Análise de ciclos de refrigeração para liquefação de CO...
60
Análise de ciclos de refrigeração para liquefação de CO 2 oriundo de fermentação para produção de etanol Jorge Luiz Garioli Corrêa Júnior Projeto de graduação apresentado ao curso de Engenharia Mecânica da Escola Politécnica, Universidade Federal do Rio de Janeiro, como parte dos requisitos necessários à obtenção do título de Engenheiro. Orientador: Alexandre Salem Szklo Rio de Janeiro Agosto de 2018
Transcript of Análise de ciclos de refrigeração para liquefação de CO...

Análise de ciclos de refrigeração para
liquefação de CO2 oriundo de fermentação
para produção de etanol
Jorge Luiz Garioli Corrêa Júnior
Projeto de graduação apresentado ao curso de
Engenharia Mecânica da Escola Politécnica,
Universidade Federal do Rio de Janeiro, como
parte dos requisitos necessários à obtenção do
título de Engenheiro.
Orientador: Alexandre Salem Szklo
Rio de Janeiro
Agosto de 2018

i
Corrêa, Jorge Luiz Garioli
Análise de ciclos de refrigeração para liquefação de
CO2 oriundo de fermentação para produção de etanol/
Jorge Luiz Garioli Corrêa Júnior. – Rio de Janeiro: UFRJ/
Escola Politécnica, 2018.
VI, 52 p.: il.; 29,7 cm.
Orientador: Alexandre Salem Szklo
Projeto de Graduação – UFRJ/ Escola Politécnica/
Curso de Engenharia Mecânica, 2018.
Referências Bibliográficas: p. 49-52.
1. Introdução. 2. Descrição tecnológica. 3.
Metodologia. 4. Resultados. 5. Conclusão. 6. Referências.
I. Szklo, Alexandre Salem. II. Universidade Federal do
Rio de Janeiro, Escola Politécnica, Curso de Engenharia
Mecânica. III. Análise de ciclos de refrigeração para
liquefação de CO2 em projetos CCS.

ii
Agradecimentos
Agradeço a Deus pela força e perseverança durante a graduação e ao logo desse
trabalho.
Agradeço à minha família. Em especial à minha mãe Giane, ao meu pai Jorge e a minha
irmã Maria Clara por todo apoio, carinho, amor e educação ao longo de minha vida.
Aos meus avós Conceição, Jorge, José e Maria por todo amor e carinho.
Agradeço aos amigos que fiz durante a graduação. Em especial ao Alexandre, Enzo,
Erick, Lenz, Mazzini e Raphael por terem tornados esses anos tão especiais.
Ao meu orientador Alexandre Szklo por ter me mostrado um ramo da engenharia pelo
qual eu me apaixonei, por todos os ensinamentos, oportunidades e por todas as indicações.
Ao meu grande ajudante Fábio da Silva por toda ajuda, paciência, reuniões, experiência
e conhecimento passados que foram essenciais para conclusão desse trabalho.
Agradeço também a todos os professores do Departamento de Engenharia Mecânica por
todos os conhecimentos e experiências transmitidos durante a graduação.

iii
Resumo do Projeto de Graduação apresentado à Escola Politécnica/UFRJ como parte dos
requisitos necessários para a obtenção do grau de Engenheiro Mecânico.
Análise de ciclos de refrigeração para liquefação de CO2 oriundo de fermentação para
produção de etanol
Jorge Luiz Garioli Corrêa Júnior
Agosto/2018
Orientador: Alexandre Salem Szklo
Curso: Engenharia Mecânica
A captura e o armazenamento de carbono (Bio-CCS) na cadeia de conversão da biomassa tem
sido tratada na literatura científica como uma opção-chave para lidar com os desafios de
controlar o aumento da temperatura do planeta. Neste caso, o Brasil tem um grande potencial
para esta opção na produção de etanol no Centro-Sul. Isso se deve ao fato da fácil captura do
CO2 oriundo da fermentação e da possibilidade de se utilizar o gás para realizar Recuperação
Avançada de Petróleo (EOR). O desafio, porém, é o desenvolvimento de um sistema de
transporte para este CO2 diante da produção dispersa e sazonal de etanol. Este estudo
desenvolve a análise de cinco alternativas de ciclos de liquefação do gás carbônico para
posterior transporte pelo modal rodoviário. Para tanto, modela os ciclos no software HYSYS.
O estudo mostra que um ciclo de refrigeração com cascateamento utilizando propano e amônia
como fluidos refrigerantes é uma opção eficiente para liquefazer o CO2.
Palavras-chave: CCS, BECCS, Liquefação, Gás Carbônico

iv
Abstract of Undergraduate Project presented to POLI/ UFRJ as a partial fulfillment of the
requirements for the degree of Mechanical Engineer.
Analysis of refrigeration cycles for CO2 liquefaction from fermentation to produce ethanol
Jorge Luiz Garioli Corrêa Júnior
August/2018
Advisor: Alexandre Salem Szklo
Course: Mechanical Engineering
Carbon capture and storage (Bio-CCS) in the biomass conversion chain has been addressed in
the scientific literature as a key option to deal with the challenges of controlling the rising
temperature of the planet. In this case, Brazil has great potential for this option in the production
of ethanol in the Center-South. This is due to the easy capture of CO2 from the fermentation
and the possibility of using the gas to perform Advanced Oil Recovery (EOR). The challenge,
however, is the development of a transport system for this CO2 in the face of the dispersed and
seasonal production of ethanol. This study develops the analysis of five alternatives of carbonic
gas liquefaction cycles for subsequent transportation by road modal. To do so, it models the
cycles in the HYSYS software. The study shows that a cascade refrigeration cycle using
propane and ammonia as refrigerant fluids is an efficient option to liquefy CO2.
Keywords: CCS, BECCS, Liquefaction, Carbon Dioxide
v
Sumário
1. Introdução............................................................................................................................ 1
2. Descrição tecnológica ......................................................................................................... 4
2.1. CCS/Bio-CCS .............................................................................................................. 4
2.2. Liquefação ................................................................................................................... 8
2.2.1. Compressão .......................................................................................................... 8
2.2.2. Refrigeração........................................................................................................ 11
2.2.3. Bombeamento ..................................................................................................... 12
2.3. Transporte .................................................................................................................. 13
2.3.1. Características gerais e exigências para o transporte rodoviário do CO2 no Brasil
13
2.3.2. Operações envolvidas ......................................................................................... 16
2.4. Recuperação Avançada de Petróleo (EOR) ............................................................... 18
3. Metodologia ...................................................................................................................... 22
3.1. Procedimento Metodológico ...................................................................................... 22
3.2. Cenários Alternativos ................................................................................................ 30
3.2.1. Caso alternativo I (Dois ciclos NH3) .................................................................. 30
3.2.2. Caso alternativo II (Pré-resfriamento) ................................................................ 31
3.2.3. Caso alternativo III (Cascateamento NH3 + NH3) .............................................. 33
3.2.4. Caso Alternativo IV (Propano) ........................................................................... 35
3.2.5. Caso Alternativo V (Cascateamento Propano + NH3) ....................................... 37
4. Resultados ......................................................................................................................... 41
4.1. Compressão ................................................................................................................ 42
4.2. Ciclos de Refrigeração ............................................................................................... 43
5. Conclusão .......................................................................................................................... 47
6. Referências ........................................................................................................................ 49

vi
Lista de Figuras
Figura 1: Fluxograma de um projeto Bio-CCS .......................................................................... 2
Figura 2: Fluxograma da opção pré-combustão ......................................................................... 6
Figura 3: Fluxograma da opção pós-combustão ......................................................................... 7
Figura 4: Fluxograma da opção de oxi-combustão .................................................................... 8
Figura 5: Diagrama de Fases do CO2 ......................................................................................... 9
Figura 6: Abastecimento dos caminhões tanque ...................................................................... 13
Figura 7: Frota de caminhões para transporte de CO2 na China .............................................. 17
Figura 8: Fluxograma da compressão e liquefação do CO2 na planta YULIN COAL
CHEMICAL ............................................................................................................................. 18
Figura 9: Fluxograma CO2-EOR .............................................................................................. 20
Figura 10: Impacto da utilização de EOR-CO2 no campo de Weyburn ................................... 21
Figura 11: Distribuição das destilarias no Centro-Sul brasileiro .............................................. 22
Figura 12: Trem de compressão do CO2 .................................................................................. 25
Figura 13: Fluxograma de liquefação do Caso Base ................................................................ 28
Figura 14: Fluxograma do Caso Alternativo I .......................................................................... 31
Figura 15: Fluxograma do Caso Alternativo II ........................................................................ 32
Figura 16: Fluxograma do Caso Alternativo III ....................................................................... 34
Figura 17: Fluxograma do Caso Alternativo IV ....................................................................... 36
Figura 18: Fluxograma do Caso Alternativo V ........................................................................ 38
Figura 19: Potência dos compressores para cada caso simulado ............................................. 44
Figura 20: Consumo de água para cada caso simulado ............................................................ 45
Figura 21: Comparação entre os custos de investimento optando por Aço Inoxidável ........... 46
Figura 22: Comparação entre os custos de investimento optando por Aço Carbono ............... 47

1
1. Introdução
Adrian E. Raftery et al. (2017) apontam que existe uma probabilidade de 95% de que até
o fim do século XXI a temperatura média global aumente mais de 2 ºC. Tal mudança climática
traz consigo diversos problemas graves. Assim, é de extrema importância o desenvolvimento
de ações para reduzir a emissão de gases de efeito estufa, prevenindo altas concentrações de
principalmente CO2. Com o objetivo de fortalecer a resposta global à ameaça das mudanças
climáticas, o Acordo de Paris foi adotado durante a vigésima primeira Conferência das Partes
(COP21), reforçando o compromisso internacional de se minimizar as consequências do
aquecimento global (Minx et al., 2018). Portanto, a utilização de tecnologias com baixa, nula
ou negativa emissão de carbono, é de grande importância para conquistar o objetivo descrito
como por exemplo, utilizar fontes de energia renováveis, Carbon Capture and Storage (CCS)
ou Bio-energy with Carbon Capture and Storage (Bio-CCS ou BECCS) (Gough et al., 2018).
Para que seja provável evitar que ocorra um aumento da temperatura média global por
conta de emissões antropogênicas de Gases de Efeito Estufa (GEE) maior que 2 ºC em relação
aos níveis pré-industriais até 2100, é de extrema importância que se sigam cenários de
mitigação que limitem as concentrações atmosféricas de CO2eq em até 450 ppm (IPPC, 2014).
Em relação ao objetivo descrito, IPCC (2014) aponta que caso a disponibilidade de tecnologias-
chave tais como bioenergia, CCS e sua combinação (Bio-CCS) fosse limitada, muitos modelos
não conseguiriam alcançar os níveis de concentração atmosférica de CO2 desejados. A
tecnologia Captura e Armazenamento de Carbono fornece 14% das reduções de emissões
cumulativas necessárias no período até 2060 para o cenário 2DS (2 ºC) da IEA (International
Energy Agency). As modelagens feitas pela IEA há muito ressaltam o papel do CCS no apoio
a uma transformação segura, econômica e sustentável dos sistemas globais de energia (IEA,
2017).
A utilização de biomassa dentro de uma cadeia produtiva seja para produção de energia
com a queima da mesma ou para algum processo industrial, como, por exemplo, a produção de
etanol, dá a oportunidade de se alcançar uma resultante negativa de emissões de carbono na
atmosfera por meio da aplicação de tecnologias como Bio-CCS (IEA, 2017). Uma opção
interessante no Brasil para a aplicação da técnica citada é a indústria sucroalcooleira do Centro-
Sul. Isso ocorre principalmente por dois fatores: baixo custo de captura do CO2 produzido
durante o processo de fermentação e o potencial de utilizar o gás para realizar recuperação
avançada de petróleo (Enhanced Oil Recovery – EOR) (Silva et al., 2018). A existência da

2
opção de se utilizar CO2 para realizar EOR facilita o desenvolvimento de um projeto CCS,
antecipando investimentos na tecnologia sem que se estabeleçam restrições mais severas às
emissões de gás carbônico. A demanda de CO2 requerida pelos poços é um ótimo fundamento
para a construção de um projeto CCS por conta do valor que o gás possui dentro de um escopo
de recuperação avançada de petróleo. O Bio-CCS é uma opção chave porque existe a
necessidade de se reduzir drasticamente as emissões de CO2 para garantir que o aumento médio
da temperatura global esteja abaixo de 2oC em 2100. Para tanto, diante do fato de que na
primeira metade deste século, o sistema energético se baseará ainda fortemente em
combustíveis fósseis, torna-se necessário introduzir alternativas que resultem em emissões
negativas de CO2. Isto é, alternativas que em seu ciclo de vida gerem emissões negativas (Minx
et al., 2018). A Figura 1 apresenta o fluxograma simplificado de um projeto genérico de Bio-
CCS.
Figura 1: Fluxograma de um projeto Bio-CCS
Fonte: Global CCS Institute1 De acordo com o relatório Global Status (2013) do Global CCS Institute, o modal
dutoviário é o principal método escolhido para o transporte de altas quantidades de CO2
associadas ao CCS. Existem exemplos de utilização do transporte rodoviário de dióxido de
carbono, porém em escalas bastante menores. Isso se deve ao fato de que essas experiências
são, em geral, para suprir a demanda por gás carbônico de indústrias no setor alimentício ou de
bebidas (Wong, 2005).
1 Disponível em: <http://www.globalccsinstitute.com>. Acesso em: 5 ago. 2018.

3
Grandes quantidades de gás são transportadas em um projeto que envolve captura de
dióxido de carbono em destilarias para realização de EOR em poços de petróleo offshore. Por
conta disso, é natural que se pense em aplicar um sistema de transporte de CO2 baseado,
sobretudo, em carbodutos. Todavia, conforme Merschmann et al. (2016), destilarias que
operam com baixa vazão e se encontram distantes dos Hubs2 elevam muito o custo de
transporte. A produção de etanol ocorre de maneira sazonal, e a associação desse problema com
a baixa produção de certas destilarias resulta que os altos investimentos na construção dos dutos
não são justificados. Os mesmos teriam grandes períodos de ociosidade além de operar em
baixa vazão reduzindo o ganho de escala. Portanto, a implementação do modal dutoviário em
instalações de pequeno porte com produção sazonal de CO2 pode ser não muito vantajosa. Logo,
o transporte rodoviário do gás, que conta com maior flexibilidade operacional e demanda
menores custos iniciais, torna-se uma boa alternativa de acesso à rede para destilarias de etanol
menores. De fato, estudo de que participei, que levou à publicação do artigo cientifico Silva et
al. (2018), a respeito do método ótimo de transporte de carbono através da integração de Hubs,
dutos e caminhões nas destilarias de etanol do Centro-Sul brasileiro, concluiu que 72 das 236
destilarias de etanol brasileiras do Centro-sul obtiveram um menor custo de transporte a partir
do modal rodoviário.
Devido aos altos custos que a estrutura de transporte envolvida num projeto de bioCCS-
EOR pode gerar, é de extrema importância que o processo seja o mais eficiente possível. Por
conta disso, é vital a realização de uma análise a respeito da seleção da metodologia mais
adequada para se liquefazer o CO2, buscando o procedimento que possibilite a melhor
viabilidade econômica para utilização do gás em EOR.
Visto que, em geral, não há um consenso na literatura científica a respeito do método
ótimo para se liquefazer o gás carbônico, esse trabalho tem como objetivo simular diferentes
ciclos de refrigeração com a finalidade de se encontrar a opção mais eficiente para realizar a
liquefação do CO2, que participa do escopo de um projeto CO2-EOR proveniente de destilarias
de etanol do Centro-Sul brasileiro, para posterior transporte pelo modal rodoviário,
aprimorando o estudo realizado por Silva et al. (2018).
2 Hubs – São pontos de conexão entre dutos existentes numa malha dutoviária.

4
2. Descrição tecnológica
Um projeto conceitual do tipo CCS-EOR, que opta pelo modal rodoviário para realizar o
transporte de gás carbônico, pode ser dividido nas seguintes etapas associadas ao CO2: captura
do gás carbônico dentro de uma corrente gasosa, liquefação, transporte e uso do gás. As
tecnologias e os estágios envolvidos em toda cadeia produtiva serão detalhadas a seguir.
2.1. CCS/Bio-CCS
Captura e Armazenamento de Carbono (CCS) é uma alternativa para mitigação das
emissões de dióxido de carbono (CO2) produzidas em processos de combustão e em reações
químicas associadas a processos industriais, com o objetivo de evitar que o dióxido de carbono
seja liberado na atmosfera. A alternativa consiste em capturar CO2, comprimir o mesmo para
transporte e, em seguida, injetá-lo profundamente em uma formação rochosa em um local
cuidadosamente selecionado e seguro, podendo também se utilizar o gás para recuperação
avançada de petróleo (Merschmann et al., 2016).
Além da utilização mais usual que está associada à captura de CO2 na combustão ou
processamento de combustíveis fósseis, o CCS pode ser aplicado em conjunto com biomassa
sendo uma das poucas opções que pode ser usada em um modo de emissão negativa de dióxido
de carbono, removendo CO2 da atmosfera (Silva et al., 2018). Emissões negativas ocorrem
quando há remoção líquida do gás. Bioenergia e Armazenamento de Carbono (Bio-CCS ou
BECCS) é uma das principais maneiras de se alcançar uma produção de energia atrelado ao
conceito de “carbono-negativo”, consistindo em um tipo de projeto de captura e armazenamento
de carbono onde há a combinação de CCS com uma instalação industrial que realiza a
combustão da biomassa para ou usa a mesma como parte de um processo industrial, como por
exemplo, no processo de produção do etanol.
O que torna o Bio-CCS tão importante para reduzir as emissões de CO2 na atmosfera é o
fato de o mesmo se aproveitar do processo natural que as plantas realizam chamado bio-
sequestro (parte da fotossíntese) com a captura e o armazenamento de CO2, resultando na
remoção líquida do gás da atmosfera. Apenas contabilizando a parcela de captura proveniente
do bio-sequestro, o chamado “carbono neutro” pode ser alcançado, pelo fato de que, dentro da
cadeia biotecnológica, o dióxido de carbono liberado no processamento da biomassa é
capturado pela realização da fotossíntese. Quando adicionamos a captura do carbono liberado
por meio do CCS, alcança-se uma remoção líquida negativa e, portanto, carbono-negativa – isto

5
é, o balanço de CO2 no ciclo de vida da cadeia de conversão da biomassa se torna “negativo”,
em termos da contabilização do saldo entre o CO2 na atmosfera e o CO2 estocado no subsolo.
É importante ressaltar que 101 dos 116 cenários do IPCC 2014 que eram capazes de atingir a
meta de 2 °C utilizam tecnologias de emissões líquidas negativas de CO2 como bio-CCS e
florestamento (Minx et al., 2018).
Quanto maior o atraso na ação da mudança climática, maior a necessidade de tecnologias
com emissões líquidas negativas. “BECCS features prominently in long-run mitigation
scenarios for two reasons: (1) The potential for negative emissions may allow shifting emissions
in time; and (2) in scenarios, negative emissions from BECCS compensate for residual
emissions in other sectors (most importantly transport) in the second half of the 21st century”
(IPCC, 2014).
Existem três principais configurações de tecnologias que possibilitam a separação do
dióxido de carbono dos outros gases produzidos no processo de conversão da biomassa
(combustão e reações químicas para processos industriais): pré-combustão, pós-combustão e
oxi-combustão.
A pré-combustão captura o CO2 antes que o combustível seja submetido à combustão.
Durante esse processo, o combustível é parcialmente oxidado, por exemplo, num gaseificador,
resultando em gás de síntese que contém CO e H2. O primeiro reage com vapor d’água para
produzir CO2 e mais H2, podendo ser posteriormente capturado, através de um processo de
absorção física, usualmente com o solvente selexol (Rubin et al., 2007), enquanto o H2 é tanto
um vetor energético quanto um gás com aplicações em reações químicas (produção de NH3,
reações de hidrotratamento, etc). Para maiores detalhes, vide Rochedo (2011).

6
Figura 2: Fluxograma da opção pré-combustão3
Fonte: Global CCS Institute4
Na configuração de pós-combustão, com o auxílio de um solvente químico, o gás
carbônico é absorvido e separado de outros gases após a reação de combustão. Para isso, o gás
é borbulhado através de uma coluna absorvente que contém solventes líquido (como a amônia)
que, preferencialmente, removem o dióxido de carbono. Finalmente, quando as substâncias
químicas na coluna absorvente ficam saturadas, uma corrente de vapor superaquecido é passada
através dela liberando o CO2 dissolvido para então ser transportado (Wang et al., 2011).
3 Tradução: Air – Ar; Nitrogen – Nitrogênio; Air separation unit – Unidade de separação de ar; Oxygen –
Oxigênio; Fuel – Combustível; Gasifier – Gaseificador; Syngas – Gás de síntese; Shift reaction –Reator; Capture
– Captura; Storage – Armazenamento; Hydrogen – Hidrogênio; Turbine – Turbina; Eletricity – Eletricidade;
Exhasut gas – Gás de exaustão.
4 Disponível em: <http://www.globalccsinstitute.com>. Acesso em: 5 ago. 2018.
7
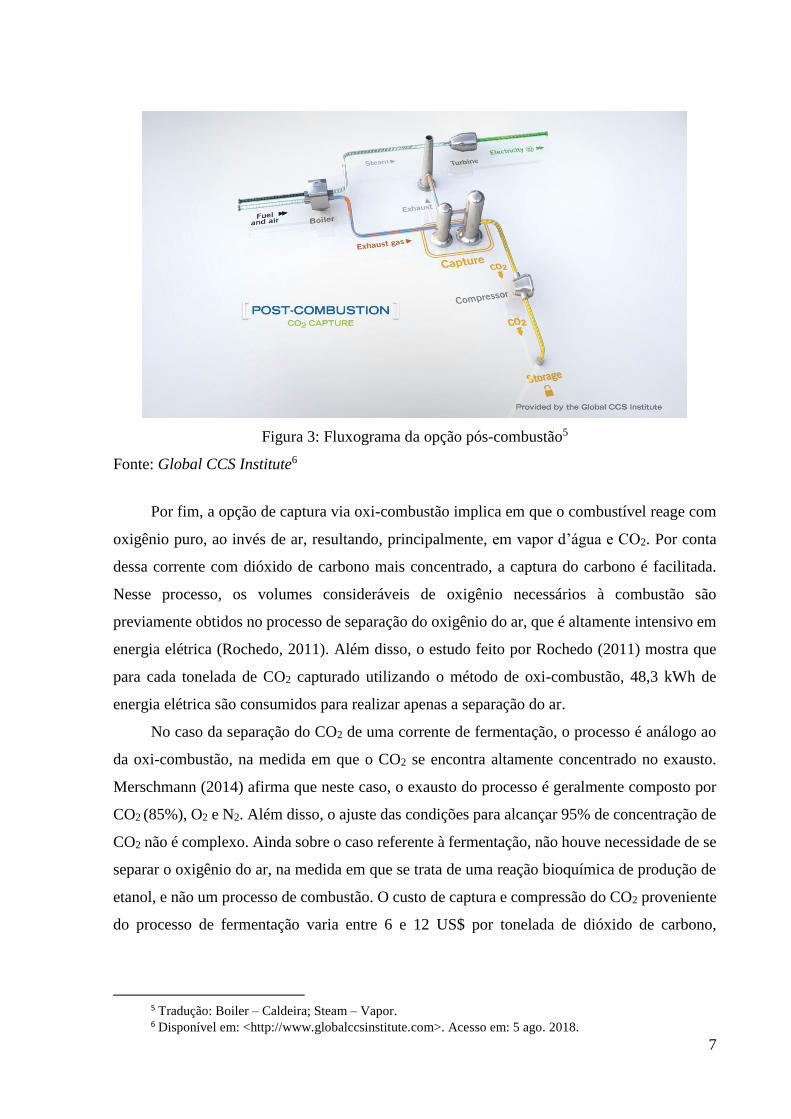
Figura 3: Fluxograma da opção pós-combustão5
Fonte: Global CCS Institute6
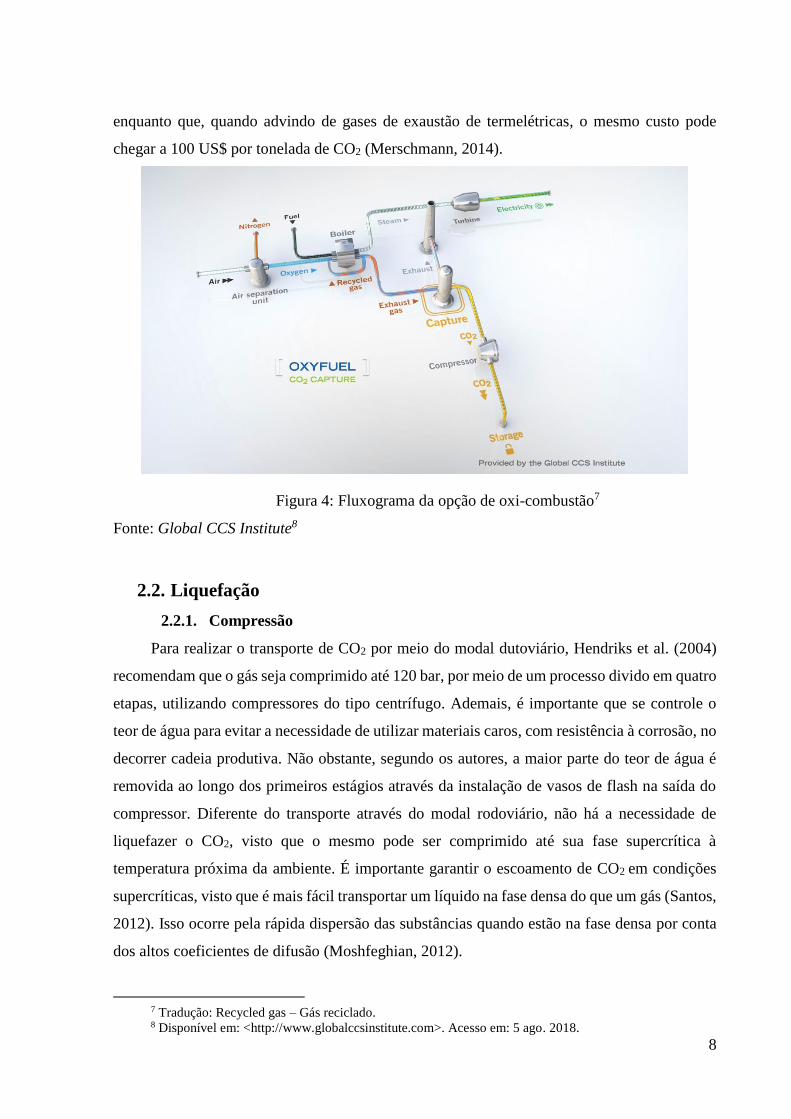
Por fim, a opção de captura via oxi-combustão implica em que o combustível reage com
oxigênio puro, ao invés de ar, resultando, principalmente, em vapor d’água e CO2. Por conta
dessa corrente com dióxido de carbono mais concentrado, a captura do carbono é facilitada.
Nesse processo, os volumes consideráveis de oxigênio necessários à combustão são
previamente obtidos no processo de separação do oxigênio do ar, que é altamente intensivo em
energia elétrica (Rochedo, 2011). Além disso, o estudo feito por Rochedo (2011) mostra que
para cada tonelada de CO2 capturado utilizando o método de oxi-combustão, 48,3 kWh de
energia elétrica são consumidos para realizar apenas a separação do ar.
No caso da separação do CO2 de uma corrente de fermentação, o processo é análogo ao
da oxi-combustão, na medida em que o CO2 se encontra altamente concentrado no exausto.
Merschmann (2014) afirma que neste caso, o exausto do processo é geralmente composto por
CO2 (85%), O2 e N2. Além disso, o ajuste das condições para alcançar 95% de concentração de
CO2 não é complexo. Ainda sobre o caso referente à fermentação, não houve necessidade de se
separar o oxigênio do ar, na medida em que se trata de uma reação bioquímica de produção de
etanol, e não um processo de combustão. O custo de captura e compressão do CO2 proveniente
do processo de fermentação varia entre 6 e 12 US$ por tonelada de dióxido de carbono,
5 Tradução: Boiler – Caldeira; Steam – Vapor. 6 Disponível em: <http://www.globalccsinstitute.com>. Acesso em: 5 ago. 2018.
8
enquanto que, quando advindo de gases de exaustão de termelétricas, o mesmo custo pode
chegar a 100 US$ por tonelada de CO2 (Merschmann, 2014).
Figura 4: Fluxograma da opção de oxi-combustão7
Fonte: Global CCS Institute8
2.2. Liquefação
2.2.1. Compressão
Para realizar o transporte de CO2 por meio do modal dutoviário, Hendriks et al. (2004)
recomendam que o gás seja comprimido até 120 bar, por meio de um processo divido em quatro
etapas, utilizando compressores do tipo centrífugo. Ademais, é importante que se controle o
teor de água para evitar a necessidade de utilizar materiais caros, com resistência à corrosão, no
decorrer cadeia produtiva. Não obstante, segundo os autores, a maior parte do teor de água é
removida ao longo dos primeiros estágios através da instalação de vasos de flash na saída do
compressor. Diferente do transporte através do modal rodoviário, não há a necessidade de
liquefazer o CO2, visto que o mesmo pode ser comprimido até sua fase supercrítica à
temperatura próxima da ambiente. É importante garantir o escoamento de CO2 em condições
supercríticas, visto que é mais fácil transportar um líquido na fase densa do que um gás (Santos,
2012). Isso ocorre pela rápida dispersão das substâncias quando estão na fase densa por conta
dos altos coeficientes de difusão (Moshfeghian, 2012).
7 Tradução: Recycled gas – Gás reciclado. 8 Disponível em: <http://www.globalccsinstitute.com>. Acesso em: 5 ago. 2018.

9
No caso do transporte através do modal rodoviário, por sua vez, para facilitar a liquefação
do CO2 é importante que o gás seja comprimido. Quanto maior for o valor da pressão atingida
nesse estágio, maior será a temperatura de saturação, ou seja, maior poderá ser a temperatura
para liquefazer o gás. Pode-se perceber isso analisando o diagrama de fases do CO2 na Figura
5. Portanto, os esforços demandados pelo ciclo de refrigeração serão menores. Deve-se atentar
ainda para o fato de existir um limite máximo de pressão admissível, que é imposto pelos
equipamentos que armazenarão a carga pressurizada. Assim, para projetar a cadeia de
liquefação é importante considerar cuidadosamente os parâmetros que limitarão o processo.
Figura 5: Diagrama de Fases do CO2
Fonte: Wong, 2005
Além disso, diversas informações importantes podem ser obtidas através do diagrama de
fases. O ponto triplo (Triple Point), que representa o estado no qual as fases sólida, líquida e
gasosa coexistem em equilíbrio, ocorre a uma pressão de 0,52 MPa e a uma temperatura de -56
°C. Como pode-se observar no diagrama de fases, abaixo do ponto triplo o CO2 só pode existir
na fase gasosa ou na fase sólida. Já o ponto crítico (Critical Point) ocorre a uma pressão de 7,38
MPa e a uma temperatura de 31,4 °C. Estados onde as temperaturas e pressões são maiores que
a crítica são definidos pela fase supercrítica ou densa.

10
Diferente do transporte dutoviário, a pressão demandada para se liquefazer o CO2 não
precisa ser tão elevada, pois, posteriormente, é possível a utilização de bombas para pressurizar
o dióxido de carbono já liquefeito. Para a liquefação, a pressão deve ser superior a 0,52 MPa,
que é o ponto triplo do CO2 e inferior a 7,38 MPa que é a pressão crítica da substância, acima
da qual existe apenas as fases supercrítica e “densa” (Wong, 2005).
Do ponto de visa operacional, é importante o controle de certas variáveis para evitar danos
aos compressores e demais equipamentos. Visto que o dióxido de carbono se dissolve na água
formando ácido carbônico - que é corrosivo - é crucial o controle rigoroso do teor de água na
corrente de CO2. Para evitar esse problema, é comum a utilização de um desidratador de glicol
à frente do fluxo de gás carbônico (Wong, 2005). Deve-se atentar também para o controle de
demais impurezas como H2S, que reage com aço carbono formando uma película de sulfeto de
ferro na superfície do material. Além disso, para o CO2, é muito importante um sistema de
vedações e juntas com o objetivo de evitar a redução de pressão. Tal redução teria como
consequência uma queda brusca de temperatura resultando na formação de gelo seco em pontos
de vazamento.
Para elevar a pressão de um gás, é necessário dividir o processo de compressão em
estágios. Isso ocorre porque, durante a compressão, a temperatura do gás também aumenta.
Para evitar grandes aumentos de temperatura, que são prejudiciais aos equipamentos, divide-se
o processo de compressão em etapas com resfriamento intermediário entre elas. Além disso, a
compressão interresfriada reduz o trabalho resultante necessário do processo de compressão
pois aproxima o mesmo de uma isoterma. A fim de determinar o número de estágios de
compressão, primeiro é necessário selecionar a taxa de compressão aceitável por estágio. A
Tabela 2.1 mostra as pressões e temperaturas de sucção e descarga de um compressor de quatro
estágios com uma taxa de compressão igual a 3.
Tabela 2.1: Pressões e temperaturas num processo de compressão de CO2 de quatro estágios
Estágio Pressão de
sucção (kPa)
Temperatura de
sucção (ºC)
Pressão de
descarga (kPa)
Temperatura de
descarga (ºC)
1 150 40 455 156
2 385 35 1160 149
3 1090 35 3270 150
4 3200 35 9600 152
Fonte: Wong, 2005

11
Como pode ser observado na Tabela 2.2, há um aumento considerável na temperatura do
gás durante cada estágio. Como dito anteriormente, trocadores de calor são usados para resfriar
o CO2 na saída de cada compressor. Isso aumenta a perda de carga durante o processo. Então,
a razão de compressão deve ser modelada, considerando-se a queda de pressão. Pode-se
observar por meio da Tabela 2.2 as condições típicas do CO2, após realizado o processo de
liquefação. Para fins de comparação, dados a respeito de GNL também são apresentados.
Tabela 2.2: Condições típicas de CO2 liquefeito em comparação com o GNL
Propriedades Unidades GNL CO2 Transporte
por navio
CO2 Transporte
por caminhão
CO2 Transporte
por dutos
CO2 injetado
(EOR)
Estado fluido -
Líquido Líquido semi
refrigerado
Líquido semi
refrigerado
Fluido
supercrítico
(fase densa)
Fluido
supercrítico
(fase densa)
Densidade kg/m3 450 1163 1078 838 702
Razão de
densidades
líquido/gás
- 600 588 545 424 355
Pressão kPag 5 650 2000 7300 – 15000 10000
Temperatura ºC -160 -52 -30 20 35
Fonte: Global CCS Institute9
2.2.2. Refrigeração
Classicamente, a liquefação de fluidos compressíveis utiliza ciclos de refrigeração
externos fechados, nos quais um ou mais fluidos auxiliares (fluidos refrigerantes) são
comprimidos, resfriados e expandidos, para reduzirem sua temperatura mediante o chamado
efeito Joule-Thompson, trocando calor em seguida com a corrente do fluido a ser liquefeito
(Dinçer; Kanoglu, 2010).
Como o CO2 possui características termodinâmicas de um fluido refrigerante, tendo a
denominação alternativa de refrigerante R-744 (Dinçer; Kanoglu, 2010), também é possível
liquefazê-lo sem o uso de um fluido auxiliar, comprimindo, resfriando e expandindo o gás
sucessivamente até que suas condições de temperatura e pressão correspondam à fase líquida
9 Disponível em: <http://www.globalccsinstitute.com>. Acesso em: 5 ago. 2018.

12
da substância. Essa modalidade é conhecida como processo Linde-Hampson ou ciclo aberto de
liquefação (Dinçer; Kanoglu, 2010).
Alabdulkarem, Hwang & Radermacher (2012) simularam diferentes configurações de
ciclos para liquefação de CO2, implementando modificações estruturais e nas variáveis de
processo. Esses autores obtiveram os melhores resultados relativamente ao gasto energético
total para um ciclo de liquefação externo, fechado e simples, utilizando amônia como fluido
refrigerante. ØI et al. (2016) também simularam ciclos de liquefação de CO2, fazendo uma
comparação de custos entre as opções. Semelhantemente, obtiveram um ciclo fechado simples
de refrigeração com amônia como fluido de trabalho, como a rota tecnológica ótima em termos
de custo. Por outro lado, as simulações de Aspelund et al. (2006) indicaram que a liquefação
do CO2 é melhor alcançada em um ciclo aberto usando a corrente de CO2 como refrigerante.
Dessa forma pode-se notar que não existe um consenso a respeito do método ótimo para se
liquefazer o dióxido de carbono, depende de cada caso. Não há concordância na literatura, em
geral, se um processo de liquefação baseado em refrigeração externa ou um processo baseado
em refrigeração interna possui o melhor custo-benefício (ØI et al., 2016).
2.2.3. Bombeamento
Um dos principais motivos por se optar em liquefazer o dióxido de carbono para
transporta-lo é poder fazer o uso de bombas com o objetivo de elevar a pressão do CO2, ao
invés de compressores, caso o mesmo estivesse no estado gasoso. Bombas requerem
significativamente menos energia para elevar a pressão de um fluido em relação aos
compressores e, além disso, são significativamente mais baratas, demandando menores custos
de investimento e operação (MCCOLLUM; OGDEN, 2006). A Figura 6 mostra o processo de
bombeamento do CO2 liquefeito para dentro dos caminhões.

13
Figura 6: Abastecimento dos caminhões tanque
Fonte: Wong, 2005
2.3. Transporte
2.3.1. Características gerais e exigências para o transporte rodoviário do CO2 no
Brasil
O dióxido de carbono é um gás não inflamável e não tóxico ao ser humano, porém
asfixiante quando a exposição ocorre sob altas concentrações (WHITE MARTINS, 2014).
Possui aspecto inodoro e incolor e é levemente ácido. Quando comprimido, em caso de alívio
súbito de pressão, o gás resfria-se rapidamente e sublima à forma sólida, formando o chamado
“gelo seco” a -73,5°C (MIXANDI, 2016). Pode-se observar esse efeito a partir da análise do
diagrama de fases apresentado na Figura 5.
As principais aplicações industriais/comerciais do gás carbônico são (AIR PRODUCTS,
2018):
● Alimentos: carbonatação de bebidas, embalagens, congelamento e resfriamento
● Medicinal: misturas metabólicas
● Fabricação de metais: soldagem10
10 Soldagem - O Dióxido de Carbono (CO2) serve como gás de proteção para diversos tipos de soldagem
(ESAB, 2005).

14
● Plástico expandido: extração supercrítica11
● Rebarbação e moagem12
● Catering13
Apesar do baixo perigo potencial à saúde humana, as atividades de estocagem, manuseio
e transporte devem ser feitas em local arejado, para mitigar o risco de asfixia. Ademais,
estocando-se o gás na forma comprimida, devem-se observar as condutas de segurança padrão
para gases sob pressão, como não aquecer e evitar impactos no recipiente. Para o caso de
transporte em cilindros, este deve ser feito em caminhão equipado com carroceria metálica
aberta, que permita o posicionamento vertical dos cilindros, e conduzido por motorista com
treinamento especial de transporte de produtos perigosos. Além disso, o caminhão deve estar
devidamente sinalizado e equipado com kit de emergência apropriado, constituído de cones de
sinalização, placas sinalizadoras de “Perigo, Afaste-se”, fita zebrada e suportes de sustentação,
calços de madeira, jogo de ferramentas, lanterna, óculos de segurança, luvas de raspas de couro
e capacete (SAG OXIGÊNIO, 2016). O transporte do gás liquefeito, efetuado em tanques
portáteis refrigerados acoplados a caminhões, segue exigências próprias para o modal presentes
na Resolução ANTT n°420/04.
Essa Resolução aprovou instruções complementares ao regulamento do transporte
terrestre de produtos perigosos, classificando o CO2 como um produto perigoso para transporte,
conferindo ao gás as especificações dispostas na Tabela 2.3.
11 Gás Carbônico (CO2) no estado supercrítico é utilizado como solvente de extração no processamento
de produtos naturais por ser atóxico e de custo relativamente baixo (COSTA, T. S. et al., 2006).
12 O sistema de Jateamento Gelo Seco, ou Limpeza Criogênica é um processo eficiente e viável
economicamente, sendo utilizado por diversos segmentos industriais como forma de maximizar a qualidade e
capacidade produtiva. Ele é utilizado para a remoção de resíduos de produção (rebarbação) (KARCHER, 2013).
13 O Dióxido de Carbono no estado sólido (gelo seco) é utilizado para transportar produtos como comida
congelada porque o mesmo, mantém a temperatura ideal durante o percurso, é mais higiênico, mais eficiente e
ocupa menos espaço no recipiente de transporte (EJS, 2017).

15
Tabela 2.3: Classificação do CO2 pela Resolução ANTT 420/04
Número ONU 1013
Classe de Risco 2.2
Número de Risco 20
Quantidade Limitada por Veículo 1000 kg
Quantidade Limitada por Embalagem Interna 120 mL
Instrução para Embalagem P200
Fonte: adaptado de ANTT (2004)
O número ONU representa o número de série dado à substância de acordo com o Sistema
Globalmente Harmonizado de classificação de substâncias químicas da ONU. A Classe de
Risco 2.2 representa os gases não inflamáveis e não tóxicos. O Número de Risco, que diz
respeito à natureza e intensidade do risco da substância, para o CO2 denota que o gás é um
asfixiante simples e sem riscos subsidiários. As quantidades limitadas por veículo ou
embalagem interna são os valores de carga até os quais o transporte é isento de uma série de
restrições, tais como limitações de itinerário, estacionamento e locais de carga e descarga ou
necessidade de treinamento especial para o motorista. A Instrução para Embalagem P200
orienta o envase do gás em recipientes ou cilindros que apresentem conformidade às exigências
de construção, ensaio e enchimento aprovadas pela autoridade competente.
O transporte de gases liquefeitos refrigerados, contudo, apresenta perigos que vão além
daqueles intrínsecos à substância transportada. A ONU apresenta uma classe de risco específica
para o transporte de substâncias não tóxicas em condição liquefeita e sob refrigeração, a qual
dá o número 3158. A Resolução ANTT n°420/04, por sua vez, apresenta normas próprias para
tanques portáteis acoplados a caminhões dedicados a essa modalidade de transporte, que
incluem exigências de projeto, fabricação, inspeção e ensaio para aqueles, tal como disposições
gerais para seu uso. Nestas incluem-se instruções pertinentes à proteção e identificação da
carga, ao enchimento do tanque e ao tempo de espera real que deve ser adotado, definido como
o intervalo decorrido entre o estabelecimento da condição inicial de carregamento até a pressão
ter subido, em consequência da troca de calor, e à menor pressão fixada do dispositivo de
limitação de pressão.
O transporte do CO2 por meio de cilindros apresenta maior flexibilidade para a
distribuição do gás, comparado ao carregamento do gás liquefeito em caminhões e tanques,
porém o peso dos cilindros limita a capacidade de carga do veículo por viagem. Dessa forma,

16
o uso de cilindros é vantajoso do ponto de vista operacional para casos em que há múltiplos
pontos de entrega do gás. Entretanto, nesta seção do trabalho objetiva-se a análise do transporte
rodoviário do CO2 de fontes emissoras até um Hub, que é um ponto único de entrega e, por
conseguinte, é beneficiado com o carregamento da maior massa possível por viagem realizada.
Assim, apenas a modalidade de transporte do CO2 liquefeito em caminhões e tanques fará parte
do escopo da análise deste estudo.
2.3.2. Operações envolvidas
Como citado anteriormente, destilarias de etanol com baixa produção de CO2 e distantes
de um Hub de transporte por duto de CO2 apresentam um alto custo de transporte quando se
opta pelo modal dutoviário, desde o ponto de emissão e captura até o ponto de Hub (Silva et
al., 2018). Por conta disso, esse trabalho foca na utilização do modal rodoviário para realizar a
etapa de transporte do gás. O transporte rodoviário oferece certas vantagens em comparação a
outros modais como por exemplo flexibilidade, confiabilidade e adaptabilidade.
O transporte rodoviário por caminhão exige que o CO2 seja comprimido e liquefeito.
Tipicamente a pressão do dióxido de carbono é elevada até 20 kPa e sua temperatura resfriada
a aproximadamente -20 °C em um processo comum de liquefação (os parâmetros variam
conforme os equipamentos de armazenagem utilizados). Após a liquefação, o dióxido de
carbono é previamente armazenado em tanques criogênicos para depois ser transportado em
caminhões-tanque com revestimentos especiais até o local de armazenamento (Hub). No local
de armazenamento, o CO2 será bombeado até a pressão necessária e aquecido até a temperatura
desejada antes da injeção. As embarcações que manuseiam líquidos criogênicos, como o CO2
liquefeito, são projetadas para armazenamento e transporte de substâncias a temperaturas
abaixo de zero. Tanques que manipulam líquidos criogênicos possuem vasos de pressão de
paredes duplas. O espaço anular entre o vaso interno e o externo é preenchido com um material
que fornece isolamento e evacuado para o vácuo que mantém as perdas de evaporação mínimas.

17
Figura 7: Frota de caminhões para transporte de CO2 na China
Fonte: Wong, 2005
Um exemplo de projeto que optou pelo modal rodoviário para realizar o transporte de
CO2 é o caso das empresas chinesas Yanchang Petroleum e China National Coal Group
Corporation. O objetivo do mesmo era a produção de petroquímicos a partir do carvão
realizando a captura do CO2 residual e utilizando o mesmo em recuperação avançada de
petróleo (SHAANXI YANCHANG PETROLEUM GROUP, 2015). A Figura 8 exibe o
fluxograma do processo de compressão e liquefação do CO2 do projeto chinês, desde o fim da
etapa de captura até o carregamento do veículo de transporte.

18
Figura 8: Fluxograma da compressão e liquefação do CO2 na planta YULIN COAL
CHEMICAL
Fonte: adaptado de SHAANXI YANCHANG PETROLEUM GROUP (2015)
No processo apresentado pela figura anterior, o solvente que contém em grande parte o
CO2 advindo da etapa de captura é levado a uma unidade de separação. A fase líquida (solvente
pobre) retorna ao processo de captura enquanto que o CO2 gasoso segue para um trocador de
calor, onde é resfriado. Em seguida, o gás é comprimido, resfriado e liquefeito criogenicamente,
passando posteriormente por uma unidade de separação líquido-gás. O CO2 gasoso retorna à
captura e a fase líquida é bombeada a um tanque criogênico de armazenamento intermediário,
que finalmente abastece o veículo transportador.
Como antes destacado, para o caso do CO2 proveniente da fermentação etílica (caso que
esse trabalho analisa), devido ao fato de que a corrente gasosa possui elevada concentração de
dióxido de carbono (85% em base molar), a captura é mais simples, não demandando a
utilização de solvente como no processo chinês descrito. Etapas de compressão e separação são
feitas para eliminar água, que pode reagir com o CO2 formando ácido carbono, cujo caráter
corrosivo é prejudicial aos equipamentos de transporte e armazenamento (Merschmannn,
2014).
2.4. Recuperação Avançada de Petróleo (EOR)
A extração e recuperação de petróleo podem ser divididas em três fases: primária,
secundário e terciária. Durante a fase de recuperação primária, mecanismos naturais como, por

19
exemplo, a pressão natural do óleo e a expansão do gás natural, levam os hidrocarbonetos para
os poços de produção onde serão bombeados para a superfície. Com o passar do tempo, a
pressão do reservatório vai diminuindo até se tornar insuficiente para realizar a recuperação de
óleo apenas com os mecanismos naturais. Neste momento, inicia-se a fase secundária que pode
ser vista como um aprimoramento da primária, a partir da injeção de água ou gás natural (fluidos
imiscíveis), com o objetivo de aumentar a pressão e dar continuidade à extração de óleo. O
mecanismo chamado Recuperação Avançada de Petróleo (EOR) é um método terciário de
recuperação de petróleo. Seu objetivo é aumentar ainda mais a capacidade de extrair óleo com
a aplicação de diversas técnicas. Os mecanismos de recuperação secundária de injeção de água
e gás natural são usados para empurrar o óleo através do poço, enquanto que EOR aplica vapor
ou gás para alterar a composição do reservatório. Além disso, a recuperação avançada de
petróleo altera as propriedades dos hidrocarbonetos presentes no poço, tornando-se uma técnica
bem diferenciada em comparação às anteriores. O método terciário citado é empregado em
campos que possuem falhas, óleo pesado e baixa permeabilidade (Matte, 2011).
A utilização de gás carbônico para a Recuperação Avançada de Petróleo (CO₂-EOR) é
amplamente aplicada na América do Norte (Basile, 2015). O mecanismo consiste na injeção de
CO2 em campos de petróleo parcialmente esgotados para auxiliar na saída de óleo de dentro do
poço (Basile, 2015). Com isso, é possível armazenar cerca de 75 milhões de toneladas de
dióxido de carbono provenientes de projetos de captura e armazenamento de carbono. A partir
desse processo, o CO2 é residualmente preso e permanentemente armazenado, o que contribui
para mitigar as emissões do gás. Existem dois métodos principais para EOR usando CO2: o
primeiro utiliza apenas CO2, enquanto o outro processo conta com a injeção de CO2 e água,
tendo assim, um tempo mais rápido de retorno de óleo em comparação ao primeiro (Afzali et
al., 2018).
Devido ao fato de que, em razão dessa técnica, uma quantidade maior de óleo é extraída,
um valor econômico é atrelado ao CO2, o que compensa alguns dos custos de sequestro e
transporte do gás (Merschmann et al., 2016). Um relatório publicado, em 2010, pelo
Departamento de Energia e Mudança Climática do Reino Unido constatou que “A combinação
de recuperação avançada de petróleo (CO2-EOR) e armazenamento permanente de CO2 em
reservatórios de petróleo tem o potencial de fornecer uma solução crítica a curto prazo para
reduzir emissões de gases de efeito estufa (GHG)”. Além disso, um estudo da Universidade de
Durham estimou que o CO2 capturado através de CCS e usado para EOR poderia levar a uma

20
extração de uma quantidade de petróleo do Mar do Norte equivalente a £ 150 bilhões de euros,
que não seriam extraídos sem a técnica (Gluyas, 2010).
Figura 9: Fluxograma CO2-EOR
Fonte: Global CCS Institue14
De acordo com o Departamento de Energia dos EUA, existem três técnicas principais
para EOR: recuperação térmica, injeção de gás e injeção de produtos químicos (DOE, 2010). A
recuperação térmica envolve a diminuição da viscosidade do óleo pesado por meio da
introdução de calor, geralmente como vapor, melhorando sua capacidade de fluir através do
reservatório. A injeção química pode envolver o uso de moléculas de cadeia longa chamadas
polímeros, para aumentar a eficácia das inundações de água, ou o uso de surfactantes
semelhantes a detergentes, para ajudar a diminuir a tensão superficial que frequentemente
impede que as gotículas de óleo se movam através de um reservatório. Por último, a injeção de
gás, que utiliza gases como gás natural, nitrogênio ou CO2 se aproveita da expansão dos
mesmos dentro de um reservatório para levar o óleo adicional a um poço de produção, ou de
outros gases, que se dissolvem no óleo, para diminuir sua viscosidade e melhorar sua taxa de
fluxo.
Como pode-se observar na Figura 9, o fluxo de CO2 é representado pela cor amarela. O
gás passa pelo processo de captura (CO2 capture) e é transportado até o poço para então ser
injetado. Como dito anteriormente, o CO2 expande dentro do reservatório levando uma
14 Disponível em: <http://www.globalccsinstitute.com>. Acesso em: 5 ago. 2018.
21
quantidade de óleo adicional para a superfície. Na Figura 9 pode-se perceber que o dióxido de
carbono penetra na zona miscível (Miscible zone) para então contribuir na retirada de óleo.
Como parte do CO2 retorna a superfície junto do óleo, existe uma etapa de separação (CO2
separation) para reinjetar o dióxido de carbono residual que retornou à superfície. O fluxo de
óleo é representado pela cor alaranjada.
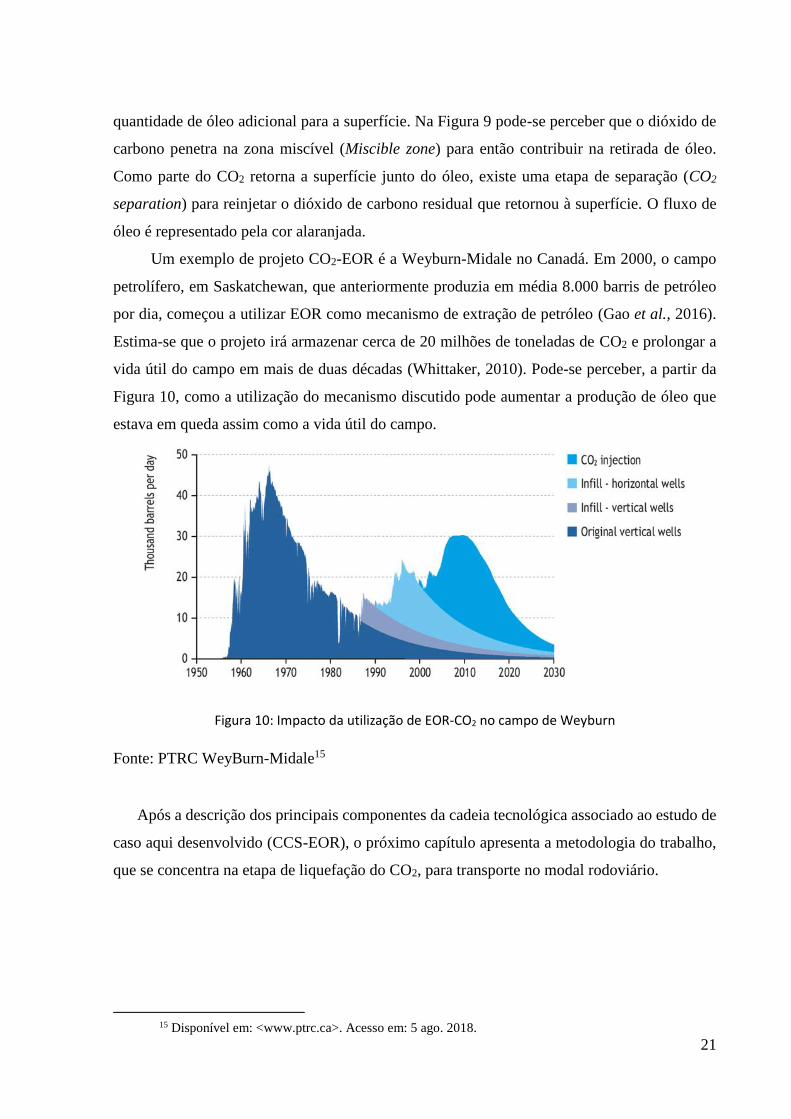
Um exemplo de projeto CO2-EOR é a Weyburn-Midale no Canadá. Em 2000, o campo
petrolífero, em Saskatchewan, que anteriormente produzia em média 8.000 barris de petróleo
por dia, começou a utilizar EOR como mecanismo de extração de petróleo (Gao et al., 2016).
Estima-se que o projeto irá armazenar cerca de 20 milhões de toneladas de CO2 e prolongar a
vida útil do campo em mais de duas décadas (Whittaker, 2010). Pode-se perceber, a partir da
Figura 10, como a utilização do mecanismo discutido pode aumentar a produção de óleo que
estava em queda assim como a vida útil do campo.
Figura 10: Impacto da utilização de EOR-CO2 no campo de Weyburn
Fonte: PTRC WeyBurn-Midale15
Após a descrição dos principais componentes da cadeia tecnológica associado ao estudo de
caso aqui desenvolvido (CCS-EOR), o próximo capítulo apresenta a metodologia do trabalho,
que se concentra na etapa de liquefação do CO2, para transporte no modal rodoviário.
15 Disponível em: <www.ptrc.ca>. Acesso em: 5 ago. 2018.

22
3. Metodologia
3.1. Procedimento Metodológico
Como a opção pelo modal rodoviário neste estudo tem como foco as destilarias de menor
porte, onde o investimento em carbodutos não é economicamente viável, o procedimento
metodológico foi desenvolvido almejando atender as mesmas. No espectro das destilarias de
etanol do centro-sul do Brasil, a massa anual de CO2 produzida varia de aproximadamente 3.000
a 270.000 toneladas do gás advindas apenas do processo de fermentação (Silva et al., 2018).
A partir disso, convencionou-se uma escala base de até 50.000 toneladas anuais de CO2
de fermentação como valor representativo das pequenas destilarias resultando num total de 110,
dentre as 236 destilarias dentro da condição imposta.
Figura 11: Distribuição das destilarias no Centro-Sul brasileiro
Fonte: Silva et al., 2018

23
Devido ao fato de que a vazão de CO2 varia ao longo do ano por conta da sazonalidade
atrelada à lavoura de cana-de-açúcar (produção de etanol sazonal), todos os equipamentos do
projeto em questão foram dimensionados de maneira a atender o pico anual de produção. Dessa
forma, a vazão mássica horária de CO2 da planta, expressa em kg/h, foi calculada com base no
mês do ano em que há o pico da produção de etanol nas destilarias do centro-sul brasileiro
(UNICA, 2018), a partir da Equação 3.1. Isto é, o sistema será dimensionado para este pico de
produção.
𝑄 =𝑃. 𝑃𝑀𝑃. 103
31.24 Equação 3.1
Onde: Q = Vazão horária de CO2 na planta (kg/h)
P = Produção anual de CO2 fermentativo na destilaria (t/ano)
PMP = Parcela do mês de pico na produção anual de CO2 (%)
A partir do Relatório final da safra (UNICA, 2018), pode-se calcular a vazão de CO2 e
quando ocorreu o pico de produção de etanol da última safra analisada (2017/2018).
A respeito da liquefação, Alabdulkarem, Hwang & Radermacher (2012) e ØI et al. (2016)
indicaram que um ciclo fechado simples utilizando amônia como refrigerante seria a opção
mais eficiente para liquefazer CO2. Assim, o caso base escolhido para este trabalho foi a
simulação de um ciclo baseado em refrigeração externa usando também amônia como
refrigerante. No entanto, além do Caso Base, outros cinco casos foram simulados. No Caso
Alternativo I um ciclo de refrigeração a mais é adicionado em série; o Caso Alternativo II
representa a tentativa de realizar um pré-resfriamento, dividindo o processo de compressão em
duas etapas; já no Caso Alternativo III desenvolve-se um clico de refrigeração com
cascateamento. O Caso Alternativo IV, em comparação com o Caso Base, modifica apenas a
escolha do refrigerante; e, por fim, o Caso Alternativo V testa a utilização de dois refrigerantes
diferentes em um ciclo com cascateamento.
A análise técnico-econômica dos processos de compressão e liquefação do CO2 foi
realizada por meio de simulações no software Aspen HYSYS (ASPENTECH, 2006). O trem
de compressão do CO2 para todos os casos foi dimensionado utilizando o pacote termodinâmico
Peng-Robinson. A escolha da equação de estado se deve ao fato de a mesma ser comumente
encontrada na literatura (Alabdulkarem, Hwang & Radermacher, 2012 e ØI et al. ,2016).

24
A corrente de entrada de CO2 foi considerada pura, assumindo que o gás já fora
previamente desidratado, antes de entrar no ciclo de liquefação aqui dimensionado. A pressão
na entrada é a atmosférica, e a pressão na saída corresponde a 23 MPa, que está um pouco
abaixo da pressão máxima de operação dos tanques de estocagem e transporte do CO2 liquefeito
(Nitrotec, 2018). A compressão foi feita em quatro estágios com resfriamento intermediário
para evitar o superaquecimento do gás, que pode danificar o compressor, além de aproximar o
processo de uma isoterma o que reduz o trabalho resultante. O fluxograma do processo de
compressão está ilustrado na Figura 11. Os parâmetros de entrada para a simulação da
compressão do CO2 e as variáveis de processo em cada estágio encontram-se na Tabela 3.1 e
na Tabela 3.2, respectivamente. A equação de estado escolhida é descrita pelas seguintes
equações:
𝑝 = 𝑅𝑇
𝑉𝑚 − 𝑏−
𝑎 𝛼
𝑉𝑚2 + 2𝑏𝑉𝑚 − 𝑏2
Equação 3.2.1
𝑎 =0.45724 𝑅2 𝑇𝐶
2
𝑝𝑐
Equação 3.2.2
𝑏 =0.07780 𝑅 𝑇𝐶
𝑝𝑐
Equação 3.2.3
𝛼 = (1 + (0.37464 + 1.54226 𝜔 + 0.26992 𝜔2)(1 − 𝑇𝑟0.5))
2
Equação 3.2.4
𝑇𝑟 =𝑇
𝑇𝑐
Equação 3.2.5
𝜔 = −𝑙𝑜𝑔10(𝑝𝑟𝑠𝑎𝑡) − 1, 𝑐𝑜𝑚 𝑇𝑟 = 0.7 Equação 3.2.6
Onde: p = Pressão [Pa]
ω = Fator acêntrico das espécies
R = Constante universal dos gases perfeitos [kJ/(kmol.K)]]
Z = Fator de compressibilidade
Vm = Volume molar [m3/mol]
T = Temperatura [K]
Pc = Pressão crítica [Pa]

25
Tc = Temperatura crítica [K]
Tr = Temperatura reduzida
Pr = Pressão reduzida
A constante b está relacionada ao tamanho das esferas duras e o parâmetro a pode ser
considerado como uma medida da força de atração intermolecular. Ambos são calculados de
acordo com o estado crítico da substância em questão (Peng; Robinson, 1975).
Figura 12: Trem de compressão do CO216
Tabela 3.1: Parâmetros de entrada para o caso base.
Vazão (kg/h) 10409
Temperatura de entrada (°C) 40
Razão de compressão 2,2
Pressão inicial (kPa) 101,3
Pressão final (kPa) 2303,8
Eficiência isentrópica do compressor (%) 75
Perdas de carga nos trocadores de calor (kPa) 5,0
16 Legenda: C – Carbono; Ref – Refrigerante; W – Água; In – Entrada; Out – Saída; K – Compressor; E –
Trocador de Calor.

26
Tabela 3.2: Variáveis de processo em cada estágio de compressão.
Estágio T entrada (°C) T saída (°C) P entrada (kPa) P saída (kPa)
1 40,0 114,8 101,3 222,9
2 40,0 115,0 217,9 479,3
3 40,0 116,4 474,3 1054,4
4 40,0 116,1 1049,4 2303,8
A demanda energética para compressão do CO2 em cada estágio também foi calculada a
partir da Equação 3.3, proveniente de Mccollum & Ogden (2006). Os resultados obtidos para a
demanda energética total do processo foram comparados com os encontrados na simulação
realizada no HYSIS, para fins de validação do modelo.
𝑊𝑠,𝑖 = (1000
24 ∗ 3600) ∗ (
𝑚 ∗ 𝑍𝑠 ∗ 𝑅 ∗ 𝑇𝑖𝑛
𝑀 ∗ 𝜂𝑖𝑠) ∗ (
𝑘𝑠
𝑘𝑠 − 1) ∗ [(𝐶𝑅)
𝑘𝑠𝑘𝑠−1 − 1] Equação 3.3
Onde: Ws,i = Potência no estágio de compressão i [kW]
m = Fluxo mássico de CO2 [t/dia]
Zs = Compressibilidade média do CO2 para cada estágio
R = Constante universal dos gases [kJ/(kmol.K)]
Tin = Temperatura de entrada do CO2 no compressor [K]
M = Massa molar do CO2 [kg/kmol]
ηis =Eficiência isentrópica do compressor
ks = (Cp/Cv) = razão média dos calores específicos do CO2 em cada estágio
CR = Razão de compressão entre os estágios
Os custos de investimento para os compressores foram calculados a partir da Equação 3.4
e da Equação 3.5, originárias de MCCOLLUM & OGDEN (2006) E WOODHILL
ENGINEERING CONSULTANTS (2002), respectivamente.
𝐶𝑐𝑜𝑚𝑝 = 𝑚 ∗ [(0,13 ∗ 106) ∗ 𝑚−0,71 + (1,40 ∗ 106) ∗ 𝑚−0,60𝑙𝑛 (𝑃𝑓
𝑃𝑖) ] Equação 3.4

27
𝐶𝑐𝑜𝑚𝑝 = 106 ∗ (5,590 + 0,509 ∗ 𝑊𝑐𝑜𝑚𝑝 − 0,006 ∗ 𝑊𝑐𝑜𝑚𝑝2) Equação 3.5
Onde: Ccomp = Custo de investimento nos compressores [US$]
Pf = Pressão de saída do CO2 [Pa]
Pi = Pressão de entrada do CO2 [Pa]
Wcomp = Potência requerida pelo trem de compressão [MW]
Ao custo dos equipamentos foi adicionado um fator de contingência de 20% para
determinação do CAPEX (ØI et al., 2016). Os custos de operação e manutenção fixos foram
definidos como 4% do CAPEX, e para o custo de operação variável foi considerado o consumo
de energia elétrica na operação dos compressores (MCCOLLUM & OGDEN, 2006).
Dando continuidade à descrição da metodologia do Caso Base, inicialmente o ciclo
projetado foi considerado como ideal, isto é, perdas de carga foram desconsideradas assim
como não se atentou para tomadas de decisão com foco na segurança, como, por exemplo, evitar
entrada de parte líquida no compressor. Chamou-se essa versão de “Caso Base ideal”. O
refrigerante passa por um estágio único de compressão para então ser condensado, expandido
e por fim, evaporado enquanto refrigera o gás carbônico. O fluxograma do sistema simulado
encontra-se na Figura 12. A Tabela 3.4 apresenta as variáveis de processo das correntes
presentes no ciclo de liquefação.

28
Figura 13: Fluxograma de liquefação do Caso Base17
Tabela 3.4: Variáveis de processo das correntes no Caso Base Ideal.
Corrente Ref1 Ref2 Ref3 Ref4 C9 C10 WRef1in WRef1out
Temperatura (°C) -22,0 181,2 36,0 -22,0 40,0 -20,0 25,0 34,0
Pressão (kPa) 171,3 1380,0 1380,0 171,3 2304,0 2299,0 300,0 300,0
Fração vapor 1,00 1,00 0,00 0,20 1,00 0,00 0,00 0,00
Neste caso, a temperatura de saída do CO2 (C10) foi escolhida com base na temperatura
de líquido saturado obtida pelo HYSYS, dada a pressão já escolhida. Observa-se que à pressão
de 23 bar, para que o dióxido de carbono esteja completamente na fase líquida, o mesmo deve
estar a uma temperatura de -14 ºC (temperatura de saturação). Portanto, para garantir uma
17 Legenda: C – Carbono; Ref – Refrigerante; W – Água; In – Entrada; Out – Saída; K – Compressor; E –
Trocador de Calor; VLV – Válvula de expansão.
29
margem de segurança optou-se por resfriar o gás até a temperatura de -20 ºC. Após isso,
estabeleceu-se que a temperatura da Amônia no ponto Ref1 é de -22 ºC, ou seja, um pouco
inferior ao do CO2 e seu estado foi definido como vapor saturado para que não entre líquido no
compressor. A amônia é então comprimida até uma pressão em que, posteriormente, no
condensador, seja possível utilizar uma quantidade aceitável de água a temperatura ambiente
para condensar a mesma. Dessa forma, ao se optar por levar a amônia no estágio Ref3 até o
estado de líquido saturado, a pressão do refrigerante foi escolhida, como 1380 kPa (após a
compressão). Para a água de resfriamento, a pressão de entrada escolhida foi 300 kPa, visto que
se assumiu que a mesma foi bombeada, a temperatura de entrada foi de 25ºC, ou seja,
temperatura ambiente, e a temperatura de saída foi estabelecida como 2ºC a menos que a
temperatura do estado Ref3. Com isso, todos os dados de entrada para o caso base sem perda
de carga são informados e o ciclo ideal está finalizado.
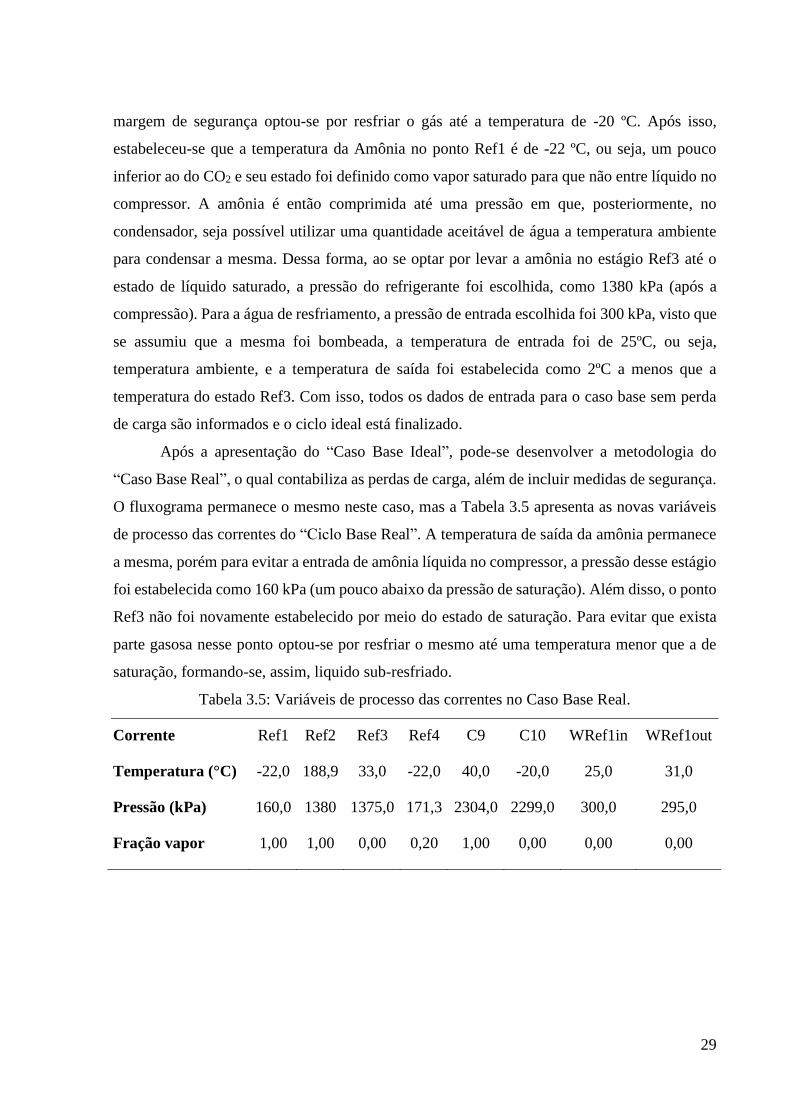
Após a apresentação do “Caso Base Ideal”, pode-se desenvolver a metodologia do
“Caso Base Real”, o qual contabiliza as perdas de carga, além de incluir medidas de segurança.
O fluxograma permanece o mesmo neste caso, mas a Tabela 3.5 apresenta as novas variáveis
de processo das correntes do “Ciclo Base Real”. A temperatura de saída da amônia permanece
a mesma, porém para evitar a entrada de amônia líquida no compressor, a pressão desse estágio
foi estabelecida como 160 kPa (um pouco abaixo da pressão de saturação). Além disso, o ponto
Ref3 não foi novamente estabelecido por meio do estado de saturação. Para evitar que exista
parte gasosa nesse ponto optou-se por resfriar o mesmo até uma temperatura menor que a de
saturação, formando-se, assim, liquido sub-resfriado.
Tabela 3.5: Variáveis de processo das correntes no Caso Base Real.
Corrente Ref1 Ref2 Ref3 Ref4 C9 C10 WRef1in WRef1out
Temperatura (°C) -22,0 188,9 33,0 -22,0 40,0 -20,0 25,0 31,0
Pressão (kPa) 160,0 1380 1375,0 171,3 2304,0 2299,0 300,0 295,0
Fração vapor 1,00 1,00 0,00 0,20 1,00 0,00 0,00 0,00

30
O cálculo dos custos de investimento foi efetuado com auxílio da calculadora de custos
online da McGrawHill (MCGRAWHILL, 2002) e o dimensionamento dos equipamentos foi
determinado pela simulação. Para os casos em que o software HYSYS não computou
diretamente o parâmetro que deve ser inserido na calculadora, foram aplicados valores
heurísticos para determinação das variáveis demandadas (SUPPES; WALAS, 2002). A Tabela
3.6 exibe os heurísticos de processo utilizados para o dimensionamento dos equipamentos.
Tabela 3.6: Heurísticos aplicados para modelação
Equipamento Heurístico aplicado (U) Parâmetro demandado
Trocador de calor 50 [BTU/(h.ft².°F)] Área [m²]
Condensador 150 [BTU/(h.ft².°F)] Área [m²]
3.2. Cenários Alternativos
3.2.1. Caso alternativo I (Dois ciclos NH3)
Para o primeiro caso alternativo, ao invés de se utilizar apenas um ciclo, optou-se por
realizar o resfriamento em duas etapas. A primeira resfria o CO2 até o estado de vapor saturado,
ou seja, responsável pela parte de calor sensível, enquanto a segunda até o objetivo que é uma
temperatura de -20ºC (efetivamente liquefazendo o dióxido de carbono). O fluxograma do
sistema simulado encontra-se na Figura 13. A Tabela 3.7 e a Tabela 3.8 apresentam as variáveis
de processo das correntes presentes no ciclo de liquefação. Os dados de entrada foram
escolhidos com base nas mesmas assunções do caso anterior. O objetivo dessa mudança foi
buscar um ciclo que diminuísse o consumo de água de refrigeração e de energia utilizada pelos
compressores.

31
Figura 14: Fluxograma do Caso Alternativo I18
Tabela 3.7: Variáveis de processo das correntes no Caso Alternativo I (parte 1).
Corrente Ref1 Ref2 Ref3 Ref4 C9 C10 WRef1in WRef1out
Temperatura (°C) -16,3 167,2 35,9 -16,3 40,0 -14,3 25,0 31,0
Pressão (kPa) 210,0 1380,0 1375,0 220,0 2304,0 2299,0 300,0 295,0
Fração vapor 1,00 1,00 0,00 0,19 1,00 1,00 0,00 0,00
Tabela 3.8: Variáveis de processo das correntes no Caso Alternativo I (parte 2).
Corrente Ref1b Ref2b Ref3b Ref4b C11 WRefInb WRefOutb
Temperatura (°C) -22,0 188,9 33,0 -22,8 -20,0 25,0 31,0
Pressão (kPa) 160,0 1380,0 1375,0 165,0 2294,0 300,0 295,0
Fração vapor 1,00 1,00 0,00 0,20 0,00 0,00 0,00
3.2.2. Caso alternativo II (Pré-resfriamento)
No segundo caso alternativo, a compressão e a expansão do refrigerante foram efetuadas
em dois estágios de maneira a reduzir o consumo energético total da operação, realizando um
18 Legenda: C – Carbono; Ref – Refrigerante; W – Água; In – Entrada; Out – Saída; K – Compressor; E –
Trocador de Calor; VLV – Válvula de expansão.

32
pré-resfriamento. A fase vapor resultante da expansão foi reciclada ao ponto imediatamente
anterior à compressão, de maneira a reduzir a temperatura na entrada da compressão e, por
conseguinte, o consumo energético da operação. O fluxograma do sistema simulado encontra-
se na Figura 14. As Tabelas 3.9 e 3.10 apresentam as variáveis de processo das correntes
presentes no ciclo de liquefação.
Figura 15: Fluxograma do Caso Alternativo II19
Tabela 3.9: Variáveis de processo das correntes no Caso Alternativo II.
Corrente Ref1 Ref2 Ref3 Ref4 Ref5 Ref6 Ref7 Ref8 Ref9 Ref10 Ref11
Temperatura
(°C)
-22,0 -22,1 68,6 40,0 35,3 155,5 33,0 1,0 1,0 -22,2 -22,2
Pressão (kPa) 160,0 160,0 445,0 440,0 440,0 1380,0 1375,0 440,0 440,0 170,0 170,0
Fração vapor 1,00 1,00 1,00 1,00 1,00 1,00 0,00 0,12 0,00 0,08 0,00
19 Legenda: C – Carbono, Ref – Refrigerante, W – Água, In – Entrada, Out – Saída, K – Compressor, E –
Trocador de Calor, VLV – Válvula de expansão, V – Separador; MIX – Misturador de correntes.
33
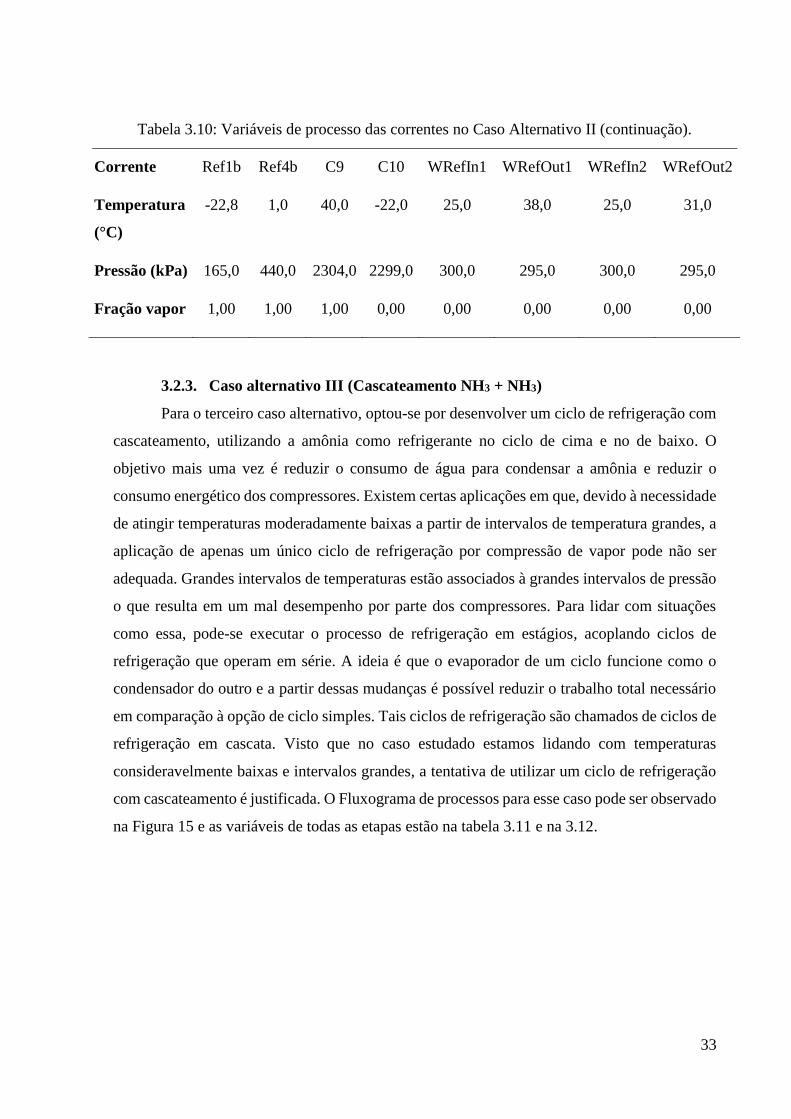
Tabela 3.10: Variáveis de processo das correntes no Caso Alternativo II (continuação).
Corrente Ref1b Ref4b C9 C10 WRefIn1 WRefOut1 WRefIn2 WRefOut2
Temperatura
(°C)
-22,8 1,0 40,0 -22,0 25,0 38,0 25,0 31,0
Pressão (kPa) 165,0 440,0 2304,0 2299,0 300,0 295,0 300,0 295,0
Fração vapor 1,00 1,00 1,00 0,00 0,00 0,00 0,00 0,00
3.2.3. Caso alternativo III (Cascateamento NH3 + NH3)
Para o terceiro caso alternativo, optou-se por desenvolver um ciclo de refrigeração com
cascateamento, utilizando a amônia como refrigerante no ciclo de cima e no de baixo. O
objetivo mais uma vez é reduzir o consumo de água para condensar a amônia e reduzir o
consumo energético dos compressores. Existem certas aplicações em que, devido à necessidade
de atingir temperaturas moderadamente baixas a partir de intervalos de temperatura grandes, a
aplicação de apenas um único ciclo de refrigeração por compressão de vapor pode não ser
adequada. Grandes intervalos de temperaturas estão associados à grandes intervalos de pressão
o que resulta em um mal desempenho por parte dos compressores. Para lidar com situações
como essa, pode-se executar o processo de refrigeração em estágios, acoplando ciclos de
refrigeração que operam em série. A ideia é que o evaporador de um ciclo funcione como o
condensador do outro e a partir dessas mudanças é possível reduzir o trabalho total necessário
em comparação à opção de ciclo simples. Tais ciclos de refrigeração são chamados de ciclos de
refrigeração em cascata. Visto que no caso estudado estamos lidando com temperaturas
consideravelmente baixas e intervalos grandes, a tentativa de utilizar um ciclo de refrigeração
com cascateamento é justificada. O Fluxograma de processos para esse caso pode ser observado
na Figura 15 e as variáveis de todas as etapas estão na tabela 3.11 e na 3.12.

34
Figura 16: Fluxograma do Caso Alternativo III20
Tabela 3.11: Variáveis de processo das correntes no Caso Alternativo III – Ciclo de Baixo
Corrente Ref1 Ref2 Ref3 Ref4 C9 C10
Temperatura (°C) -22,0 94,8 8,0 -22,8 40,0 -20,0
Pressão (kPa) 160,0 578,6 573,6 165,0 2304,0 2299,0
Fração vapor 1,00 1,00 0,00 0,10 1,00 0,00
20 Legenda: C – Carbono, Ref – Refrigerante, W – Água, In – Entrada, Out – Saída, K – Compressor, E –
Trocador de Calor, VLV – Válvula de expansão

35
Tabela 3.12: Variáveis de processo das correntes no Caso Alternativo III – Ciclo de Cima
Corrente RefCascata1 RefCascata2 RefCascata3 RefCascata4 WRefIn1 WRefOut1
Temperatura
(°C)
6,0 100,4 33,0 5,8 25,0 31,0
Pressão (kPa) 520,0 1380,0 1375,0 525,0 300,0 250,0
Fração vapor 1,00 1,00 0,00 0,10 1,00 0,00
Os dados de entrada do estado Ref1 são iguais aos do caso base pelo mesmo motivo.
Visto que a amônia não é mais resfriada por água no ciclo de baixo, pode-se refrigerar o estado
Ref3 até uma temperatura mais baixa que 33ºC. A partir de diversos testes realizados optou-se
por escolher a temperatura de 8ºC. Como o ponto Ref3 agora possui uma temperatura mais
baixa que antes, não existe mais a necessidade de se comprimir tanto o estado Ref1 o que traz
um grande benefício, a temperatura da amônia no ponto Ref2 torna-se menos elevada (o que
pode ser um problema caso essa alcance valores altos). Dando continuidade, a temperatura do
estado RefCascata1 foi estabelecida como 2ºC inferior à temperatura do Ref3 e sua pressão foi
escolhida como um pouco abaixo da pressão de saturação para evitar entrada de fase líquida no
compressor. Por fim, os últimos parâmetros de entrada foram definidos da mesma forma que
no caso base. A temperatura do RefCascata3 foi estabelecida como 33 ºC por conta da limitação
de se utilizar água e a pressão do RefCascata2 foi escolhida como 1380 KPa.
3.2.4. Caso Alternativo IV (Propano)
O Caso Alternativo IV simula a utilização de um refrigerante diferente da amônia para
refrigerar o CO2. É comum encontrar na literatura diversos ciclos de refrigeração que utilizam
o propano como fluido refrigerante como por exemplo os estudos feitos por Alabdulkarem et
al. (2011) e Mortazavi et al. (2014) a respeito da utilização de propano em plantas de Gás
Natural Liquefeito (GNL). Desta forma, o propano foi escolhido como uma alternativa à
amônia, para ser avaliado. O Caso Alternativo IV tem a mesma estrutura do Caso Base, a
diferença se dá no refrigerante e, portanto, nas variáveis de processo das correntes. O
procedimento para projetar o ciclo em questão foi o mesmo adotado no Caso Base. Inicialmente,
desenvolveu-se um “Ciclo Alternativo IV Ideal”, assumindo os estados de saturação e,
posteriormente, elaborou-se a simulação do caso real. A Tabela 3.13 apresenta as variáveis de
processo das correntes presentes no ciclo de liquefação.

36
Figura 17: Fluxograma do Caso Alternativo IV21
Tabela 3.13: Variáveis de processo das correntes no Caso Alternativo IV Ideal.
Corrente Ref1 Ref2 Ref3 Ref4 C9 C10 WRef1in WRef1out
Temperatura (°C) -22,0 54,3 34,3 -22,0 40,0 -20,0 25,0 32,3
Pressão (kPa) 227,1 1200,0 1200,0 227,1 2304,0 2299,0 300,0 300,0
Fração vapor 1,00 1,00 0,00 0,36 1,00 0,00 0,00 0,00
A partir do “Caso Alternativo IV Ideal”, pode-se desenvolver a metodologia para o Caso
Alternativo IV Real, o qual contabiliza as perdas de carga além de incluir medidas de segurança.
O fluxograma permanece o mesmo e a Tabela 3.14 apresenta as novas variáveis de processo
das correntes do ciclo base real. A temperatura de saída do propano permanece a mesma, porém
para evitar a entrada de propano líquido no compressor, a pressão desse estágio foi estabelecida
como 220 kPa (um pouco abaixo da pressão de saturação). Além disso, o ponto Ref3 não foi
21 Legenda: C – Carbono, Ref – Refrigerante, W – Água, In – Entrada, Out – Saída, K – Compressor, E –
Trocador de Calor, VLV – Válvula de expansão

37
novamente estabelecido por meio do estado de saturação. A fim de preservar que exista parte
gasosa nesse ponto, optou-se por resfriar o mesmo até uma temperatura menor que a de
saturação (sub-resfriamento).
Tabela 3.14: Variáveis de processo das correntes no Caso Alternativo IV Real.
Corrente Ref1 Ref2 Ref3 Ref4 C9 C10 WRef1in WRef1out
Temperatura (°C) -22,0 55,6 32,0 -22,3 40,0 -20,0 25,0 32,3
Pressão (kPa) 220,0 1200,0 1195,0 225,0 2304,0 2299,0 300,0 300,0
Fração vapor 1,00 1,00 0,00 0,35 1,00 0,00 0,00 0,00
3.2.5. Caso Alternativo V (Cascateamento Propano + NH3)
Por fim, o Caso Alternativo V foi projetado como um ciclo de refrigeração com
cascateamento onde o ciclo de baixo funciona utilizando Propano como fluido refrigerante e o
de cima amônia. Inicialmente, como já feito anteriormente, um ciclo ideal foi montado. O
estado Ref1 foi estabelecido como vapor saturado e sua temperatura foi escolhida como 2ºC a
menos que a temperatura de saída do CO2 (C10). A pressão para o ponto Ref2 foi escolhida
como 600 kPa. O Ref3 foi estabelecido como líquido saturado. Partindo para o ciclo de cima,
baseado em amônia, a temperatura do ponto RefCascata1 foi escolhida como 2ºC a menos que
a temperatura do ponto Ref3. Optou-se, então, por escolher a pressão do ponto RefCascata2
como 1380 kPa, para evitar que a amônia saísse do compressor com uma temperatura muito
alta. O estado RefCascata3 foi estabelecido como líquido saturado. A Tabela 3.15 apresenta as
variáveis de processo das correntes presentes no ciclo de liquefação do Caso Alternativo V
Ideal.

38
Figura 18: Fluxograma do Caso Alternativo V22
Tabela 3.15: Variáveis de processo das correntes no Caso Alternativo V – Ciclo de Baixo
Corrente Ref1 Ref2 Ref3 Ref4 C9 C10
Temperatura (°C) -22,0 21,4 8,0 -22,8 40,0 -20,0
Pressão (kPa) 227,1 600,0 600,0 227,1 2304,0 2299,0
Fração vapor 1,00 1,00 0,00 0,18 1,00 0,00
22 Legenda: C – Carbono, Ref – Refrigerante, W – Água, In – Entrada, Out – Saída, K – Compressor, E –
Trocador de Calor, VLV – Válvula de expansão

39
Tabela 3.16: Variáveis de processo das correntes no Caso Alternativo V – Ciclo de Cima
Corrente RefCascata1 RefCascata2 RefCascata3 RefCascata4 WRefIn1 WRefOut1
Temperatura
(°C)
6,0 98,7 36,0 6,0 25,0 34,0
Pressão (kPa) 528,4 1380,0 1380,0 528,4 300,0 300,0
Fração vapor 1,00 1,00 0,00 0,12 0,00 0,00
A partir do Caso Alternativo V Ideal, desenvolveu-se a metodologia para o ciclo real. O
fluxograma permanece o mesmo e as Tabelas 3.17 e 3.18 apresentam as novas variáveis de
processo das correntes do ciclo real. A temperatura de saída do propano permanece a mesma,
porém, para evitar a entrada de propano líquido no compressor, a pressão desse estágio foi
estabelecida como 220 kPa (um pouco abaixo da pressão de saturação). Além disso, o ponto
Ref3 não foi novamente estabelecido por meio do estado de saturação. Para evitar que exista
parte gasosa nesse ponto optou-se por resfriar o mesmo até uma temperatura menor que a de
saturação.
Tabela 3.17: Variáveis de processo das correntes no Caso Alternativo V – Ciclo de Baixo
Corrente Ref1 Ref2 Ref3 Ref4 C9 C10
Temperatura (°C) -22,0 22,8 6,0 -22,3 40,0 -20,0
Pressão (kPa) 220,0 600,0 595,0 225,0 2304,0 2299,0
Fração vapor 1,00 1,00 0,00 0,17 1,00 0,00
Tabela 3.18: Variáveis de processo das correntes no Caso Alternativo V – Ciclo de Cima
Corrente RefCascata1 RefCascata2 RefCascata3 RefCascata4 WRefIn1 WRefOut1
Temperatura
(°C)
4,0 105,1 34,0 3,9 25,0 32,0
Pressão (kPa) 485,0 1380,0 1375,0 490,0 300,0 295,0
Fração vapor 1,00 1,00 0,00 0,12 0,00 0,00

40
Após a definição dos casos de análise, da metodologia utilizada e da apresentação dos
fluxogramas de cada processo, o próximo capítulo exibirá os resultados obtidos por cada
alternativa aqui proposta. Assim, a estimativa da produção de CO2 associada à produção de
etanol, os resultados das simulações feitas no HYSYS e das equações utilizadas serão
mostrados no próximo capítulo.
41
4. Resultados
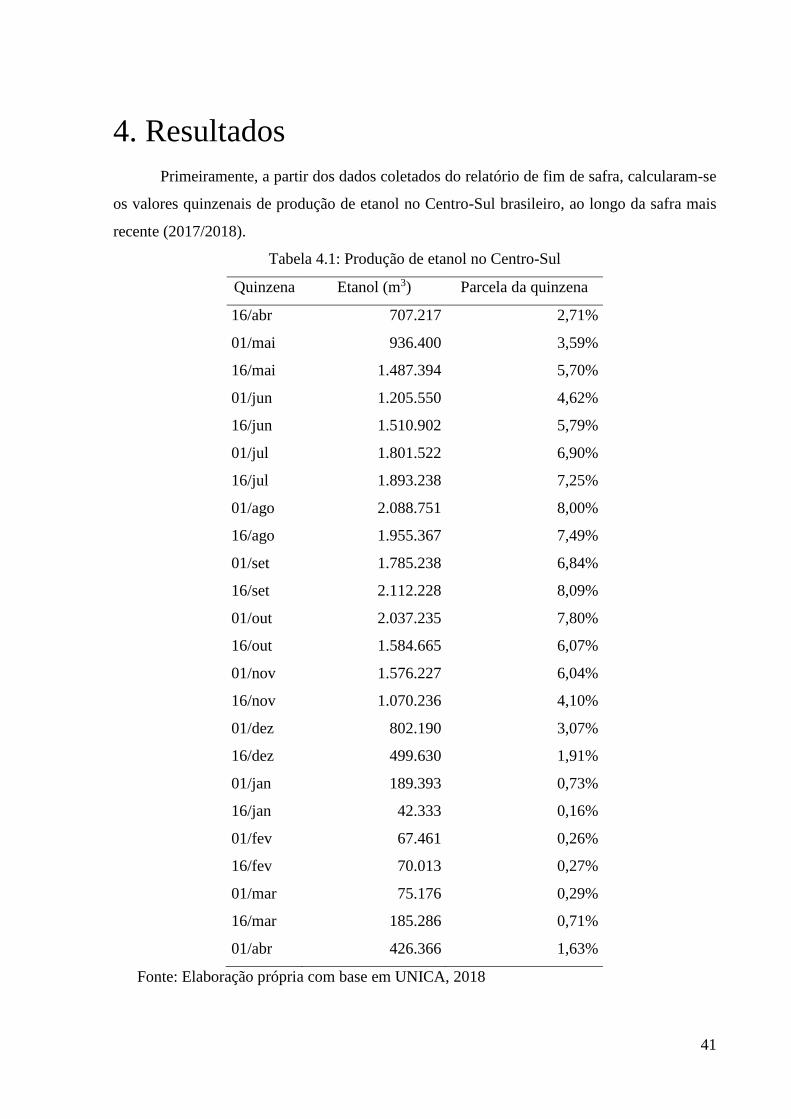
Primeiramente, a partir dos dados coletados do relatório de fim de safra, calcularam-se
os valores quinzenais de produção de etanol no Centro-Sul brasileiro, ao longo da safra mais
recente (2017/2018).
Tabela 4.1: Produção de etanol no Centro-Sul
Quinzena Etanol (m3) Parcela da quinzena
16/abr 707.217 2,71%
01/mai 936.400 3,59%
16/mai 1.487.394 5,70%
01/jun 1.205.550 4,62%
16/jun 1.510.902 5,79%
01/jul 1.801.522 6,90%
16/jul 1.893.238 7,25%
01/ago 2.088.751 8,00%
16/ago 1.955.367 7,49%
01/set 1.785.238 6,84%
16/set 2.112.228 8,09%
01/out 2.037.235 7,80%
16/out 1.584.665 6,07%
01/nov 1.576.227 6,04%
16/nov 1.070.236 4,10%
01/dez 802.190 3,07%
16/dez 499.630 1,91%
01/jan 189.393 0,73%
16/jan 42.333 0,16%
01/fev 67.461 0,26%
16/fev 70.013 0,27%
01/mar 75.176 0,29%
16/mar 185.286 0,71%
01/abr 426.366 1,63%
Fonte: Elaboração própria com base em UNICA, 2018

42
Posteriormente, obteve-se o quanto cada mês da safra representou no total de produção
com o objetivo de calcular a parcela do mês de pico na produção anual de CO2 (PMP).
Tabela 4.2: Representatividade mensal na produção de etanol
Mês Parcela do mês (%)
Janeiro 0,89
Fevereiro 0,53
Março 1,00
Abril 4,34
Maio 9,28
Junho 10,40
Julho 14,15
Agosto 15,45
Setembro 14,93
Outubro 13,87
Novembro 10,14
Dezembro 4,99
Com o cálculo do PMP, obteve-se o valor da vazão de CO2 no caso estudado por meio da
Equação 3.1. O resultado encontrado equivaleu a 10.409,11 kg/h. Esse valor passou a constituir
o dado de entrada inicial para a simulação dos ciclos de refrigeração apresentados na
metodologia – isto é, os sistemas de liquefação foram dimensionados para esta condição.
Após a etapa inicial referente ao cálculo da vazão, dividiram-se os resultados em duas
partes. A primeira, referente ao estágio de compressão, que é comum a todas as simulações; e
a segunda, referente aos ciclos de refrigeração simulados.
4.1. Compressão
Os resultados da etapa de compressão do CO2 encontram-se na Tabela 4.3. O presente
trabalho analisou uma destilaria típica de capacidade produtiva de 50.000 t/ano.

43
Tabela 4.3: Compressão do CO2
Potência do compressor (kW) Consumo de água de refrigeração (m3/h)
K-100 194,7 12,71
K-101 193,6 12,88
K-102 193,9 13,45
K-103 185,6 14,23
A demanda energética para compressão do CO2 em cada estágio também foi calculada a
partir da Equação 3.3, proveniente de Mccollum & Ogden (2006), para fins de validação do
modelo. Pode-se observar a comparação entre os dados de saída do HYSYS e da equação por
meio da Tabela 4.4.
Tabela 4.4: Validação do modelo (kW)
Resultados no
simulador
Resultados conforme
Mccollum & Ogden
Desvio
percentual (%)
K-100 194,7 193,0 0,9
K-101 193,6 192,2 0,7
K-102 193,9 190,5 1,8
K-103 185,6 186,7 0,6
Após a simulação do modelo criado no HYSYS, estimaram-se os custos de investimento,
operação e manutenção da compressão de CO2, a partir das Equações 3.4 e 3.5, cujos resultados
estão apresentados na Tabela 4.5.
Tabela 4.5: Custos no processo de compressão de CO2
Custo de investimento (US$) 9.970.355,86
Custo de operação e manutenção fixo (US$/ano) 398.814,23
Custo de operação variável (US$/tCO2) 7,43
4.2. Ciclos de Refrigeração
Os resultados obtidos a partir do HYSYS para os diversos casos simulados encontram-se
na Tabela 4.5. A Figura 18 e a Figura 19 apresentam graficamente os dados tabelados.
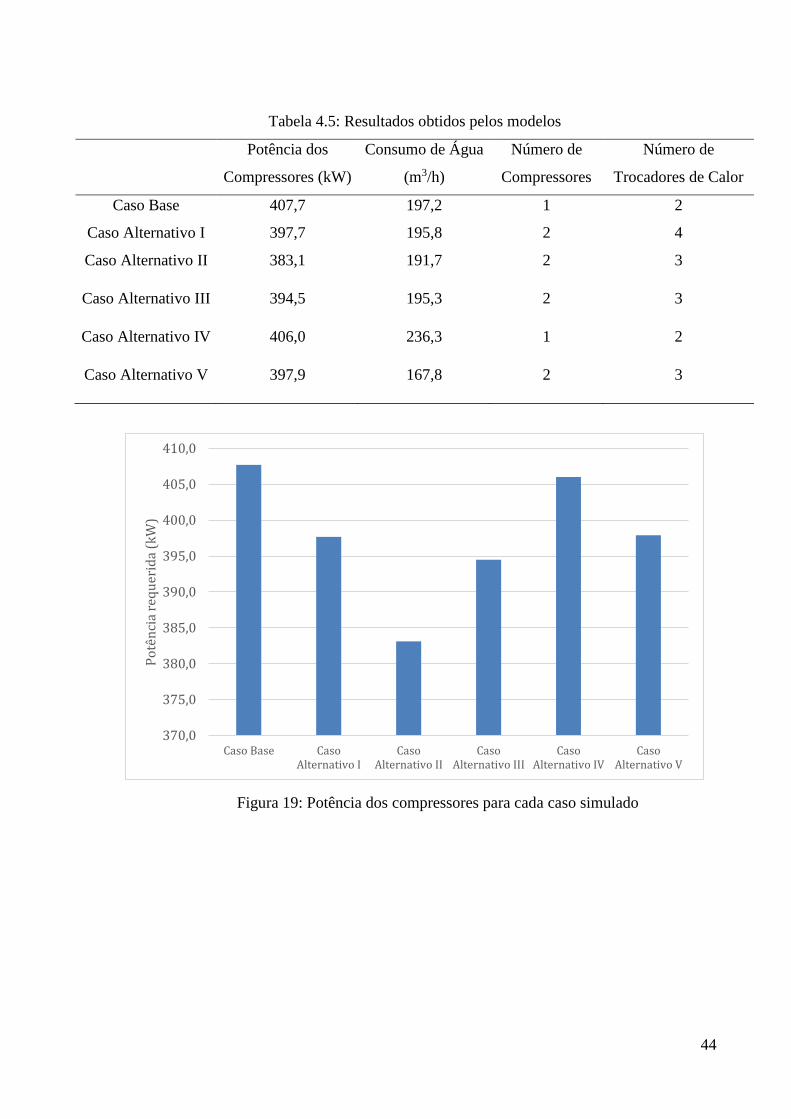
44
Tabela 4.5: Resultados obtidos pelos modelos
Potência dos
Compressores (kW)
Consumo de Água
(m3/h)
Número de
Compressores
Número de
Trocadores de Calor
Caso Base 407,7 197,2 1 2
Caso Alternativo I 397,7 195,8 2 4
Caso Alternativo II 383,1 191,7 2 3
Caso Alternativo III 394,5 195,3 2 3
Caso Alternativo IV 406,0 236,3 1 2
Caso Alternativo V 397,9 167,8 2 3
Figura 19: Potência dos compressores para cada caso simulado
370,0
375,0
380,0
385,0
390,0
395,0
400,0
405,0
410,0
Caso Base CasoAlternativo I
CasoAlternativo II
CasoAlternativo III
CasoAlternativo IV
CasoAlternativo V
Po
tên
cia
req
uer
ida
(kW
)

45
Figura 20: Consumo de água para cada caso simulado
Visto que o caso que apresentou a menor demanda por potência dos compressores foi o
Caso Alternativo II (383,1 kW) e o que mostrou ser mais eficiente no consumo de água foi o
Caso Alternativo V (167,8 m3/h), construiu-se um gráfico contendo apenas os dois para facilitar
a visualização.
0
50
100
150
200
250
Caso Base CasoAlternativo I
CasoAlternativo II
CasoAlternativo III
CasoAlternativo IV
CasoAlternativo V
Co
nsu
mo
de
águ
a (m
3/h
)
0,0
50,0
100,0
150,0
200,0
250,0
300,0
350,0
400,0
450,0
Caso Alternativo II Caso Alternativo V
Demanda Energética (kW) Consumo de Água (m3/h)

46
A partir das simulações realizadas com o HYSYS, obtiveram-se os dados de entrada da
calculadora da MCGRAWHILL, a fim de estimar os custos de investimento de cada caso. Os
resultados estão apresentados na Tabela 4.6 e nas Figuras 20 e 21.
Tabela 4.6: Custo de investimento variando o material do compressor
CAPEX (US$) – Aço Inoxidável CAPEX (US$) – Aço Carbono
Caso Base 950.657,02
402.205,42
Caso Alternativo I 1.001.260,42
444.035,37
Caso Alternativo II 982.740,75
426.057,93
Caso Alternativo III 993.082,68
435.409,48
Caso Alternativo IV 962.342,40
416.048,56
Caso Alternativo V 980.195,67
418.577,82
Figura 21: Comparação entre os custos de investimento optando por Aço Inoxidável
920.000,00
930.000,00
940.000,00
950.000,00
960.000,00
970.000,00
980.000,00
990.000,00
1.000.000,00
1.010.000,00
Caso Base CasoAlternativo I
CasoAlternativo II
CasoAlternativo III
CasoAlternativo IV
CasoAlternativo V
CAPEX (US$) - Aço Inoxidável

47
Figura 22: Comparação entre os custos de investimento optando por Aço Carbono
5. Conclusão
A partir dos resultados obtidos, pode-se perceber o impacto que a etapa de
compressão possui sobre os custos do projeto em comparação à liquefação. Assim,
recomenda-se que trabalhos futuros se dediquem a um estudo mais elaborado do processo
de compressão do CO2.
Os resultados também indicam que casos mais simples, que demandam uma
quantidade inferior de equipamentos em seus ciclos, estão associados à custos de
investimento inferiores. Portanto, o sistema com menor custo de capital é o Caso Base
seguido pelo Caso Alternativo IV. No entanto, quando se trata de eficiência energética
ambos os casos foram os piores dentre os simulados. Analisando os resultados pode-se
notar que o Caso Base e o Caso Alternativo IV apresentaram os maiores consumos de
energia elétrica (compressores com maiores potências) e também os maiores consumos de
água de refrigeração. Portanto, ambos os casos deverão apresentar os maiores custos
variáveis.
Comparando o Caso Base com o Caso Alternativo IV é possível concluir que para
um ciclo simples, a escolha de propano como fluido refrigerante não é justificada. O Caso
Alternativo IV não só possui um custo de investimento maior como também demanda
muito mais água e praticamente o mesmo consumo energético dos compressores. Não
380.000,00
390.000,00
400.000,00
410.000,00
420.000,00
430.000,00
440.000,00
450.000,00
Caso Base CasoAlternativo I
CasoAlternativo II
CasoAlternativo III
CasoAlternativo IV
CasoAlternativo V
CAPEX (US$) - Aço Carbono

48
obstante, quando se compara o Caso Alternativo III com o V percebe-se que a utilização
de propano no cascateamento reduziu significativamente o consumo de água, o custo de
capital e manteve o consumo energético praticamente igual. Portanto, nessa situação a
opção de utilizar propano é justificada.
Ao comparar os casos simulados é possível notar que os mais atrativos foram: Caso
Alternativo II e Caso Alternativo V. Enquanto o primeiro possui um consumo energético
ligeiramente inferior, o segundo necessita de uma quantidade consideravelmente menor de
água para condensar a amônia. Além disso, é importante perceber que o Caso Alternativo
II possui um custo de investimento maior que o Caso Alternativo V por ser um ciclo mais
complexo que demanda mais equipamentos e, consequentemente, maiores custos de
operação e manutenção.
Tendo isso em vista, é possível discutir a conclusão obtida por Alabdulkarem,
Hwang & Radermacher (2012) e ØI et al. (2016) de que um ciclo fechado simples
utilizando amônia como refrigerante é a opção mais eficiente para se liquefazer CO2. O
que se observou foi que o último caso simulado, que representa um ciclo de refrigeração
com cascateamento onde dois fluidos refrigerantes diferentes são usados, possivelmente é
a melhor opção dentre as estudadas. Mesmo que o Caso Alternativo V apresente um custo
de capital superior ao Caso Base, sua maior eficiência energética o tornará a opção mais
economicamente viável ao longo do tempo, dependendo do valor da água e da energia
elétrica.
Assim, para aperfeiçoar a presente pesquisa recomenda-se um estudo a respeito do
preço de água de resfriamento para saber se 14,8 kW a mais de potência nos compressores
custam mais ao longo do tempo do que 23,9 m3/h de água (comparação entre o caso II e o
caso V). Além disso, propõe-se a análise da implantação de sistemas modulares de
liquefação para lidar com a sazonalidade da produção de etanol. Dessa forma, é possível
ativar e desativar os módulos de acordo com a produção da época, o que evitaria trabalhar
em carga parcial. Nesse trabalho os casos foram construídos com objetivo de suportar o
pico de produção. Logo, para diversos meses do ano onde a produção de etanol é pequena,
os equipamentos estão superdimensionados.

49
6. Referências
ØI, L. E. et al. Simulation and cost comparison of CO2 liquefaction. Energy Procedia,
v. 86, n. 1876, p. 500–510, 2016.
AIR PRODUCTS. Dióxido de Carbono. Disponível em:
<http://www.airproducts.com.br/products/Gases/Carbon-Dioxide.aspx>. Acesso em: 06 ago.
2018.
AFZALI, S. et al. A comprehensive review on Enhanced Oil Recovery by Water
Alternating Gas (WAG) injection. Fuel, v. 227, p. 218–246, 2018.
ALABDULKAREM, A.; HWANG, Y.; RADERMACHER, R. Development of CO2
liquefaction cycles for CO2 sequestration. Applied Thermal Engineering, v. 33–34, n. 1, p. 144–
156, 2012.
ALABDULKAREM, A. et al. Optimization of propane pre-cooled mixed refrigerant
LNG plant. Applied Thermal Engineering, v. 31, p. 1091–1098, 2011.
ANTT. Resolução ANTT 420/04. Ministério dos Transportes. [S.l: s.n.]. , 2004
ASPELUND, A. et al. SHIP TRANSPORT OF CO2 Technical Solutions and Analysis
of Costs, Energy Utilization, Exergy Efficiency and CO2 Emissions. Chemical Engineering
Research and Design, v. 84, p. 847-855, 2006.
ASPENTECH. Aspen HYSYS, version 2006. Cambridge, Massachusetts: Aspen
Technology Inc. , 2006
BASILE, F. Avaliação da Injeção de WAG-CO2 para a Recuperação de Petróleo e
Armazenamento Geológico de Dióxido de Carbono. Pontifícia Universidade Católica do Rio
de Janeiro (PUC-Rio), 2015.
COSTA, T. S. et al. Avaliação da extração de óleos essenciais de vetiver (Vetiveria
zizanioides ) com CO2 supercrítico. Planta, v. 8, n. 4, p. 100–103, 2006.
DINÇERI, I.; KANOGLU, M. Regrigeration Systems and Applications. Ed. 2. Wiley,
2010.
DOE, 2017, Enhanced Oil Recovery. Disponível em:
<https://www.energy.gov/fe/science-innovation/oil-gas-research/enhanced-oil-recovery>.
Acesso em: 6 ago. 2018.
EJS. Comércio de Gelo Seco. Disponível em:
<http://www.ejscomercial.com.br/index.php/utilizacao>. Acesso em: 7 jan. 2017.

50
GAO, R. et al. Identification of a representative dataset for long-term monitoring at the
Weyburn CO2-injection enhanced oil recovery site, Saskatchewan, Canada. Int. J. Greenh. Gas
Control, v. 54, p. 454–465, 2016.
GLOBAL CCS INSTITUTE. The Global Status of CCS: 2013. 2013. Disponível em: <
http://hub.globalccsinstitute.com/sites/default/files/publications/115198/Global-Status-CCS-
2013.pdf>. Acesso em: 6 ago. 2018.
GLUYAS, J. CO2 “North Sea oil recovery using carbon dioxide is possible, but time is
running out, expert says”. Durham University, 2010. Disponível em:
<https://www.sciencedaily.com/releases/2010/10/101013193533.htm>. Acesso: em 6 ago.
2018.
GOUGH C. et al. Challenges to the use of BECCS as a keystone technology in pursuit
of 1.5⁰C. Global Sustainability 1, e5, p. 1–9, 2018
HENDRIKS, C.; GRAUS, W.; VAN BERGEN, F. Global carbon dioxide storage
potential and costs. Ecofys, Utrecht, p. 64, 2004.
IEA, 2017, Five keys to unlock CCS investment. Disponível em:
<https://www.iea.org/media/topics/ccs/5KeysUnlockCCS.PDF>. Acesso em: 6 ago. 2018.
IPCC, 2014, Summary for Policymakers, In: Climate Change 2014, Mitigation of
Climate Change. Contribution of Working Group III to the Fifth Assessment Report of the
Intergovernmental Panel on Climate Change. Cambridge University Press, Cambridge, United
Kingdom and New York, NY, USA.
KARCHER. Jateadoras de Gelo Seco. Disponível em: <http://cdn4.karcher-
cvi.com.br/wp-content/uploads/2013/07/apostila-gelo-seco.pdf>. Acesso em: 7 jan. 2017.
MATTE, A. Métodos especiais de Recuperação Avançada de Petróleo utilizando
injeção de dióxido de carbono e seus processos derivados. Universidade Federal do Rio de
Janeiro (POLI/UFRJ), 2011.
MCCOLLUM, D. L.; OGDEN, J. M. Techno-Economic Models for Carbon Dioxide
Compression , Transport , and Storage Correlations for Estimating Carbon Dioxide Density and
Viscosity. n. 530, p. 87, 2006.
MCGRAWHILL. Online cost calculator. Disponível em:
<http://www.mhhe.com/engcs/chemical/peters/data/ce.html>. Acesso em: 18 jul. 2018.
MERSCHMANN, P. R. de C. Análise do Potencial Técnico e de Mercado de Uso
Industrial de CO2 de destilarias de etanol do centro-sul do Brasil. 2014. COPPE/UFRJ, 2014.
MERSCHMANN, P.R., SZKLO, A.S., SCHAEFFER, R.. Technical potential and
abatement costs associated with the use of process emissions from sugarcane ethanol distilleries

51
for EOR in offshore fields in Brazil. Int. J. Greenh. Gas Control, v. 52, p. 270–292, 2016.
MINX, J. et al. Negative emissions—Part 1: Research landscape and
synthesis. Environ. Res. Lett. 13 063001, 2018
MIXANDI. Dióxido de Carbono. Disponível em:
<http://www.mixandi.com.br/gases/dioxido-de-carbono-co%C2%B2.php> Acesso em: 6 ago.
2018.
MORTAZAVI, A. et al. Novel combined cycle configurations for propane pre-cooled
mixed refrigerant (APCI) natural gas liquefaction cycle. Applied Energy, v. 117, p. 76–86,
2014.
MOSHFEGHIAN, M. Transportation of CO2 in Dense Phase. Petro Skills John M.
Campbell, 2012. Disponível em: <http://www.jmcampbell.com/tip-of-the-
month/2012/01/transportation-of-co2-in-dense-phase/> Acesso em: 6 ago. 2018.
NITROTEC. Caminhão para CO2. Disponível em:
<http://nitrotec.com.br/site/produtos/caminhao-para-co%C2%B2/>. Acesso em: 06 ago. 2018.
PENG, D.; ROBINSON, D. A New Two-Constant Equation of State. University of
Alberta (Department of Chemical Engineering), 1975.
RAFTERY, A. et al. Less than 2ºC warming by 2100 unlikely. Nature Climate Change,
v. 7, p. 637–641, 2017.
ROCHEDO, P. R. R. Análise econômica sob incerteza da captura de carbono em
termelétricas a carvão: retrofitting e capture-ready. Universidade Federal do Rio de Janeiro
(COPPE/UFRJ), 2011.
RUBIN, E.S. ET AL. Use of experience curves to estimate the future cost of power
plants with CO2 capture. International Journal of Greenhouse Gas Control, 1(2), 188-197,
2007.
SAG OXIGÊNIO. Dióxido de Carbono (Gás Carbônico). Disponível em:
<http://www.sagoxigenio.com.br/documents/Textos Informativos _dioxido de carbono_.pdf>.
Acesso em: 21 ago. 2016.
SANTOS, S. Transport via Pipeline and Ship Transport via Pipeline and Ship. 2012.
Disponível em:
<https://ieaghg.org/docs/General_Docs/IEAGHG_Presentations/3._CO2_Transport_Overvie
w_-_S._Santos_IEAGHG.pdf>. Acesso em: 6 ago. 2018.
SHAANXI YANCHANG PETROLEUM GROUP. CCS : A China Perspective
Yanchang Petroleum Report 1 : Capturing CO2 from Coal to Chemical Process. n. June, 2015.
52
SILVA, F. et al. CO2 capture in ethanol distilleries in Brazil: Designing the optimum
carbon transportation network by integrating hubs, pipelines and trucks. Int. J. Greenh. Gas
Control, v. 71, p. 168–183, 2018.
SUPPES, G. J.; WALAS, S. M. Heuristics in Chemical Engineering. Chemical process
equipment selection and design, 2002.
UNICA. Relatório final da safra 2017/2018. . [S.l: s.n.], 2018.
WANG, M. et al. Post-combustion CO2 capture with chemical absorption: A state-of-
the-art review. Chemical Engineering Research and Design, v. 89, p. 1609–1624, 2011.
WHITE MARTINS. Ficha de informações de segurança de produtos químicos.
Disponível em: <http://www.praxair.com.br/resource-library/safety-data-sheets>. Acesso em 6
ago. 2018.
WHITTAKER, S. IEA GHG Weyburn-Midale CO2 Storage & Monitoring Project.
Petroleum Technology Research Centre, 2010. Disponível em
<https://ieaghg.org/docs/general_publications/weyburn.pdf>. Acesso em 6 ago. 2018.
WONG, S. CO2 Compression & Transportation to Storage Reservoir. p. 1–16, 2005.
Disponível em:
<http://scholar.google.com/scholar?hl=en&btnG=Search&q=intitle:MODULE+4+CO+2+Co
mpression+and+Transportation+to+Storage+Reservoir#0>.
WOODHILL ENGINEERING CONSULTANTS. Transmission of CO2 and Energy.
Iea, n. March, p. 140, 2002.