
ANALYS AV PROCESSVARIATIONERS BETYDELSE FÖR ... · (MAGMA) Värmeövergångstal HTC (W/m2K)...
25
020326 ANALYS AV PROCESSVARIATIONERS BETYDELSE FÖR SIMULERINGSRESULTATET Stefan Gustafsson Ledell Cato Merelid
Transcript of ANALYS AV PROCESSVARIATIONERS BETYDELSE FÖR ... · (MAGMA) Värmeövergångstal HTC (W/m2K)...

020326
ANALYS AV PROCESSVARIATIONERSBETYDELSE FÖR
SIMULERINGSRESULTATET
Stefan Gustafsson LedellCato Merelid

020326
ANALYS AV PROCESSVARIATIONERSBETYDELSE FÖR
SIMULERINGSRESULTATET
Stefan Gustafsson LedellCato Merelid
Svenska GjuteriföreningenBox 2033, 550 02 JÖNKÖPING
Tel 036 – 30 12 00Fax 036 – 16 68 66
[email protected]://www.gjuteriforeningen.se

©2002, Svenska Gjuteriföreningen

INNEHÅLLSFÖRTECKNINGSida
TILLKOMST 1
SAMMANFATTNING 1
1 INLEDNING 2
2 BESKRIVNING AV EXPERIMENT 22.1 Allmänt 22.2 Geometri 32.3 Termoelementplacering 32.4 Experimentutförande 42.5 Simuleringsparametrar 62.6 Tillvägagångssätt 72.6.1 Tillverkning av formar 72.6.2 Tillverkning av termoelement 72.6.3 Uppriggning av utrustning 72.6.4 Utförande av experiment 7
3 RESULTAT 103.1 Termoelement 1 (T1) 103.2 Termoelement 2 (T2) 103.3 Termoelement 3 (T3) 103.4 Termoelement 4 (T4) 103.5 Termoelement 5 (T5) 11
4 UTVÄRDERING 11 4.1 Gjuttemperaturen 114.2 Blacktjocklek 114.3 Fukthalten 124.4 Sammanställning av stelningstider 12
5 SLUTSATS 13
6 BILAGOR Bilaga 1 Temperaturkurva, Termoelement 1 (T1) 14 Bilaga 2 Temperaturkurva, Termoelement 2 (T2) 15 Bilaga 3 Temperaturkurva, Termoelement 3 (T3) 16 Bilaga 4 Temperaturkurva, Termoelement 4 (T4) 17 Bilaga 5 Temperaturkurva, Termoelement 5 (T5) 18 Bilaga 6 Formfyllnads- och stelningssimulering av 19 - 20
provningsdetalj

SVENSKA GJUTERIFÖRENINGEN 1
TILLKOMSTDenna publikation utgör slutrapport för projektet G540 ”Analys avprocessvariationers betydelse för simuleringsresultatet”.
Rapporten är utformad och sammanställd av Cato Merelid och StefanGustafsson Ledell vid sektionen för materialteknik och design, SvenskaGjuteriföreningen, Jönköping.Laborationer och försök har utförts av Petter Kjellgren och TorbjörnRosenqvist på Gjuteriföreningen.
Arbetet har finansierats med medel från Svenska Gjuteriföreningensforskningsprogram och insatser från projektets deltagande företag.
Följande ledamöter har ingått i stödkommittén för projektet: Tomas Björklind Scania AB(Ordförande)
Petter Kylefors Scania AB Håkan Fransson NovaCast AB
Marko Leinonen Keycast Kohlswa AB Karine Voha Volvo Tekniska Utveckling Magnus Wessén Ingenjörshögskolan i Jönköping Jean Nilsson ITT Flygt AB Jan Sällström Arvika Gjuteri AB Anders Alpmarken Fundo AB Attila Dioszegi Volvo Lastvagnar AB
SAMMANFATTNING
Denna gjuteriföreningsskrift utgör slutrapport i projektet ”Analys avprocessvariationers betydelse för simuleringsresultatet” vilket är enfortsättning på projektet ”Känslighetsanalys för ingångsdata vid simuleringav formfyllnings- och stelningsförloppet”.
Projektet gick ut på att se om de normala processvariationerna somuppkommer i ett gjuteri påverkar simuleringsresultaten. En stor fråga varockså hur bra dagens simuleringsprogram är och hur mycket kan man krävaav dem när det gäller materialdata. De simuleringsprogram som använts iprojektet är NovaFlow & Solid och MAGMAsoft.
I projektet har tre processparametrar undersökts, gjuttemperatur,blackskiktets tjocklek och sandens fukthalt. Gjutgodsets var i aluminiumoch göts i Furan och råsands form. Som kärnmaterial användes sand ochEcolotec. Termoelement placerades ut i gjutgodset, formen och kärnornaför att sedan mäta temperaturkurvorna och jämföra processvariationerna.Samma försök utfördes i simuleringarna och jämfördes sedan medexperimenten.

SVENSKA GJUTERIFÖRENINGEN 2
1 INLEDNINGAllt fler gjuterier använder gjutsimulering som ett redskap i det kvalitets- ochproduktivitetshöjande arbete som ständigt pågår på våra gjuterier. Framföralltär många gjuterier på väg att skaffa sig gjutsimuleringsmöjligheter. En frågasom både nya och gamla användare ställer sig är vilka krav på noggrannhet ärdet möjligt att ställa och hur stor betydelse har normala processvariationer påsimuleringsresultaten?
Projektet är en fortsättning på projekt G 513 ”Känslighetsanalys föringångsdata vid simulering av formfyllnings- och stelningsförloppet”. Ett avresultaten i det projektet var att visa viktiga parametrar som är individuella förrespektive gjuteri och gjutning, t ex gjuttemperatur, påverkar stelningstidenkraftigt. Just gjuttemperaturen varierar hela tiden och det kan skilja upp till 100°C mellan första och sista flaskan i gjuteriet.
Utifrån framkomna resultat är det av stort värde att utvärdera parametrar såsomgjuttemperatur, värmeövergångstal ( blacktyp och tjocklek ), fogtemperatur.Detta görs med termoelementförsök som sedan jämförs medsimuleringsresultat.
Sedan något år tillbaka börjar en ny generation av gjutsimuleringsprogram attanvändas mer och mer. Fram till idag har resultaten från formfyllnads- ochstelningssimulering varit smältans temperatur, hastighet och stelning. Idag harman möjlighet att få ut resultat om detaljens mikrostruktur, hårdhetsvariationer,restspänningar, etc. efter gjutning. Dessa påbyggnadsprogram använderresultaten från gjutsimuleringen och översätter dem till tidigare nämndaresultat. Därmed är ingångsparametrarnas data för processen, legeringen ochformmaterialet ännu viktigare än tidigare.
De simuleringsprogram som använts i projektet är NovaFlow & Solid ochMAGMAsoft.
2 BESKRIVNING AV EXPERIMENT
2.1 AllmäntFör att mäta temperaturkurvor i formmaterial och legering har fem styckentermoelement (K-element) placerats ut i formhåligheten, formen ochkärnorna (se avsnitt 2.3).
I försöken har aluminium SS 4253 använts som gjutlegering, råsand ochfuran som formmaterial samt Ecolotec och sand som kärnmaterial. Isimuleringsprogrammen fanns inget liknande kärnmaterial, så där användescoldbox, som har liknande egenskaper.
Resultaten från termoelementanalyserna jämfördes sedan medsimuleringsresultaten. Två simuleringsprogram användes, framförallt för attse om det är några skillnader mellan dagens simuleringsprogram.

SVENSKA GJUTERIFÖRENINGEN 3
2.2 Geometri
Geometrin som användes i försöken visas i Bild 2.1 nedan. Denna detaljvaldes eftersom den ansågs vara intressant både formfyllnads- ochstelningsmässigt. Eftersom defekter eftersträvades användes inga matare pågjutgodset.
Bild 2.1 Geometri på undersökningsdetalj
Ingjutssystemet konstruerades som ett expanderande ingjutssystem, d v sarean ökar ifrån nedloppet fram till inloppen (se Bild 2.2). Ingjutssystemetvar också tvunget att anpassas efter de gjutflaskor som användes.
Bild 2.2 Geometri på ingjutssystem
2.3 Termoelementplacering
För att erhålla bra och tillförlitliga resultat är termoelementens positionviktig. Ett vanligt fel som kan uppkomma vid termoelementmätningar ärnär metall med hög hastighet träffar ett element, vilket riskerar attelementet kan knäckas och/eller gå sönder.
Placeringen av termoelementen måste också vara praktiskt genomförbaroch ge ett resultat som är användbart.
Bilderna 2.3 och 2.4 nedan visar hur de fem termoelementen var placerade.Termoelement nr 1 och nr 5 ligger i formen, nr 3 i kärnan och nr 2 och 4 iformhåligheten (metallen).

SVENSKA GJUTERIFÖRENINGEN 4
Bild 2.3 Sidovy av termoelementplacering
Bild 2.4 Toppvy av termoelementplacering
2.4 ExperimentutförandeDe processparameter som valdes att utvärdera var gjuttemperaturen,blackskiktets tjocklek och sandens fukthalt. För varje processparametervaldes två nivåer (låg och hög) som antogs ligga inom den normalaprocessvariationen. Som formmaterial användes två olika formmaterial,Furan och Råsand
Tabell 2.1 på omstående sida visar hur experimenten var planerade.
Tabell 2.1 Experimentplanering.
Processparameter Låg Hög Formmaterial
Gjuttemperatur 685 °C 730 °C Furan
Blackskikt Tunt Tjockt Furan
Fukthalt 3% 4 % Råsand
För att testa och utvärdera processvariationerna utfördes sex olikaexperiment/försök (se tabell 2.2). I försök E11 och E12 varieradesgjuttemperaturen, i försök E21 och E22 blacktjockleken och i försök E31och E32 fukthalten.

SVENSKA GJUTERIFÖRENINGEN 5
Tabell 2.2 Experimentbeteckningar.
Försök Gjuttemperatur Blackskikt Fukthalt Formmaterial
E 11 685 °C Utan - Furan
E 12 730 °C Utan - Furan
E 21 730 °C Tunt - Furan
E 22 730 °C Tjockt - Furan
E 31 730 °C Utan 3 % Råsand
E 32 730 °C Utan 4 % Råsand
Varje försök utfördes på tre formar, för att utvärdera om försöken vartillförlitliga. Medelvärdet av de tre formarna beräknades sedan.
Tabell 2.3 visar de gjutparametrar som användes vid de olika försöken.
Tabell 2.3 Gjutparametrar
Gjutparametrar
Gjutlegering SS 4253 (AlSi10Mg)
Gjuttemperatur 685 °C – 730 °C
Formmaterial Furan: Syra PTS 0,6 % Harts 1,1 %
Råsand: Aktiv bentonit 6,5 % Kol 4% Glödgningsförlust 8 %
Formtemperatur 24 °C
Kärnmaterial Sand + 2,0-2,5 % Ecolotec
Kärntemperatur 24 °C
Blackskikt Tunt - SprayatTjockt – Penslat
Fukthalt 3 – 4 %
Fylltid 7 sekunder

SVENSKA GJUTERIFÖRENINGEN 6
2.5 SimuleringsparametrarFöljande ingångsdata användes i simuleringsprogrammen (se tabell 2.4).
Tabell 2.4 Ingångsdata för simuleringsprogrammen.
Simuleringsparametrar
Gjutlegering SS 4253 (AlSi10Mg)
Gjuttemperatur 685 °C – 730 °C
Formmaterial Furan och Råsand
Formtemperatur 24 °C
Kärnmaterial Coldbox (Det fanns ingen motsvarighet tillEcolotec i simuleringsprogrammet)
Kärntemperatur 24 °C
Blackskikt Blackskiktet styrde av värmeövergångstaletmellan gjutlegering och form-/kärnmaterial(se tabell 2.5 nedan) *
Fukthalt Skillnaden i fukthalt styrdes av Cp för råsand isimuleringsprogrammets databas. Högt Cpmedför hög fukthalt o s v.
Fylltid 7 sekunder
• I simuleringsprogrammet MAGMAsoft
För att få ett korrekt stelnande användes följande värmeövergångstal(se tabell 2.5). Värmeövergångstalen valdes utifrån tidigare erfarenheterfrån simuleringar. Utan blackskikt sattes värmeövergångstalet mellanmetall och form samt mellan metall och kärna till 800 W/m2K. Destotjockare black desto lägre blir värmeövergångstalet.

SVENSKA GJUTERIFÖRENINGEN 7
Tabell 2.5 Värmeövergångstalen som användes i simuleringarna (MAGMA)
VärmeövergångstalHTC (W/m2K)
Försök
Mellan material E11 E12 E21 E22 E31 E32
Metall till form 800 800 600 300 800 800
Metall till kärna 800 800 600 300 800 800
Form till kärna 500 500 500 500 500 500
* Bara konstanta värmeövergångstal användes
2.6 Tillvägagångssätt
2.6.1 Tillverkning av formar
Furanformarna togs fram med hjälp av en skruvblandare för att uppnå braresultat. Även råsanden togs fram maskinellt, men formades för hand, vilketkan medföra variationer i formens hårdhet.
Formflaskornas höjd var 50 mm (underflaska) respektive 110 mm(överflaska) och dimensionerna var 310 x 310 mm.
2.6.2 Tillverkning av termoelement
Termoelementen tillverkades av Gjuteriföreningen och bestod av K-element i ett aluminiumoxidrör. För att skydda termoelementet från smältandoppades spetsen i keramiskt lim.
2.6.3 Uppriggning av utrustning
Termoelementen kalibrerades med isvatten och varmt vatten. Testenutfördes för att kontrollera tillförlitligheten och de ingående delarna iutrustningen. Resultaten kontrollerades med hjälp av en termometer. Införvarje experiment, efter att termoelementet placerats i formarna,kontrollerades funktionen.
2.6.4 Utförande av experiment
Försök E 12 var det första experiment som genomfördes. Gjutningengenomfördes vid en temperatur av 730 °C som uppmättes precis innanavgjutning. Beklagligtvis trängde smälta ut i mellanskiktet mellan form ochkärna vid termoelementet.

SVENSKA GJUTERIFÖRENINGEN 8
Misstankar finns om att denna oförutsedda incident har påverkatmätningen, eftersom ledningen kan ha smält vid den punkt där metallenträffade ledningen. I fortsatta experiment så isolerades ledningen medkeramisk slurry för att minimera risken för liknande problem.
Försök E 22 gick inte bra. Det som hände var att kärnorna blackades såtjockt att formhalvorna sköts isär. Den ökade diametern på kärnorna gav enspalt som där metall trängde ut. Det gjorde att vissa resultat av mätningarnakan förkastas.
En sammanställning av mätvärdena gjordes och dessa ritades upp isvalningskurvor. För varje experiment gjordes sedan en medelkurva från detre formarna där resultaten var tillförlitliga. I de fall där de inte var det,uteslöts dessa kurvor. De resultat som användes framgår av tabellen (Bild2.6 till 2.11).
I tabell 2.6-2.11 visas försöksresultaten.Följande beteckningar gäller för försöken:
OK Lyckad mätning* Mätningen startade för sent** Metall trängde ut i parten och påverkade termoelementet*** Felaktig placering av termoelement**** Ej fullständig formfyllnad p g a att metall trängde ut i parten***** Felaktiga resultat. Orsak okänd.
Tabell 2.6 Sammanställning av experiment (E11).
Termoelement
Försök Form 1 2 3 4 5
E ll Form 1 OK OK OK OK OK
Form 2 OK OK OK OK OK
Form 3 OK OK OK OK OK
Tabell 2.7 Sammanställning av experiment (E12).
Termoelement
Försök Form 1 2 3 4 5
E l2 Form 1 * * * * *
Form 2 ** OK OK OK OK
Form 3 OK OK OK OK OK

SVENSKA GJUTERIFÖRENINGEN 9
Tabell 2.8 Sammanställning av experiment (E21).
Termoelement
Försök Form 1 2 3 4 5
E 21 Form 1 OK OK OK OK OK
Form 2 OK OK OK OK OK
Form 3 OK OK OK OK OK
Tabell 2.9 Sammanställning av experiment (E22).
Termoelement
Försök Form 1 2 3 4 5
E 22 Form 1 ** OK OK OK ***
Form 2 **** **** **** **** ****
Form 3 OK OK OK OK OK
Tabell 2.10 Sammanställning av experiment (E31).
Termoelement
Försök Form 1 2 3 4 5
E 31 Form 1 OK OK OK OK OK
Form 2 OK OK ***** ***** OK
Form 3 OK OK OK OK OK
Tabell 2.11 Sammanställning av experiment (E32).
Termoelement
Försök Form 1 2 3 4 5
E 32 Form 1 OK OK OK OK OK
Form 2 OK OK OK OK OK
Form 3 OK OK OK OK OK

SVENSKA GJUTERIFÖRENINGEN 10
3 RESULTAT
Nedan ges några kommentarer om de resultat och problem som framkomunder temperaturmätningarna och simuleringarna. Resultaten presenterasockså som bilagor (se bilageförteckning).
3.1 Termoelement 1 (T1)Eftersom termoelementet placerades i parten kunde metall tränga ut i partenoch komma i kontakt med mätpunkten. Värme kunde också ledas ut i partenvilket kan påverkat termomätningen. Eftersom furanformarna är relativthårda och leder värme bättre bör dessa påverkats mest.
Simuleringsresultaten visar inte lika stor skillnad mellanprocessvariationerna som experimenten visar, framförallt när det gällervariationer i gjuttemperatur och blackskikt.
3.2 Termoelement 2 (T2)Simuleringskurvorna stämmer bra överens med de experimentellakurvorna, förutom under två fasområdet. Experimenten svalnar inte likafort, vilket medför att tiden i tvåfasområdet är längre. Simuleringsresultatenvisar också att maxtemperaturen är högre i simuleringen än i experimenten.
Stelningstiden undersöktes vid detta termoelement eftersom den hadekontakt med metallen under gjutningen. För processparametrarnagjuttemperatur och blackskikt kunde man se en tydlig skillnad i resultat,både vid simuleringen och vid experimenten. Vid undersökning avfukthalten blev resultaten av experimentet att det inte blev någon skillnadvid ändring av fukthalten. Detta berodde på att man i efterhand mättefukthalten och det visade sig vara mycket lite skillnad mellan låg (2,5 %)och hög (2,6 %) nivå. I simuleringen styrdes fukthalten medvärmeövergångstal, vilket medförde att det blev en stor skillnad i resultatet,vilket i själva verket är korrekt.
3.3 Termoelement 3 (T3)
Kärnmaterialet uppvisade tydliga tecken på vatteninnehåll i experimenten,vilket troligtvis beror på att bindemedlet som användes, Ecolotec,innehåller vatten. Detta medför att experimentet inte motsvarar detkärnmaterialen som användes i simuleringen (Coldbox). Som syntes påkurvorna (se bilaga) stämmer inte simuleringsresultaten överens medexperimenten.
3.4 Termoelement 4 (T4)I experimentet kommer inte maximala temperaturen upp i mer än ca 520°C, vilket är betydligt under smältans temperatur. Detta kan bero på attplaceringen av termoelementet inte har nått ner i smältan utan har endastkontakt med metallens yta. En annan trolig orsak är att det skervärmeläckage genom det borrade hålet, eller att den smälta som träffartermoelementet är så kall att det yttersta skiktet som träffar termoelementetär stelnat. Simuleringen visade dock ett mera korrekt resultat, om manjämför med T2, som också har kontakt med metallen.

SVENSKA GJUTERIFÖRENINGEN 11
3.5 Termoelement 5 (T5)Simuleringsresultaten stämmer inte alls överens med experimenten, vilketkan förklaras med att termoelementen var svåra att placera.
4 UTVÄRDERING
För att undersöka vad simuleringsresultaten har för noggrannhet harstelningstiden för materialet uppmätts och jämförts medsimuleringsresultaten. Stelningstiden är definierad som tiden vid 530 °C.För att få fram stelningstiden har termoelement 2 använts (T2).
De tre processparametrarna som undersöktes var gjuttemperaturen,blacktjockleken och packningstalet. Huvudfrågorna för projektet var omgjuteriernas normala processvariationer påverkar simuleringsresultaten ochi så fall hur mycket och hur bra är egentligen dagens simuleringsprogram ?
4.1 GjuttemperaturenBild 4.1 nedan visar stelningstiden för de tre olika experimenten,medelvärdet av dessa experiment och simuleringsresultatet, närgjuttemperaturen har undersökts.(E11 = låg temperatur; E12 höggjuttemperatur).
Genom att öka gjuttemperaturen kommer stelningstiden att öka. Ökningenkommer att påverka resultatet lika mycket oavsett experiment ellersimuleringsresultat. Däremot kommer nivåerna att skilja något (se bilaga 7och Bild 4.1), d v s simuleringen visar en högre stelningstid änexperimenten.
Bild 4.1 Stelningstiden för försök E11 och E12. (E11 = låg gjuttemperatur, E12 = hög gjuttemperatur)
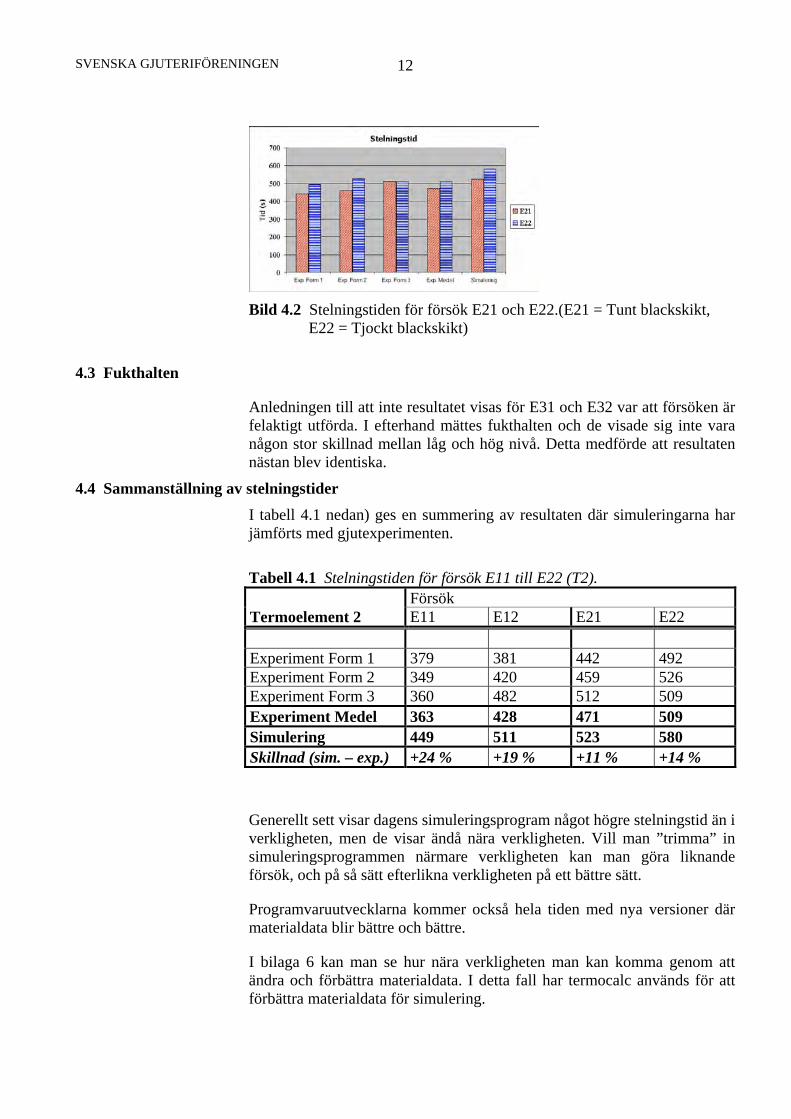
4.2 BlacktjocklekÄven när blackskiktets betydelse undersöktes (Bild 4,2) gav simuleringennågot högre stelningstid än experimenten, men skillnaden i blacktjocklek(E21 – E22) gav lika stor skillnad i tid.
SVENSKA GJUTERIFÖRENINGEN 12
Bild 4.2 Stelningstiden för försök E21 och E22.(E21 = Tunt blackskikt, E22 = Tjockt blackskikt)
4.3 Fukthalten
Anledningen till att inte resultatet visas för E31 och E32 var att försöken ärfelaktigt utförda. I efterhand mättes fukthalten och de visade sig inte varanågon stor skillnad mellan låg och hög nivå. Detta medförde att resultatennästan blev identiska.
4.4 Sammanställning av stelningstiderI tabell 4.1 nedan) ges en summering av resultaten där simuleringarna harjämförts med gjutexperimenten.
Tabell 4.1 Stelningstiden för försök E11 till E22 (T2).Försök
Termoelement 2 E11 E12 E21 E22
Experiment Form 1 379 381 442 492Experiment Form 2 349 420 459 526Experiment Form 3 360 482 512 509Experiment Medel 363 428 471 509Simulering 449 511 523 580Skillnad (sim. – exp.) +24 % +19 % +11 % +14 %
Generellt sett visar dagens simuleringsprogram något högre stelningstid än iverkligheten, men de visar ändå nära verkligheten. Vill man ”trimma” insimuleringsprogrammen närmare verkligheten kan man göra liknandeförsök, och på så sätt efterlikna verkligheten på ett bättre sätt.
Programvaruutvecklarna kommer också hela tiden med nya versioner därmaterialdata blir bättre och bättre.
I bilaga 6 kan man se hur nära verkligheten man kan komma genom attändra och förbättra materialdata. I detta fall har termocalc används för attförbättra materialdata för simulering.

SVENSKA GJUTERIFÖRENINGEN 13
Det som också kan utvärderas av ovanstående diagram är att de normalaprocessvariationerna som uppkommer i gjuteriet påverkarsimuleringsresultatet.
5 SLUTSATS
Oavsett vilken processparameter som undersöks harsimuleringsprogrammen bättre materialdata för gjutlegeringen än förformmaterialet. Det termoelement som placerades i metallen (T2) visar braöverrensstämmelse med simuleringsresultaten. Det som man ska tänka påär att leverantörerna till simuleringsprogrammen arbetar mycket medmaterialdata, vilket gör att de blir bättre och bättre.För det enskilda gjuteriet gäller det dock fortfarande att försöka ”trimma” insimuleringsprogrammet efter verkligheten. Genom att utföra liknandeexperiment kan man ”trimma” in både process och materialdata för atterhålla korrekta svalningsdiagram och stelningstider.
De normala processvariationerna har lika stor betydelse försimuleringsresultaten som i verkligheten, d v s lika stor skillnad istelningstid uppstår om en processparameter ändras. Detta medför att denormala processvariationerna som uppkommer i verkligheten kommer attpåverka resultatet, och borde i vissa fall tas hänsyn till.
Vid upprättandet av liknande experiment är det viktigt att planera ochförebereda experimenten så att de utförs på ett korrekt sätt. Speciellt viktigtär placeringen av termoelementen och de eventuella komplikationer somkan uppstå vid monteringen.

SVENSKA GJUTERIFÖRENINGEN
SYFTE
Rapporten syftar till öka kunskapen om processvariationers inverkan påsimuleringsresultaten.
INNEHÅLL
Rapporten redovisar experimentella försök och simuleringsförsök för attundersöka hur mycket gjuteriernas normala processvariationer påverkarsimuleringsresultaten, samt hur bra simuleringsresultaten stämmer medverkligheten.
ÄMNESORD
Gjutning
NYCKELORD
GjutningGjutsimuleringProcessvariationer

SVENSKA GJUTERIFÖRENINGEN 14
BILAGA 1
Termoelemt 1
0
50
100
150
200
250
0 200 400 600 800 1000 1200 1400 1600
Temperatur (C)
Tid
(s)
E11 - ExperimentE12 - ExperimentE11 - SimuleringE12 - Simulering
Termoelement 1
0
50
100
150
200
250
0 200 400 600 800 1000 1200 1400 1600
Temperatur (C)
Tid
(s)
E21 - ExperimentE21 - SimuleringE22 - ExperimentE22 - Simulering
Termoelement 1
0
50
100
150
200
250
0 200 400 600 800 1000 1200 1400 1600
Temperatur (C)
Tid
(s)
E31 - ExperimentE31 - SimuleringE32 - ExperimentE32 - Simulering

SVENSKA GJUTERIFÖRENINGEN 15
BILAGA 2
Termoelement 2
0
100
200
300
400
500
600
700
800
0 200 400 600 800 1000 1200 1400 1600
Tid (s)
Tem
pera
tur (
C)
E11 - ExperimentE11 - SimuleringE12 - ExperimentE12 - Simulering
Termoelement 2
0
100
200
300
400
500
600
700
800
0 200 400 600 800 1000 1200 1400 1600
Tid (s)
Tem
pera
tur (
C)
E21 - ExperimentE21 - SimuleringE22 - ExperimentE22 - Simulering
Termoelement 2
0
100
200
300
400
500
600
700
800
0 200 400 600 800 1000 1200 1400 1600
Tid (s)
Tem
pera
tur (
C) E31 - Experiment
E31 - SimuleringE32 - ExperimentE33 - Simulering

SVENSKA GJUTERIFÖRENINGEN 16
BILAGA 3
Termoelement 3
0
50
100
150
200
250
300
350
400
450
0 200 400 600 800 1000 1200 1400 1600
Tid (s)
Tem
pera
tur (
C)
E11 - ExperimentE11 - SimuleringE12 - ExperimentE12 - Simulering
Termoelement 3
0
50
100
150
200
250
300
350
400
450
0 200 400 600 800 1000 1200 1400 1600
Tid (s)
Tem
pera
tur (
C)
E21 - ExperimentE21 - SimuleringE22 - ExpermientE22 - Simulering
Termoelement 3
0
50
100
150
200
250
300
350
400
450
0 200 400 600 800 1000 1200 1400 1600
Tid (s)
Tem
pera
tur (
C)
E31 - ExperimentE31 - SimuleringE32 - ExperimentE32 - Simulering

SVENSKA GJUTERIFÖRENINGEN 17
BILAGA 4
Termoelement 4
0
100
200
300
400
500
600
700
800
0 200 400 600 800 1000 1200 1400 1600
Tid (s)
Tem
pera
tur (
C)
E11 - ExperimentE11 - SimuleringE12 - ExperimentE12 - Simulering
Termoelement 4
0
100
200
300
400
500
600
700
800
0 200 400 600 800 1000 1200 1400 1600
Tid (s)
Tem
pera
tur (
C)
E21 - ExperimentE21 - SimuleringE22 - ExperimentE22 - simulering
Termoelement 4
0
100
200
300
400
500
600
700
800
0 200 400 600 800 1000 1200 1400 1600
Tid (s)
Tem
pera
tur (
C)
E31 - ExperimentE31 - SimuleringE32 - ExperimentE32 - Simulering

SVENSKA GJUTERIFÖRENINGEN 18
BILAGA 5
Termoelement 5
0
50
100
150
200
250
300
350
400
450
0 200 400 600 800 1000 1200 1400 1600
Tid (s)
Tem
pera
tur (
C)
E11 - ExperimentE11 - SimuleringE12 - ExpermientE12 - Simulering
Termoelement 5
050
100150200250300350400450
0 500 1000 1500
Tid (s)
Tem
pera
tur (
C)
E21 - ExperimentE21 - SimuleringE22 - ExperimentE22 - Simulering
Termoelement 5
0
50
100
150
200
250
300
350
400
0 200 400 600 800 1000 1200 1400 1600
Tid (s)
Tem
pera
tur (
C)
E31 - ExperimentE31 - SimuleringE32 - ExperimentE32 - Simulering

SVENSKA GJUTERIFÖRENINGEN 19
BILAGA 6
Bilderna nedan visa några simuleringsresultat som utfördes under projektet.
Bild b6_1 Meshningen med de material som användes i simuleringen
Bild b6_2 Formfyllnad 10 % fyllt, Hastighet Bild b6_3 Formfyllnad 30 % fyllt, Hastighet
Bild b6_4 Formfyllnad 70 % fyllt, Hastighet Bild b6_5 Formfyllnad 90 % fyllt, Hastighet

SVENSKA GJUTERIFÖRENINGEN 20
Bild b6_6 Formfyllnad 90 % fyllt, Temperatur
Bild b6_7 Stelningstid Bild b6_8 Stelningstid, Smält efter 2 minuter
Bild b6_9 Stelningstid, Smält efter 5 minuter Bild b6_10 Stelningstid, Smält efter 6 minuter


















