Analysis of Bakery Sewage Treatment Process Options Based ... of... · Analysis of Bakery Sewage...
10
226 INTRODUCTION Industrial pollution is still a major concern for sewage treatment and despite its significance, sound and systematic pollution control efforts are very poorly documented. The character and treat- ability of the industrial wastewater is highly vari- able and specific for each industrial activity. The issues related to the activated sludge treatment, such as biodegradability based characterization, modeling, assessment of stoichiometric and ki- netic parameters and design, as well as the issues of industrial pollution control are not completely solved [Orhon et al. 2009]. The bakery industry is one of the world’s major food industries and varies widely in terms of production scale and process. Traditionally, bakery products may be categorized as bread and bread roll products, pas- try products (e.g., pies and pasties), and specialty products (e.g., cake, biscuits, donuts, and special- ty breads). Flour, yeast, salt, water and oil/fat are the basic ingredients, as well as bread improvers – flour treatment agents like vitamin C (ascorbic acid) and preservatives in the commercial bakery production process [Chen et al. 2006]. It is possible to co-treat bakery and municipal wastewater to achieve the desired C:N:P ratio in order to carry out highly effective denitrification and biological phosphorus removal. The analy- sis of the current state of knowledge showed that Journal of Ecological Engineering Received: 2018.02.21 Accepted: 2018.05.15 Published: 2018.07.01 Volume 19, Issue 4, July 2018, pages 226–235 https://doi.org/10.12911/22998993/89653 Analysis of Bakery Sewage Treatment Process Options Based on COD Fraction Changes Joanna Struk-Sokolowska 1 , Justyna Tkaczuk 1 1 Bialystok University of Technology, Faculty of Civil and Environmental Engineering, Department of Techno- logy and Systems in Environmental Engineering, ul. Wiejska 45E, 15-351 Bialystok, Poland * Corresponding author‘s e-mail: [email protected] ABSTRACT Municipal WWTPs often receive industrial wastewater including the bakery sewage. The effluent of the bakery industry has a high biological oxygen demand (BOD). In addition to high BOD, this wastewater contains high chemical oxygen demand (COD), total Kjeldahl nitrogen (TKN) and is characterized by a dark color. The ef- fect of bakery wastewater contribution on the COD fraction changes in the municipal sewage is presented in this paper. The study was conducted in July 2016 in a WWTP located in Lipsk, East-North Poland. The sewage receiver is the Biebrza River. The volume contribution of bakery wastewater is 10%. The analytical results were used to compute the percentage value contribution of individual COD fractions in wastewater. During the study, the following fractions were identified: S S – COD of readily-biodegradable dissolved organic matter, S I – COD of non-biodegradable dissolved organic matter, X S – COD of slowly-biodegradable non-soluble organic matter, X I – COD of non-biodegradable non-soluble organic matter. The method used for the COD fraction determination in wastewater was developed based on the ATV 131P guidelines (ATV-DVWK-A131P). The aim of the study was to determine the effect of bakery wastewater contribution on the COD fraction changes during the technical scale biological wastewater treatment with an activated-sludge process. The percentage contributions of individual COD fractions in wastewater were compared with the shares in the wastewater from other food industries (dairy, olive mill, tomato, sugar beet, potato processing, winery). In raw wastewater, the X S fraction was dominant 44.2%. S S fraction was 38.8%. In raw wastewater, the S I , X I fractions ranged from 2.3 to 14.8%. In the effluent the S S frac- tion was not noted, which is indicative of microorganisms consumption. The WWTP effluents mostly (43.4%) contained slowly-biodegradable non-soluble organic matter (X S ). Non-biodegradable dissolved organic matter (S I fraction) had a high share of 42.3%. Keywords: wastewater, municipal, bakery, food industry, COD fractions, activated sludge process
Transcript of Analysis of Bakery Sewage Treatment Process Options Based ... of... · Analysis of Bakery Sewage...

226
INTRODUCTION
Industrial pollution is still a major concern for sewage treatment and despite its significance, sound and systematic pollution control efforts are very poorly documented. The character and treat-ability of the industrial wastewater is highly vari-able and specific for each industrial activity. The issues related to the activated sludge treatment, such as biodegradability based characterization, modeling, assessment of stoichiometric and ki-netic parameters and design, as well as the issues of industrial pollution control are not completely solved [Orhon et al. 2009]. The bakery industry is one of the world’s major food industries and
varies widely in terms of production scale and process. Traditionally, bakery products may be categorized as bread and bread roll products, pas-try products (e.g., pies and pasties), and specialty products (e.g., cake, biscuits, donuts, and special-ty breads). Flour, yeast, salt, water and oil/fat are the basic ingredients, as well as bread improvers – flour treatment agents like vitamin C (ascorbic acid) and preservatives in the commercial bakery production process [Chen et al. 2006].
It is possible to co-treat bakery and municipal wastewater to achieve the desired C:N:P ratio in order to carry out highly effective denitrification and biological phosphorus removal. The analy-sis of the current state of knowledge showed that
Journal of Ecological Engineering Received: 2018.02.21Accepted: 2018.05.15Published: 2018.07.01Volume 19, Issue 4, July 2018, pages 226–235
https://doi.org/10.12911/22998993/89653
Analysis of Bakery Sewage Treatment Process Options Based on COD Fraction Changes
Joanna Struk-Sokolowska1, Justyna Tkaczuk1
1 Bialystok University of Technology, Faculty of Civil and Environmental Engineering, Department of Techno-logy and Systems in Environmental Engineering, ul. Wiejska 45E, 15-351 Bialystok, Poland
* Corresponding author‘s e-mail: [email protected]
ABSTRACT Municipal WWTPs often receive industrial wastewater including the bakery sewage. The effluent of the bakery industry has a high biological oxygen demand (BOD). In addition to high BOD, this wastewater contains high chemical oxygen demand (COD), total Kjeldahl nitrogen (TKN) and is characterized by a dark color. The ef-fect of bakery wastewater contribution on the COD fraction changes in the municipal sewage is presented in this paper. The study was conducted in July 2016 in a WWTP located in Lipsk, East-North Poland. The sewage receiver is the Biebrza River. The volume contribution of bakery wastewater is 10%. The analytical results were used to compute the percentage value contribution of individual COD fractions in wastewater. During the study, the following fractions were identified: SS – COD of readily-biodegradable dissolved organic matter, SI – COD of non-biodegradable dissolved organic matter, XS – COD of slowly-biodegradable non-soluble organic matter, XI – COD of non-biodegradable non-soluble organic matter. The method used for the COD fraction determination in wastewater was developed based on the ATV 131P guidelines (ATV-DVWK-A131P). The aim of the study was to determine the effect of bakery wastewater contribution on the COD fraction changes during the technical scale biological wastewater treatment with an activated-sludge process. The percentage contributions of individual COD fractions in wastewater were compared with the shares in the wastewater from other food industries (dairy, olive mill, tomato, sugar beet, potato processing, winery). In raw wastewater, the XS fraction was dominant 44.2%. SS fraction was 38.8%. In raw wastewater, the SI, XI fractions ranged from 2.3 to 14.8%. In the effluent the SS frac-tion was not noted, which is indicative of microorganisms consumption. The WWTP effluents mostly (43.4%) contained slowly-biodegradable non-soluble organic matter (XS). Non-biodegradable dissolved organic matter (SI fraction) had a high share of 42.3%.
Keywords: wastewater, municipal, bakery, food industry, COD fractions, activated sludge process

227
Journal of Ecological Engineering Vol. 19(4), 2018
there is a lack of data on the changes in quanti-tative and qualitative parameters of the munici-pal wastewater with a specified share of bakery wastewater during large scale treatment with an activated-sludge process. The results from frac-tionation of organic compounds by means of COD in this type of sewage are not available. The analysis of changes of particular fractions is also not available, making it impossible to control the purification processes in detail and obtain high efficiency of organic compounds and biogenic substance removal.
The aim of the study was to determine the effect of bakery wastewater contribution on the COD fraction changes during large scale bio-logical wastewater treatment with the activated-sludge process. The results of the research on the effectiveness of municipal sewage treatment with a proportion of bakery wastewater and de-termined COD fractions can be used for: modifi-cation of the wastewater treatment process, mod-ernization of bakery sewage pre-treatment plant, liquidation of the sewage treatment plant and dis-charge of bakery wastewater into the municipal sewage treatment plants.
Characteristics of wastewater from bakery industry
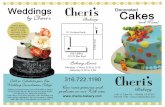
The bakery industry is one of the largest water users in Europe and the United States [Chen et al. 2006]. More than half of the water is discharged as wastewater. The wastewater in bakeries is pri-marily generated from the cleaning operations, including equipment cleaning and floor washing. It can be characterized as high loading, fluctuat-ing flow containing oil and grease. The ratio of water consumed to products is about 10 in com-mon food industry, much higher than that of 5 in the chemical industry and 2 in the paper and tex-tiles industry. Normally, half of the water is used in the process, while the remainder is used for washing purposes, e.g., of equipment, floor, and containers [Chen et al. 2006]. Bakeries generate large amounts of acidic wastewater which con-tains flour, fat and sugar [bakerybazar.com]; they also use large amounts of butter, flour, shorten-ing, eggs and fillings of various types. The bakery wastewater is biodegradable; hence, the biologi-cal treatment can be effective in reducing BOD. This type of wastewater is normally treated by physical and chemical processes and the various treatment possibilities are presented in Figure 1.
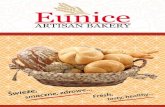
Large commercial bakeries producing cakes, pies, cookies, biscuits, brownies, rolls and a va-riety of other desserts generate wastewater with loads of contaminants which are too high for dis-charge to a municipal sewerage system without pretreatment. The flow diagram of bakery waste-water treatment plant is presented in Figure 2.
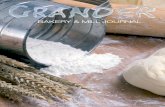
Pretreatment of the wastewater from the bak-ery industry is necessary before discharge to a municipal sewer system. The process flow dia-gram of the bakery wastewater pretreatment sys-tem is presented in Figure 3.
A very efficient way to accomplish this is through the installation of a Dissolved Air Flota-tion (DAF) system. These systems are the optimal solution for the removal of such materials as fats, oil and grease. A DAF system utilizes the gravity separation technique that uses air bubbles in the wastewater holding tank to attach to the insoluble materials and float them to the surface. Certain materials used in the baking process are heavier than water and thus require the addition of floc-culants, which – when introduced – cause the ma-terials to join in clusters light enough to float to the surface. These contaminants then accumulate on the surface of the DAF tank as sludge and are scraped off and removed from the wastewater.
Pretreatment using a DAF in commercial bakeries allows for a reduction of FOG (fats, oil and grease) by 99% and Total Suspended Sol-ids (TSS) by 97%. The requirement for floccu-lants as well as pH adjustment of the water for effective FOG removal can be fully automated [ecologixsystems.com].
Figure 1. The possibilities of bakery wastewater treatment and co-treatment

Journal of Ecological Engineering Vol. 19(4), 2018
228
The bakery wastewater contains products which are made from the strains of yeast selected for their special qualities relating to the needs of the baking industry. The bakery effluent contain-ing yeast is a major source of pollution as it has a high biological oxygen demand (BOD), high chemical oxygen demand (COD), total Kjeldahl nitrogen (TKN), dark color, and nonbiodegrad-able organic pollutants.
The biological treatment of wastewater elimi-nates important components of the organics in the wastewater. However, the biochemical decompo-sition by conventional treatment method may not be enough to obtain a complete color reduction. Although there is no effluent limitation set for color in the regulations, it can be necessary to use a more effective process for the reduction of color [Catalkaya and Sengul 2006].
The research on trends in the recovery of phosphorus in the bioavailable forms from waste-water has proven that other than in municipal WWTPs, struvite (a superior recovered P product in terms of plant availability) precipitation has recently been investigated in a broad variety of wastewater streams from the bakery production [Uysal et al. 2014; Melia et al. 2017].
Most bakery industries are of small or medi-um size, often located in densely populated areas, which makes environmental problems more criti-cal. Nevertheless, the conventional “end-of-pipe” treatment philosophy has its restrictions in deal-ing with these problems, as it only addresses the result of inefficient and wasteful production pro-cesses, and should be considered only as a final option [Chen et al. 2006]. Table 1 shows level of BOD, suspended solids and fats, oils and grease in the bakery wastewater.
Figure 2. Flow diagram of bakery wastewater treatment plant [bakerybazar.com]
Figure 3. Bakery wastewater pretreatment system process flow diagram [Chen et al. 2006]

229
Journal of Ecological Engineering Vol. 19(4), 2018
Characteristic of organic compounds in wastewater based on COD fractions
COD fractionation is one of the most signifi-cant achievements in the modeling of the activat-ed sludge systems and an indispensable part of wastewater characteristics [Sadecka 2010]. Cal-culation of COD fractions enables discrimination of organic contaminants based on the particle size and susceptibility to biochemical degradation including the readily- and hardly-biodegradable substrates [Struk-Sokolowska et al. 2016]. The biodegradable fractions (SS and XS) are mainly important at designing the systems for the bio-logical removal of nitrogen and phosphorus. The
soluble fraction (SS) consists of the substances di-rectly available to microorganisms. The fraction of suspensions (XS), prior to be used by microor-ganisms, has to be decomposed by extra-cellular enzymes. Non-biodegradable fractions (SI and XI) are not subject to any conversion (Fig. 4, 5). In a system for sewage treatment, the concentra-tion of soluble fraction (SI) in the inlet is equal to that in the outlet, while the suspended fraction (XI) can remain in the system due to building into the microorganism biomass or be subject to me-chanical processes [Sadecka et al. 2011, Smyk et al. 2015, Struk-Sokolowska 2016]. The percent-age contribution of individual COD fractions in the municipal wastewater is shown in Figure 4.
4.1)
4.2)
Figure 4. COD fractions and the percentage contribution of individual COD fractions in wastewater [Sadecka 2010, Fudala-Książek 2011, Płuciennik-Koropczuk 2011, Sadecka et al. 2011, Struk-Sokolowska 2015, 2016]
Table 1. Bakery wastewater characteristics
ParameterType of bakery
Unspecified Variety Cake BreadpH 6.0–10.0 4.7–5.1 5.6 4.7–8.4 5.0–12.3 6.9–7.8
COD 3000.0 7000.0 7500.0––10000.0 1600.0 180.0–
–1500.0
BOD51160.0––8200.0 1000.0 3200.0 4000.0–
–7000.02240.0––8500.0 119.6–807.3 155.0–620.0
TSS 1500.0 6000.0 12.4––1940.0
TP 6.8 0.3–14.7TKN 36.0 44.4–280.0*
FOG 1070.0––4490.0 100.0 820.0 630.0 400.0–
–1200.0 60.0–68.0
Ref. [4] [2] [7] [9] [4] [4] [10] [4]FOG - fats, oil and grease; unit: ph -; COD, BOD5 – mgO2∙dm-3; TSS, TP, TN, TKN, FOG - mg∙dm-3; * - NTot.

Journal of Ecological Engineering Vol. 19(4), 2018
230
RBCOD (Readily Biodegradable COD), such as volatile fatty acids, is readily degraded by mi-crobial metabolism. SBCOD (Slowly Biodegrad-able COD), composed of particulate organic mat-ter, is degraded slowly by a series of microbial actions like adsorption, hydrolysis, and metabo-lism (Figure 5). NBDSCOD (Non-Biodegrad-able Soluble COD) refractory in biodegradation is contained in industrial discharges. Aromatic compounds used in various industries are typi-cal examples of NBDSCOD. NBDPCOD is also non-biodegradable, but is removed easily by sedi-mentation in a conventional WWTP [Choi et al. 2017]. A schematic diagram of the chemical oxy-gen demand (COD) fractions and their fates in a biological wastewater treatment plant is shown in Figure 5.
MATERIALS AND METHODS
Research methodology is presented in Figure 6. The Bakery and Confectionery Plant in Lipsk, produces rye bread, mixed bread, wheat and semi-confectionary baked dough products. The daily production is about 500 mixed breads (400 kg), 60 rye breads (48 kg), 600 wheat rolls (60 kg), 300 shortbreads, doughnuts, croissants,
buns and challahs (36 kg). Yeasts are used for the production of 80% of the portfolio and rye sour-dough is used for up to 20% of all products. The bakery also uses butter, margarine, shortening as well as sugar, honey, syrup, marmalade, milk, cream, oil and eggs for their products. The waste-water from this bakery is discharged directly to the municipal wastewater treatment plant located in Lipsk.
Investigation regarding the co-treatment of municipal sewage and bakery wastewater was con-ducted in the wastewater treatment plant in Lipsk, Eastern Poland. In this WWTP, the volume contri-bution of bakery wastewater is 10% and the sew-age receiver is the Biebrza River. The maximum daily flow capacity of the mechanical-biological treatment plant in Lipsk is 430 m3, the actual vol-ume of influent wastewater in 2016 amounted to 250 m3∙d-1 (PE = 2500). This plant is fed with the household sewage from local town and villages. The bio-treatment process is conducted with an activated-sludge process and includes: anaerobic stage of dephosphatation, aerobic stage of organic carbon compounds oxidation and nitrification, an-oxic stage of denitrification, sedimentation of ac-tivated sludge. The aerobic conditions change in the range from 0.2 to 3.0 gO2∙m
-3. Parameters of raw wastewater: BOD5 480.0–680.0 mgO2∙dm-3,
5.1)
5.2)
Figure 5. Schematic diagram of the chemical oxygen demand (COD) fractions and their fates in a biological wastewater treatment plant [Choi et al. 2017]

231
Journal of Ecological Engineering Vol. 19(4), 2018
COD 626.0–998.0 mgO2∙dm-3, pH 6.4–8.3, TSS 390.0–500.0 mg·dm-3, TN 112.0–150.0 mgN·dm-3, TP 24.0–48.0 mgP·dm-3.
The samples of wastewater for physicochem-ical analyses were collected in July 2016. Four analytical series were conducted in the wastewa-ter treatment plant receiving bakery wastewater. The list of process line points from which the analyzed samples of wastewater were collected is provided in Table 2.
The analytical results were used to compute the values and percentage contribution of indi-
vidual COD fractions in wastewater. The method used for COD fractions determination in waste-water was developed based on the ATV 131P guidelines. The list of formulas used for calcula-tions is provided in Table 3.
In order to establish SCOD, the COD of crude wastewater was determined after centrifugation (RMP = 3000 rpm; t = 10 min), decantation, and filtration through a membrane filter made of glass fiber, with the pore size of 0.45 µm. The analysis of SI consisted of determining COD of the treated wastewater sample after centrifuga-
Figure 6. Research methodology
Table 2. List of process line points from which samples of wastewater were collected
Sample Treatment process stage Stage type 1 influent raw wastewater2 preliminary treated wastewater (after sand separator)
pre-treatment3 preliminary treated wastewater (after grit chamber)4 wastewater collected from pumping station5 wastewater from chamber of dephosphatation anaerobic6 wastewater from chamber of denitrification anoxic7 wastewater from chamber of nitrification aerobic8 wastewater after sedimentation in secondary settling tank effluent
Table 3. List of formulas used for calculations
Symbol Formula Name of organic matterSCOD SCOD = SS + SI dissolved organic contaminants
SS SS = SCOD – SI COD of readily-biodegradable dissolved organic matter
SI SI = SCOD – SS COD of non-biodegradable dissolved organic matter
XS XS = BODT – SS COD of slowly biodegradable insoluble organic matter
XIXI = A·XCODXI=XCOD-XS
COD of non-biodegradable insoluble organic matter
BODT BODT=BOD5/0,6 total biochemical oxygen demand
BODt BODt = BODT·(1–10-k·t) BOD after time t
XCODXCOD= XS + XIXCOD=XS/0.75 total concentration of molecular organic matter
A – coefficient ranged from 0.2 to 0.35, depending on the type of wastewater or relatively on wastewater retention time in the primary settling tank; A was assumed at A=0.25. The obtained values of SS, SI, XS, XI, and total COD enabled the calculation of individual COD fractions percentage.

Journal of Ecological Engineering Vol. 19(4), 2018
232
tion, decantation, and filtration. The total BOD was computed based on experimentally estab-lished BOD5 of wastewater. The values of ki-netics of the first phase of BOD, described with the first order reaction equation, k- reaction rate constant; for the substances contained in the household wastewater range from 0.1 to 0.3 d-1, and the mean value is assumed at 0.23 d-1. The total concentration of molecular organic matter was determined based on a dependency provid-ed in the ATV-131 guidelines.
RESULTS
The values and percentage of COD fractions after subsequent steps of treatment in WWTP in Lipsk are shown in Table 4. The average values and percentage of COD fractions after subsequent steps of treatment in dependence of total COD are shown in Table 5.
In addition to the amount of organic com-pounds belonging to COD fraction, the propor-tions between fractions also are relevant to the wastewater treatment technologies. The organic compounds determined by the biodegradable fractions (SS; XS), will be used with the highest efficiency during the mechanical and biological wastewater treatment, while the organic com-pounds concentration expressed by hardly or non-biodegradable fractions is subject to the smallest variation. As a result, the percentage of fractions in total COD is changed.
DISCUSSION
The percentage of individual COD fractions in the municipal wastewater with bakery waste-water contribution was compared with the COD fractions shares in the wastewater from other in-dustries (dairy, olive mill, tomato, sugar beet, po-tato processing, winery, paper mill) presented in literature [Rodriguez et al. 2007, Chiavola et al. 2014, Struk-Sokolowska 2014, 2015, Choi et al. 2017]. The comparison of the COD fractions in raw industrial or municipal wastewater with in-dustrial sewage contribution and split per indus-try is shown in Table 6.
Comparing the percentage of individual COD fractions in municipal wastewater with 10% bakery wastewater contribution to the shares in municipal wastewater with 10% dairy wastewa-ter contribution [Struk-Sokolowska 2014, 2015] proves close similarities. It may therefore be as-sumed that the co-treatment of bakery and mu-nicipal wastewater will occur with high efficiency using a technology which is well recognized and described in literature i.e. a sequencing batch re-actor (SBR).
The research carried out in Italy by Chia-vola et al. [2014] shows that the share of biode-gradable organic matter in the sewage from ol-ive mill was 66.6%, out of which the dissolved SS = 29.2%, and non-soluble XS = 37.4%, while non-biodegradable organic matter was 33.4%, including dissolved SI = 9.9% and non-soluble XI = 23.5%. The municipal sewage with bak-
Table 4. Values and percentage of COD fractions after subsequent steps of treatment
Sample UnitCOD fractions
SS SI XS XI
1mgO2∙dm-3
%368.9–411.332.1–45.5
18.7–28.12.1–2.4
355.4–564.439.3–49.1
118.5–188.113.1–16.4
2mgO2∙dm-3
%427.3–453.9
32.7–59.318.7–28.1
2.0–2.6206.0–679.4
28.6–49.068.7–226.5
9.5–16.3
3mgO2∙dm-3
%392.9–643.3
35.8–77.818.7–28.1
2.3–2.6123.4–507.1
14.9–46.241.1–169.0
5.0–15.4
4mgO2∙dm-3
%103.3–276.9
31.9–56.018.7–28.13.2–10.1
46.7–423.125.3–48.7
15.6–141.08.5–16.2
5mgO2∙dm-3
%8.9–52.36.8–61.0
18.7–28.121.3–21.8
11.0–71.112.8–53.9
3.7–23.74.3–18.0
6mgO2∙dm-3
%6.9–23.38.7–26.9
18.7–28.121.6–35.5
33.1–33.438.6–41.8
11.0–11.112.8–13.9
7mgO2∙dm-3
%4.9–21.3
10.1–23.818.7–28.120.9–57.7
11.8–37.024.2–41.4
3.9–12.38.0–13.8
8mgO2∙dm-3
%<0.1<0.1
18.7–28.133.2–51.3
20.0–28.336.5–50.2
6.7–9.412.2–16.7

233
Journal of Ecological Engineering Vol. 19(4), 2018
ery wastewater contribution has a higher share of biodegradable organic matter (SS and XS), with smaller share of non-biodegradable (inert) fraction SI and XI, and is highly susceptible to biological treatment processes.
In the research presented by Rodriguez et al. [2007] the share of non-biodegradable (inert) fractions SI and XI in wastewater from tomato, sugar beet, potato and winery processing were 18.4, 18.9, 28.8 and 20.9%, respectively. In the municipal wastewater with 10% bakery wastewa-ter, the contribution shares of non-biodegradable organic matter (as a sum of fractions SI and XI) were lower and amounted to 17.1%.
The research conducted by Chen et al. [2017] proved that the municipal wastewater with 25 or 75% contribution of paper mill sewage is char-
acterized by a different composition. The biggest differences were attributed to biodegradable dis-solved organic matter (SS faction) levels. In the municipal wastewater containing sewage from the paper mill, the (SS) fraction was 4.2 or 0.6%, whereas in the municipal wastewater with bak-ery wastewater, it was up to 38.8%. This confirms that the wastewater from the paper mill is defi-nitely less susceptible to the biological treatment.
CONCLUSIONS
1. The bakery sewage from small and medium-sized bakeries can be discharged to the mu-nicipal wastewater treatment plant and treated there successfully. The presence of bakery
Table 6. Comparison of the COD fractions in raw industrial or municipal wastewater (with industrial sewage contribution) depending on the industry
IndustryCOD fractions, % CODtot,
mgO2∙dm-3 ReferenceSS XS SI XI
Bakery (10%) 38.8 44.2 2.3 14.8 626.0–998.0 this paperDairy (10%) 32.5 47.8 2.7 17.0 863.7 Struk-Sokolowska, 2014Dairy (10%) 38.8 45.5 1.0 15.2 1079.0 Struk-Sokolowska, 2015Olive mill 29.2 37.4 9.9 23.5 60000.0 Chiavola et al., 2014Tomato processing * * **18.4 * Rodriguez et al., 2007Sugar beet processing * * **18.9 * Rodriguez et al., 2007Potato processing * * **28.8 * Rodriguez et al., 2007Winery * * **20.9 * Rodriguez et al., 2007Paper mill (25%) 4.2 43.1 39.5 13.2 110.7 Choi et al., 2017Paper mill (75%) 0.6 34.0 59.8 5.5 112.0 Choi et al., 2017
* – no data available; ** – sum of fractions SI and XI
Table 5. The average values and percentage of COD fractions after subsequent steps of treatment in dependence of total COD
Sample UnitCOD fractions total COD
mgO2∙dm-3SS SI XS XI
1mgO2∙dm-3
%390.138.8
23.42.3
459.944.2
153.314.8
903.9–1149.5
2mgO2∙dm-3
%440.646.0
23.42.3
442.738.8
105.112.9
720.7–1387.9
3mgO2∙dm-3
%518.156.8
23.42.5
315.330.6
105.110.2
826.5–1097.1
4mgO2∙dm-3
%190.144.0
23.46.7
234.937.0
78.312.4
184.3–869.1
5mgO2∙dm-3
%30.633.9
23.421.6
41.133.4
13.711.2
85.7–131.8
6mgO2∙dm-3
%15.117.8
23.428.6
33.340.2
11.113.4
86.5–79.1
7mgO2∙dm-3
%13.117.0
23.439.3
24.432.8
8.110.9
48.7–89.3
8mgO2∙dm-3
%<0.1<0.1
23.442.3
24.243.4
8.114.5
54.8–56.4

Journal of Ecological Engineering Vol. 19(4), 2018
234
wastewater in a stream of municipal sewage does not cause operational problems at the fa-cility but positively influences the biodegrad-able organic matter formation.
2. The results indicated that the municipal waste-water containing bakery sewage is susceptible to biological degradation as evidenced by the ratio of COD /BOD5 < 1.4.
3. In the raw municipal wastewater with bakery sewage contribution, the dominant percentage was recorded for the fractions of biodegradable contaminants (SS and XS) reaching about 83% of the total COD of sewage.
4. During the full-scale biological wastewater treatment with an activated-sludge process, the amount of readily-biodegradable dissolved organic matter (SS) and slowly-biodegradable non-soluble organic matter (XS) decreased, which confirms high treatment efficiency.
5. During the pre-treatment (sand separator, grit chamber), a decrease of slowly-biodegradable non-soluble organic matter (XS) was observed, which confirms the high efficiency of mechani-cal treatment.
6. The highest decrease of readily-biodegradable dissolved organic matter (SS) was noted in the wastewater from dephosphatation and denitri-fication chambers.
7. A dose of bakery wastewater significant-ly raised the denitrification capacity at the WWTP, because of the significant increase of readily-biodegradable wastewater substrates.
8. Low value of non-biodegradable non-soluble organic matter (XI) in the effluent indicates a high efficiency of sedimentation in the second-ary settling tank.
Acknowledgments
The research has been carried out in the framework of project No. S/WBiIS/3/2014 and financed from the funds for science MNiSW.
REFERENCES
1. ATV-DVWK-A131P 2000. Dimensioning of single stage activated sludge plant. WA rules and stan-dards – German Association for Water. Attachment: COD balance sheet, Seidel-Przywecki (in Polish).
2. Bakery Industry, Wastewater treatment in bakeries, http://www.bakerybazar.com /2009/10/waste-water-treatment-in-bakeries_05.html, access: 17.01.2018.
3. Catalkaya E.C., Sengul F. 2006. Application of Box–Wilson experimental design method for the photodegradation of bakery’s yeast industry with UV/H2O2 and UV/H2O2/Fe(II) process, Journal of Hazardous Materials B128, 201–207.
4. Chen J. P., Yang L., Bai R., Hung Y. T. 2006. Bak-ery Waste Treatment. Taylor&Francis Group. LLC.
5. Chiavola A., Farabegoli G., Antonetti F. 2014. Biologi-cal treatment of olive mill wastewater in a sequencing batch reactor. Biochem. Engi. Journ., 85, 71–78.
6. Choi Y-T., Beak S-R., Kim J-I., Choi J-W., Hur J., Lee T-U., Park C-J., Lee B. J. 2017. Characteris-tics and Biodegradability of Wastewater Organic Matter in Municipal Wastewater Treatment Plants Collecting Domestic Wastewater and Industrial Discharge, Water, 9, 409.
7. Ecologix Environmental Systems, Commer-cial Bakery Wastewater Treatment, http://www.ecologixsystems.com/industry-bakery.php, access: 17.01.2018.
8. Fudala-Ksiazek S. 2011. The impact of the dis-charge of landfill leachate on the efficiency of municipal wastewater treatment plant. PhD thesis, Gdansk University of Technology (in Polish).
9. Gąsiorowski H. 2004. Wastewater treatment for bakeries and confectionary plants. Przegląd Piek-arski i Cukierniczy, 03/2004 (in Polish).
10. Krzanowski S., Wałęga A., Paśmionka I. 2008. Treatment of sewage from selected food manufac-turing plants, Infrastructure and Ecology of Rural Areas, Polish Academy of Science, Kracow.
11. Melia P. M., Cundy A. B., Sohi S. P., Hooda P. S., Busquets R. 2017. Trends in the recovery of phos-phorus in bioavailable forms from wastewater, Chemosphere, 186, 381–395.
12. Orhon D., Babuna F. G., Karahan O. 2009. Indus-trial Wastewater Treatment by Activated Sludge, IWA Publishing.
13. Płuciennik-Koropczuk E. 2011. COD fractions as a measure of the quality of wastewater. PhD thesis, University of Zielona Góra, (in Polish).
14. Rodriguez L., Villasenor J., Fernandez F. J. 2007. Use of agro-food wastewater for the optimisation of the denitrification process. Wat. Scie. Tech., 55, 10, 63–70.
15. Sadecka Z. 2010. Fundamentals of biological wastewater treatment, Warsaw, Wyd. Seidel-Przy-wecki (in Polish).
16. Sadecka Z., Płuciennik-Koropczuk E. 2010. COD fractions in kinematic models. In: Wastewater treat-ment and sludge treatment. Zielona Gora, Printing House of University of Zielona Góra, 39–48.

235
Journal of Ecological Engineering Vol. 19(4), 2018
17. Sadecka Z., Płuciennik-Koropczuk E., Sieciechowicz A. 2011. COD fractions in wastewater kinematic mod-els. Forum Eksploatatora, 54(3), 72–77 (in Polish).
18. Smyk J., Ignatowicz K., Struk-Sokolowska J. 2015. COD fractions changes during sewage treat-ment with constructed wetland, Journal of Ecologi-cal Engineering, 16(3), 43–48.
19. Struk-Sokołowska J. 2014. Speciation of organic matter by COD in wastewater on the chosen exam-ple. Interdysc. Zagadn. w Inż. i Ochr. Środ., Ofic. Wydawn. Pol. Wroc., 4, 807–820 (in Polish).
20. Struk-Sokolowska J. 2015. COD fraction changes
in the process of municipal and dairy wastewater treatment in SBR reactors. PhD thesis, Bialystok University of Technology (in Polish).
21. Struk-Sokolowska J., Wiater J., Rodziewicz J. 2016. Wastewater organic compounds character-ization on the basis of COD fractions. Gaz, Woda i Technika Sanitarna, 1(3), 14–20 (in Polish).
22. Uysal A., Demir S., Sayilgan E., Eraslan F., Kucukyumuk Z. 2014. Optimization of struvite fertilizer formation from baker’s yeast wastewater: growth and nutrition of maize and tomato plants, Environ. Sci. Pollut. Res. 21, 3264–3274.