An ISO 9000 Pilot Project in Navy Ship Repair
11
J. Todd and A. K. Gideon ABSTRACT A major goal of the U.S. Navy’s Fleet maintenance and moderni- zation strategy is to reduce the cost and the of ship availabilities, while improving the quality of the work performed. A pilot project was commissioned by the Commander Naval Surface Force Atlantic Fleet (COMSURFLANT) to explore the benefits of performing ship maintenance using the quality processes of an IS0 9OOO registered private shipyard. This pilot project included a reduced pres- ence, in the area of QA Inspection and Verification (I&V) points, on the part of the local U.S. Navy Supervisor of Ship- budding, Conversion and Repair (SUPSHIP). The benefits and risks of this pilot project were measured against past practices of accomplishing ship maintenance using SUPSHIP on-site inspection oversight and government quality assurance procedures. The ship- yard workload of formal inspections was reduced by 28 percent. The Navy inspection workload was reduced by 59 percent. Quantitative cpmparisons are made to previous similar maintenance periods. No reduction in work quality was observed. The changed roles of the ship’s port Engineer and the SUPSHIP Project Manager are described. Conclu- sions and recommendations regarding this project and future ones are made. An IS0 9000 Pilot Project in Navy Ship Repair INTRODUCTION oday, a major goal of the U.S. Navy’s Fleet maintenance and mod- ernization strategy is to reduce cost and schedule, while improving quality. In a detection mode, the cost of quality is dependent on the size of the inspection sample and does nothing to affect the quality of future work. To meet the Navy’s goals, the quality emphasis must shift from detection to prevention. In other words, replace Quality Control (QC) oversight and inspections with Quality Assurance (QA). A pilot project was commissioned by the Commander Naval Surface Force Atlantic Fleet (COMNAVSURFLANT) to explore the benefits of performing ship maintenance utilizing the quality processes of an IS0 9000 registered pri- vate shipyard. The pilot project showed that: There-was no reductionin the observed quality of the maintenance per- formed either in process or in post availability operations. Warranty items did not increase as a result of this pilot. There was increased participation in the maintenance/repair process by the ship’s crew. The SUPSHIP Project Manager and the Port Engineer had increased time on the deckplates observing progress and making decisions. Their partner- ship was enhanced and their roles changed. They spent less time processing paperwork. IS0 9000 can be used to reduce government oversight during Navy repairs without increasing risk. The Navy needs greater experience with IS0 9000. (i. e. docking avadability, firm fixed price availability, availability outside of a contractor facility). Some SUPSHIP QA personnel have been trained in IS0 9000, but few other Navy activities understand what it is. Additional “data point” availabilities are sug- gested. There should be additional contract incentives to encourage U.S. shipyards to become IS0 certified. This pilot was a success by all measures. The results stronalv suggest that all phased maintenance availabilities and any cost contract rep& i n 3 0 9000 certified shipyards would not increase quality risk or contractual risk by adopt- ing this pilot process. Government shore infrastructure could be either reduced or redeployed to other support activities. IS0 9000, WHAT IS IT? There is evidence that quality systems were in existence in medieval times and earlier. Generally, they began as a way to obtain quality assurance in the pro- curement of military equipment. Nothing is worse than experiencing a product quality failure just when someone is trying to kill you. This necessity for quality led the DoD to develop the MIL-Q-9858 series, the immediate predecessor to IS0 9000. In 1956 the DoD developed the MIL-Q-9858 and in 1968 released its successor, MIL-Q-9858A. IS0 9001 is the superset of the three contractual documents that are part of the International Standards addressing quality systems. IS0 9001 is the model NAVAL ENGINEERS JOURNAL May 1999 251
Transcript of An ISO 9000 Pilot Project in Navy Ship Repair

J. Todd and A. K. Gideon
ABSTRACT A major goal of the U.S. Navy’s Fleet maintenance and moderni- zation strategy is to reduce the cost and t h e of ship availabilities, while improving the quality of the work performed. A pilot project was commissioned by the Commander Naval Surface Force Atlantic Fleet (COMSURFLANT) to explore the benefits of performing ship maintenance using the quality processes of an IS0 9OOO registered private shipyard. This pilot project included a reduced pres- ence, in the area of QA Inspection and Verification (I&V) points, on the part of the local U.S. Navy Supervisor of Ship- budding, Conversion and Repair (SUPSHIP). The benefits and risks of this pilot project were measured against past practices of accomplishing ship maintenance using SUPSHIP on-site inspection oversight and government quality assurance procedures. The ship- yard workload of formal inspections was reduced by 28 percent. The Navy inspection workload was reduced by 59 percent. Quantitative cpmparisons are made to previous similar maintenance periods. No reduction in work quality was observed. The changed roles of the ship’s port Engineer and the SUPSHIP Project Manager are described. Conclu- sions and recommendations regarding this project and future ones are made.
An IS0 9000 Pilot Project in Navy Ship Repair
INTRODUCTION
oday, a major goal of the U.S. Navy’s Fleet maintenance and mod- ernization strategy is to reduce cost and schedule, while improving quality. In a detection mode, the cost of quality is dependent on the size of the inspection sample and does nothing to affect the quality
of future work. To meet the Navy’s goals, the quality emphasis must shift from detection to prevention. In other words, replace Quality Control (QC) oversight and inspections with Quality Assurance (QA).
A pilot project was commissioned by the Commander Naval Surface Force Atlantic Fleet (COMNAVSURFLANT) to explore the benefits of performing ship maintenance utilizing the quality processes of an IS0 9000 registered pri- vate shipyard. The pilot project showed that:
There-was no reductionin the observed quality of the maintenance per- formed either in process or in post availability operations. Warranty items did not increase as a result of this pilot. There was increased participation in the maintenance/repair process by the ship’s crew. The SUPSHIP Project Manager and the Port Engineer had increased time on the deckplates observing progress and making decisions. Their partner- ship was enhanced and their roles changed. They spent less time processing paperwork. IS0 9000 can be used to reduce government oversight during Navy repairs without increasing risk. The Navy needs greater experience with IS0 9000. (i. e. docking avadability, firm fixed price availability, availability outside of a contractor facility). Some SUPSHIP QA personnel have been trained in IS0 9000, but few other Navy activities understand what it is. Additional “data point” availabilities are sug- gested. There should be additional contract incentives to encourage U.S. shipyards to become IS0 certified. This pilot was a success by all measures. The results stronalv suggest that
all phased maintenance availabilities and any cost contract rep& i n 3 0 9000 certified shipyards would not increase quality risk or contractual risk by adopt- ing this pilot process. Government shore infrastructure could be either reduced or redeployed to other support activities.
I S 0 9000, WHAT IS IT? There is evidence that quality systems were in existence in medieval times and earlier. Generally, they began as a way to obtain quality assurance in the pro- curement of military equipment. Nothing is worse than experiencing a product quality failure just when someone is trying to kill you. This necessity for quality led the DoD to develop the MIL-Q-9858 series, the immediate predecessor to IS0 9000. In 1956 the DoD developed the MIL-Q-9858 and in 1968 released its successor, MIL-Q-9858A.
IS0 9001 is the superset of the three contractual documents that are part of the International Standards addressing quality systems. IS0 9001 is the model
NAVAL ENGINEERS JOURNAL May 1999 251

An IS0 9000 Pilot Pmject in Navy Ship Repair
for quality assurance that is defined by twenty generic requirements which address processes across design, de- velopment, production, installation, and servicing. IS0 9002 (Production, Installation, and Servicing) and IS0 9003 (Final Inspection and Test) are complimentary stan- dards intended for companies that utilize only a subset of the requirements of IS0 9001. It is currently under con- sideration to use only IS0 9001 and accredit organizations according to a specific subset of the twenty requirements.
A credible comparison of IS0 9001 and MIL-Q-9858A was performed by Charles H. Piersall, the chairman of the U.W. Technical Advisory Group IS0 Committee /TC- 8 (Ships & Marine Technology). In his summary, it states: rn IS09001 is a superior quality management document to
MIL-Q-9858A in the areas of design control, rnanage- ment commitment, servicing, personnel training and qualifications, and internal quality audits.
rn IS0 9001 is as good as, or better than, MIL-Q-9858A in control of non-conforming products
rn IS0 9001 requires documentation of non-conforming products. This is not a specific requirement of MIL-Q- 9858A.
rn IS0 9001 provides equal or better coverage in measur- ing and testing equipment.
rn MIL-Q-9858A is specific in its requirements for pro- cedures covering government furnished materials; IS09001 does not distinguish government materials, per se.
rn IS0 9001 requires product identification and trace-abil- ity This is not required by MIL-Q-9848.
THE IS0 MANTRA The IS0 9000 principles have fostered a kind of mantra (as illustrated in Figure 1):
A quality product or service is defined as one that meets or exceeds a customer’s needs and expectations. The IS0 principles emphasize the planning necessary to defme the customer requirements and the processes necessary for the organization to achieve an acceptable level of quality These plans are then documented into operating proce- dures. The organization communicates the procedures to everyone doing work that may affect the quahty of the product. When a company is IS0 9000 registered they have proven that they have a documented set of quality procedures, which are repeatable and provide predictable quality Being registered means that the quality processes are continuously monitored. The procedures are improved based on the monitoring feedback and lessons learned, thus transforming the company into a learning organization
The converse of the IS0 mantra is equally applicable. Lawrence Eicher paraphrased the it to be: “Find out what went wrong, . . . learn from it, . . . don’t let it happen again.”
F I G U R E 1. The I S 0 Mantra
WHAT IS A QUALITY SYSTEM? The IS0 Principles are embodied in what is known as the “Quality System.” It is a hierarchical set of buildmg blocks that begins with management responsibility and commit- ment to setting and adhering to quality principles and ob- jectives (as shown in Figure 2).
The quality policy, which is a statement of objectives that is known and understood by every employee.
Level 1: The quality manual, which documents the qual- ity system beginning with the quality policy
Level 2: All quality procedures and their associated responsibilities.
Level 3: Specific shop work instructions, includmg forms and checklists.
Quality records are formally approved and controlled documents. They are specified in the record section of each procedure and must be available for audit purposes.
These building blocks are the basis for developingan organization’s capability to successfully live the IS0 9OOO Mantra: rn The quality manual is the first tier of the quality system
and documents the “Plan What You Do” portion of the quality system.
rn The second and third tiers outline the procedures, work instructions, and forms necessary to “Do What You Plan.” The “Prove It” relates to the quality records specified throughout the quality system. These records are re quired by the quality system and apply equally to d types of contracts, whether government or commercial
258 May 1999 NAVAL ENGINEERS JOURMAL

An IS0 9000 Pilot Project in Newy Ship Repair
l l Quality Policy
I I Work Instructions I
f I G U R E 2. I S 0 9000 Quality Sy-m
rS0 9OOO WGtSTRATJON Registration is the indisputable evidence that a company’s quahty system conforms to the requirements of at least one of the IS0 9000 series standards. The power of reg- istration lies in the fact that the registration process is performed by an independent, objective third party orga- nization on the basis of a thorough audit of the company’s quality management system. Before a third party organi- zation can perform accredited IS0 9000 audits, they must be accepted by an accreditation organization. The United States is the only country whose accreditation board is not a government controlled body A branch of the Amer- ican Society for Quality Control (ASQC), the Registrar Accreditation Board (RAB), holds the accreditation pro- gram criteria for the United States. In December 1991, the RAB and the American National Standards Institute
(ANSI) formed a joint accreditation program for quality system registrars. Accredited registrars will include the logo of their accreditation board on all IS0 9OOO registra- tion certificates they issue in their accredited area. Regis- trars active in multiple countries may elect to be ac- credited by more then one governing board. In the interest of supporting the entrance of American companies into European markets, numerous European registrars have become accredited by the ANSI-RAl3 and opened offices in the United States. Lloyds Register Quality Assurance, NORSHIPCOs certifying body is such a company
NoRsHlPCO QlJALlW MANAGEMENT SYSTEM (QMS) Lloyds is the thxd party IS0 accreditation body used by Norfolk Shipbuilding and Drydock Corporation (NOR- SHIPCO). In May 1998, Lloyds performed the scheduled triennial audit of NORSHIPCO. In addition to the major re-certification, Lloyds revisits twice annually to ensure compliance. During the three previous years NOR- SHIPCO had been certified to IS0 9002, which involves production, installation and service. On this reassess- ment, NORSHIPCO elected to upgrade their system to additionally meet the IS0 9001 series standard, which involves production, installation, service, and addi t ioe, design. At the conclusion of the audit, Lloyds assessment team for certification recommended NORSHIPCO to IS0 9001. Effective 30 June, 1998, NORSHIPCO received the upgraded certification to IS0 9001.
NORSHIPCO adopted IS0 9000 practices to reduce its overall costs and time of performance, and thus become more competitive. NORSHIPCO’s stated goal is customer satisfaction through on time delivery of error free products and services, while operatmg in a safe and environmentally responsible manner. A key to this quality system is the commitment of management and all employees toward achieving their quality goals. The NORSHIPCO QMS, which was structured to meet the requirements of IS0 9002 during the period of the pilot project, is subdivided into three levels and meets those requirements:
Level l-Quality Manual Level 2-Quality Procedures (QP), Shop and depart-
mental procedures Level 3-Work Instructions, Shop Instructions (SP),
forms and checklists. NORSHIPCOs QMS is based on (1) preventing d&-
ciencies before they occur, and (2) all employees at NOR- SHIPCO having a responsibility for quality These goals are accomplished by setting up necessary checks and bal- ances throughout a process, and ensuring that personnel responsible for those tasks are trained and aware of their responsibilitics. The lead mechanics in the various trades serve as the first line of QA as they venfy the correct completion of the work assigned to their personnel, using
WAWL ENGINEERS JOURNAL May 1999 -25%

An IS0 9000 Pilot Pmiect in Navy Ship Repair
the in-process Inspection and Verification (I&V) points of the standard repair procedures. Superintendents, who are assigned the responsibility for the timely completion of several work items in the availability’s work package, ver- Iry work progression and completion. The QA department tracks completion of the work’s in-process and final I&V points. In addition, the QA department performs periodic audits and spot checks of production work.
NORSHIPCO has over one hundred procedures in place for key processes that require the use of documented work instructions to ensure requirements are understood by personnel performing the work. These processes in- clude in-process inspections during key stages of the re- pair to ensure an error free product is obtained. The in- process inspections were not required by the LSD-41 contract, but are standard NORSHIPCO key inspections they believe help reduce deficiencies.
To ensure compliance with these procedures and to assist in the continuous improvement of their system, NORSHIPCO has implemented several measures to eval- uate and monitor its system. The methods utilized are monthly shop and inter-shop quality meetings, lessons learned meetings, customer surveys and complaint re- sponses, internal audits, and semi-annual management re- view meetings. As problems are discovered, preventative actions are put in place to reduce the chance of a re- occurrence of the problem. The issue or shop is then revisited to ensure the preventive actions taken were ef- fective.
The customer survey form is sent to the customer after the ship has left the shipyard. One commercial customer (also IS0 9000 certified) provided its own form for eval- uating service providers. That feedback showed that NOR- SHIPCO had improved its performance with that particular customer over the past four years, the same time frame as NORSHIPCO’s IS0 9OOO implementation.
STANDARD SUPSHIP PRACTICE Standard SUPSHIP practice is to assign a Project Man- ager, one Quality Assurance specialist (per plant), and three ship surveyors to each ship overhaul performed in a commercial shipyard. This is in addition to the continuous presence of the Port Engineer assigned to the ship. The Project Manager is the senior representative of the local SUPSHIP He is tasked with overall governmentkontractor coordination and has specified contracting obligations. The Project Manager is the availability business manager rep- resenting the Supervisor in all customer relations. The Project Manager is required to function as both the ad- vance phnmg/execution manager and funds administrator of assigned availabilities. The ship surveyors’ responsibil- ities include evaluation of condition reports and the devel- opment of contract changes required to moddy the ori@ specification and new work specification. They provide detailed cost estimates including labor, mated and time
with all required supporting data for new work and modi- fications to origd work specifications. They evaluate progress in order to ensure timely delivq, provide the basis for equitable payments to the contractor, form the basis for future planning, and allow prompt action on prob- lems. Surveyors through surveillance ensure all facets of work performed meet government quality standards and prepare wxitten detailed discrepancy reports of instances of failure of the contractor’s assurance/inspection process. The ship surveyors assist the Project Manager by attend- ing the callout of in-process I&V points and by serving as the shipyard‘s first point of contact regaxding required technical direction. The QA specialist evaluates the con- tractors QA system and assists the surveyors and safety personnel in making safety walk-throughs of the ship and industrial area. The waterfront engineer representing the ship class planrung yard is the official point of contact for alteration technical matters; the SUPSHIP engineering staff addresses repair technical questions. A representa- tive of the SUPSHIP staff and the ship’s crew attend final checkpoint verification inspections.
Under the Phased Maintenance Program, which was initiated in the early 1980’s, the various commands rep- resented function as a team unit with the common interest of returning to the Fleet a capable asset ready to accom- plish its mission. This enhanced the pilot project imple- mentation of IS0 9000, because it is standard practice for the pilot ship availability
The current Navy system of having multiple government interests present at a contractor’s work site is an out- growth of the understandug that each of the parties with responsibility for some aspect of the upkeep of the ship may be the only advocate for a particular issue. Ship’s force has the most intimate interest in completing the overhaul with a reliable vessel capable of going in harm’s way They bring to the table their most recent experience with the equipment in question. The Port Engineer has a wide breadth of marine engineering knowledge and expe- rience with similar equipment on comparable ships. He holds the most complete corporate history for his ship.
THE PILOT PROJECT The ship selected for the pilot project was the USS Wid- bey Island (ED-41). The availability was a Cost Plus Award Fee (CPAF) Phased Maintenance Availability (PMA) from April 13, 1998 to June 25, 1998 at NOR- SHIPCO, Norfolk, Virginia. Partnership meetings were facilitated between SUPSHIP Portsmouth, COMNAVSUR- FLANT and NORSHIPCO to establish meamgful mea- sures of effectiveness and the business rules for the pilot project.
The E D 41 PMA was the first U.S. Nay repair avail- ability to be accomplished exclusively under the auspices of the IS0 9OOO quality assurance methodology Dunng the four years prior to the pilot project, NORSHIPCO had
260 May 1999 NAVAL ENGINEERS JOUANll

An IS0 9000 Pilot Pmject in Navy Ship Repair
used IS0 9002 procedures internall~ and had overlaid those with the Navy’s MIL-I-45208A (and then NAVSEA Standard Item 009-04) quality assurance requirements for all Navy availabilities. As a result of Lloyd’s Register Re- certification Audit, effective June 30, 1998, NORSHIPCO received upgraded certification to IS0 9001.
This PMA invoked the same technical references for work items that were used for previous PMA’s. Some NAVSEA standard work items were modified and some were eliminated, in keeping with the overall intent of the pilot project. The modifications were the elimination of in- process I&V points and the forwarding of multiple copies of condition reports for which no action was required. Table 1 lists the NAVSEA Standard Items that were mod- ilied for the pilot project.
Table 2 lists the standard work items which were elim- inated, but had some potential for impact on the issue of IS0 9000 implementation.
NORSHIPCO’s normal practice is to assign two or three QA specialists and a shared resource documenter to an LSD PMA. The Pilot Project more closely resembled its IS0 9000 commercial work in that only one QA specialist and the shared resource documenter were required and assigned. All SUPSHIP in-process I&V points were elim- inated. Ship’s Force witnessed in-process I&V Points, as they desired. The standard four-hour required notice was retained for final inspections (work acceptance) by SUP- SHIP. Material condition reports were forwarded to SUP- SHIP in-process only if NORSHIPCO considered the as- found condition to represent work scope reductions or work out of scope, to document level of effort work by a subcontractor, or for a technical decision. This provided the Navy decision-makers with a management by excep- tion scenario. All material condition reports were for- warded to SUPSHIP at the completion of the availability for material history purposes. In previous PMAs, Cost/ Schedule Status Reports, with an explanation of any var- iances, were forwarded to SUPSHIP every two weeks. For t h ~ s pilot, SUPSHIP eliminated one cost performance monitor, which required one report to be forwarded at the beginning of the availability to establish the baseline and one at the end to establish the as-completed condition and to support IS0 9000 initiatives. Therefore, variances were reported to the government only at the end of the availa- bility The effect of these changes was to allow the con- tractor to perform government repair work using the same administrative procedures as developed for his IS0 9000 projects for commercial work and to utilize existing third party quality assurance verification as a substitute for continuous government oversight.
In order to accurately determine the results of the pilot project, it was necessary to choose appropriate quantita- tive measures, or “metrics.” Any number of items could have been counted, graphed, listed, or otherwise ana- lyzed. It was important to select those items which (1) were quantifiable, (2) could be compared to previous
work, (3) had a direct impact on the ship’s readiness, and (4) would assist in evaluating future availabilities. In ad- dition, an overview was made of the shipyard’s IS0 9000 implementation.
The following quantifiable attributes were used as mea- sures of the effectiveness of this pilot project: H Number of redundant check points eliminated H Number of initial inspection failures H Oversight costs H Actual costs for selected work
Schedule compliance
Modified NAVSEA Standard Work Items
Number Title
009-05
Item
009-1 2
009-1 3 009-14 009-1 5 009- 1 7 009-22 009-25 009-26 009-30 009-31 009-32 009-33 009-36 009-37 009-38 009-43
009-45 009-46
009-47 009-48 009-50 009-51
009-53 009-56 009-58 009-59 009-62
009-66
009-73
009-75 009-77 009-81 009-83 009-89
009-95
009-96
Temporary Accesses; provide Welding, Fabrication, and Inspection Requirements; accomplish Meters; repair and calibrate Gages and Thermometers; repair and calibrate Rotating Machinery; balance Rotating Electrical Equipment; repair Shipboard Electric Cable; test Structural Boundary Test; accomplish Teletype Equipment; repair Boiler Sample Tubes; inspect Boiler Waterjet Cleaning; accomplish Cleaning and Painting Requirements; accomplish Rotating Electrical Equipment; rewind Controller; repair General Procedures for Woodwork; accomplish Boiler Lay-up; accomplish Light-Off Examination Support for Steam Propulsion system; provide Tapered Plug Valve; repair Butterfly Valve, Synthetic and Metal Seated; repair Gate Valve; repair Pressure Seal Bonnet Valve; repair (shop) Horizontal Swing Check Valve; repair Globe, Globe Angle, and Globe Stop Check Valve; repair Bolted Bonnet Steam Valve; repair (shop) Boiler Wet Lay-up; accomplish Pump and Driver Shaft Alignment; accomplish Organotin Antifouling Materials; control Boiler Handhole and Manhole Seats and Plates; inspect Light-Off Assessment Support for Diesel Propulsion System; provide Shipboard ElectricallElectronidFiber Optic Cable; repair Circuit breaker; repair Cofferdam Requirements; accomplish Compartment Closeout Schedule; provide Wire Rope Fitting Verification; provide Purchase and Inspection Requirements for Contractor Furnished Zinc Anodes; accomplish Mechanically Attached Fittings for Piping Systems; install Ball Valve: reDair . .
261 NAVAL ENGINEERS JOURNAL May 1999

An IS0 9ooo Pilof Pmject in Navy Ship Repair
Deleted NAVSEA Standard Work items Mrn
Number Title
009-09 Process Control Procedure (PCP); provide and accomplish
009-18 Magnetic Material; control 009-27 Material Identification and Control (MIC) for Level
I Systems; accomplish 009-60 Schedule and Associated Reports; provide 009-67 Total Ship Systems Management (TSSM)
Contractor; provide 009-71 Hydrostatic Test; accomplish 009-78 Total Ship Systems Management (TSSM)
Contractor; provide
w Post availability CASREPS w Warrantyissues
which were observed included w Progress reports were monitored for accuracy w A self-audit was monitored for effectiveness w A SUPSHIP audit was monitored w Method “A’ discrepancies were reviewed w The contractor’s internal corrective action program was
evaluated The general effectiveness of the quality system was evaluated
w Light Off Assessment (LOA) problems were evaluated In addition to the overall quality of the work completed
during the PMA, objective, quantifiable, measurements- metrics-were compared where possible. In this in- stance, the measurements chosen were: w An evaluation of the effectiveness of the shipyard’s qual-
w Reductions in inspection redundancy w Comparison of the actual cost of similar work w Schedule comphce of comparable work w CASREPS and warranty issues reflecting any NOR-
General attributes of the shipyard’s quality system
ity system
SHIPCO performance failures
RESULTS The SUPSHIP QA Department reduced its presence through a planned evaluation of previous quality data col- lected on NORSHIPCO. Based on this data and NOR- SHIPCO being certified, QA oversight was limited to a quality systems audit, eight hours a week of critical pro- cess evaluation, and offsite procedure reviews.
The LSD 41 FY98 PMA compared favorably with pre- vious PMAs performed at NORSHIPCO. There was no sigdicant difference in the overall quality of this PMA, when compared to similar evolutions. All engineering spaces were turned over to ship’s force early in accor- dance with the transfer standards previously established.
The titanium fire pump replacement and the all-electric laundry conversion were completed early The shipyard and port Engineer believe that the improved performance on the laundry installation was due to lessons leamed on a similar installation aboard USS Gunston Hull (LSD 4.4). Costs were reduced and the actual installation was im- proved. Although some minor problems arose during LOA preparations, none of the problems were the result of failed shipyard work. The availability was completed one day ahead of schedule.
This result was compatible with the Navy’s experience with the Phased Maintenance Program, which depends on the continuing partnering between SUPSHIP ports- mouth, it’s contractors, and customers. Valuable lessm learned are documented and passed freely for improved advance planning for follow-on availabilities. Costs are re- duced as a result of lessons learned being incurporated during the Advance Planrung evolution.
Table 3 reflects the industrial processes used at NOW- SHIPCO to produce an acceptable product. The totals listed in the table include all of the instances in which a given standard work item or specification is called out. Had previous SUPSHIP practice been fdlowed, SUPSHIP QA representative, SUPSHIP surveyors and NOR- SHIPCO inspectors would have observed 541 intermediate I&V points and 369 final I&V points (910 total). This was reduced to 285 NORSHIPCO-only inkmediate checks re- quired by normal shop practices and the 369 final I&V points. The 256 I&V points eliminated represents a 28 percent reduction in the company’s formal inspection re- quirements. The 256 I&V points eliminated included 97 from the base work package, 116 from NAVSEA Standard Item 009-32 (painting), and 43 from the remainder of the NAVSEA Standard Items invoked. The 541 inkmediate I&V points the Navy was not required to verify represat an inspection workload reduction of 59 percent, when in- termediate and final I&V points are combined.
To exemplify the man-hour and dollar savings associate4 with this reduction in checkpoint inspections, NOB- SHIPCO provided the following cost saving analysis.
I&V points were considered to have a value of 12 hours each, except 009-32 I&V points, which were (XFI-
sidered to have a value of 4 man-hours each.
Universe of I&V Points Total check points for base work
Total number of check points initially
Total “I” check points for previous
Number of Condition Reports Written Number of Condition Reports
285 Intermediate;
4 Intermediate; package 369 Final
rated as ”Failed“ 3 Final
practice 541 241
Forwarded to SUPSHIP 227
262 May 1999 NAVAL ENGINEERS JOllRW

An /SO 9000 Pilot Pmject in Navy Ship Repair
3.5% -
3.0% ~
2.5% -
2.0% ,
1.5% ~
1 .O%
Rationale for 12 man-hour values Direct 2 workers & 1 supervisor x 2 hrs = 6 m/h‘s
1 QA & 1 documenter x 1 hr = 2 m M s Indirect 2 workers x 2 hrs = 4m/h’s Rationale fm 4 man-hour values Direct = 2 m/h’s
= 2 m/h’s 285 I&V points were reclassified from formal I&V
points to in-process inspections, which meant NOR- SHIPCO personnel did the test only once, rather than pre- test it, then prove it in a formal checkpoint with SUPSHIP and ship’s force. On this basis the estimated savings are as follows: 4 mlh‘s x 116 I&V points from 009-32 Standard Item
12 m/h‘s x 43 I&V points from other Standard Item
12 mlh‘s x 97 I&V points from base work package =
12 m/h‘s x 285 I&V points reclassified from formal to
1 worker & 1 supervisor x 1 hr 1 QA & 1 documenter x 1 hr
= 464mMs
= 516m/h’s
1,164 m M s
in-process = 3,420 m/h’s Total = 5,564 m/h‘s Dollar savings = 5,564 x $26 = $144,664
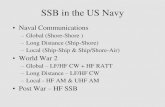
Seven of the 654 total check points (285 intermediate, 369 final) were classified as “faded” the first time they were called out. This 1.07% failure rate is lower than experienced in previous LSD-41 Class PMAs conducted at NORSHIPCO. Figure 3 illustrates the shpyard’s trend
in this area. The data shows that NORSHIPCO’s perfor- mance on this particular issue is transparent to the pres- ence of Navy inspectors. The shipyard‘s internal proce- dures continued to reduce the error rate. Ship’s force commented that NORSHIPCO policed themselves quite well.
One of the metrics that was assumed would be visible was the number of “No Action Required” condition re- ports which would not be forwarded to the Navy during the period of performance. Every condition report is nor- mally required by contract to have SUPSHIP evaluation concurrence or action, whether it results in a transmittal for repairs or no action required. Table 3 shows that only 14 of the condition reports were of that type. The reason for the decrease in condition reports is because all “for info only” reports for this pilot program, were not re- viewed by SUPSHIE!
In attemptmg to create an “apples-to-apples” compari- son with previous PMAs, it was reahzed that statistics which relied on the number of valves overhauled, the num- ber of feet of weld material laid down, or the like, would be meaningless because each PMA has a different mix of work. It was decided that repeated class alterations would provide the best comparison. Unfortunately, only three such comparisons were available. Tables 4, 5, and 6 illus- trate that comparison. For these tables, the lire pump replacement had previously been performed on USS Ibr- tuga (LSD 46). The HP air compressor work and the All-
4 0%
i + NORSHIPCO Initial Inspection Failures LSD 41 Class PMA
1 0.5%
0.0% 4 Aug-95 Nov-95 Feb96 k y - 9 6 Aug-96 Nov-96 Feb97 k y - 9 7 Aug-97 Nw-97 Feb-98 May-98 Aug-98 Nov-98
PMACompletion Date
F I G U R E 3. PMA Completion Date
NAVAL E N G I N E E R S JOURNAL May 1999 263

An IS0 9OOO Pilof Pmjecf in Navy Ship Repair
Electric Laundry installation were performed on USS Gzrnstm Hall (LSD 44)
Table 4 compares the initial checkpoint failures experi- enced in the implementation of these three alterations. As can be seen, there is no sigmficant difference between the shipyard’s past performance and its most recent work. The alterations were completed on LSD 41 with equal, or fewer, initial checkpoint failures. However, due to the small number of data points, no trend can be declared.
Costs charged to the alterations for comparable work are listed in Table 5, the only exception being the HP air compressor work. The HP air compressor work com- pleted on LSD 44 included removal, re-installation, an access cut, and crating and shipping in support of a sub- contractor. A sub-contractor completed most of thls work in LSD 41. The line item was included in Table 6 for continuity The total line item cost for the fire pump re- placement in LSD 41 was actually $26,375 greater than listed above, but included overhauling the equipment’s electrical controller. The value given in Table 6 represents analogous work scope. A likely cause for part of the cost reduction in the All Electric Laundry is the Lessons Learned meetings held by NORSHIPCO following comple- tion of the LSD 44 PMA (a tenant of Phased Maintenance contracts). The cost reduction in this item, shown above, is consistent with the reduction in execution time, shown in Table 6. When consistent scopes of work are compared, the total cost incurred for LSD 41 for these items is 11.2 percent lower than the composite USS Twtuga-USS Gun- stun Hall costs.
Although some differences in schedule compliance can be seen in Table 6, no s iwcan t variation can be attrib- uted to different inspection practices. The durations listed are measured from job start to final test and include any inherent schedule float. The LSD 41 production work on the fire pump replacement was completed early, but job completion could not be declared until the satisfactory completion of the operational test on sea tnals. The All Electric Laundry installation shows the greatest change in execution time. However, the Lessons Learned meetings which followed that installation aboard LSD 44 may be the greatest cause of the duration reduction. The most that might be derived from Table 6 is that NORSHIPCO has successfully used previous encounters with work packages to plan and execute repeated work. This is consistent with
Initial Checkpoint Failures
Alt I AER Previous
Ship L S M
Actual Cost for Selected Work
Alt I AER Previous
Ship LSD-41
Fire Pump Replacement (LSD-46) $145,734 $134817 #1 HP Air Compressor (LSD-44) $ 19,940 $ 2,270
$31 1,753 $286,632 $477.7 53 $423.7 19 -- All Electric Laundry (LSD-44)
the history of the Phased Maintenance Program. Cost is reduced as “lessons learned” are incorporated and repet- itive repairs accomplished.
Each of the LSD PMAs contracted by NORSHIPCO include a 60-day warranty period. A meaningful measure, therefore, is the number and nature of warranty issues and CASREPS that reflect NORSHIPCO work items. Ta- ble 7 lists these items.
NORSHIPCO conducted a self-audit of the shops in- volved in the LSD 41 PMA. As a result of the audit, four improvement reports were generated.
The latest revision of work item 324-80-001, “Relocate Landmg Craft Circuit Breakers,” had not been provided to the applicable shops. Welding completeness inspections were being con- ducted, but not properly documented. NAVSEA Standard Work Item 009-22 requires that megger or continuity readings be made, but no evidence existed that they had been. The Quallty Department had failed to include a provi- sion in the test and inspection plan for the identity of the calibrated test equipment. All of these deficiencies were assigned to the amroori-
ate shops and correction deadlines assigned. ThLNOR- SHIPCO Quality Department followed-up each item and determined that all actions required for the specific in- stances were completed on time. The Quality Department then scheduled follow-up audits to confirm the long-term efficacy of the corrective measures.
SUPSHIP conducted an audit of the NORSHIPCO qual- ity system during the PMA. One minor procedural change was suggested. No corrective action reports were written during this audit. Based on the overall results of this audit,
Schedule Compliance (Planned Duration I Actual Duration)
Alt I AER Ship L S M Previous
Fire Pump Replacement (LSD-46) 0 0 #1 HP Air Compressor (LSD-44) 0 0 All Electric Laundrv (LSD-44) 3 0
Fire Pump Replacement (LSD-46) 46/46 days 47/47 days #1 HP Air Compressor (LSD-44) 48/48 47/42 All Electric Laundry (LSD-44) 84/75 47/47
264 May 1999 NAVAL ENGINEERS JOURnkk

An IS0 9000 Pllot Pmiecf in Navy Ship Repair
Warranty and CASREP Issues 2A MPDE Intercooler air side leak, as a warranty item
w 5 each tank top leaks, as a warranty item 5 each TLllBallast controls, as a warranty item
w 2 each Fuel Oil tank covers
SUPSHIP rated the effectiveness of NORSHIPCO’s qual- ity system during this period as outstanding.
Reports and other paperwork fall into two primary cat- egories-(1) historical data, and (2) management decision aids. Historical data is needed to provide baselines for similar future work and to idenm and isolate equipment performance trends. Some historical records are essen- tial, such as the records required in the event of a Request for Equitable Adjustment by a shipyard. However, the col- lection of historical data should not get in the way of cur- rent operations. Management decision aids are those in- formation sources and systems that allow project w a g e r s to make real-time decisions regarding the im- mediate, tactical, course of a project. Reports and other paperw6rk that are not required for management decisions add no value to the overhaul currently in progress. SUP- SHIP believes that this pilot reduced these to a minimum.
In a related vein, the approval process that converted adverse condition reports into authorized work items was streamlined and expedited. The Port Engineer and SUP- SHIP Project Manager communicated with each other on a more real-time basis, and maintenance items were as- signed to the appropriate party, avoidmg unnecessary de- lays. The Port Engineer was more involved in the day-to- day operation of the PMA, checking on the progress of jobs and assisting ship’s force in accepting completed work. This new role kept the Port Engineer quite busy A Port Engineer with responsibility for a second ship, es- pecially a second ship that is approaching a deployment, may not be able to properly focus on the needs of both vessels. The SUPSHIP Project Manager also found him- self onboard ship more than in past availabilities and in greater daily contact with the NORSHIPCO estimator.
Because of the reduction in SUPSHIP waterfront per- sonnel (2 fewer surveyors, 2 fewer QA specialists), 220 man-days of SUPSHIP assets were saved on this PMA. This figure does not include potential weekend work as- signments.
Following contract completion, a Lessons Learned Con- ference was held aboard ship. Attendees included repre- sentatives of COMNAVSURFLANT, ship’s force, SUP- SHIP Portsmouth, Virginia, NORSHIPCO, the Port Engineer, and American Management Systems, as the fa- cilitator. The consensus of all parties was that the ship had fared very well in the pilot project. The work was completed on time, with satisfactory quality
Ship’s force and SUPSHIP remarked that additional training is required for ship’s force personnel regarding the IS0 9000 QA process to enable them to fulfill all their obligations. The Commanding Officer saw no apparent in- crease in his crew’s workload, even though they were more heavily involved in work acceptance. Ship’s force’s awareness of their revised QA role, did however, result in greater pride of ownership and a greater fee@ of control over their own destiny. NORSHIPCO personnel com- mented that the revised shipyardship interhce worked well. Contractor or SUPSHIP personnel can provide this training.
Several parties commented favorably on the increased role of the Port Engineer, who was far more involved in the actual execution of PMA work than previously The COMNAVSURFLANT representative expressed the con- cern that a Port Engineer engaged in a PMA as fully as was the LSD 41’s may not be able to adequately support a second or third ship, if such were assigned. The SUP- SHIP Project Manager also spent more time aboard ship than in previous PMAs, stating that he became more conscious of day-to-day deckplate issues in this PMA. He used his assistants as occasional substitutes when he was called away from the project site and remarked that a clerk would have been an inadequate substitute for the trained surveyor. The SUPSHIP Project Manager agreed that in- stitutionalizing the IS0 9000 process would be good for the government. The Port Engineer and the SUPSHIP Project Manager agreed that less “No Action Required” paperwork was an improvement.
The Port Engineer observed a greater awareness of QA by shipyard personnel in this PMA than he had in the past. A statement was made that the overall performance of the shipyard mechanics seemed to improve because of their increased involvement in the total repair process.
ROLE OF THE PORT ENGINEER The role of the Port Engineer was changed in this pilot project. The realignment of SUPSHIP and shipyard roles placed more responsibility on the Port Engineer. This, in turn, kept him more in tune with the daily progress of work. Greater daily contact with the work also allowed him better control of the availability in general and allowed more direct interface between himself and ship’s force. The Commandmg Officer remarked that the pilot project was by far the best of the seven availabilities he had ex- perienced. The direct interface between the ship, the Port Engineer, and the shipyard played a large role in this suc- cess. The pilot project reduced the amount of paperwork the Port Engineer handled each day This change allowed for a greater involvement with individual shipyard super- intendents, often allowing for much-accelerated turna- rounds on work authorizations and job changes. Many times these changes and authorizations were handled right
NAVAL ENGINEERS JOURNAL May 1999 285

An IS0 9000 Pilol Projecl in Navy Ship Repair
on the deckplates. While benefiting the overall execution of the pilot project, the effect on his off-site duties remains to be measured. If the Port Engineer becomes a more central participant in repair execution management, strong consideration must be given to changing the current as- signment poky from two ships to one ship per Port En- gineer.
CONCLUSIONS The reduced number of government call-outs resulted in shipyard manpower reductions and a streamhung of the work between the steps in a repair sequence. Man-hour savings and dollar savings for these call-outs were previ- ously documented. This resulted in a cost reduction to the government.
The IS0 9OOO Pilot Project highlighted several reports that can be eliminated or modified. These items include ”No Action Required” condition reports and cost/perfor- mame reports that do not contain meaningful data, data that could aid in management decisions. A condition report stating “No Action Required” becomes a matter of histor- ical interest only, addmg no value to the current availability. The time spent reviewing such a report would be better used in dealmg with current issues nee- attention. Re- h t t i n g progress reports, on a weekly basis, so they conform to a particular template is a waste of clerical and management time. NORSHIPCO showed that it could sim- ply provide the data in the format needed by the ship, and thus eliminate one step in the process. The current hrmat of the standard bi-weekly costlperformance report fails to provide information at a low enough level to allow decision makers to isolate cause and eftect relationships. It also provides insuflicient infomation to i&n@ trends or de- termine if the trends identified are within acceptable bounds. Reducing this report to two total submissions, a baseline and a final report, eliminated the effort required to create the interim reports and the time spent readmg them.
Table 8 is a SUPSHIP waterfront manpower estimate for Atlantic Fleet LSD type ships, if all were to undergo IS0 9OOo-compIiant maintenanc e availabilities.
These figures are based on 14-week PMAs and 17- week DPMAs, as shown in the current COMNAVSUR- FLANT maintenance schedule. Five-day work weeks are assumed. The numbers do not reflect SUPSHIP planning, engineering, or contracting efforts.
These direct cost Navy personnel are not the primary means by which costs can be reduced. When a shipyard implements a system of metrics which directly measure the cost of product non-conhnnance and a management plan which takes corrective action based on those metrics, that shipyard will gain the most from its implementation of IS0 9000. One of the goals of IS0 9OOO is the correction of process flaws. Correcting process flaws reduces costs, which can be passed to customers as reduced prices.
The administrative atmosphere of the IS0 9000 Pilot Project differed from previous maintenance periods in two areas. First was the reduction in paperwork which was either redundant, or added nothing to the decision making process. This streamlined the administrative efforts that are a part of any maintenance action. Second was the increased empowerment of the shipyard work force in car- rying out their responsibilities. Mechanics, line supervi- sors, and ship superintendents simply carried out their responsibilities to achieve the desired outcome. Less time and effort was spent in the administrative steps of the total repair process. This appeared to increase the cooperative spirit required for any successful undertalung. The Port Engineer observed that the NORSHIPCO work force had a strong awareness of its role in the QA process. In pre- vious PMAs, the surveyors and QA specialists acted as the government’s interface to the shipyard for work accep- tance and the individual mechanic was isolated from the actual work acceptance. In this availability, NORSHIPCO QA inspector and ship’s force performed the work accep- tance function. As a result, ship’s force had a greater influence on the future condition of their equipment; there was a greater pride of ownership by ship’s force.
This pilot was a success by all measures. The results strongly suggest that all phased maintenance availabilities and any cost contract repairs in IS0 9000 certified ship- yards would not increase quality risk or contractual risk by adopting this pilot process. Government shore infra-
~~ ~ ~ ~ ~ ~ - ~ - ~ - ~
Waterfront Manpower Estimate -ng scheduled
OpWdOMI Reinainlng Personnel per Remaining Personnel per Fewer SUPSHIP Fewer SUPSHIP ktal On-Site
Reduction SMP ybw WAS FMA DPMAs DPMA (Mandays)
LSD 37 7 3 4 1 4 1,180 LSD 41 8 3 4 1 4 1,180 LSD 44 26 8 4 4 4 3,600 LSD 46 27 9 4 4 4 3,880 LSD 48 29 9 4 5 4 4,220 LSD 50 32 10 4 6 4 4,840 LSD 51 33 11 4 5 4 4,780 -1 23,680
266 May 1999 NAVAL ENGINEERS JOURNAL

An IS0 9000 Pilat Ptvjed in Navy Ship Repair
structure could be either reduced or redeployed to other support activities.
Records kept by the shipyard as part of its IS0 9OOO documentation become a useful tool in the determination of “Best Value” contract awards. A notice that the Navy has a preference for doing business by this means would encourage more shipyards to become IS0 9OOO certified. Creating an industry/govement IPT to explore the spe- cific metrics to be included in such best value contract awards would insure that both parties’ concerns are ad- dressed and would help optimize the entire I s 0 9ooo process.
The role of the Port Engineer should be carefully ex- amined if this pilot is adopted as poky Changing the current notional mix of two ships per Port Engineer to one Port Engineer per ship must be considered. It can be argued that allowing the best qualified and most experi- enced maintenance manager to have the time to provide both depth and quahty of maintenance management for a slngle assigned ship has the potential for the greatest re- turn on investment in today’s reduced budget environ- ment. Accountability and responsibility of ship mainte- nance would also be streamlined.
A single IS0 90oO PMA will not necessarily reflect all of those potential cost reductions, in that some of the cost reductions wdl affect the shipyard’s downstream overhead costs, which is a secondary effect. In order to get a true cost indication of the IS0 9OOO initiative, a series of ROHs (Fixed Price) and PMAs (CPAF) should be accomphshed to determine overall cost savings to the Government. .)
BIBLIOGRAPHY An Analysis of Executing IS0 9000 Series (International Stan-
dard for Quality Management); Charles H. Piersall Jr., Chair- man IS0iTC8 (ships and Marine Technology)
International Standards Organization, Technical Committee 8 Newsletter
IS0 Standurds Compendium; IS0 9000 Quality Management, Sixth edition
“IS0 9000; Motivating the People, Mastering the Process, Achieving Registration!”; David Stevenson Huyink, Craig Westover
The IS0 9000 Answer Book; Rob Kanter The IS0 9000 Book, A Global Cmpet i tds Guide to Compliance
& CertrJication, Second edition; John T. Rabbitt, Peter A. Bergh
IS0 9001 Implementation Plan, Lewis Research Center IS0 Lessons Learned, NASA Lewis Research Center ISO-9000
Implementation
Technical Contact Frank Greco, Curator: Burce Bream (Internet) Roadmap br Quality in the 21st Century; The Govemment &
Standards & C d c a t i o n ; Standards E A. Q. , American Society
“What is IS0 9OOO and Why Should I Care?”; ABS Quality Eval-
Industry Quality Liaison Panel Web site
for Quality Web site
uations, Inc. “In defence of the standard.” Lbyd’s Register Quallty (LRQ)
Review (November 1993)
tober 1998)
tor)
IS0 9OOO pilot Project USS Whidbey Island Final Report (Oc-
The IS0 9OOO Hancibock, Third Edition, Robert W peach (edi-
Acknowledgements The teamwork and cooperation of SUPSHIP Elbrtsmmth and NORSHIPCO made this pilot program meamgfd and substantive. Their work on this pilot illustrates the posi- tive benefits that can be derived from government and industry partnership as the Navy strives to reduce costs while preserving the highest quality support to our men and women in uniform.
lim lbdd is a Senior Principal at American Mamgmmt Systems, Inc. and program manager for the Port Engineer program that sacppmki SURFLANT and SURFPAC. Mt: Todd graduated from the United States Mrchant Marine Academy at Kings Ilbint, graduating with a B.S. in marine engineering and from the Naml Postgraduate School at Monterq with an M.S. in mechanical engineering and an engineer‘s degree in mechanical enginem.ng. After sailing as a licensed marine engineer for a few years, Mt: Todd entered the US Navy as an Enginewing hty ofim MK Todd comNted a 22 year N a y career with a mix sf maintenance and acqmiitbn tours and retired at the rank of captain as the Program Mmuyrer for Auxiliary and wial Mission ships. Prior to his current position, Mt: Todd worked at a private shipyard in mrhs exenctive assignments. He has authored several on ship maintenance and is a h g time member ojASNE. Alan K. Cidean works Jbr Resolution M-t Consarl- tants Im., zvhere he addresses cost and schedule issues for future, on-gotng, and collrpIeted proj+cts. Mt: Gideon is a former Navy Engineering Duty o@m In that capacity, he completed assignments in NAVSEA’s Preliminary Ship Design Branch, Desigm Superintendent and Assistant Repair Officer* Surfhce Ships at Pearl Harbor Naml ShrpYard, ON: sf the Sixth Fleet Ship Repair Detachment in Bahrain, and OIC ojSUPSHIP New Orleuns’ detachment in Morgan City, Louisiana. Mt: Gideon graduated from the University of Nau Mexico, With a 3 S in mechanical engineering, and frmn MIT with an MS in naml architecture and marine engineering and an engineer‘s degree in ocean enginewing. He is a registered mechanical enginem
NAVAL ENGINEERS JOURNAL May 1999 267