
An investigation on microstructural and mechanical...
10
An investigation on microstructural and mechanical properties of solid mould investment casting of AZ91D magnesium alloy S. Lun Sin, D. Dubé ⁎ , R. Tremblay Department of Mining, Metallurgical and Materials Engineering, Université Laval, Quebec, Qc, Canada G1K 7P4 ARTICLE DATA ABSTRACT Article history: Received 1 February 2007 Accepted 24 April 2007 In this work, AZ91D magnesium alloy was cast in solid plaster mould using vacuum assistance. The influence of process parameters and wall thickness on the microstructure and tensile properties of cast specimens was studied. Within the range of experimental parameters, it was found that casting and mould preheating temperatures have minor influence on mechanical properties. However, gating design proved to affect the microstructure and tensile properties of cast specimens. Compared to bottom filling, top filling led to casting defects that seriously impaired the mechanical properties. Generally, tensile properties increased with a decrease of section thickness, this improvement being explained by a reduction of dendrite arms spacing and grain size. Finally, the mechanical properties of solid mould investment cast specimens were compared with those obtained by foamed plaster casting, sand casting, permanent mould casting and die-casting. © 2007 Elsevier Inc. All rights reserved. Keywords: Investment casting AZ91D alloy Microstructure Tensile properties Casting defects 1. Introduction Investment casting methods are used for the production of short series of premium quality components having complex shapes and thin walls [1–3]. They are also useful for the fabrication of prototypes, particularly in high-pressure die- casting of magnesium alloys where smooth surface finish and near-net-shape are essential [4,5]. It is recognised that the mechanical properties of cast alloys depend on their microstructure: grain size and texture, secondary phases and porosity. However, there is little information about the influence of casting parameters on microstructure and mechanical properties of investment cast magnesium alloys [6–9]. Idris and Clegg [8,9] have studied the influence of invest- ment casting process variables on mechanical properties of magnesium alloys cast into an alumino-silicate mould. However, no clear relationship between solidification condi- tions, microstructure and strength was established. Kim et al. [10] observed a decrease of the grain size and an increase in the hardness and the ultimate tensile strength with a decrease of the mould temperature. They also found that any casting temperature variation on the interval of temperature con- sidered (650–710 °C) produced little variation on the hardness. In the case of conventional solid mould investment casting, Davenport and Orton [11] have studied the mechanical properties of investment cast AZ63 and AZ92 magnesium alloys, in the as-cast state. Their properties were similar to those obtained by sand casting, for specimens having comparable solidification time. A decrease in the casting temperature led to better tensile properties. Herrick [6] and Pellegrini [12] studied the mechanical properties of Mg–Al- and Mg–Zr-based alloys respectively. In particular, Herrick [6] reported that mould temperature (from 20 to 340 °C) and casting temperature (from 670 to 740 °C) as well as section thickness (from 1.6 to 12.7 mm) had minor influence on the average grain size. However, increasing the investment mould temperature from 20 to 340 °C or the pouring temperature from 670 to 740 °C proved to have a deteriorating influence on the average mechanical properties of all alloys and tempers investigated. The negative influence of mould and pouring temperatures was attributed to the presence in varying MATERIALS CHARACTERIZATION 59 (2008) 178 – 187 ⁎ Corresponding author. Tel.: +1 418 656 3533; fax: +1 418 656 5343. E-mail address: [email protected] (D. Dubé). 1044-5803/$ – see front matter © 2007 Elsevier Inc. All rights reserved. doi:10.1016/j.matchar.2007.04.026
Transcript of An investigation on microstructural and mechanical...
M A T E R I A L S C H A R A C T E R I Z A T I O N 5 9 ( 2 0 0 8 ) 1 7 8 – 1 8 7
An investigation on microstructural and mechanical propertiesof solid mould investment casting of AZ91D magnesium alloy
S. Lun Sin, D. Dubé⁎, R. TremblayDepartment of Mining, Metallurgical and Materials Engineering, Université Laval, Quebec, Qc, Canada G1K 7P4
A R T I C L E D A T A
⁎ Corresponding author. Tel.: +1 418 656 3533;E-mail address: [email protected]
1044-5803/$ – see front matter © 2007 Elsevidoi:10.1016/j.matchar.2007.04.026
A B S T R A C T
Article history:Received 1 February 2007Accepted 24 April 2007
In this work, AZ91D magnesium alloy was cast in solid plaster mould using vacuumassistance. The influence of process parameters and wall thickness on the microstructureand tensile properties of cast specimens was studied. Within the range of experimentalparameters, it was found that casting and mould preheating temperatures have minorinfluence on mechanical properties. However, gating design proved to affect themicrostructure and tensile properties of cast specimens. Compared to bottom filling, topfilling led to casting defects that seriously impaired the mechanical properties. Generally,tensile properties increased with a decrease of section thickness, this improvement beingexplained by a reduction of dendrite arms spacing and grain size. Finally, the mechanicalproperties of solidmould investment cast specimenswere comparedwith those obtained byfoamed plaster casting, sand casting, permanent mould casting and die-casting.
© 2007 Elsevier Inc. All rights reserved.
Keywords:Investment castingAZ91D alloyMicrostructureTensile propertiesCasting defects
1. Introduction
Investment casting methods are used for the production ofshort series of premium quality components having complexshapes and thin walls [1–3]. They are also useful for thefabrication of prototypes, particularly in high-pressure die-casting of magnesium alloys where smooth surface finish andnear-net-shape are essential [4,5].
It is recognised that the mechanical properties of castalloys depend on their microstructure: grain size and texture,secondary phases and porosity. However, there is littleinformation about the influence of casting parameters onmicrostructure and mechanical properties of investment castmagnesium alloys [6–9].
Idris and Clegg [8,9] have studied the influence of invest-ment casting process variables on mechanical properties ofmagnesium alloys cast into an alumino-silicate mould.However, no clear relationship between solidification condi-tions, microstructure and strength was established. Kim et al.[10] observed a decrease of the grain size and an increase inthe hardness and the ultimate tensile strengthwith a decrease
fax: +1 418 656 5343.al.ca (D. Dubé).
er Inc. All rights reserved
of the mould temperature. They also found that any castingtemperature variation on the interval of temperature con-sidered (650–710 °C) produced little variation on the hardness.In the case of conventional solid mould investment casting,Davenport and Orton [11] have studied the mechanicalproperties of investment cast AZ63 and AZ92 magnesiumalloys, in the as-cast state. Their properties were similar tothose obtained by sand casting, for specimens havingcomparable solidification time. A decrease in the castingtemperature led to better tensile properties. Herrick [6] andPellegrini [12] studied themechanical properties ofMg–Al- andMg–Zr-based alloys respectively. In particular, Herrick [6]reported that mould temperature (from 20 to 340 °C) andcasting temperature (from 670 to 740 °C) as well as sectionthickness (from 1.6 to 12.7 mm) had minor influence on theaverage grain size. However, increasing the investmentmouldtemperature from 20 to 340 °C or the pouring temperaturefrom 670 to 740 °C proved to have a deteriorating influence onthe average mechanical properties of all alloys and tempersinvestigated. The negative influence of mould and pouringtemperatures was attributed to the presence in varying
.
179M A T E R I A L S C H A R A C T E R I Z A T I O N 5 9 ( 2 0 0 8 ) 1 7 8 – 1 8 7
quantity of undissolved phases after heat treatment. In thecase of Mg–Al-based alloys, Herrick [6] found that the tensileproperties were comparable to those obtained by sand castingmethods. Among all the alloys studied, the combination ofstrength, ductility and castability was found to be best forAZ91C alloy [6,13].
Previous papers have presented the results of a study aboutthe influence of process andmould parameters on the fluidity,surface finish and reactivity of magnesium alloys produced byusing vacuum-assisted plaster mould investment casting[14,15]. In the presentwork, the influence of casting conditionson microstructure and mechanical properties of AZ91Dmagnesium alloy cast was examined. The following experi-mental parameters were studied: gating design, thickness ofcast specimen, casting temperature and mould preheatingtemperature.
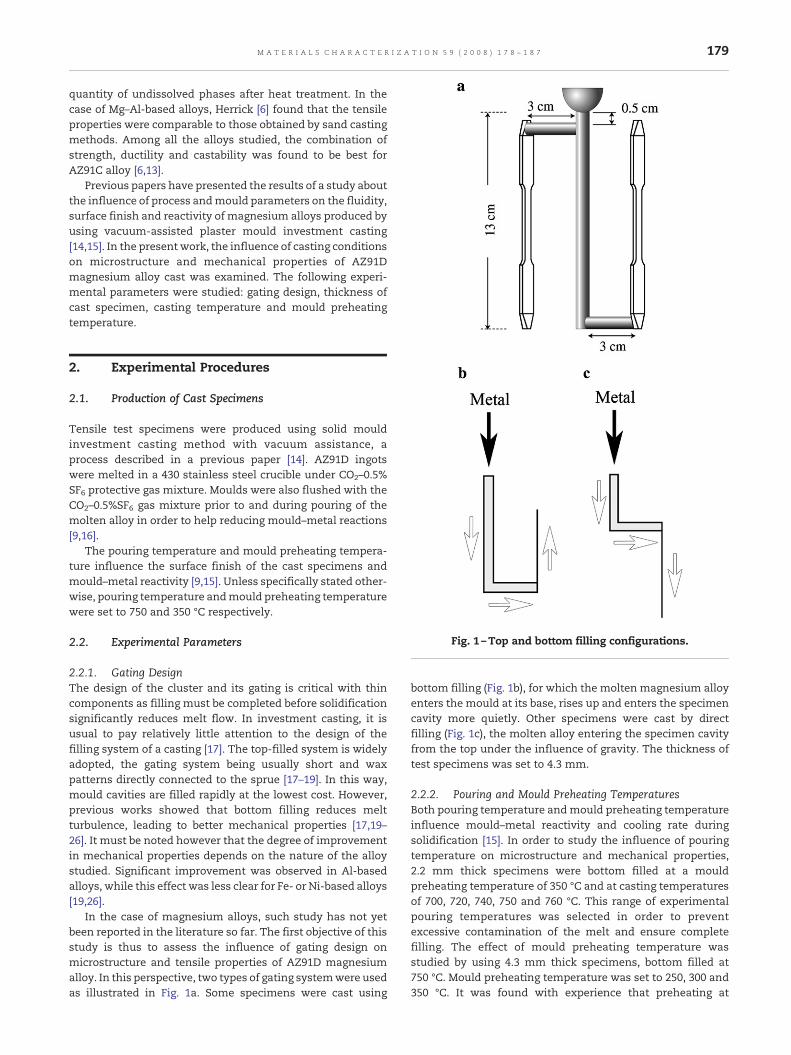
Fig. 1 –Top and bottom filling configurations.
2. Experimental Procedures
2.1. Production of Cast Specimens
Tensile test specimens were produced using solid mouldinvestment casting method with vacuum assistance, aprocess described in a previous paper [14]. AZ91D ingotswere melted in a 430 stainless steel crucible under CO2–0.5%SF6 protective gas mixture. Moulds were also flushed with theCO2–0.5%SF6 gas mixture prior to and during pouring of themolten alloy in order to help reducing mould–metal reactions[9,16].
The pouring temperature and mould preheating tempera-ture influence the surface finish of the cast specimens andmould–metal reactivity [9,15]. Unless specifically stated other-wise, pouring temperature andmould preheating temperaturewere set to 750 and 350 °C respectively.
2.2. Experimental Parameters
2.2.1. Gating DesignThe design of the cluster and its gating is critical with thincomponents as filling must be completed before solidificationsignificantly reduces melt flow. In investment casting, it isusual to pay relatively little attention to the design of thefilling system of a casting [17]. The top-filled system is widelyadopted, the gating system being usually short and waxpatterns directly connected to the sprue [17–19]. In this way,mould cavities are filled rapidly at the lowest cost. However,previous works showed that bottom filling reduces meltturbulence, leading to better mechanical properties [17,19–26]. It must be noted however that the degree of improvementin mechanical properties depends on the nature of the alloystudied. Significant improvement was observed in Al-basedalloys, while this effect was less clear for Fe- or Ni-based alloys[19,26].
In the case of magnesium alloys, such study has not yetbeen reported in the literature so far. The first objective of thisstudy is thus to assess the influence of gating design onmicrostructure and tensile properties of AZ91D magnesiumalloy. In this perspective, two types of gating systemwere usedas illustrated in Fig. 1a. Some specimens were cast using
bottom filling (Fig. 1b), for which the molten magnesium alloyenters the mould at its base, rises up and enters the specimencavity more quietly. Other specimens were cast by directfilling (Fig. 1c), the molten alloy entering the specimen cavityfrom the top under the influence of gravity. The thickness oftest specimens was set to 4.3 mm.
2.2.2. Pouring and Mould Preheating TemperaturesBoth pouring temperature andmould preheating temperatureinfluence mould–metal reactivity and cooling rate duringsolidification [15]. In order to study the influence of pouringtemperature on microstructure and mechanical properties,2.2 mm thick specimens were bottom filled at a mouldpreheating temperature of 350 °C and at casting temperaturesof 700, 720, 740, 750 and 760 °C. This range of experimentalpouring temperatures was selected in order to preventexcessive contamination of the melt and ensure completefilling. The effect of mould preheating temperature wasstudied by using 4.3 mm thick specimens, bottom filled at750 °C. Mould preheating temperature was set to 250, 300 and350 °C. It was found with experience that preheating at

Fig. 2 – (a) Opticalmicrograph of solidmould cast AZ91D alloy;(b) detailed view of the lamellar structure (1) and Mg17Al12phase (2).
180 M A T E R I A L S C H A R A C T E R I Z A T I O N 5 9 ( 2 0 0 8 ) 1 7 8 – 1 8 7
temperature higher than 350 °C was detrimental to surfacefinish [15].
2.2.3. Thickness of Cast SpecimensDuring solidification, the cooling rate of cast specimens andtheir microstructure are influenced by wall thickness [27]. Inthis series of experiments, the influence of section thicknesson microstructure and mechanical properties of cast speci-mens was investigated using both bottom and top filling. Thethickness of specimens was set to 1.0, 1.3, 1.6, 2.2, 3.2 and4.3 mm for top filling and to 1.6, 2.2, 3.2 and 4.3 mm for bottomfilling. It was not possible to completely fill tensile specimensthinner than 1.3 mm using bottom filling, within the range ofexperimental casting parameters tested during this study.However, the surface filled was sufficiently large to be able toobserve the microstructure and make porosity measurementson these specimens.
2.3. Microstructural Studies
Selected specimens were mechanically polished throughsuccessively finer grits of silicon carbide papers (down to gritsize 1200) and diamond polishing suspension (particle sizedown to 0.1 μm). Polished specimens were etched with aceticglycol to reveal the general microstructure [28]. A differentetchant was used to reveal the granular structure [29].Specimens were examined by optical (OM) and scanningelectron microscopy (SEM). Grain size was measured accord-ing to ASTM E112 [30].
Solidification time was estimated by measuring thesecondary dendrite arm spacing (SDAS), using the followingrelation obtained for AZ91Dmagnesium alloy solidified undervarious conditions [31]:
k ¼ 35:5s�0:31 ð1Þ
where λ (μm) is the secondary arm spacing and τ (K s−1) is thecooling rate during solidification. Measurements of SDASweremade at a minimum of ten different locations on dendritesrevealing at least four secondary arms. Solidification time wascalculated considering a liquidus of 595 °C and a non-equilibrium solidus of 425 °C, i.e., a liquidus–solidus intervalof 170 °C [32].
The porosity of tensile specimens was evaluated by usingdensity measurements in distilled water (Archimede'smethod) and calculated using the following relation:
% porosity ¼ 100� Dt � Da
Dað2Þ
where Da is the actual density of the specimen and Dt is thetheoretical density of the alloy, taken as 1.81 g cm−3 for AZ91Dmagnesium alloys [32]. Aminimumof three tensile specimenswere used for these measurements.
2.4. Evaluation of Tensile Properties and Fractography
Tensile strength was evaluated with as-cast sub-size speci-mens of rectangular cross-sections having a width of 6.0 mmand a 25.0 mm gage length. Tensile tests were carried out at adeformation rate of 0.003 s−1, according to ASTM B557M [33].The ultimate tensile strength (UTS) and the total elongation
were evaluated from the stress–strain data obtained. The realelongation at break (ef) was calculated by subtracting theelastic strain (100×fracture stress/elastic modulus) from thetotal elongation, according to ASTM B557M [33]. The tensileyield strength at 0.2% offset (YS) was calculated using anominal elastic modulus (E) value of 45 GPa, since AZ91magnesium alloy does not exhibit a definite elastic region [34–38].
The fracture surfaces of selected tensile test specimenswere examined using a scanning electron microscope,equipped with an energy dispersive X-ray analyser (EDS). Allspecimens were coated with a thin layer of Au–Pd to preventcharging.
3. Results and Discussion
3.1. General Microstructure of Cast Specimens
Fig. 2 shows themicrostructure of a 1 mm thick specimen castat 750 °C in a mould preheated at 300 °C, revealingmicroconstituents typically found in specimens during thisstudy. Primary equiaxed dendrites of α-magnesium are visible(Fig. 2a). At higher magnification (Fig. 2b), a lamellar structureconsisting of alternate β-phase (Mg17Al12) and α-magnesiumsolid solution is detected along with large intermetallic β-
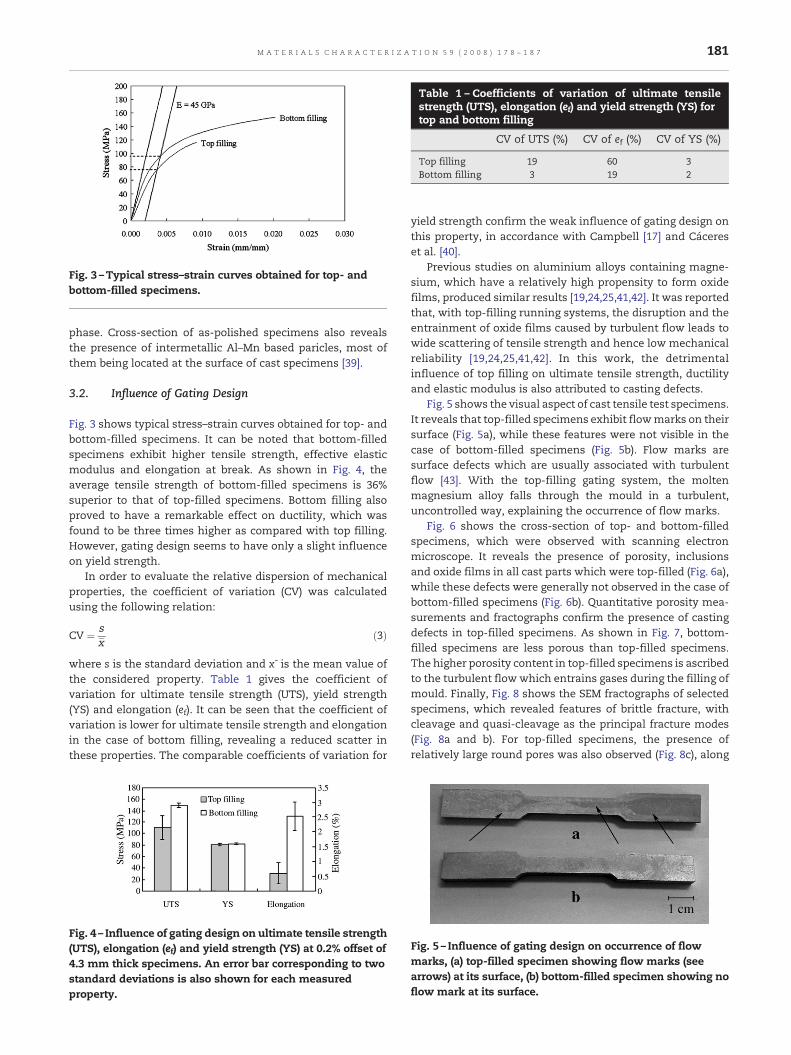
Table 1 – Coefficients of variation of ultimate tensilestrength (UTS), elongation (ef) and yield strength (YS) fortop and bottom filling
CV of UTS (%) CV of ef (%) CV of YS (%)
Top filling 19 60 3Bottom filling 3 19 2
Fig. 3 –Typical stress–strain curves obtained for top- andbottom-filled specimens.
181M A T E R I A L S C H A R A C T E R I Z A T I O N 5 9 ( 2 0 0 8 ) 1 7 8 – 1 8 7
phase. Cross-section of as-polished specimens also revealsthe presence of intermetallic Al–Mn based paricles, most ofthem being located at the surface of cast specimens [39].
3.2. Influence of Gating Design
Fig. 3 shows typical stress–strain curves obtained for top- andbottom-filled specimens. It can be noted that bottom-filledspecimens exhibit higher tensile strength, effective elasticmodulus and elongation at break. As shown in Fig. 4, theaverage tensile strength of bottom-filled specimens is 36%superior to that of top-filled specimens. Bottom filling alsoproved to have a remarkable effect on ductility, which wasfound to be three times higher as compared with top filling.However, gating design seems to have only a slight influenceon yield strength.
In order to evaluate the relative dispersion of mechanicalproperties, the coefficient of variation (CV) was calculatedusing the following relation:
CV ¼ sx̄
ð3Þ
where s is the standard deviation and x¯ is the mean value ofthe considered property. Table 1 gives the coefficient ofvariation for ultimate tensile strength (UTS), yield strength(YS) and elongation (ef). It can be seen that the coefficient ofvariation is lower for ultimate tensile strength and elongationin the case of bottom filling, revealing a reduced scatter inthese properties. The comparable coefficients of variation for
Fig. 4 – Influence of gating design on ultimate tensile strength(UTS), elongation (ef) and yield strength (YS) at 0.2% offset of4.3 mm thick specimens. An error bar corresponding to twostandard deviations is also shown for each measuredproperty.
yield strength confirm the weak influence of gating design onthis property, in accordance with Campbell [17] and Cácereset al. [40].
Previous studies on aluminium alloys containing magne-sium, which have a relatively high propensity to form oxidefilms, produced similar results [19,24,25,41,42]. It was reportedthat, with top-filling running systems, the disruption and theentrainment of oxide films caused by turbulent flow leads towide scattering of tensile strength and hence low mechanicalreliability [19,24,25,41,42]. In this work, the detrimentalinfluence of top filling on ultimate tensile strength, ductilityand elastic modulus is also attributed to casting defects.
Fig. 5 shows the visual aspect of cast tensile test specimens.It reveals that top-filled specimens exhibit flowmarks on theirsurface (Fig. 5a), while these features were not visible in thecase of bottom-filled specimens (Fig. 5b). Flow marks aresurface defects which are usually associated with turbulentflow [43]. With the top-filling gating system, the moltenmagnesium alloy falls through the mould in a turbulent,uncontrolled way, explaining the occurrence of flow marks.
Fig. 6 shows the cross-section of top- and bottom-filledspecimens, which were observed with scanning electronmicroscope. It reveals the presence of porosity, inclusionsand oxide films in all cast parts which were top-filled (Fig. 6a),while these defects were generally not observed in the case ofbottom-filled specimens (Fig. 6b). Quantitative porosity mea-surements and fractographs confirm the presence of castingdefects in top-filled specimens. As shown in Fig. 7, bottom-filled specimens are less porous than top-filled specimens.The higher porosity content in top-filled specimens is ascribedto the turbulent flow which entrains gases during the filling ofmould. Finally, Fig. 8 shows the SEM fractographs of selectedspecimens, which revealed features of brittle fracture, withcleavage and quasi-cleavage as the principal fracture modes(Fig. 8a and b). For top-filled specimens, the presence ofrelatively large round pores was also observed (Fig. 8c), along
Fig. 5 – Influence of gating design on occurrence of flowmarks, (a) top-filled specimen showing flow marks (seearrows) at its surface, (b) bottom-filled specimen showing noflow mark at its surface.
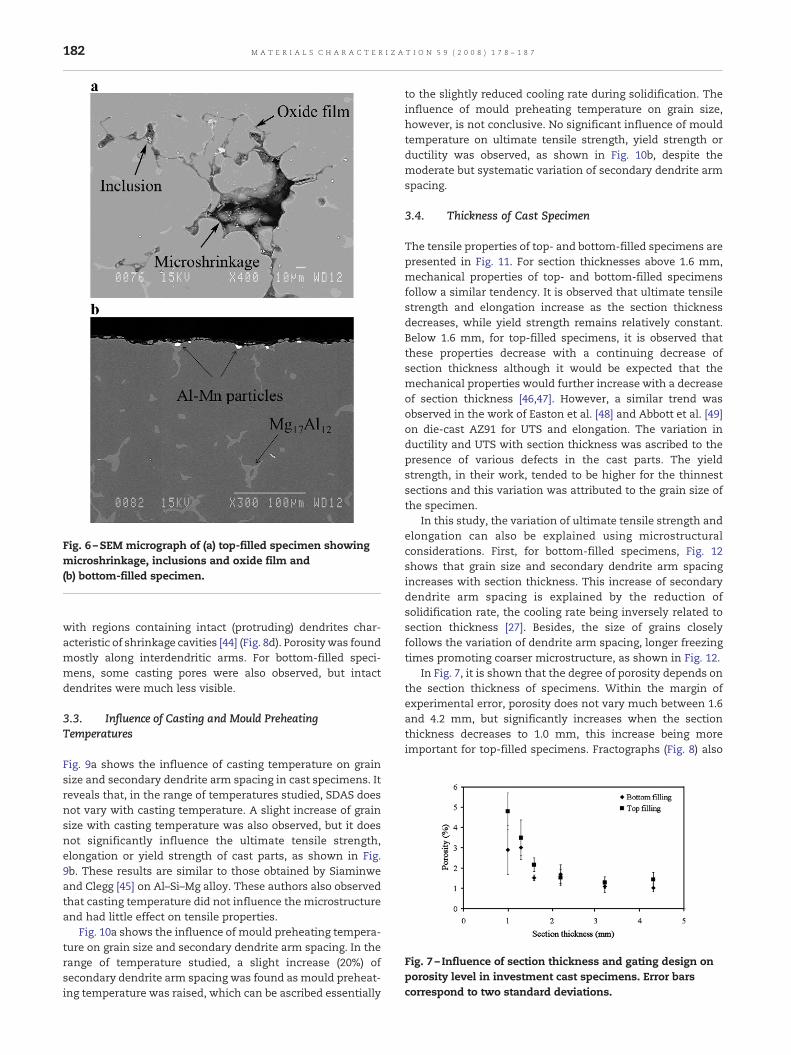
Fig. 6 –SEM micrograph of (a) top-filled specimen showingmicroshrinkage, inclusions and oxide film and(b) bottom-filled specimen.
Fig. 7 – Influence of section thickness and gating design onporosity level in investment cast specimens. Error barscorrespond to two standard deviations.
182 M A T E R I A L S C H A R A C T E R I Z A T I O N 5 9 ( 2 0 0 8 ) 1 7 8 – 1 8 7
with regions containing intact (protruding) dendrites char-acteristic of shrinkage cavities [44] (Fig. 8d). Porositywas foundmostly along interdendritic arms. For bottom-filled speci-mens, some casting pores were also observed, but intactdendrites were much less visible.
3.3. Influence of Casting and Mould PreheatingTemperatures
Fig. 9a shows the influence of casting temperature on grainsize and secondary dendrite arm spacing in cast specimens. Itreveals that, in the range of temperatures studied, SDAS doesnot vary with casting temperature. A slight increase of grainsize with casting temperature was also observed, but it doesnot significantly influence the ultimate tensile strength,elongation or yield strength of cast parts, as shown in Fig.9b. These results are similar to those obtained by Siaminweand Clegg [45] on Al–Si–Mg alloy. These authors also observedthat casting temperature did not influence the microstructureand had little effect on tensile properties.
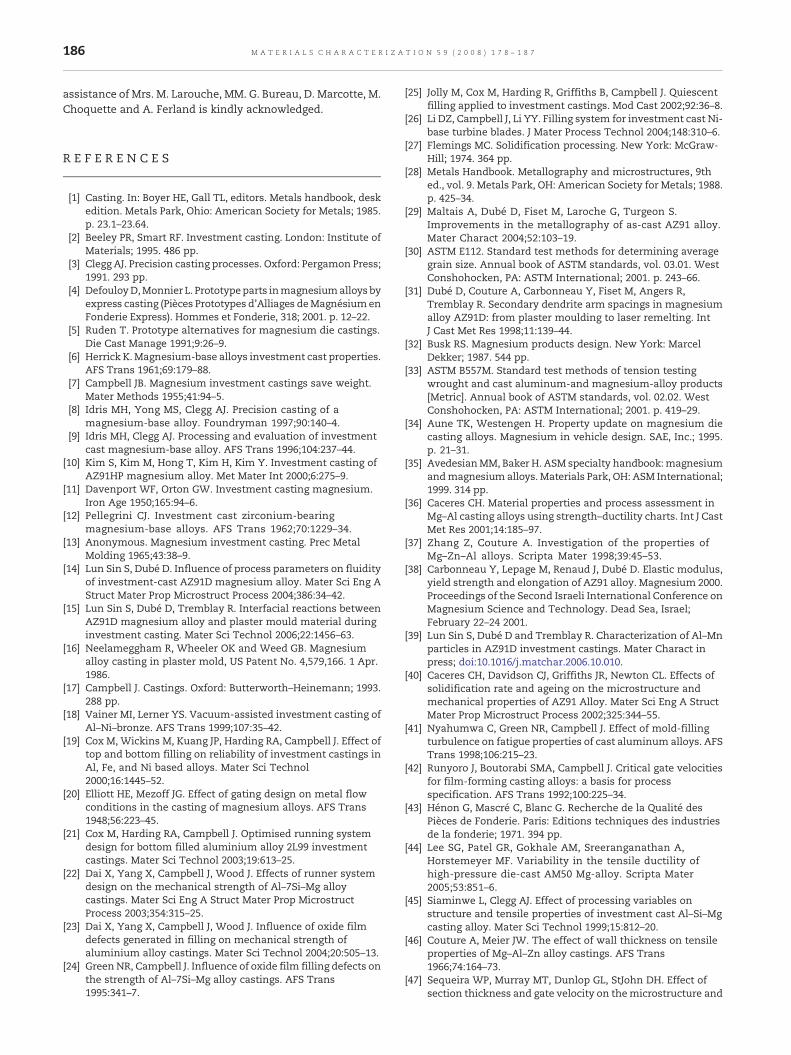
Fig. 10a shows the influence of mould preheating tempera-ture on grain size and secondary dendrite arm spacing. In therange of temperature studied, a slight increase (20%) ofsecondary dendrite arm spacing was found as mould preheat-ing temperature was raised, which can be ascribed essentially
to the slightly reduced cooling rate during solidification. Theinfluence of mould preheating temperature on grain size,however, is not conclusive. No significant influence of mouldtemperature on ultimate tensile strength, yield strength orductility was observed, as shown in Fig. 10b, despite themoderate but systematic variation of secondary dendrite armspacing.
3.4. Thickness of Cast Specimen
The tensile properties of top- and bottom-filled specimens arepresented in Fig. 11. For section thicknesses above 1.6 mm,mechanical properties of top- and bottom-filled specimensfollow a similar tendency. It is observed that ultimate tensilestrength and elongation increase as the section thicknessdecreases, while yield strength remains relatively constant.Below 1.6 mm, for top-filled specimens, it is observed thatthese properties decrease with a continuing decrease ofsection thickness although it would be expected that themechanical properties would further increase with a decreaseof section thickness [46,47]. However, a similar trend wasobserved in the work of Easton et al. [48] and Abbott et al. [49]on die-cast AZ91 for UTS and elongation. The variation inductility and UTS with section thickness was ascribed to thepresence of various defects in the cast parts. The yieldstrength, in their work, tended to be higher for the thinnestsections and this variation was attributed to the grain size ofthe specimen.
In this study, the variation of ultimate tensile strength andelongation can also be explained using microstructuralconsiderations. First, for bottom-filled specimens, Fig. 12shows that grain size and secondary dendrite arm spacingincreases with section thickness. This increase of secondarydendrite arm spacing is explained by the reduction ofsolidification rate, the cooling rate being inversely related tosection thickness [27]. Besides, the size of grains closelyfollows the variation of dendrite arm spacing, longer freezingtimes promoting coarser microstructure, as shown in Fig. 12.
In Fig. 7, it is shown that the degree of porosity depends onthe section thickness of specimens. Within the margin ofexperimental error, porosity does not vary much between 1.6and 4.2 mm, but significantly increases when the sectionthickness decreases to 1.0 mm, this increase being moreimportant for top-filled specimens. Fractographs (Fig. 8) also

Fig. 8 –SEMmicrographs of the fracture surface of a tensile test specimens showing (a) and (b) cleavage features (top and bottomfilling), (c) a large spherical pore on the fracture surface (top and bottom filling) (d) exposed intact dendrite (top filling).
183M A T E R I A L S C H A R A C T E R I Z A T I O N 5 9 ( 2 0 0 8 ) 1 7 8 – 1 8 7
revealed that shrinkage porosity, with intact dendrites clearlyvisible, is all the more present as the section thickness of castparts decreases. The higher porosity level in thinner sectionsis ascribed to a more difficult filling.
Finally, as illustrated in Fig. 13a, it was observed that forsection thicknesses above 1.6 mm, the microstructure ofbottom- and top-filled specimens consists of equiaxed grains,homogeneously distributed within specimens. For sectionthicknesses below 1.6 mm, bottom-filled specimens stillpresent a uniform microstructure. However, in top-filledspecimens, areas with abnormally large grains along withareas containing much smaller grains were observed (Fig. 13band c). These abnormally large grains are approximately500 μm in diameter, much larger than those found in thethickest specimens cast in this study. Their presence in themicrostructure is detrimental to tensile properties, in agree-ment with previous studies [50,51]. Their origin is not clear butis likely related to the presence of oxide films which areunfavourable nucleation sites.
As for the yield strength, since the grain size and secondarydendrite arm spacing are simultaneously reduced with thethickness of as-cast specimens, it is expected that it should beimproved even more efficiently with a reduction in thicknessof specimens, in agreement with a previous study of Coutureand Meier [46]. However, it was observed that it does not vary
much, except at the lowest section thicknesses in top-filledspecimens. The reverse trend observed with thinner speci-mens in the present work is ascribed to the presence ofmicroshrinkage, to fine particles or to surface defects, whichhave relatively more importance in thin specimens andreduce the grain size contribution.
3.5. Comparison of Mechanical Properties of InvestmentCast Parts with Other Casting Methods
From the different results obtained, it can be seen, in the caseof bottom filling, that tensile properties exceed the minimumrequirements of ASTM B403 for AZ91C-F magnesium alloy(UTS: 124MPa, YS (0.2%): 69MPa, elongation not specified) [52].
For comparison purposes, the typical tensile properties ofAZ91D magnesium alloy in as-cast condition for differentcasting processes are listed in Table 2. Moreover, Fig. 14compares the yield strength (σ) of as-cast AZ91 from differentsources [46,49,53–59] as a function of the inverse square root ofgrain size (d−1/2). A least square regression was calculatedusing a model based on the Hall–Petch relationship [60]:
r ¼ r0 þ kdd�1=2 ð4Þwhere σ0 and k depend on alloy composition. Values of 379and 64 were obtained for σ0 and k respectively with a R2 of
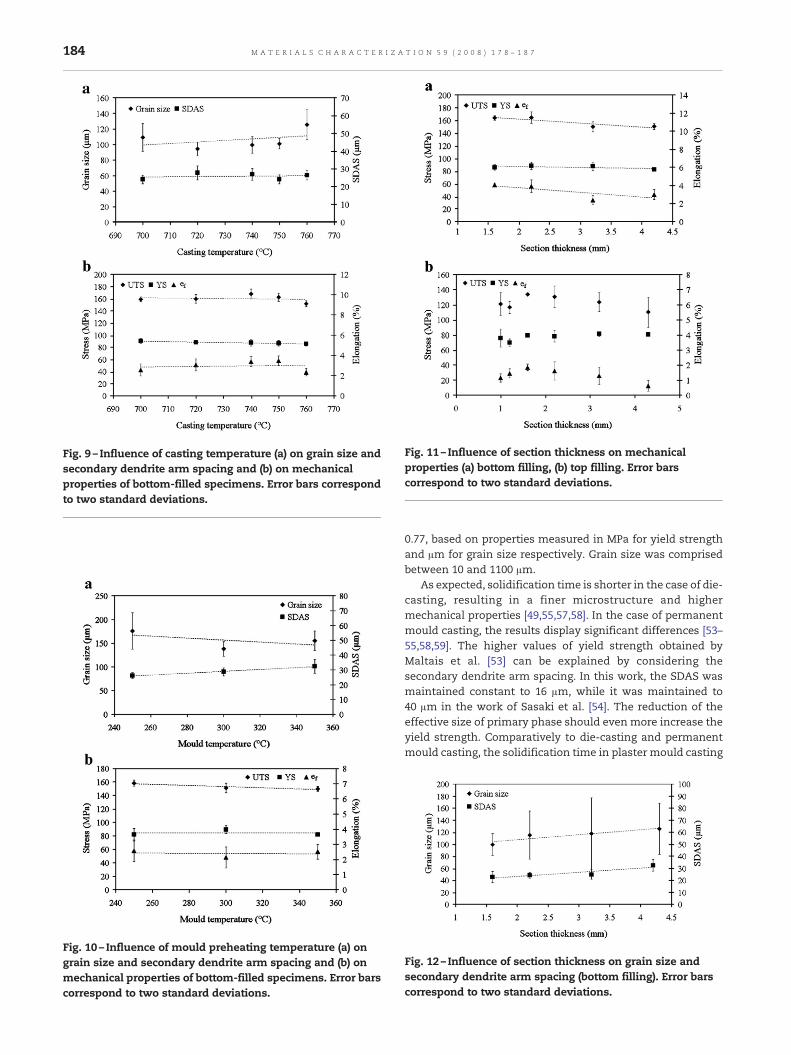
Fig. 9 – Influence of casting temperature (a) on grain size andsecondary dendrite arm spacing and (b) on mechanicalproperties of bottom-filled specimens. Error bars correspondto two standard deviations.
Fig. 10 – Influence of mould preheating temperature (a) ongrain size and secondary dendrite arm spacing and (b) onmechanical properties of bottom-filled specimens. Error barscorrespond to two standard deviations.
Fig. 11 – Influence of section thickness on mechanicalproperties (a) bottom filling, (b) top filling. Error barscorrespond to two standard deviations.
184 M A T E R I A L S C H A R A C T E R I Z A T I O N 5 9 ( 2 0 0 8 ) 1 7 8 – 1 8 7
0.77, based on properties measured in MPa for yield strengthand μm for grain size respectively. Grain size was comprisedbetween 10 and 1100 μm.
As expected, solidification time is shorter in the case of die-casting, resulting in a finer microstructure and highermechanical properties [49,55,57,58]. In the case of permanentmould casting, the results display significant differences [53–55,58,59]. The higher values of yield strength obtained byMaltais et al. [53] can be explained by considering thesecondary dendrite arm spacing. In this work, the SDAS wasmaintained constant to 16 μm, while it was maintained to40 μm in the work of Sasaki et al. [54]. The reduction of theeffective size of primary phase should even more increase theyield strength. Comparatively to die-casting and permanentmould casting, the solidification time in plaster mould casting
Fig. 12 – Influence of section thickness on grain size andsecondary dendrite arm spacing (bottom filling). Error barscorrespond to two standard deviations.

Fig. 13 –Optical micrographs of (a) a bottom-filled specimen4.3 mm thick, (b) a top-filled specimen 1.6 mm thick and (b) atop-filled specimen 1.3 mm thick. The arrow showsmicroporosity observed in cast part.
Fig. 14 – Influence of grain size on tensile yield strength fromvarious sources.
185M A T E R I A L S C H A R A C T E R I Z A T I O N 5 9 ( 2 0 0 8 ) 1 7 8 – 1 8 7
[56] and sand casting [46,49] is higher, which leads to a coarsermicrostructure and lower mechanical properties.
In the present work, the results obtained reveal that themechanical properties of investment cast AZ91D magnesiumalloy are slightly inferior or comparable to those found forsand casting and permanent mould casting. The results arelower than those published by Herrick [6] who found a value ofUTS of 198 MPa and an elongation of 2.5% in the as-castcondition in the case of AZ91C alloy cast at 670 °C in amould at20 °C. This is probably due to a higher solidification rate
Table 2 – Typical tensile properties of as-cast specimensof AZ91magnesium alloy prepared using different castingmethods
UTS (MPa) YS (MPa) ef (%) Reference
Plaster (foamed)casting
103 91 1.0 [61]
Sand casting 153 104 2.5 [38]Permanent mouldcasting
145 87 2.6 [55]100–112 88–95 0.5–0.9 [53]
170 93 1.4 [59]Die-casting 233 163 6.0 [55]
provided by a lower mould temperature. However, they aresuperior to those obtained by Fantetti et al. [61] in the case offoamed plaster casting (without vacuum assistance). This canbe explained by the fact that the section thickness used washigher and that foamed plaster is more thermally insulatingthan dense plaster.
4. Conclusions
In this work, the influence of process parameters on micro-structure and mechanical properties of vacuum-assisted solidinvestment cast AZ91D magnesium alloy was investigated.
In the range of temperature investigated, it was found thatcasting and mould preheating temperatures do not signifi-cantly influence the microstructure and tensile properties ofas-cast specimens.
However, the influence of top and bottom filling systemson the properties of AZ91D castings were compared. Top-filling systems promote the formation of microporosity andother casting defects, which appear to adversely affectultimate tensile strength and elongation of cast AZ91D alloy.Ductility was particularly affected, since an elongation threetimes lower was obtained, as compared to bottom filling.However, it was also observed that it was not possible to fillsection thicknesses inferior to 1.6 mm with bottom filling.
An improvement of tensile strength and elongation with adecrease of section thickness was observed in bottom-filledspecimens. It was essentially ascribed to a reduction of thegrain size and secondary arm spacing. The thinnest top-filledspecimens display decreasing properties. This was ascribed tothe presence of porosity and abnormally large grains.
Finally, the ultimate tensile strength and yield strengthobtained were higher than the minimum requirements ofASTM B403 for AZ91C-F magnesium alloy. The results wereslightly lower than those obtained by sand casting andpermanent mould casting, but higher than those obtained byfoamed plaster casting.
Acknowledgements
The authors are grateful to the National Research CouncilCanada (NSERC) for financial support during this project. The
186 M A T E R I A L S C H A R A C T E R I Z A T I O N 5 9 ( 2 0 0 8 ) 1 7 8 – 1 8 7
assistance of Mrs. M. Larouche, MM. G. Bureau, D. Marcotte, M.Choquette and A. Ferland is kindly acknowledged.
R E F E R E N C E S
[1] Casting. In: Boyer HE, Gall TL, editors. Metals handbook, deskedition. Metals Park, Ohio: American Society for Metals; 1985.p. 23.1–23.64.
[2] Beeley PR, Smart RF. Investment casting. London: Institute ofMaterials; 1995. 486 pp.
[3] Clegg AJ. Precision casting processes. Oxford: Pergamon Press;1991. 293 pp.
[4] DefouloyD,Monnier L. Prototypeparts inmagnesiumalloys byexpress casting (Pièces Prototypes d'Alliages deMagnésiumenFonderie Express). Hommes et Fonderie, 318; 2001. p. 12–22.
[5] Ruden T. Prototype alternatives for magnesium die castings.Die Cast Manage 1991;9:26–9.
[6] Herrick K.Magnesium-base alloys investment cast properties.AFS Trans 1961;69:179–88.
[7] Campbell JB. Magnesium investment castings save weight.Mater Methods 1955;41:94–5.
[8] Idris MH, Yong MS, Clegg AJ. Precision casting of amagnesium-base alloy. Foundryman 1997;90:140–4.
[9] Idris MH, Clegg AJ. Processing and evaluation of investmentcast magnesium-base alloy. AFS Trans 1996;104:237–44.
[10] Kim S, Kim M, Hong T, Kim H, Kim Y. Investment casting ofAZ91HP magnesium alloy. Met Mater Int 2000;6:275–9.
[11] Davenport WF, Orton GW. Investment casting magnesium.Iron Age 1950;165:94–6.
[12] Pellegrini CJ. Investment cast zirconium-bearingmagnesium-base alloys. AFS Trans 1962;70:1229–34.
[13] Anonymous. Magnesium investment casting. Prec MetalMolding 1965;43:38–9.
[14] Lun Sin S, Dubé D. Influence of process parameters on fluidityof investment-cast AZ91D magnesium alloy. Mater Sci Eng AStruct Mater Prop Microstruct Process 2004;386:34–42.
[15] Lun Sin S, Dubé D, Tremblay R. Interfacial reactions betweenAZ91D magnesium alloy and plaster mould material duringinvestment casting. Mater Sci Technol 2006;22:1456–63.
[16] Neelameggham R, Wheeler OK and Weed GB. Magnesiumalloy casting in plaster mold, US Patent No. 4,579,166. 1 Apr.1986.
[17] Campbell J. Castings. Oxford: Butterworth–Heinemann; 1993.288 pp.
[18] Vainer MI, Lerner YS. Vacuum-assisted investment casting ofAl–Ni–bronze. AFS Trans 1999;107:35–42.
[19] Cox M, Wickins M, Kuang JP, Harding RA, Campbell J. Effect oftop and bottom filling on reliability of investment castings inAl, Fe, and Ni based alloys. Mater Sci Technol2000;16:1445–52.
[20] Elliott HE, Mezoff JG. Effect of gating design on metal flowconditions in the casting of magnesium alloys. AFS Trans1948;56:223–45.
[21] Cox M, Harding RA, Campbell J. Optimised running systemdesign for bottom filled aluminium alloy 2L99 investmentcastings. Mater Sci Technol 2003;19:613–25.
[22] Dai X, Yang X, Campbell J, Wood J. Effects of runner systemdesign on the mechanical strength of Al–7Si–Mg alloycastings. Mater Sci Eng A Struct Mater Prop MicrostructProcess 2003;354:315–25.
[23] Dai X, Yang X, Campbell J, Wood J. Influence of oxide filmdefects generated in filling on mechanical strength ofaluminium alloy castings. Mater Sci Technol 2004;20:505–13.
[24] Green NR, Campbell J. Influence of oxide film filling defects onthe strength of Al–7Si–Mg alloy castings. AFS Trans1995:341–7.
[25] Jolly M, Cox M, Harding R, Griffiths B, Campbell J. Quiescentfilling applied to investment castings. Mod Cast 2002;92:36–8.
[26] Li DZ, Campbell J, Li YY. Filling system for investment cast Ni-base turbine blades. J Mater Process Technol 2004;148:310–6.
[27] Flemings MC. Solidification processing. New York: McGraw-Hill; 1974. 364 pp.
[28] Metals Handbook. Metallography and microstructures, 9thed., vol. 9. Metals Park, OH: American Society for Metals; 1988.p. 425–34.
[29] Maltais A, Dubé D, Fiset M, Laroche G, Turgeon S.Improvements in the metallography of as-cast AZ91 alloy.Mater Charact 2004;52:103–19.
[30] ASTM E112. Standard test methods for determining averagegrain size. Annual book of ASTM standards, vol. 03.01. WestConshohocken, PA: ASTM International; 2001. p. 243–66.
[31] Dubé D, Couture A, Carbonneau Y, Fiset M, Angers R,Tremblay R. Secondary dendrite arm spacings in magnesiumalloy AZ91D: from plaster moulding to laser remelting. IntJ Cast Met Res 1998;11:139–44.
[32] Busk RS. Magnesium products design. New York: MarcelDekker; 1987. 544 pp.
[33] ASTM B557M. Standard test methods of tension testingwrought and cast aluminum-and magnesium-alloy products[Metric]. Annual book of ASTM standards, vol. 02.02. WestConshohocken, PA: ASTM International; 2001. p. 419–29.
[34] Aune TK, Westengen H. Property update on magnesium diecasting alloys. Magnesium in vehicle design. SAE, Inc.; 1995.p. 21–31.
[35] AvedesianMM, Baker H. ASM specialty handbook:magnesiumandmagnesium alloys. Materials Park, OH: ASM International;1999. 314 pp.
[36] Caceres CH. Material properties and process assessment inMg–Al casting alloys using strength–ductility charts. Int J CastMet Res 2001;14:185–97.
[37] Zhang Z, Couture A. Investigation of the properties ofMg–Zn–Al alloys. Scripta Mater 1998;39:45–53.
[38] Carbonneau Y, Lepage M, Renaud J, Dubé D. Elastic modulus,yield strength and elongation of AZ91 alloy. Magnesium 2000.Proceedings of the Second Israeli International Conference onMagnesium Science and Technology. Dead Sea, Israel;February 22–24 2001.
[39] Lun Sin S, Dubé D and Tremblay R. Characterization of Al–Mnparticles in AZ91D investment castings. Mater Charact inpress; doi:10.1016/j.matchar.2006.10.010.
[40] Caceres CH, Davidson CJ, Griffiths JR, Newton CL. Effects ofsolidification rate and ageing on the microstructure andmechanical properties of AZ91 Alloy. Mater Sci Eng A StructMater Prop Microstruct Process 2002;325:344–55.
[41] Nyahumwa C, Green NR, Campbell J. Effect of mold-fillingturbulence on fatigue properties of cast aluminum alloys. AFSTrans 1998;106:215–23.
[42] Runyoro J, Boutorabi SMA, Campbell J. Critical gate velocitiesfor film-forming casting alloys: a basis for processspecification. AFS Trans 1992;100:225–34.
[43] Hénon G, Mascré C, Blanc G. Recherche de la Qualité desPièces de Fonderie. Paris: Editions techniques des industriesde la fonderie; 1971. 394 pp.
[44] Lee SG, Patel GR, Gokhale AM, Sreeranganathan A,Horstemeyer MF. Variability in the tensile ductility ofhigh-pressure die-cast AM50 Mg-alloy. Scripta Mater2005;53:851–6.
[45] Siaminwe L, Clegg AJ. Effect of processing variables onstructure and tensile properties of investment cast Al–Si–Mgcasting alloy. Mater Sci Technol 1999;15:812–20.
[46] Couture A, Meier JW. The effect of wall thickness on tensileproperties of Mg–Al–Zn alloy castings. AFS Trans1966;74:164–73.
[47] Sequeira WP, Murray MT, Dunlop GL, StJohn DH. Effect ofsection thickness and gate velocity on themicrostructure and
187M A T E R I A L S C H A R A C T E R I Z A T I O N 5 9 ( 2 0 0 8 ) 1 7 8 – 1 8 7
mechanical properties of high pressure die cast magnesiumalloy AZ91D. In: Automotive Alloys, Das SK, editors.Proceedings of the 1997 TMS annual meeting, The Minerals,Metals and Materials Society (TMS). Warrendale, PA; 1997.p. 169–83.
[48] Easton M, Abbott T, Cáceres C. The effect of microstructuralfeatures and defects on the ductility of high-pressure diecast AS21, AM60 and AZ91. Materials Science Forum2003;419–422:147–52.
[49] Abbott T, Easton M, Song W. Mechanical behaviour ofcast magnesium alloys. Materials Science Forum2003;419–422:141–6.
[50] Kurzydlowski KJ, Bucki JJ. Flow stress dependence on thedistribution of grain size in polycrystals. Acta Metall Mater1993;41:3141–6.
[51] Bowles AL, Griffiths JR, Davidson CJ. Ductility and the skineffect in high pressure die cast Mg–Al alloys. 2001 TMSAnnual Meeting, New Orleans, LA; February 11–15 2001.
[52] ASTM B403. Standard specification for magnesium-alloyinvestment castings. Annual book of ASTM standards, vol.02.02. West Conshohocken, PA: ASTM International; 2001.p. 349–52.
[53] Maltais A, Fiset M, Dubé D. Grain refinement of magnesiumalloy AZ91D cast in permanent mold using mechanicalvibrations. Materials Science Forum 2003;426–432:527–32.
[54] Sasaki H, Adachi M, Sakamoto T. Effect of solidified structureon mechanical properties of AZ91 alloy. Proceedings of IMA53: Magnesium- A Material Advancing to the 21st Century;
June 2–4 1996, vol. 02.02. Ube City, Yamaguchi, Japan:International Magnesium Association (IMA); 1996. p. 86–92.
[55] Zhang Z, Couture A, Tremblay R, Dubé D. Microstructure andmechanical properties of permanent mold and die castingAZ91 magnesium alloy. International Symposium on LightMetals as held at the 38th Annual Conference of Metallurgistsof CIM; August 22–26 1999. Quebec City, Canada.
[56] FantettiN, ThorvaldsenA,CoutureA. Propertiesofmagnesiumplaster castings. Proceedings of SAE International Congressand Exposition; February 25–March 1 1991. Detroit, MI.Technical Paper 910413.
[57] LuoA, HuH, Lo SHJ.Microstructure andmechanical propertiesof squeeze cast AZ91D magnesium alloy. Light Met August25–29 1996;1996 [Montreal, Canada].
[58] Lee CD, Shin KS. Effects of precipitate and dendrite armspacing on tensile properties and fracture behavior of as-castmagnesium–aluminum alloys. Met Mater 2003;9:21–7.
[59] Choi BH, You BS, Yim CD, Park WW, Park IM. Microstructureandmechanical properties of Ca containing AZ91magnesiumalloys. Materials Science Forum 2005;475–479:2477–80.
[60] Dieter GE. Mechanical metallurgy. 3rd edition. New York:McGraw-Hill; 1986. 751 pp.
[61] Fantetti N, Pekguleryuz MO, Avedesian MM. Magnesiumplaster-cast prototypes vs. diecastings—a comparativeevaluation of properties. Magnesium at the Threshold? 48thAnnual World Magnesium Conference; June18–21 1991.Quebec City, Canada.


















