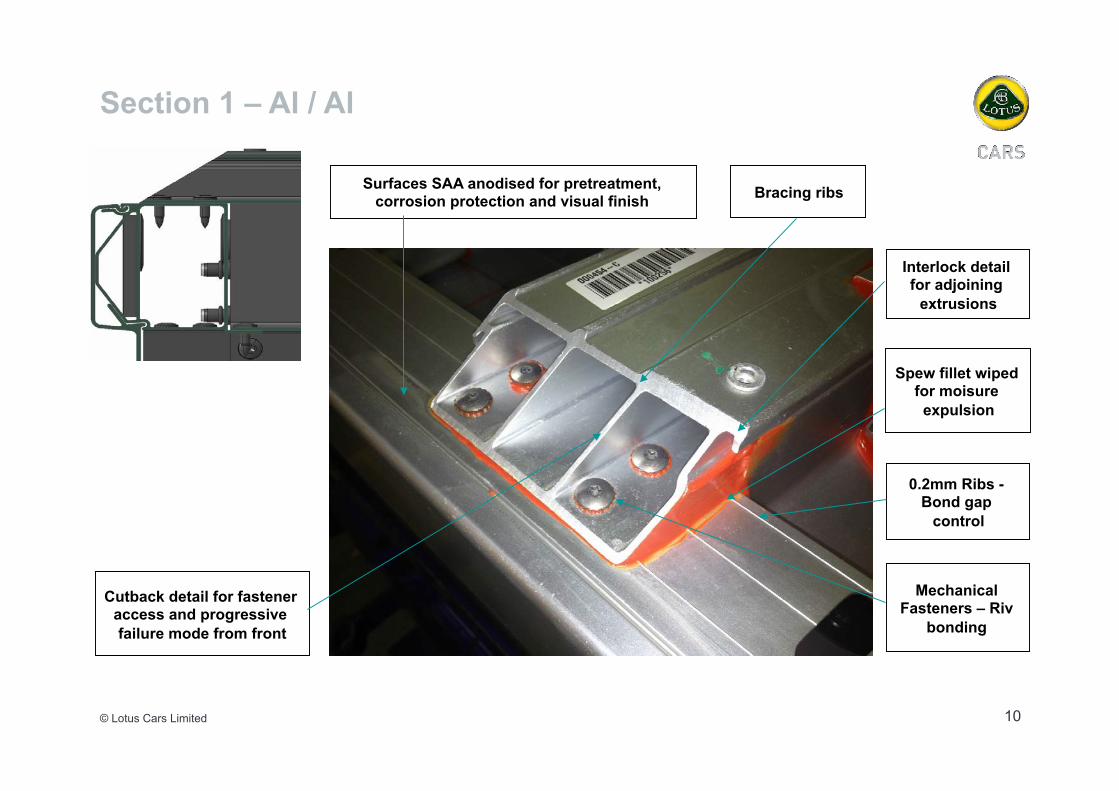
Section 1 – Al / Al
Mechanical Fasteners – Riv
bonding
Cutback detail for fastener access and progressive failure mode from front
Bracing ribs
0.2mm Ribs - Bond gap
control
Interlock detail for adjoining
extrusions
Spew fillet wiped for moisure
expulsion
Surfaces SAA anodised for pretreatment, corrosion protection and visual finish
© Lotus Cars Limited 11
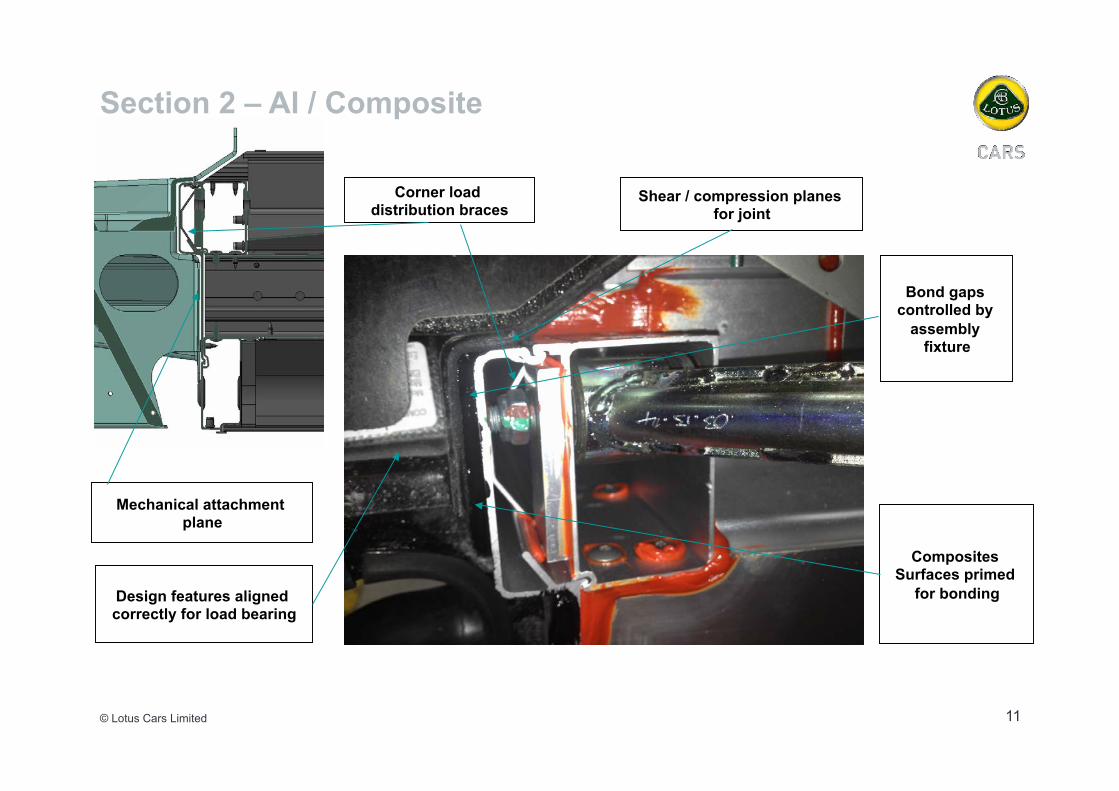
Section 2 – Al / Composite
Design features aligned correctly for load bearing
Mechanical attachment plane
Shear / compression planes for joint
Bond gaps controlled by
assembly fixture
Corner load distribution braces
Composites Surfaces primed
for bonding

© Lotus Cars Limited 12
Section 3 – Composite / Composite
Bond gaps controlled by assembly fixture
Load bearing corners – Hex made of 2 mating sections
Low modulus adhesive with large bond areas
Composites Surfaces primed for bonding

© Lotus Cars Limited 13
Dynamic Strength – Test data
Dynamic Strength – FE Model Correlation
Upper Bound
Dynamic Strength – FE Model Correlation
Lower Bound
Static Strength – Test Data
Lap Shear Strength Analysis and Test
1. CAE - Riv Bonding Development – Adhesive Strength Correlation
Dynamic Test Drop Rig

© Lotus Cars Limited 14
T Peel Strength Analysis and Test
Dynamic Strength – Test data
Dynamic Strength – FE Model
Correlation Upper Bound
Dynamic Strength – FE Model Correlation
Lower Bound
Static Strength – Test Data
1. CAE - Riv Bonding Development – Adhesive Strength Correlation
• Upper and Lower bound values used in crash FE models to envelope possible failure modes
© Lotus Cars Limited 15
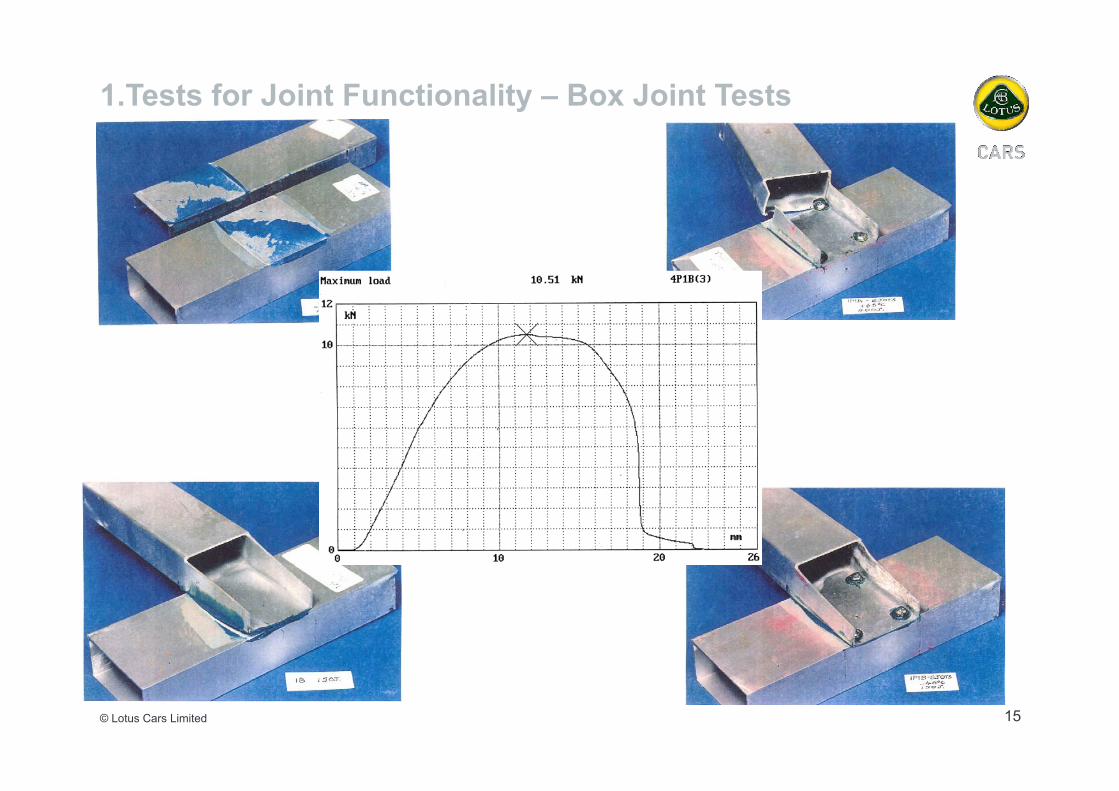
1.Tests for Joint Functionality – Box Joint Tests

© Lotus Cars Limited 16
2.Durability and Life prediction
• Technology project to develop bonded aluminium tub.
• Set up to work with partners:
• Suppliers: Hydro, Ciba
• Technologists: TWI, AEA, Alcan,
• Key Universities UK and Europe
• Others OEMs, Professors……..
• Preliminary testing for adhesives, fastener and pretreatment selection
• 8 Major phases of core testing to Explore effect of manufacturing variables on performance
• Confirmatory corrosion tests to complete correlation of life prediction and confirm production specs for anodising, coatings , fixings, interfaces for galvanic protection and transport packaging materials

© Lotus Cars Limited 17
2.Durability and Life prediction Stress Humidity & SWAAT
Proving Ground Rig Tests

© Lotus Cars Limited 18
2. Durability - Link Proving Ground to Test exposure (Steel)
Component test
SWAAT / Stress Humidity / Dynamic impact
Proving Ground
System test
Proving ground
Vehicle test
Proving Ground
Correlation
SWAAT / Proving ground
87 d
ays
expo
sure

© Lotus Cars Limited 19
2.Durability and Life prediction
Correlation – SWAAT to Proving Ground
© Lotus Cars Limited 20
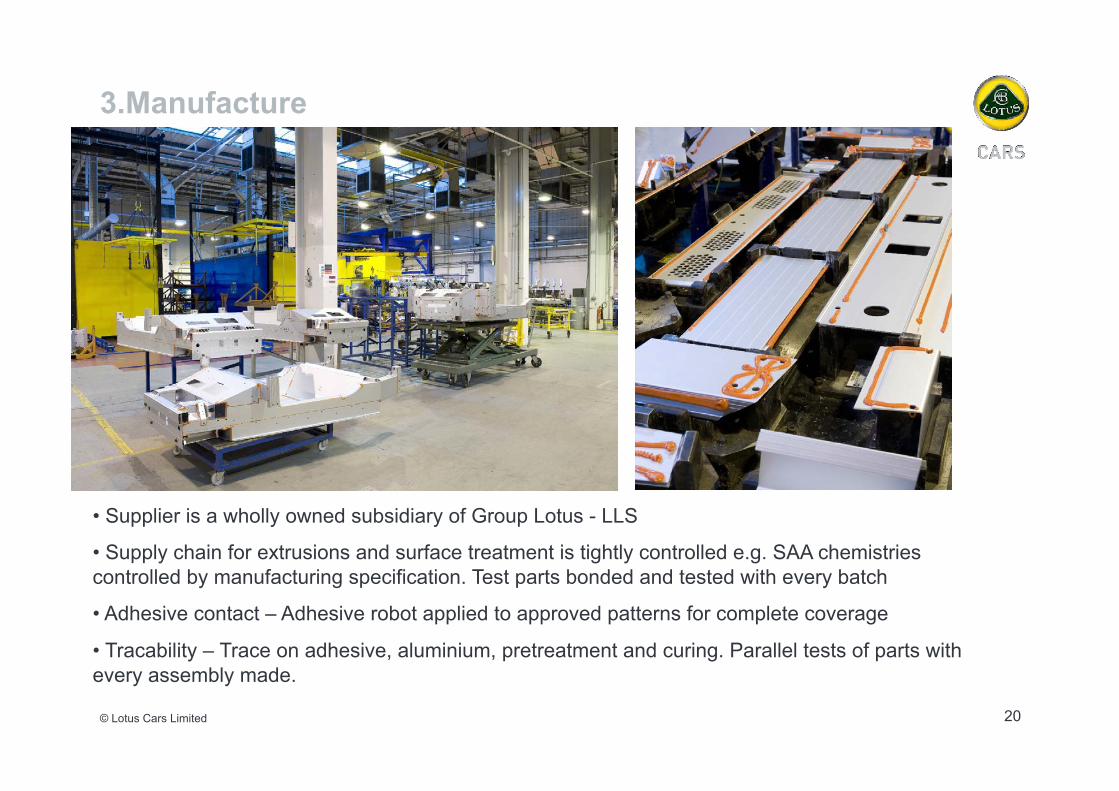
3.Manufacture
• Supplier is a wholly owned subsidiary of Group Lotus - LLS
• Supply chain for extrusions and surface treatment is tightly controlled e.g. SAA chemistries controlled by manufacturing specification. Test parts bonded and tested with every batch
• Adhesive contact – Adhesive robot applied to approved patterns for complete coverage
• Tracability – Trace on adhesive, aluminium, pretreatment and curing. Parallel tests of parts with every assembly made.
© Lotus Cars Limited 21
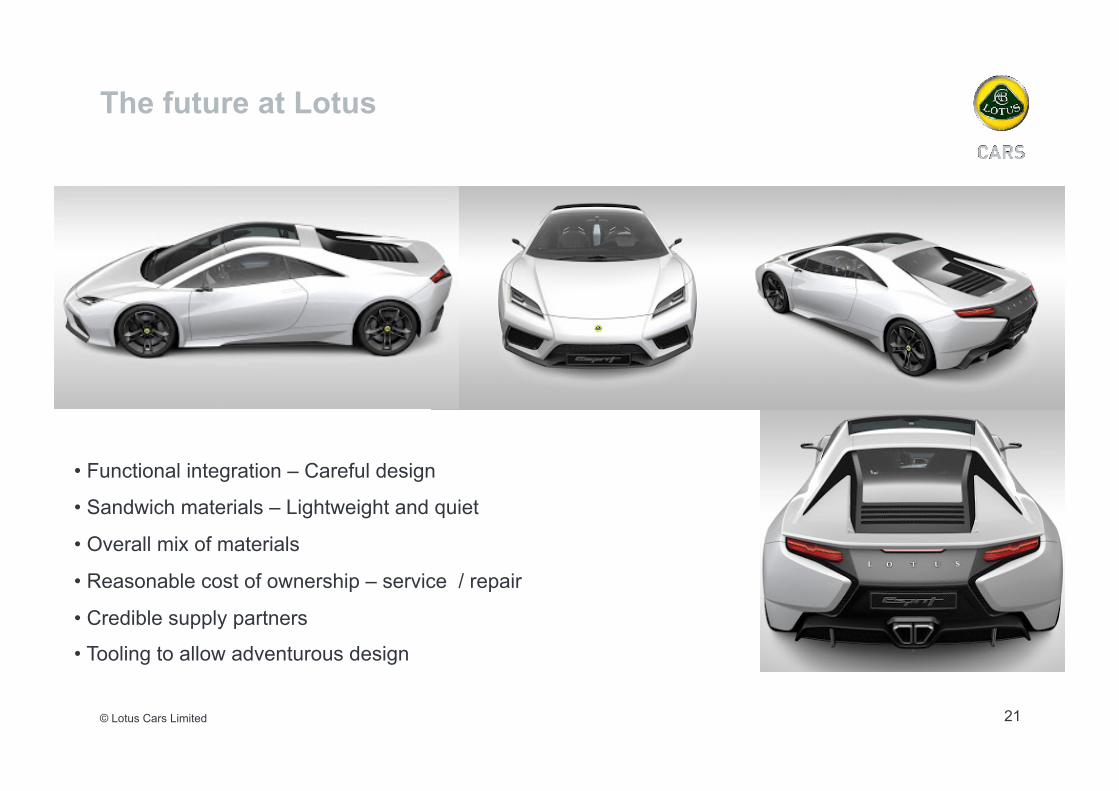
The future at Lotus
• Functional integration – Careful design
• Sandwich materials – Lightweight and quiet
• Overall mix of materials
• Reasonable cost of ownership – service / repair
• Credible supply partners
• Tooling to allow adventurous design

© Lotus Cars Limited 22
Conclusions
• Multi material constructions are possible, even without e-coating and painting the final assembly
• Bonding durability life can be simulated to an extent by accelerated ageing
• Durability of bonded joints is achieved in real time exposure
• Innovation in automotive architectures involves design innovation as well as materials technology

© Lotus Cars Limited 23
END


















