Apec - Product Range 2010-09
20
Apec ® – Product Range, Reference Data, Processing
-
Upload
felipe-nunes -
Category
Documents
-
view
148 -
download
2
Transcript of Apec - Product Range 2010-09

Apec®–Product Range, Reference Data, Processing

2
Apec® is the brand name for copolycarbonates that constitute a further development of
Makrolon® polycarbonate. With its unique combination of high heat resistance, toughness,
transparency, light stability and flowability, its high heat resistance, which can be as high as
203 °C (VST/B 120) makes Apec® ideal for molded parts that are subject to such pronounced
thermal stressing that general-purpose polycarbonate is no longer adequate.
MVR1)
(cm3/10 min)
45
45
30
30
18
18
8
8
17
10
17
12
UV-stabilized
X
X
X
X
X
X
Easy release
X
X
X
X
X
X
X
X
X
Vicat softening temperature (°C)
158
157
173
172
183
182
203
202
171
184
170
185
Apec® product range
Grade
Easy-flowing grades
1695
1697
1795
1797
1895
1897
20952)
2097
1703
1803
17453)
Flame-retardant grade
DP1-93544)
Grades with elevated viscosity
Medical grade
1) 330 °C/2,16 kg2) Not available in clear transparent color 551022, use alternatively
Apec® 2097 551022. 3) Suitable for hot steam sterilization, biocompatible according to
many test conditions of ISO10993-1 standard, only available in color 551022 (clear transparent).
4) Listed V-0/1.5 mm; V-0/3.0 mm; 5 VA/3.0 mm according to UL 94. Only opaque colors available.

3
Designation of Sales ProductsThe designation of Apec® sales products is based ona 4-digit, self-explanatory nomenclature.The first two digits denote the heat resistance.
16.. Vicat approx. 160 °C17.. Vicat approx. 170 °C18.. Vicat approx. 185 °C20.. Vicat approx. 203 °C
Digits 3 and 4 describe the grade.
..95 Easy-flowing, easy release
..97 Easy-flowing, UV-stabilized, easy release
..03 Grade with elevated viscosity, UV-stabilized
..451) Medical grade, easy release
Color designationsThese are based on a six-digit code. The first twodigits indicate the main color while the fourremaining digits are used to distinguish between thedifferent shades.
CHARACTERIZATION
The Apec® grades are linear, amorphous copolycar-bonates (PC-HT), made of BPA, the building blockfor Makrolon®, and BPTMC, a special polymer con-stitutional unit. Depending on the ratio in which thetwo bisphenol components are mixed, products areobtained whose heat resistance increases in propor-tion to the BPTMC content.Apec® belongs to the polycarbonate family and is afurther development of the standard (BPA) polycar-bonate, Makrolon®, with a higher heat resistance.Apec® is noted for its particularly favorable combina-tion of the following properties:
– high heat resistance– high toughness– high transparency– only slight inherent color– good flowability– high dimension stability
Together with a low-temperature impact strengththat is sufficient for many applications, this allowsApec® to be used over a broad range of tempera-tures from approximately -30 °C to approximately+180 °C.
Delivery formGranules, packed in 25-kg PE bags, Big-Bags, largecartons with a PE inliner or delivered in silo trucks.Apec® is available in a large number of transparentand opaque colors.All Apec® grades are homogenized.The production plants for Apec® are certified to DIN ISO.
1) Suitable for hot-steam sterilization, biocompatible according to many
test conditions of ISO 10993-1 standard.
Opaque Transparent Translucent
color shades color shades color shades
White 01 – 02 (milky)
Yellow 10 15 12
Orange 20 25 22
Red 30 35 32
Violet 40 45 42
Blue 50 55 52
Green 60 65 62
Gray 70 75 72
Brown 80 85 82
Black 90 – –
Natural 00 00 –
Colorless – 55 –
Apec®

4
Apec®-Typical Values
• These property characteristics are taken from the CAMPUS plastics data bank and are based on the international catalog of basic data for plastics according to ISO10350.1) Not available in clear transparent color 551022; please use alternatively Apec 2097 551022 verwenden2) Only opaque colors
Units
cm3/ (10 min)
g/(10 min)
%
%
MPa
MPa
%
%
kJ/m2
kJ/m2
kJ/m2
kJ/m2
kN
kN
J
J
MPa
MPa
N/mm2
°C
°C
°C
°C
°C
°C
10 –4/K
10 –4/K
Class
Class
mm/min
%
°C
–
–
10 –4
10 –4
Ohm·m
Ohm
kV/mm
Rating
Rating
Rating
%
%
kg/m3
–
%
%
%
°C
°C
mm/s
Standards
ISO 1133
ISO 1133
ISO 2577
ISO 2577
ISO 527-1, -2
ISO 527-1, -2
ISO 527-1, -2
ISO 527-1, -2
ISO 179/1eU
ISO 179/1eU
acc. ISO 179/1eA
acc. ISO 179/1eA
ISO 6603-2
ISO 6603-2
ISO 6603-2
ISO 6603-2
ISO 178
ISO 178
ISO 2039-1
ISO 75-1, -2
ISO 75-1, -2
ISO 306
UL 746B
UL 746B
UL 746B
ASTM E 831
ASTM E 831
UL 94
UL 94
ISO 3795
ISO 4589
IEC 695-2-12
IEC 250
IEC 250
IEC 250
IEC 250
IEC 93
IEC 93
IEC 243-1
IEC 112
IEC 112
IEC 426
ISO 62
ISO 62
ISO 1183
ISO 489-A
DIN 5036-1
DIN 5036-1
DIN 5036-1
ISO 294
ISO 294
ISO 294
1695
45
46
0.7
0.7
2400
68
6.2
> 50
NB
NB
10
10
5.2
6.0
54
56
2400
100
120
138
150
158
140
130
140
0.65
0.65
HB
HB
0
26
900
3
2.9
10
90
1E + 15
1E + 16
35
250
125
A1
0.3
0.12
1180
1.578
89
89
88
330
100
200
1697
45
46
0,7
0,7
2400
68
6.2
> 50
NB
NB
10
10
5.2
6.0
54
56
2400
100
120
137
149
157
140
130
140
0.65
0.65
HB
HB
0
26
900
3
2.9
10
90
1E + 15
1E + 16
35
250
125
A1
0.3
0.12
1180
1.578
89
88
87
330
100
200
Test conditions
330 °C / 2.16 kg
330 °C / 2.16 kg
60 x 60 x 2 mm3; 500 bar holding pressure
60 x 60 x 2 mm3; 500 bar holding pressure
1 mm/min
50 mm/min
50 mm/min
50 mm/min
23 °C
–30 °C
23 °C, 3 mm
–30 °C, 3 mm
23 °C
–30 °C
23 °C
–30 °C
2 mm/min
5 mm/min
–
1.80 MPa
0.45 MPa
50 N, 120 K/h
1.5 mm; 3.0 mm
1.5 mm; 3.0 mm
1.5 mm; 3.0 mm
23 to 55 °C
23 to 55 °C
Thickness: 1.5 mm
Thickness: 3.0 mm
Thickness: 1.0 mm
Method A
Thickness: 2.0 mm
100 Hz
1 MHz
100 Hz
1 MHz
–
–
–
Solution A
Solution B
–
in water at 23 °C
23 °C; 50 % r.h.
–
1 mm
2 mm
4 mm
–
–
–
Properties
Rheological properties
Melt volume-flow rate (MVR)
Melt mass-flow rate (MFR)
Molding shrinkage, parallel
Molding shrinkage, transverse
Mechanical properties (23 °C/50 % r. F.)
Tensile modulus
Yield stress
Yield strain
Nominal tensile strain at break
Charpy impact strength
Charpy impact strength
Charpy notched impact strength
Charpy notched impact strength
Puncture maximum force
Puncture maximum force
Puncture energy
Puncture energy
Flexural modulus
Flexural strength
Ball indentation hardness
Thermal properties
Deflection temperature under load, Af
Deflection temperature under load, Bf
Vicat softening temperature
Relative temperature index (tensile strength)
Relative temperature index (tensile impact strength)
Relative temperature index (electric strength)
Coefficient of linear thermal expansion, parallel
Coefficient of linear thermal expansion, transverse
Burning behavior UL 94
Burning behavior UL 94
Burning behaviour FMVSS
Oxygen index
Glow wire temperature
Electrical properties (23 °C/50 % r. F.)
Relative permittivity
Relative permittivity
Dissipation factor
Dissipation factor
Volume resistivity
Surface resistivity
Electric strength
Comparative tracking index CTI
Comparative tracking index CTI M
Electrolytic corrosion
Other properties (23 °C)
Water absorption (saturation value)
Water absorption (equilibrium value)
Dichte
Material-specific properties
Refractive index
Light transmittance 551022
Light transmittance 551022
Light transmittance 551022
Processing conditions for test specimen
Injection molding-melt temperature
Injection molding-mold temperature
Injection molding-flow front velocity
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
Easy-flowing

5
DP1-9354*
12
12
0.9
0.9
2400
72
6.8
50
NB
NB
8
8
5.2
5.6
52
54
2400
108
121
159
174
185
140
130
140
0.65
0.65
V0
V0
0
33
960
2.9
2.8
10
90
1E + 14
1E + 15
35
225
100
A1
0.3
0.12
1150
2)
2)
2)
2)
330
100
200
1803
10
10
0.9
0.9
2400
72
6.8
> 50
NB
NB
10
10
5.4
6.1
56
60
2400
108
121
159
174
184
150
130
150
0.65
0.65
HB
HB
0
25
850
2.9
2.8
10
80
1E + 15
1E + 16
35
450
100
A1
0.3
0.12
1150
1.573
89
88
87
330
100
200
1745
17
17
0.85
0.85
2400
70
6.8
> 50
NB
NB
12
12
5.5
6.4
60
68
2400
105
120
148
160
170
150
130
150
0.65
0.65
HB
HB
0
25
850
3
2.9
10
80
1E + 15
1E + 16
35
250
125
A1
0.3
0.12
1170
1.578
88
87
86
330
100
200
1703
17
17
0.85
0.85
2400
70
6.8
> 50
NB
NB
12
12
5.5
6.4
60
68
2400
105
120
149
161
171
150
130
150
0.65
0.65
HB
HB
0
25
850
3
2.9
10
80
1E + 15
1E + 16
35
250
125
A1
0.3
0.12
1170
1.578
89
88
87
330
100
200
2097
8
8
1.05
1.05
2450
76
6.9
> 50
NB
NB
6
6
4.9
5.5
50
48
2450
110
130
172
191
202
150
130
150
0.65
0.65
HB
HB
0
25
800
2.9
2.8
10
90
1E + 15
1E + 16
35
600
100
A1
0.3
0.12
1130
1.566
89
89
88
330
100
200
2095
8
8
1.05
1.05
2450
76
6.9
50
NB
NB
6
6
4.9
5.5
50
48
2450
110
130
173
192
203
150
130
150
0.65
0.65
HB
HB
0
25
800
2.9
2.8
10
90
1E + 15
1E + 16
35
600
100
A1
0.3
0.12
1130
1.566
1)
1)
1)
330
100
200
1895
18
19
0.85
0.85
2450
74
6.6
> 50
NB
NB
8
8
5.0
5.8
50
52
2,450
108
127
158
173
183
150
130
150
0.65
0.65
HB
HB
0
26
850
2.9
2.8
10
90
1E + 15
1E + 16
35
250
100
A1
0.3
0.12
1150
1.573
89
89
88
330
100
200
1897
18
19
0.85
0.85
2450
74
6.6
> 50
NB
NB
8
8
5.0
5.8
50
52
2450
108
127
157
172
182
150
130
150
0.65
0.65
HB
HB
0
26
850
2.9
2.8
10
90
1E + 15
1E + 16
35
250
100
A1
0.3
0.12
1150
1.573
89
89
88
330
100
200
1795
30
31
0,8
0,8
2400
71
6.6
> 50
NB
NB
9
9
5.1
5.9
52
54
2400
105
124
148
161
173
140
130
140
0.65
0.65
HB
HB
0
26
850
3
2.9
10
90
1E + 15
1E + 16
35
250
125
A1
0.3
0.12
1170
1.576
89
88
87
330
100
200
1797
30
31
0.8
0.8
2400
71
6.6
> 50
NB
NB
9
9
5.1
5.9
52
54
2400
105
124
147
160
172
140
130
140
0.65
0.65
HB
HB
0
26
850
3
2.9
10
90
1E + 15
1E + 16
35
250
125
A1
0.3
0.12
1170
1.576
89
88
87
330
100
200
Grades with elevated viscositygrades

66
0 100 200 300 400 500 600 700 800 900 1000 1100 1200
Flow length [mm]
0
100
200
300
400
500
600
700
800
900
1000
Filli
ng p
ress
ure
[bar
]
1 1,5 2 2,5 3 3,5 4
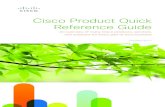
Flow behaviorCalculated values
normal limit filling pressure
Melt temperature: 330 °CMold temperature: 110 °C
Wall thickness in mm
Example: 510 mm flow length for 3 mm wallthickness at 650 bar filling pressure
09.06.2010 1695Apec®
A. 1695 (A. 1697)
Apec® 1695
Heat resistance/Aging behaviorThe outstanding property of Apec® is its graded,high-level heat resistance in conjunction withexcellent transparency, only slight inherent color,good flowability and high impact strength.At present, products produced on an industrial scaleare available with a Vicat softening temperature ofup to 203 °C.With short-term thermal loading and parts subject toonly a low level of mechanical stress, the servicetemperatures possible for the Apec® grades areapproximately 15 °C below the Vicat softening tem-perature.The long-term service temperature of Apec® partsdepends on the demands placed on the part.As with all thermoplastics, long-term high-tempera-ture stressing can cause changes in the propertylevel (e.g. mechanical properties and color). Theextent of the changes also depends on the durationof the stressing. With excessive thermal stressing,part failure can result in extreme cases as a result ofbrittle fracture or incipient melting.The temperature indices to UL 746B constituteguidelines for the temperature stressing and servicelife of parts in Apec® (see reference data table).These are the temperatures at which the testedmaterial property displays at least 50 % of its start-ing level for a defined exposure time.
Optical propertiesApec® is available with a glass clear bluish tintedcolor (551022). With this color Apec® is reaching alight transmittance of 89 % at 1 mm wall thickness.The refractive index is affected by the ratio of thetwo monomer components and falls as the heatresistance increases. Typical Apec® properties are itshigh surface gloss and excellent surface quality.
ToughnessApec shows a high impact strength over a broadtemperature range. The material’s high energyabsorption capacity is also apparent under biaxialstress in the penetration test.
Melt viscosity; flow propertiesLike most resins, the increased heat resistance ofApec® also means higher viscosity. Compared withother amorphous thermoplastics with comparableheat resistance such as polyarylates, however,Apec® exhibits a markedly lower melt viscosity andhence better flow properties. (See the followinginjection pressure/flow length diagrams.)

77
0 100 200 300 400 500 600 700 800 900
Flow length [mm]
0
100
200
300
400
500
600
700
800
900
1000
Filli
ng p
ress
ure
[bar
]
1 1,5 2 2,5 3 3,5 4
Flow behaviorCalculated values
normal limit filling pressure
Melt temperature: 340 °CMold temperature: 120 °C
Wall thickness in mm
Example: 380 mm flow length for 3 mm wallthickness at 650 bar filling pressure
09.06.2010 1895Apec®
Apec® 1895
0 100 200 300 400 500 600 700 800 900 1000 1100
Flow length [mm]
0
100
200
300
400
500
600
700
800
900
1000
Fill
ing
pre
ssu
re [
bar
]
1 1,5 2 2,5 3 3,5 4
Flow behaviorCalculated values
normal limit filling pressure
Melt temperature: 340 °CMold temperature: 120 °C
Wall thickness in mm
Example: 465 mm flow length for 3 mm wallthickness at 650 bar filling pressure
09.06.2010 1795Apec®
Apec® 1795
A. 1795 (A. 1797)
A. 1895 (A. 1897)
Apec®

8
0 100 200 300 400 500 600 700
Flow length [mm]
0
100
200
300
400
500
600
700
800
900
1000
Filli
ng p
ress
ure
[bar
]
1 1,5 2 2,5 3 3,5 4
Apec® 2095
Flow behaviorCalculated values
normal limit filling pressure
Melt temperature: 340 °CMold temperature: 130 °C
Wall thickness in mm
Example: 300 mm flow length for 3 mm wallthickness at 650 bar filling pressure
09.06.2010
Apec® 2095
0 100 200 300 400 500 600 700 800
Flow length [mm]
0
100
200
300
400
500
600
700
800
900
1000
Fill
ing
pre
ssu
re [
bar
]
1 1,5 2 2,5 3 3,5 4
Flow behaviorCalculated values
normal limit filling pressure
Melt temperature: 340 °CMold temperature: 120 °C
Wall thickness in mm
Example: 345 mm flow length for 3 mm wallthickness at 650 bar filling pressure
16.07.2010 1703Apec®
Apec® 1703
A. 2095 (A. 2097)
A. 1703 (A. 1745)

9
UV resistanceApec is absorbing UV light which leads to discol-oration/yellowing when exposed to sunlight over a period of time. UV-stabilized Apec® grades show a markedly reduced tendency to yellowing of trans-parent colors. For applications requiring an excep-tionally high level of UV stability, an additional UVprotective coating is recommended.
Electrical propertiesThe electrical properties of Apec® and polycarbonateparts are also broadly similar. This appliesparticularly to surface resistivity, volume resistivityand the dielectric constant. The grades with thehighest softening temperature (A. 2095 and A. 2097)are reaching a remarkable high CTI (Comparativetracking index).
Flame retardanceApec® without flame retardant additives is classifiedHB in accordance with UL 94. The FR grade Apec®
DP1-9354 is listed V-0/1.5 mm according to UL 94for opaque colors.
0 100 200 300 400 500 600 700
Fließlänge
0
100
200
300
400
500
600
700
800
900
1000
Filli
ng p
ress
ure
[bar
]
1 1,5 2 2,5 3 3,5 4
Flow behaviorCalculated values
normal limit filling pressure
Melt temperature: 340 °CMold temperature: 120 °C
Wall thickness in mm
Example: 300 mm flow length for 3 mm wallthickness at 650 bar filling pressure
21.04.2010 1803Apec®
Apec® 1803
A. 1803
Apec®

610
Chemical resistance, stress crack resistanceThe behavior of Apec® in contact with chemicals issimilar to that of standard polycarbonate.Apec® parts show good resistance to saturatedaliphatic hydrocarbons, alcohols, dilute mineralacids, and both neutral and acid salt solutions.Apec® is not resistant to aromatic hydrocarbons,ammonia, amines and aqueous alkaline solutions. The chemical resistance and stress crack resistanceare also largely dependent on the stress states ofthe parts, the temperature of the objects and theconcentration of the chemicals. A practical testshould therefore always be conducted in cases ofdoubt. If this is not possible, the bent strip test (DIN 53 449/3) at least provides a rough guide. Inorder to avoid stress cracking, care must always betaken to ensure that the residual outer fiber straindoes not exceed 0.3 %.
Resistance to hydrolysisHot water leads to gradual chemical degradation,coupled with a reduction in the impact strength andelongation at break. Permanent service in water attemperatures of above 60 °C is therefore only possi-ble to a limited extent.
SolubilityAs their heat resistance or TMC bisphenol contentincreases, the solubility of Apec® grades in nonhalo-genated solvents, such as toluene, acetic acid ethylester, methyl ethyl ketone and tetrahydrofurane alsoincreases.

711
APPLICATIONS
Thanks to its unique combination of properties (excellenttransparency, heat resistance and toughness), Apec® yieldsmoldings with a broad spectrum of applications.
Automotive:
Automotive headlamp reflectors/bezels
Headlamp lenses
Reflectors for indicator- and rear lights
Housings for license-plate lights
Automotive brake and indicator bulb caps
High-mount brake lights
Interior light covers and housings
Flat fuses
Electronics/electrical engineering; domestic appliances:
Domestic appliances/measurement transformer
components
Lamp covers (for tumble dryers, cooker hoods, bus
bar supports, insulators)
Fuse housings
Front panels for electric cookers
Covers for food appliances
Socket housings
Illuminated rotary switches
Chip trays
Lighting:
Signal lamp systems
Lights/recessed lights
Covers for industrial lamps
Dentists’ operating lamps
Housings for halogen lights
Housings for spotlights
Fittings for halogen systems
Lenses for ships’ lights
Medical technology:
Syringe tops
Contact lens holders
Hot steam sterilization safety valves for respiratory
aids
Medical vessels
Medical packaging film
Please find further hints in our brochure "Makrolon, Apec and
Bayblend for medical devices" (www.plastics.bayer.com).
Apec®

12
PROCESSING
Material preparation/dryingTo achieve optimum molded part properties, it isessential for Apec® granules to be dried prior toprocessing. Insufficiently dried granules will lead to amolecular weight reduction during processing, whichcan affect the properties of the finished part in thefollowing ways:
– “silver streaks” and bubbles on the surface– embrittlement (deterioration in mechanical proper-
ties, e.g. impact strength, tensile strain at break, flexural strength)
– impairment of flammability properties– increased susceptibility to stress cracking
Apec® will absorb up to 0.12 % water from the air(23 °C/50 % relative humidity) and up to 0.3 % whenin direct contact with water. In order to avoid theproperty deteriorations referred to above it is vital forthe water content to be reduced to 0.02 % prior toprocessing. Fresh-air dryers and dry-air dryers arebest. We recommend the following drying conditionsas a function of the moisture content of the granulesand the efficiency of the dryer:
Summer temperatures, especially when coupled witha high relative humidity, create the need for longerdrying times in circulating air and fresh-air dryers,which can exceed the number of hours specified inthe table.In extreme cases, it may not even be possible forthe requisite 0.02 % to be achieved with dryers ofthis type. The use of dry-air dryers is recommendedin these cases in order to ensure independence fromexternal climatic conditions.To prevent the granules from becoming moist onceagain, particularly when they are subject to pro-longed residence times in the injection moldingmachine, a heated hopper should be used.
Insufficiently dried material can be recognized by agreater or lesser degree of bubble formation in thestrand of melt (as a function of the moisture content)after it has been pumped out of the die. The TVI test (Tomasetti’s Volatile Indicator) providesreliable information on the degree of drying, whichwill be adequate for most cases, for only a low out-lay in terms of the apparatus and time involved. Toperform the test, it is necessary to have a hotplatewhich can be heated to a surface temperature ofapproximately 330 °C (material temperature). Twomicroscope slides are heated at this temperature fortwo minutes. Three or four granules of the polymerare then placed on one of the glass slides usingtweezers. The second glass slide is positioned ontop of the first one and pressed down on it as hardas possible using an appropriate object. This causesthe molten grains to be squeezed into thin, roundfilms (with a diameter of approximately 10 mm).After a further minute on the hotplate, with the pres-sure removed, the specimen is allowed to coolin the air. If bubbles are visible in the films then thegranules are not yet sufficiently dry. This method issuitable for transparent and opaque colors (see alsoATI 8024 en “Determining the dryness of Makrolon®
by the TVI test”).
Recommended drying conditions
Drying temperature Drying time(granule temperature)
Circulating air dryer Fresh-air dryer Dry-air dryer(50 % fresh air)
All grades 130 °C 4 to 12 h 2 to 4 h 2 to 3 h

13
When demolding cores, experience has shown ahigh mold temperature to have a positive influence.
If demolding problems are still encountered, it maybe possible to switch to a grade that containsrelease agent. We do not recommend the use ofmold lubricants, however, since these can damagethe injection molded part.
Further advice on processing can be obtained fromour general information brochure “Processing datafor the injection molder” (Order no. MS 005756).
Apec® can similarly be processed by the followingmethods:
– sheet extrusion– film extrusion– profile extrusion– extrusion blow molding– injection blow molding– film casting
Too little experience has been acquired with theseprocesses to date for us to be able to give advicespecific to Apec® at this point.
100–120
110–130
120–140
130–150
120–140
16xx
17xx
18xx
20xx
DP1-9354*
Melt temperature
in °C
Grade
320–340
320–340
330–340
330–340
330–340
Mold temperature
in °C
Processing temperatures/processing adviceInjection molding is the chief process employed forthe production of parts in Apec®. The advice set outbelow thus relates exclusively to this form of pro-cessing.Present-day injection molding machines are suitablefor the injection molding of Apec®. Open nozzles ofthe free-flow type with a relatively large crosssectionhave proved successful. If there is a slight leakage ofmelt, this can generally be prevented by retractingthe screw somewhat (removing the pressure fromthe melt).
Recommended mold and melt temperatures
In order to obtain parts with the lowest possible levelof inherent stress (and particularly in the case ofparts that have to be suitable for superheated steamsterilization), we recommend that the mold tempera-ture be set as high as possible. The injection velocity,holding pressure level and holding pressure time area function not only of the thermoplastic beingprocessed but also, and more especially, of thegeometry of the part and the layout of the gatingsystem. Apec® can be injected at high speeds as amatter of principle, and graded injection has alsoproved successful. The holding pressure should notbe set higher than is absolutely necessary or allowedto act for longer than strictly required.
It is important to bear the following in mind in theevent of interruptions to production:
– if a nitrided steel injection molding machine is being used, the cylinder temperature should bereduced to approximately 180 °C and the machinekept consistently heated to this temperature.
– if a wear and corrosion-proof screw is being used(centrifuged cylinder with a chromium steel screw),this can be allowed to cool to room temperature.
As a rule, no problems will be encountered whenparts made of Apec® are demolded (recommendeddemolding drafts ≥ 1%).
Apec®

RECYCLING / MATERIAL DISPOSAL
Rejects and processing waste can be reground andprocessed into new moldings while observing thesame drying and processing advice as for virginproduct.It is essential to check the property level and color ofmolding compounds containing recyclate in order toensure their suitability for the intended application.The permitted content of recyclate must be estab-lished in each individual case.
When using regrind, it must be borne in mind thatthe different grain geometry of regrind comparedwith extrusion granules affects the feed and plasti-cating behavior. For this same reason, physical mix-tures of regrind and granules tend to separate whenmoved during transport, conveying and metering.
When re-using Apec®, it is important to ensure thatno foreign materials or dirt are introduced. Apec®
displays good compatibility with additive-free non-blended BPA-PC, which means that the two canessentially be recycled together.It should be borne in mind that, with homogeneousmixtures of the two molding compounds, theproperties obtained will be a function of the mixingratio.
Apec® can be disposed of in an environmentallyfriendly manner, either on a landfill or through cor-rectly performed incineration. The identification forthe different Apec® grades is as follows:
Standard grades: > PC-HT <Easy flowing grades: > PC-HT <FR grades: > PC-HT FR <
More detailed information on this may be obtainedfrom our TI “PCS-1164 en Part Identification ofThermoplastics for Recycling”.
14

715
The chemical resistance and stress cracking behav-ior of Apec® are largely conditioned by the tempera-ture of the object, the nature and composition of thechemicals involved and the internal and externalstresses acting on the molded parts. Both compres-sive stresses and tensile stresses occur as a func-tion of the geometry of the molded part. If excessivetensile stresses prevail, this can lead to local defor-mation zones in the surface and in the regions closeto the surface (microcracks, crazes) and hence toweak points.In order to produce parts with a high serviceability, itis in the manufacturer’s interest to avoid weak pointsof this type by ensuring that the stresses are properlyunder control.
As with standard polycarbonate, there is also aquick method for estimating the frozen-in tensilestresses in molded parts made of Apec®: The moldedpart to be tested, which has cooled to room temper-ature (22 ± 3 °C) is fully immersed in a test medium(n-propanol). After 15 minutes’ immersion, it is takenout of the medium and visually examined for anycracks that may have developed, together with theirdimensions. If cracks are present, this indicates anunfavorable design or mold layout, or processingerrors. The response threshold, i.e. tensile stressesthat exceed this value are released in the form ofstress cracks.
DESIGNING WITH APEC®
Apec® is an amorphous thermoplastic with a highheat deflection temperature which belongs to thefamily of polycarbonates. Apec® displays goodflowability in comparison with other amorphousthermoplastics with a high heat deflection tempera-ture.This gives the design engineer a high level offreedom in design and means that the processor canbenefit from a broad processing range.
Shrinkage, tolerancesApec® displays identical shrinkage properties bothparallel to and across the direction of flow. This isessential for the production of molded parts with ahigh dimensional stability. With optimum processing conditions, it is possible to achieve tolerances of ± 0.1 % for a nominal dimension of 100 mm.
Mechanical properties, permitted stresses and strainsIf Apec® is subject to prolonged mechanical stress-ing it can suffer stress cracking in the same way asother amorphous thermoplastics.This process will be accelerated under the action ofmedia that trigger stress cracking. It is not possiblefor all the factors that influence stress cracking to berecorded or taken into account at the design stage.If mechanical stressing is specified, then the designshould be such that irreversible elongation does notexceed 0.3 %.Under short-time loading, considerably higher strainvalues are possible. Up to 50 % of the tensile strainat yield is permissible for once-only short-time load-ing, and up to 25 % of the tensile strain at yield forrepeated short-time loading. If there is any uncer-tainty regarding the mathematical determination ofthe stress, the appropriate safety factors should beapplied.
Molding shrinkage2)
Apec®-grades
1695/1697
1795/1797
1895/1897
2095/2097
1703/1745
1803
DP1-9354
With flow/across flow
0.70/0.70
0.75/0.75
0.80/0.80
0.90/0.90
0.80/0.80
0.85/0.85
0.85/0.85
2) The shrinkage values were measured on a rectangular test plate 150 x 90 x 3 mmwith a film gate at the 90 mm side.Melt temperature: 330 to 340 °C (as a function of grade)Mold temperature: 120 to 150 °C (as a function of grade)Injection time: 1 sMax. cavity pressure: 600 bar (pressure sensor close to film gate)NB: The shrinkage values given are reference values and thus only suitable for mold layout to a limited extent. Please contact our design department if you require assistance.
Permitted stresses and strains
StrainS
tres
s. .
Apec®
All grades
Short-timeonce-onlyMPa/%
56/3.4
Short-timerepeatedMPa/%
35/1.7
Long-therm MPa/%
7/0.3
Apec®

16
* The test should be conducted under a ventilation hood or in well ventilated sur-roundings. Protective eyewear and gloves should be worn! We will be pleased to send you our safety data sheet on request.
RecommendationA molded part in Apec® must at least pass the test inn-propanol – even if no mechanical stressing is tobe expected when it is in service. Sometimes, it isdifficult to recognize stress cracks on colored plas-tics. In such cases, it is recommended that sampleparts be made of transparent material and checked.
Radii, transitions in cross-sectionSharp edges and corners lead to excessive stresses(notch effect) in corner and edge regions underloading. In the case of molded parts in Apec® whichare subject to mechanical stressing, all edges andcorners should be designed with a radius of at least0.5 mm. In the same way, it is essential to avoidabrupt changes in cross-section (sudden changes instiffness). Changes in cross-section should begradual, wherever possible.
Screw connections and snap-fit jointsScrew bosses and snap-fitting hooks are elementsof a plastics component that are subject to mechani-cal load.Screw bosses for self-tapping screws or screws thatare inserted by stamping expand when the screw isinserted, giving rise to long-term stressing. Thedegree of expansion and hence the level of stress inthe screw boss is determined by the type of screwused and its geometry.In the case of screws that are stamped into theboss, the degree of expansion is greater than forself-tapping screws. Small thread angles reduce thelevel of stress in the screw boss. Any grease shouldbe removed from the screws prior to insertion. Brassscrews are not recommended for this application,since it is more difficult to remove grease from thesethan from nickel-plated screws, for instance.Determining the level of stress by mathematicalmeans is difficult and always involves a high level ofuncertainty (screw tolerances). In practical tests,favorable results have been obtained by observingthe design guidelines given below (see also TI “PCS-1114 en - Self Tapping Screws for Thermoplastics”).
Unfavorable �� �
Favorable �
Test medium*
n-propanol
Toluene/n-Propanol 1:10
Toluene/n-Propanol 1:3
Treshold(after 15 min immersion)
14 MPa
9 MPa
5 MPa
Design of transitions in cross-section
2.8 x D
3 x D
1.8 - 2.5 D
0.5 x D
length ofengagement
2.3 x D
DK
D
Di+0.1
Di
Di-0.1
Di = 0.90 x D
D = actual outsidediameter of thescrew(may deviatefrom nominaldiameter)
to prevent surface marks
DK
D
D
DK
D
D
Dimensioning of screw bosses for Apec ®
Screw coupling with Apec ® (recommended screw geometry)
Core diameter DK (mm)
Pitch P (mm)
Thread angle α
< 0.65 x D
0.35 x D bis 0.55 x D
< 40°

Molded parts made of Apec® should be produced with a lowlevel of stress. In the case of pinpoint gates, the point ofinjection is the area where the highest stress level prevailswithin the mold. These frozen-in stresses are caused by thevery high flow velocity close to the gate.
The level of stress can be reduced not only by employinglarge gate cross-sections but also by partially increasing thewall thickness in the region of the mold. If tunnel gates areused, a version with an accumulator base is recommended.This variant permits a clear reduction in melt stressing (seebelow).
The cross-sections of the feed channels must be dimen-sioned as a function of the grade of Apec® employed, theweight of the molded part and the length of the gate. It isnot possible to give general recommendations on account ofthe many different influencing factors that are involved.
By using rheological computer programs, however, it is pos-sible to reliably dimension gate systems with a low outlay.
717
Snap-fit joints are a simple and inexpensive type of connec-tion. A snap-fit joint is subject to short-time mechanical loadduring the assembly operation. Once it has been assembled,the joint is then generally only subject to a low level ofmechanical stressing.In most cases, stresses and strains can be determinedmathematically.Our “ATI 1119d,e snap joints and springs in plastics” con-tains calculation formulae and sample applications for awide range of different snap-fit joints.High stresses can be avoided through skilful dimensioning,as shown in the diagram below.
Gate layoutAll the standard gating techniques can be employedfor Apec®. Apart from the customary cold runnermolds, molds with hot runner systems can also beused. If a hot runner system is employed, however,this should satisfy the requirements set out in thediagram below:
s
d
0.8 d1.2 s
Recommendedaccumulator-base gate
Gatecross-section
30�–60�
Gate dimensioning – minimum gate diameter (d=60%) of wallthickness (s)
35
25
3 10
35
25
3 10RR
1.5
Excessive stress risedue to notch effect
Notch effectreduced
8= 50 N/mm2 8= 31 N/mm2
Designing of snap-fit joints for Apec ®
Requirements for the hot runner system
uniform temperaturelevel over full lengthof runner
open runner(no internally-heatedhot runner systems)
adequatelydimensionedcross-sectionsavoiding shearpoints (narrowcross-sections)
open transition fromhot to cold runnerwherever possible
Apec®

18
Commercialization and continued supply of this material are not assured.Its supply may be discontinued at any time.This information and our tech-nical advice – whether verbal, in writing or by way of trials – are given ingood faith but without warranty, and this also applies where proprietaryrights of third parties are involved.Our advice does not release you from the obligation to verify the informa-tion currently provided – especially that contained in our safety data andtechnical information sheets – and to test our products as to their suitabili-ty for the intended processes and uses. The application, use and process-ing of our products and the products manufactured by you on the basis ofour technical advice are beyond our control and, therefore, entirely yourown responsibility. Our products are sold in accordance with the currentversion of our General Conditions of Sale and Delivery.Unless specified to the contrary, the values given have been establishedon standardized test specimens at room temperature. The figures shouldbe regarded as guide values only and not as binding minimum values.Please note that, under certain conditions, the properties can be affectedto a considerable extent by the design of the mold/die, the processingconditions and the coloring.
General safety adviceUnder the recommended processing conditions small quantities of decom-position product may be given off during processing. To preclude any riskto the health and well-being of the machine operatives, tolerance limits forthe work environment must be ensured by the provision of efficientexhaust ventilation and fresh-air at the workplace in accordance with theSafety Data Sheet.In order to prevent the partial decomposition of the polymer and the gen-eration of volatile decomposition products, the prescribed processing tem-peratures should not be substantially exceeded.Since excessively high temperatures are generally the result of operatorerror or defects in the heating system, special care and controls areessential in these areas.
** Medical products
GUIDANCE ON USE OF BAYER MATERIALSCIENCE PRODUCTS IN AMEDICAL APPLICATION
1. PurposeThe purpose of this Guidance Document is to provide information regar-ding the use of Bayer MaterialScience (“BMS”) products in a medicalapplication.
2. Medical ApplicationAs used in this Guidance Document, the term “Medical Application”means all applications of medical devices wherein the medical device ismanufactured with a BMS Product(s) and is intended under normal use tobe brought into direct contact with the patient’s body (e.g., skin, bodyfluids or tissues, including indirect contact to blood). If the medical devicehas more than one part or component, the term “Medical Application”shall apply only to the part or component which is intended under normaluse to be brought into direct contact with the patient’s body (e.g., skin,body fluids or tissues, including indirect contact to blood) and is alsomanufactured with a BMS Product(s). Medical devices implanted in thehuman body as well as components of drug delivery devices which areintended to be in direct contact with the drug are also included.
3. BMS Products for a Medical ApplicationThe BMS products covered by this Guidance Document are fully reactedpolymeric materials, reactive raw materials, dispersions, solutions, andnon-reactive raw materials sold by BMS (hereinafter “BMS Products”). Asused in this Guidance Document, the term “BMS Products” does notinclude final end-use products (e.g., medical devices) that are made fromBMS raw materials, reacted materials, dispersions, or solutions.BMS designates certain fully reacted BMS polymeric materials (e.g. certainplastics, sheets, and films) as “Medical Grade.” Other BMS Products, such as reactive raw materials (e.g., diisocyanatesand polyols), dispersions, solutions, and non-reactive raw materials (whichtypically are added to substrate) are not designated as “Medical Grade”
and shall not be considered candidates for a Medical Application unlessBMS explicitly agrees, in writing, to sell such products for a MedicalApplication. Nonetheless, any determination as to whether a BMS productis appropriate for use in a Medical Application must be made solely by thepurchaser of the BMS product(s) without relying upon any representationsby BMS. In any event, BMS makes no representations regarding the suita-bility of a BMS Product for a particular Medical Application or final end-use product, as further explained in Section 4 below. Moreover, with res-pect to reactive raw materials (e.g., diisocyanates and polyols), dispersi-ons, solutions, and non-reactive raw materials, BMS can make no repre-sentations regarding compliance with ISO Standard 10993-1 or other bio-compatibility standards as such products must be reacted, have the sol-vent removed or be added to a substrate to form a solid or suitable mate-rial for an application as an article and therefore cannot be tested bythemselves, or it is not appropriate to test them independent of the sub-strate, for meeting ISO Standard 10993-1 or other biocompatibility stan-dards. It is the sole responsibility of the manufacturer of the final end-useproduct to conduct all necessary tests (including biocompatibility tests)and inspections and to evaluate the final product under actual end-userequirements.
Medical GradeBMS Products that are designated as “Medical Grade”, e.g., plastics,sheets, and films, meet certain biocompatibility test requirements of ISOStandard 10993-1: “Biological Evaluation of Medical Devices” for the cate-gories including: (1) skin contact, (2) up to 24 hours contact with circula-ting blood, tissue, bone, and dentin, (3) up to 30 days contact with muco-sal membranes, compromised surfaces, and blood path, indirect. BMS Products designated as “Medical Grade” shall not be consideredcandidates for the following types of Medical Applications unless BMSexplicitly agrees, in writing, to sell such products for such applications: (a)cosmetic, reconstructive, or reproductive implant applications; (b) anyother bodily implant applications; (c) applications involving contact with orstorage of human tissue, blood, or other bodily fluids, for greater than 30days; or (d) applications having greater than 24 hours contact with circula-ting blood, tissue, bone and dentin. The biocompatibility testing referenced above cannot assure the biocom-patibility of final or intermediate products made from BMS Products or thesuitability of such products for their use in a Medical Application, i.e., thetest data cannot be used to conclude that any medical devices manufac-tured from the BMS Products meet the necessary requirements of ISOStandard 10993-1. It is the sole responsibility of the manufacturer of finalend-use product to conduct all necessary tests (including biocompatibilitytests) and inspections and to evaluate the final product under actual end-use requirements.The designation as “Medical Grade” does not mean that BMS or anyoneelse has determined that the product is suitable for use in any particularMedical Application. BMS makes no representations regarding the suitabi-lity of a BMS Product for a particular Medical Application or final end-useproduct. A determination that the BMS Product is suitable for use in a par-ticular Medical Application or final end-use product can only be made bythe purchaser of the BMS product who utilizes it in a Medical Applicationand conducts all necessary testing and evaluation to support such adetermination.
4. Appropriate Use of BMS ProductsBMS has not performed clinical medical studies concerning the use ofBMS Products. Moreover, BMS has neither sought nor received approvalfrom the United States Food and Drug Administration (FDA) or other com-petent authorities from other regions for the use of BMS Products in aMedical Application.BMS makes no representations or warranty regarding (and accepts no res-ponsibility for determining) either: (a) the suitability of a BMS Product for aparticular Medical Application or final end-use product or (b) the adequacyof any warning relating to a BMS Product or particular Medical Applicationor final end-use product. The suitability of BMS Products in a given end-use environment is dependent upon various conditions including, withoutlimitation, chemical compatibility, method of manufacture, temperature,part design, sterilization method, residual stresses, and external loads. It isthe sole responsibility of the manufacturer of the final end-use product to

19
determine the suitability (including biocompatibility) of all raw materialsand components, including any BMS Products, in order to ensure that thefinal product:• meets relevant biocompatibility requirements and is otherwise safe for its
end-use, • performs or functions as intended, • is suitable for its intended use, and• complies with all applicable FDA and other regulatory requirements. It also is the sole responsibility of the manufacturer of the final end-useproduct to conduct all necessary tests and inspections and to evaluate thefinal product under actual end-use requirements and to adequately adviseand warn purchasers, users, and/or learned intermediaries (such as physi-cians) of pertinent risks and fulfill any postmarket surveillance obligations.Any decision regarding the appropriateness of a particular medical productin a particular clinical or Medical Application should be based on the judg-ment of the manufacturer, seller, the competent authority, and the treatingphysician. BMS cannot weigh the benefits against the risks of a medicaldevice and cannot offer a medical or legal judgment on the safety or effi-cacy of the use of a BMS Product in a specific Medical Application.
5. SterilizationThe sterilization method and the number of sterilization cycles a medicaldevice can withstand will vary depending upon type/grade of product, partdesign, processing parameters, sterilization temperature, and chemicalenvironment. Therefore, the manufacturer of the end-use final productmust evaluate each device to determine the sterilization method and thenumber of permissible sterilization cycles appropriate for actual end-userequirements and must adequately advise and warn purchasers, users,and/or learned intermediaries (such as physicians) of pertinent risks andlimitations and must fulfill postmarket surveillance obligations.During sterilization, through the use of steam autoclaving or boiling watertechniques, polyurethane materials may hydrolyze to their correspondingprecursor diamines (for example, aromatic polyurethane based ondiphenylmethane diisocyanate (MDI) may hydrolyze and produce methyle-ne dianiline (MDA), and aromatic polyurethane based on toluene diisocya-nate (TDI) may hydrolyze and produce toluene diamine (TDA)). This conditi-on needs to be considered by the device manufacturer in defining steriliza-tion conditions.
6. Test DataBMS may agree to provide existing test data and other information aboutits Medical Grade BMS Products or to perform additional testing of BMSProducts. In so doing, BMS does not assume any responsibility to deter-mine the suitability of a BMS Product for a particular Medical Applicationor final end-use product or to provide adequate warnings; moreover, anyagreement by BMS to provide such data and/or information does not relie-ve the manufacturer of its sole responsibility to properly evaluate its finalend-use product under actual end-use requirements, nor does it relievethe manufacturer of any of its other responsibilities described in thisGuidance Document.
7. Re-use of Medical DevicesBMS does not warrant or represent that medical devices made from aBMS Product (including a Medical Grade BMS Product) are suitable formultiple uses. If the medical device is reprocessed and/or labeled for mul-tiple uses, it is the responsibility of the manufacturer and/or reprocessor todetermine the appropriate number of permissible uses by evaluating thedevice under actual sterilization, cleaning, and end-use conditions and toadequately advise and warn purchasers, users, and/or learned interme-diaries (such as physicians) of pertinent risks and fulfill postmarket surveil-lance obligations.
8. FDA Master FilesIf the FDA requires proprietary information about any BMS Product as partof the 510(k) clearance or premarket application (PMA) approval processfor the manufacturer’s end-use final product, BMS may establish a Drug orDevice Master File and grant a right of reference to it, in order to allow theFDA to review such information without disclosing BMS’ proprietary infor-mation to the manufacturer.
9. Special Considerations Only virgin Medical Grade BMS Products have been tested according tocertain tests under ISO 10993-1. Any use of regrind (for example, runnersfrom mold flow channels or trim pieces) must be evaluated by the medicaldevice manufacturer for suitability.Over time, polyurethane materials may hydrolyze to their correspondingprecursor diamines (for example, aromatic polyurethane based ondiphenylmethane diisocyanate (MDI) may hydrolyze and produce methyle-ne dianiline (MDA), and aromatic polyurethane based on toluene diisocya-nate (TDI) may hydrolyze and produce toluene diamine (TDA)). This conditi-on needs to be considered in any end-use application.
10. Risk of Failure There is a risk of failure and adverse consequences with all MedicalApplications and medical devices, including devices implanted in thehuman body and devices that are in contact with body fluids or tissues.There is also a risk of failure and adverse consequences for the use ofBMS products in connection with any Medical Application and medicaldevice, including devices implanted in the human body.
11. Packaging and LabelingThe purchaser of BMS Products shall be solely responsible for, or shallprocure that the manufacturer and/or reprocessor of the medical deviceshall be responsible for (a) the design, production, assembly, packagingand labeling of the medical device which incorporates a BMS Product and(b) assigning the purpose for which that BMS Product is to be used. Forthe avoidance of doubt, BMS is not the manufacturer of any of the medicaldevices for which the BMS Products shall be sold and shall, to the extentpermitted by law, not be liable as such.
12. Disclaimer of Warranty and Prohibition on Conflicting OralRepresentations1) To the extent permitted by law, BMS MAKES NO REPRESENTATION,PROMISE, EXPRESS WARRANTY, IMPLIED WARRANTY OF MERCHAN-TABILITY, IMPLIED WARRANTY FOR A PARTICULAR PURPOSE, OROTHER IMPLIED WARRANTY CONCERNING THE SUITABILITY OF ANYBMS PRODUCT FOR USE IN ANY SPECIFIC MEDICAL DEVICE OROTHER PRODUCT OR FOR ANY MEDICAL APPLICATION; AND 2) To the extent permitted by law, BMS MAKES NO REPRESENTATION,PROMISE, EXPRESS WARRANTY, IMPLIED WARRANTY OF MERCHAN-TABILITY, IMPLIED WARRANTY FOR A PARTICULAR PURPOSE, OROTHER IMPLIED WARRANTY CONCERNING THE SUITABILITY OF ANYMEDICAL DEVICE OR OTHER PRODUCT MADE, WHOLLY OR IN PART,FROM ANY BMS PRODUCT.
NO BMS REPRESENTATIVE HAS THE AUTHORITY TO MAKE ANY ORALREPRESENTATION THAT CONFLICTS WITH ANY PORTION OF THIS GUI-DANCE.
13. Responsibility to Forward This Guidance DocumentIf the purchaser of any Medical Grade BMS Product is not the manufactu-rer of the final end-use product, it is the responsibility of the purchaser toforward this Guidance Document to such manufacturer.
14. QuestionsIn case of questions, please contact:Within NAFTA BMS-HSEQ-PSRAemail: [email protected], phone +1 412-777-2835
Outside NAFTA BMS-IO-HSEQ-PRAemail: [email protected], phone +49 214 30 81761
Apec®

Editor: Bayer MaterialScience AG Business Unit Polycarbonates D-51368 Leverkusen
www.bayermaterialscience.comwww.plastics.bayer.com
MS 00029981Edition 2010-09