
Anhang Qualitätssicherungsvereinbarung Stahlbau · 2017-05-08 · DIN EN ISO 9692...
28
Qualitätssicherungsvereinbarung – Transporter Industry International GmbH - Seite 1 von 28 QMA 9.101 – Version 1.0 – Stand: 10.01.2017 Paraphe TII Gruppe: ______ Paraphe Lieferant: ______ Anhang Qualitätssicherungsvereinbarung Stahlbau Diese Qualitätssicherungsvereinbarung wird vereinbart zwischen einem Unternehmen der Transporter Industry International Gruppe, dies entspricht: SCHEUERLE Fahrzeugfabrik GmbH - Otto-Rettenmaier-Strasse 15 – D-74629 Pfedelbach und/oder KAMAG Transporttechnik GmbH & Co. KG - Liststrasse 3 – D-89079 Ulm und/oder NICOLAS Industrie S.A.S. - RN 6 BP 3 – F-89290 Champs-sur-Yonne TII INDIA Private Limited – Plot2, Sector 14, Phase-II – IMT Bawal - Haryana, 123501 India (nachfolgend „TII Gruppe“) Inhaltsverzeichnis 1. QUALITÄTSSICHERUNG STAHLBAU 2 1.1. QUALITÄT DER SCHWEIßBAUGRUPPEN 3 1.1.1. SCHWEIßZUSATZWERKSTOFFE 6 1.1.2. VERWENDUNG VON WERKSTOFFEN 7 1.2. QUALITÄT DER FERTIGUNG 9 1.2.1 GRENZABMAßE LASERSTRAHLSCHNEIDEN 10 2.2.2 KORROSIONSSCHUTZ MECHANISCH BEARBEITETER FLÄCHEN 10 1.3. QUALITÄT DER BESCHICHTUNG 11 1.3.1. ANWENDUNGSBEREICH 11 1.3.2. NORMATIVE VERWEISE 11 1.3.3. VORBEREITUNG 12 1.3.4. GRUNDIERUNG (1. SCHICHT) 15 1.3.4. VERSIEGELN OFFENER STELLEN 16 1.3.5. GRUNDIERUNG (2. SCHICHT) 16 1.3.6. DECKLACKIERUNG 17 1.3.7. TROCKNUNGSZEIT UND –TEMPERATUR 17 1.3.8. PRÜFVERFAHREN 17 1.4. QUALITÄT DER MONTAGE 19 1.4.1. SCHRAUBENVERBINDUNGEN UND EINSATZ VON SCHRAUBENSICHERUNGSELEMENTEN 28
Transcript of Anhang Qualitätssicherungsvereinbarung Stahlbau · 2017-05-08 · DIN EN ISO 9692...
Qualitätssicherungsvereinbarung – Transporter Industry International GmbH - Seite 1 von 28
QMA 9.101 – Version 1.0 – Stand: 10.01.2017 Paraphe TII Gruppe: ______
Paraphe Lieferant: ______
Anhang Qualitätssicherungsvereinbarung Stahlbau
Diese Qualitätssicherungsvereinbarung wird vereinbart zwischen einem Unternehmen der Transporter Industry International Gruppe, dies entspricht:
SCHEUERLE Fahrzeugfabrik GmbH - Otto-Rettenmaier-Strasse 15 – D-74629 Pfedelbach und/oder KAMAG Transporttechnik GmbH & Co. KG - Liststrasse 3 – D-89079 Ulm und/oder
NICOLAS Industrie S.A.S. - RN 6 BP 3 – F-89290 Champs-sur-Yonne TII INDIA Private Limited – Plot2, Sector 14, Phase-II – IMT Bawal - Haryana, 123501 India
(nachfolgend „TII Gruppe“)
Inhaltsverzeichnis
1. QUALITÄTSSICHERUNG STAHLBAU 2
1.1. QUALITÄT DER SCHWEIßBAUGRUPPEN 3 1.1.1. SCHWEIßZUSATZWERKSTOFFE 6 1.1.2. VERWENDUNG VON WERKSTOFFEN 7 1.2. QUALITÄT DER FERTIGUNG 9 1.2.1 GRENZABMAßE LASERSTRAHLSCHNEIDEN 10 2.2.2 KORROSIONSSCHUTZ MECHANISCH BEARBEITETER FLÄCHEN 10 1.3. QUALITÄT DER BESCHICHTUNG 11 1.3.1. ANWENDUNGSBEREICH 11 1.3.2. NORMATIVE VERWEISE 11 1.3.3. VORBEREITUNG 12 1.3.4. GRUNDIERUNG (1. SCHICHT) 15 1.3.4. VERSIEGELN OFFENER STELLEN 16 1.3.5. GRUNDIERUNG (2. SCHICHT) 16 1.3.6. DECKLACKIERUNG 17 1.3.7. TROCKNUNGSZEIT UND –TEMPERATUR 17 1.3.8. PRÜFVERFAHREN 17 1.4. QUALITÄT DER MONTAGE 19 1.4.1. SCHRAUBENVERBINDUNGEN UND EINSATZ VON SCHRAUBENSICHERUNGSELEMENTEN 28

Qualitätssicherungsvereinbarung – Transporter Industry International GmbH - Seite 2 von 28
QMA 9.101 – Version 1.0 – Stand: 10.01.2017 Paraphe TII Gruppe: ______
Paraphe Lieferant: ______
1. Qualitätssicherung Stahlbau
Qualitätsanforderungen nach EN 729-2 Diese Klasse gilt für die Fertigung von Teilen mit hoher statischer oder dynamischer
Beanspruchung oder hohem Sicherheitsbedürfnis. z.B. für Hauptträger ,
Drehgestelle, Schwingarme, Lenkungsteile, Lenkkopfträger, (Material S 690< bis S
960)
Qualitätsanforderungen nach EN 729-3 Diese Klasse gilt für die Fertigung von Teilen mit normaler statischer oder
dynamischer Beanspruchung und mittlerem Sicherheitsbedürfnis. z.B. für
Hauptträger aus S355J2G3 (vorher St 52-3N), Querträger, Unterfahrschutz,
Klappausleger, ...
Qualitätsanforderungen nach EN 729-4 Diese Klasse gilt für die Fertigung von Teilen mit geringer Beanspruchung und
geringem Sicherheitsbedürfnis. z.B. für Leuchtenträger, Abdeckungen,
Auflageelemente für Brücken, ...

Qualitätssicherungsvereinbarung – Transporter Industry International GmbH - Seite 3 von 28
QMA 9.101 – Version 1.0 – Stand: 10.01.2017 Paraphe TII Gruppe: ______
Paraphe Lieferant: ______
1.1. Qualität der Schweißbaugruppen Alle Schweißer müssen eine gültige Schweißerprüfung nach ISO 9606
(alt: DIN EN 287) haben. Sie dürfen nur Werkstoffe verschweißen für die sie auch
zugelassen sind.
Die TII Gruppe hat das Recht auf Einsicht der relevanten Unterlagen.
Bleche und Brennzuschnitte müssen folgende Normvorgaben und Anforderungen
erfüllen:
Normen, Anforderungen Bereich Betrifft
EN 10204
• Abnahmeprüfzeugnis 3.1
“Bescheinigungen über
Materialprüfungen” • Bleche
• Zuschnitte
DIN EN 10029
• Grenzabmaße der Dicke nach Tab. 1,
Klasse B
• Ebenheit nach Tab. 4:
• Stahlgruppe L, Toleranzklasse N
• Stahlgruppe H, Toleranzklasse N
“Warmgewalztes Stahlblech
von 3 mm Dicke an -
Grenzabweichungen,
Formtoleranzen, zulässige
Gewichtsabweichungen”
• Bleche
• Zuschnitte
DIN EN 10163 - 2
• Oberflächenbeschaffenheit nach
Tab. 4 Klasse B, Untergruppe 2
• Rost- und zunderfreie Oberfläche
“Lieferbedingungen für die
Oberflächenbeschaffenheit von
warmgewalzten
Stahlerzeugnissen (Blech,
Breitflachstahl und Profile)”
• Bleche
• Zuschnitte
ISO 9013 (Ersatz für DIN 2310 Teil 3)
• Brennschnitte ISO 9013-331
“Schweißen und verwandte
Verfahren - Güteeinteilung und
Maßtoleranzen für autogene
Brennschnittflächen”
• Zuschnitte
EN 287-1 geprüfte Schweißer Schweißerprüfung • Schweißarbeiten
DIN ENISO 5817 Bewertungsgruppe B Sichtprüfung • Ausführungsqualität der
Schweißarbeiten
DIN EN ISO 13920 AE Allgemeintoleranzen für
Schweißkonstruktionen,
Genauigkeitsgrad
• Nicht-tolerierte
Maßangaben bei
Schweißkonstruktionen

Qualitätssicherungsvereinbarung – Transporter Industry International GmbH - Seite 4 von 28
QMA 9.101 – Version 1.0 – Stand: 10.01.2017 Paraphe TII Gruppe: ______
Paraphe Lieferant: ______
DIN EN ISO 9692 Schweißnahtvorbereitung • Schweißnahtvorbereitung
für vollangeschlossene
Querschnitte an
Stumpfnähten und
Kehlnähten und eine
Sammlung von
bewährten Maßen und
Formen
Bei der Ausführung von Schweißarbeiten für die TII Gruppe sind alle in DIN EN ISO
729-2/3 enthaltenen Grundsätze zur Sicherung der Güte von Schweißarbeiten an
metallischen Werkstoffen zu berücksichtigen.
Als mitgeltende Normen sind die in EN 729-3, Punkt 2, “Normative Verweisungen”,
soweit sie sachlich zutreffen, verbindlich.
Dies bedingt:
Eine personelle und technische Ausstattung des Betriebes, welche eine fachgerechte
und dem aktuellen Stand der Technik entsprechende Arbeit gewährleistet:
Richtige Wahl des für den Anwendungszweck geeigneten Schweißverfahrens mit
den Parametern:
• Wärmebehandlung: Vorwärmung, ggf. Wärmenachbehandlung;
• Schweißnahtvorbereitung (Öffnungswinkel, Fugenformen, metallisch blanke Kanten). Fürnicht detaillierte Schweißnähte gilt DIN 8551;
• geeignete Betriebsmittel und richtige Betriebsdaten
(Schweißgeräte, Werkzeuge, Vorrichtungen, Trockenöfen, Stromquelle,
Schweißdrahtdurchmesser, Polung, Stromstärke, Gasdruck, Nahtaufbau,...);
• Betriebs- und Hilfsstoffe (Schweißdraht, Schutzgas, ...);
• Sorgfalt beim Heften und Zusammenbau (kein Kantenversatz, richtiger
• Luftspalt, Länge und Abstand der Heftstellen);
• Richtige Schweißfolge, -position und –geschwindigkeit

Qualitätssicherungsvereinbarung – Transporter Industry International GmbH - Seite 5 von 28
QMA 9.101 – Version 1.0 – Stand: 10.01.2017 Paraphe TII Gruppe: ______
Paraphe Lieferant: ______
Es dürfen nur Bleche mit Abnahmeprüfzeugnis gemäß EN 10204-3.1 verwendet
werden. Für alle anderen Stahlhalbzeuge entweder eine Werksbescheinigung 2.1,
ein Werkszeugnis 2.2, oder ein Abnahmeprüfzeugnis 3.1 nach EN 10204.
Für nicht auf der Zeichnung bemaßte Schweißangaben gilt:
Stumpfnähte: a = Smin
Einseitige Kehlnähte: a = 0,7 x Smin
Smin = kleinste zu verschweißende
Doppelseitige Kehlnähte: a = 0,4 x Smin Werkstückdicke
Kleinste Kehlnahtstärke a = 3mm
Auf richtige Schweißfolge, -position und -geschwindigkeit ist zu achten.
Es dürfen nur parallele Raupen gelegt werden.
Das Schweißen von Fallnähten und Pendeln ist nicht zulässig.
An den einzelnen Lagen sind Zwischenkontrollen durchzuführen. Festgestellte Fehler
sind durch sachgemäßes Nacharbeiten z.B. Ausschleifen und Nachschweißen sofort
zu beseitigen.
Heftnähte müssen rissfrei ausgeführt werden. Heftnähte an Kreuzstößen und
Eckpunkten sind zu vermeiden.
Nach Fertigstellung des Bauteils ist die Maßhaltigkeit nach Zeichnung zu
kontrollieren und eine visuelle Prüfung auf äußere Fehler (Kerben, Poren, Risse,
Endkrater, Elektrodenabstreifer, Zündstellen, Heftstellen, ...) vorzunehmen und
etwaige Fehler fachgerecht zu beseitigen.
Teile richten, falls erforderlich.

Qualitätssicherungsvereinbarung – Transporter Industry International GmbH - Seite 6 von 28
QMA 9.101 – Version 1.0 – Stand: 10.01.2017 Paraphe TII Gruppe: ______
Paraphe Lieferant: ______
Schweißnähte verputzen, Schweißspritzer entfernen und generell alle scharfen
Kanten verrunden.
Schweißbaugruppen müssen gestempelt werden (Prägestempeln). Falls von der TII
Gruppe keine anderen Angaben gemacht werden, müssen Firmenzeichen,
Kalenderwoche und Jahr der Herstellung und bei Serienfertigung die Baunummer
eingestempelt werden. Ist der Kennzeichnungsort auf der Zeichnung nicht definiert,
ist er bei den SQE’s (Supplier Quality Engineer) zu erfragen.
Ergeben sich vor oder während der Ausführung der Arbeiten Unsicherheiten oder
Fragen, so sind diese vor Weiterarbeit in schriftlicher Form mit den SQE’s zu klären.
Geschieht dies nicht, so sind alle genannten Anforderungen Vertragsbestandteil und
für die Qualitätsprüfung des Lieferanten verbindlich.
Der Betrieb muss für die entsprechenden Schweißverfahren zugelassen sein. Als
Verfahren werden angewendet: MAG, E, UP, WIG, MIG
1.1.1. Schweißzusatzwerkstoffe (DIN EN 756, EN 440, DIN 1732 T1, EN 499)
Es dürfen nur zugelassene Zusatzwerkstoffe, entsprechend der
Werkstoffkombinationen, verwendet werden.
Die Zusatzwerkstoffe sind nach den Angaben des Zusatzwerkstoffherstellers zu
lagern und zu verarbeiten.

Qualitätssicherungsvereinbarung – Transporter Industry International GmbH - Seite 7 von 28
QMA 9.101 – Version 1.0 – Stand: 10.01.2017 Paraphe TII Gruppe: ______
Paraphe Lieferant: ______
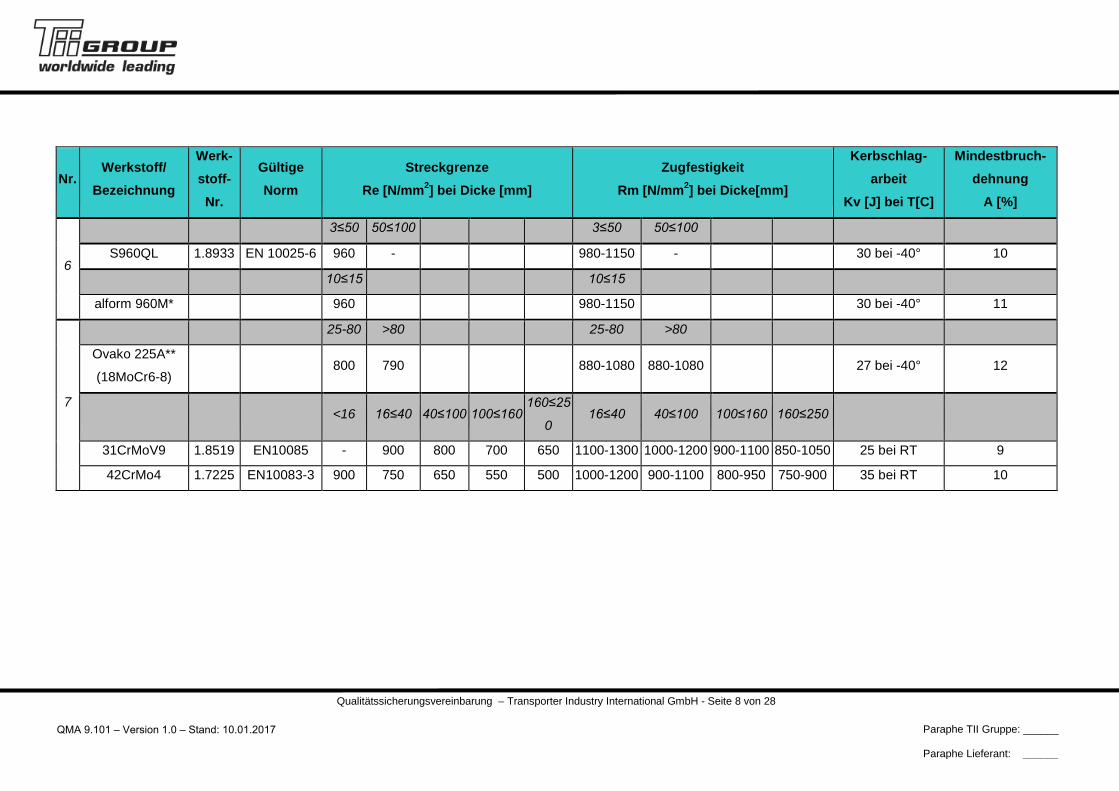
1.1.2. Verwendung von Werkstoffen
Nr. Werkstoff/
Bezeichnung
Werk- stoff- Nr.
Gültige Norm
Streckgrenze Re [N/mm2] bei Dicke [mm]
Zugfestigkeit Rm [N/mm2] bei Dicke[mm]
Kerbschlag- arbeit
Kv [J] bei T[C]
Mindestbruch- dehnung
A [%]
1 ≤16 16≤40 40≤100 3≤100
S235J2 1.0117 EN 10025-2 235 225 215 360-510 27 bei -20° 21
2
≤16 16≤40 40≤63 63≤80 80≤100 ≤40 40≤63 63≤80 80≤100
S355M* 1.8823 EN 10025-4 355 345 335 325 325 470-630 450-610 440-600 440-600 27 bei -30° 22
S355ML* 1.8834 EN 10025-4 355 345 335 325 325 470-630 450-610 440-600 440-600 27 bei -50° 22
S355J2 +N 1.0577+N EN 10025-2 355 345 335 325 315 470-630 470-630 470-630 470-630 27 bei -20° 17
3
≤16 16≤40 40≤63 63≤80 80≤100 ≤40 40≤63 63≤80 80≤100
S460M* 1.8827 EN 10025-4 460 440 430 410 400 540-720 530-710 510-690 500-680 27 bei -30° 17
S460ML* 1.8838 EN 10025-4 460 440 430 410 400 540-720 530-710 510-690 500-680 27 bei -50° 17
3≤50 50≤100 3≤50 50≤100
S460QL 1.8906 EN 10025-6 460 440 550-720 550-720 30 bei -40° 17
4
8≤60 8≤60
alform 700M* 700 770-1050 40 bei -40° 10
<8 >8
S700MC* 1.8974 EN 10149-2 700 680 750-950 40 bei -20°(EN 0149-1) 12
3≤50 50≤100 3≤50 50≤100
S690QL 1.8928 EN 10025-6 690 650 770-940 760-930 30 bei -40° 14
5 3≤50 50≤100 3≤50 50≤100
S890QL 1.8983 EN 10025-6 890 830 940-1100 880-1100 30 bei -40° 11
Qualitätssicherungsvereinbarung – Transporter Industry International GmbH - Seite 8 von 28
QMA 9.101 – Version 1.0 – Stand: 10.01.2017 Paraphe TII Gruppe: ______
Paraphe Lieferant: ______
Nr. Werkstoff/
Bezeichnung
Werk- stoff- Nr.
Gültige Norm
Streckgrenze Re [N/mm2] bei Dicke [mm]
Zugfestigkeit Rm [N/mm2] bei Dicke[mm]
Kerbschlag- arbeit
Kv [J] bei T[C]
Mindestbruch- dehnung
A [%]
6
3≤50 50≤100 3≤50 50≤100
S960QL 1.8933 EN 10025-6 960 - 980-1150 - 30 bei -40° 10
10≤15 10≤15
alform 960M* 960 980-1150 30 bei -40° 11
7
25-80 >80 25-80 >80
Ovako 225A**
(18MoCr6-8) 800 790 880-1080 880-1080 27 bei -40° 12
<16 16≤40 40≤100 100≤160 160≤25
0 16≤40 40≤100 100≤160 160≤250
31CrMoV9 1.8519 EN10085 - 900 800 700 650 1100-1300 1000-1200 900-1100 850-1050 25 bei RT 9
42CrMo4 1.7225 EN10083-3 900 750 650 550 500 1000-1200 900-1100 800-950 750-900 35 bei RT 10

Qualitätssicherungsvereinbarung – Transporter Industry International GmbH - Seite 9 von 28
QMA 9.101 – Version 1.0 – Stand: 10.01.2017 Paraphe TII Gruppe: ______
Paraphe Lieferant: ______
1.2. Qualität der Fertigung Das zur Verwendung kommende Material muss folgende Normvorgaben und Anforderungen
erfüllen:
Normen, Anforderungen Normüberschriften
EN 10204
• Abnahmeprüfzeugnis 3.1B oder
nach Absprache mit Scheuerle 2.3
auch 2.2 ( Nur für Vergütungs-,
Einsatz- und/ oder gehärtete Stähle)
“Bescheinigungen über Materialprüfungen”
EN 10163 Teil 2
• Klasse B, Untergruppe 3
EN 10163 Teil 3
• Klasse D ,Untergruppe 3
Lieferbedingungen für die Oberflächenbeschaffenheit
von warmgewalzten Stahlerzeugnissen
EN 10083 Teil 2 Vergütungsstähle:
Technische Lieferbedingungen
DIN 17210 Einsatzstähle:
Technische Lieferbedingungen
DIN ISO 2768 mK Für nicht tolerierte Maße und Winkel
DIN ISO 1302 Oberflächenrauheit
Alle wichtigen Prüfmerkmale auf der Zeichnung oder in der Bestellung (z.B. tolerierte Maße,
Prüfmaße, Form- und Lagetoleranzen) müssen zu 100% geprüft und in einem Prüfprotokoll
eingetragen werden. Prüfprotokolle müssen zu Bauteilen (z.B. Seriennummer, Baunummer
etc.) zuordenbar sein.
Für die Prüfungen sind ausschließlich kalibrierte Prüfmittel zu verwenden. Die TII Gruppe behält
sich das Recht vor Stichprobenprüfungen der benützten Prüfmittel durchzuführen.
Bei Bauteilen aus vergütetem Stahl, einsatzgehärtetem Stahl oder bei gehärteten Teilen
allgemein, ist in das Messprotokoll auch der Ist- Wert der Festigkeit (N/mm²) bzw. die
gemessene Härte in der auf der Zeichnung angegebenen Skala (HRC, HB etc.) einzutragen.
Wenn auf der Zeichnung eine Markierung vorgesehen ist oder diese in der Bestellung
vorgeschrieben ist, sind die Teile an der vorgeschriebenen Stelle nach Vorschrift zu markieren
(Firmenzeichen/ Woche /Jahr / fortlaufende Baunummer).
Qualitätssicherungsvereinbarung – Transporter Industry International GmbH - Seite 10 von 28
QMA 9.101 – Version 1.0 – Stand: 10.01.2017 Paraphe TII Gruppe: ______
Paraphe Lieferant: ______
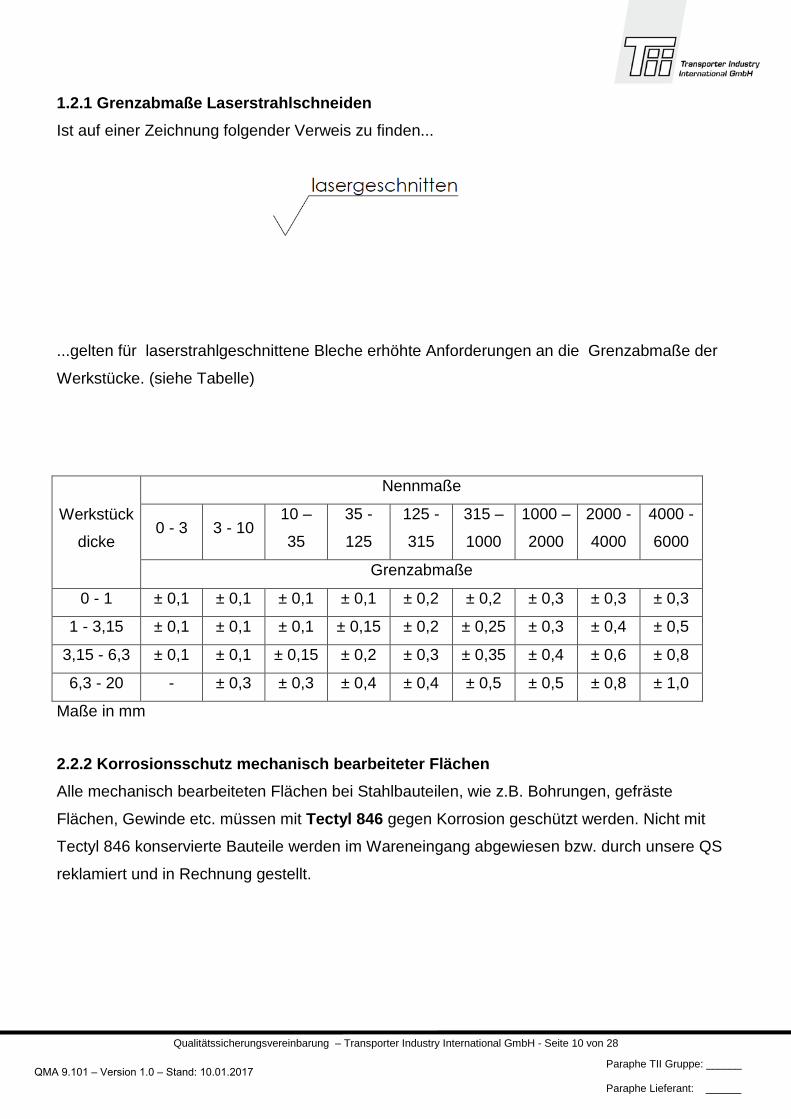
1.2.1 Grenzabmaße Laserstrahlschneiden Ist auf einer Zeichnung folgender Verweis zu finden...
...gelten für laserstrahlgeschnittene Bleche erhöhte Anforderungen an die Grenzabmaße der
Werkstücke. (siehe Tabelle)
Maße in mm
2.2.2 Korrosionsschutz mechanisch bearbeiteter Flächen Alle mechanisch bearbeiteten Flächen bei Stahlbauteilen, wie z.B. Bohrungen, gefräste
Flächen, Gewinde etc. müssen mit Tectyl 846 gegen Korrosion geschützt werden. Nicht mit
Tectyl 846 konservierte Bauteile werden im Wareneingang abgewiesen bzw. durch unsere QS
reklamiert und in Rechnung gestellt.
Werkstück
dicke
Nennmaße
0 - 3 3 - 10 10 –
35
35 -
125
125 -
315
315 –
1000
1000 –
2000
2000 -
4000
4000 -
6000
Grenzabmaße
0 - 1 ± 0,1 ± 0,1 ± 0,1 ± 0,1 ± 0,2 ± 0,2 ± 0,3 ± 0,3 ± 0,3
1 - 3,15 ± 0,1 ± 0,1 ± 0,1 ± 0,15 ± 0,2 ± 0,25 ± 0,3 ± 0,4 ± 0,5
3,15 - 6,3 ± 0,1 ± 0,1 ± 0,15 ± 0,2 ± 0,3 ± 0,35 ± 0,4 ± 0,6 ± 0,8
6,3 - 20 - ± 0,3 ± 0,3 ± 0,4 ± 0,4 ± 0,5 ± 0,5 ± 0,8 ± 1,0

Qualitätssicherungsvereinbarung – Transporter Industry International GmbH - Seite 11 von 28
QMA 9.101 – Version 1.0 – Stand: 10.01.2017 Paraphe TII Gruppe: ______
Paraphe Lieferant: ______
1.3. Qualität der Beschichtung 1.3.1. Anwendungsbereich Diese Arbeitsanweisung dient der Sicherstellung einer einheitlichen Qualität der
Oberflächenvorbereitung sowie deren Beschichtung zu Korrosionsschutz. Diese
Arbeitsanweisung gilt innerhalb der TII Gruppe, für alle Unterauftragnehmer sowie für alle
Zulieferer. Sie umfasst alle zu beschichtenden Bauteile (Nasslackaufbau).
1.3.2. Normative Verweise Die folgenden zitierten Dokumente sind für die Anwendung dieses Dokumentes erforderlich. Bei
datierten Verweisen gilt nur die in Bezug genommene Ausgabe. Bei undatierten Verweisen gilt
die letzte Ausgabe des in Bezug genommenen Dokumentes (einschließlich aller Änderungen).
DIN EN ISO 12944-4 Korrosionsschutz von Stahlbauten durch Beschichtungssysteme; Teil 4:
Arten von Oberflächen und Oberflächenvorbereitung
DIN EN ISO 8503-1 Rauheitskenngrößen von gestrahlten Stahloberflächen: Teil 1: Anforderung
und Begriffe für ISO- Rauheitsvergleichsmuster zu Beurteilung gestrahlter Oberflächen
DIN EN ISO 2409 Beschichtungsstoffe- Gitterschnittprüfung
DIN EN ISO 8504-2 Vorbereitung von Strahloberflächen vor dem Auftrage von
Beschichtungsstoffen-Verfahren für die Oberflächenvorbereitung - Teil 2: Strahlen
DIN EN ISO 8501-1 Vorbereitung von Stahloberflächen vor dem Auftragen von
Beschichtungsstoffen-visuelle Beurteilung der Oberflächenreinheit - Teil 1: Rostgrad und
Oberflächenvorbereitungsgrad von unbeschichteten Stahloberflächen nach ganzflächigem
Entfernen vorhandener Beschichtungen
Qualitätssicherungsvereinbarung – Transporter Industry International GmbH - Seite 12 von 28
QMA 9.101 – Version 1.0 – Stand: 10.01.2017 Paraphe TII Gruppe: ______
Paraphe Lieferant: ______
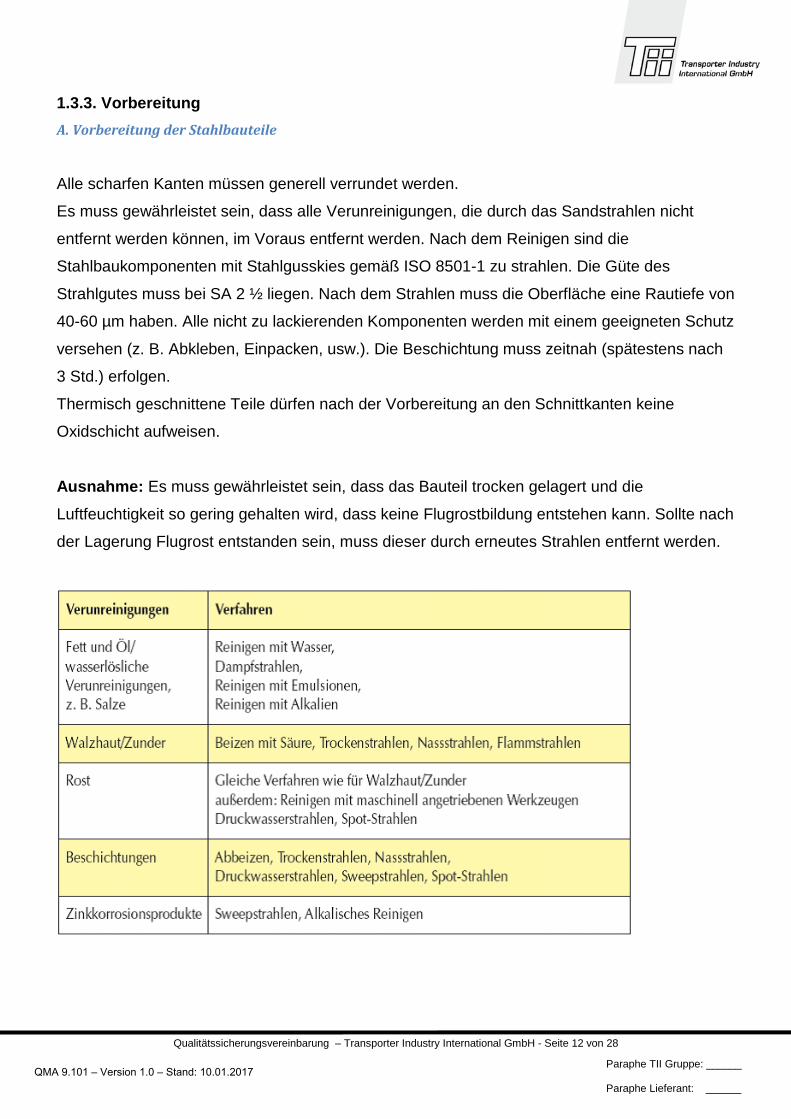
1.3.3. Vorbereitung A. Vorbereitung der Stahlbauteile
Alle scharfen Kanten müssen generell verrundet werden.
Es muss gewährleistet sein, dass alle Verunreinigungen, die durch das Sandstrahlen nicht
entfernt werden können, im Voraus entfernt werden. Nach dem Reinigen sind die
Stahlbaukomponenten mit Stahlgusskies gemäß ISO 8501-1 zu strahlen. Die Güte des
Strahlgutes muss bei SA 2 ½ liegen. Nach dem Strahlen muss die Oberfläche eine Rautiefe von
40-60 µm haben. Alle nicht zu lackierenden Komponenten werden mit einem geeigneten Schutz
versehen (z. B. Abkleben, Einpacken, usw.). Die Beschichtung muss zeitnah (spätestens nach
3 Std.) erfolgen.
Thermisch geschnittene Teile dürfen nach der Vorbereitung an den Schnittkanten keine
Oxidschicht aufweisen.
Ausnahme: Es muss gewährleistet sein, dass das Bauteil trocken gelagert und die
Luftfeuchtigkeit so gering gehalten wird, dass keine Flugrostbildung entstehen kann. Sollte nach
der Lagerung Flugrost entstanden sein, muss dieser durch erneutes Strahlen entfernt werden.

Qualitätssicherungsvereinbarung – Transporter Industry International GmbH - Seite 13 von 28
QMA 9.101 – Version 1.0 – Stand: 10.01.2017 Paraphe TII Gruppe: ______
Paraphe Lieferant: ______

Qualitätssicherungsvereinbarung – Transporter Industry International GmbH - Seite 14 von 28
QMA 9.101 – Version 1.0 – Stand: 10.01.2017 Paraphe TII Gruppe: ______
Paraphe Lieferant: ______

Qualitätssicherungsvereinbarung – Transporter Industry International GmbH - Seite 15 von 28
QMA 9.101 – Version 1.0 – Stand: 10.01.2017 Paraphe TII Gruppe: ______
Paraphe Lieferant: ______
B. Vorbereitung vor dem Grundieren
Die zu grundierenden Komponenten müssen strahlgutfrei und staubfrei sein. Die Komponenten
sind vor dem Grundieren mit Druckluft gründlich zu reinigen. Alle nicht zu grundierenden
Bereiche, sind vor dem Grundieren mit einem geeigneten Schutz zu versehen (z.B. einfetten,
abkleben, einpacken usw.).
C. Vorbereitung vor der Decklackierung
Die grundierten Komponenten müssen gründlich entfettet, gereinigt und angeschliffen werden.
Nach dem Schleifen muss der Schleifstaub rückstandsfrei entfernt werden, damit eine gute
Haftung gewährleistet werden kann. Alle nicht zu lackierenden Komponenten sind mit einem
geeigneten Schutz zu versehen (z.B. einfetten, abkleben, einpacken usw.).
Wenn nach dem Grundieren im sofortigen Anschluss lackiert wird, ist kein Anschleifen nötig.
Hier ist die Zwischentrocknung zu beachten und einzuhalten.
1.3.4. Grundierung (1. Schicht) A. Zinkstaubgrundierung
Die zu verwendenden Materialien sind:
- Wörwag Woerophen – Zinkstaubfarbe Produktnr. 106975
- Wörwag Woeropur – Härter Produktnr. 62916
- Alternativ Wörwag Woeropur – Härter Produktnr. 107005
Das volumetrische Mischungsverhältnis der Zinkstaubgrundierung ist gemäß Herstellervorgabe
einzuhalten. Beim Härter mit der Produktnummer 62916 beträgt das volumetrische
Mischungsverhältnis laut Hersteller-vorgabe 4:1. Bei Verwendung des Härters mit der
Produktnummer 107005 beträgt das volumetrische Mischungsverhältnis laut Herstellervorgabe
2,5:1.
Das Verhältnis ist mit einem Messlineal einzustellen.
Nach Härterzugabe ist das Material verarbeitungsfertig.
Die Schichtdicke muss zwischen 50 µm – 70 µm Trockenschichtdicke liegen. Es ist eine
Grundierschicht aufzutragen. Bei grundiert bestellten Teilen erfolgt die Auftragung der ersten
Grundierschicht durch den Lieferanten. Die Verwendung der Grundierung erfolgt gemäß
Bestellung.
Die Oberfläche darf keine Lackierfehler aufweisen.
Sollten nach dem Grundieren Läufer, Nasen oder Fehlstellen vorhanden sein, sind diese zu
beheben bzw. nachzuarbeiten.

Qualitätssicherungsvereinbarung – Transporter Industry International GmbH - Seite 16 von 28
QMA 9.101 – Version 1.0 – Stand: 10.01.2017 Paraphe TII Gruppe: ______
Paraphe Lieferant: ______
B. Grundierung
Die zu verwendeten Materialien sind:
- Wörwag Woeropur - Härter Produktnr. 108786
- Wörwag Woeropur - HS - Grundfarbe W-726 Produktnr. 110717
Das volumetrische Mischungsverhältnis der Grundierung von 8:1 gemäß Herstellervorgabe ist
einzuhalten. Das Verhältnis ist mit einem Messlineal einzustellen.
Nach Härterzugabe ist das Material verarbeitungsfertig.
Die Schichtdicke pro Grundierschicht muss zwischen 50 µm - 70 µm Trockenschichtdicke
liegen. Es ist eine Grundierschicht aufzutragen. Bei grundiert bestellten Teilen erfolgt die
Auftragung der ersten Grundier-schicht durch den Lieferanten. Die Verwendung der
Grundierung erfolgt gemäß Bestellung.
Die Oberfläche darf keine Lackierfehler aufweisen.
Sollten nach dem Grundieren Läufer, Nasen oder Fehlstellen vorhanden sein, sind diese zu
beheben bzw. nachzuarbeiten.
1.3.4. Versiegeln offener Stellen Nach der ersten Grundierschicht sind sämtliche offenen Stellen mit „Klebt und Dichtet“ von
Würth zu versiegeln (Würth Artikelnummer 08901001). Diese Stellen betreffen insbesondere
alle angebrachten Halter wie z.B. C-Schienen sowie Lenkzapfen an der Plattformoberseite.
Somit soll verhindert werden, dass Wasser in die Spalten zwischen C- Schienen und Träger
gerät und damit die Korrosion begünstigt.
Wichtig: Es ist nur Dichtmaterial auf Acryl- oder PU-Basis zu verwenden. Dichtmaterial auf
Silikonbasis darf nicht verwendet werden, da Silikon nicht überlackiert werden kann.
1.3.5. Grundierung (2. Schicht) Die zu verwendenden Materialien sind:
- Wörwag Woeropur - Härter Produktnr. 108786
- Wörwag Woeropur - HS - Grundfarbe W-726 Produktnr. 110717
Das volumetrische Mischungsverhältnis der Grundierung von 8:1 gemäß Herstellervorgabe ist
einzuhalten. Das Verhältnis ist mit einem Messlineal einzustellen.
Nach Härterzugabe ist das Material verarbeitungsfertig.
Qualitätssicherungsvereinbarung – Transporter Industry International GmbH - Seite 17 von 28
QMA 9.101 – Version 1.0 – Stand: 10.01.2017 Paraphe TII Gruppe: ______
Paraphe Lieferant: ______
Die Schichtdicke pro Grundierschicht muss zwischen 50 µm - 70 µm Trockenschichtdicke
liegen. Es ist eine Grundierschicht aufzutragen. Bei grundiert bestellten Teilen erfolgt die
Auftragung der ersten Grundier-schicht durch den Lieferanten.
1.3.6. Decklackierung Die zu verwendenden Materialien sind:
- Wörwag Woeropur - Härter Produktnr. 108786
- Wörwag Woeropur - Decklack W-755
- Wörwag Woeropur - Verdünnung lang Produktnr. 63222
Das volumetrische Mischungsverhältnis des Decklacks (Wörwag) von 4,5:1 gemäß
Herstellervorgabe ist einzuhalten. Das Verhältnis ist mit einem Messlineal einzustellen.
Nach Härterzugabe ist das Materialverarbeitungsfertig.
Bei extrem warmen Temperaturen (>25°C) kann zum Einstellen des Decklackes bis zu 2%
Verdünnung verwendet werden.
Die Schichtdicke des Decklackes muss zwischen 40 µm - 60 µm Trockenschichtdicke liegen.
Die Oberfläche darf keine Lackierfehler aufweisen.
Sollte die Decklackierung mit Läufer, Nasen oder Fehlstellen versehen sein, so sind diese
nachzuarbeiten.
1.3.7. Trocknungszeit und –temperatur Die Trocknungszeit sowie Trocknungstemperatur ist bei allen Beschichtungsvorgängen
(Zinkstaub-grundierung, Grundierung sowie Decklackierung) gemäß Herstellerangaben
einzuhalten. Nur so kann der bestmögliche Korrosionsschutz gewährleistet werden.
1.3.8. Prüfverfahren A. Gitterschnittprüfung
Die Gitterschnittprüfung dient der Bestimmung der Haftung von ein- und mehrschichtigen
Lackierungen mit dem Untergrund.
Kurzanleitung: Mit dem Gitterschnittgerät werden sechs parallele Schnitte bis auf den Untergrund angebracht.
Diese werden anschließend durch sechs im rechten Winkel dazu angelegte Schnitte gekreuzt.
Qualitätssicherungsvereinbarung – Transporter Industry International GmbH - Seite 18 von 28
QMA 9.101 – Version 1.0 – Stand: 10.01.2017 Paraphe TII Gruppe: ______
Paraphe Lieferant: ______
Dazu den Gitterschnittprüfer nur am Griff mit einer Hand packen und ohne mit der freien Hand
zusätzlich Druck auf den Messerkopf auszuüben, die Schnitte durchführen.
Der Schnittabstand in jeder Richtung muss gleich und je nach Schichtdicke der Beschichtung
und Art des Untergrundes wie folgt sein:
Prüfung nach DIN EN ISO 2409 Prüfung nach ASTM D 3359 – 02
Bis 60μm Schichtdicke: 1mm Schneidenabstand bis 50μm Schichtdicke: 1mm
Schneidenabstand
60 - 120μm Schichtdicke: 2mm Schneidenabstand 50 - 125μm: 2mm Schneidenabstand
120 - 250μm Schichtdicke: 3mm Schneidenabstand
Nach erfolgter Gitterschnittprüfung mit einer weichen Bürste einige Male entlang jeder
Diagonale des Gitters leicht hin und her bürsten. Die Auswertung der Prüfung erfolgt visuell mit
dem bloßen Auge durch Vergleich mit Tabelle 1.
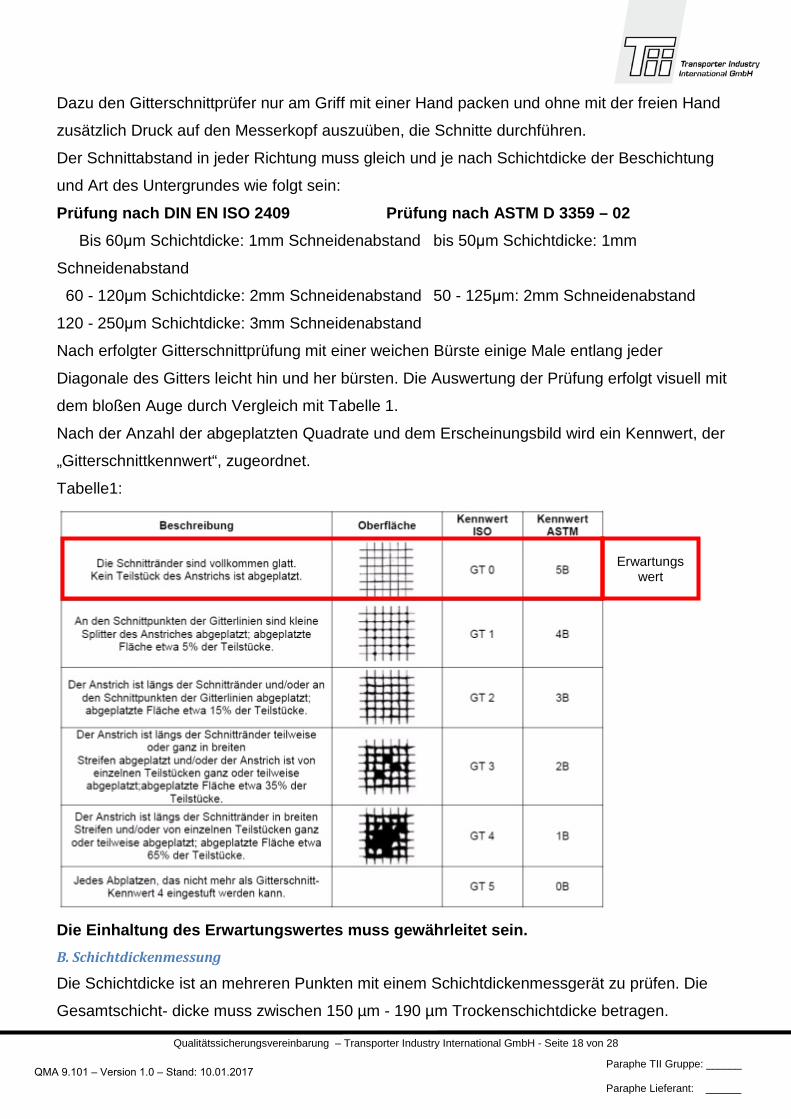
Nach der Anzahl der abgeplatzten Quadrate und dem Erscheinungsbild wird ein Kennwert, der
„Gitterschnittkennwert“, zugeordnet.
Tabelle1:
Die Einhaltung des Erwartungswertes muss gewährleitet sein. B. Schichtdickenmessung
Die Schichtdicke ist an mehreren Punkten mit einem Schichtdickenmessgerät zu prüfen. Die
Gesamtschicht- dicke muss zwischen 150 µm - 190 µm Trockenschichtdicke betragen.
Erwartungswert

Qualitätssicherungsvereinbarung – Transporter Industry International GmbH - Seite 19 von 28
QMA 9.101 – Version 1.0 – Stand: 10.01.2017 Paraphe TII Gruppe: ______
Paraphe Lieferant: ______
1.4. Qualität der Montage Generell müssen alle Schraubverbindungen mit einem geprüften Drehmomentschlüssel
angezogen werden.
1 Anwendungsbereich
Dieser Abschnitt legt das Festziehen von Schraubverbindungen mit Anzugsmomenten fest,
wenn auf der Konstruktionszeichnung keine anderen Anzugsmomente angegeben sind. Dabei
muss nach bestimmten Eigenschaften unterschieden werden.
Tabelle 1 ist anzuwenden für: - Regelgewinde nach DIN 13 T1
- Schrauben nach ISO 4014, ISO 4017, ISO 4762, (DIN 931, DIN 933, DIN 912)
- Kontaktflächen trocken
- Oberfläche der Schraube / Mutter blank oder verzinkt.
Tabelle 2 ist anzuwenden für: - Regelgewinde nach DIN 13 T1
- Schrauben nach ISO 4014, ISO 4017, ISO 4762, (DIN 931, DIN 933, DIN 912)
- Kontaktflächen trocken
- Oberfläche der Schraube / Mutter beschichtet (Geomet 321 VL, Dacromet)
Tabelle 3 ist anzuwenden für: - Feingewinde nach DIN 13 T2
- Schrauben nach ISO 8765, ISO 8676, ISO 21269, (DIN 960, DIN 961, DIN 1481)
- Kontaktflächen trocken
- Oberfläche der Schraube / Mutter blank oder verzinkt
Tabelle 4 ist anzuwenden für: - Regelgewinde nach DIN 13 T1
- Schrauben mit Senkkopf
- Kontaktflächen trocken
- Oberfläche der Schraube / Mutter blank oder verzinkt
Qualitätssicherungsvereinbarung – Transporter Industry International GmbH - Seite 20 von 28
QMA 9.101 – Version 1.0 – Stand: 10.01.2017 Paraphe TII Gruppe: ______
Paraphe Lieferant: ______
Tabelle 5 ist anzuwenden für: - Regelgewinde nach DIN 13 T1
- Schrauben nach ISO 4014, ISO 4017, ISO 4762, (DIN 931, DIN 933, DIN 912)
- Kontaktflächen trocken
- Werkstoff Edelstahl
Tabelle 6 ist anzuwenden für: - Regelgewinde nach DIN 13 T1
- Schrauben nach ISO 4014, ISO 4017, ISO 4762 (DIN 931, DIN 933, DIN 912)
- Kontaktflächen MoS2
- Oberfläche der Schraube / Mutter blank oder verzinkt

Qualitätssicherungsvereinbarung – Transporter Industry International GmbH - Seite 21 von 28
QMA 9.101 – Version 1.0 – Stand: 10.01.2017 Paraphe TII Gruppe: ______
Paraphe Lieferant: ______
2 Anzugsmomente
Tabelle 1:
- Regelgewinde nach DIN 13 T1
- Schrauben nach ISO 4014, ISO 4017, ISO 4762, (DIN 931, DIN 933, DIN 912)
- Kontaktflächen trocken
- Oberfläche der Schraube / Mutter blank oder verzinkt
Gew
inde
reib
ungs
zahl
µ =
0,1
4
Abmessung
Festigkeitsklasse Schraube / Mutter
5.6 [Nm]
8.8 / 8 [Nm]
10.9 / 10 [Nm]
12.9 / 12 [Nm]
M4 1,4 3,3 4,8 5,6
M5 3 6,5 9,5 11,2
M6 5 11,3 16,5 19,3
M8 27,3 40,1 46,9
M10 54 79 93
M12 93 137 160
M14 148 218 255
M16 230 338 395
M18 329 469 549
M20 464 661 773
M22 634 904 1057
M24 798 1136 1329
M27 1176 1674 1959
M30 1597 2274 2662
M33 2161 3078 3601
M36 2778 3957 4631
M39 3600 5100 6000
M42 4050 5700 6850
M45 5100 7150 8550
M48 6100 8600 10300
M52 7900 11100 13300
M56 9800 13800 16500
M60 12200 17200 20600
M64 14800 20800 24900
M68 18000 25200 30300

Qualitätssicherungsvereinbarung – Transporter Industry International GmbH - Seite 22 von 28
QMA 9.101 – Version 1.0 – Stand: 10.01.2017 Paraphe TII Gruppe: ______
Paraphe Lieferant: ______
Gew
inde
reib
ungs
zahl
µ =
0,1
2 Abmessung
Festigkeitsklasse Schraube / Mutter
5.6 [Nm]
8.8 / 8 [Nm]
10.9 / 10 [Nm]
12.9 / 12 [Nm]
M4 1,2 3 4,6 5,1
M5 2,7 5,9 8,6 10
M6 4,7 10,1 14,9 17,4
M8 24,6 36,1 42,2
M10 48 71 83
M12 84 123 144
M14 133 195 229
M16 206 302 354
M18 295 421 492
M20 415 592 692
M22 567 807 945
M24 714 1017 1190
M27 1060 1496 1750
M30 1428 2033 2380
M33 1928 2747 3214
M36 2482 3535 4136
M39 3208 4569 5346
M42 3500 5000 5950
M45 4400 6220 7440
M48 5250 7400 8500
M52 6800 9550 11450
M56 8400 11800 14000
M60 10300 14600 17500
M64 12600 17700 21200
M68 15300 21500 2580
Qualitätssicherungsvereinbarung – Transporter Industry International GmbH - Seite 23 von 28
QMA 9.101 – Version 1.0 – Stand: 10.01.2017 Paraphe TII Gruppe: ______
Paraphe Lieferant: ______
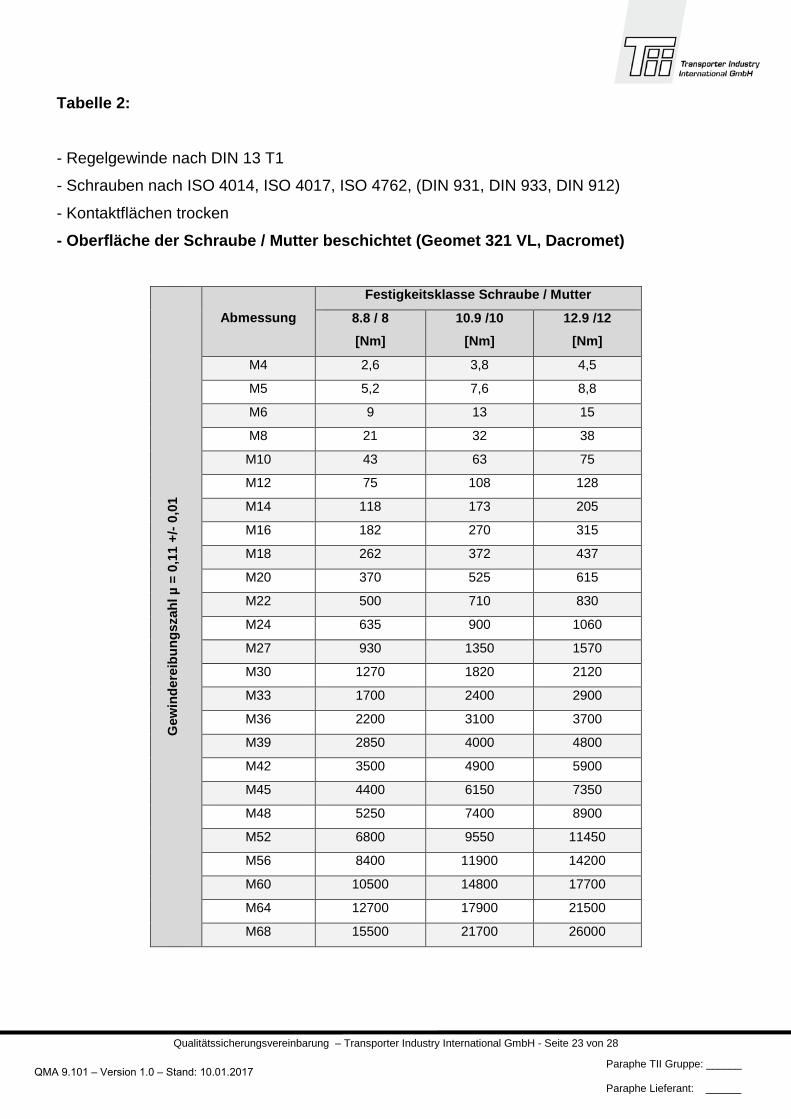
Tabelle 2:
- Regelgewinde nach DIN 13 T1
- Schrauben nach ISO 4014, ISO 4017, ISO 4762, (DIN 931, DIN 933, DIN 912)
- Kontaktflächen trocken
- Oberfläche der Schraube / Mutter beschichtet (Geomet 321 VL, Dacromet)
Gew
inde
reib
ungs
zahl
µ =
0,1
1 +/
- 0,0
1
Abmessung
Festigkeitsklasse Schraube / Mutter
8.8 / 8 [Nm]
10.9 /10 [Nm]
12.9 /12 [Nm]
M4 2,6 3,8 4,5
M5 5,2 7,6 8,8
M6 9 13 15
M8 21 32 38
M10 43 63 75
M12 75 108 128
M14 118 173 205
M16 182 270 315
M18 262 372 437
M20 370 525 615
M22 500 710 830
M24 635 900 1060
M27 930 1350 1570
M30 1270 1820 2120
M33 1700 2400 2900
M36 2200 3100 3700
M39 2850 4000 4800
M42 3500 4900 5900
M45 4400 6150 7350
M48 5250 7400 8900
M52 6800 9550 11450
M56 8400 11900 14200
M60 10500 14800 17700
M64 12700 17900 21500
M68 15500 21700 26000

Qualitätssicherungsvereinbarung – Transporter Industry International GmbH - Seite 24 von 28
QMA 9.101 – Version 1.0 – Stand: 10.01.2017 Paraphe TII Gruppe: ______
Paraphe Lieferant: ______
Tabelle 3:
- Feingewinde nach DIN 13 T2- Schrauben nach ISO 8765, ISO 8676, ISO 21269, (DIN 960, DIN 961, DIN 1481)
- Kontaktflächen trocken
- Oberfläche der Schraube / Mutter blank oder verzinkt
Gew
inde
reib
ungs
zahl
µ =
0,1
4
Abmessung
Festigkeitsklasse Schraube / Mutter
8.8 / 8 [Nm]
10.9 / 10 [Nm]
12.9 / 12 [Nm]
M8 x 1 27 40 47
M10 x 1,25 54 79 93
M12 x 1,25 96 140 165
M12 x 1,5 92 135 155
M14 x 1,5 150 220 260
M16 x 1,5 230 340 390
M18 x 1,5 350 490 580
M20 x 1,5 480 690 800
M22 x 1,5 640 920 1070
M24 x 2 810 1160 1350
M27 x 2 1190 1700 2000
M30 x 2 1610 2300 2700
Gew
inde
reib
ungs
zahl
µ =
0,1
2
Abmessung
Festigkeitsklasse Schraube / Mutter
8.8 / 8 [Nm]
10.9 / 10 [Nm]
12.9 / 12 [Nm]
M8 x 1 26 38 45
M10 x 1,25 51 75 87
M12 x 1,25 90 133 155
M12 x 1,5 87 128 150
M14 x 1,5 142 209 244
M16 x 1,5 218 320 374
M18 x 1,5 327 465 544
M20 x 1,5 454 646 756
M22 x 1,5 613 873 1022
M24 x 2 770 1095 1282
M27 x 2 1120 1594 1866
M30 x 2 1556 2216 2600

Qualitätssicherungsvereinbarung – Transporter Industry International GmbH - Seite 25 von 28
QMA 9.101 – Version 1.0 – Stand: 10.01.2017 Paraphe TII Gruppe: ______
Paraphe Lieferant: ______
Tabelle 4:
- Regelgewinde nach DIN 13 T1
- Schrauben mit Senkkopf- Kontaktflächen trocken
- Oberfläche der Schraube / Mutter blank oder verzinkt
Gew
inde
reib
ungs
zahl
µ =
0,1
4 Abmessung
Festigkeitsklasse Schraube / Mutter
5.6 [Nm]
8.8 / 8 [Nm]
10.9 / 10 [Nm]
12.9 / 12 [Nm]
M4 1,1 2,6 3,8 4,5
M5 2,4 5,2 7,6 9
M6 4 9 13,2 15,4
M8 22 32 37,5
M10 43 63,2 74,4
M12 74,4 110 128
M14 118 174 204
M16 184 270 316
Gew
inde
reib
ungs
zahl
µ =
0,1
2 Abmessung
Festigkeitsklasse Schraube / Mutter
5.6 [Nm]
8.8 / 8 [Nm]
10.9 / 10 [Nm]
12.9 / 12 [Nm]
M4 1 2,4 3,7 4,1
M5 2,2 4,7 6,9 8
M6 3,8 8 12 14
M8 20 29 33,8
M10 38 57 67
M12 67 98 115
M14 106 156 183
M16 185 242 283
Für Schrauben mit Senkkopf werden für das erforderliche Anzugsmoment 80% der
entsprechenden Schraube mit Sechskantkopf berechnet (hier 80% der Werte aus Tabelle 1).
Qualitätssicherungsvereinbarung – Transporter Industry International GmbH - Seite 26 von 28
QMA 9.101 – Version 1.0 – Stand: 10.01.2017 Paraphe TII Gruppe: ______
Paraphe Lieferant: ______
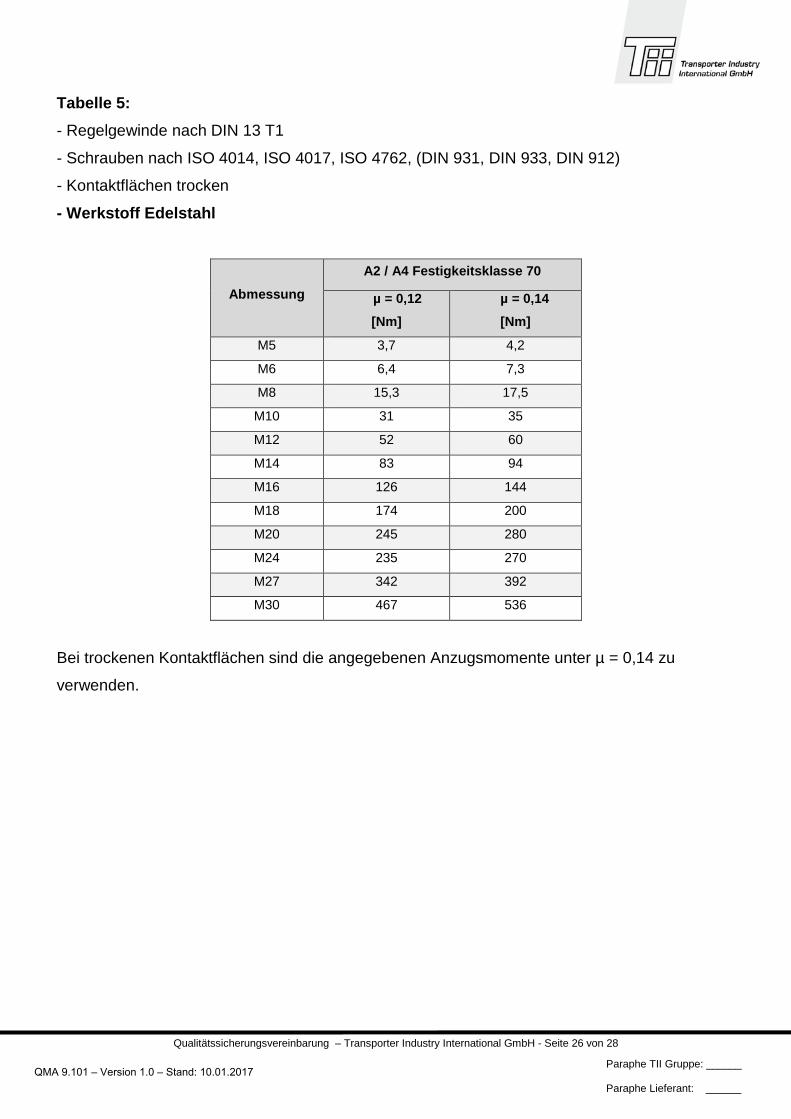
Tabelle 5: - Regelgewinde nach DIN 13 T1
- Schrauben nach ISO 4014, ISO 4017, ISO 4762, (DIN 931, DIN 933, DIN 912)
- Kontaktflächen trocken
- Werkstoff Edelstahl
Abmessung
A2 / A4 Festigkeitsklasse 70
µ = 0,12 [Nm]
µ = 0,14 [Nm]
M5 3,7 4,2
M6 6,4 7,3
M8 15,3 17,5
M10 31 35
M12 52 60
M14 83 94
M16 126 144
M18 174 200
M20 245 280
M24 235 270
M27 342 392
M30 467 536
Bei trockenen Kontaktflächen sind die angegebenen Anzugsmomente unter µ = 0,14 zu
verwenden.

Qualitätssicherungsvereinbarung – Transporter Industry International GmbH - Seite 27 von 28
QMA 9.101 – Version 1.0 – Stand: 10.01.2017 Paraphe TII Gruppe: ______
Paraphe Lieferant: ______
Tabelle 6:
- Regelgewinde nach DIN 13 T1
- Schrauben nach ISO 4014, ISO 4017, ISO 4762 (DIN 931, DIN 933, DIN 912)
- Kontaktflächen MoS2- Oberfläche der Schraube / Mutter blank oder verzinkt
Gew
inde
reib
ungs
zahl
µ =
0,0
8
Abmessung
Festigkeitsklasse Schraube / Mutter
8.8 / 8 [Nm]
10.9 /10 [Nm]
12.9 /12 [Nm]
M4 2,1 3,1 3,6
M5 4,2 6,1 7,2
M6 7,3 11 12
M8 17 25 30
M10 34 51 59
M12 59 87 100
M14 95 140 165
M16 145 215 250
M18 210 300 350
M20 300 420 490
M22 400 560 660
M24 510 720 840
M27 740 1050 1250
M30 1000 1450 1700
Qualitätssicherungsvereinbarung – Transporter Industry International GmbH - Seite 28 von 28
QMA 9.101 – Version 1.0 – Stand: 10.01.2017 Paraphe TII Gruppe: ______
Paraphe Lieferant: ______
1.4.1. Schraubenverbindungen und Einsatz von Schraubensicherungselementen Für tragende Schraubverbindungen wird folgendes festgelegt:
• Da tragende Schraubverbindungen grundsätzlich mit dem erforderlichen Drehmoment
angezogen werden müssen, sind diese Drehmomente in den Zeichnungen immer anzugeben.
• Tragende Schraubverbindungen sind außerdem immer mit geeigneten Sicherungen gegen
Lösen auszuführen.
• Beträgt die Dehnlänge der Schraubverbindung ≤ 3 x Nenndurchmesser, so sind
Schraubensicherungselemente Fabr. Nordlock einzusetzen.
• Beträgt die Dehnlänge der Schraubverbindung > 3 x Nenndurchmesser, so werden keine
Schraubensicherungselemente Fabr. Nordlock eingesetzt.
• Eine Nachpflege bzw. Modifikation vorhandener Konstruktionen oder Stücklisten bezüglich der
Aufnahme von Schraubensicherungselementen Fabr. Nordlock wird nur in Ausnahme-fällen
durchgeführt.
• Bei besonders sicherheitsrelevanten Schraubverbindungen können die Schrauben zusätzlich
eingeklebt werden.
• Werden die Schrauben eingeklebt, so ist auf der Zeichnung eine entsprechende Angabe
inklusive Nennung der Bezeichnung und des Typs des Sicherungsklebers zu machen.
Für nicht tragende Schraubverbindungen (z.B. für Beleuchtungshalter, Verkleidungen usw.) wird
folgendes festgelegt:
• Es werden grundsätzlich keine Schraubensicherungselemente Fabr. Nordlock eingesetzt.
• Bei Schraubverbindungen in Durchgangslöchern sind Scheiben DIN 125 und selbst-sichernde
Muttern vorzusehen.
• Bei Schraubverbindungen, bei denen keine selbstsichernden Muttern eingesetzt werden können
(z.B. Sacklöcher), sind als Schraubensicherungselemente Sperrkantscheiben Form M
vorzusehen.


















