
Análisis de gestión Rams para la implementación de un … · El mantenimiento puede ser definido...
65
ANÁLISIS DE GESTIÓN RAMS PARA LA IMPLEMENTACIÓN DE UN SISTEMA FERROVIARIO EN BOGOTÁ SERGIO GACHA RONDÓN GONZALO CUBIDES SUÁREZ UNIVERSIDAD CATÓLICA DE COLOMBIA FACULTAD DE INGENIERÍA PROGRAMA DE INGENIERÍA CIVIL BOGOTÁ D.C. 2014
Transcript of Análisis de gestión Rams para la implementación de un … · El mantenimiento puede ser definido...

ANÁLISIS DE GESTIÓN RAMS PARA LA IMPLEMENTACIÓN DE UN SISTEMA FERROVIARIO EN BOGOTÁ
SERGIO GACHA RONDÓN GONZALO CUBIDES SUÁREZ
UNIVERSIDAD CATÓLICA DE COLOMBIA FACULTAD DE INGENIERÍA
PROGRAMA DE INGENIERÍA CIVIL BOGOTÁ D.C.
2014
ANÁLISIS DE GESTIÓN RAMS PARA LA IMPLEMENTACIÓN DE UN SISTEMA FERROVIARIO EN BOGOTÁ
SERGIO GACHA RONDÓN GONZALO CUBIDES SUÁREZ
Trabajo de grado para optar al título de Ingeniero Civil
Directora MARISOL NEMOCÓN RUIZ
Ingeniero Civil
Asesor JAVIER VALENCIA
Ingeniero Civil
UNIVERSIDAD CATÓLICA DE COLOMBIA FACULTAD DE INGENIERÍA
PROGRAMA DE INGENIERÍA CIVIL BOGOTÁ D.C.
2014


Nota de aceptación ______________________________________ ______________________________________ ______________________________________ ______________________________________
Director de Investigación Ing. Marisol Nemocón Ruiz
______________________________________
Asesor Metodológico Ing. Saieth Baudilio Cháves Pabón
______________________________________ Jurado Bogotá D.C., diciembre de 2014

CONTENIDO
pág. INTRODUCCIÓN 10 1. GENERALIDADES 11 1.1 ANTECEDENTES 11 1.2 PLANTEAMIENTO DEL PROBLEMA 12 1.2.1 Descripción del problema 12 1.2.2 Formulación del problema 13 1.3 OBJETIVOS 13 1.3.1 Objetivo general 13 1.3.2 Objetivos específicos 13 1.4 JUSTIFICACIÓN 13 1.5 DELIMITACIÓN 14 1.5.1 Alcances y limitaciones 14 1.6 MARCO REFERENCIAL 14 1.6.1 Marco teórico 14 1.6.1.1 Teoría de la confiabilidad 15 1.6.1.2 Teoría del mantenimiento 15 1.6.1.3 Teoría de la disponibilidad 16 1.6.1.4 Teoría de la seguridad 16 1.6.2 Marco conceptual 16 1.7 METODOLOGÍA 19 1.8 CRONOGRAMA DE ACTIVIDADES 20 1.9 PRODUCTOS A ENTREGAR 21 1.10 PRESUPUESTO DEL TRABAJO 21 1.11 ESTRATEGIAS DE COMUNICACIÓN Y DIVULGACIÓN 21 2. ESPECIFICACIONES DE ASIGNACIÓN, MODELIZACIÓN Y
PREDICCIÓN DE LA CONFIABILIDAD PARA EL SISTEMA 22 2.1 INTRODUCCIÓN 22 2.2 ESPECIFICACIONES DE LA CONFIABILIDAD 22 2.2.1 Métodos requeridos para la especificación de la confiabilidad 23 2.2.2 Descripción del medio ambiente 24 2.2.3 Medida de tiempo 25 2.2.4 Definición clara de fallos 25 2.2.5 Descripción del método para la demostración de confiabilidad 26 2.3 CONFIABILIDAD PRORRATEO Y/O ASIGNACIÓN 27 2.3.1 Introducción 27 2.3.2 Técnica de igualdad de prorrateo 28 2.3.3 Técnica de viabilidad de objetivos 28 2.4 MODELIZACIÓN Y PREDICCIÓN DE LA CONFIABILIDAD 29 2.4.1 Introducción 29

pág. 2.4.2 Procedimiento general 30 2.4.2.1 Definición del elemento 31 2.4.2.2 Servicio 32 2.4.2.3 Diagramas de bloques de la confiabilidad 32 2.4.2.4 Modelos matemáticos o de simulación 33 2.4.2.5 Descripción del sistema 34 2.4.2.6 Datos ambientales 34 2.4.2.7 Análisis de estrés 35 2.4.2.8 Distribución de fallos 35 2.4.2.9 Tasas de fallo 36 2.4.2.10 Confiabilidad de cada elemento 36 2.4.3 Predicción de la confiabilidad 36 2.4.3.1 General 36 2.5 PROCEDIMIENTO PASO A PASO PARA LA REALIZACIÓN DE
LA PREDICCIÓN Y ASIGNACIÓN DE LA CONFIABILIDAD DEL SISTEMA 37
3. ESPECIFICACIONES DE MANTENIMIENTO PARA EL SISTEMA 38 3.1 INTRODUCCIÓN 38 3.2 ESPECIFICACIONES DE MANTENIMIENTO 38 3.2.1 Mantenimiento correctivo 39 3.2.1.1 Mantenimiento correctivo de emergencia 39 3.2.1.2 Mantenimiento correctivo programado 40 3.2.2 Mantenimiento preventivo 41 3.2.3 Mantenimiento predictivo 42 3.2.4 Mantenimiento productivo total (TPM) 43 3.3 ACTIVIDADES DEL MANTENIMIENTO AUTÓNOMO (MA) 45 3.3.1 Desarrollo de trabajadores competentes en el manejo de los
equipos 45 3.3.2 Creación de un lugar de trabajo grato y estimulante 45 3.3.3 Limpieza como medio de verificación del funcionamiento del
equipo 46 3.3.4 Empleo de controles visuales 47 4. ESPECIFICACIONES DE DISPONIBILIDAD PARA EL SISTEMA 49 4.1 INTRODUCCIÓN 49 4.2 EL MANTENIMIENTO COMO FOCALIZADOR DE LA
DISPONIBILIDAD 50 4.3 TIEMPO MUERTO NO PROGRAMADO 51 4.4 MEJORAMIENTO DE LA DISPONIBILIDAD 52 5. ESPECIFICACIONES DE SEGURIDAD PARA EL SISTEMA 54 5.1 INTRODUCCIÓN 54

pág. 5.2 IDENTIFICACIÓN Y PREVENCIÓN DEL RIESGO LA CLAVE
PARA MEJORAR LA SEGURIDAD 55 5.2.1 Proteger al usuario, personal y activos 55 5.2.2 Acciones enfocadas a las necesidades del usuario 55 5.3 SOLUCIONES DE SEGURIDAD 55 5.3.1 Prevenir, detectar y registrar datos 55 5.3.1.1 Trenes 56 5.3.1.2 Vías y túneles 57 5.3.1.3 Estaciones 58 5.3.1.4 Centro de control de operaciones 58 5.3.1.5 Comunicación y transmisión de datos 59 6. CONCLUSIONES 61 7. RECOMENDACIONES 62 8. RECOMENDACIONES BIBLIOGRAFÍA 63

LISTA DE CUADROS
pág. Cuadro 1. Cronograma de actividades 20 Cuadro 2. Productos a entregar 21 Cuadro 3. Presupuesto global del anteproyecto 21

LISTA DE FIGURAS
pág. Figura 1. Confiabilidad 22 Figura 2. Probabilidad de éxito 24 Figura 3. Abrasión en pieza metálica 25 Figura 4. Gráfica de fallos 26 Figura 5. Pruebas en maquinaria 27 Figura 6. Prorrateo 28 Figura 7. Especificaciones de elementos 31 Figura 8. Almacenamiento de maquinaria 32 Figura 9. Diagramas de bloques 33 Figura 10. Probabilidad 34 Figura 11. Condiciones ambientales en máquinas 35 Figura 12. Operación en máquinas 35 Figura 13. Mantenimiento 38 Figura 14. Alarma por aparición de fallos 40 Figura 15. Mantenimiento correctivo programado 41 Figura 16. Mantenimiento preventivo 42 Figura 17. Gestión productiva total 44 Figura 18. Desarrollo de personal calificado 45 Figura 19. Ambiente de trabajo 46 Figura 20. Limpieza de maquinaria 47 Figura 21. Controles visuales con colores 48 Figura 22. Definición de disponibilidad 49 Figura 23. La disponibilidad 51 Figura 24. Tiempo muerto 52 Figura 25. Un buen servicio 53 Figura 26. Seguridad 54 Figura 27. Registro de datos 56 Figura 28. Tren 57 Figura 29. Vías férreas 57 Figura 30. Estación de tren 58 Figura 31. Centro de operaciones 59 Figura 32. Comunicación 60

10
INTRODUCCIÓN La confiabilidad de un sistema requiere de la definición de cada uno de sus elementos, también es necesario saber el servicio que va a efectuar cada uno de ellos, el conocimiento de la interacción de cada elemento es esencial, saber cuáles van a ser las condiciones de servicio de cada una de las partes, definir las distribución y las tasas de fallos. los tipos de mantenimiento empleados en la gestión RAMS son el mantenimiento correctivo de emergencia, mantenimiento correctivo programado, preventivo y predictivo. la disponibilidad está en función de la confiabilidad y la mantenibilidad. la seguridad tiene el fin de proteger la vida humana y el patrimonio férreo por medio de la tecnología actual.

11
1. GENERALIDADES RAMS (Reliability, Availability, Maintainability and Safety) es el acrónimo en inglés de confiabilidad, disponibilidad, mantenimiento y seguridad. El concepto RAMS está asociado al nivel de confianza que un sistema es capaz de ofrecer.1 El mantenimiento puede ser definido como el conjunto deacciones destinadas a mantener o reacondicionar un componente, equipo o sistema, en un estado en el cual sus funciones pueden ser cumplidas. Entendiendo como función cualquier actividad que un componente, equipo o sistema desempeña, bajo el punto de vista operacional.Con el avance de la tecnología, la filosofía del mantenimiento tomo un carácter predictivo. La confiabilidad es usada generalmente para expresar un cierto grado de seguridad de que un sistema opera exitosamente en un ambiente específico durante un cierto período, probabilidad de que un ítem pueda desempeñar sufunción requerida durante un intervalo de tiempo establecido y bajo condiciones de uso definido. En la actualidad el incremento en la complejidad de los sistemas, la competitividad en el mercado, y la creciente competencia por presupuesto y recurso han originado la expansión de la disciplina a muchas otras áreas.2 La disponibilidad de un sistema es una medida que indica cuánto tiempo está en funcionamiento ese equipo o sistema operativo, respecto de la duración total quese esperase que funcionara.3 En cuanto la seguridad tanto si transporta personas o mercancías, se quiere tener la certeza de que los está protegiendo de la mejor forma posible. Como gestión del transporte urbano, de las grandes líneas de transporte de pasajeros y de las redes de mercancías, también se quiere garantizar la seguridad del valioso patrimonio ferroviario. 1.1 ANTECEDENTES En la historia de la ingeniería ferroviaria los grandes accidentes dejan una huella imborrable, como la muerte de una cantidad numerosa de personas, la pérdida del patrimonio ferroviario y demás catástrofes que quedaron en el recuerdo. En 1895 la estación de Montparnasse, debido a que los maquinistas estaban tratando de ganar tiempo, entraron a la estación a excesiva velocidad y un defecto 1 BUREAU VERITAS. Servicios de Bureau Veritas, Gestión de la seguridad ferroviaria – RAMS [en línea]. [Citado: 29 de agosto de 2014]. Disponible en Internet: <URL: http://www.bureauveritas.es/wps/wcm/connect/6646e7804b05ce48a73dafe95bb5df22/Gestion_Seguridad_RAMS_2011.pdf?MOD=AJPERES&CACHEID=6646e7804b05ce48a73dafe95bb5df22>. 2 Ibíd. 3 Ibíd.

12
en los frenos provocó el descarrilamiento. A pesar de lo aparatoso del accidente, dos de los 131 pasajeros sufrieron lesiones y solo una mujer murió al ser golpeada por bloques de cemento de la estación. El Accidente ferroviario de Torre del Bierzo de 1944 se produjo en España, el día 3 de enero de dicho año, cuando chocaron dentro del túnel nº 20 de la línea Palencia-La Coruña un tren de correo, una locomotora en maniobras y un tren de mercancías. Según la autoridad judicial, el número oficial de víctimas mortales ascendió a 78, pero no se tiene certeza del número exacto de víctimas. El pésimo estado de las infraestructuras ferroviarias, pobremente mantenidas debido a la precaria y prolongada situación de postguerra, habrían sido en buena medida las responsables del accidente.4 El 6 de junio de 1981 en India, un tren de transporte de más de800 pasajeros descarriló y se hundió en el río Bagmati mientras cruzaba un puente. Después de cinco días, más de 200 cuerpos fueron recuperados, aunque la mayoría no pudieron ser rescatados. Las estimaciones oficiales de muertos son de 500 a 800. La causa del accidente sigue siendo incierta, ya que hay múltiples causas que figuran en línea: desde un ciclón hasta una inundación repentina o un error en los frenos al intentar evitar chocar contra un búfalo. En 1985 un tren en Etiopía descarriló hundiendo cuatro de sus cinco vagones en un barranco, el accidente se estima que mató a al menos 428 personas e hirió a 500 de los cerca de 1000 pasajeros a bordo. Fue el peor accidente en África. Se cree que la causa del accidente fue el exceso de velocidad. En 2003 el accidente ferroviario de Chinchilla, el tramo disponía del sistema de protección ASFA, sin embargo, al poner la señal de salida de estación en verde no se aplicó el freno de emergencia y se produjo el impacto que costó la vida a 19 personas.5 1.2 PLANTEAMIENTO DEL PROBLEMA 1.2.1 Descripción del problema. La movilidad en Bogotá es crítica, hasta tal punto que todos los días es la causa de perdida excesiva de tiempo, intolerancia, inseguridad y otras problemáticas, para la solución de la movilidad se piensa en la construcción de un metro, en la ampliación de la red de Transmilenio y en otras ideas; aquellos proyectos son muy buenos para la solución de movilidad de la ciudad, pero como se evidencia toman demasiado tiempo para ser materializados, y entre más avance el tiempo las problemáticas van en crecimiento, por lo cual se
4 TEINTERESA.ES. La lista de las mayores tragedias ferroviarios de la historia [en línea]. [Citado: 30 de agosto de 2014]. Disponible en Internet: <URL: http://www.teinteresa.es/mundo/mayores-tragedias-ferroviarias-historia_0_650937018.html>. 5 Ibíd.

13
piensa en una solución que sería mucho más rápida, la cual es la implementación de un sistema ferroviario en la ciudad, ya que se tienen las vías y la maquinaria puede ser traída de un país y/o ser ensamblada en Colombia. 1.2.2 Formulación del problema. La gestión RAMS representa un indicador, tanto cualitativo como cuantitativo, del grado de confianza que ofrece un sistema para comportarse de acuerdo a la funcionalidad especificada, de forma segura y con una alta disponibilidad. La seguridad es inherente a los sistemas ferroviarios y debe considerarse a lo largo de su ciclo de vida, desde su concepción hasta su desmantelamiento. El correcto desempeño de la actividad de mantenimiento es imprescindible para garantizar la seguridad de los sistemas durante la explotación y deben adoptarse todas las disposiciones necesarias para mantener el nivel de seguridad para el cual fueron desarrollados. ¿Cómo implementar el transporte ferroviario en Bogotá analizando y empleando la gestión RAMS? 1.3 OBJETIVOS 1.3.1 Objetivo general. Analizar la gestión RAMS para la implementación de un sistema ferroviario en Bogotá. 1.3.2 Objetivos específicos. • Realizar una investigación integral para la gestión RAMS en la ingeniería ferroviaria en Bogotá. • Proponer medidas y dejar ideas para la implementación de la gestión RAMS en la ingeniería ferroviaria en Bogotá. • Proponer actividades para prevenir accidentes cuando se implemente un sistema ferroviario en Bogotá. 1.4 JUSTIFICACIÓN En Bogotá los problemas de movilidad son el pan de cada día, por lo cual se propone la idea de volver a implementar el transporte ferroviario para solucionar esos problemas, al implementar este transporte se requiere que el mismo sea confiable y seguro, por lo cual se debe aplicar la gestión RAMS, ya que en la ciudad no se ha implementado la misma por falta de un sistema ferroviario organizado. Se conoce que en Bogotá se emplea mínimamente este medio de transporte, y se piensa que esta vía es la más rápida para solucionar los problemas de movilidad

14
de la ciudad, ya que se tienen las vías y la maquinaria que se puede importar o construir en el país, obviamente por el tiempo de construcción de los carriles, se debe estudiar si los mismos se pueden emplear en la actualidad para el transporte de personas, la gestión RAMS entra en los estudios ya que tiene como propósito prever todos los problemas que el sistema pueda presentar en el futuro. 1.5 DELIMITACIONES 1.5.1 Alcances y limitaciones. En Colombia el transporte ferroviario es muy limitado, por no decir que nulo, la empresa Ferrocarriles Nacionales de Colombia dejo de existir en el año 1991, ahora los ferrocarriles son empleados solo para el turismo, excepto Medellín, y la forma de transporte de mercancía en el país es por carretera actualmente. El transporte férreo es muy utilizado en los países desarrollados, por lo que se emplea constantemente la gestión RAMS. El transporte férreo en las ciudades solucionaría problemas de movilidad, en lo rural llegaría hasta los sitios más apartados del país. Se quiere dejar una idea de que en un futuro no muy lejano, se pueda acudir a este tipo de transporte, aplicando la gestión RAMS que se emplea en EUA y Europa, y así tener una ingeniería férrea fiable y segura. La gestión RAMS tiene normativas internacionales, por lo cual la búsqueda de información en Colombia es muy limitada, y si se quiere profundizar más en el tema, es necesario pedir colaboración de personal extranjero especializado, y documentación al respecto en países desarrollados. 1.6 MARCO REFERENCIAL 1.6.1 Marco teórico. El lenguaje de la ingeniería es la matemática. Las teorías detrás de cada especialidad de la ingeniería son concisamente establecidas en un conjunto de procedimientos matemáticos. Para las especialidades de la ingeniería de fiabilidad, disponibilidad y mantenibilidad (RAM), las teorías se expresan en las matemáticas de la probabilidad y estadística. La razón subyacente para el uso de estos conceptos es la incertidumbre inherente a la predicción de un fallo. Las piezas individualesproducirán un error dependiendo de sus fortalezas individuales, que pueden variar de una parte a otra y son prácticamente imposible de conocer. Del mismo modo, el tiempo para reparar un fallo también variará dependiendo de muchos factores cuyos valores en casos individuales son prácticamente imposible de conocer. Los parámetros RAM deben ser definidos en términos probabilísticos, tales como variables aleatorias, funciones de densidad, y las funciones de distribución se emplean en el desarrollo de la teoría de RAM.6
6 UNITED STATES OF AMERICA. Department of Defense. Military handbook, electronic reliability design handbook [en línea]. Estados Unidos de América [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.sre.org/pubs/Mil-Hdbk-338B.pdf>.
15
1.6.1.1 Teoría de la confiabilidad. Como se mencionó anteriormente, la confiabilidad se define en términos de probabilidad, parámetros probabilísticos como variables aleatorias, funciones de densidad, y las funciones de distribución se utilizan en el desarrollo de la teoría de la confiabilidad. Los estudios de confiabilidad se preocupan por las variables discretas y a la vez por las variables aleatorias continúas. Un ejemplo de una variable discreta es el número de fallos en un dado intervalo de tiempo. En cuanto a las variables aleatorias continuas, estas pueden tomar un valor cualquiera dentro de un intervalo predeterminado,un atributo esencial de una variable continua es que, a diferencia de una variable discreta, nunca puede ser medida con exactitud. La distinción entre variables discretas y continuas (o funciones) depende de la forma en que el problema se trata y no necesariamente en los procesos físicos o químicos básicos involucrados. Por ejemplo, en los análisis de los sistemas de “OneShot”, tales como misiles, por lo general se utiliza funciones discretas tales como el número de éxitos en los lanzamientos de "n". Sin embargo, si un misil es lanzado con éxito podría ser una función de su edad, incluyendo el tiempo de almacenamiento, y podría, por lo tanto, ser tratada como una función continua. La confiabilidad es la probabilidad de que no ocurra una falla de determinado tipo, para una misión definida y con un nivel de confianza dado.7 1.6.1.2 Teoría del mantenimiento. Para la confiabilidad, se establece que el diseño de un elemento pueda durar el mayor tiempo posible sin fallo; en el mantenimiento, el énfasis está en el diseño de un elemento para que un fallo pueda ser reparado rápidamente como sea posible. La combinación de una alta confiabilidad y alta capacidad de mantenimiento resulta en alta disponibilidad del sistema. Mantenibilidad, entonces, es una medida de la facilidad y la rapidez con la que un sistema o equipo puede ser restaurado al estado operativo después de un fallo. Es una función del diseño del equipo y la instalación, la disponibilidad de personal en los niveles de competencia requeridos, la adecuación del mantenimiento de los procedimientos y equipos de prueba, y el medio ambiente físico en los que el mantenimiento es realizado. Al igual que con la confiabilidad, mantenibilidad tiene unos parámetros que también son probabilísticos y se analizan mediante el uso de las variables continuas y discretas aleatorias, parámetros probabilísticos y estadísticos de distribuciones. Un ejemplo de un parámetro de mantenimiento discreto, es el número de mantenimientos completados en un tiempo (t), mientras que un
7 Ibíd.

16
ejemplo de un parámetro de mantenimiento continuo, es el tiempo para completar una acción de mantenimiento.8 1.6.1.3 Teoría de la disponibilidad. El concepto de disponibilidad fue desarrollado originalmente para sistemas reparables donde se requiere que su funcionamientosea de forma continua, es decir, durante todo el día, y se encuentran en cualquier punto aleatorio en el tiempo, ya sea de funcionamiento o sometido al fallo y que están siendo trabajados a fin de restablecer su funcionamiento en tiempo mínimo. En este concepto original de un sistema se considera sólo dos estados posibles, operativo o en la reparación, y la disponibilidad se define como la probabilidad de que un sistema esté funcionando satisfactoriamente en cualquier punto aleatorio en el tiempo (t). En otras palabras, la disponibilidad es una combinación de parámetros de fiabilidad y facilidad de mantenimiento.9 1.6.1.4 Teoría de la seguridad. El riesgo existente en una actividad viene directamente relacionado con la extensión de los daños y la frecuencia con la que ocurre el evento. Se pretende conocer con exactitud el riesgo, para que desde este punto de partida se pueda determinar las medidas de reducción del riesgo que permitan que sea tolerable, para ello se utilizarán medios y métodos que permitan reducir el riesgo, actuando sobre la extensión y/o sobre la frecuencia. La evaluación del riesgo se puede realizar dedos formas, cualitativa y cuantitativa; en la primera se emplea un grupo de análisis detallados utilizando HAZOPS (riesgo y operación),tablas tipo SI-Evento, árbol de fallos de consecuencias que determinará las frecuencias y la extensión; en el método cuantitativo se utilizarán tablas estadísticas para determinar la probabilidad y el impacto. Se define como la probabilidad de que un sistema de seguridad realice adecuadamente la totalidad de las funciones requeridas, bajo todas las circunstancias establecidas y durante un período específico de tiempo.10 1.6.2 Marco conceptual. Conceptos claves que deben tener en cuenta para la comprensión del tema, una lista de siglas y abreviaturas utilizadas comúnmente asociadas con la confiabilidad y disciplinas afines. • ACCESIBILIDAD: una medida de la facilidad relativa de admisión a las diferentes áreas de un artículo para el propósito de la operación o el mantenimiento.
8 Ibíd. 9 Ibíd. 10 CARLOS RUIZ, José. Sistemas de seguridad IEC61508 [en línea]. [Citado: 29 de agosto de 2014]. Disponible en Internet: <URL: http://www.isa-spain.org/images/biblioteca_ virtual/redundancia%20sist.pdf>.
17
• ACCIÓN CORRECTIVA: Un diseño documentado, proceso, procedimiento, o materiales de cambio implementado y validado para corregir la causa del fallo o deficiencia de diseño. • ALINEACIÓN: realizar los ajustes necesarios para devolver un artículo a la operación especificada. • ANÁLISIS DE FALLA: Con posterioridad al fallo, el examen sistemático lógico de un elemento, su construcción, la aplicación y la documentación para identificar el modo de fallo, determinar el mecanismo de falla y su curso básico. • AISLAMIENTO: determinación de la localización de un fallo en la medida posible. • CALIBRACIÓN: una comparación de un dispositivo de medición con un estándar conocido y un subsiguiente ajuste para eliminar cualquier diferencia. • COMPONENTE: dentro de un producto, sistema, subsistema o equipo, es una parte o elemento. • DEPURACIÓN: un proceso para detectar y remediar las deficiencias en un elemento. • DURABILIDAD: Una medida de la vida útil de un elemento. • DIAGNÓSTICO INTEGRADO: Un proceso estructurado que maximiza la eficacia de diagnóstico mediante la integración de los elementos pertinentes, tales como la capacidad de prueba, automática y manual de las mismas. • EQUIPO: término general que designa a un elemento o grupo de elementos capaces de realizar una función completa. • EFECTO DE FALLA: la consecuencia que tiene una falla sobre el funcionamiento, la función, o el estado de un elemento. • FALLO DE CATÁSTROFE: un fallo que causa la pérdida de la vida humana, o grave daños colaterales a la propiedad. • FALLO CRÍTICO: un fallo o una combinación de fracasos que impide que un elemento pueda llevar a cabo una misión especificada. • FALLA DEPENDIENTE: una falla de un elemento causada por el fallo de un elemento asociado.

18
• FALLO INTERMITENTE: el incumplimiento de una función específica por un período limitado de tiempo, seguido por la capacidad de recuperación del elemento para llevar a cabo una función específica sin ninguna acción correctiva. • FALLO AL AZAR: Un fracaso, y de cuya existencia no se puede predecir, excepto en una de sentido probabilístico o estadístico. • FALLOS NO DETECTABLES: Las fallas en el componente, equipo, subsistema o en el sistema que son identificables por análisis, pero no pueden ser identificados a través de pruebas periódicas o revelada por una alarma o una indicación de una anomalía. • FALSA ALARMA: una falla indicada por circuitos de monitoreo donde ningún fallo puede ser encontrado o confirmado. • INVENTARIO ACTIVO: el grupo de elementos asignados a un estado de funcionamiento. • ÍTEM: un término general que se utiliza para referirse a cualquier producto, sistema, el material, parte, subconjunto, conjunto o accesorio. • LOCALIZACIÓN: determinación de la ubicación de un fallo en la medida posible, sin necesidad de utilizar equipos de prueba o accesorios. • MANTENIMIENTO DE EVENTOS: una o más acciones de mantenimiento preventivo debido a cualquier tipo de avería o mal funcionamiento, falsa alarma o plan de mantenimiento. • MANTENIMIENTO PROGRAMADO: la inspección y el mantenimiento periódico de los productos prescritos o artículos, previamente organizados en un calendario. • MTBF: Una medida básica de seguridad para reparar artículos. El número medio de unidades de vida durante el cual todas las partes del elemento trabajan dentro de sus límites especificados, durante un intervalo de medición en particular bajo condiciones establecidas. • OPERABLE: el estado en el que un elemento es capaz de realizar su función prevista. • PREDICCIÓN: lo que se espera en algún momento futuro, postulado en el análisis del pasado, experiencias y pruebas. • PRUEBA DE DEMOSTRACIÓN: Un ensayo realizado en condiciones específicas, con el fin de determinar el cumplimiento de los requisitos de diseño.

19
• RELEVANTE: es aquello que puede ocurrir o se repetirá durante la vida de un elemento. • TIEMPO ACTIVO: tiempo durante el cual un elemento se encuentra en un estado operativo. • TIEMPO MUERTO: tiempo durante el cual un elemento no se encuentra en condiciones de realizar su función establecida. • TEST DE CALIFICACIÓN: una prueba realizada en condiciones específicas, para determinar si el diseño cumple los requisitos. • TEST DE DESARROLLO: Pruebas realizadas durante el desarrollo y la integración para garantizar si se cumple los parámetros críticos de diseño, comprobación del rendimiento del diseño de un elemento. • TASA DE FRACASO O FALLO: El número total de fallos dentro de un conjunto de elementos, dividido por el total de número de unidades de vida gastados, durante un período particular bajo condiciones establecidas. • VIDA ÚTIL: número de unidades de vida de fabricación hasta cuando el artículo tiene un fallo irreparable o una tasa de fracaso inaceptable. 1.7 METODOLOGÍA Se desarrolla una investigación aplicada sobre la gestión RAMS para dar a conocer la necesidad de implementar la misma en el sector ferroviario, la investigación a realizar esta guiada por tres pilares. • Análisis de palabras claves. Las palabras claves marcan una pauta importante en la investigación, el empleo y el conocimiento de las palabras claves aseguran un análisis claro del tema. • Análisis de causa-efecto. Estudiando los accidentes históricos, se hace un análisis de la causa de la catástrofe, se analiza la época en el tiempo, la tecnología empleada y otros factores y variables a tomar en cuenta, es decir, muestran de qué manera las condiciones finales son causadas por las condiciones iniciales y las etapas intermedias. • Análisis de propuestas y actividades empleadas en documentos RAMS. Empleo de la norma estadounidense MIL-HDBK-338B (RAM), la norma de sistemas de seguridad IEC61508 (S) y otros documentos que involucran la gestión RAMS, para analizar las propuestas y actividades que se indican en dichos documentos para la prevención de fallos y accidentes futuros.
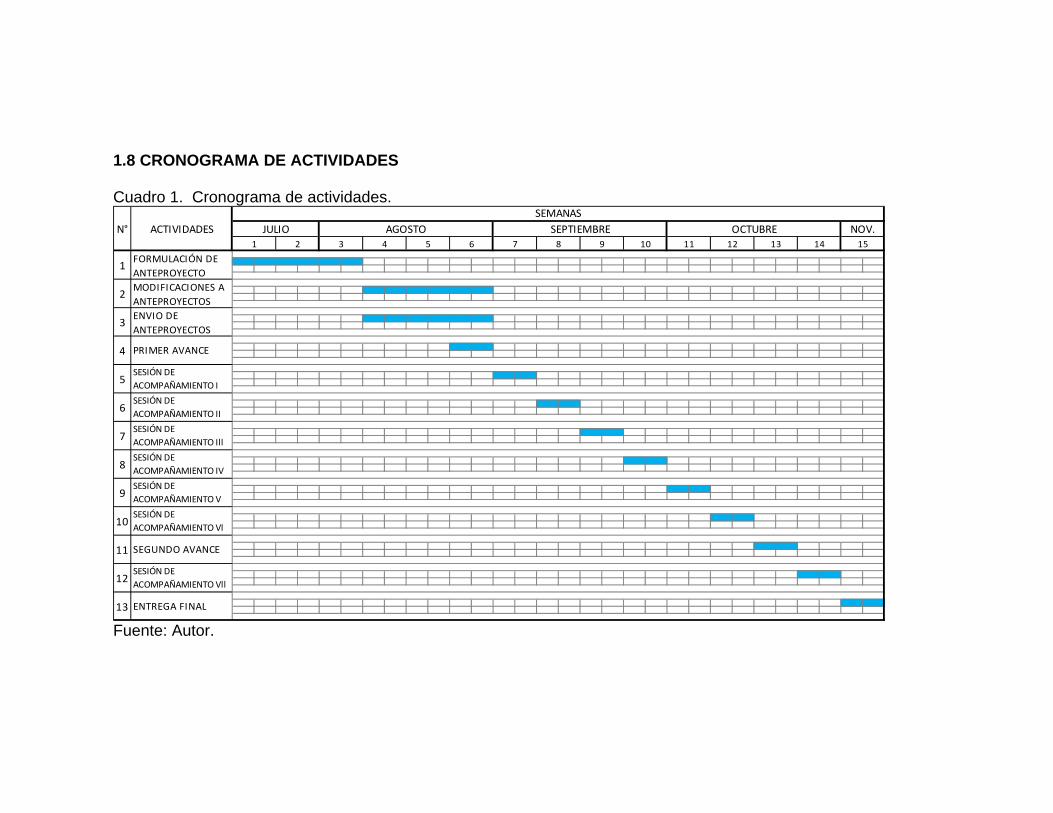
1.8 CRONOGRAMA DE ACTIVIDADES Cuadro 1. Cronograma de actividades.
ENTREGA FINAL
MODIFICACIONES A ANTEPROYECTOSENVIO DE ANTEPROYECTOS
SESIÓN DE ACOMPAÑAMIENTO II
SESIÓN DE ACOMPAÑAMIENTO Ill
SESIÓN DE ACOMPAÑAMIENTO IV
SESIÓN DE ACOMPAÑAMIENTO V
SESIÓN DE ACOMPAÑAMIENTO Vl
SEGUNDO AVANCE
SESIÓN DE ACOMPAÑAMIENTO Vll
PRIMER AVANCE
SESIÓN DE ACOMPAÑAMIENTO I
ACTIVIDADESN°
FORMULACIÓN DE ANTEPROYECTO
SEMANAS
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
JULIO AGOSTO SEPTIEMBRE OCTUBRE NOV.
1
2
3
4
5
6
7
8
9
10
11
12
13 Fuente: Autor.

21
1.9 PRODUCTOS A ENTREGAR Cuadro 2. Productos a entregar.
PRODUCTOS A ENTREGAR TIPO NOMBRE FECHA
Documento Primer avance 30 de Agosto Documento Segundo avance 20 de Octubre Documento Final 6 de Noviembre
Fuente: Autor. 1.10 PRESUPUESTO DEL TRABAJO Cuadro 3. Presupuesto global del anteproyecto.
PRESUPUESTO GLOBAL DEL ANTEPROYECTO INGRESOS EGRESOS
Auxilio o patrocinio para la elaboración del trabajo $0.0 $0.0Recurso Humano-Honorarios y servicios personales $0.0 $0.0Equipo $0.0 $0.0Materiales $20,000.0 $10,000.0Viajes $20,000.0 $10,000.0Pruebas de laboratorio $0.0 $0.0Imprevistos $10,000.0 $10,000.0Totales $50,000.0 $30,000.0
Fuente: Autor. 1.11 ESTRATEGIAS DE COMUNICACIÓN Y DIVULGACIÓN El método de comunicación y divulgación interno del presente trabajo será mediante ayudas visuales como diapositivas y pancartas. Una vez finalizada la investigación sobre la gestión RAMS, se divulgara la información a la comunidad académica mediante la exposición final. Para difundir la información externamente, se escribirá un artículo acerca del tema y se subirá a Internet, exactamente se empleará la página BLOGGER, para luego ser compartido en las redes sociales.

22
2. ESPECIFICACIONES DE ASIGNACIÓN, MODELIZACIÓN Y PREDICCIÓN DE LA CONFIABILIDAD PARA EL SISTEMA
2.1 INTRODUCCIÓN Esta sección hace hincapié en los enfoques prácticos para la especificación, la asignación y la predicción en la confiabilidad del sistema. Discute métodos para especificar la fiabilidad, cuantitativamente, describe procedimientos para la asignación de la fiabilidad de cada uno de los elementos del equipo o el sistema, proporciona detalles sobre los métodos de modelado de la confiabilidad del sistema y describe las técnicas para predecir la confiabilidad del mismo.11 Figura 1. Confiabilidad.
Fuente. GRUPO LUZ Y VERDAD, A. C. Confiabilidad [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://grupoluzyverdad.org/author/pakoosuna/>. 2.2 ESPECIFICACIONES DE LA CONFIABILIDAD El primer paso es especificar la fiabilidad requerida que el equipo o el sistema debe lograr. Los elementos esenciales para especificarla confiabilidad son: • Una descripción cuantitativa del requisito de fiabilidad. • Una descripción completa del medio ambiente en el que el equipo o sistema se almacenará, se transportará, operará y estará en mantenimiento. • Identificación clara de la medida de tiempo (horas de funcionamiento, horas de vuelo, ciclos, etc.) • Una definición clara de lo que constituye el fallo del sistema. 11 UNITED STATES OF AMERICA. Department of Defense. Op. Cit.
23
• Una descripción del procedimiento de ensayo con el fin de aceptar o rechazar los criterios que se utilizarán para demostrar la fiabilidad especificada.12 2.2.1 Métodos requeridos para la especificación de la confiabilidad. Para que tenga sentido, un requisito de fiabilidad se debe especificar cuantitativamente. Existen tres formas básicas en que un requisito de confiabilidad se puede definir: • Como una "vida media" o un tiempo medio entre fallos, MTBF. Esta definición es útil para sistemas de larga vida en la que la forma de la distribución de la fiabilidad no es demasiado crítica. Aunque esta definición es adecuada para la especificación de la vida, no da ninguna garantía positiva de un determinado nivel de fiabilidad en la vida temprana. • Como una probabilidad de supervivencia durante un período determinado de tiempo (t). Lo anterior es útil para la definición cuando se requiere una alta fiabilidad durante un período. • Como una probabilidad de éxito, independiente del tiempo. Esta definición es útil para especificar la fiabilidad de los dispositivos. El requisito de fiabilidad puede especificarse en cualquiera de estas dos maneras: un valor nominal o de diseño con el que el usuario estaría satisfecho, en promedio; o un valor mínimo por debajo del cual el usuario encuentre el sistema totalmente inaceptable y que no pudo ser tolerado en el entorno operativo, un valor basado en las necesidades de funcionamiento. Cualquiera que sea el valor elegido como el requisito especificado, hay dos reglas que deben ser aplicadas. • Cuando se especifica un valor nominal como requisito, especifique siempre un valor mínimo aceptable que el sistema deba exceder. • Cuando se usa un solo valor mínimo a especificar como requisito, siempre asegurar que se define claramente como mínimo.13 12 Ibíd. 13 Ibíd.
24
Figura 2. Probabilidad de éxito
Fuente. EMPRENDELANDIA. ¿Fracasar es triunfar? [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://blog.emprendelandia.es/fracasar-es-triunfar/>. 2.2.2 Descripción de medio ambiente. La especificación de confiabilidad debe cubrir todos los aspectos del entorno de uso, ya que el sistema al ser expuesto puede influir en la probabilidad de fallo. Las condiciones se refieren a todas las variables del medio ambiente en el que el sistema está en uso, incluyendo las siguientes: • Penetración de temperatura / abrasión. • Humedad, luz ambiental. • Choque de posición de montaje. • Vibración, tiempo (viento, lluvia, nieve). • Habilidades del operador bajo presión.

25
Figura 3. Abrasión en pieza metálica.
Fuente. WIKCIONARIO. Abrasivo [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://es.wiktionary.org/wiki/abrasivo>. 2.2.3 Medida de tiempo. El tiempo es vital para la descripción cuantitativa de la fiabilidad. Es la variable independiente en la función de la confiabilidad. El uso del sistema desde el punto de vista del tiempo, en gran medida, determina la expresión de la confiabilidad. Para los casos en que un sistema no está diseñado para la operación continua, un perfil de tiempo total previsto o secuencias de tiempo de operación, estos deben ser definidos en términos de ciclos de trabajo. 2.2.4 Definición clara de fallos. Una definición clara e inequívoca de "fallo" deberá ser establecida para el equipo o el sistema en relación con sus parámetros de rendimiento importantes. También debe expresarse en términos que serán medibles durante la prueba de demostración. Las mediciones de parámetros suelen incluir atributos y variables de características de rendimiento. Los límites de acierto y fracaso se deben determinar para cada característica esencial del rendimiento del sistema. Ellos deben ser definidos en términos claros e inequívocos.14 14 Ibíd.

26
Figura 4. Gráfica de fallos.
Fuente. ALONZO, Denisis. Detección y análisis de fallas: análisis de modos y efectos de fallas [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.monografias.com/trabajos94/deteccion-modos-efectos-y-analisis-fallas/deteccion-modos-efectos-y-analisis-fallas.shtml>. 2.2.5 Descripción del método para la demostración de confiabilidad. No es suficiente especificar sólo el requisito de fiabilidad, también se debe delimitar la prueba que se realizará para verificar si el requisito especificado se ha cumplido. En esencia, el elemento de la especificación de fiabilidad debe responder a las siguientes preguntas: • ¿Cómo se pondrá a prueba el equipo o sistema? Las condiciones de prueba especificadas, por ejemplo, las condiciones ambientales, las medidas de prueba, la longitud de la prueba, las condiciones de operación del equipo, aceptar o rechazar criterios, informes de pruebas de requisitos, etc. • ¿Quién va a realizar las pruebas? El contratista, el gobierno o estado, una organización independiente. • ¿Cuándo se llevarán a cabo las pruebas? Desarrollo, producción, operación de campo. • ¿Dónde se realizarán las pruebas? La planta del contratista, en instalacionesdel gobierno.15 15 Ibíd.

27
Figura 5. Pruebas en maquinaria.
Fuente. CYTI. Equipos para pruebas destructivas: Equipo Tinius Olsen para pruebas mecánicas [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.cyti.com.mx/Equipo_pruebas_destructivas.asp>. 2.3 CONFIABILIDAD PRORRATEO Y/O ASIGNACIÓN 2.3.1 Introducción. El proceso de asignación es aproximado. Los parámetros de fiabilidad prorrateados a los subsistemas son usados como pautas para determinar la viabilidad del diseño. Si la fiabilidad asignada para un específico subsistema no se puede lograr en el estado actual de la tecnología, a continuación, el diseño del sistema debe ser modificado y las asignaciones de fiabilidad reasignadas. Este procedimiento se repite hasta que una asignación es lograda y satisface el requisito de nivel del sistema.16 En el evento de que incluso con la reasignación, algunas partes del subsistema no satisfagan los requisitos planeados con la técnica empleada, el diseñador debe utilizar los siguientes enfoques con el fin de alcanzar la fiabilidad deseada: • Búsqueda de componentes más fiables para su uso. • Simplificar el diseño mediante el uso de un número menor de componentes, sin perjudicar el rendimiento de sistema. • Aplicar técnicas de reducción de potencia en los componentes para reducir las tasas de fallos. • Utilice redundancia para los casos en que 1, 2 y 3 no se aplican.
16 Ibíd.

28
Cabe señalar que el proceso de asignación puede, a su vez, llevarse a cabo en cada uno de los niveles menores de jerarquía del sistema, por ejemplo, equipo, módulos, componentes.17 2.3.2 Técnica de igualdad de prorrateo. La técnica de igualdad de distribución asume una serie de subsistemas "n", cada uno de los cuales es asignado con el mismo objetivo de fiabilidad. Este método supone subsistemas con tasas de fallo constante, esta técnica de prorrateo requiere de la expresión de los requisitos de fiabilidad en términos de tasas de fallo. Figura 6. Prorrateo.
Fuente. REPARTO PROPORCIONAL [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://mateestsectec53.blogspot.com/2012/08/reparto-proporcional.html>. 2.3.3 Técnica de viabilidad de objetivos. Esta técnica fue desarrollada principalmente como un método de asignación de fiabilidad sin reparación para sistemas mecánico-eléctricos. En este método, los factores de asignación del subsistema se calculan en función de las calificaciones numéricas de complejidad del sistema, estado del arte, puntualidad y condiciones ambientales. Estos valores se calculan por el ingeniero sobre la base de su experiencia. Cada calificación se da en una escala del 1 al 10, con valores asignados como se explica: • SistemaIntrincado. Se evalúa teniendo en cuenta el número probable de partes o componentes que constituyen el sistema y también se juzga por la complejidad de ensamblado de estas piezas o componentes. Un sistema menos complejo tiene una calificación de 1, y una extrema complejidad del sistema tiene una calificación de 10. 17 Ibíd.

29
• Estado del arte. Se considera el estado presente del avance tecnológico en todos los campos. El diseño menos adelantado tiene un valor de 10, y el más desarrollado se le asigna un valor de 1. • Tiempo de Rendimiento. El elemento que funciona durante todo el tiempo de servicio tiene un valor de 10, y el elemento que opera en un menor tiempo tiene un valor de 1. • Medio ambiente. Las condiciones ambientales también se han valorado. Los elementos que están expuestos en ambientes hostiles y muy graves durante su funcionamiento son clasificados con un valor de 10, y los que están en ambientes menos severos se han valorado como 1.18 2.4 MODELIZACIÓN Y PREDICCIÓN DE LA CONFIABILIDAD 2.4.1 Introducción. La modelización y predicción de la confiabilidad son esenciales en la evaluación de un diseño. Los modelos y las predicciones de la confiabilidad en sí mismos, no contribuyen significativamente a la fiabilidad del sistema. Las predicciones, sin embargo, proporcionan una base racional para las decisiones del diseño, tales como la elección entre conceptos alternativos, la elección de los niveles de calidad, factores de reducción que deben aplicarse, uso de las técnicas y otros factores. La modelización y predicción es una metodología para estimar la capacidad de un elemento para cumplir los requisitos de confiabilidad especificados. Una predicción estima la probabilidad de que un elemento cumpla sus funciones requeridas durante el servicio. Una predicción básica estima la demanda de mantenimiento y apoyo logístico causada por la falta de confiabilidad de un elemento. Cuando se utiliza en combinación, las dos predicciones proporcionan una base para la identificación de zonas en las que se necesita especial énfasis o atención. El Modelo y la predicción deben iniciarse tempranamente en la etapa de definición en la evaluación del diseño y así proporcionar una base para la asignación de confiabilidad (prorrateo), para luego establecer actividades de acción correctiva. Los modelos de confiabilidad y predicción se actualizan cuando hay un cambio significativo en el diseño, la disponibilidad de detalles de diseño, requisitos ambientales nuevos, datos de estrés y/o datos de tasa de fallo.19 18 Ibíd. 19 Ibíd.

30
Son usos de los modelos y predicciones de la confiabilidad: • Evaluar los requisitos de confiabilidad en los documentos de planificación, diseño preliminar con especificaciones y solicitudes de propuestas, y la determinación de la viabilidad de requisitos de fiabilidad propuesta. • Comparación de los requisitos de fiabilidad establecidos con el estado de la última tecnología en que el sistema trabaja, y proporcionar orientación en las decisiones presupuestarias y de programación. • Proporcionar una base para la preparación de propuestas, evaluación y selección de contratistas. • Evaluar el valor de la fiabilidad a través de las predicciones presentadas en las propuestas técnicas e informes en las transacciones de pre-contrato. • Identificar y clasificar las posibles áreas problemáticas, y sugerir posibles soluciones. • Asignar requisitos de fiabilidad entre los subsistemas y elementos de nivel inferior. • Evaluar la selección de las piezas propuestas, materiales y procesos. • Evaluar el diseño antes de la fabricación de prototipos. • Proporcionar una base para el análisis y evaluación de alternativas de diseño. 2.4.2 Procedimiento general. Las etapas expuestas a continuación definen el procedimiento para desarrollar un modelo de fiabilidad y realizar una predicción de la misma. El esfuerzo para desarrollar la información, para los siguientes pasos, debe ser estrechamente coordinado con las actividades del programa relacionadas (como la ingeniería de diseño, ingeniería de sistemas, mantenibilidad y logística) para reducir al mínimo las equivocaciones y asegurar la coherencia y la corrección. • Definir el elemento para el que la predicción es aplicable. • Definir el servicio (ciclo de vida) para el cual se modela y predice la fiabilidad. • Definir los diagramas de bloques de confiabilidad. • Definir los modelos matemáticos o de simulación para calcular la fiabilidad.
31
• Definir todas las partes del sistema. • Definir el perfil del medio ambiente y las condiciones esperadas. • Definir las condiciones de estrés. • Definir la distribución fallos. • Definir las tasas de fallos. • Calcular la confiabilidad de los elementos.20 2.4.2.1 Definición del elemento. Las características del elemento se indican en términos de variedad, altitud, velocidad, maniobrabilidad, condiciones ambientales, el poder, o en cualquier otro parámetro en que pueden ser aplicables. La definición del elemento se actualizará a medida que más información esté disponible para apoyar la predicción de diseño preliminar. Figura 7. Especificaciones de elementos.
Fuente. AFICIONADOS A LA MECÁNICA. Elementos móviles del motor [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.aficionadosalamecanica.net/motor-elementos-moviles.htm>. 20 Ibíd.

32
2.4.2.2 Servicio. Los servicios (ciclo de vida) es una descripción detallada de todos los eventos y entornos asociados a un elemento. Información de ciclos logísticos, ciclos operativos, perfiles de servicio, y del medio ambiente. • Ciclo Logístico: describe la duración prevista y la secuencia de eventos, transporte, y almacenamiento de los elementos para garantizar la disponibilidad operativa. • Ciclo operacional: describe la duración prevista y la secuencia de los acontecimientos de un elemento durante su estado operativo. • Perfil del servicio: describe eventos y condiciones asociadas con la operación específica de un elemento. • Perfil ambiental: se describen los entornos naturales que actúan específicamente sobre la operación, eventos y funciones descritas por la parte logística y los ciclos operativos. Figura 8. Almacenamiento de maquinaria.
Fuente. ES POR MADRID. Uso de agua reciclada en el lavado de los trenes del metro [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.espormadrid.es/2012/11/uso-de-agua-reciclada-en-el-lavado-de.html>. 2.4.2.3 Diagramas de bloques de la confiabilidad. Los diagramas de bloques de la confiabilidad se preparan para mostrar las interdependencias entre todos los elementos (subsistemas, equipos, etc.). Una completa comprensión del servicio del sistema y la interacción de cada una de sus partes producirá un diagrama de bloques de la confiabilidad.21
21 Ibíd.

33
Figura 9. Diagramas de bloques.
Fuente. UNITED STATES OF AMERICA. Department of Defense. Military handbook, electronic reliability design handbook [en línea]. Estados Unidos de América [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.sre.org/pubs/Mil-Hdbk-338B.pdf>. 2.4.2.4 Modelos matemáticos o de simulación. Son modelos necesarios para relacionar diagramas de bloques de confiabilidad para extraer datos de tiempo-evento y datos de tasa de fallos. Esto puede hacerse a través de medios puramente matemáticos o equipos que generen modelos de simulación. La solución de los modelos será el elemento prediga la fiabilidad. El modelo matemático será capaz de ser actualizado fácilmente con la información resultante de la confiabilidad y con otras pruebas pertinentes, así como los cambios en la configuración del elemento, parámetros de servicio y las limitaciones operacionales.
34
Figura 10. Probabilidad.
Fuente. ROJAS LAGARDE, Alfredo y CANZIÁN, Adrián. Fundamentos de probabilidad y estadística [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.edutecne.utn.edu.ar/probabilidad/probabilidad.html>. 2.4.2.5 Descripción del sistema. La descripción de los componentes del sistema tiene que ser proporcionada para cualquier predicción sobre la base de sus tasas de deterioro. El número de identificación de la pieza del esquema, la especificación de cada una de sus partes y el tipo de especificación debe ser incluido. 2.4.2.6 Datos ambientales. Los datos ambientales que afectan a las tasas de fallo del sistema deben ser definidos. Estos datos incluyen una descripción específica de los entornos naturales donde están asociados los eventos, las operaciones y funciones descritas por los ciclos logísticos y operativos.

35
Figura 11. Condiciones ambientales en maquinas
Fuente. CASSANI, Marcelo. Humedad en las redes de aire [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: https://marcelocassani.wordpress.com/2011/06/13/humedad-en-las-redes-de-aire/>. 2.4.2.7 Análisis estrés. Se realizan unos análisis para determinar las tensiones de operación para cada elemento del sistema, según el detalle disponible del diseño. Las tasas de fallo pueden ser modificadas por factores apropiados para tener en cuenta el efecto de la tensión aplicada. Las relaciones de esfuerzo se identificarán individualmente estimándose, calculándose o midiéndose. Figura 12. Operación en maquinas.
Fuente. EXPERT MUEBLE. Ingeniería de producción [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.erp-expert-mueble.es/ingieneria.html>. 2.4.2.8 Distribución de fallos. Se debe especificar una distribución de fallos adecuada en cada uno de los elementos electrónicos, eléctricos, electromecánicos y mecánicos del sistema para ser utilizados en el cálculo.

36
2.4.2.9 Tasas de fallo. Las tasas de fracaso o de fallo para todos los elementos electrónicos, eléctricos, electromecánicos y mecánicos son requeridos para cada evento y entorno significativo en el uso del servicio. 2.4.2.10 Confiabilidad de cada elemento. La fiabilidad de cada elemento será calculada usando modelos matemáticos o de simulación, aplicando los datos de tasa de fracaso. Los resultados de la predicción deben expresarse en términos compatibles con los requisitos de la fiabilidad especificada. 2.4.3 Predicción de la confiabilidad. Las predicciones son un medio para determinar la viabilidad de los requisitos y la evaluación de los progresos hacia el logro de esos requisitos. En general, existe una jerarquía de técnicas de predicción disponibles para la fiabilidad las cuales puede emplear el diseñador, dependiendo de la profundidad del conocimiento del diseño y la disponibilidad de datos históricos sobre los equipos y componentes. Por lo tanto, se han desarrollado técnicas para acomodar el diferente estudio de fiabilidad y análisis de requisitos y la disponibilidad de datos detallados como el diseño del sistema. Estas técnicas se pueden dividir en cuatro categorías, dependiendo del tipo de disponibilidad de los datos o información para el análisis. Las categorías son: • Análisis de elementos similares. • Análisis de conteo por partes. • Los análisis de estrés. • Análisis físico de fallo.22 2.4.3.1 General. Para realizar un análisis satisfactorio de fiabilidad de un sistema, se necesita información básica que debería incluir: • Descripción. Descripciones de las partes o componentes, estas deben ser proporcionadas para cualquier predicción en base a las tasas de fallo de cada parte. • Datos Ambientales. Datos ambientales que afectan a las tasas de fallo de parte deben ser definidos. Las categorías ambientales deben definirse para cada uso del servicio. • Temperatura de funcionamiento. Las temperaturas de los componentes utilizados para fines de predicción se deben detallar, análisis térmico de funcionamiento.
22 Ibíd.

37
• Análisis de tensión. Los análisis deben realizarse para determinar las tensiones de operación para cada elemento. Las tasas de fallo son modificadas por factores apropiados para tener en cuenta el efecto de la tensión aplicada. • Las distribuciones de fallo. La distribución adecuada de fallos en los elementos asegura una predicción satisfactoria. • Las tasas de fracaso. Las tasas de fallo deben ser indicadas para cada elemento del sistema.23 2.5 PROCEDIMIENTO PASO A PASO PARA LA REALIZACIÓN DE LA PREDICCIÓN Y ASIGNACIÓN DE LA CONFIABILIDAD DEL SISTEMA En resumen, los siguientes pasos básicos se aplican a la predicción y la asignación de laconfiabilidad: • Definición del equipo o el sistema. • Definición de los fallos. • Definición de las condiciones de operación y mantenimiento. • Desarrollar el diagrama de bloques de confiabilidad. • Establecer un modelo matemático. • Recopilación de las listas del equipo o sistema, componentes o piezas. • Representación de elementos similares, conteo por partes, elementos donde se hace hincapié en el análisis de estrés y predicciones de análisis físico de fallos. • Asignación de tasas de fallo. • Cálculo de la confiabilidad de los equipos o del sistema. • Asignar la confiabilidad para el sistema. • Evaluar la viabilidad de los requisitos asignados.24
23 Ibíd. 24 Ibíd.

38
3. ESPECIFICACIONES DE MANTENIMIENTO PARA EL SISTEMA 3.1 INTRODUCCIÓN Un buen sistema de mantenimiento, garantiza la continuidad en los procesos y asimismo asegura una calidad de salida satisfactoria. A continuación se presenta una descripción detallada de los diferentes sistemas de mantenimiento y hace énfasis en la necesidad de preparar operarios competentes y comprometidos, aptos para implementar todas estas medidas de calidad. Figura 13. Mantenimiento.
Fuente. EJ2 INFORMÁTICA. Mantenimiento [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.ej2informatica.com/mantenimiento/>. 3.2 ESPECIFICACIONES DE MANTENIMIENTO Los sistemas de mantenimiento han ido evolucionando con el tiempo y hoy no pueden dejarse de tomar en cuenta, en ninguna de sus variadas formas y versiones, si se pretende una manufactura de clase global. Probablemente, en los primeros años del desarrollo de las industrias, las tareas de mantenimiento se hayan limitado a efectuar reparaciones o cambios de piezas luego de que éstas fallaran o, en algunos casos, a realizarlas poco antes de que las mismas se presenten. Actualmente existen variados sistemas para encarar el servicio de mantenimiento de las instalaciones en operación, algunos de ellos no solamente centran su atención en la tarea de corregir las fallas, sino que también tratan de actuar antes de la aparición de las mismas haciéndolo tanto sobre los bienes, como sobre los

39
que se encuentran en etapa de diseño, introduciendo en estos últimos, las modalidades correspondientes.25 Los tipos de mantenimiento que se analizarán son los siguientes: • Mantenimiento correctivo.
de emergencia programado
• Mantenimiento preventivo. • Mantenimiento predictivo. • Mantenimiento productivo total (TPM). Normalmente coexisten varios de ellos en mismo sistema, pues se trata de elegir el sistema que más convenga según el tipo de bien a mantener, la organización del mantenimiento y la capacidad del personal y de los talleres, la intensidad de empleo de los bienes, el costo del servicio o las posibilidades de aplicación. 3.2.1 Mantenimiento correctivo. 3.2.1.1 Mantenimiento correctivo de emergencia. Este tipo de servicio actúa sobre hechos ciertos y el mantenimiento consistirá en reparar la falla. El mantenimiento correctivo de emergencia deberá actuar lo más rápido posible con el objetivo de evitar costos y daños materiales, o en el peor de los casos, daños al personal operativo. Este sistema resulta aplicable en sistemas complejos, normalmente a componentes electrónicos o en los que es imposible predecir las fallas, y en los procesos que admiten ser interrumpidos en cualquier momento y durante cualquier tiempo, sin afectar la seguridad. También para equipos que ya cuentan con cierta antigüedad.26 Tiene como inconvenientes, que la falla se puede presentar en cualquier momento, muchas veces en el menos oportuno, debido justamente a que en esos momentos se somete el equipo a una mayor exigencia. Otro inconveniente de este sistema, es que debe disponerse de un capital importante para ser invertido en piezas de repuestos, debido a que se deben tener disponibles en cualquier momento por si el fallo aparece. 25 PADILLA NISTHAL, Estuardo. Los sistemas de mantenimiento [en línea]. [Citado: 11 de octubre de 2014]. Disponible en Internet: <URL: http://www.tec.url.edu. gt/boletin/URL_06_IND01.pdf>. 26 Ibíd.

40
Por último, con referencia al personal que ejecuta el servicio, no quedan dudas que debe ser altamente calificado pues las fallas deben ser corregidas de inmediato.27 Figura 14. Alarma por aparición de fallos.
Fuente. DIARIO DE UN MÓVIL ADICTO. ¿Por qué a veces solo podemos hacer llamadas de emergencia desde el móvil? [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.diariodeunmoviladicto.com/varios/llamadas-de-emergencia-112-desde-el-movil/>. 3.2.1.2 Mantenimiento correctivo programado. Al igual que el anterior, corrige la falla y actúa muchas veces ante un hecho. La diferencia con el de emergencia, es que no existe la misma gravedad del anterior, sino que los trabajos pueden ser programados para ser realizados en un futuro próximo, sin interferir con las tareas de producción. En general, se programa la detención del equipo, pero antes de hacerlo, se van acumulando tareas a realizar sobre el mismo y se programa su ejecución en dicha oportunidad, aprovechando a ejecutar toda tarea que no podría hacerse con el equipo en funcionamiento.28 Lógicamente, se programa la detención del equipo en horas de descanso, períodos de baja demanda, fines de semana, períodos de vacaciones, etc.
27 Ibíd. 28 Ibíd.
41
Si bien muchas de las detenciones del equipo son programadas, otras, son obligadas por la aparición de las fallas. Por ello, este sistema comparte casi las mismas desventajas o inconvenientes que el método anterior. Figura 15. Mantenimiento correctivo programado.
Fuente. MANTENIMIENTO PREVENTIVO. Mantenimiento preventivo en vehículos [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.mantenimientopreventivo.info/category/mantenimiento-programado/>. 3.2.2 Mantenimiento preventivo. Este tipo de mantenimiento trata de anticiparse a la aparición de las fallas. Evidentemente, ningún sistema puede anticiparse a las fallas que no se insinúan por algún medio. Por ejemplo, una lámpara eléctrica debía durar 4000 horas encendida y se quema cuando sólo se la había empleado 200 horas. Ninguna evidencia informó sobre la proximidad de esta falla. La base de la información para la anticipación de las fallas surge de fuentes internas a la organización y de fuentes externas a ella. • Las fuentes internas: están constituidas por los registros o historiales de reparaciones existentes en el sistema, los cuales informan sobre todas las tareas de mantenimiento, estos cuentan si bienes existentes pudieron ser adquiridos como nuevos o como usados. Forman parte de las mismas fuentes, los archivos de los equipos e instalaciones con sus listados de partes, especificaciones, planos generales, de detalle, de despiece, los archivos de inventarios de piezas y partes de repuesto y, por último, los archivos del personal disponible en mantenimiento con el detalle de su calificación, habilidades, horarios de trabajo, sueldos, etc.

42
• Las fuentes externas: están constituidas por las recomendaciones sobre el mantenimiento que efectúa el fabricante de cada bien.29 Figura 16. Mantenimiento preventivo.
Fuente. DALMAU ALACANO, Jesús. Mantenimiento preventivo [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.jesusdalmau.com/>. 3.2.3 Mantenimiento predictivo. La mayoría de las fallas se producen lentamente y previamente, en algunos casos, muestran indicios evidentes de una futura falla, indicios que pueden advertirse simplemente. En otros casos, es posible advertir la tendencia al entrar la falla en un componente, mediante el monitoreo de su condición, es decir, mediante la elección, medición y seguimiento, de algunos parámetros relevantes que representan el buen funcionamiento. • ¿Cómo?: a través de un diagnóstico que se realiza sobre la evolución o tendencia de una o varias características medibles del sistema,y su comparación con los valores establecidos como aceptables para dichas características. • • ¿Cuáles pueden ser esas características?: estas pueden ser, la temperatura, la presión, la velocidad, las vibraciones, la rigidez, la viscosidad, el contenido de humedad, de impurezas, el nivel de un fluido, etc. •
29 Ibíd.
43
• ¿Cuáles son los aparatos e instrumentos a utilizar?: son de naturaleza variada y pueden encontrarse incorporados en los equipos de control de procesos, a través de equipos de captura de datos o mediante la operación manual de instrumentos específicos. Actualmente existen aparatos de medición sumamente precisos, que permiten analizar vibraciones, aceites aislantes, ultrasonidos, cromatografía líquida y gaseosa, y otros métodos. El seguimiento de estas características debe ser continuo y se requiere un registro adecuado. Una de sus ventajas es que las mediciones se realizan con los equipos en marcha, por lo cual, el tiempo de detención de las máquinas resulta menor. • ¿Cómo saber que está próxima la aparición de una falla?: si bien ésta es una tarea para especialistas, se puede decir que, previo al surgimiento de una falla, la característica de la misma muestra una tendencia que permite aproximar su aparición. Además de la ventaja recién citada, el seguimiento permite contar con un registro histórico de la característica de la falla, lo cual es sumamente útil ante un número de fallas repetitivas. Como inconveniente, se debe citar que se necesita constancia, ingenio, capacitación y conocimientos, aparatos de medición y un adecuado registro de todos los antecedentes para formar un historial.30 3.2.4 Mantenimiento productivo total (TPM). Este sistema caracterizado por las siglas TPM (total productive maintenance) coloca a todos los integrantes de la organización en la tarea de ejecutar un programa de mantenimiento preventivo, con el objetivo de maximizar la efectividad del sistema. Centra entonces el programa en el factor humano, para lo cual se asignan tareas de mantenimiento a pequeños grupos, mediante una conducción motivadora. El TPM se explica como: • Efectividad total a efectos de obtener la rentabilidad adecuada, teniendo en cuenta que ésta hace referencia a la producción, a la calidad, al costo, al tiempo de entrega, a la moral, a la seguridad, a la salubridad y al ambiente. • Sistema de mantenimiento total consistente en la prevención. • Intervención autónoma del personal en tareas de mantenimiento. • Mejoramiento permanente de los procesos al mejorar el mantenimiento. Una vez que los empleados se encuentran bien entrenados y capacitados, se espera que se ocupen de las reparaciones básicas, de la limpieza del equipo a su
30 Ibíd.

44
cargo, de la lubricación (cambios de aceites y engrases), ajustes de piezas mecánicas, de la inspección y detección diaria de hechos anormales en el funcionamiento del equipo. Para ello, es necesario que hayan comprendido la forma de funcionamiento del equipo y puedan detectar las señales que anuncian sobre la proximidad de llegada de las fallas. El mantenimiento principal lo seguirán realizando los especialistas, quienes poseen formación e instrumentos adecuados.31 Las características más significativas del TPM son: • Acciones de mantenimiento en todas las etapas del ciclo de vida del equipo. • Participación amplia de todas las personas de la organización. • Es observado como una estrategia global del sistema, en lugar de un sistema para mantener equipos. • Orientado a la mejora de la efectividad global de las operaciones, en lugar de prestar atención a mantener los equipos funcionando. • Intervención significativa del personal involucrado en la operación y producción en el cuidado, conservación de los equipos y recursos físicos.32 Figura 17. Gestión productiva total.
Fuente. TGQ. Aplicación de la gestión productiva total [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://control-arm.ready-online.com/es/page/TPM-total-productive-management-helps-T.G.Q-selling-more-control-arms/control-arm-tpm.html>. 31 Ibíd. 32 Ibíd.
45
3.3 ACTIVIDADES DEL MANTENIMIENTO AUTÓNOMO (MA) 3.3.1 Desarrollo de trabajadores competentes en el manejo de los equipos. Luego de que el operario ha recibido entrenamiento en aspectos técnicos y conoce perfectamente el funcionamiento del equipo, este podrá realizar algunas reparaciones menores y corregir pequeñas deficiencias de los equipos. Esta capacitación le permitirá desarrollar habilidades para identificar rápidamente anormalidades en el funcionamiento, evitando que en el futuro se transformen en averías importantes si no se les da un tratamiento oportuno. Los operarios deben estar formados para detectar tempranamente esta clase de anormalidades y evitar la presencia de fallos en el equipo y problemas de calidad. Un operario competente puede detectar prontamente esta clase de causas y corregirlas oportunamente. Para lograrlo es necesario incrementar el conocimiento que poseen los operarios para lograr un total dominio de los equipos.33 Figura 18. Desarrollo de personal calificado.
Fuente. CONTACTUS CONTACT CENTER. Personal capacitado equivale a un servicio al cliente eficaz [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://contactuscc.com/2013/01/30/personal-capacitado-equivale-a-un-servicio-al-cliente-eficaz/>. 3.3.2 Creación de un lugar de trabajo grato y estimulante. El TPM permite que el trabajo se realice en ambientes seguros, libres de ruido, contaminación y con los elementos de trabajo necesarios. El orden en el área, la ubicación adecuada de las herramientas, medios de seguridad y materiales de trabajo, traen como consecuencia la eliminación de esfuerzos innecesarios por parte del operario, menores desplazamientos con cargas pesadas, reducir los riesgos potenciales de
33 Ibíd.

46
accidente y una mayor comprensión sobre las causas potenciales de accidentes y averías en los equipos. El mantenimiento autónomo estimula el empleo de estándares, hojas de verificación y evaluaciones permanentes sobre el estado del sitio de trabajo. Estas prácticas de trabajo crean en el personal operativo una actitud de respeto hacia los procedimientos. Estos beneficios son apreciados por el operario y estos deben hacer un esfuerzo para su conservación.34 Figura 19. Ambiente de trabajo.
Fuente. HERRERO SANZ, Víctor Miguel. Juventud y tiempo libre [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://juventudytiempolibre.blogspot.com/2011_01_01_archive.html>. 3.3.3 Limpieza como medio de verificación del funcionamiento del equipo. La falta de limpieza es una de las causas centrales de las averías de los equipos. La abrasión causada por la fricción de los componentes deteriora el estado funcional de las partes de las máquinas. Como consecuencia, se presentan pérdidas de precisión y estas conducen hacia la presencia de defectos de calidad y detención de equipos no programados. Por lo tanto, cobra la importancia el trabajo que debe realizar el operario en la conservación de la limpieza y aseo en el mantenimiento autónomo. Cuando se realizan actividades de mantenimiento autónomo el operario en un principio buscará dejar limpio el equipo y en orden. En un segundo nivel de pensamiento, el operario se preocupa no solamente por mantenerlo limpio, sino
34 Ibíd.

47
que tratará en identificar las causas de la suciedad, ya que esto implica un trabajo en algunas veces tedioso y que en lo posible se debe evitar identificando la causa profunda del polvo, contaminación o suciedad. De esta forma el trabajador podrá contribuir en la identificación de las causas de la suciedad y el mal estado del equipo. Cuando el operario emplea el equipo podrá identificar otra clase de anomalías como tornillos flojos, elementos sueltos o en mal estado, sitios con poco lubricante, tuberías taponadas, etc. La limpieza como inspección se debe desarrollar siguiendo estándares de seguridad y empleando los medios adecuados previamente definidos, ya que de lo contrario, se pueden producir accidentes y pérdidas de tiempo innecesarias.35 Figura 20. Limpieza de maquinaria.
Fuente. TUS ANUNCIOS.COM. Limpieza de maquinaria y equipos de producción [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.tusanuncios.com/detalleanuncio?idAnuncio=4936257&tipo=5>. 3.3.4 Empleo de controles visuales. Una de las formas de facilitar el trabajo de los operarios en las actividades de MA es mediante el empleo de controles visuales y estándares de fácil comprensión. Por ejemplo, la identificación de los puntos de lubricación de equipo con códigos de colores, facilitará al operario el empleo de las aceiteras del mismo color, evitando la aplicación de otro tipo de lubricante al requerido. Los sentidos de giro de los motores, brazos de máquinas, válvulas, sentido de flujo de tuberías, etc., se deben marcar con colores de fácil visualización, evitando deficientes montajes y accidentes en el momento del empleo de un equipo. Otra clase de información visual útil para los operarios son los estándares de trabajo, aseo y lubricación.
35 Ibíd.

48
Figura 21. Controles visuales con colores.
Fuente. ROTULOS ELECTRONICOS.NET. Marcadores deportivos portátiles electrónicos [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.rotuloselectronicos.net/proyectos-de-marcadores-electronicos-deportivos.html>.
49
4. ESPECIFICACIONES DE DISPONIBILIDAD PARA EL SISTEMA
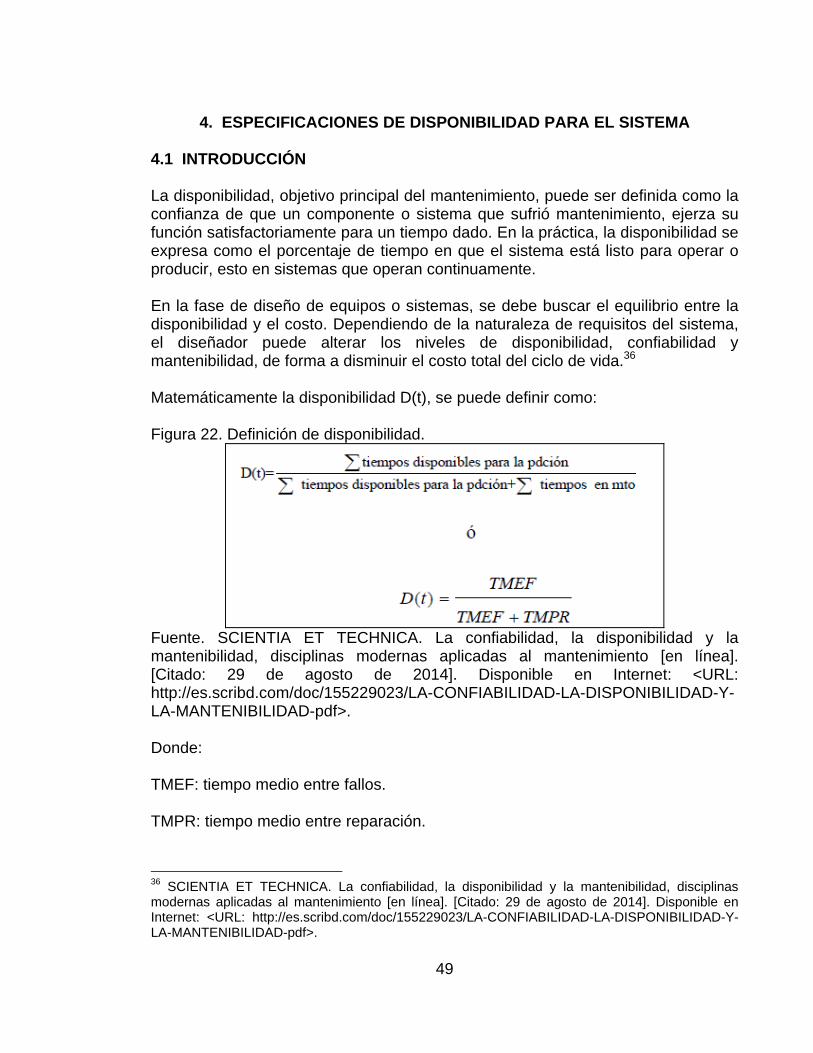
4.1 INTRODUCCIÓN La disponibilidad, objetivo principal del mantenimiento, puede ser definida como la confianza de que un componente o sistema que sufrió mantenimiento, ejerza su función satisfactoriamente para un tiempo dado. En la práctica, la disponibilidad se expresa como el porcentaje de tiempo en que el sistema está listo para operar o producir, esto en sistemas que operan continuamente. En la fase de diseño de equipos o sistemas, se debe buscar el equilibrio entre la disponibilidad y el costo. Dependiendo de la naturaleza de requisitos del sistema, el diseñador puede alterar los niveles de disponibilidad, confiabilidad y mantenibilidad, de forma a disminuir el costo total del ciclo de vida.36 Matemáticamente la disponibilidad D(t), se puede definir como: Figura 22. Definición de disponibilidad.
Fuente. SCIENTIA ET TECHNICA. La confiabilidad, la disponibilidad y la mantenibilidad, disciplinas modernas aplicadas al mantenimiento [en línea]. [Citado: 29 de agosto de 2014]. Disponible en Internet: <URL: http://es.scribd.com/doc/155229023/LA-CONFIABILIDAD-LA-DISPONIBILIDAD-Y-LA-MANTENIBILIDAD-pdf>. Donde: TMEF: tiempo medio entre fallos. TMPR: tiempo medio entre reparación.
36 SCIENTIA ET TECHNICA. La confiabilidad, la disponibilidad y la mantenibilidad, disciplinas modernas aplicadas al mantenimiento [en línea]. [Citado: 29 de agosto de 2014]. Disponible en Internet: <URL: http://es.scribd.com/doc/155229023/LA-CONFIABILIDAD-LA-DISPONIBILIDAD-Y-LA-MANTENIBILIDAD-pdf>.

50
El TMPR o tiempo medio de reparación, depende en general de: • La facilidad del equipo o sistema para realizarle mantenimiento. • La capacitación profesional de quien hace la intervención. • De las características de la organización y la planificación del mantenimiento La disponibilidad no es una función del tiempo, pero sí de la confiabilidad y de la mantenibilidad a través de la relación. 4.2 EL MANTENIMIENTO COMO FOCALIZADOR DE LA DISPONIBILIDAD El factor primario que distingue a las empresas líderes en disponibilidad, es que ellas reconocen que la confiabilidad no es simplemente un resultado del esfuerzo de reparación, ellas están convencidas de que la eliminación de las fallas crónicas es su misión primordial. Las reparaciones en el mantenimiento, en este tipo de industria, son vistas de forma diferente. Las reparaciones no son esperadas, son vistas como casos excepcionales y resultantes de alguna deficiencia en la política de mantenimiento o descuido de la gerencia de mantenimiento. Un análisis detallado del problema, acompañado por un programa sólidamente estructurado de mejora de la confiabilidad, es la base para la eliminación de mucho trabajo innecesario. La organización es dimensionada para gerenciar un sistema de monitoreo basado en la condición y fija una alta prioridad para eliminar fallas.37 37 SCIENTIA ET TECHNICA. Op. cit.

51
Figura 23. La disponibilidad.
Fuente. UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA. Mantenimiento industrial [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.bqto.unexpo.edu.ve/dipweb/pdfs/Magis_Mantenimiento.pdf>. 4.3 TIEMPO MUERTO NO PROGRAMADO El desgaste del equipo puede degradar el rendimiento y, por lo tanto, la producción. Llevar a cabo un mantenimiento normal y reparaciones durante los paros programados permite la planeación adecuada y una mínima pérdida de tiempo mientras se restablece el rendimiento del equipo. La pérdida es mayor cuando se producen detenciones inesperadas, sin embargo, no solo se pierde tiempo de servicio; en muchos casos el problema también afecta la calidad antes y después de la detención del sistema. El tiempo muerto no programado tiene altos costos fijos y variables. Uno de los mayores impactos es la pérdida de ingresos como resultado de la falta de servicio. Otro impacto del tiempo muerto no programado se representa en los costos ambientales por ineficiencia de los elementos del sistema. También se deben considerar los cotos de regresar a las operaciones normales. Estos podrían incluir tiempo extra por reparaciones de emergencia, transporte de materiales o repuestos y uno de los factores más importantes, la perdida de la confiabilidad del usuario o cliente.

52
Figura 24. Tiempo muerto.
Fuente: CARI. Tiempo muerto [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://blogs.elnortedecastilla.es/cari/2012/06/27/tiempo-muerto/>. 4.4 MEJORAMIENTO DE LA DISPONIBILIDAD Comprender con qué frecuencia fallan todos los elementos del equipo es clave para prevenir el tiempo muerto no programado. Se puede mejorar la disponibilidad de los componentes a través de la detección temprana de variantes o irregularidades en el equipo, y proporcionando un mantenimiento en tiempo real basado en las condiciones que se encuentre operando el sistema. La adopción de estas estrategias de mantenimiento predictivo, especialmente para equipos de alta prioridad, puede ayudar a menudo a identificar problemas antes de que estos afecten un buen servicio. Los beneficios incluyen la reducción significativa de tiempo muerto provocado por los fallos del equipo, así como el hecho de que evitan los costos más altos de reparación por fallos catastróficos inesperados.

53
El mantenimiento predictivo también reduce la necesidad de programar el tiempo muerto para dar servicio preventivo, lo que garantiza una mayor disponibilidad.38 Figura 25. Un buen servicio.
Fuente. THINKING FORWARD. Predicción de fallos [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.tfxxi.com/index.php/servicios/prediccion-de-fallos/>.
38 EMERSON PROCESS MANAGEMENT. Disponibilidad [en línea]. [Citado: 13 de Octubre de 2014]. Disponible en Internet: <URL: http://www.emersonprocess.com/siteadmincenter/PM%20Central%20Web%20Documents/BusSchOEE_102es.pdf>.

54
5. ESPECIFICACIONES DE SEGURIDAD PARA EL SISTEMA
5.1 INTRODUCCIÓN A través de un sistema de gestión de seguridad se identifica las medidas establecidas por un administrador de infraestructura o una empresa ferroviaria para garantizar la gestión, en condiciones de seguridad de sus operaciones, incluido el mantenimiento. Una vez que un subsistema entra en servicio, debe asegurarse que su explotación y mantenimiento garantizan la conformidad con los requisitos esenciales para los que se construyeron, especialmente aquellos relativos a seguridad.39 Un sistema es de seguridad cuando realiza funciones cuya ausencia o incorrecta ejecución puede derivar en un potencial accidente. Estos sistemas deben contar con medidas de protección adecuadas que mitiguen cualquier tipo de amenaza, ya sea provocada por un fallo aleatorio o sistemático (factor humano). Figura 26. Seguridad.
Fuente. SEGURIDAD ROZAS. Seguridad y vivienda [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://seguridadrozas.com/blog/category/puertas/>. 39 BUREAU VERITAS. Servicios de Bureau Veritas, Gestión de la seguridad ferroviaria – RAMS [en línea]. [Citado: 29 de agosto de 2014]. Disponible en Internet: <URL: http://www.bureauveritas.es/wps/wcm/connect/6646e7804b05ce48a73dafe95bb5df22/Gestion_Seguridad_RAMS_2011.pdf?MOD=AJPERES&CACHEID=6646e7804b05ce48a73dafe95bb5df22>.

55
5.2 IDENTIFICACIÓN Y PREVENCIÓN DEL RIESGO LA CLAVE PARA MEJORAR LA SEGURIDAD 5.2.1 Proteger al usuario, personal y activos. Frente al actual crecimiento de los problemas en cuestión de seguridad, la mejor respuesta es prepararse adecuadamente. Los expertos pueden evaluar cuáles son los riesgos (crimen, fraude, agresión o terrorismo) para poder crear las medidas de prevención más adecuadas mediante el uso de tecnología de última generación. La elección de un buen equipo informático, puede desempeñar un papel esencial en la seguridad del transporte, ofreciendo información en tiempo real, alarmas e instrucciones pre-configuradas necesarias para actuar de forma rápida y eficiente.40 5.2.2 Acciones enfocadas a las necesidades del usuario. Se requiere de expertos que cuenten con una amplia trayectoria en el desarrollo de la tecnología adecuada para las distintas situaciones que pueden producirse cada día. Se debe contar con la tecnología y la experiencia necesaria para recoger los datos de riesgo en todos los contextos ferroviarios (trenes, estaciones, vías y túneles, talleres y centros de control) y transformarlos en información útil para la gestión y las operaciones de seguridad, sin que esto afecte al flujo de pasajeros.41 5.3 SOLUCIONES DE SEGURIDAD 5.3.1 Prevenir, detectar y registrar datos. Se requiere de productos que se encuentran disponibles en equipos individuales, módulos o sistemas completos (hardware, software y redes) y pueden ser utilizados en nuevos proyectos o actualización de sistemas existentes. Asimismo, aquellos equipos han sido diseñados para ser utilizados en trenes, estaciones, vías y túneles, talleres y centros de control. Estos equipos vigilan y captan sucesos en distintos lugares, y luego transmiten información sobre la gestión de riesgo al personal de seguridad, esto les permite ofrecer una visibilidad completa de toda la red de transporte. El equipo puede integrarse desde su instalación inicial o posteriormente a un sistema completo que abarque todos los ámbitos del ferrocarril.42 40 ALSTOM. Seguridad en el transporte ferroviario [en línea]. [Citado: 20 de octubre de 2014]. Disponible en Internet: <URL: http://www.alstom.com/Global/Transport/Resources/Documents/Brochure%20-%20Signalisation%20%20Securit%C3%A9%20-%20Espagnol%20.pdf>. 41 Ibíd. 42 Ibíd.
56
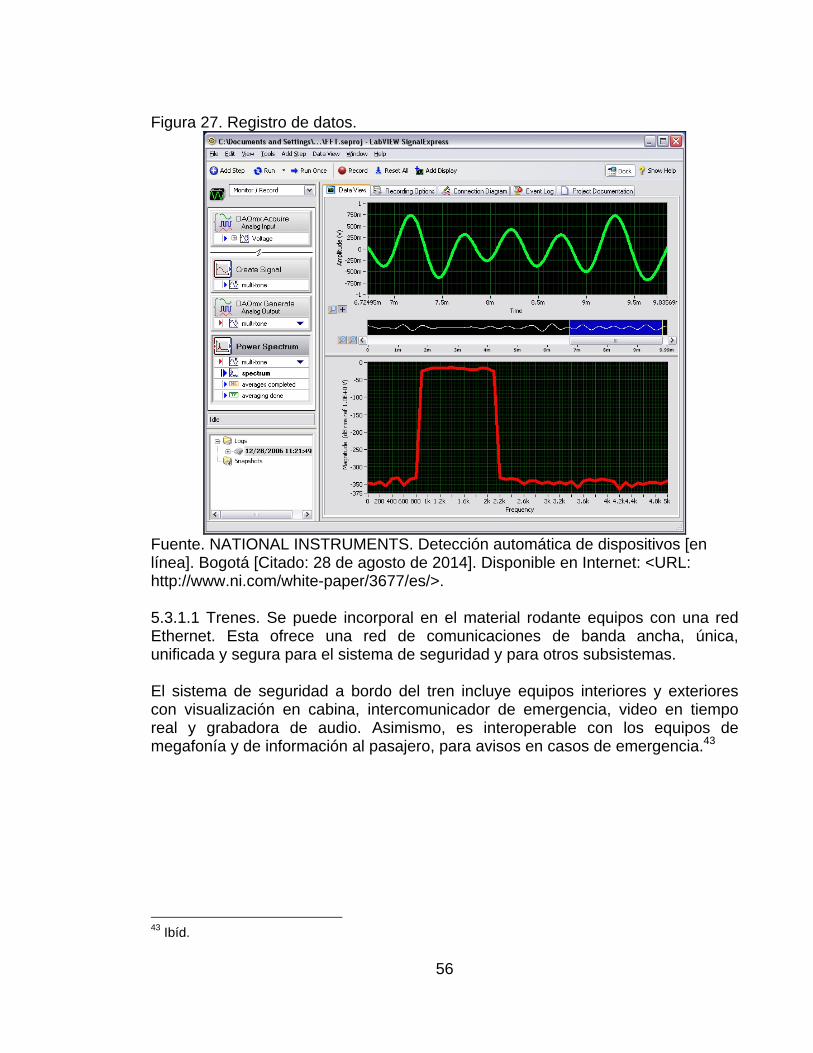
Figura 27. Registro de datos.
Fuente. NATIONAL INSTRUMENTS. Detección automática de dispositivos [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.ni.com/white-paper/3677/es/>. 5.3.1.1 Trenes. Se puede incorporal en el material rodante equipos con una red Ethernet. Esta ofrece una red de comunicaciones de banda ancha, única, unificada y segura para el sistema de seguridad y para otros subsistemas. El sistema de seguridad a bordo del tren incluye equipos interiores y exteriores con visualización en cabina, intercomunicador de emergencia, video en tiempo real y grabadora de audio. Asimismo, es interoperable con los equipos de megafonía y de información al pasajero, para avisos en casos de emergencia.43 43 Ibíd.

57
Figura 28. Tren.
Fuente. LA REPUBLICA MÉXICO. Gana licitación del tren Querétaro el consorcio chino Railway Construction Company [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://periodicolarepublica.com.mx/gana-licitacion-del-tren-queretaro-el-consorcio-chino-railway-construction-company/>. 5.3.1.2 Vías y túneles. Existen soluciones de software de control que pueden configurarse para detectar objetos extraños en las vías y alertar al personal. Las cámaras y los sensores de los túneles también pueden utilizarse para que reaccionen con rapidez ante sucesos inesperados, entre los que se incluye la presencia de personas no autorizadas en las vías.44 Figura 29. Vías férreas.
Fuente. TOMA FOTOS. Túnel al lado del río Sena [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.tomafotos.com/foto/tunel-al-lado-del-rio-sena.html>. 44 Ibíd.
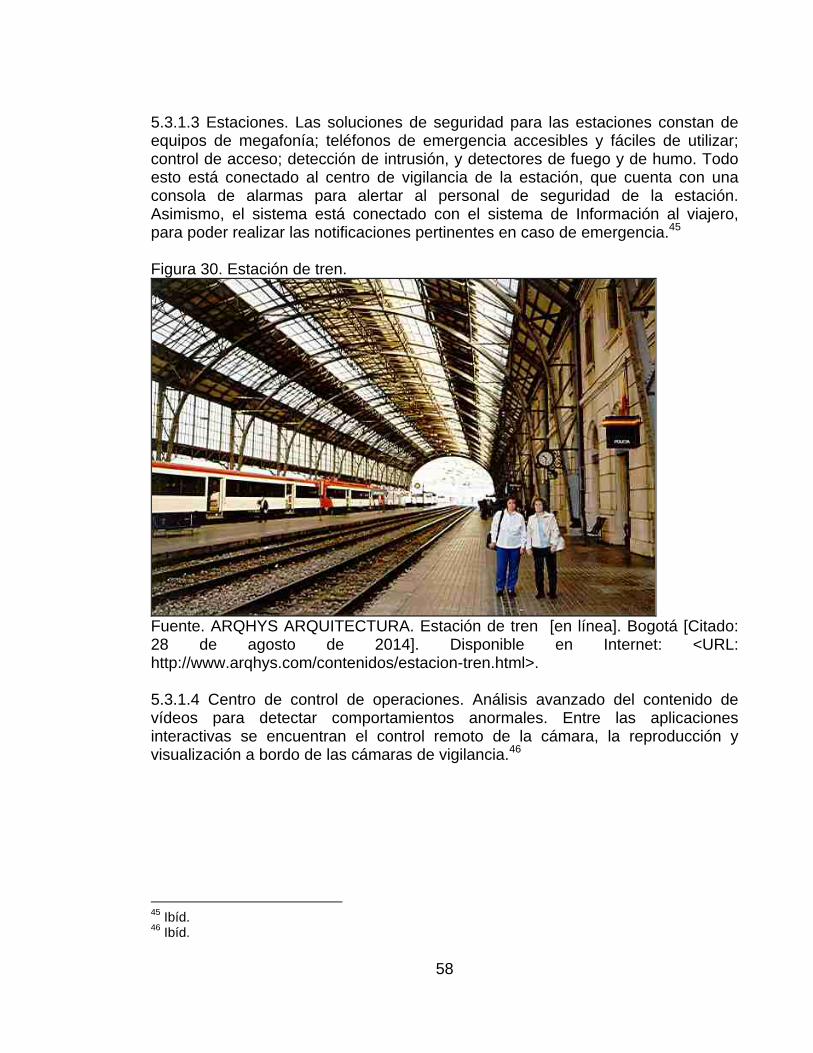
58
5.3.1.3 Estaciones. Las soluciones de seguridad para las estaciones constan de equipos de megafonía; teléfonos de emergencia accesibles y fáciles de utilizar; control de acceso; detección de intrusión, y detectores de fuego y de humo. Todo esto está conectado al centro de vigilancia de la estación, que cuenta con una consola de alarmas para alertar al personal de seguridad de la estación. Asimismo, el sistema está conectado con el sistema de Información al viajero, para poder realizar las notificaciones pertinentes en caso de emergencia.45 Figura 30. Estación de tren.
Fuente. ARQHYS ARQUITECTURA. Estación de tren [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.arqhys.com/contenidos/estacion-tren.html>. 5.3.1.4 Centro de control de operaciones. Análisis avanzado del contenido de vídeos para detectar comportamientos anormales. Entre las aplicaciones interactivas se encuentran el control remoto de la cámara, la reproducción y visualización a bordo de las cámaras de vigilancia.46
45 Ibíd. 46 Ibíd.

59
Figura 31. Centro de operaciones
Fuente. DIGITAL AV. KCP&L actualiza sus videowalls con la tecnología de Barco [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.digitalavmagazine.com/2012/08/09/kcpl-actualiza-sus-videowalls-con-la-tecnologia-de-barco/>. 5.3.1.5 Comunicación y transmisión de datos. Una red Ethernet a bordo integra la seguridad de los datos y se comunica fluidamente por medio de la transmisión de radio o directamente al centro de control. Esta puede ser integrada a sistemas de comunicación con frecuencias de radio privadas. La red de seguridad en los trenes, proporciona a los operadores el conocimiento de las situaciones y la información necesaria en tiempo real, para que puedan responder a las emergencias de manera rápida y eficaz.

60
Figura 32. Comunicación.
Fuente. MIND42. Comunicación: Ketzal [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://mind42.com/mindmap/b0a6edfe-5f9e-4e7c-b1a0-3f05adaee6e5?rel=pmb>.
61
6. CONCLUSIONES • Para la confiabilidad de un sistema, se requiere que el gestor o los encargados de controlar el mismo, conozcan exactamente como funciona cada elemento del sistema, como interactúan entre los mismos, el desgaste por el uso y las condiciones de operación de cada uno de ellos. • En el mantenimiento de un sistema se debe contar con personal calificado y equipos de calidad, ya que entre mejor sea la calidad, más fácil será su mantenimiento, puede que al principio sea más costoso, pero a largo plazo será más barato que emplear equipos y elementos de una baja calidad. • Si se asegura una alta confiabilidad y una alta mantenibilidad, la disponibilidad siempre estará presente en el sistema. • La predicción por medio de registros de datos, es importante para la seguridad del sistema, ya que presenta alguna tendencia que informa de futuros fallos que se pueden presentar.

62
7. RECOMENDACIONES
Una vez concluido el trabajo de grado se recomienda profundizar más en la gestión RAMS, y más en el tema de la confiabilidad que requiere de mucho estudio y dedicación, ya que como se mencionó al principio del trabajo, la ruta más rápida para solucionar los problemas de movilidad de la ciudad de Bogotá, es con un sistema férreo seriamente constituido.

63
BIBLIOGRAFÍA AFICIONADOS A LA MECÁNICA. Elementos móviles del motor [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.aficionadosalamecanica.net/motor-elementos-moviles.htm>. ALONZO, Denisis. Detección y análisis de fallas: análisis de modos y efectos de fallas [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.monografias.com/trabajos94/deteccion-modos-efectos-y-analisis-fallas/deteccion-modos-efectos-y-analisis-fallas.shtml>. ARQHYS ARQUITECTURA. Estación de tren [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.arqhys.com/contenidos/estacion-tren.html>. CARI. Tiempo muerto [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://blogs.elnortedecastilla.es/cari/2012/06/27/tiempo-muerto/>. CASSANI, Marcelo. Humedad en las redes de aire [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: https://marcelocassani.wordpress.com/2011/06/13/humedad-en-las-redes-de-aire/>. CONTACTUS CONTACT CENTER. Personal capacitado equivale a un servicio al cliente eficaz [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://contactuscc.com/2013/01/30/personal-capacitado-equivale-a-un-servicio-al-cliente-eficaz/>. CYTI. Equipos para pruebas destructivas: Equipo Tinius Olsen para pruebas mecánicas [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.cyti.com.mx/Equipo_pruebas_destructivas.asp>. DALMAU ALACANO, Jesús. Mantenimiento preventivo [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.jesusdalmau.com/>. DIARIO DE UN MÓVIL ADICTO. ¿Por qué a veces solo podemos hacer llamadas de emergencia desde el móvil? [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.diariodeunmoviladicto.com/varios/llamadas-de-emergencia-112-desde-el-movil/>. DIGITAL AV. KCP&L actualiza sus videowalls con la tecnología de Barco [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL:
64
http://www.digitalavmagazine.com/2012/08/09/kcpl-actualiza-sus-videowalls-con-la-tecnologia-de-barco/>. EJ2 INFORMÁTICA. Mantenimiento [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.ej2informatica.com/mantenimiento/>. EMERSON PROCESS MANAGEMENT. Disponibilidad [en línea]. [Citado: 13 de Octubre de 2014]. Disponible en Internet: <URL: http://www.emersonprocess.com/siteadmincenter/PM%20Central%20Web%20Documents/BusSchOEE_102es.pdf>. EMPRENDELANDIA. ¿Fracasar es triunfar? [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://blog.emprendelandia.es/fracasar-es-triunfar/>. ES POR MADRID. Uso de agua reciclada en el lavado de los trenes del metro [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.espormadrid.es/2012/11/uso-de-agua-reciclada-en-el-lavado-de.html>. EXPERT MUEBLE. Ingeniería de producción [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.erp-expert-mueble.es/ingieneria.html>. GRUPO LUZ Y VERDAD, A. C. Confiabilidad [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://grupoluzyverdad.org/author/pakoosuna/>. HERRERO SANZ, Víctor Miguel. Juventud y tiempo libre [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://juventudytiempolibre.blogspot.com/2011_01_01_archive.html>. LA REPUBLICA MÉXICO. Gana licitación del tren Querétaro el consorcio chino Railway Construction Company [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://periodicolarepublica.com.mx/gana-licitacion-del-tren-queretaro-el-consorcio-chino-railway-construction-company/>. MANTENIMIENTO PREVENTIVO. Mantenimiento preventivo en vehículos [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.mantenimientopreventivo.info/category/mantenimiento-programado/>. MIND42. Comunicación: Ketzal [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://mind42.com/mindmap/b0a6edfe-5f9e-4e7c-b1a0-3f05adaee6e5?rel=pmb>.

65
NATIONAL INSTRUMENTS. Detección automática de dispositivos [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.ni.com/white-paper/3677/es/>. REPARTO PROPORCIONAL [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://mateestsectec53.blogspot.com/2012/08/reparto-proporcional.html>. ROJAS LAGARDE, Alfredo y CANZIÁN, Adrián. Fundamentos de probabilidad y estadística [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.edutecne.utn.edu.ar/probabilidad/probabilidad.html>. ROTULOS ELECTRONICOS.NET. Marcadores deportivos portátiles electrónicos [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.rotuloselectronicos.net/proyectos-de-marcadores-electronicos-deportivos.html>. SEGURIDAD ROZAS. Seguridad y vivienda [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://seguridadrozas.com/blog/category/puertas/>. TGQ. Aplicación de la gestión productiva total [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://control-arm.ready-online.com/es/page/TPM-total-productive-management-helps-T.G.Q-selling-more-control-arms/control-arm-tpm.html>. THINKING FORWARD. Predicción de fallos [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.tfxxi.com/index.php/servicios/prediccion-de-fallos/>. TOMA FOTOS. Túnel al lado del río Sena [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.tomafotos.com/foto/tunel-al-lado-del-rio-sena.html>. TUS ANUNCIOS.COM. Limpieza de maquinaria y equipos de producción [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.tusanuncios.com/detalleanuncio?idAnuncio=4936257&tipo=5>. UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA. Mantenimiento industrial [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://www.bqto.unexpo.edu.ve/dipweb/pdfs/Magis_Mantenimiento.pdf>. WIKCIONARIO. Abrasivo [en línea]. Bogotá [Citado: 28 de agosto de 2014]. Disponible en Internet: <URL: http://es.wiktionary.org/wiki/abrasivo>.


















