ANÁLISE DE DADOS DE LINHA DE...
42
ANÁLISE DE DADOS DE LINHA DE PRODUÇÃO UNIVERSIDADE REGIONAL DE BLUMENAU CURSO DE SISTEMAS DE INFORMAÇÃO PRODUÇÃO Allan Marcel Ehrat Prof. Miguel Alexandre Wisintainer, Orientador
Transcript of ANÁLISE DE DADOS DE LINHA DE...
ANÁLISE DE DADOS DE LINHA DE PRODUÇÃO
UNIVERSIDADE REGIONAL DE BLUMENAUCURSO DE SISTEMAS DE INFORMAÇÃO
PRODUÇÃO
Allan Marcel Ehrat
Prof. Miguel Alexandre Wisintainer, Orientador
ROTEIRO DA APRESENTAÇÃO
1. Introdução
2. Objetivos
3. Fundamentação teórica
4. Especificação
5. Operacionalidade
6. Resultados e Discussões6. Resultados e Discussões
7. Conclusão
8. Extensões
INTRODUÇÃO
� Devido ao grande crescimento da indústria, o métodomanual de apontamento de dados nas linhas de produçãoapresenta uma série de problemas relacionados aconfiabilidade dos dados.
� A automação dos processos de apontamento da produçãono chão de fábrica elimina o uso de planilhas e a digitaçãodos dados, garantindo a confiabilidade das informações deestoque e dos processos de fabricação.
� Os método mais utilizado pelas indústrias para a coleta deinformações é realizado através de Controlador LógicoProgramável (CLP) e Leitores de Código de Barras.
OBJETIVOS
Automatizar o apontamento das linhas de produção e tratar os dados para disponibilizar informações precisas que auxiliem no planejamento e controle da produção.
� Automatizar e agilizar a coleta de dados de uma linha de produção;produção;
� Precisão na coleta de informações;
� Disponibilizar informações para facilitar o planejamento e tomada de decisão;
� Oferecer um sistema independente de outros sistemas existentes;
FUNDAMENTAÇÃO TEÓRICA
PLANEJAMENTO E CONTROLE DE PRODUÇÃO
� O controle da produção é necessário para arealização do planejamento, fornecendo dadosde eventos ocorridos na produção, como peças equantidades executadas, horários de início etérmino de atividades, entre outros.término de atividades, entre outros.
� O apontamento manual dos dados das linhasde produção apresenta problemas deconfiabilidade dos dados apontados,causando perdas e retrabalhos frequentes.
FUNDAMENTAÇÃO TEÓRICA
CONTROLADOR LÓGICO PROGRAMÁVEL
� Desenvolvido em 1968 para a indústriaautomobilística.
� São muito utilizados nas indústrias para controlede processos e automação.
� Permite a leitura e controle de variados tipos de� Permite a leitura e controle de variados tipos desensores através dos registradores que podemser acessados e modificados através desoftware.

FUNDAMENTAÇÃO TEÓRICA
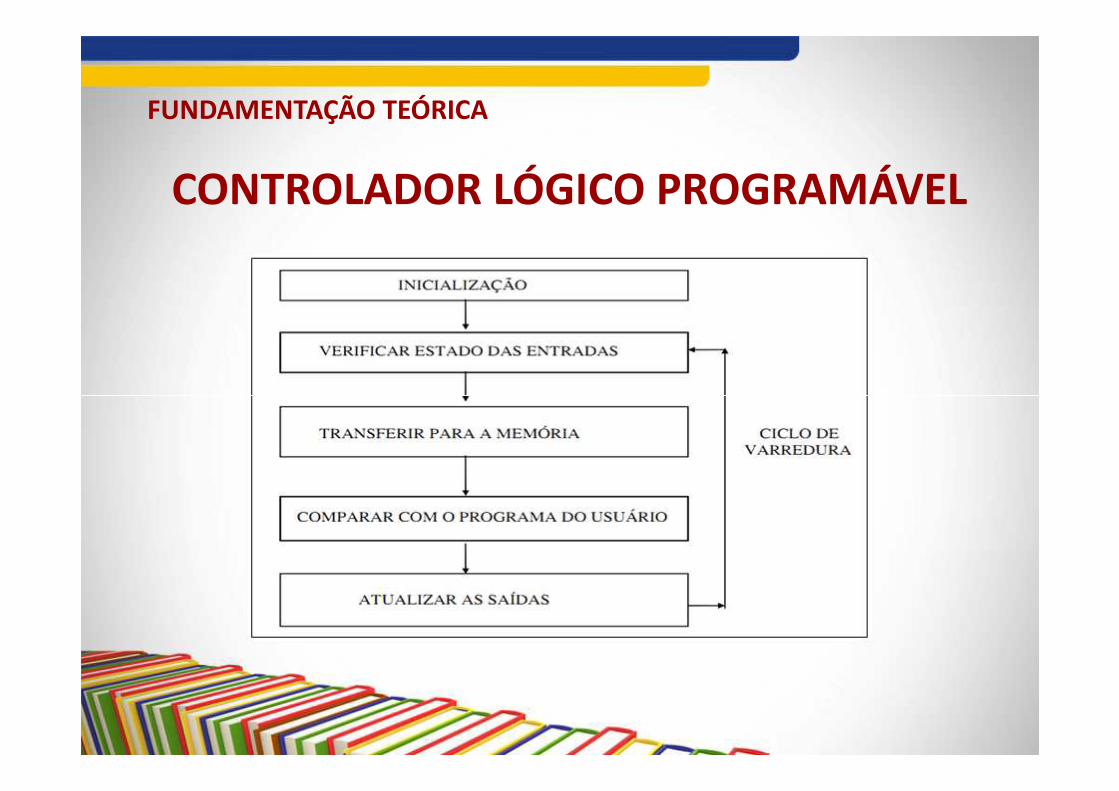
CONTROLADOR LÓGICO PROGRAMÁVEL
FUNDAMENTAÇÃO TEÓRICA
CONTROLADOR LÓGICO PROGRAMÁVEL
FUNDAMENTAÇÃO TEÓRICA
PROTOCOLO MODBUS
� É um protocolo que provê comunicação“cliente/servidor” o qual foi desenvolvido com oobjetivo de permitir a interligação entre dispositivos decontrole como o Controlador Lógico Programável porexemplo.
� A comunicação Modbus obedece a um frame quecontém o endereço do cliente, o comando a serexecutado, uma quantidade variável de dadoscomplementares e uma verificação de consistência dedados (CRC).
FUNDAMENTAÇÃO TEÓRICA
PROTOCOLO MODBUS
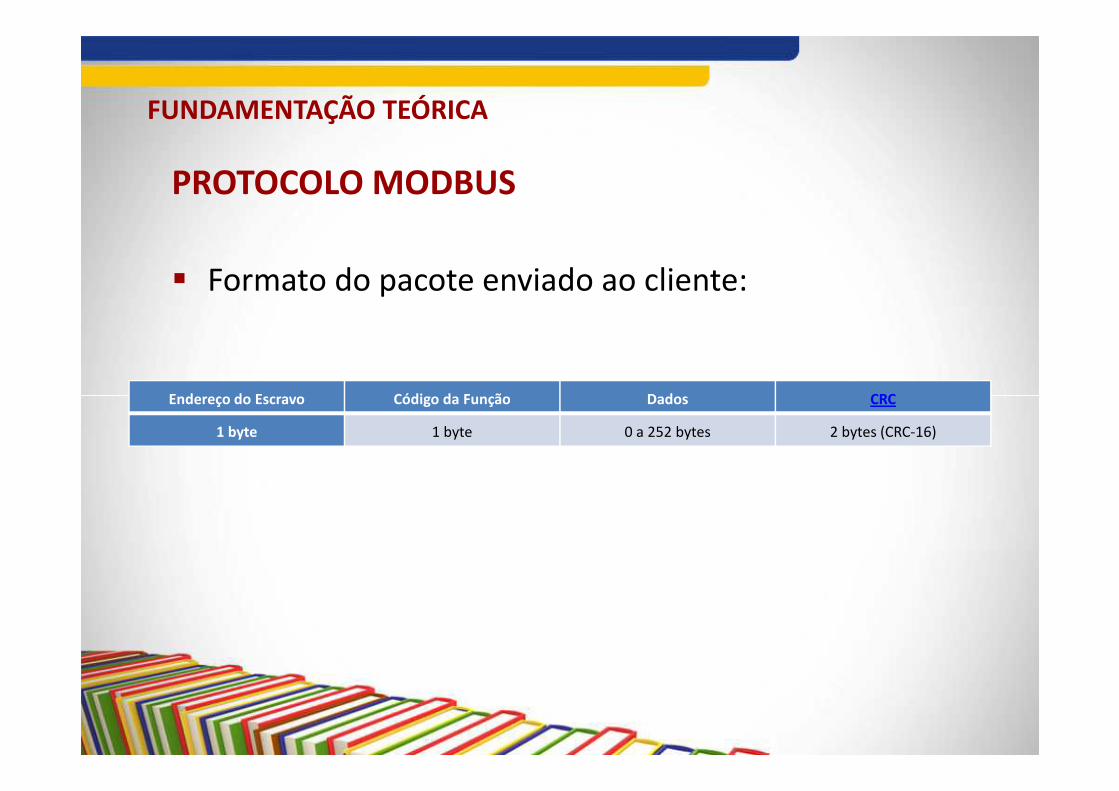
� Formato do pacote enviado ao cliente:
Endereço do Escravo Código da Função Dados CRCEndereço do Escravo Código da Função Dados CRC
1 byte 1 byte 0 a 252 bytes 2 bytes (CRC-16)
FUNDAMENTAÇÃO TEÓRICA
JAMOD
� Jamod é uma biblioteca open source desenvolvidaem java e que implementa o protocolo Modbuscliente e servidor com suporte a conexão serial ecliente e servidor com suporte a conexão serial eIp. É uma biblioteca orientada a objetos baseadoem abstrações para tornar o uso mais simplificado.
FUNDAMENTAÇÃO TEÓRICA
Padrão serial RS232
� É um padrão de comunicação assíncrono utilizadoem aplicações de curta distância. Os bits sãoenviados um a um sequencialmente.enviados um a um sequencialmente.
� O nível lógico “1” corresponde a uma tensãoelétrica entre -3V e -12V e o nível lógico “0” a umatensão elétrica entre 3V e 12V.
FUNDAMENTAÇÃO TEÓRICA
RXTX
� Rxtx é uma biblioteca Java que utiliza umaimplementação nativa, proporcionando acomunicação serial e paralela. Baseia-se nacomunicação serial e paralela. Baseia-se nabiblioteca JavaComm que implementa acomunicação serial e paralela no java.
FUNDAMENTAÇÃO TEÓRICA
SIMULADOR DE CONTROLADOR LÓGICO PROGRAMÁVEL
� O software Mod_RSsim 8.20 é um software simuladorde Controlador Lógico Programável (CLP) open source
desenvolvido especialmente para testes,desenvolvido especialmente para testes,implementando as principais funções do protocoloModbus Rtu para comunicação.
FUNDAMENTAÇÃO TEÓRICA
BANCO DE DADOS HSQLDB
� É um banco de dados relacional SQL open source
escrito em Java que oferece um pequeno motor debanco de dados transacional rápido e baseado em tabelasem memória e disco e suporta os modos de servidorem memória e disco e suporta os modos de servidorincorporado.
FUNDAMENTAÇÃO TEÓRICA
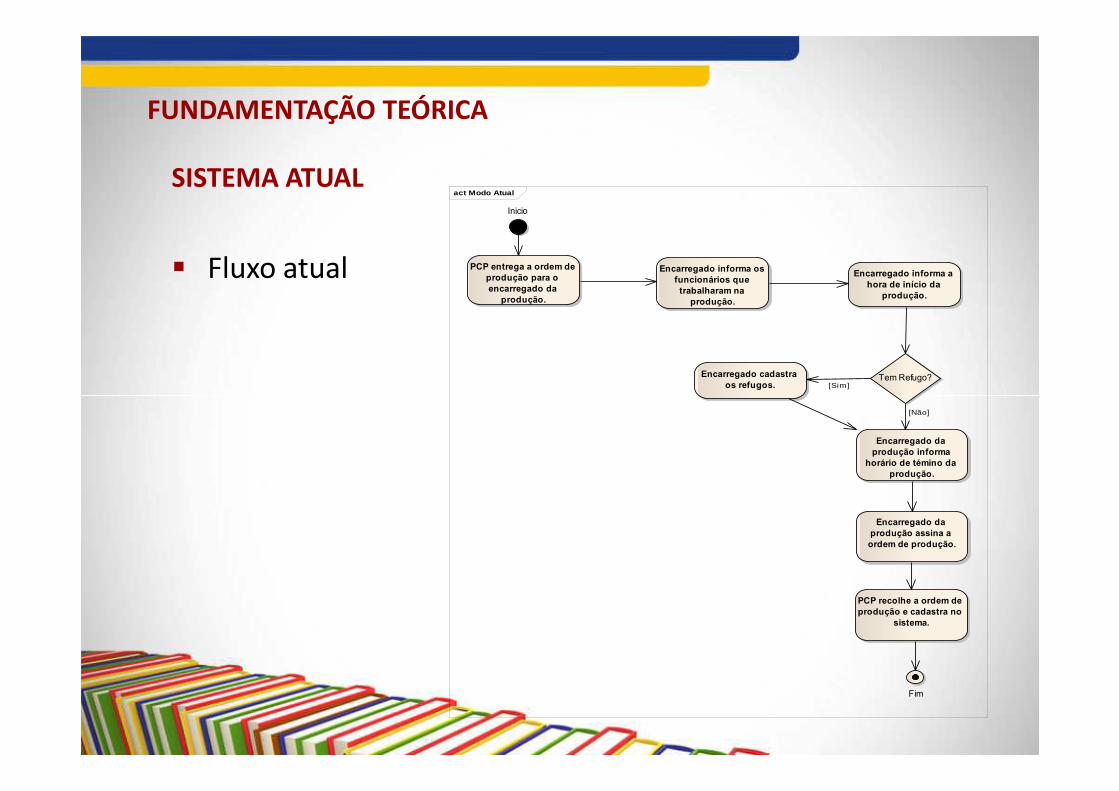
SISTEMA ATUAL
� Fluxo atual
act Modo Atual
Inicio
PCP entrega a ordem de
produção para o
encarregado da
produção.
Encarregado informa a
hora de início da
produção.
Encarregado cadastra
os refugos.Tem Refugo?
Encarregado informa os
funcionários que
trabalharam na
produção.
[Sim]
Encarregado da
produção assina a
ordem de produção.
PCP recolhe a ordem de
produção e cadastra no
sistema.
Fim
Encarregado da
produção informa
horário de témino da
produção.
[Não]
FUNDAMENTAÇÃO TEÓRICA
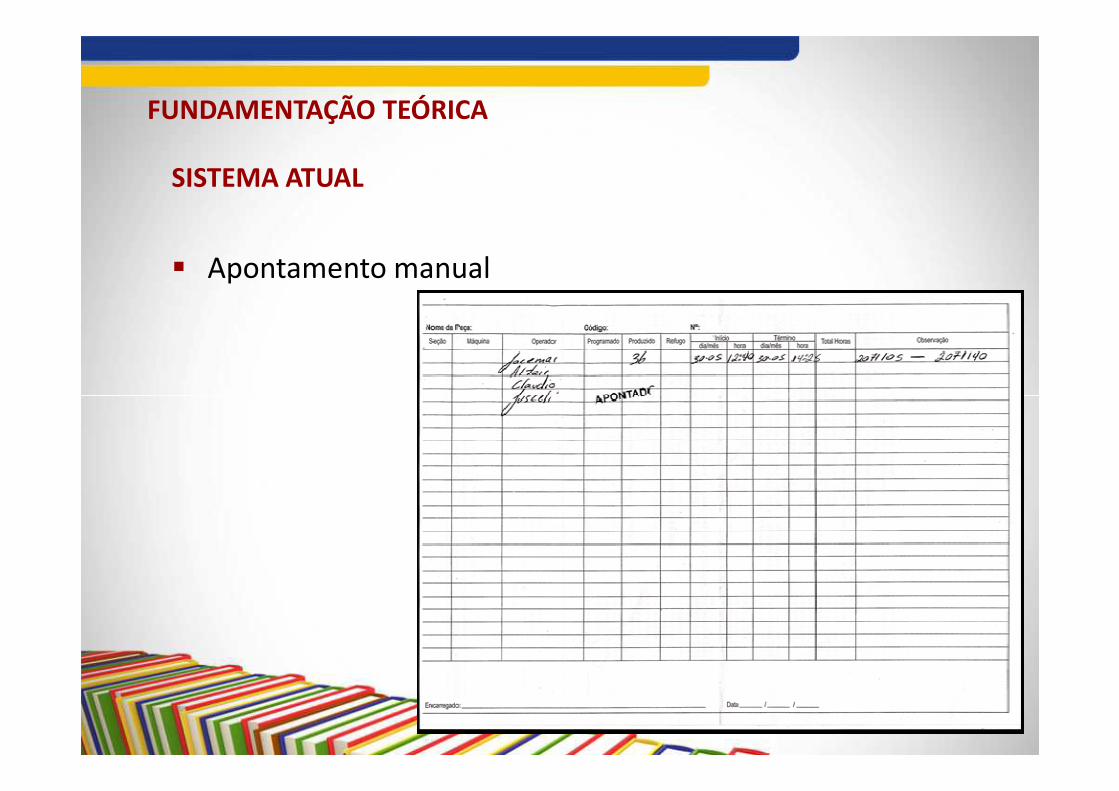
SISTEMA ATUAL
� Apontamento manual
FUNDAMENTAÇÃO TEÓRICA
SISTEMA ATUAL
� Apontamento
de horas no Sistema
Integrado de Gestão
FUNDAMENTAÇÃO TEÓRICA
SISTEMA ATUAL
� Apontamento
de produto no Sistema
Integrado de Gestão
FUNDAMENTAÇÃO TEÓRICA
TRABALHOS CORRELATOS
� Apontamento da Produção, desenvolvido pela empresaSeal disponibiliza:
a) monitoramento online da produção;
b) rastreabilidade;b) rastreabilidade;
c) gestão de desempenho de recursos.
FUNDAMENTAÇÃO TEÓRICA
TRABALHOS CORRELATOS
� CRP_DA, desenvolvido pela empresa DirectaAutomação disponibiliza:
a) acompanhamento da produção por meio de apontamentosde quantidades, paradas, manutenções e refugo;de quantidades, paradas, manutenções e refugo;
b) o registro de dados é feito utilizando coletores de dadosindustriais e microcomputadores;
c) permite gerar índices, gráficos e relatórios que ajudam nastomadas de decisão e gerenciamento;
d) utiliza Oracle e Sql Server como banco de dados.
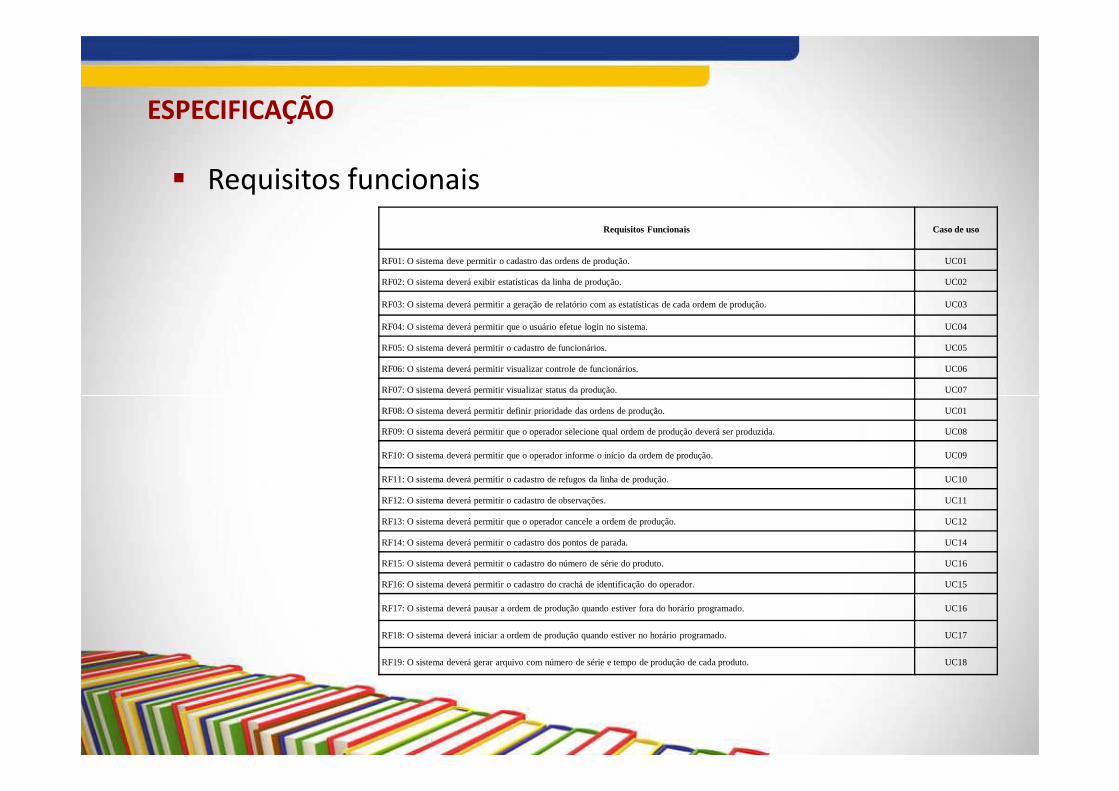
ESPECIFICAÇÃO
� Requisitos funcionais
Requisitos Funcionais Caso de uso
RF01: O sistema deve permitir o cadastro das ordens de produção. UC01
RF02: O sistema deverá exibir estatísticas da linha de produção. UC02
RF03: O sistema deverá permitir a geração de relatório com as estatísticas de cada ordem de produção. UC03
RF04: O sistema deverá permitir que o usuário efetue login no sistema. UC04
RF05: O sistema deverá permitir o cadastro de funcionários. UC05
RF06: O sistema deverá permitir visualizar controle de funcionários. UC06
RF07: O sistema deverá permitir visualizar status da produção. UC07
RF08: O sistema deverá permitir definir prioridade das ordens de produção. UC01
RF09: O sistema deverá permitir que o operador selecione qual ordem de produçãodeverá ser produzida. UC08
RF10: O sistema deverá permitir que o operador informe o início da ordem de produção. UC09
RF11: O sistema deverá permitir o cadastro de refugos da linha de produção. UC10
RF12: O sistema deverá permitir o cadastro de observações. UC11
RF13: O sistema deverá permitir que o operador cancele a ordem de produção. UC12
RF14: O sistema deverá permitir o cadastro dos pontos de parada. UC14
RF15: O sistema deverá permitir o cadastro do número de série do produto. UC16
RF16: O sistema deverá permitir o cadastro do crachá de identificaçãodo operador. UC15
RF17: O sistema deverá pausar a ordem de produção quando estiver fora do horário programado. UC16
RF18: O sistema deverá iniciar a ordem de produção quando estiver no horárioprogramado. UC17
RF19: O sistema deverá gerar arquivo com número de série e tempo de produçãode cada produto. UC18
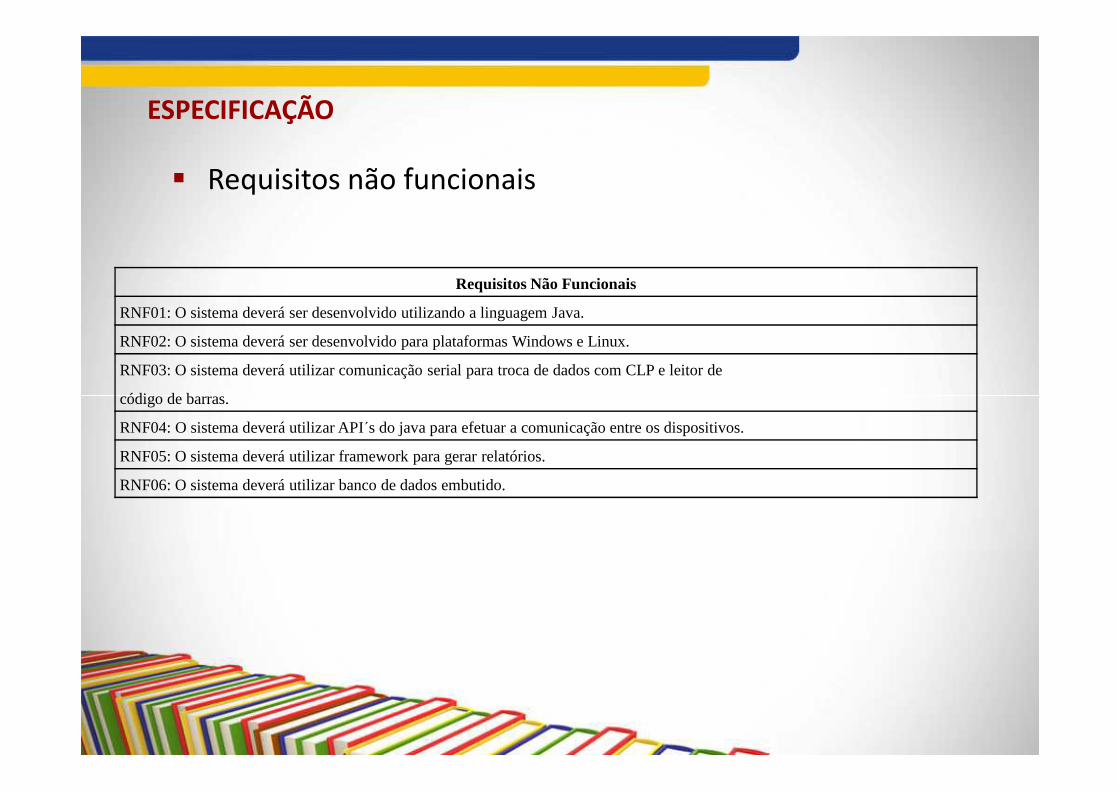
ESPECIFICAÇÃO
� Requisitos não funcionais
Requisitos Não Funcionais
RNF01: O sistema deverá ser desenvolvido utilizando a linguagem Java.
RNF02: O sistema deverá ser desenvolvido para plataformas Windows e Linux.
RNF03: O sistema deverá utilizar comunicação serial para troca de dados com CLP e leitor de
códigodebarras.códigodebarras.
RNF04: O sistema deverá utilizar API´s do java para efetuar a comunicação entre os dispositivos.
RNF05: O sistema deverá utilizar framework para gerar relatórios.
RNF06: O sistema deverá utilizar banco de dados embutido.
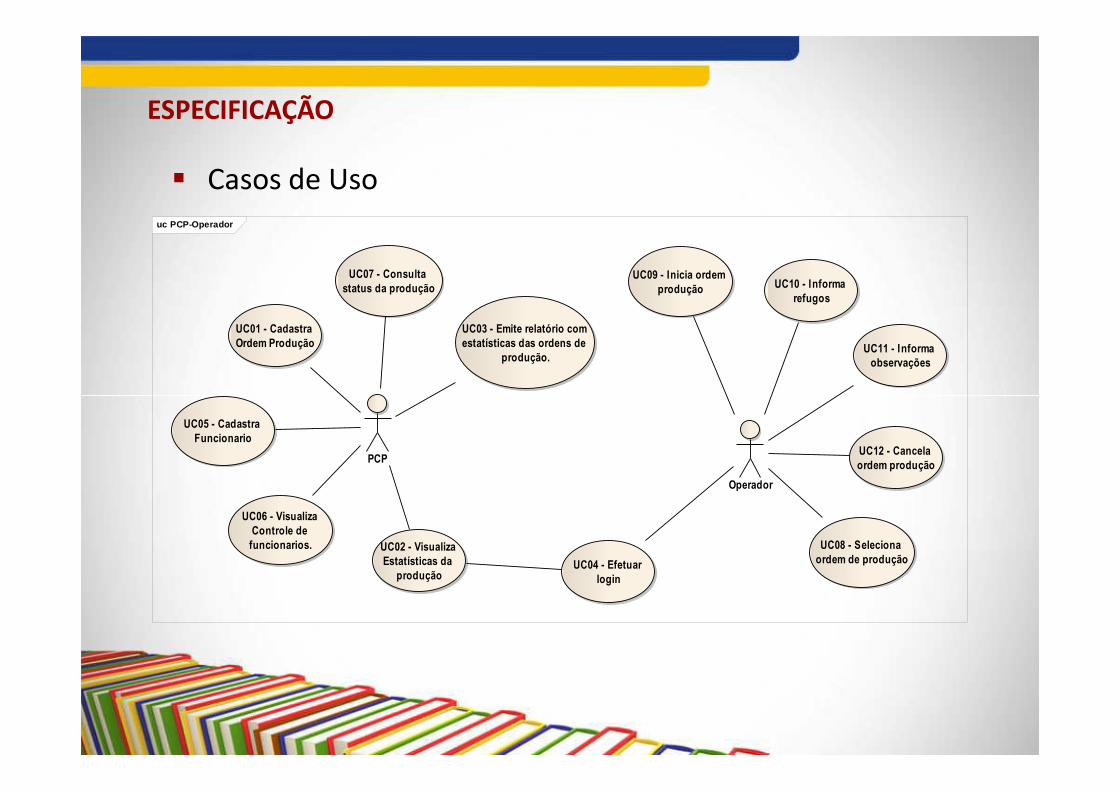
ESPECIFICAÇÃO
� Casos de Uso uc PCP-Operador
UC10 - Informa
refugos
UC11 - Informa
observações
UC09 - Inicia ordem
produção
UC01 - Cadastra
Ordem Produção
UC03 - Emite relatório com
estatísticas das ordens de
produção.
UC07 - Consulta
status da produção
Operador
UC08 - Seleciona
ordem de produção
UC12 - Cancela
ordem produçãoPCP
UC04 - Efetuar
login
UC05 - Cadastra
Funcionario
UC02 - Visualiza
Estatísticas da
produção
UC06 - Visualiza
Controle de
funcionarios.
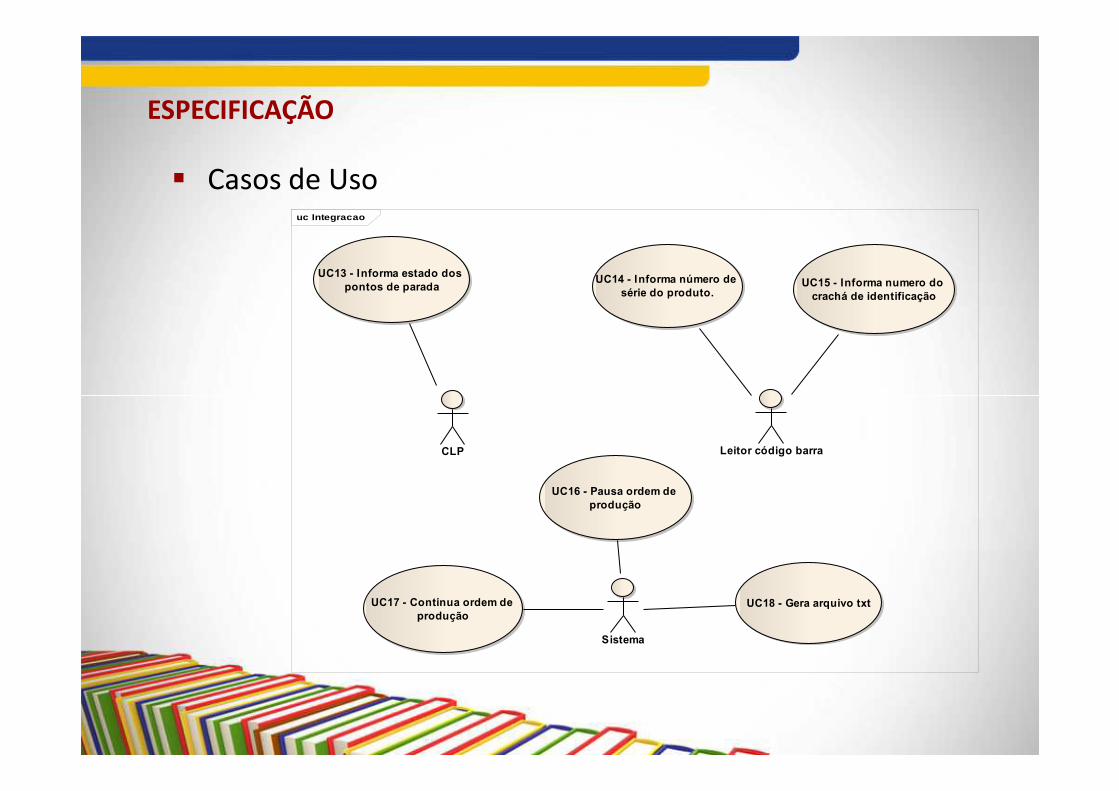
ESPECIFICAÇÃO
� Casos de Uso uc Integracao
UC13 - Informa estado dos
pontos de paradaUC14 - Informa número de
série do produto.UC15 - Informa numero do
crachá de identificação
CLP Leitor código barra
Sistema
UC16 - Pausa ordem de
produção
UC17 - Continua ordem de
produçãoUC18 - Gera arquivo txt
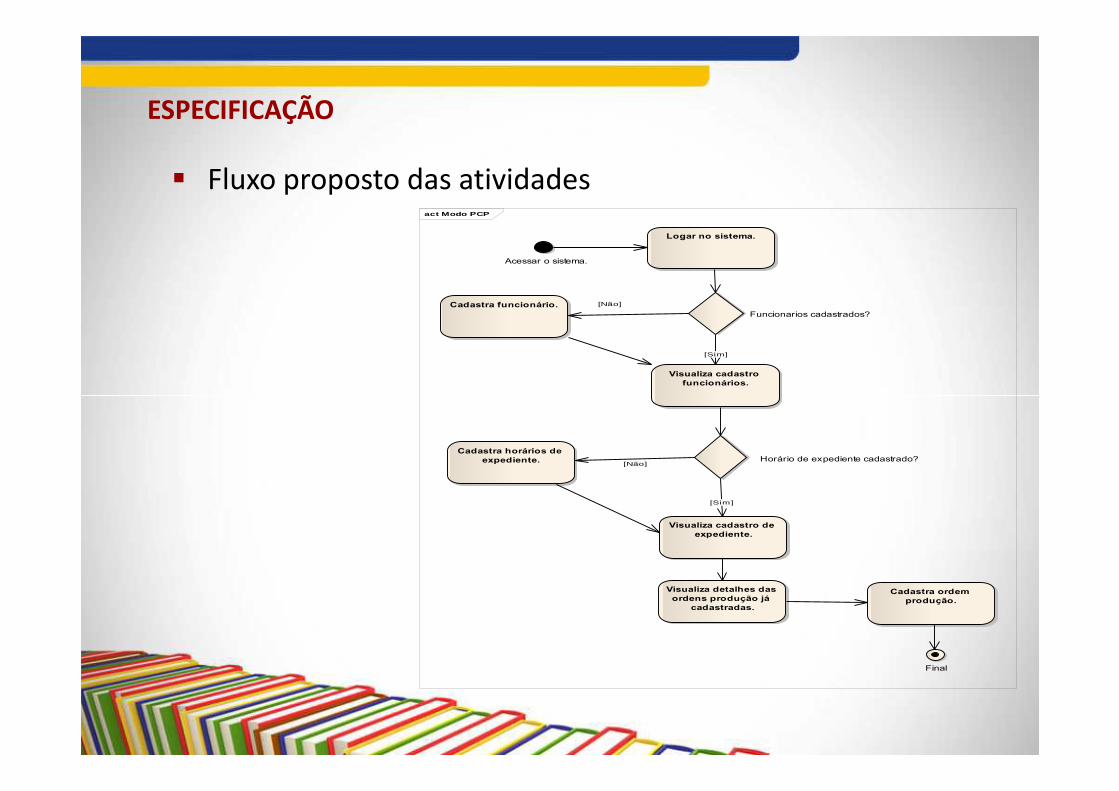
ESPECIFICAÇÃO
� Fluxo proposto das atividades act Modo PCP
Logar no sistema.
Acessar o sistema.
Cadastra funcionário.
Funcionarios cadastrados?
Visualiza cadastro
funcionários.
[Sim]
[Não]
Cadastra horários de
expediente. Horário de expediente cadastrado?
Cadastra ordem
produção.
Visualiza detalhes das
ordens produção já
cadastradas.
Visualiza cadastro de
expediente.
Final
[Sim]
[Não]
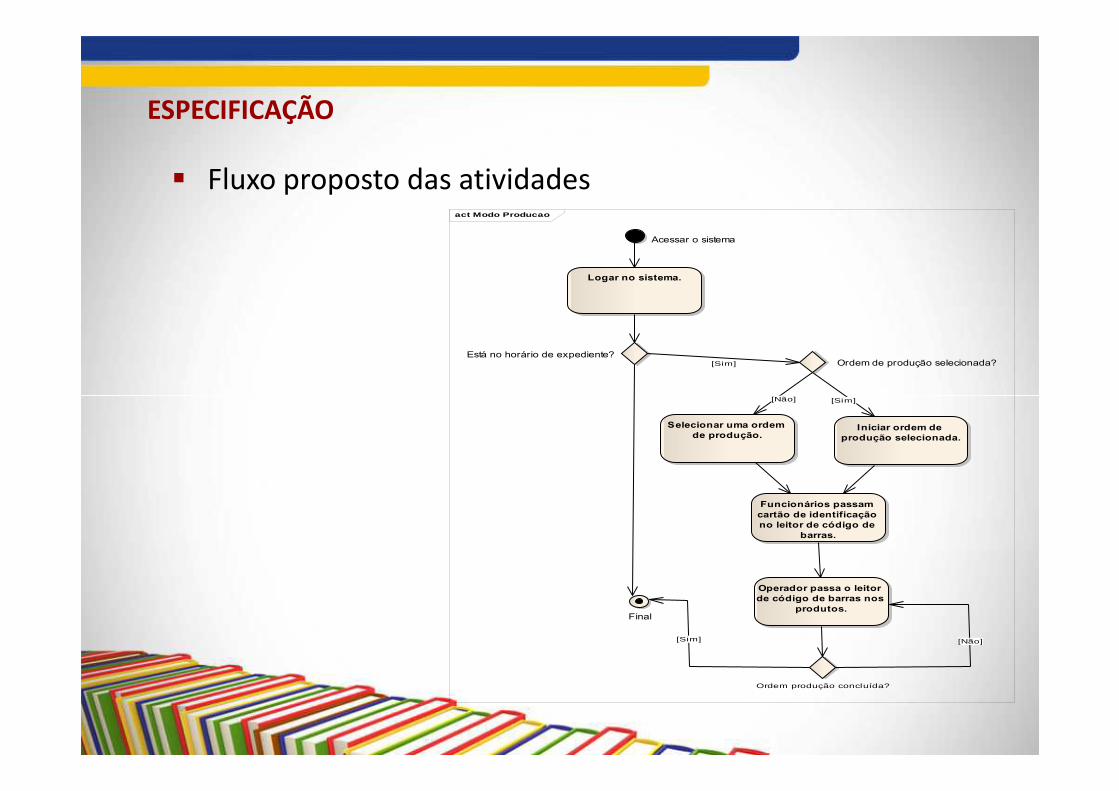
ESPECIFICAÇÃO
� Fluxo proposto das atividades act Modo Producao
Acessar o sistema
Está no horário de expediente?
Logar no sistema.
Ordem de produção selecionada?[Sim]
Selecionar uma ordem
de produção.Iniciar ordem de
produção selecionada.
Funcionários passam
cartão de identificação
no leitor de código de
barras.
Operador passa o leitor
de código de barras nos
produtos.Final
Ordem produção concluída?
[Sim][Não]
[Não][Sim]
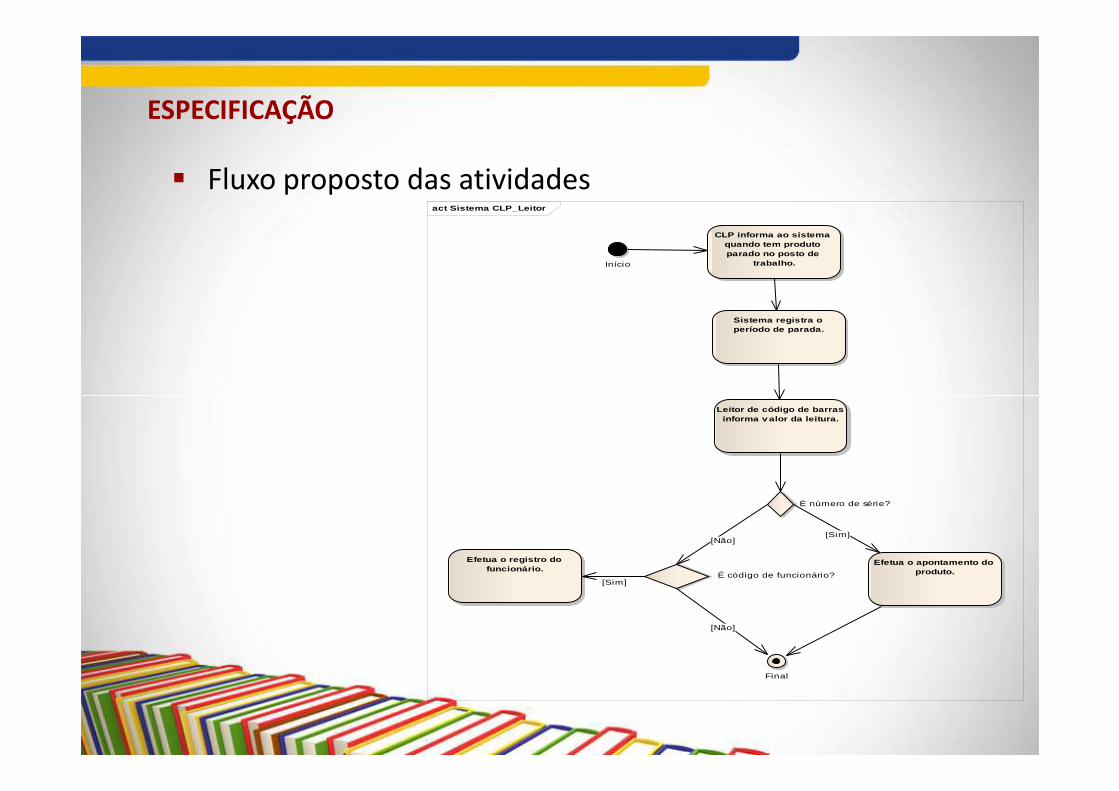
ESPECIFICAÇÃO
� Fluxo proposto das atividades act Sistema CLP_Leitor
Início
CLP informa ao sistema quando tem produto parado no posto de
trabalho.
Sistema registra o período de parada.
É número de série?
Leitor de código de barras informa v alor da leitura.
Efetua o apontamento do produto.
Efetua o registro do funcionário.
É código de funcionário?
Final
[Não]
[Sim]
[Não][Sim]
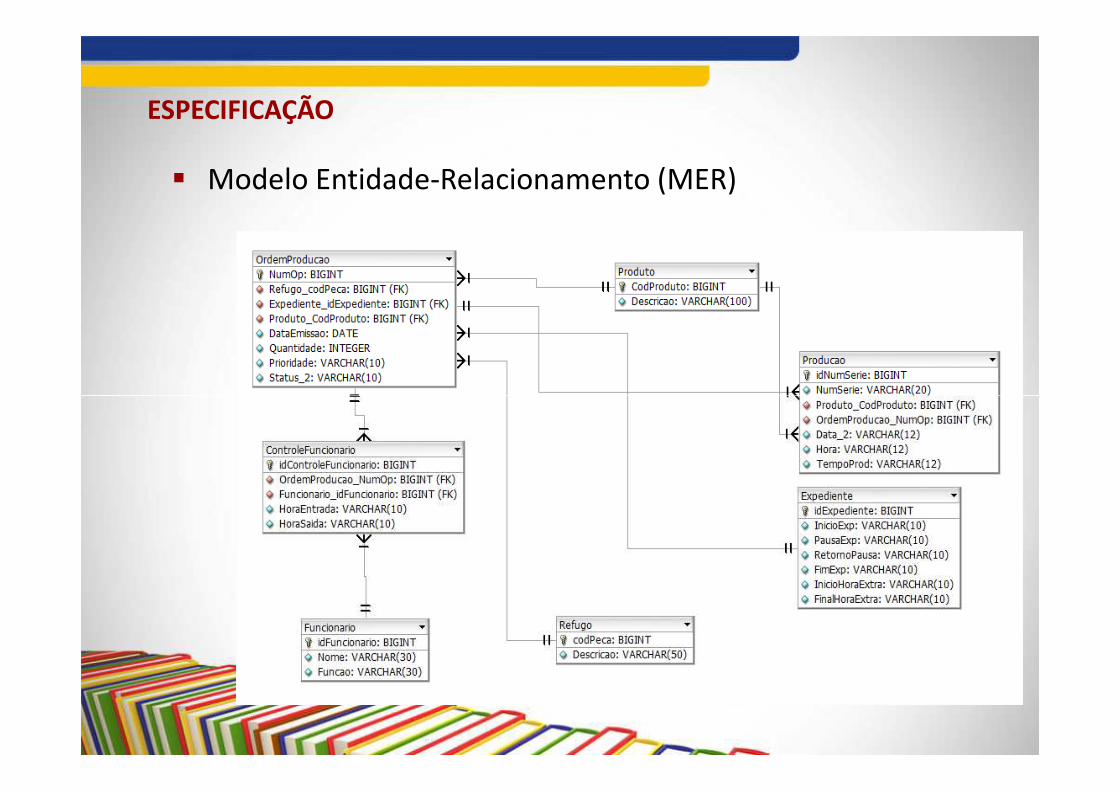
ESPECIFICAÇÃO
� Modelo Entidade-Relacionamento (MER)
ESPECIFICAÇÃO
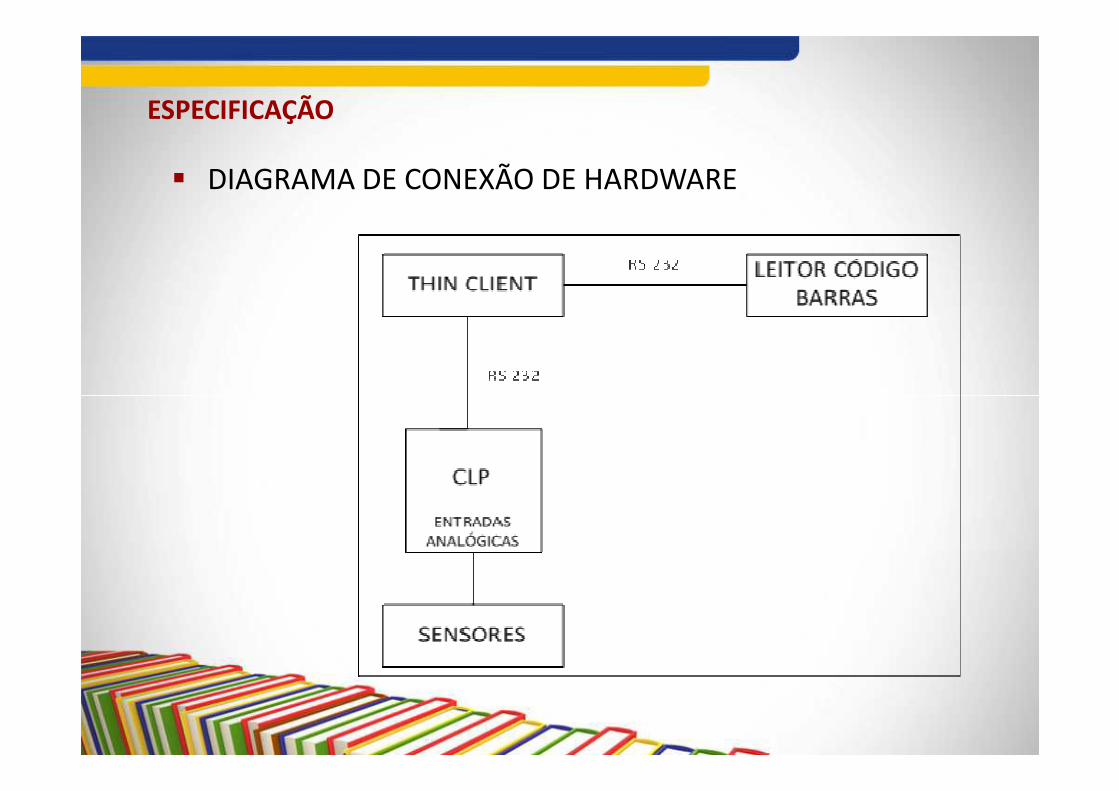
� DIAGRAMA DE CONEXÃO DE HARDWARE
ESPECIFICAÇÃO
� Técnicas e ferramentas utilizadas
� Linguagem de programação Java;
� NetBeans IDE 7.0.1;
� Banco de dados HSQLDB;
� RXTX;
� JAMOD
� iReport.
OPERACIONALIDADE
� Tela de login
OPERACIONALIDADE
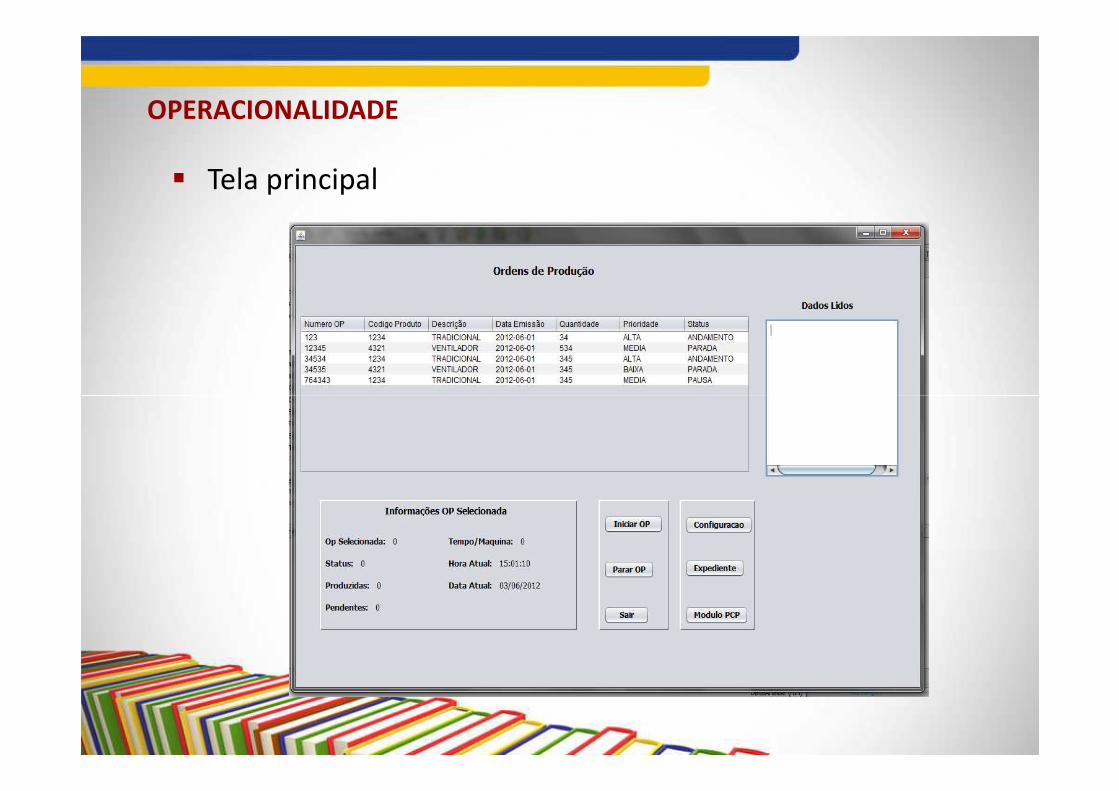
� Tela principal
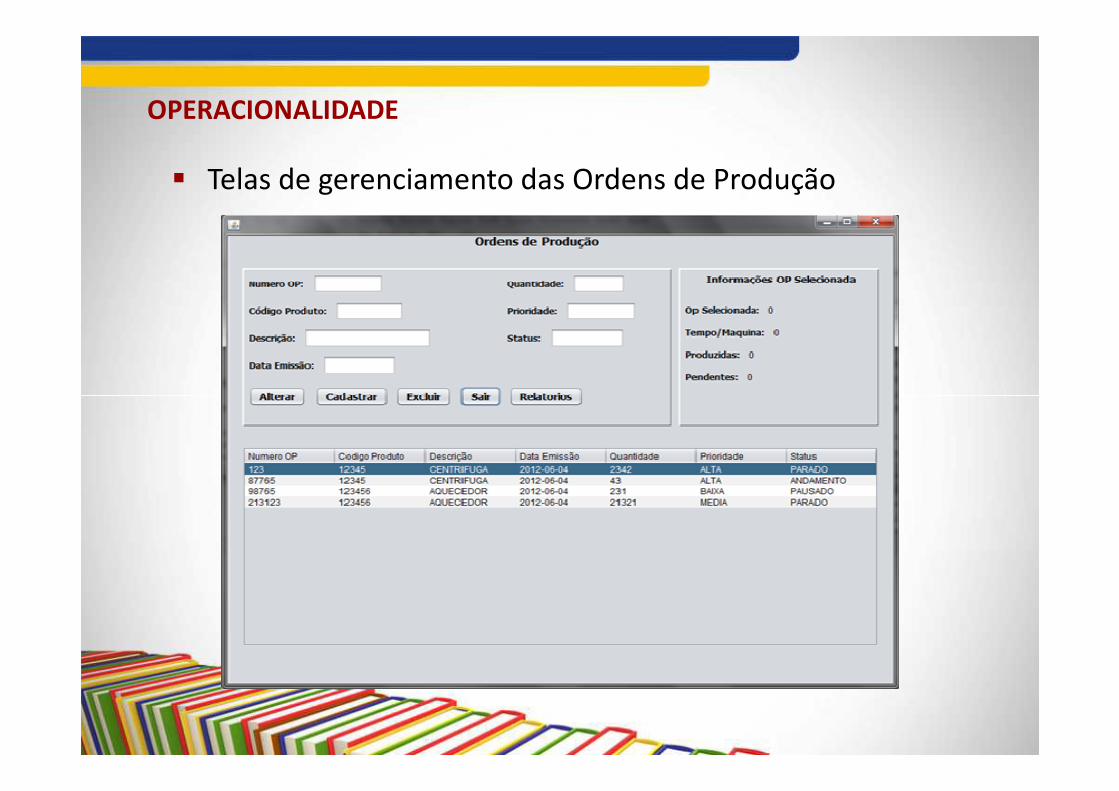
OPERACIONALIDADE
� Telas de gerenciamento das Ordens de Produção
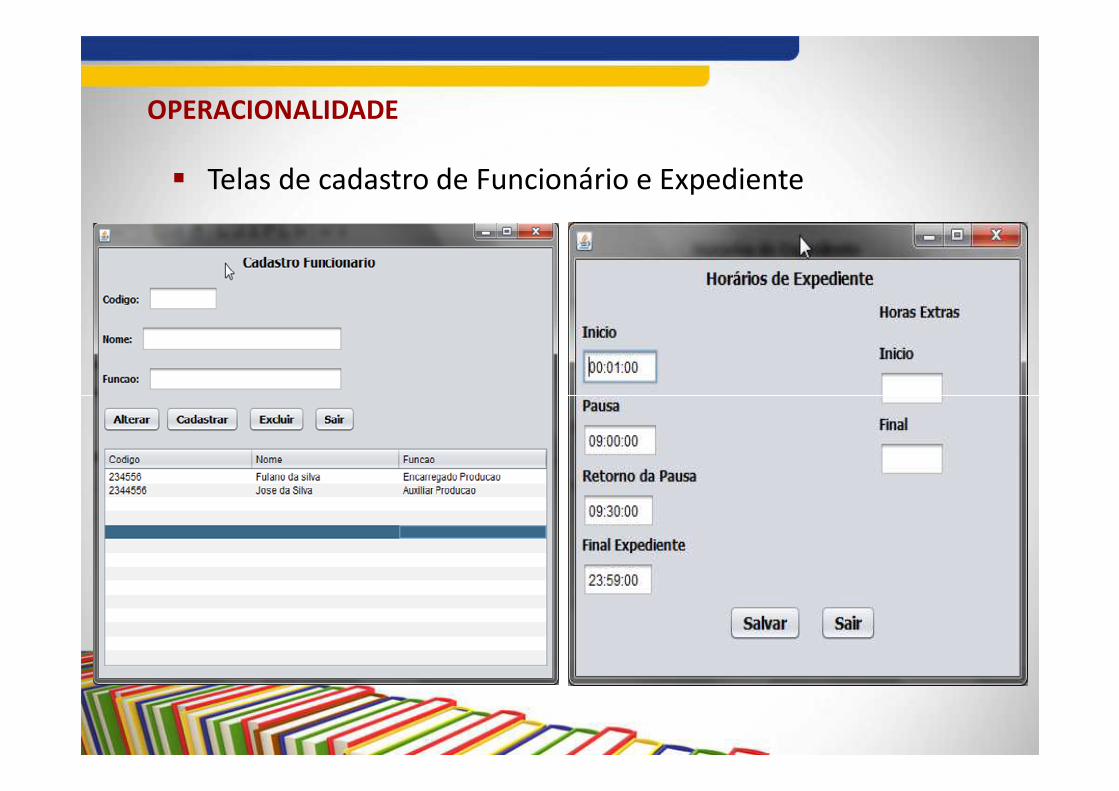
OPERACIONALIDADE
� Telas de cadastro de Funcionário e Expediente
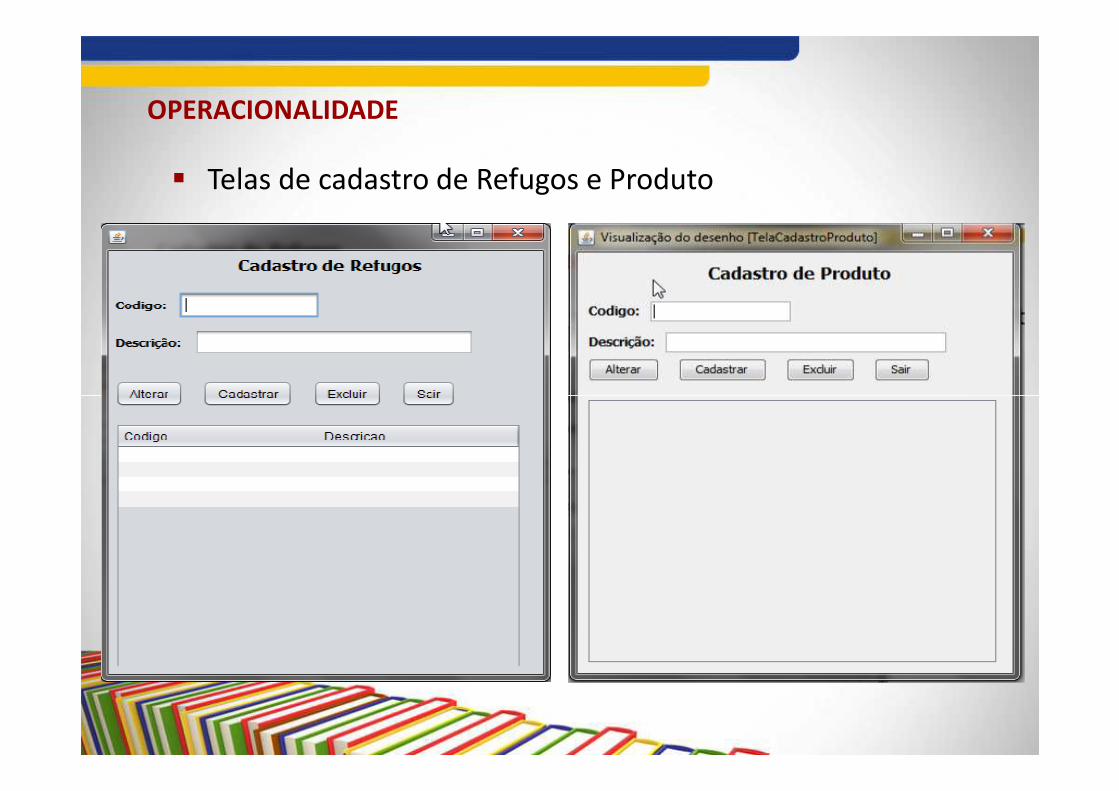
OPERACIONALIDADE
� Telas de cadastro de Refugos e Produto
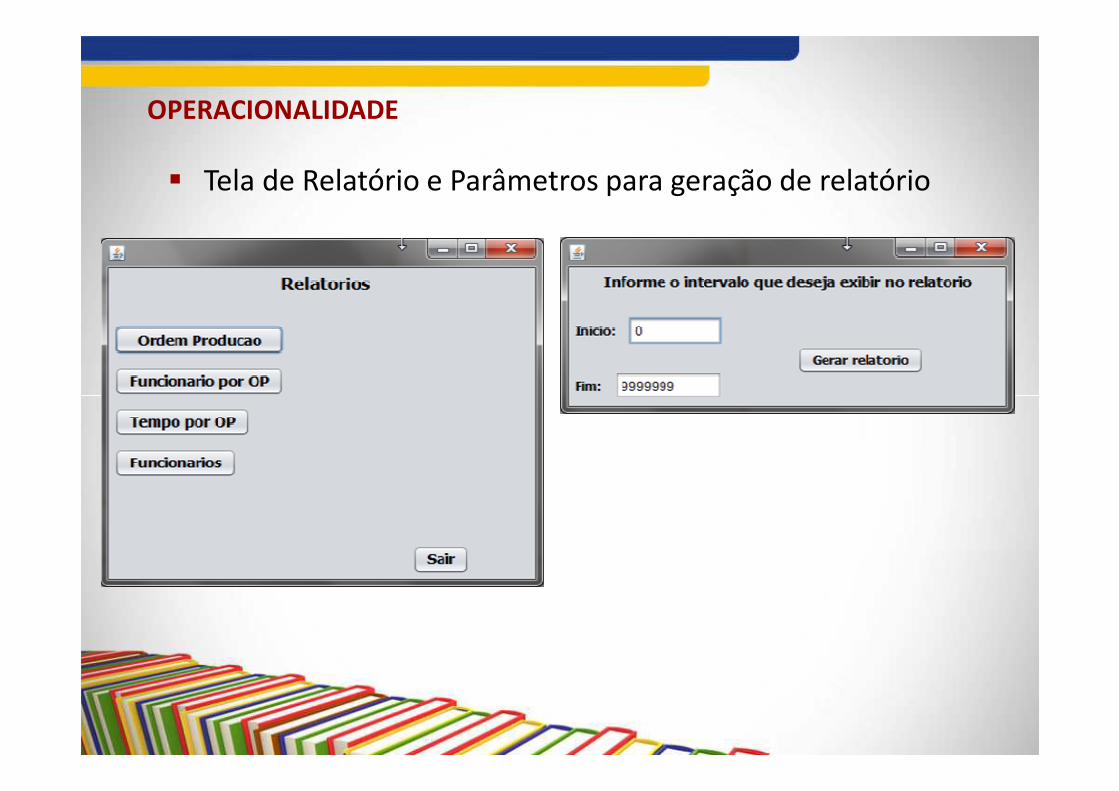
OPERACIONALIDADE
� Tela de Relatório e Parâmetros para geração de relatório
OPERACIONALIDADE
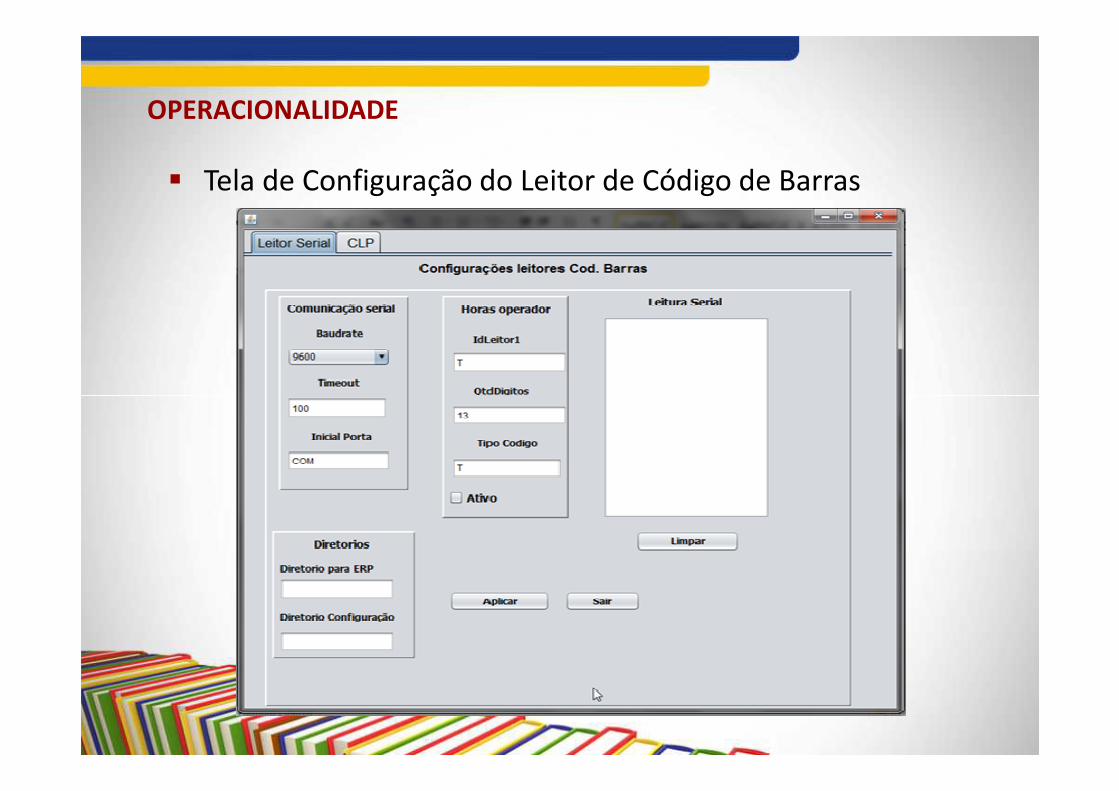
� Tela de Configuração do Leitor de Código de Barras
OPERACIONALIDADE
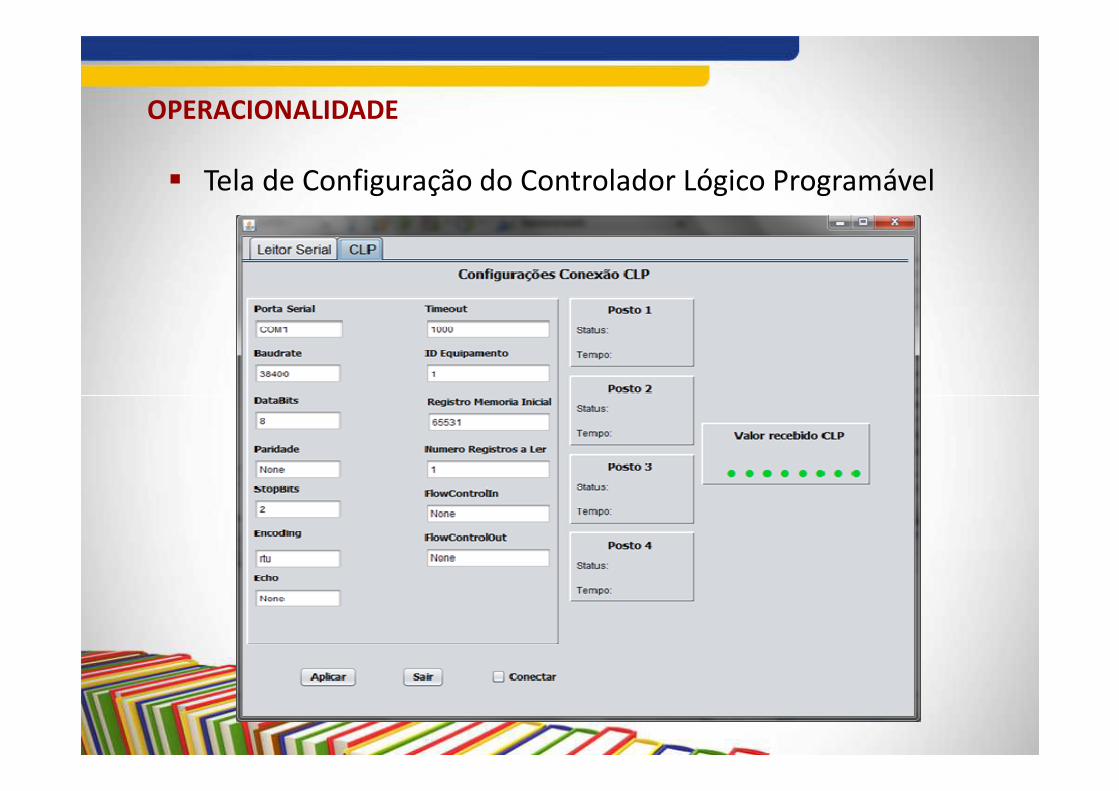
� Tela de Configuração do Controlador Lógico Programável
RESULTADOS E DISCUSSÕES
� A ferramenta coleta os dados de uma linha de produção de formaautomatizada para que seja possível ter informações do estoqueem tempo real, através da integração com o Sistema Integrado deGestão e possibilita a posterior análise e rastreabilidade daprodução.
� Mesmo em simulação pode-se perceber um maior nível decontrole e redução de desperdícios e retrabalhos que o softwareproporcionará a empresa, pois reduz as chances de ocorrer errohumano nos apontamentos e possibilita ao Planejamento ehumano nos apontamentos e possibilita ao Planejamento eControle da Produção (PCP) identificar os pontos críticos paracorrigi-los.
� Em relação aos trabalhos correlatos, eles tem como restrição asua utilização em sistema operacional Linux. Devido a estarestrição o software foi desenvolvido para operar tanto emplataformas Linux como em Windows, permitindo que a empresaopte por software livre ou pago.
CONCLUSÃO
� O trabalho, de forma geral, alcançou seus principaisobjetivos, permitindo que haja integração com SistemaIntegrado de Gestão (SIG) e maior controle do setor deplanejamento e controle da produção, porém não pôde terseus resultados medidos devido a restrições quanto àestrutura física da empresa que não estava pronta paraimplantar o software.implantar o software.
� A integração com o SIG permite que os produtos produzidossejam imediatamente apontados. Esta integração traz comoprincipal vantagem à identificação da situação real doestoque no momento de uma negociação de venda.
EXTENSÕES
� O sistema poderá compartilhar informações com o mesmobanco de dados utilizado pelo SIG, possibilitando acentralização destas informações, facilitando o controle.
� Poderá utilizar outras funções disponíveis pelo ControladorLógico Programável (CLP) como controlar velocidade daesteira de uma linha de produção.
� Gerar gráficos para melhor visualizar o desempenho daprodução.
� Disponibilizar mais opções para geração de relatórios.