
An Experimental Investigation of A Passive Cooling Unit ...
131
An Experimental Investigation of A Passive Cooling Unit for Nuclear Plant Containment by Haiyang Liu B.S., Engineering Physics, Tsinghua University, 1993 Submitted to the Department of Mechanical Engineering and the Department of Nuclear Engineering in Partial Fulfillment of the Requirements for the Degrees of Master of Science in Mechanical Engineering and Master of Science in Nuclear Engineering at the Massachusetts Institute of Technology February 1999 © 1999 Massachusetts Institute of Technology All rights reserved Q Signature of A uthor.......................................................... ....... ...... ......... ........................ Dep n of Nuclear Engineering February 4, 1999 Certified by....................................................... .- ...... Professor Neil E. Todreas Thesis Supervisor, Deartment of Nuclear Engineering Certified by....................... . Professor Emeritus Michael J. Driscoll Thesis rvisorg partment of Nuclear Engineering C ertified by...................................... .................... 49ffessor Emeritus Peter Griffith Thesis Reader, Departmept of Mechanical Engineering Accepted by............................................................... .... c Chairman, Department Graduate Committpeibept. of Nucl. Eng. Accepted by................................................................. Professor Ain A. Sonin Chairman, Department Committee on Graduate Students, Dept. of Mech. Eng.
Transcript of An Experimental Investigation of A Passive Cooling Unit ...
An Experimental Investigation of A Passive Cooling Unit for Nuclear
Plant Containment
by
Haiyang Liu
B.S., Engineering Physics, Tsinghua University, 1993
Submitted to the Department of Mechanical Engineering and the
Department of Nuclear Engineering in Partial Fulfillment of the
Requirements for the Degrees of
Master of Science in Mechanical Engineering
and
Master of Science in Nuclear Engineering
at the MASSACHUSETTS INSTITUTEMassachusetts Institute of Technology
February 1999
© 1999 Massachusetts Institute of Technology
All rights reserved QSignature of A uthor.......................................................... ....... ...... ......... ........................
Dep n of Nuclear EngineeringFebruary 4, 1999
Certified by....................................................... .- ......
Professor Neil E. Todreas
Thesis Supervisor, Deartment of Nuclear Engineering
Certified by....................... .Professor Emeritus Michael J. Driscoll
Thesis rvisorg partment of Nuclear Engineering
C ertified by...................................... ....................49ffessor Emeritus Peter Griffith
Thesis Reader, Departmept of Mechanical Engineering
A ccepted by............................................................... .... c
Chairman, Department Graduate Committpeibept. of Nucl. Eng.
A ccepted by.................................................................
Professor Ain A. Sonin
Chairman, Department Committee on Graduate Students, Dept. of Mech. Eng.

An Experimental Investigation of A Passive Cooling Unit for NuclearPlant Containment
byHaiyang Liu
Submitted to the Department of Nuclear Engineering and theDepartment of Mechanical Engineering On February 4, 1999 in
Partial Fulfillment of the Requirements for the Degrees ofMaster of Science in Nuclear Engineering
andMaster of Science in Mechanical Engineering
ABSTRACT
A set of condensation experiments in the presence of noncondensables (e.g. air, helium)were conducted to evaluate the heat removal capacity of a passive cooling unit in a post-accident containment.
Condensation heat transfer coefficients on a vertically mounted smooth tube have beenobtained for total pressure ranging from 36 psia to 66 psia, and air mass fraction rangingfrom 0.30 to 0.65. An empirical correlation has been developed in term of a parametergroup made up of steam mole fraction(Xs), total pressure(P), temperature differencebetween bulk gas and wall surface (dT). This correlation covers all data points within20%. All data points are also in good agreement with the prediction of the Diffusion LayerModel (DLM) with suction. The effect of helium (simulating hydrogen) on heat transfercoefficient was investigated for helium mole fraction in noncondensable gases Xhe/Xnc at15%, 30% and 60%. It was found that the condensation heat transfer coefficients are gen-erally lower when introducing helium into noncondensable gas. The difference is within20% of air-only cases when Xhe/Xnc is less than 30% and total pressure is less than 66psia. A gas stratification phenomenon was clearly observed for helium mole fraction inexcess of 60%. The limiting case of the shadowing effect in a tube bundle has been inves-tigated by adding a shroud around the smooth tube. It was found that the average heatremoval capability is reduced by a factor of 0.6.
A made-in-house axial-finned tube and a commercial radial-finned tube, which was origi-nally designed for forced air cooling, have been tested under conditions similar to thesmooth tube. An enhancement factor of 1.5 to 2 for the axial-finned tube and 1.0 to 1.5 forthe radial-finned tube have been obtained. The reasons for the less-than-optimal perfor-mance of these finned tubes are discussed.
Thesis Supervisor: Neil E. TodreasTitle: Professor of Nuclear Engineering
2
Thesis Supervisor: Michael J. DriscollTitle: Professor Emeritus of Nuclear Engineering
3

Acknowledgments
I am indebted to a number of people who helped me through this arduous and challenging
research project.
My advisors, Prof. Todreas and Prof. Driscoll deserve high praise for their academic guid-
ance and continued support throughout this work. I also wish to thank Prof. Griffith, my
thesis reader, for his advice on identifying the right approach in the experimental investi-
gation.
My appreciation is also due to Dr. Gordon Kohse in the MIT Reactor Laboratory and Peter
Stahle in the MIT Fusion Center for their valuable suggestions and efforts in setting up the
experimental apparatus.
The financial sponsorship of the Korea Electric Power Corporation and MIT are gratefully
acknowledged.
Special thanks are directed towards my family in China and my friend, Yi Zhang, at MIT
for their long-term spiritual support.
4

Table of Contents
Title Page............................................................................................................................. 1ABSTRA CT........................................................................................................................ 2A cknow ledgm ents............................................................................................................... 4Table of Content .................................................................................................................. 5List of Figures......................................................................................................................7List of Tables.......................................................................................................................8N om enclature......................................................................................................................9Chapter 1 Introduction............................................................................................. 12
1.1 M otivation ............................................................................................................. 121.2 Scope of Current Work and Organization of This Report.................................171.3 Sum m ary................................................................................................................18
Chapter 2 Literature Review for Steam Condensation with Noncondensables ..... 192.1 Sm ooth Surfaces ................................................................................................. 19
2.1.1U chida & Tagam i ......................................................................................... 202.1.2G ido & Koestel.............................................................................................202.1.3D ehbi.............................................................................................................212.1.4Peterson & Corradini .................................................................................... 22
2.2 Profiled Surfaces............................................................................................... 242.2.1 Pure Steam Condensation ............................................................................. 242.2.2Condensation w ith N oncondensable G ases ............................................. 25
2.3 Sum m ary................................................................................................................26Chapter 3 D esign of Experim ent............................................................................ 28
3.1 Introduction ....................................................................................................... 283.1.1Aim ............................................................................................................... 283.1.2D esign Strategy........................................................................................ 283.1.3M easurem ent Strategy .............................................................................. 29
3.2 Experim ental Apparatus ................................................................................... 313.2.1 General view of the experim ental setup ................................................... 313.2.2Instrum entation ........................................................................................ 323.2.3D ata A cquisition System .......................................................................... 32
3.3 Operation Procedure .............................................................................................. 363.3.1 Calibration of M easurem ent D evices ........................................................ 363.3.2A djustm ent of Operating Conditions........................................................ 363.3.3 D ata Collection and Processing ............................................................... 37
3.4 Sum m ary................................................................................................................37Chapter 4 Results and Discussion for Smooth Tube ............................................... 38
4.1 Test M atrix ....................................................................................................... 384.2 Repeatability of Experim ents ............................................................................ 394.3 Condensation in the Presence of Air Only ....................................................... 39
5

4.3.1Empirical Correlation from Experimental Data...................394.3.2Comparison of the Experimental Data to Theoretical Analysis .............. 404.3.3Comparison of the Experimental Data to Existing Correlations and Models...
43
4.4 Condensation in the Presence of Air and Helium............................................. 444.5 Shadowing Effect in a Tube Bundle................................................................. 454.6 Sum m ary ................................................................................................................ 46
Chapter 5 Results and Discussion for Finned Tubes...............................................635.1 Introduction ....................................................................................................... 635.2 Finned Tube Parametric Design Based on Theoretical Analysis ...................... 63
5.2.1 R adial-finned Tube ................................................................................... 645.2.2A xial Finned Tube ................................................................................... 69
5.3 Results and Discussions of Finned Tubes Tests ............................................... 725.3. 1A xial-finned Tube..................................................................................... 725.3.2R adial-finned Tube ................................................................................... 73
5.4 S um m ary ................................................................................................................ 73Chapter 6 Summary, Conclusions and Recommendations ..................................... 81
6.1 Summary and Conclusions ................................................................................ 816.2 Recommendations for Future Work ................................................................. 82
R eferences...................................................................................................................... 84Appendix A Data for Smooth Tube Air-Steam Runs .................................................... 87Appendix B Data for Smooth Tube Air-Helium-Steam Runs .................. 89Appendix C Data for Smooth Tube Air-Steam Runs With Shroud..............90Appendix D Data for Axial-finned Tube Air-Steam Runs .................... 91Appendix E Data for Radial-finned Tube Air-Steam Runs ................... 92Appendix F Suppliers of Primary Components........................................................ 93Appendix G Data Reduction and Error Analysis Procedure ..................................... 95Appendix H Standard Operating Procedure (SOP) ....................................................... 99Appendix I Code for Data Reduction ......................................................................... 103
6

List of Figures
Figure 1.1 The closed two-phase thermosyphon loop for cooling a double walled concretePW R containm ent ....................................................................................................... 14Figure 1.2 Schematic of the IEO Conceptual Design.................................................15Figure 3.1 Schematic of the Steam Condensation Experiment in the Presence of Air...30Figure 3.2 Schematic of the Thermocouple Distribution on the Smooth Test Section ..34Figure 3.3 Schematic of Data Acquisition System...................................................35Figure 4.1 Empirical Correlation of Air Noncondensable Runs for Smooth Tube ........ 47Figure 4.2 Correlation of Vertical Wall Data Reduced From Air Noncondensable Runs forSmooth Tube Based on Pure Natural Convection Model..........................................48Figure 4.3 Correlation of Vertical Wall Data Reduced From Air Noncondensable Runs forSmooth Tube Based on Equimolal Counterdiffusion Model......................................49Figure 4.4 Correlation of Vertical Wall Data Reduced From Air Noncondensable Runs forSmooth Tube Based on Diffusion through Stationary Gas Layer Model..................50Figure 4.5 Comparison of Vertical Wall Data Reduced from Air Noncondensable Runs forSmooth Tube against DLM with Suction ....................................................................... 51Figure 4.6 Comparison of Vertical Wall Data Reduced from Air Noncondensable Runs forSmooth Tube against DLM without Suction .................................................................. 52Figure 4.7 Comparison of Vertical Wall Data Reduced from Air Noncondensable Runs forSmooth Tube against Uchida Correlation................................................................... 53Figure 4.8 Comparison of DLM (With Suction) against 2.2*Uchida Correlation ......... 54Figure 4.9 Comparison of Vertical Wall Data Reduced from Air Noncondensable Runs forSmooth Tube against Dehbi Correlation................................................................... 55Figure 4.10 Helium Effect on Heat Transfer Coefficient at Pt=3.5 atm....................56Figure 4.11 Helium Effect on Heat Transfer Coefficient at Pt=4.5 atm....................57Figure 4.12 Helium Effect on Heat Transfer Coefficient at Xsteam=0.61................58Figure 4.13 Axial Temperature Distribution of Atmosphere Inside Vessel..............59Figure 4.14 Repeatability of Smooth Tube Air-only Experiment Data at Pt=3 atm......60Figure 4.15 Shroud Effect on Heat Transfer Coefficient at Pt=3.5 atm.....................61Figure 4.16 Shroud Effect on Heat Transfer Coefficient at Wair=0.52 .................... 62Figure 5.1 Radial-fin Enhancement Factor Changes with Geometry ........................ 68Figure 5.2 Radial-fin Efficiency Changes with Geometry ....................................... 68Figure 5.3 Axial-fin Enhancement Factor Changes with Geometry...........................70Figure 5.4 Axial-fin Efficiency Changes with Geometry .......................................... 70Figure 5.5 The Proposed Finned Tube Designs.......................................................... 71Figure 5.6 Schematic of the Tested Axial-finned Tube............................................75Figure 5.7 Schematic of the Tested Radial-finned Tube ............................................ 76Figure 5.8 Enhancement Factors of the Axial-finned Tube at Wair=0.54 ................ 77Figure 5.9 Enhancement Factors of the Axial-finned Tube at Pt=4.5 atm.................78Figure 5.10 Enhancement Factors of the Radial-finned Tube at Wair=O.50..............79Figure 5.11 Enhancement Factors of the Radial-finned Tube at Pt=4.5 atm..............80
7

List of TablesTable 1.1 Design Data of the Initial Representative Thermosyphon Loop......................16Table 1.2 Key Features of the Proposed IEO Design......................................................17Table 2.1 Key Features of the Evaporator Finned-Tube Designed by ENEL.................27Table 4.1 Matrix of Smooth Tube Pure Air Runs..........................................................38Table 4.2 Matrix of Smooth Tube Air-Helium Runs......................................................39Table 4.3 Matrix of Runs for Smooth Tube with Shroud...............................................45Table 5.1 The Constants Used in Estimating the Performance of the Finned Tubes.....67Table 5.2 Features of the Proposed Radial-finned Tube for the Evaporator....................67Table 5.3 Features of the Proposed Axial-finned Tube for the Evaporator....................72Table 5.4 Summary of Enhancement Factors for Proposed and Tested Finned Tubes........74Table A. 1 Data for Smooth Tube Air-Steam Runs........................................................87Table B.1 Data for Smooth Tube Air-Helium-Steam Runs................................................89Table C. 1 Data for Smooth Tube Air-Steam Runs With Shroud....................................90Table D. 1 Data for Axial-finned Tube Air-Steam Runs...............................................91Table E. 1 Data for Radial-finned Tube Air-Steam Runs...............................................92Table F. 1 Suppliers of Primary Components................................................................. 93Table H. 1 List of Alarm Lights and Actions to Be Taken.................................................102Table H.2 List of Instrument Devices Related to Power-on Run......................................102
8

Nomenclature
General NotationA, S flow area (M2 )B loop breadth (m)CP specific heat capacity for constant pressure (J/kgK)D duct diameter (m)d tube diameter (m)f friction factor (-)G mass flux (kg/m2)Gr Grashof number (-)g gravitational acceleration (m/s2)H loop height (m)H modified heat transfer coefficient (W/m2 K)h heat transfer coefficient (W/m2K)hfg latent heat (J/kg)K form loss factor (-)k thermal conductivity (W/mK)L length (m)rih mass flow rate (-)N number of heat exchanger tubes (-)n number of fins (-)Nu Nusselt number (-)P perimeter (m)Pr Prandtl number (-)P pressure (Pa)Pt total pressureQ thermal power (W)4" heat flux (W/m2)Ra Rayleigh number (-)Re Reynolds number (-)Rb radius of base tube (m)Rout radius of the outer edge of a radial fin (m)s longitudinal coordinate (m)T temperature(*C)t fin thickness (m)U overall heat transfer coefficient (W/m2K)u velocity (m/s)v specific volume (m3/kg)x vapor quality (-)z altitude coordinate (m)
9

Greek SymbolsP thermal expansion coefficient (K-1)AT temperature difference (K)6 tube wall thickness (m)E fin effectiveness
dynamic viscosity (kg/ms)V kinematic viscosity (m2/s)p density (kg/M3)(D fin efficiency (-)X fin enhancement factor0 temperature difference (K)0 angle (0)a surface tension (N/m)'t shear stress (N/m 2)
Subscriptsair moist air
av average
b basis
C condenser
CB convective boiling
c cross-sectional area
cond condensate
cont containment
cro cross section
E evaporator
e exit
el electrical power
FC forced convection
FZ Forster-Zuber
f fluid (liquid)
fg difference between fluid and gas property
fin fin on the tube outside
form form losses
fric wall friction losses
g gas (vapor)
high higher valuein inside, input
L referred to the length L
low lower value
NB nucleate boiling
SP single-phase
sat saturated liquid mode
sep separator
steam steam
10

TP two-phaseth thermal powertrans transported energytube tube
t total
Uchida Uchida correlationw wallwin wall insideout wall outside
8 condensate film
1,2,3,4 loop section index
11

Chapter 1
Introduction
1.1 Motivation
With the public's increasing concerns over environmental problems, the safety of nuclear
plants has become a critical issue for the future of nuclear energy. As the last of the several
barriers to the escape of radioactive species, high integrity containment has been one of
the most active design focuses in recent years. In particular, to mitigate external hazard
effects, including airplane crashes and pressure waves, and the internal effects of hypo-
thetical severe accidents (e.g. LOCA and MSLB), a double-wall concrete containment
configuration is preferred for future nuclear plants in Korea and Europe.
However, it is difficult to remove the energy released in severe accidents from a con-
crete containment due to the low thermal conductivity of concrete. A containment cooling
system with high thermal conductance devices has to be incorporated. To best survive and
function in the harsh after-accident condition, this system is preferably completely pas-
sive(i.e. completely independent from any mechanical, electrical and Instrumentation &
Control system, which might not work after a severe accident). A system of this type, a so-
called passive containment cooling system (PCCS) is the subject of the work reported in
this thesis.
A variety of candidate PCCSs have been studied to date. Notable systems are:
1. Temperature-Initiated Passive Cooling System(TIPACS) by ORNL [9]
2. Heat pipe design for a passive containment heat removal system by UCLA[ 11] [12]
3. Thermosyphon loop concept for double-shell concrete containment by ENEL[10]
12 Chapter I Introduction

A thermosyphon type design, sketched in Figure 1.1, has been investigated at MIT.
The basic feasibility of closed two-phase thermosyphon loops for passive containment
cooling has been confirmed and calculation shows that an approximately 5-10 MW heat
removal capacity could be obtained for units with the characteristics in Table 1.1 [13].
More recently an Internal Evaporator Only (IEO) concept which vents steam to the atmo-
sphere has been investigated [14] since it reduces the number of in-containment IEO loops
required. The schematic of this design is shown in Figure 1.2. Table 1.2 lists its key fea-
tures.
Numerical computation has shown that the critical factor influencing system perfor-
mance is the shell-side condensation heat transfer because of the existence of a large con-
centration of noncondensables (e.g. air, hydrogen), which can not be removed as in most
other industrial applications. The need for correlations directly applicable to post-LOCA
containment conditions motivated evaporator tube experiments to investigate the perfor-
mance of our conceptual designs.
To improve performance, heat transfer enhancement means have been considered.
There are generally two types of enhancement methods: increasing heat transfer area and
increasing heat transfer coefficient. In our case since it is impossible to remove noncon-
densables, it is harder to increase the heat transfer coefficient. So far no literature reported
if the dropwise condensation mechanism would help in a condition with a large amount of
noncondensables. Further surface treatment techniques used in industry for dropwise con-
densation are complicated and can not guarantee a long-lasting stable performance. Thus
the recent work has concentrated on increasing heat transfer area by using finned tubes.
Both axial-finned and radial-finned tubes have been investigated in our experiments. The
measured enhancement factor compared to smooth tube results can be used in contain-
ment performance analysis codes such as GOTHIC to evaluate the use of a PCCS to insure
containment integrity.
1.1 Motivation 13
1.1 Motivation 13

double walled concretecontainment building
saturated-steam air mixture water poolafter LOCA or MSLB
T~ = 140 *CT""10 TO, = 60 *C
CondenserQ. lm:: +:: with Nc tubes
steam -:- OutH-
Lc
Evaporatorwith NE tubes
z0Qn
LE
liquid
B
NOT TO SCALE
Figure 1.1 The closed two-phase thermosyphon loop for cooling a double
walled concrete PWR containment
14 Chapter 1 Introduction
14 Chapter 1 Introduction

Steam Exhaust
..m.._I
_________________ $
separator
Mixing Plenlum
tEmto
On-set of- Boiling
- SubcoolecBolitng
14.5
13.5 -
- 8m
5.1..
-- 2.5m -
0.7m - -
- 0.5 m
0.2 m F3
4 -Om
2 12 m
hsI
water level
T.. T
PSCS Tank
H
Figure 1.2 Schematic of the IEO Conceptual Design
1.1 Motivation 15
RecrculatiLine
9 M
21
15
44 2.5 m
1. 1 Motivation

Table 1.1 Design Data of the Initial Representative Thermosyphon Loop
Parameters Value
Main loop geometryLoop Height H = 12 mLoop Breadth B = 5 mEvaporator Length LE = 5 mCondenser Length Lc = 5 mHeight of the evaporator entrance z1 = 1 mHeight of condenser exit zo = 1 mDiameter of the lower duct D, = 0.1 mDiameter of the upper duct D 3 = 0.3 m
Evaporator heat exchangerTube Length LE = 5 mInner tube diameter dE = 0.03 mTube wall thickness 5E= 1 mmNumber of evaporator tubes NE = 500Inner surface of a single tube AE = 0.47 m 2
Total heat exchanger surface AEt = 236 m2
Condenser heat exchangerTube Length Lc = 5 mInner tube diameter dc = 0.03 mTube wall thickness 8c= 1 mmNumber of condenser tubes Nc = 368Inner surface of a single tube AC = 0.47 m 2
Total heat exchanger surface Act = 173 m2
16 Chapter 1 Introduction
16 Chapter I Introduction
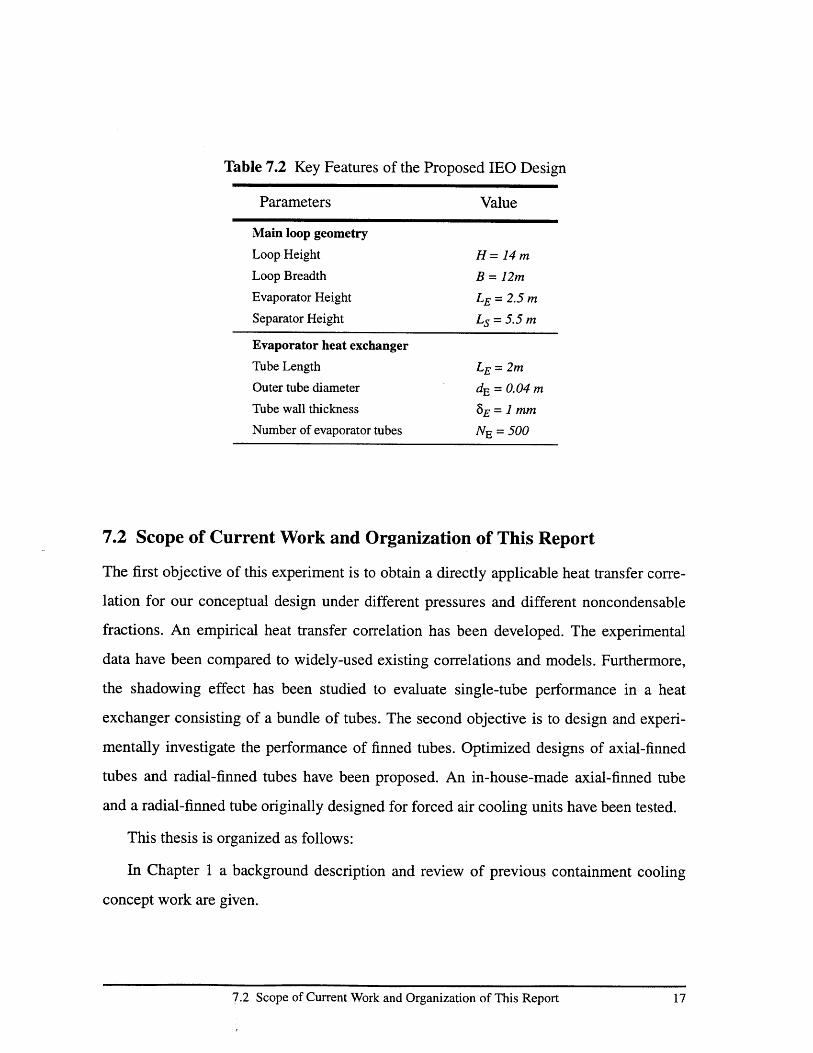
Table 7.2 Key Features of the Proposed IEO Design
Parameters Value
Main loop geometry
Loop Height H = 14 m
Loop Breadth B = 12m
Evaporator Height LE = 2.5 m
Separator Height Ls = 5.5 m
Evaporator heat exchanger
Tube Length LE = 2m
Outer tube diameter dE = 0.04 m
Tube wall thickness 8 E = 1 mm
Number of evaporator tubes NE = 500
7.2 Scope of Current Work and Organization of This Report
The first objective of this experiment is to obtain a directly applicable heat transfer corre-
lation for our conceptual design under different pressures and different noncondensable
fractions. An empirical heat transfer correlation has been developed. The experimental
data have been compared to widely-used existing correlations and models. Furthermore,
the shadowing effect has been studied to evaluate single-tube performance in a heat
exchanger consisting of a bundle of tubes. The second objective is to design and experi-
mentally investigate the performance of finned tubes. Optimized designs of axial-finned
tubes and radial-finned tubes have been proposed. An in-house-made axial-finned tube
and a radial-finned tube originally designed for forced air cooling units have been tested.
This thesis is organized as follows:
In Chapter 1 a background description and review of previous containment cooling
concept work are given.
7.2 Scope of Current Work and Organization of This Report 17
Chapter 2 reviews the previous work in the condensation area related to the thesis.
Several widely-used correlations and models are discussed in this chapter.
Chapter 3 shows the strategy of the experiment design. Detailed description of the
experimental configuration is included in this chapter.
Chapter 4 summarizes all results for smooth tube tests and compares the experimental
data against the most advanced Diffusion Layer Model (DLM) and the widely-used
Uchida correlation. Helium effects and the bundle shadowing effect are discussed in this
chapter as well.
Chapter 5 presents the optimized design of an axial-finned tube and a radial-finned
tube. The experimental results of the two currently available tubes are also compared with
theoretical analysis in this chapter.
Chapter 6 summarizes conclusions from this work and recommends improvements
and future work following from the experiments and analyses done in this thesis.
1.3 SummaryThe background behind this thesis is given in this chapter. Two conceptual PCCS designs
and their key features are described. The scope and layout of this thesis are summarized in
this chapter.
18 Chapter 1 Introduction
18 Chapter I Introduction

Chapter 2
Literature Review for Steam Condensation with Non-condensablesCondensation on various surfaces in the containment mitigates the pressurization follow-
ing a severe accident. A condensation heat transfer correlation that is well applicable and
verified by a wide range of experimental data is of critical importance to estimate the per-
formance of a PCCS design. It is well known that the presence of noncondensables
degrades condensation heat transfer significantly. Thus we must predict condensation heat
transfer performance in the presence of noncondensables (e.g. air, helium--simulant of
hydrogen) since it is not an option to remove the noncondensable gases in the post-acci-
dent containment. The following sections will discuss the past work on external filmwise
condensation on vertically mounted smooth and profiled surfaces in the presence of non-
condensables, since external condensation on vertically-oriented tubes plays the dominant
role in the overall performance of the PCCS concept design. Reference [2] discusses and
analyzes this topic in considerably greater detail.
2.1 Smooth Surfaces
Since the first significant advance in pure steam condensation addressed by Nusselt in
1916, a large number of theoretical and experimental investigations have been performed
to determine the overall heat transfer coefficient of steam in the presence of noncondens-
able gases. The following correlations are most often used in containment analysis. (Refer
to the Nomenclature for the definitions of the variables used in the formulas described in
this chapter)
2.1 Smooth Surfaces 19
2.1.1 Uchida & Tagami
The most widely used correlation for predicting the condensation inside a nuclear
plant containment building following a loss of coolant accident is based on the experimen-
tal work of Uchida [15] and Tagami [16] in 1965 because of its simplicity and conserva-
tive nature. Uchida's correlation takes the following form:
M -0.707hUchida = 379 ( (2.1)
for (mg/ms)<20
Tagami's correlation takes the form:
hTagami = 11.4 + 284 - (2.2)
Their experiments were performed in the same experimental apparatus and studied con-
densation in the presence of a noncondensable gas onto a vertical cylinder 64 cm in cir-
cumference and either 30 cm (Uchida & Tagami) or 90 cm (Tagami) high. The
noncondensable gases studied were air, nitrogen and argon. The experiments took place in
a constant volume enclosure(-45 m3), with the initial pressure of noncondensable gas
being approximately one atmosphere.
2.1.2 Gido & Koestel
In 1983 Gido and Koestel published a paper [17] which was critical of using the Uchida &
Tagami curve fits for predicting containment condensation. They pointed out that the max-
imum condensation rates predicted by Uchida & Tagami's correlations are significantly
lower than those obtained in the Carolinas Virginia Tube Reactor containment tests, where
the containment surface is much larger and longer than in Uchida's apparatus. The rela-
tively small size of the Uchida test assembly is suspected as the primary cause for this dis-
crepancy. In addition the Gido & Koestel correlations were derived for a natural case and a
Chapter 2 Literature Review for Steam Condensation with Noncondensables20

forced convection case. The average heat transfer coefficients derived for these two cases
on vertical large surfaces take the form:
.NC 2 uW (Ps B Psi)'12/7 Pgh (plg 4 L 5 1/7h 5.25 JYC* ' , ' 2 u/7_
GK u) Sc u p1 sat -T (2.3)
B w
FC f ) f2 UB h
..FC uB) ctC* hfg(Ps, B Ps, i
hGK - ( j at (2.4)
where
uf/uw=ratio of the interface friction velocity to the wave crest velocity
uw/u 8=ratio of the wave crest velocity to the mean condensate film velocity
uf/uB=ratio of the interface friction velocity to the bulk gas velocity
uw/uB=ratio of the wave crest velocity to the bulk gas velocity
C*=Blowing factor, correlation for high mass transfer rate
2.1.3 Dehbi
In 1991 Dehbi performed numerical and experimental studies in an attempt to predict tur-
bulent boundary layer condensation [1]. He draws attention to the fact that the models
based on the heat/mass transfer analogy generally underestimate the rate of turbulent natu-
ral convection condensation. Dehbi performed external condensation experiments on a 3.8
cm diameter, 3.5 meter vertical cylinder suspended in a pressure vessel. Steam-air mix-
tures were studied for pressures of 1.5, 3.0 and 4.5 atmospheres with air mass fractions
ranging from 0.25 to 0.9. Steam-air-helium mixtures were studied for pressures of 2.7 to
3.5 atmospheres and mass fractions of helium at 0.017, 0.047 and 0.083. The proposed
average heat transfer correlation on vertical flat plates takes the form:
2.1 Smooth Surfaces 21
2.1 Smooth Surfaces 21

hL = L0 .0 5 ((3.7 + 28.7P) - (2438 + 458.3P)log(Wg, ) (2.5)L ~ -T -TW0.25 .)
2.1.4 Peterson & Corradini
Corradini's model
In 1984 Corradini developed a model to predict heat transfer between steam-air atmo-
spheres and cool walls which considers both sensible and latent heat transfer [18]. The
overall heat transfer coefficient is assumed to consist of two resistances in series: that due
to energy transfer through the condensate film and that due to energy transfer (diffusion)
through the gas-vapor boundary layer:
1 _ 1 1-- = +.- (2.6)hT hfilm hgas
where the heat transfer coefficient through the gas-steam mixture accounts for two energy
transfer processes: convection and condensation.
hgas conv+ hcond (2.7)
The Corradini model was derived for both forced and natural convection. It has been
compared against several experiments with very good results for average heat transfer
rates [20].
Peterson's model
From 1993 to 1996, Peterson developed a turbulent diffusion model for natural convection
flow which allows the calculation of local heat transfer coefficients for the condensation
and convection processes in terms of saturation temperature differences[19]. Those coeffi-
Chapter 2 Literature Review for Steam Condensation with Noncondensables22
cients are then used in conjunction with a condensate film heat transfer coefficient from a
relevant film model to predict overall heat transfer in a method similar to that used in the
Corradini model.
The condensation heat transfer coefficient is based on the definition of a condensation
thermal conductivity Kcond, which allows smooth integration of the heat/mass transfer
analogy into the formulation. Kcond takes the form:
K h PM D'
cond T 2 (2.8)avg R 2 T 2
where
Tavg is the average saturation temperature of the bulk and the surface, and
X= g, avg (2.9)
s, avg
The heat transfer coefficients for sensible and condensation heat transfer are calculated
as:
Kmhcony = Nu (2.10)
KC~lhcond = Sh (2.11)
where
2.1 Smooth Surfaces 23
2.1 Smooth Surfaces 23
Nu = Csen(GrmPrm)1/3 (8.12)
Sh= Ccond(GrmScm) 11 3 (8.13)
Peterson recommends using Ccond=O. 1 and Csen= 7 .0*Ccond
Peterson's model was based on the experimental programs carried out at the Univer-
sity of California Berkeley in an attempt to produce a theoretical basis for describing non-
condensable gas effects on condensation. Peterson also applied this model to the
conditions of the Uchida experiments. He found that the Uchida correlation will overesti-
mate heat removal for containment conditions where the noncondensable gas partial pres-
sure is less than one atmosphere and underestimate where the noncondensable gas partial
pressure is more than one atmosphere (the usual situation inside a post-LOCA contain-
ment).
Both models give close prediction of average condensation heat transfer coefficients
which are in good agreement with most published experimental data [20]. The major
drawbacks of these two models are their complexity and the number of iterations that may
be required at each time step in order to predict the correct interface temperature.
8.2 Profiled Surfaces
8.2.1 Pure Steam Condensation
Heat transfer from a system can be increased by extending the surface area through addi-
tion of fins. The two most widely used types of fins are radial fins and axial fins. A large
number of experimental and theoretical investigations have been performed to evaluate the
enhancement of heat transfer rate for pure steam condensation due to surface extension.
The most widely used method to estimate the fin efficiency for single phase flow is based
Chapter 8 Literature Review for Steam Condensation with Noncondensables24

on the following assumptions[2 1]:
1. The heat flow is steady, therefore the temperature distribution is time-independent.
2. The fin material is homogeneous and isotropic and the thermal conductivity of the
fin is constant.
3. The heat flow to or from the fin surface at any point is directly proportional to the
temperature difference between the surface at that point and the surrounding fluid.
4. The heat transfer coefficient is the same over all the fin surface.
5. The temperatures of the surrounding fluid and the base of the fin are uniform.
6. The fin thickness is so small compared to its height that temperature gradients nor-
mal to the surface may be neglected.
7. The heat transfer through the outmost edge of the fin is neglected and as a correction
method, the effective height of the fin calculated by adding one-half of its thickness to the
actual height is used to replace the actual height in analytical solutions [21].
The solution to this one dimensional heat conduction problem can be easily found in
most heat transfer textbooks, e.g. reference [22].
Assuming there is no significant variance among two-phase flow regimes on the fin
surface, which is reasonable for the natural convection conditions encountered in our
applications, the single phase uniform heat transfer coefficient formula is directly applica-
ble to condensation process [8].
8.2.2 Condensation with Noncondensable Gases
There are rarely experimental data and theoretical models for condensation on profiled
surfaces in the presence of noncondensable gases because for most of the industrial con-
densation applications of extended surfaces it is a priority to avoid or remove noncondens-
able gases.
The only available resource for external condensation on finned tube in the presence of
noncondensable gases is the experimental and analytical program conducted at Paul
Scherrer Institute at Switzerland in 1996[23]. In this program the test condensers were
bundles of staggered radial-finned tubes oriented at 10 to 25 degrees to the horizontal,
8.2 Profiled Surfaces 25

modeling the PCCS unit designed by ENEL [10]. The geometric data of the radial-finned
tube is given in Table 2.1. A model has been developed to predict the condenser heat
removal capacity. It models the overall heat transfer process as three heat transfer resis-
tances in series, i.e. external condensation on the finned tube, heat conduction through the
tube wall and the boiling on the internal surface of the tube. It also assumes a uniform con-
densation heat transfer coefficient distribution, which is given by the Beaty and Katz
model[24]. The prediction of this model is in very good agreement with the experiments
performed in this program. The standard deviation between experimental and predicted
results is less than 10%.
One notable fact found in this experimental program is that there was a significant per-
formance degradation when the fin spacing is less than 4 mm [10]. It must be noted how-
ever, that the relevant data is held proprietary, and thus insufficient information is available
to make full use of the subject data and its analysis of ref [23] in the present work.
2.3 SummaryThe past work on external filmwise condensation on vertically mounted smooth and pro-
filed surfaces in the presence of noncondensables has been reviewed in this chapter. The
correlations and models respectively developed by Uchida, Tagami, Dehbi, Gido & Koes-
tel and Peterson & Corradini are briefly discussed. Italian work on tilted radial-finned tube
tests in the presence of noncondensable is also referred to in this chapter. The recom-
mended 4 mm for the fin spacing is adopted in our finned tube design.
Chapter 2 Literature Review for Steam Condensation with Noncondensables26

Table 2.1 Key Features of the Evaporator Finned-Tube Designed by ENEL
Parameters Value
Tube
Length 5m
I.D. 44.7 mm
O.D. 48.0 mm
Wall thickness 1.65 mm
Fin
Fin height 16 mm
Fin thickness 1 mm
Fin spacing 4 mm
Fin density 200fins/m
Fin construction helicallywrapped
2.3 Summary 27
2.3 Summary 27

Chapter 3
Design of Experiment
3.1 Introduction
3.1.1 Aim
The primary aim of this thesis research was to study the overall heat transfer performance
of the proposed evaporator tubes in the post-accident atmosphere of a nuclear plant. A
smooth copper tube with O.D. of 4 cm, thickness of 1.2 mm and length of 2 m was tested
as the reference. A made-in-house axial-finned tube and a commercial radial-finned tube
were also tested to measure the heat transfer enhancement. A secondary objective was to
simulate the natural circulation occurring in the evaporator recirculation loop of the pro-
posed PCCS concept and to observe its start-up features.
3.1.2 Design Strategy
In prior work at MIT of a similar experiment by Dehbi [1], energy removed by the con-
denser tube was determined by measuring the increase in temperature of liquid water cool-
ant. This leads to several compromises, including a large axial tube wall temperature
variation if high accuracy is desired. In the present experiment it was both suitable and
reliable to allow the cooling water to boil inside the tube.
In our two-phase coolant approach, water, serving as the coolant, is very close to the
saturation state before it enters the test section. It is evaporated in the test section. Then the
steam-water mixture coming out of the test section enters a gravity separator. The water
part is recirculated and the steam part is vented into the atmosphere. The heat transfer rate
Chapter 3 Design of Experiment28

is obtained by measuring the liquid level change in the separator, thus the steam flow rate.
Since the coolant in the test section is in its saturation state, a fairly small axial tempera-
ture variation of the test section can be obtained, which significantly reduces the measure-
ment error of the heat transfer coefficient.
The schematic of our experiment design is shown in Fig 3.1. The details of compo-
nents and instrumentation will be discussed in following sections.
3.1.3 Measurement Strategy
The primary goal of the experiment is to obtain the average heat transfer coefficient,
which is given by:
h =_ _ __ rsteam x hfg
STbulk - TW Tbulk T, (3.1)
In the absence of stray heat losses in the well-insulated separator the steam mass flow rate
will be equal to the water inventory change rate, which is determined by the water level
change and the cross section area of the cylindrical separator. The water level change is
measured by a precise differential pressure transducer. The bulk temperature and the wall
temperature are measured by internal and wall thermocouples. The evaporation heat is
obtained from steam tables at the separator pressure (saturated). Air concentration is cal-
culated from bulk pressure and local temperature, assuming saturation conditions.
3.1 Introduction 29
3.1 Introduction 29

To AtmosphereMoisture separator V1
t100C. - -- -I atm
48"
V2
Recirculationdowncomer
$ I"
T - lab water supply
- dcell- To Atmosphere
V7
Vent valve(To Atmosphere)
b15.75"
V4Steam-genervessel
Pressure regulator
Compressedair supply
ating
Electric heaters(3x9kw)
Safety valve
A
--I :r1
-L J
gend
Valve
Normal line
Insulated line
Electric heater
Steam inventory
Mixture of steam& liquid drops
Liquid inventory
To drain
V6
Makeup water inputV5
Not To Scale
Figure 3.1 Schematic of the Steam Condensation Experiment in the Presence of Air
30 Chapter 3 Design of Experiment
Le
30 Chapter 3 Design of Experiment

3.2 Experimental Apparatus
3.2.1 General view of the experimental setup
As shown in Figure. 3.1, the experiment rig consists of three major parts: pressure vessel,
recirculation loop (including the test section) and separator.
The 11 foot high, 15.75 inch diameter carbon-steel pressure vessel serves as the simu-
lant of the post-accident containment. Steam is generated at the bottom of the vessel by 3
vertically mounted immersion electric heaters with a total capacity of 27 kw. The maxi-
mum rated operating pressure for the vessel is 75 psig, which is insured by a safety relief
valve set at 75 psig and a pressure switch located at the vessel bottom. A level switch is
mounted inside the vessel to prevent the heaters from burning out. Two k-type thermocou-
ples are placed 6 inches from the bottom to provide water temperature readings and feed-
backs for the temperature controller. Air and makeup water are injected into the vessel
from lab air and water supply sources as required. A gas venting valve is mounted on the
cover of the vessel in order to make operating condition transitions. The drain line is
located at the bottom of the vessel. The vessel is fully insulated with fiberglass so that the
only condensation heat transfer path during steady state is through the test section.
The recirculation loop is made up of two risers, located in the separator, an insulated
downcomer inside the vessel, and the tested condenser tube. The downcomer is connected
with the test section through two elbows and a short horizontal copper tube. Compression
fittings through the vessel cover adapt the outlets of both the downcomer and the test sec-
tion to hose adapters, which are connected to the risers in the separator via two pieces of
silicon-rubber hose.
The separator is a 48 inch high, 8 inch in outside diameter and 0.5 cm thick aluminum
cylinder with lids made of two pieces of stainless steel rectangular plates. Four stainless
steel threaded rods clamp the end plates to the cylinder. Two silicon rubber gaskets pro-
vide effective sealing because the pressure difference between the inside and outside of the
separator is at most several psi. A copper tube fitting is brazed on the top cover, which
vents the steam out of the building through a industrial rubber steam hose. The separator is
fully insulated to reduce heat loss. Calculation and measurement have shown the vessel
313.2 Experimental Apparatus

heat loss is less than 1 kw, which can be easily compensated by the heaters with capacity
of 27 kw.
3.2.2 Instrumentation
Three types of instrumentation devices are used in the experiment: thermocouples for tem-
perature measurements, a pressure gauge/transducer for pressure measurements, and
water/gas flowmeters for the flowrate measurements.
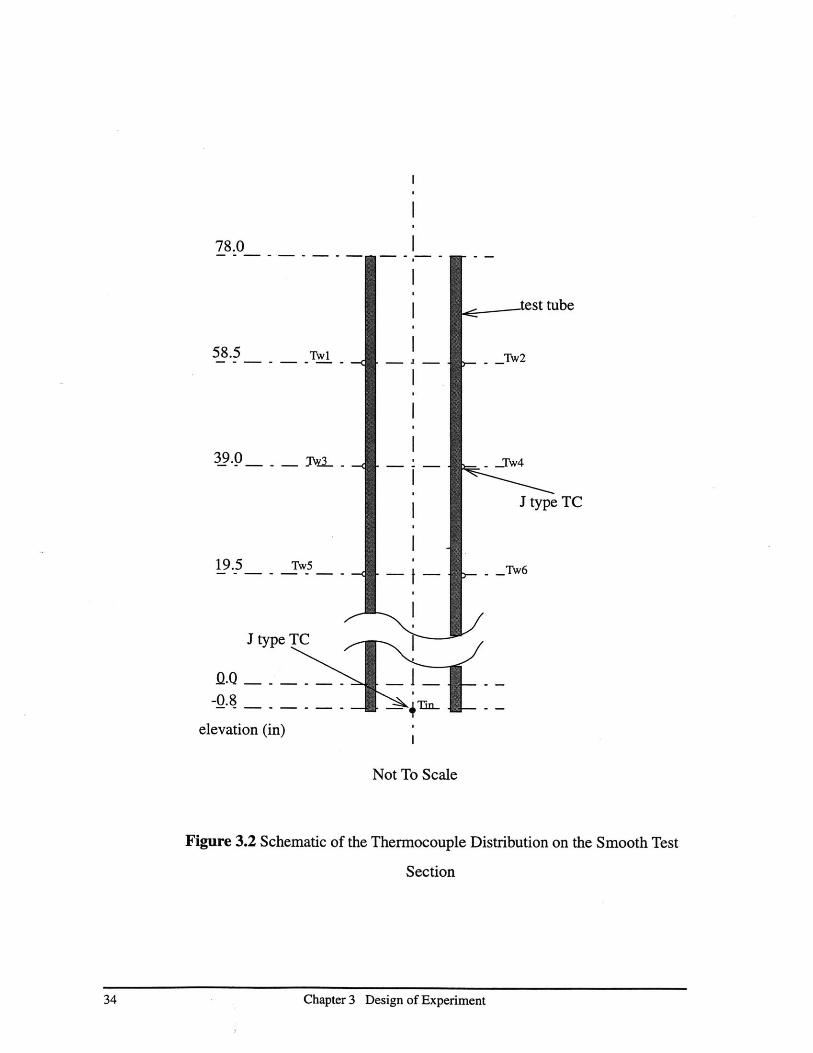
Seven stainless steel sheathed 1/16 inch O.D. thermocouples are mounted on the test
section as shown in Figure 3.2. Tw l-Tw6 are sandwiched between the tube wall and small
square pieces of 1/32 inch thick copper sheet. Thermocouple Tin is inserted into the test
tube at the inlet to make sure the coolant entering the test section is near saturation. A 16
channel thermocouple probe is vertically mounted inside the vessel to measure the axial
bulk temperature distribution of the atmosphere in the vessel at 6 inch axial intervals. Two
thermocouples are placed at the inlet of the downcomer and the outlet of the riser in the
separator to monitor the recirculation loop. All of these thermocouples are J-type.
One precise pressure transducer(0--100 psig) is installed to measure the vessel overall
pressure. One highly accurate differential pressure transducer is mounted at the bottom of
the separator to measure the pressure head induced by the water in the separator, thus the
water level. Two pressure gauges are also installed on the vessel and the separator to mon-
itor pressures visually.
One variable-area flowmeter is vertically mounted on the water and gas supply rig to
measure the volume flowrate of separator makeup water. A rotameter with mixing cham-
ber is used to measure the volume flowrates of air and helium as well as generating well-
mixed air/helium gas.
3.2.3 Data Acquisition System
A communication-based Data Acquisition System (DAS) was set up for this experiment as
shown in Figure 3.3. All thermocouple leads and pressure transducer output cables are
wired into the HP4471 1A multiplexer, which performs measurement channel selection.
The selected channel is then connected to a HP44702A Voltmeter to be sampled and con-
32 Chapter 3 Design of Experiment
verted to digital signal, which then is transmitted to a PC via HP-IB serial communication
protocol. All of the above operations are programmable and command-driven, managed
by the HP3852A Data Acquisition and Control Unit.
A program, DATACQ.BAS, has been written to set up the user interface and communi-
cate with the HP3852A on the PC side in HP-BASIC and Assembly languages. The source
code is supplied in the floppy disk left in the possession of the NED Computer Facility
Administrator (see Appendix F).
3.2 Experimental Apparatus 33
3.2 Experimental Apparatus 33
78.0
58.5 Tw
39.0 TO-3\LL
19.5 Tw5
____________ I ____________ __
I -
-I-.
J type TC
.-. test tube
Tw2
- Iw4
J type TC
-TW6
1<-0.8
elevation (in)
Not To Scale
Figure 3.2 Schematic of the Thermocouple Distribution on the Smooth Test
Section
34 Chapter 3 Design of Experiment
I
34 Chapter 3 Design of Experiment

ThermocoupleLeads
0 0 0
Pressure TransducerOutput Cables
HP44711A High-speed Multiplexer
HP44702A High-speed Voltmeter
HP3852A Data Acquisitionand Control Unit
HP-IB Cable
Figure 3.3 Schematic of Data Acquisition System
3.2 Experimental Apparatus 35
PC with HP-IBProgramming Interface
I T v
3.2 Experimental Apparatus 35

3.3 Operation Procedure
3.3.1 Calibration of Measurement Devices
All thermocouples, pressure transducers and the variable-area flowmeter have been
already calibrated before delivery by the manufacturers.
The conversion factor from pressure drop rate in the separator to steam mass flow rate
is calculated and calibrated using the d.p. cell, the variable-area flowmeter and a digital
timer. The detailed procedure is described in Appendix G.
3.3.2 Adjustment of Operating Conditions
The major parameters to be adjusted during experiment operations are overall vessel pres-
sure and air mass fraction. The power supply automatically adjusts to follow the heat
transfer rate.
A Proportional-Integral-Derivative controller taking the temperature reading of the
water in the vessel as feedback was used to keep a stable temperature in the pressure ves-
sel, thus indirectly controlling the vessel pressure since the steam/gas mixture in the vessel
is in saturation status (at steady state). The desired temperature can be directly set on the
temperature controller panel. Thus the desired overall vessel pressure can be set by setting
the corresponding saturation temperature on the temperature controller panel.
The air mass fraction is adjusted by injecting the desired amount of air into the vessel.
The pressure change between before and after air injection is a good measure of the
amount of added air using the ideal gas law.
To make operation condition transitions, the following two steps are recommended:
1). Open the normal release valve to vent a certain amount of steam/air mixture if it is
desired to reduce air mass fraction since the steam loss will be compensated by evaporat-
ing more water in the vessel. Open the gas injection valve to inject a certain amount of air
if it is desired to increase air mass fraction.
2). Keep the temperature setting untouched and wait for the system to reach steady
state if no pressure change is desired. Change the temperature setting to the desired value
and wait for the system to reach steady state if a pressure change is desired. It usually
Chapter 3 Design of Experiment36

takes 30 minutes for the whole system to reach the new steady state after a condition
adjustment.
A Standard Operation Procedure for operating the experiment facility is attached in
Appendix H.
3.3.3 Data Collection and Processing
All data collection can be done automatically at a constant sampling interval (usually 2
minutes) except the d.p. cell output for the separator liquid level, which has to be visually
read from a readout device specially configured for this d.p. cell.
Before starting data collection, instrumentation and DAS checks have to be done.
Then start the PC side application DATACQ.BAS and follow the prompted instructions.
Data reduction and error analysis are described in Appendix G.
3.4 SummaryIn this chapter, design strategy and apparatus setup of the experiment are described. The
most notable things in the design are that the coolant is under boiling condition during
steady state and heat transfer rate is measured based on the steam generation rate in the
test section determined by measuring the rate of decrease in separator liquid inventory.
The Instrumentation and Data Acquisition system and operation procedure are also
described in the chapter.
3.4 Summary 37
3.4 Summary 37
Chapter 4
Results and Discussion for Smooth Tube
4.1 Test Matrix
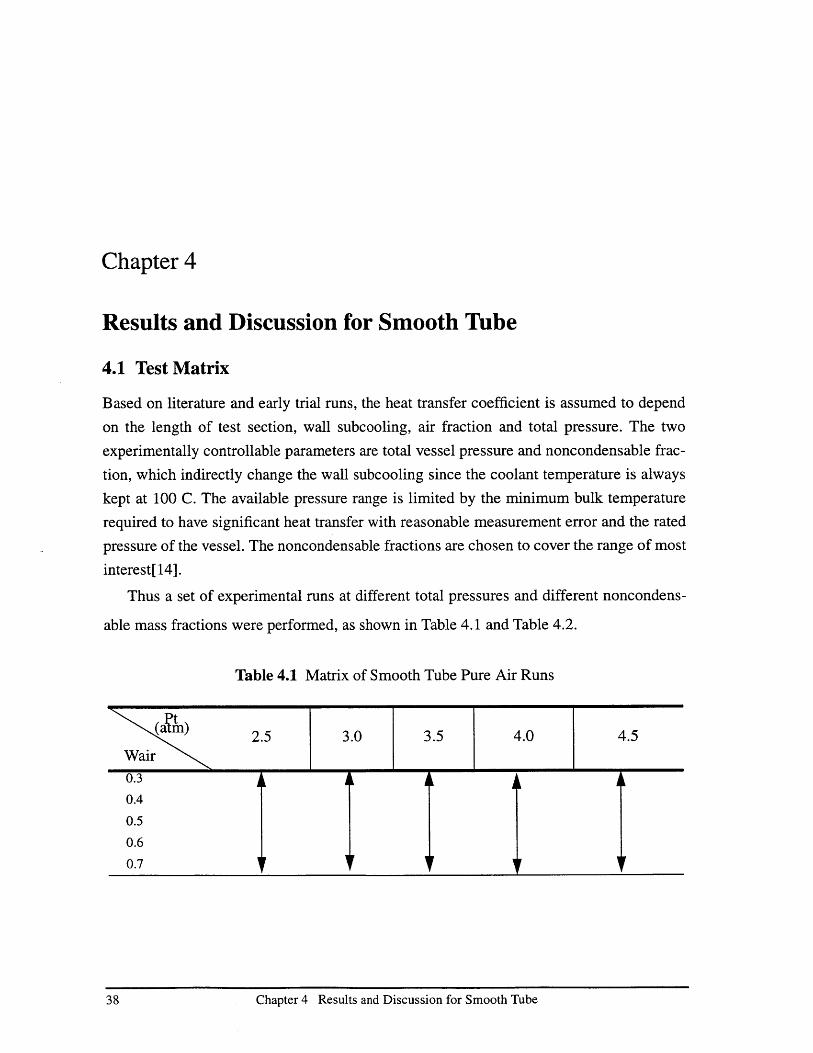
Based on literature and early trial runs, the heat transfer coefficient is assumed to depend
on the length of test section, wall subcooling, air fraction and total pressure. The two
experimentally controllable parameters are total vessel pressure and noncondensable frac-
tion, which indirectly change the wall subcooling since the coolant temperature is always
kept at 100 C. The available pressure range is limited by the minimum bulk temperature
required to have significant heat transfer with reasonable measurement error and the rated
pressure of the vessel. The noncondensable fractions are chosen to cover the range of most
interest[ 14].
Thus a set of experimental runs at different total pressures and different noncondens-
able mass fractions were performed, as shown in Table 4.1 and Table 4.2.
Table 4.1 Matrix of Smooth Tube Pure Air Runs
m) 2.5 3.0 3.5 4.0 4.5Wair0.3
0.4
0.5
0.6
0.7
Chapter 4 Results and Discussion for Smooth Tube38

Table 4.2 Matrix of Smooth Tube Air-Helium Runs
Xs/(Xs+Xnc) 0.4 0.60.8
Pt(atm)Xhe/Xnc
15% 3.5,4.5 3.5,4.5 3.5,4.530% 3.5,4.5 2.5,3.0,3.5,4.0,4.5 3.5,4.560% 3.0
4.2 Repeatability of Experiments
To verify the reliability of data points and repeatability of the experiments, a complete
series of repeat runs at Pt=3.5 atm for the air-only case was conducted several weeks after
the initial run. As shown in Figure 4.14 the original points and repeat points are in good
agreement since their error bars overlap.
4.3 Condensation in the Presence of Air Only
4.3.1 Empirical Correlation from Experimental Data
An empirical heat transfer correlation of condensation in the presence of air has been
developed for a copper tube with length of 2 meters and O.D. of 4 cm in terms of a param-
eter group made up of steam mole fraction (Xs), overall pressure (P), temperature differ-
ence between bulk gas and wall surface (dT), which has taken into account all well-known
factors influencing condensation rate. A similar approach has been applied in the past by
others: for example Dehbi [1], Almenas [25]. Using all experimental data for pure air runs
and least square error criteria, the average heat transfer coefficient correlation takes the
form:
h = C x Xs2.344 X PtO.252 x dT.3074.1)
4.2 Repeatability of Experiments 39
4.2 Repeatability of Experiments 39

where,
h: average condensation heat transfer coefficient, w/(mA2*C)
C: constant coefficient, equals 1015.7
Xs: steam mole fraction, dimensionless
Pt: overall pressure, atm
dT: wall subcooling, Celsius degrees,
which has been obtained for:
2.5 atm < Pt < 4.5 atm
4 C < dT < 25 C
0.395 < Xs < 0.873
Figure 4.1 shows the comparison of experimental data points to the correlation. As can
be seen from this figure, this correlation covers all data points within 20%. Most points are
within +/- 15%.
4.3.2 Comparison of the Experimental Data to Theoretical Analysis
The condensation process in the presence of air is governed by two physical phenomena:
natural convection and gas diffusion. The experimental data will be compared against the
analysis results based on natural convection, equimolal counterdiffusion and diffusion
through stationary gas layer.
Natural Convection
Pure natural convection analysis [22] indicates that the average heat transfer coeffi-
cient h takes the form:
h~-K gpp2 Pr) 1/3 dT1/3 (4.2)
Chapter 4 Results and Discussion for Smooth Tube40

For the present experiment there is not significant temperature dependence of these
variables and the only variable that has important pressure dependence is density p. Using
the ideal gas law gives:
p -Pt (4.3)
Eventually we get
and
h-Pt2/3 dT11 3
Q -Pt2/3dT4/3
(4.4)
(4.5)
Equimolal Counterdiffusion
Assuming that the diffusion coefficient D is constant and the ideal gas law holds, anal-
ysis of equimolal counterdiffusion in a binary gas mixture for the steady, one-dimensional
case [26] shows that the diffusion rate is proportional to
bulk - Pswald)(4.6)
Where D is the diffusion coefficient, and Ps is the steam partial pressure. Because the dif-
fusion coefficient has the following temperature and pressure dependency [22]:
4.3 Condensation in the Presence of Air Only 41

D T1.632(4 7
the mass diffusion rate, thus the heat transfer rate has the following expression:
T (O.632 Psbulk - PS wall(
Pt (4.8)
where Pt is the overall pressure.
Diffusion through Stationary Gas Layer
Under the same assumptions as in equimolal counterdiffusion and assuming that the
diffusion process is at constant total pressure and temperature and the noncondensable gas
is stationary, analysis [26] shows that the mass diffusion rate, thus the total heat transfer
rate obeys the following expression:
) DPt 'Pt - Psbulk(
T Pt - PS (49)
Considering Eq. 4.7, we have
Q TO.632LnP t)bulk (4.10)Pt-Pswal
Figures 4.2 through 4.4 show the correlations of the experimental data based on the
above theoretical analyses. As is evident, equimolal counterdiffusion has the best fit. The
other two show widely scattered points. Thus we can conclude that the mass counterdiffu-
sion of steam and noncondensables plays the dominant role in the condensation process
Chapter 4 Results and Discussion for Smooth Tube42

that we are studying even though we can not simply use it to completely explain the entire
process, which also involves axial flow.
4.3.3 Comparison of the Experimental Data to Existing Correlations and Models
A number of correlations for condensation on a vertical wall in the presence of air have
been developed, most notably Uchida's empirical correlation, Peterson's Diffusion Layer
Model (DLM) and Dehbi's correlation. In this section we will compare our experimental
data to these correlations. A conservative curvature enhancement factor of 0.8 has been
applied to make our experimental data on a vertically mounted cylindrical tube with O.D.
of 4 cm comparable to correlations for condensation on a vertical wall, as suggested in [1].
Figure 4.5 shows that the DLM with suction factor predicts the data very well. Most of
the experimental data fall into the +/- 20% range of its prediction. Furthermore the DLM is
conservative for lower heat transfer coefficient cases, which are of our special interest.
Figure 4.6 shows that without considering the suction factor, the DLM underestimates h
significantly, especially at high h cases. Thus the suction factor is important in the conden-
sation process with high h since it involves a high mass transfer rate, the cause of suction.
Figure 4.7 shows that using least square error criteria, the experimental data are well
distributed around the 2.2 times h line from Uchida's correlation, which comes from a
least square fit of experimental data. It also shows that Uchida's correlation is conserva-
tive.
Figure 4.8 compares the DLM and 2.2 times hUchida correlations. As can be seen, the
DLM is in very good agreement with the much simpler Uchida correlation. This allows us
to use 2 .2 *hUchida to evaluate the performance of condensation on containments without
conducting complicated numerical computations as required by the DLM. However
Uchida's correlation tends to overpredict when the initial noncondensable gas pressure is
less than 1 atm or the noncondensable gas is not air. Thus caution should be used when
applying the 2 .2 *hUchida formula.
Since Dehbi has conducted experiments and developed a correlation under similar
working conditions, a comparison has been made as shown in Figure 4.9. As seen from
4.3 Condensation in the Presence of Air Only 43

this figure, Dehbi's correlation is conservative at high h cases. However, overall Dehbi's
correlation does not give a good prediction of our data.
4.4 Condensation in the Presence of Air and Helium
Following a loss of coolant accident (LOCA), hot steam will be injected into the contain-
ment building where it mixes with the air initially present. When the forced flow condi-
tions disappear, natural circulation currents become the driving mechanism allowing
steam to condense on colder containment walls. This heat transfer mode was the focus of
the experiments of section 4.2. If, for some reason, the reactor core is not adequately
cooled, the cladding may eventually oxidize and cause the release of hydrogen into the
containment. The purpose of this set of experiments is to study the effect of helium on
steam condensation. In these experiments, helium was substituted for hydrogen because of
many similarities between the two gases. Moreover, it is experimentally very demanding
to handle hydrogen because of its potential for combustion.
The range of physical parameters was chosen to correspond to typical values expected
in post LOCA conditions. The test matrix is shown in Table 4.2.
Figure 4.10 and Figure 4.11 show the effect of helium on condensation heat transfer at
total pressures of 3.5 and 4.5 atm, Xs values from 0.4 to 0.7, and helium mole fraction in
the air-helium mixture from 15% to 60%. As can seen from Figure 4.10 there is only a
small difference for Pt=3.5 atm between air-only cases and air-helium mixture cases when
Xhe/Xnc is less than 30%, which is of our major interest because it covers all conditions
experienced during a Severe Accident Scenario [14]. Figure 4.11 shows that while there is
a generally lower heat transfer coefficient for Pt=4.5 atm when the helium mole fraction
increases in the air-helium mixture, the difference is within 20% for the helium range of
less than 30%. Thus it is suggested that one utilize the air-only correlation with a reduction
factor of 20% to be conservative in the air/helium case as long as the total pressure is less
than 4.5 atm and Xhe/Xnc is less than 30%, since the helium effect increases with total
pressure, as shown in Figure 4.12. For applications beyond this range, it is suggested to
Chapter 4 Results and Discussion for Smooth Tube44

use the DLM [20] when implementation of complicate numerical computation procedure
and computation time are not of major concern, or Dehbi's correlation [1] for ease of use.
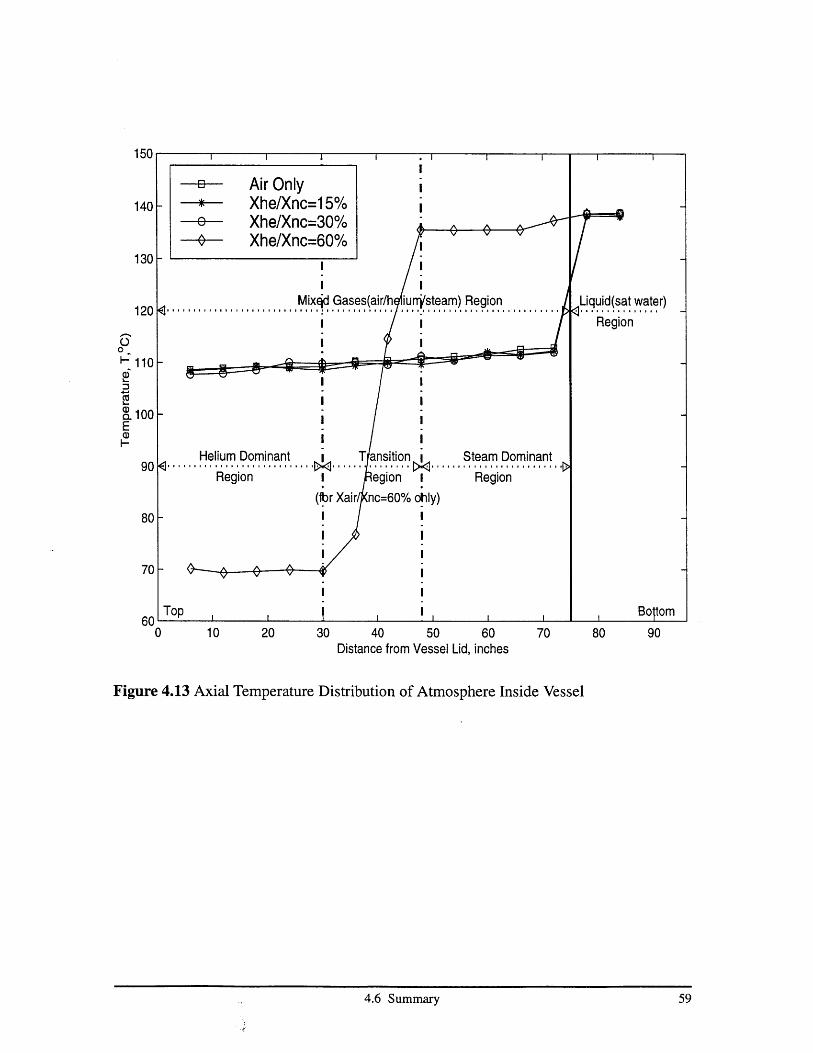
For helium mole fraction in excess of 60%, a gas stratification phenomenon was
clearly observed when steady state was reached, as shown in Figure 4.13,even though the
gases were initially well mixed. Also, unstable circulation occurred under this condition
because of the large axial temperature difference.
4.5 Shadowing Effect in a Tube Bundle
To evaluate a maximum upper limit for the shadowing effect in a tube bundle, a PVC
pipe shroud with I.D. of 10 cm and length of 2 m was added around the same smooth tube
used earlier to confine bulk gas flow entirely to the axial direction in an annular gap of
width 3 cm. The test matrix is shown in Table 4.3
Table 4.3 Matrix of Runs for Smooth Tube with Shroud
(an)2.5 3.0 3.5 4.0 4.5
Wair
0.35 X
0.42 X
0.52 X X X X X
0.62 X
Figure 4.15 shows the shroud effect versus air mass fraction at a constant total pressure
of 3.5 atm abs. Figure 4.16 shows that shroud effect versus total pressure at a constant air
mass fraction of approximately 0.52. It can be found from these two figures that heat
transfer coefficients are reduced by a factor of around 0.6 for tubes shadowed such that
only axial flow is allowed, compared to tubes in which unrestricted radial access is avail-
able. The magnitude is plausible because water vapor concentration in the downflowing
4.5 Shadowing Effect in a Tube Bundle 454.5 Shadowing Effect in a Tube Bundle 45

vessel atmosphere will become depleted when one proceeds from top to bottom of the
evaporator tube.
4.6 SummaryIn this chapter, the experimental results and comparisons to other empirical correlations
and theoretical models are presented.
First, it was found that the mass counterdiffusion of steam and noncondensables plays
the dominant role in the condensation process.
The DLM shows good agreement with the experimental data and thus is recommended
for use in containment analysis. Also 2.2* hUchida is recommended for engineering
design and analysis for its simplicity and ease of implementation with good agreement
with the experimental data and DLM prediction.
The effects of helium and bundle shadowing have been observed in the experimental
results. Reduction factors of 0.8 and 0.6 respectively have been recommended to predict
the performance of a smooth tube under influence of these effects.
Chapter 4 Results and Discussion for Smooth Tube46

35001
+ P=2.5 atmx P=3.0 atm
3000- 0 P=3.5 atm* P=4.0 atmo P=4.5 atm
0 2500 - h=1 01 5.7*Xs 2. 344 P 0.252*dTO. 307
+ 2000 - +0
00 1-;20-1-
500 - 0|0,
0
0 0. 15202.
-. 1500-
Em irca Paa e 4rGoP ,X .3 , .2 *d .37 .2 *C.7
Fi-af
5) 00
0 0.5 11.5 2 2.5
Empirical Parameter Group, XS2.34*pO252*dTO.3 07 atm .52CO.
Figure 4.1 Empirical Correlation of Air Noncondensable Runs for Smooth Tube
4.6 Summary 47
4.6 Summary 47

x
+ x
+
x 0
+x
0
+
0
,0
*
*
0
*
01
xO0
x
0
0
*
' I I I I I2.5 3 3.5
Parameter Group, Ln(Pt-.*dT)4 4.5
Correlation of Vertical Wall Data Reduced From Air Noncondensable Runs forSmooth Tube Based on Pure Natural Convection Model
Chapter 4 Results and Discussion for Smooth Tube
2.5
2
+ P=2.5 atmx P=3.0 atmo P=3.5 atm* P=4.0 atmo P=4.5 atm
1.5
1
0.5 H
6-C-J
C
a)E
CL
xwi
0
-0.5 H
+-1'1
1 . 2
Figure 4.2
5
48

8 10
Parameter Group,
12
Tv. 632*(dPs/Pt)
14 16 18
Correlation of Vertical Wall Data Reduced From Air Noncondensable Runs forSmooth Tube Based on Equimolal Counterdiffusion Model
4.6 Summary 49
12
10kH
I-
CESa)
a
EC)xw
+ P=2.5 atmx P=3.0 atmo P=3.5 atm* P=4.0 atmo P=4.5 atm
a) x
a)+2-
0-2
Figure 4.3
4 6
49
-
4.6 Summary

12
10- 0 P=3.5 atm* P=4.0 atmT P=4.5 atm
U) -
6d - -
c4-E
x (
*
0 1 1
-60 -50 -40 -30 -20 -10 0Parameter Group, Tv. 632 *ln((Pt-Pb)/(Pt-Pw))
Figure 4.4 Correlation of Vertical Wall Data Reduced From Air Noncondensable Runs forSmooth Tube Based on Diffusion through Stationary Gas Layer Model
Chapter 4 Results and Discussion for Smooth Tube
-r-=x P=
flr.O Will
3.0 atm
50

1000 1500 2000h DLM With Suction, w/(m2*OC)
Figure 4.5 Comparison of Vertical Wall Data Reduced from Airfor Smooth Tube against DLM with Suction
Noncondensable Runs
4.6 Summary 51
+ P=2.5 atmx P=3.0 atmo P=3.5 atm* P=4.0 atmn P=-A rtm
4000
3500 F
0
S3000
x
c25000)
Q)
0
2000
cu 1500a)I
Ca)E 1000C)xwj
500
00
- - ..Yh =hexp DLM (With Suction) -
+20%'
--20%
.. I , - ' -I
500 2500 3000
514.6 Summary

4000 I I I
+ P=2.5 atm
3500- x P=3.0 atm0 P=3.5 atm* P=4.0 atm
E3000- o P=4.5 atmh =h
exp DLM (Without Suction)
+20%'2500 -
0 O
200000
'1500 ---0-20%
E 1000-
LU
500-
00 500 1000 1500 2000 2500 3000
h DLM Without Suction, w/(m2*OC)
Figure 4.6 Comparison of Vertical Wall Data Reduced from Air Noncondensable Runsfor Smooth Tube against DLM without Suction
Chapter 4 Results and Discussion for Smooth Tube
4000
52

4500
+ P=2.5 atm4000- x P=3.0 atm
o P=3.5 atm .0i* P=4.0 atmE 3500 P=4.5 atm
- h =2.2*hUc
-3000 . ....... h eexp Uchida+20%
2500 - -0 0.
2000 -
cu
10 - 0' -20%
50 -..- ) -
Z0 15001
1000-.x Vw
0 500 h Uhida' w/(m2*oC) 1000 1500
Figure 4.7 Comparison of Vertical Wall Data Reduced from Air Noncondensable Runsfor Smooth Tube against Uchida Correlation
4.6 Summary 53
4.6 Summary 53

4000 1 1
+ P=2.5 atm
3500 x P=3.0 atmE 0 P=3.5 atm
* P=4.0 atm0 -o P = 4 .5 *.L3000 hDLM=12*h
-z DLM- Uchida
+20%'2500 --
2000 --
E - -0
c 1500 -.- 20%
0
00 500 1000 1500 2000 2500 3000
2.2*h ,cia w/(m2 C)
Figure 4.8 Comparison of DLM (With Suction) against 2.2*Uchida Correlation
Chapter 4 Results and Discussion for Smooth Tube54

1500hDehbi' w/(m2 OC)
Figure 4.9 Comparison of Vertical Wall Data Reduced from Airfor Smooth Tube against Dehbi Correlation
Noncondensable Runs
4.6 Summary 55
4000
3500
0
E3000
x
2500
0
2000
C
C-
*5 1500
E 1000
axw500
00
+ P=2.5 atmx P=3.0 atmo P=3.5 atm* P=4.0 atm0 P=4.5 atm
h =hexp Dehbi
+20%'
-20%
. .
- -- ---
500 1000 2000 2500 3000
4.6 Summary 55

0.4 0.45 0.5 0.55Xsteam, dimensionless
0.6 0.65 0.7 0.75
Figure 4.10 Helium Effect on Heat Transfer Coefficient at Pt=3.5 atm
Chapter 4 Results and Discussion for Smooth Tube
2000
1800
C
0
0
1600-
1400-
1200-
1000-
800-
600 -
400-
200-
-- +- Air Only--- -x - Xhe/Xnc=1 5% ;- -e - Xhe/Xnc=30%
/ /
I I I I I I I II-
0.35
56

0.4 0.45 0.5 0.55 0.6 0.65Xsteam, dimensionless
0.7 0.75
Figure 4.11 Helium Effect on Heat Transfer Coefficient at Pt=4.5 atm
4.6 Summary 57
2000
1800 -
1600 -
0
C:
t
U)
00
-- *- Air Only- -*- Xhe/Xnc=1 5%- -8- Xhe/Xnc=30%
A/
/ / / 7
/ / -
--
lo,7 -
7 -
7 -oe
Ile
ol 11 -
I I I I I I I
1400-
1200-
1000-
800-
600
400
2000.3I5
4.6 Summary 57

1200
1100 F
1000
900)-
800 H
700 H
600 F
5002 2.5 3 3.5
Total Pressure, P, atm4 4.5
Figure 4.12 Helium Effect on Heat Transfer Coefficient at Xsteam=0.61
Chapter 4 Results and Discussion for Smooth Tube
j0
-C"
CU)0
000U)C,,C
H
U)I
-- *- Air Only- -x - Xhe/Xnc=30%
I
//
/
//t"'-t'-''
/ /
/ //1/
I'
5
58
* I150 -
140-
130-
e Xhe/Xnc=30%0 Xhe/Xnc=60%
MiXE d Gases(air/h iurqsteam) Region
Helium Dominant T ansition .. Steam Dominant
Region I egion I Region
(br Xair nc=60% ohly)
0 10 20 30 40 50 60 70 80 90Distance from Vessel Lid, inches
Figure 4.13 Axial Temperature Distribution of Atmosphere Inside Vessel
4.6 Summary 59
9 Air Only* Xhe/Xnc=15%
Liquid(sat water)
Region
I Boltom
120 1- -
10-
00 -
F1
E
90 4
801
701-
Top60
i
I
4.6 Summary 59

0.3 0.35 0.4Air Mass Fraction,
0.45 0.5Wair, dimensionless
0.55 0.6
Figure 4.14 Repeatability of Smooth Tube Air-only Experiment Data at Pt=3 atm
Chapter 4 Results and Discussion for Smooth Tube
'3000
2500
-* Initial Run-o- - Repeat Run
.
a)0
a)0
a)U)
2000 F
1500 F
1000-
500
0.0.2 0.25 0.65
60

1400
1200
1000
800
600
400
2000. 0.6 0.65
Figure 4.15 Shroud Effect on Heat Transfer Coefficient at Pt=3.5 atm
4.6 Summary 61
2000
1800
1600
0
(D
7,
-- *+- Without Shroud-x - With Shroud
NN
N N
- N
- -
NNNN N- -
-N N
- -- -
0.4 0.45 0.5 0.55Air Mass Fraction, Wair, dimensionless
3 0.35 0.7
4.6 Summary 61

1200
1000-
8001-
600 F
4001-
200 -
02 2.5 3.5
Total Pressure, P, atm
Figure 4.16 Shroud Effect on Heat Transfer Coefficient at Wair=0.52
Chapter 4 Results and Discussion for Smooth Tube
C
(D0
C/)C
- I iho tS ru -
- -x*- Withou ShroudT
- - --
3 4 4.5 5
62

Chapter 5
Results and Discussion for Finned Tubes
5.1 Introduction
Augmentation of heat transfer and reduction of the coolant pumping power consumption
by devices in which heat transfer occurs are the twin goals in improving the design of heat
transfer equipment. The achievement of the enhancement of heat transfer is of particular
importance in the PCCS concept design since the driving head of the coolant is provided
by natural circulation. Only increase of heat transfer surface is considered for enhance-
ment means since it is hard to increase heat transfer coefficient because of the existence of
a large amount of noncondensable gases.
Major parameters governing the performance of a evaporator made up of finned tubes
are the length and diameter of the tube, the fin geometry and the number of tubes. To find
the optimal finned surface for given heat exchanger applications, it is necessary to estimate
the fin effectiveness and the cost of manufacture. Two standard and widely-used shapes,
round radial-fin and straight axial-fin were investigated in our design since they are rela-
tively easy to make and have low cost resulting from their extensive applications in a num-
ber of industries. The theoretical design and experimental tests are discussed in the next
sections.
5.2 Finned Tube Parametric Design Based on Theoretical Analysis
Finned tube heat transfer is a one-dimensional heat conduction problem in general. The
mathematical analysis for finned tubes is based upon the assumptions listed in Section
5.1 Introduction 63
5.1 Introduction 63

2.2.1.
5.2.1 Radial-finned Tube
The governing equation of this problem is:
d2 1 d 2h (5.1)
dr2 rdr X8
where,
r is the radial coordinate with origin at the center of the tube cross section.
0 is the temperature difference between the surface at r and the surrounding fluid.
h is the average heat transfer coefficient on the surface of fin.
X is the thermal conductivity of fin material
8 is the thickness of the fin.
The boundary conditions for the above equation are:
0| r=Rb Ob (5.2)
d (5.3)
dr r = Rout
Solving the above equation with the given B.C.s gives the fin efficiency $ (for one fin),
defined as:
f Jf OdA (54)
ObAf
in the form [21]:
Chapter 5 Results and Discussion for Finned Tubes64
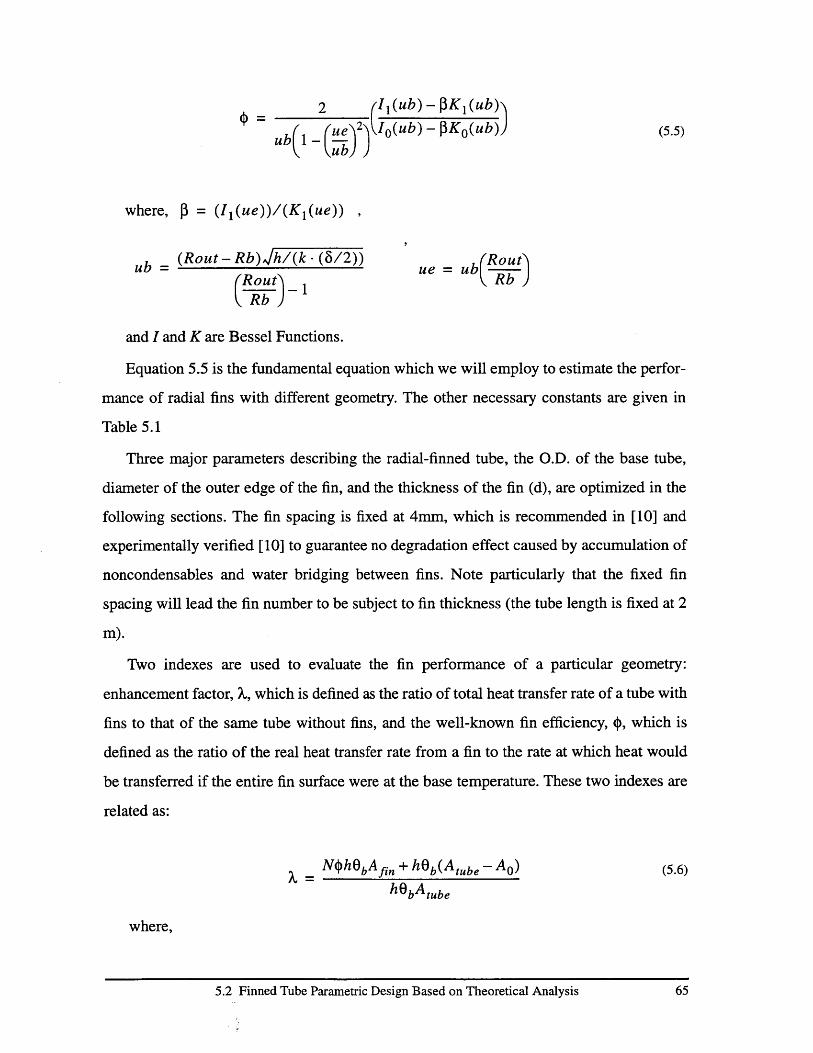
2 (1,(ub) - KI(ub)
ub 1- ()2)YIO(ub) - PKO(ub)) (5.5)ub
where, P = (I(ue))/(KI(ue))
ub = (Rout - Rb)h/(k (8/2)) ue = ub RoutRout Rb
Rb
and I and K are Bessel Functions.
Equation 5.5 is the fundamental equation which we will employ to estimate the perfor-
mance of radial fins with different geometry. The other necessary constants are given in
Table 5.1
Three major parameters describing the radial-finned tube, the O.D. of the base tube,
diameter of the outer edge of the fin, and the thickness of the fin (d), are optimized in the
following sections. The fin spacing is fixed at 4mm, which is recommended in [10] and
experimentally verified [10] to guarantee no degradation effect caused by accumulation of
noncondensables and water bridging between fins. Note particularly that the fixed fin
spacing will lead the fin number to be subject to fin thickness (the tube length is fixed at 2
m).
Two indexes are used to evaluate the fin performance of a particular geometry:
enhancement factor, X, which is defined as the ratio of total heat transfer rate of a tube with
fins to that of the same tube without fins, and the well-known fin efficiency, $, which is
defined as the ratio of the real heat transfer rate from a fin to the rate at which heat would
be transferred if the entire fin surface were at the base temperature. These two indexes are
related as:
NohObAfif + hOb(A tube - A ) (5.6)hobAtube
where,
5.2 Finned Tube Parametric Design Based on Theoretical Analysis 65

AO is the tube surface covered by fins,
Afi, is the surface area of fins,
Atibe is the total surface of the smooth base tube,
N is the number of fins.
The O.D. of the base tube was selected as 4 cm (around 1.59 inches) because this is
one of the most regular sizes commercially available, which can reduce the cost of heat
exchangers consisting of hundreds of tubes of this type. Also it is large enough to provide
a reasonably small flow friction.
Figure 5.1 and Figure 5.2 show how the enhancement factor and fin efficiency vary for
different fin thickness and radius of fin outer edge. The strategy is that we want to have a
high enhancement factor since it is directly related to the performance of our cooling unit,
a reasonably high fin efficiency and low cost and size of the finned tube. Figure 5.1 shows
that the enhancement factor is not sensitive to fin thickness when it is greater than 2 mm.
Figure 5.2 shows that greater thickness yields higher fin efficiency. Thus we selected fin
thickness at 3 mm since it has a fin efficiency of 0.56 and the weight of the finned tube,
thus cost, still acceptable. The selection of the radius of the fin outer edge is mainly based
on the consideration of size. Eventually we selected a radius of 5 cm because of the size
consideration, plus the enhancement factor increases very slow when the radius increases
beyond 5 cm as demonstrated in Figure 5.1.
Consequently, a copper-radial-finned copper tube with features described in Table 5.2
is proposed to serve in the evaporator of the PCCS concept. The schematic of the proposed
tube is sketched in Figure 5.5.
Chapter 5 Results and Discussion for Finned Tubes66

Table 5.1 The Constants Used in Estimating the Performance of the Finned Tubes
Items Values
The tube length 2m
The fin spacing 4 mm
The temperature between fin at 15C(120-105)base and surrounding fluid
Thermal conductivity of copper 400 w/(m*k)
Average heat transfer coefficient 1000 w/(mA2*k)
Table 5.2 Features of the Proposed Radial-finned Tube for the Evaporator
Items
Outer diameter of tube
Diameter of fin outer edge
Fin thickness
Fin spacing
tube length
Values
4 cm
10 cm
2 mm
4 mm
2 m
5.2 Finned Tube Parametric Design Based on Theoretical Analysis 67

15
0
0
4J
0
ra.0
24.
0
101
5
0.03 0.04 0.05 0.06 0.07
Radius of Fin Outer Edge (m)
Fin Thicknesss=1 mmFin Thicknesss=2 mmFin Thicknesss=3 mmFin Thicknesss=4 mm
Figure 5.1 Radial-fin Enhancement Factor Changes with Geometry
0.03 0.04 0.05 0.06 0.07
Radius of Fin Outer Edge (m)
Fin Thicknesss=1 mmFin Thicknesss=2 mmFin Thicknesss=3 mmFin Thicknesss=4 mm
1
.2
~0
0
E0
0.5
0
Figure 5.2 Radial-fin Efficiency Changes with Geometry
Chapter 5 Results and Discussion for Finned Tubes
0.05
I I I0.I5
------ ---- -~ - - - -~ ~ ~ - 0.56
68
5.2.2 Axial Finned Tube
Though the radial-finned tube can yield an enhancement factor as large as 9, ideally, the
tube must be mounted at an angle to the vertical to promote condensate drain-away. Thus
an axial-finned tube design is also under consideration because it allows vertical mounting
which offers more buoyancy driving head.
The theoretical analysis of axial fins is very similar to that for radial fins. They have a
similar governing equation except the axial-fin has constant fin cross section area, which
makes the solution simpler.
The analytical solution for the efficiency of axial fins is based on the seven basic
assumptions listed in section 5.2. The fin efficiency is given in the form [22]:
hPKfS - tanh(L hP) (5.7)PLh
The same two indexes--enhancement factor and fin efficiency, as defined in the last
section, are considered as the indicators of the performance of an axial-finned tube. Since
the same base tube size and fin spacing as the radial-finned tube are used for the axial-fin
tube for the same reasons discussed in section 5.2, the two major parameters of the axial
fin to be optimized are fin thickness and fin height. Table 5.1 shows the constants used in
the performance analysis of the axial-finned tube.
Figure 5.3 and Figure 5.4 show that the fin enhancement factor increases and the fin
efficiency decreases when fin height increases and fin thickness decreases. The same strat-
egy as radial-fin selection leads us to select the fin height at 2 cm and fin thickness at
around 3 mm. Thus we can have an enhancement factor of 5 and fin efficiency of over 0.8
for this proposed geometry.
A summary of the parameters of the proposed axial-finned tube is given in Table 5.3.
The schematic of the proposed tube is sketched in Figure 5.5.
5.2 Finned Tube Parametric Design Based on Theoretical Analysis 69

.2
I-
0
a20Ua0a
0 0.01 0.02 0.03Fin height (m)
Thickness=1.0 mmThickness=2.0 mmThickness=3.0 mmThickness=4.0 mmThickness=5.0 mm
Figure 5.3 Axial-fin Enhancement Factor Changes with Geometry
I
jaC
a
'aUaU
a
0.8
0.6
0.4
0.20 0.01 0.02 0.03
Fin height (m)
* Thickness=1.0 mmThickness=2.0 mmThickness=3.0 mmThickness=4.0 mmThickness=5.0 mm
Figure 5.4 Axial-fin Efficiency Changes with Geometry
Chapter 5 Results and Discussion for Finned Tubes
I I I I
0.0 ...
I | | |
0.04 0.05
N~~2
~0.8
I X
0.04 0.05
70
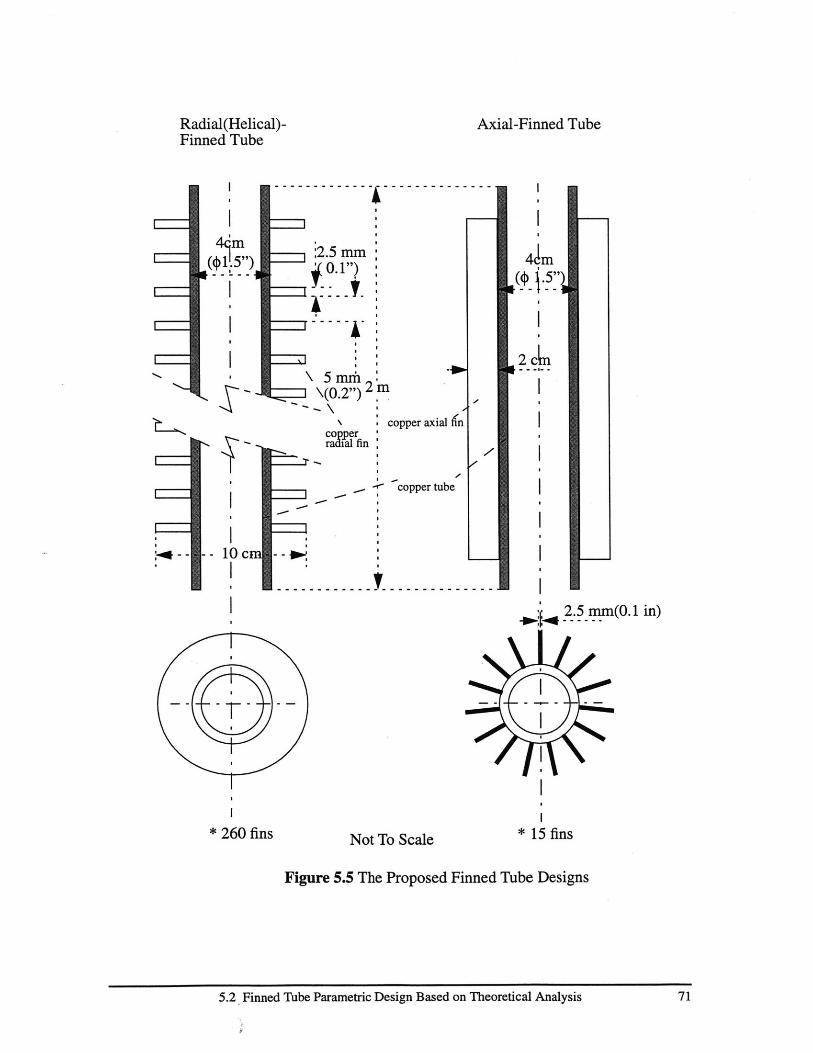
Radial(Helical)-Finned Tube
Axial-Finned Tube
4 m
($15") -' - - - I:2.5 mm] ' .1"7)
\ Smm21 \(0.2") 2 m
copper
10 -
* 260 fins
axial An
copper tube
Not To Scale
2.5 mm(O. 1 in)
* 15 fins
Figure 5.5 The Proposed Finned Tube Designs
5.2 Finned Tube Parametric Design Based on Theoretical Analysis
4Jm
2 c :
ra falrfin
71

Table 5.3 Features of the Proposed Axial-finned Tube for the Evaporator
Items Values
Outer diameter of base tube 4 cm
Length of the base tube 2 m
Fin height 2 cm
Fin thickness 3 mm
Fin spacing 4 mm
5.3 Results and Discussions of Finned Tubes Tests
Due to lack of commercial availability of the proposed finned tubes described in the pro-
ceeding section, an in-housemade copper-axial-finned copper tube and an aluminum-
radial-finned stainless steel tube manufactured by Hudson Product, which was originally
designed for forced air cooling units, were investigated. Their geometries are shown in
Figure 5.6 and Figure 5.7. The axial-finned tube geometry is as close as possible to the
design proposed in Table 5.3. The radial-finned tube has a smaller fin spacing than the
design proposed in Table 5.2
5.3.1 Axial-finned Tube
The performance of the tested axial-finned tube is shown in Figure 5.8 and Figure 9. An
enhancement factor of over 1.5 can be easily obtained while the analytical solution gives
an enhancement factor of around 4.5 assuming perfect contact of the fin and the base tube.
A number of reasons contribute to this difference. First of all, some of the assumptions on
which the analytical solution is based may not hold for the real case, for example, the heat
transfer coefficient is not uniform over the whole surface of the finned tube. The existence
of fins may retard noncondensable gas convection, thus reduce heat transfer rate. Also
because this axial-finned tube was fabricated in-house using soft-soldering techniques,
there is some uncertainty as to how well the gap between fin and base tube is filled
although there is no visual evidence of an unfilled gap. The analytical solutions for this
Chapter 5 Results and Discussion for Finned Tubes72

finned tube with all-air and all-solder gaps, assuming a gap of 0.2 mm, are shown in Fig-
ure 5.8 and Figure 5.9. The experimental data fall between these two extreme cases.
5.3.2 Radial-finned Tube
Figure 5.10 and Figure 5.11 show the performance of the radial-finned tube with
geometry shown in Figure 5.7, which was tilted 15 degrees from the vertical. Most of the
enhancement factors are between 1 and 1.5 while the analytical solution, assuming perfect
conditions as discussed in section 5.2, predicts enhancement factors of 4 to 6. Major rea-
sons for the degrading are the following:
1. This tube also has a contact thermal resistance problem: the radial fins are mechani-
cally pressed onto the base tube (the "radial" fins are actually helically wrapped on the
base tube).
2. The spacing of the fins (2.5 mm) is well below the recommended 4 mm in Ref [10],
which notes heat transfer degradation when fin spacing is less than 4 mm. Thus noncon-
densable build-up and water bridging would significantly reduce the heat transfer rate.
3. This tube was tested at 15 degrees from vertical rather than horizontal, a factor
which would increase the water bridging tendency. A test in the vertical position was car-
ried out and an "enhancement factor" less than 1.0 was measured.
5.4 SummaryIn this chapter optimized designs of an axial-finned tube and a radial-finned tube are pre-
sented. A made-in-house axial-finned tube and a commercial radial-finned tube, which
was originally designed for forced air cooling, have been tested under conditions similar
to the smooth tube. A summary of enhancement factors for the axial-finned tube and the
radial-finned tube is shown in Table 5.4. The reasons for degraded performance of these
finned tubes are discussed in this chapter. It has been pointed out that the nonuniform dis-
tribution of heat transfer coefficient and the contact thermal resistance at the fin root are
the primary reasons the finned tubes did not perform as predicted by theoretical analysis.
Too small fin pitch and tilting angle are other important reasons for the performance deg-
radation of the radial-finned tube.
5.4 Summary 73
5.4 Summary 73

Table 5.4 Summary of Enhancement Factors for Proposed and Tested Finned Tubes
Proposed Geometry Tested Geometry Tested Geometry(Analytical Results (Analytical Results (Experimental
for Ideal Case) for Ideal Case) Results)
Axial-finned Tube 5 4.4 1.6
Radial-finned Tube 9 7.9 1.2
Chapter 5 Results and Discussion for Finned Tubes74

1.98 m
43.2 cin
1.91 c n
4r a,
3.18 mm
i-/
Not to Scale
Material: Copper * 12 fins
Figure 5.6 Schematic of the Tested Axial-finned Tube
5.4 Summary 75
stag(lotv
cutto]
at 45 degree anglepromote drainage
ger mounted axiallywjr Ain is betweeno pper fins)
755.4 Summary

4JrnV
Lo
L mm.
2.5 ram
2m
Aluminunradial fin
-Aluminum Outer Tube
Stainless Steel Base Tube
--- --- c -T
~~~1~~~~ * 680 fins for 2 m
Note: Fins are actually helically wrapped
Not To Scale
Figure 5.7 Schematic of the Tested Radial-finned Tube
Chapter 5 Results and Discussion for Finned Tubes
K
I:
~-, \
I
I
76

4.50
4
3.5
C0
c 3E
0q 2.5
U-C
Eu2
C
C
w1.5
0.52.5 3 3.5 4 4.5
Pt, atm
Figure 5.8 Enhancement Factors of the Axial-finned Tube at Wair=0.54
5.4 Summary 77
o ...........
Experimental Data-*+- All Air Gap--- All Solder Gap0. Perfect Contact
- --------- ------- *- ----------- ---- * ------ ------- -
I
5.4 Summary 77

5
45 0
2 .5 - -----.. .. .. ...--. .-.-.-. .- -. .- -.-- -- --.-- - -. .-- - -- - - -- -.-- -
0..
CO)E
E
0
U)
EC
- Experimental Data-*- All Air Gap
1.5 -.. -.. -. .-..-.-..-..-... ..- -o A ll S older G apPerfect Contact
---------------------------------0.5
0.45 0.5 0.55 0.6 0.65 0.7Wair, Dimensionless
Figure 5.9 Enhancement Factors of the Axial-finned Tube at Pt=4.5 atm
Chapter 5 Results and Discussion for Finned Tubes78
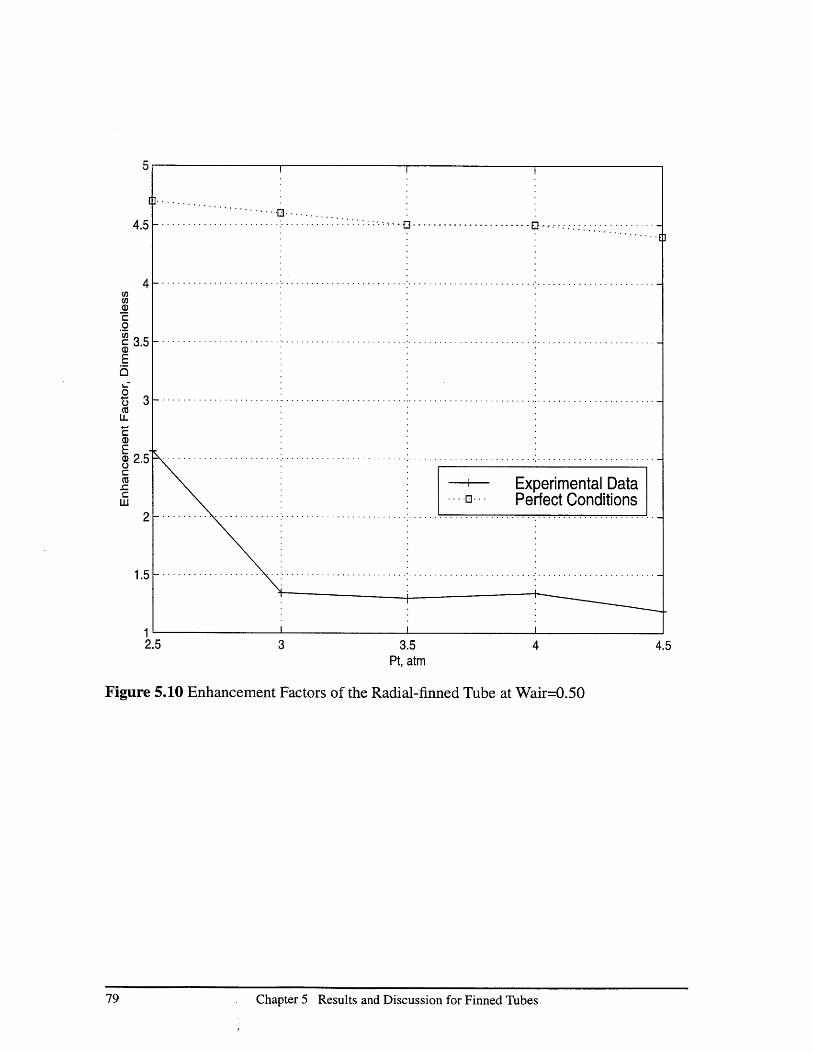
5
4.5
C0w'Cw)E0
(DE-
Ca
CCU
4
3.5
3
2.5
2
1.5
2.5 3 3.5Pt, atm
4
Figure 5.10 Enhancement Factors of the Radial-finned Tube at Wair=0.50
Chapter 5 Results and Discussion for Finned Tubes
.. -- ---.- -.- -.-.- -- -- -- - -- -- ---.. . .
- . . . .. .. . ..-..-.-. .-.- -. .-.-- - ..-.- - - -------- - - -- -- - -- - - - - -
- -E
Experimental DataPerfect Conditions
-........................-.-.-.- -.-.-.-.-. .-.-. .-- --- --.-.- -.-- - -.- -. .- -.-.-.-- - --.--
-- -- -- ---- - - -- --- - -- -------- -- --- ---- - -- ---- ---------- ---- -- -.. ........
1'4.5
I I I
I
79
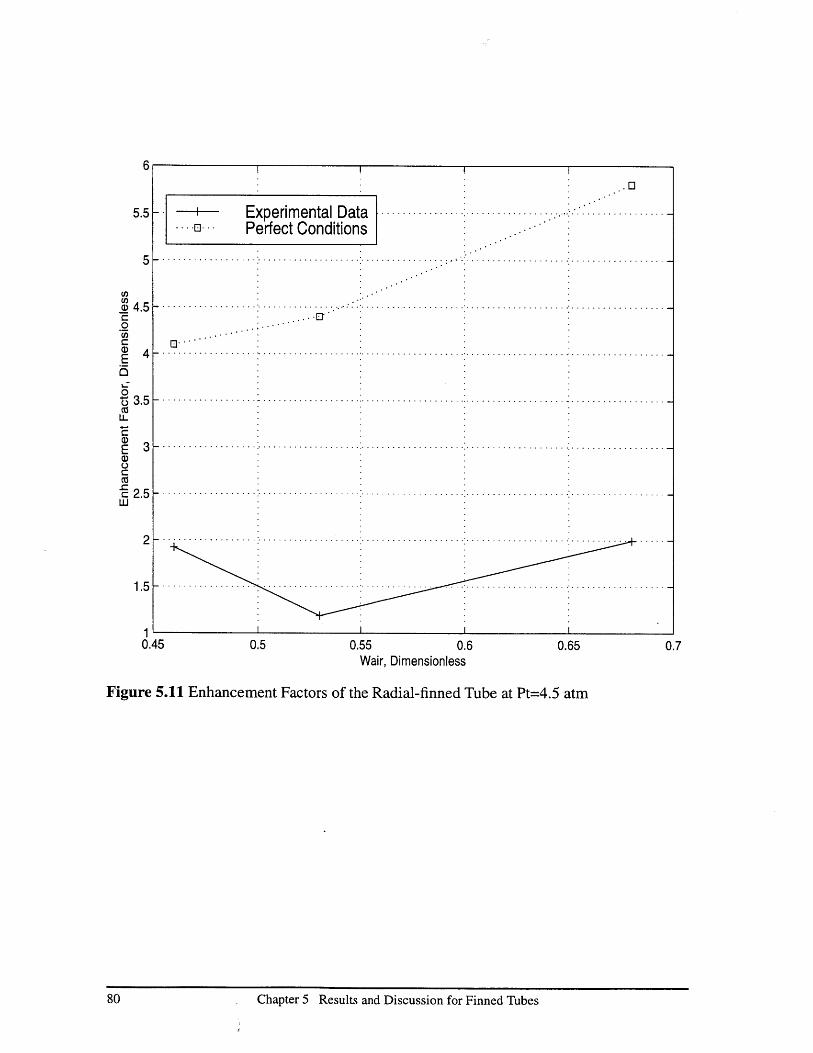
0.5 0.55 0.6Wair, Dimensionless
0.65 0.7
Figure 5.11 Enhancement Factors of the Radial-finned Tube at Pt=4.5 atm
Chapter 5 Results and Discussion for Finned Tubes
6
5.5 I
5
Experimental Data- .. Perfect Conditions
................... . .
- . . . . .. . . .. . . . .. . . . ... .. . . . . .. ... . . . .. . . . . . .
---..--- ..- ..-.--- ..-.- ..-- .---- ..- ..-.- ...--- .-- ...-- ............. .. -.. -.. -..-..-
- - - - - - - - - - - - -- - - - - -- -- - ----.. ... ... .. ..... ... ... ... ..
4.5
4
(nCna)C0U)Ca)E
0
CU)
E(DC)
CzC
3.5
3
2.5
2
1.5
10.45
80
Chapter 6
Summary, Conclusions and Recommendations
6.1 Summary and Conclusions
Two conceptual PCCS designs: the thermosyphon loop and the IEO, are addressed and
their key features are presented in this thesis. Based on their requirements, a number of
full-scale single-tube experiments have been conducted to investigate the performance of
the evaporator, the key component in both PCCS designs. The referenced reports by
Leiendecker [13], Byun [14] and Mattingly [2] describe other efforts made at MIT on the
PCCS conceptual designs and contaminant analysis.
The past work on external filmwise condensation on vertically mounted smooth and
profiled surfaces in the presence of noncondensables has been reviewed with emphasis on
the DLM. Italian work on tilted radial-finned tube tests in the presence of noncondensable
is also referenced. Their recommended 4 mm for the fin spacing is adopted in our finned
tube design.
The design strategy and apparatus setup of the experiment are described in detail. Two
designs optimized to enhance heat transfer of an axial-finned tube and a radial-finned tube
are proposed. The smooth tube, as the reference, has been tested for total pressure ranging
from 36 psia to 66 psia, and air mass fraction ranging from 0.3 to 0.65, in the presence of
pure air and an air-helium mixture, respectively. The maximum shadowing effect in a tube
bundle was also tested by adding a cylindrical shroud around the smooth tube. A made-in-
house axial-finned tube and a commercial radial-finned tube, which was originally
Chapter 6 Summary, Conclusions and Recommendations81

designed for forced air cooling, have been tested under conditions similar to the smooth
tube.
Analysis of our experimental data and comparison to existing widely-used correlations
and models lead to the following conclusions:
1. The mass counterdiffusion of steam and noncondensables plays the dominant role in
the condensation process under our experimental conditions.
2. DLM with suction is recommended for use in containment analysis. Also 2.2*
h_Uchida is recommended for engineering design and analysis for its simplicity and ease
of implementation with good agreement with our experimental data and DLM prediction.
3. It is suggested that one utilizes the air-only correlation with a reduction factor of
20% to be conservative in the air/helium (simulating hydrogen) case as long as the total
pressure is less than 4.5 atm and Xhe/Xnc is less than 30%
4. A reduction factor of 0.6 is recommended for tube bundle shadowing effects until
more definitive work can be completed in this area.
5. A reduction factor of 0.5 is recommended to obtain the actual enhancement factors
of finned tubes from the predictions of theoretical models, again until further work demon-
strates otherwise.
6.2 Recommendations for Future Work
To improve the evaporator tube design and investigate its performance, the following tasks
are recommended for future execution:
1. Make in house another axial-finned tube according to the optimized design with bet-
ter fabrication techniques, e.g. using silver-soldering to replace soft-soldering to reduce
the thermal resistance of the solder.
2. Make in house a radial-finned tube by soldering "slotted-washers" with slightly
smaller I.D. than the tube O.D. on the base copper tube. The low enhancement factors
obtained for the tested radial-finned tube imply noncondensable gas is dominating the heat
transfer process. Much smaller fins may be almost as good.
Chapter 6 Summary, Conclusions and Recommendations82

3. Conduct all-steam runs for the smooth tube, proposed axial-finned tube and radial-
finned tube to eliminate the effect of noncondensables. Thus one will be able to evaluate
how much water bridging affects finned tube performance.
4. Increase the tilting degree of the radial-finned tube from 15 to 30 degrees from the
vertical to reduce water accumulation on fins.
5. Develop a new model starting with the DLM to better represent our experimental
data.
6. Run experiments for vertical cylinders at other diameters to evaluate the curvature
enhancement effect compared to a planar vertical wall.
7. Order another d.p. cell with 0-5 V voltage output for the separator pressure head
measurement to make it directly readable to the HP Data Acquisition and Control Unit.
Use a new up-to-date PC to integrate the current Data Acquisition System and data reduc-
tion process.
8. Investigate tube bundle effects by adding dummy tubes around the tested tube.
9. Design and investigate a pin-finned configuration since it improves the condensate
drainage and reduces noncondensable build-up.
Chapter 6 Summary, Conclusions and Recommendations83

References
[1] A. A. Dehbi, "The Effects of Noncondensable Gases on Steam Condensation underTurbulent Natural Convection Conditions", MIT Ph.D. Thesis in Department ofNuclear Engineering, 1991.
[2] B. Mattingly, "Containment Analysis Incorporating Boundary Layer Heat and MassTransfer Techniques", MIT Ph.D. Thesis in Department of Nuclear Engineering,1999.
[3] P. F. Peterson, "Theoretical Basis for the Uchida Correlation for Condensation inReactor Containments", Nucl. Eng. and Design 162 (1996).
[4] L. E. Herranz, M. H. Anderson, M. L. Corradini, "A Diffusion Layer Model for SteamCondensation within the AP600 Containment", Internal Report in Dept. of Nucl.Eng. and Eng. Physics in Univ. of Wisconsin.
[5] K. Huhtiniemi, M. L. Corradini, "Condensation in the Presence of NoncondensableGases", Nucl. Eng. and Design 141 (1993).
[6] S. L. Chen, F. M. Gerner, and C. L. Tien, "General Film Condensation Correlations",Experimental Heat Transfer, vol. 1, pp. 93-107, 1987.
[7] J. W. Rose, "Fundamentals of Condensation Heat Transfer: Laminar Film Condensa-tion", JSME Int'l Journal, Series II, Vol. 31, No. 3, 1988.
[8] V. Srinivasan, R. K. Shah, "Fin Efficiency of Extended Surfaces in Two-phase Flow",Int. J. Heat and Fluid Flow 18:419-429, 1997.
[9] Forsberg, C.W. et al. (1994) Use of Temperature-Initiated Passive Cooling System(TIPACS) for Modular High-Temperature Gas-Cooled Reactor Cavity Cooling sys-tem; Oak Ridge National Laboratory, ORNL-6767, Oak Ridge, Tennessee.
[10] Cavicchia V. and Vanini P. (1996) Innovative containment cooling for a double con-crete containment; Int. Conf. on Nuclear Engineering ICONE-4, ASME, Vol. 2.
[11] J. N. Castle, "Survey of the State of the Art in Mitigation Systems, NUREG/CR-3908, Chapter 5, 1988
[12] Ahmad, A. et al. (1983) PWR Severe accident delineation and assessment; NUREG/CR-2666; UCLA-ENG-8284
[13] M. Leiendecker, N. E. Todreas, M. J. Driscoll and A. Hurtado, "Design and Numeri-cal Simulation of a Two-Phase Thermosyphon Loop as a Passive ContainmentCooling System for PWRs", Volume I, MIT-ANP-TR-053, 1997.
[14] C. S. Byun, N. E. Todreas and M. J. Driscoll, "Conceptual Design and DistributedParameter Analysis of A Semi-passive Containment Cooling System for A LargeConcrete Containment", MIT-NFC-TR-017, Feb. 1999.
[15] H. Uchida, A. Oyama and Y. Togo, "Evaluation of Post-accident Cooling Systems ofLight-water Power Reactors", Proceedings of the Third International Conference onthe Peaceful Uses of Atomic Energy, Geneva, Aug. 31- Sept. 9, 1964, Vol. 13,United Nations, New York, 1965, pp. 93-104.
84

[16] T. Tagami, "Interim Report on safety assessments and Facilities EstablishmentProject for June 1965", No. 1, Japanese Atomic Energy Agency, 1965, unpublishedwork.
[17] R. G. Gido and A. Koestel, "Containment Condensing Heat Transfer", 2nd Int'l Top-ical Meeting on Nuclear Reactor Thermal Hydraulics (NURETH-2), 1983, pp 1111-1119.
[18] M. L. Corradini, "Turbulent Condensation on a Cold Wall in the Presence of a Non-condensable Gas", Nuclear Technology, Vol. 64, 1984, pp. 186-195.
[19] P. F. Peterson, V. E. Schrock and T. Kageyama, "Diffusion Layer Theory for Turbu-lent Vapor condensation with Noncondensable Gases", ASME Journal of HeatTransfer, Vol. 115, 1993, pp. 998-1003.
[20] M. H. Anderson, L. E. Herranz, M. L. Corradini, "Evaluation of Condensation Mod-eling Based on Mass Transfer Analogy", Proceedings of the 1997 National HeatTransfer Conference, Baltimore, August 1997.
[21] K. A. Gardner, "Efficiency of Extended Surfaces", ASME Journal of Heat Transfer,1944.
[22] A. F. Mills, "Heat and Mass Transfer", published by R. D. Irwin Inc., 1995.[23] J. P. Pearson and B. Gschwend, "PSI Nuclear Energy and Safety Research", PSI
Annual Report, Annex IV, 1997.[24] K. 0. Beatty and D. L. Katz, "Condensation of Vapors on Outside of Finned Tubes",
Chemical Engineering Progress", Vol. 44, No. 1, pp. 55-70, 1948.[25] K. Almenas, U. C. Lee, "A Statistical Evaluation of the Heat transfer data Obtained in
the HDR Containment Tests", Univ. of Maryland, Nuclear Engineering Depart-ment, 1985.
[26] W. M. Rohsenow and H. Y. Choi, "Heat, Mass, and Momentum Transfer", publishedby Prentice-Hall, Inc., New Jersey, 1963
[27] Bertela, M. and Prakash, J. (1988); Transport of thermal energy by simple two-phaseloop; Int. Journal of Energy Research, Vol. 12, pp. 679-698.
[28] Bodi, A. et al. (1996); Advanced containment concepts for light-water nuclear reac-tors; Massachusetts Institute of Technology, Internal Report.
[29] Cavicchia V. and Vanini P. (1996) Innovative containment cooling for a double con-crete containment; Int. Conf. on Nuclear Engineering ICONE-4, ASME, Vol. 2.
[30] Chen, K.S. and Chang, YR. (1983); Steady-state analysis of two-phase circulationloop; Int. Journal Heat and Mass Transfer, Vol. 31, No. 5, pp. 931-940.
[31] Deng, S-J. (1990); Heat transfer enhancement and energy conservation; HemispherePublishing Corporation, New York.
[32] Dunn, P.D. and Reay, D.A. (1982); Heat pipes; Pergamon Press, New York.[33] Erbacher, F.J. and Neitzel, H.J. (1992) Passive Containment cooling by natural air
convection for next generation Light Water Reactors; Proceedings of the fifth inter-national topical meeting on reactor hydraulics, NUETH-5, Vol. 4, pp. 1235-1241.
[34] Forsberg, C.W. et al. (1994) Use of Temperature-Initiated Passive Cooling System(TIPACS) for Modular High-Temperature Gas-Cooled Reactor Cavity Cooling sys-tem; Oak Ridge National Laboratory, ORNL-6767, Oak Ridge, Tennessee.
85

[35] Gavrilas, M.,Todreas, N.E. and Driscoll, M.J. (Aug. 1995) Alternative passive cool-ing concepts for a large rating Pressurized Water Reactor containment; MIT-Report,MIT-ANP-TR-034.
[36] Idelchik, I.E. (1986); Handbook of hydraulic flow resistance; Hemisphere PublishingCorporation, New York.
[37] Incropera, F.P. and De Witt, D.P. (1990); Fundamentals of heat and mass transfer;Wiley-Interscience Publication, New York.
[38] Kakac, S. (1991); Boilers, evaporators, and condensers; Wiley-Interscience Publica-tion, New York
[39] Lock, G.S.H. (1992); The tubular thermosyphon; Oxford University Press, New York[40] Perry, R.H. and Green, D.W. (1984) Perry's chemical engineers handbook; McGraw
Hill, New York.[41] Ramos, E., Sen, M. and Trevino, C. (1985); A steady-state analysis for variable area
one- and two-phase thermosyphon loops; Int. Journal Heat and Mass Transfer,Vol. 28, No. 9, pp. 1711-1719.
[42] Todreas, N.E, and Kazimi, M.S. (1990); Nuclear Systems I; Hemisphere PublishingCorporation, New York
[43] Todreas, N.E, and Kazimi, M.S. (1990); Nuclear Systems II; Hemisphere PublishingCorporation, New York
[44] Whalley, P.B. (1987); Boiling, condensation and gas-liquid flow; Oxford SciencePublications, Oxford
86

Appendix A
Data for Smooth Tube Air-Steam Runs
Table A.1 Data for Smooth Tube Air-Steam Runs
Run No. Pt (atm) Thulk (C) Twall (C) Xs
Runi1
Run1_2
Run1_3
Runi_4
Run1_5
Run2_1
Run2_2
Run2_3
Run2_4
Run2_5
Run2_6
Run3_1
Run3_2
Run3_3
Run3_4
Run3_5
Run4_1
Run4_2
Run4_3
Run4_4
Run4_5
Run5_1
2.5
2.5
2.5
2.5
2.5
3.0
3.0
3.0
3.0
3.0
3.0
3.5
3.5
3.5
3.5
3.5
4.0
4.0
4.0
4.0
4.0
4.5
108.23
114.21
117.35
120.36
122.82
110.48
115.70
119.70
122.20
125.76
129.80
110.45
116.53
119.93
124.03
127.94
111.27
115.12
121.74
128.79
132.55
112.74
104.43
104.27
105.67
106.43
108.27
104.00
104.52
105.19
105.99
107.31
109.40
104.32
104.77
105.18
106.32
107.34
103.36
103.68
104.39
105.84
108.03
104.94
0.571
0.679
0.746
0.812
0.873
0.515
0.593
0.661
0.709
0.785
0.813
0.469
0.554
0.607
0.676
0.751
0.411
0.466
0.551
0.657
0.727
0.395
h(W/mA2*C)
524
1203
1319
1947
2404
422
735
1127
1399
1795
2494
329
707
954
1262
1775
332
564
889
1241
1816
394
87

Table A.1 Data for Smooth Tube Air-Steam Runs
Run No. Pt (atm) Thulk (C) Twall (C) Xs (W/h2*C)
Run5_2 4.5 119.38 104.05 0.478 720
Run5_3 4.5 127.52 105.65 0.589 1116
Run5_4 4.5 130.93 106.43 0.643 1368
Run5_5 4.5 134.96 108.21 0.712 1774
88

Appendix B
Data for Smooth Tube Air-Helium-Steam Runs
Table B.1 Data for Smooth Tube Air-Helium-Steam Runs
hRun No. Pt (atm) Thulk (C) Twall (C) Xs Xhe/Xnc (W/
mA2*C)
AH1_1
AHI_2
AH1_3
AH22_1
AH22_2
AH22_3
AH3_1
AH3_2
AH3_3
AH5_1
AH5_2
AH5_3
AH4_1
AH4_2
3.5
3.5
3.5
4.5
4.5
4.5
4.5
4.5
4.5
3.5
3.5
3.5
2.5
3.0
109.95
118.93
127.06
113.74
128.28
134.87
113.54
128.89
136.12
110.31
120.88
128.99
110.66
115.56
104.21
104.79
107.38
104.64
105.47
108.02
104.67
105.35
107.75
104.45
105.13
107.58
105.80
104.65
0.41
0.573
0.742
0.352
0.589
0.716
0.348
0.600
0.743
0.418
0.602
0.774
0.613
0.602
15%
15%
15%
15%
15%
15%
30%
30%
30%
30%
30%
30%
30%
30%
436
955
1796
392
951
1385
337
909
1418
205
826
1575
671
728
AH4_3 4.0 124.26 105.40 0.610 30% 909
89

Appendix C
Data for Smooth Tube Air-Steam Runs With Shroud
Table C.1 Data for Smooth Tube Air-Steam Runs With Shroud
hRun No. Pt (atm) Thulk (C) Twall (C) Xs (W/
mA2*C)
Srunl_1
Srun2_1
Srun4_1
Srun5_1
Srun3_1
Srun3_2
Srun3_3
Srun3_4
2.5
3.0
4.0
4.5
3.5
3.5
3.5
3.5
109.25
116.27
125.26
127.27
112.74
118.68
123.20
128.33
101.94
103.38
104.52
104.43
101.85
103.45
104.42
106.19
0.557
0.601
0.602
0.575
0.456
0.557
0.642
0.752
213
532
704
742
251
561
779
1168
90

Appendix D
Data for Axial-finned Tube Air-Steam Runs
Table D.1 Data for Axial-finned Tube Air-Steam Runs
Run No. Pt (atm) Tbulk (C) Twall (C) Xs (kW)
Axrunl_1 2.5 108.94 103.04 0.543 1.491
Axrun2_1 3.0 116.19 104.27 0.595 3.853
Axrun3_1 3.5 120.51 105.79 0.589 5.663
Axrun4_1 4.0 123.80 106.15 0.560 7.951
Axrun5_1 4.5 129.49 107.89 0.598 11.20
Axrun5_2 4.5 134.86 109.65 0.703 14.56
Axrun5_3 4.5 113.93 103.88 0.366 4.873
91

Appendix E
Data for Radial-finned Tube Air-Steam Runs
Table E.1 Data for Radial-finned Tube Air-Steam Runs
Run No. Pt (atm) Thulk (C) Twall (C) Xs (kW)
Raruni_1 2.5 111.10 103.93 0.598 1.794
Rarun2_1 3.0 116.37 105.31 0.609 3.229
Rarun3_1 3.5 120.71 105.80 0.601 4.680
Rarun4_1 4.0 125.58 106.14 0.612 6.708
Rarun5_1 4.5 130.58 107.91 0.625 8.292
Rarun5_2 4.5 137.16 109.58 0.764 16.537
Rarun5_3 4.5 114.58 103.93 0.379 2.786
Note: Above data were obtained for the radial-finned tube tilted at an angle of 15
degrees from vertical.
92
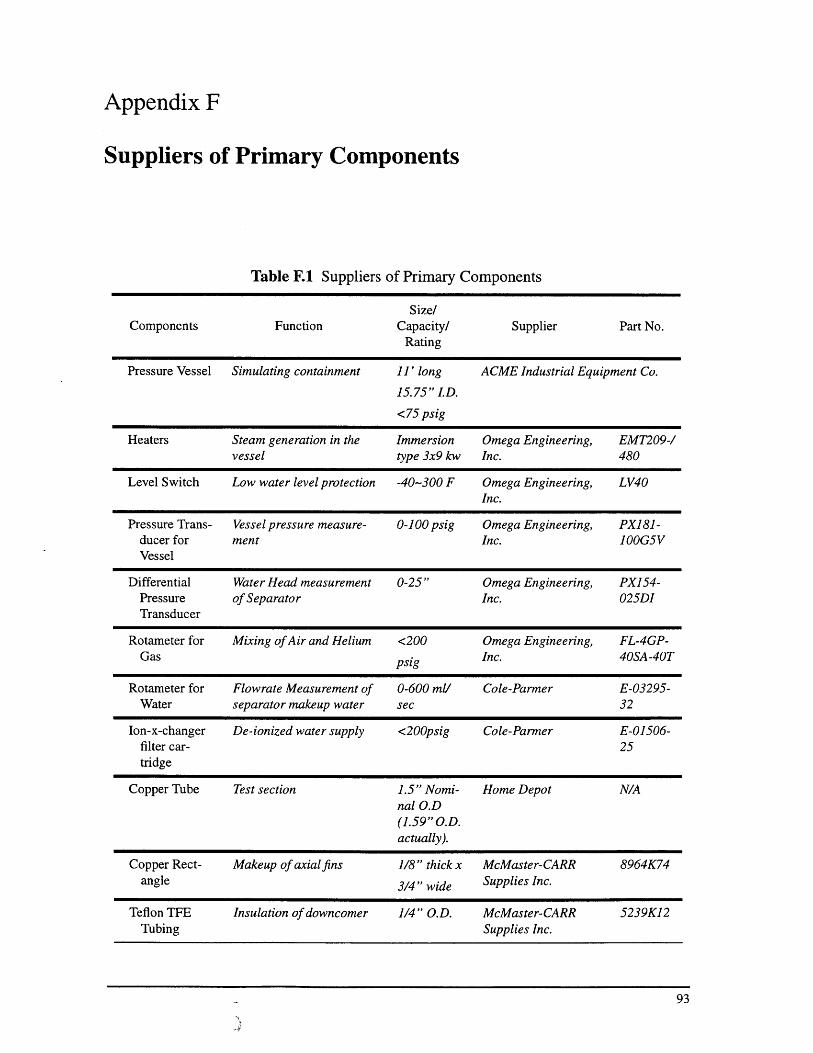
Appendix F
Suppliers of Primary Components
Table F.1 Suppliers of Primary Components
Size!Components Function Capacity/ Supplier Part No.
Rating
Pressure Vessel Simulating containment 11' long ACME Industrial Equipment Co.
15.75" I.D.
<75 psig
Heaters Steam generation in the Immersion Omega Engineering, EMT209-/vessel type 3x9 kw Inc. 480
Level Switch Low water level protection -40-300 F Omega Engineering, LV40Inc.
Pressure Trans- Vessel pressure measure- 0-100 psig Omega Engineering, PX181-ducer for ment Inc. J00G5VVessel
Differential Water Head measurement 0-25" Omega Engineering, PX154-Pressure of Separator Inc. 025DITransducer
Rotameter for Mixing of Air and Helium <200 Omega Engineering, FL-4GP-Gas psig Inc. 40SA-40T
Rotameter for Flowrate Measurement of 0-600 ml/ Cole-Parmer E-03295-Water separator makeup water sec 32
Ion-x-changer De-ionized water supply <200psig Cole-Parmer E-01506-filter car- 25tridge
Copper Tube Test section 1.5" Nomi- Home Depot N/Anal O.D(1.59" O.D.actually).
Copper Rect- Makeup of axial fins 1/8" thick x McMaster-CARR 8964K74angle 3/4" wide Supplies Inc.
Teflon TFE Insulation of downcomer 1/4" O.D. McMaster-CARR 5239K12Tubing Supplies Inc.
93

Table F.1 Suppliers of Primary Components
Size/Components Function Capacity/ Supplier Part No.
Rating
PVC sewer Shroud for smooth tube 4" I.D. & McMaster-CARR 2426K12pipe 10' long Supplies Inc.
Thermocouples Temperature Measurement 1/16" SS Omega Engineering, GTQSS-Sheathed Inc. 116G
Temperature Power supply control for PID control Borrowed from MIT Fusion CenterController the vessel (Contact Peter Stahle)
J-type Exten- Thermocouple wire exten- J-type Omega Engineering, FF-J-24sion wire sion Inc.
Multiconduc- Compressionfitting for 16 channel Omega Engineering, MFT-116-tor thermocouples through the for 1/16" Inc. 16Feedthrough vessel lid SS
SheathedTCs
Silicon Rubber Sealing of separator 1/2 "thick McMaster-CARR 8632K46Gasket Supplies Inc.
Fiberglass Vessel insulation 1" thick McMaster-CARR 5556k55Supplies Inc.
Elastomeric Insulation of the Separator 1.5" thick McMaster-CARR 9349K5PVC Foam Supplies Inc.
Reinforced Steam venting 2" I.D. McMaster-CARR 5301K16EPDM Rub- Supplies Inc.ber SteamHose
Silicon Rubber Provide flexible connec- 4" I.D. McMaster-CARR 5296K48Hose tion between the vessel <500 F Supplies Inc.
and the separator
Safety Valve Over-Pressure protection 75 psig McMaster-CARR 4712k52of the Vessel Supplies Inc.
Connection Makeup of recirculation Supplied by McMaster-CARR Supplies Inc.Piping and loopFittings
DATACQ.BAS Source code of Data Developed by Haiyang Liu. Stored in the floppy diskAcquisition Program in the possession of the NED Computer Facility
Administrator
94
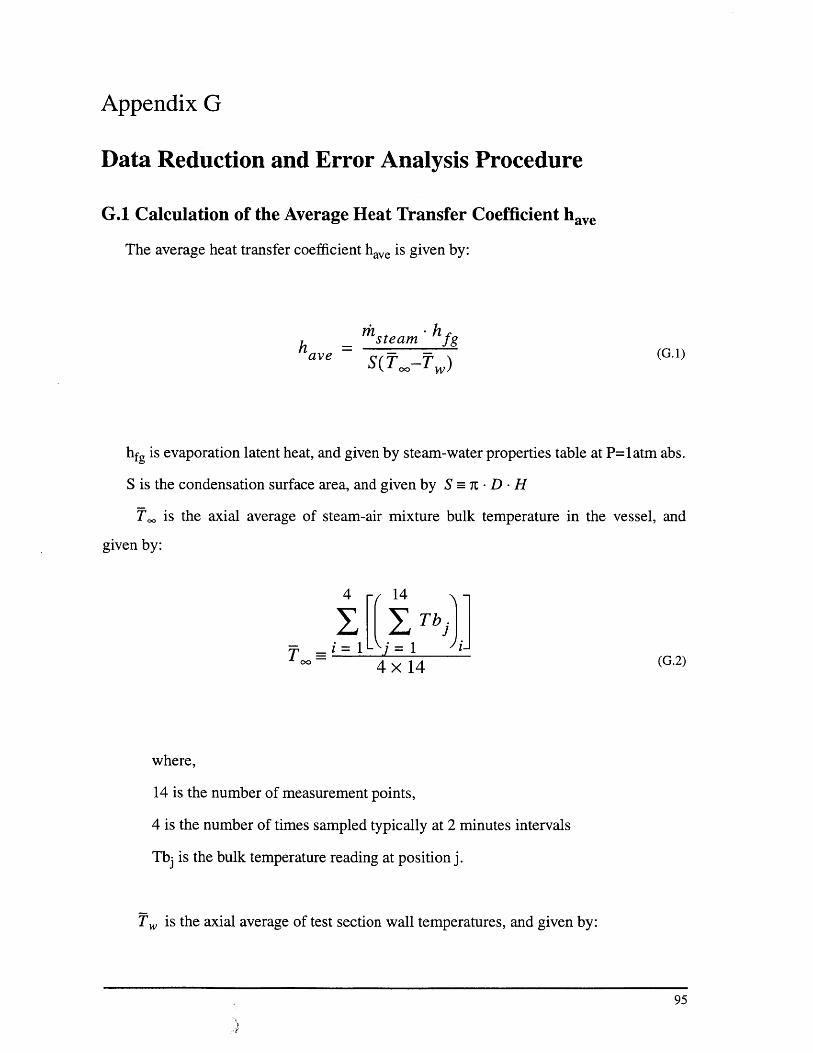
Appendix G
Data Reduction and Error Analysis Procedure
G.1 Calculation of the Average Heat Transfer Coefficient have
The average heat transfer coefficient have is given by:
h av steam - h.ave -S(T.-TW)
hfg is evaporation latent heat, and given by steam-water properties table at P=latm abs.
S is the condensation surface area, and given by S= 7 -D -H
U, is the axial average of steam-air mixture bulk temperature in the vessel, and
given by:
4 r14
I I Tb
4 x14 (G.2)
where,
14 is the number of measurement points,
4 is the number of times sampled typically at 2 minutes intervals
Tbj is the bulk temperature reading at position j.
TW is the axial average of test section wall temperatures, and given by:
95

4 6
W4x6 (G.3)
where
6 is the number of measurement points,
4 is the number of times sampled
Twj is the wall temperature reading at position j.
steam is the mass flow rate of steam evaporated from the coolant in the separator
and recirculation loop, and is given by
msteam = a - 1sep (G.4)
where,
Psep is the rate of the pressure change at the bottom of the separator due to the
internal water inventory change
a is a constant, mathematically given by a = g/Scro and experimentally calibrated
by the d.p. cell and the rotameter for the measurement of the separator makeup water flow-
rate. The calibration process is as follows:
1. Inject room temperature water into the separator through the rotameter;
2. Use the d.p. cell and a timer to measure Pcali;
3. Use the rotameter to measure the water mass flowrate ticali
4. Use a least-square-fit to get a from the relation:
mecalia = .a (G.5)
Pcali
96
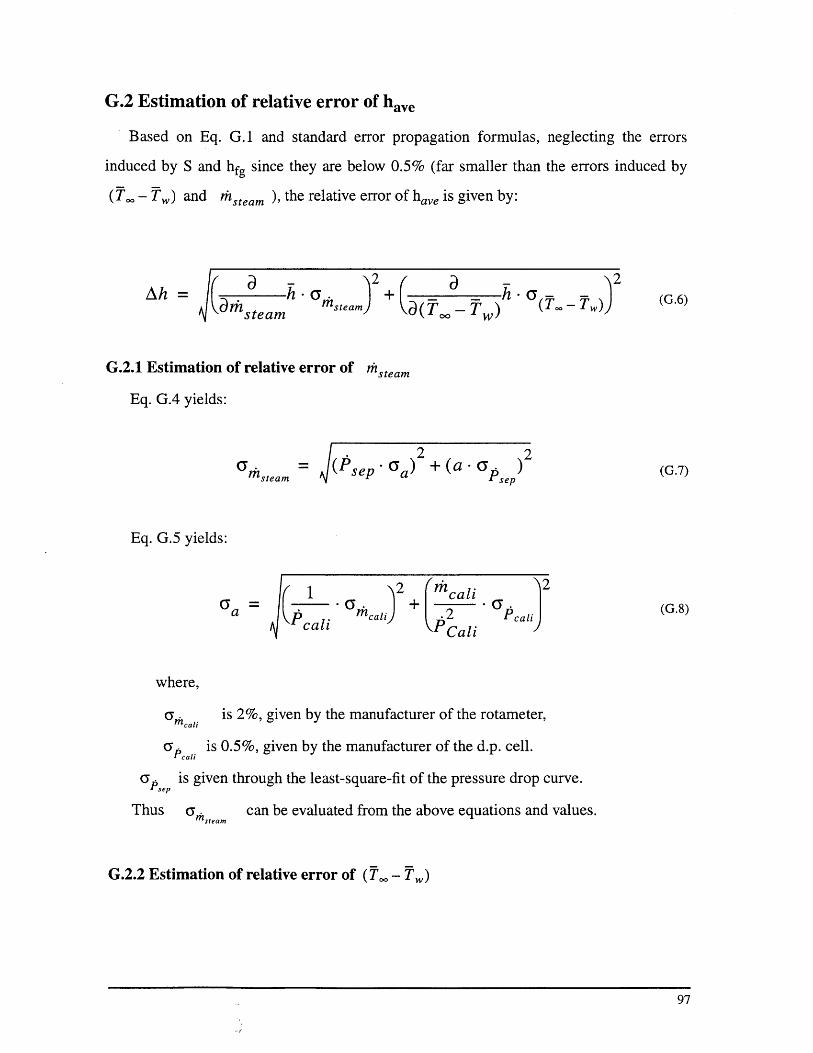
G.2 Estimation of relative error of have
Based on Eq. G.1 and standard error propagation formulas, neglecting the errors
induced by S and hfg since they are below 0.5% (far smaller than the errors induced by
(T. -,) and tisteam ), the relative error of have is given by:
Ah= ah- + _ _ h-(T- - (G.6)FF s team hsteam) a(T; - TO) (.-
G.2.1 Estimation of relative error of thsteam
Eq. G.4 yields:
G thsteam = A(Psep Ga)2 + (a - a ep 2 (G.7)
Eq. G.5 yields:
12 rhcali 2
P mcali + cali2 PcaliJ
PCali
where,
a t is 2%, given by the manufacturer of the rotameter,
Ga is 0.5%, given by the manufacturer of the d.p. cell.
CY ' is given through the least-square-fit of the pressure drop curve.
Thus a can be evaluated from the above equations and values.
G.2.2 Estimation of relative error of (Tc, - Tw)
97

The relative error of (T. - T,) can be directly derived from the error propagation
formula, i.e.:
2 2G(T- ) T +Y (G.9)
where,
4- 2
(Tbk Tb)
2 _ k=1TO 4 (G.10)
4-2
(Twk-Tw)
2 _ k=lG 4 (G.11)
Equ. G. 10 and G. 11 are obtained directly from the standard deviation formula.
G.2.3 Summary
The average heat transfer coefficient have is calculated from G.1 to G.5.
The relative error of (T,. - Tw) is calculated from Eq. G.9, G.10 and G.1 1.
Section G.2.1 and G.2.2 present the complete solution of the relative error of have-
The typical values for the relative error of have are 17% for have < 600 w/(mA2*s) and
8% for have > 600 w/(mA2*s). The measurement errors vary with the heat transfer coeffi-
cient because for the lower have cases, there exists a relatively unstable natural circulation,
thus less uniform temperature distribution, which leads to a higher relative error of
(T"O - %,). In high have cases the measurement error of the steam flowrate plays the dom-
inant role in generating the relative error of have. In low have cases the wall temperature
variation accounts for most of the relative error of have.
98

Appendix H
Standard Operating Procedure (SOP)
Part 1. Standard facility Pre-Power-Operating operations
1.0 General inspection
1.0.1 Confirm that all power switches(480 V, 120 V heating, 120 V control power) are
in "OFF" positions.
1.1 Operations on the first floor
1.1.1 Inspect vessel bottom on the first floor; Confirm that penetrations are leak-free
and all cables are correctly connected and in good condition.
1.1.2 Check to insure vessel bottom drain valve is in closed position.
1.1.3 Confirm that plastic tarpaulin covers the exclusion area -- the hatch under the
vessel.
1.1.4 Close the cage and place the sign "Experiment is on, please keep off'.
1.1.5 Switch the "480 V power supply switch 2" near the cage to the "ON" position.
1.2 Operations on the second floor
1.2.1 Inspect vessel top lid and confirm that all fittings are in place and tight and sepa-
rator steam venting line is connected.
1.2.2 Open "normal relief valve".
1.2.3 Switch "3-channel valve" to vessel water supply position.
1.2.4 Open "vessel water injection valve".
99

1.2.5 Inject 114 liters of DI water from the makeup water supply subsystem by timing
flowmeter rate (max= 600 CC/min for 190 mins). This will fill vessel to depth of around
2.5 ft and cover heaters to a depth of -10 inches.
1.2.6 Shut off "normal relief valve".
1.2.7 Shut off "vessel water injection valve".
1.2.8 Switch "3-channel valve" to separator water supply position.
1.2.9 Inject DI water to fill separator to a water level of around 3 in from the bottom.
1.2.10 Confirm steam venting line is connected.
Part 2. Standard Power on/off operations
2.1 Power on operations
2.1.1 Confirm that there is enough water in vessel (refer to 1.2.5)
2.1.2 Switch "control power" on.
2.1.3 Check/set temp1 alarm temperature to desired value (default value =300 F).
2.1.4 Check/set temp2 alarm temperature to desired value (default value =300 F).
2.1.5 Check/set temp2 working temperature according to specific run, (default
value=212 F).
2.1.6 Cancel alarm lights (refer to Table 1) by pushing corresponding buttons.
2.1.7 Confirm there are no alarm lights on or take corrective actions as indicated in
Table 1.
2.1.8 Switch the "480 V Power Supply Switch 0" on the wall of NW13-253 labroom
to the "ON" position.
2.1.9 Check/set temp2 power control to "manual" or"Auto" mode and check corre-
sponding parameters--power percentage for "manual" mode; operation loop set for "Auto"
mode. (refer to Temperature Controller Manual)
2.1.10 Switch the "480 V Power Supply Switch 1" on the control panel to the "ON"
position.
100
2.1.11 Push button "on" under the label of "main heater" to turn on heaters power sup-
ply.
2.2 Power off operations
2.2.1 Push button "off' under the label of "main heater" to turn off heaters power sup-
ply.
2.2.2 Switch the "480 V Power Supply Switch 1" on the control panel to the "OFF"
position.
2.2.3 Switch the "480 V Power Supply Switch 0" on the wall of NW13-253 labroom
to the "OFF" position.
2.2.4 Switch the "480 V power supply switch 2" near the cage on the first floor level to
the "OFF" position.
2.2.5 Switch the "control power" to the "OFF" position.
Part 3. Standard facility shut down operations
3.1 Confirm that power has been shut off.(refer to part 2 above).
3.2 Let vessel and separator cooled down
3.3 Gradually open "normal relief valve" after temperature readings from temperature
profile probe go down below 50 C.
3.4 Shut down instrument power after vessel pressure is below 16 psig and tempera-
ture is below 40 C.
3.5 If rig is not to be used for >7days, drain water out of vessel using drain valve at the
bottom of vessel.
3.6 Keep drain valve open and use lab air to blow vessel inside dry for 15 minutes.
3.7 Shut off lab air supply valve and close bottom drain valve.
3.8 Remove the sign of "Experiment is on. Please Keep Off'.
101
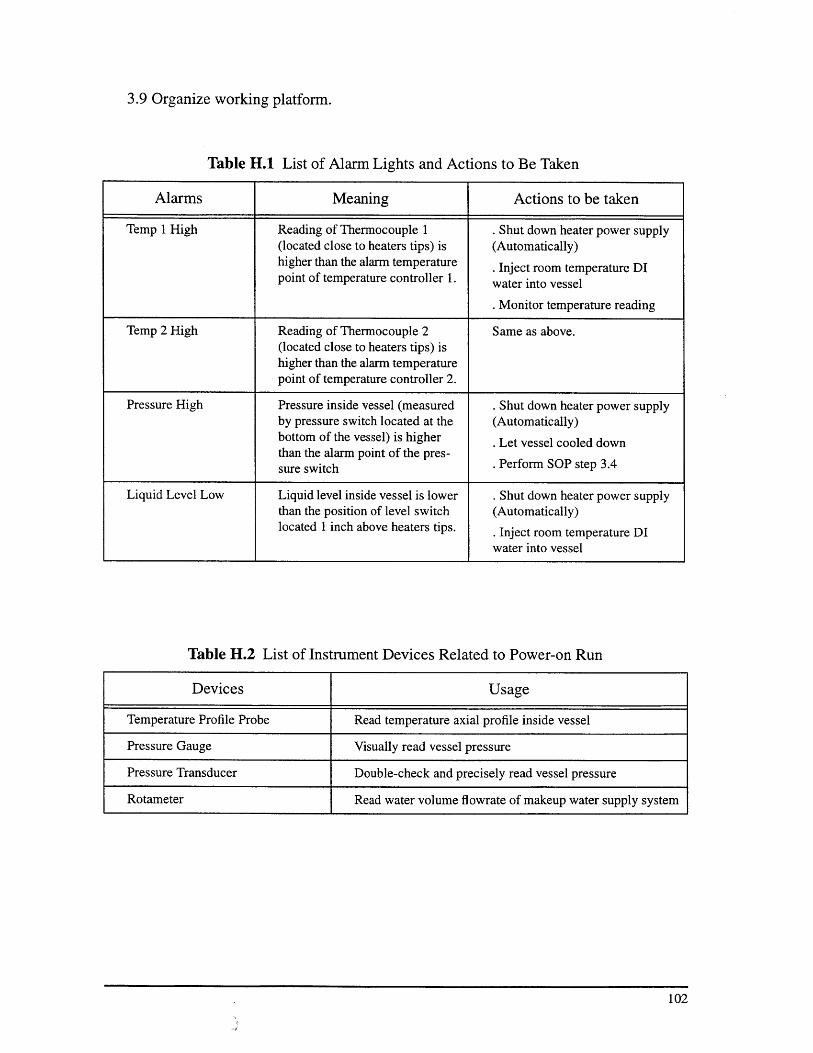
3.9 Organize working platform.
Table H.1 List of Alarm Lights and Actions to Be Taken
Alarms Meaning Actions to be taken
Temp 1 High Reading of Thermocouple 1 . Shut down heater power supply(located close to heaters tips) is (Automatically)higher than the alarm temperature . Inject room temperature DIpoint of temperature controller 1. water into vessel
. Monitor temperature reading
Temp 2 High Reading of Thermocouple 2 Same as above.(located close to heaters tips) ishigher than the alarm temperaturepoint of temperature controller 2.
Pressure High Pressure inside vessel (measured . Shut down heater power supplyby pressure switch located at the (Automatically)bottom of the vessel) is higher . Let vessel cooled downthan the alarm point of the pres- Perform SOP step 3.4sure switch
Liquid Level Low Liquid level inside vessel is lower . Shut down heater power supplythan the position of level switch (Automatically)located 1 inch above heaters tips. . Inject room temperature DI
water into vessel
Table H.2 List of Instrument Devices Related to Power-on Run
Devices Usage
Temperature Profile Probe Read temperature axial profile inside vessel
Pressure Gauge Visually read vessel pressure
Pressure Transducer Double-check and precisely read vessel pressure
Rotameter Read water volume flowrate of makeup water supply system
102

Appendix I
Code for Data Reduction
I.1 Source CodeFile Name: DRC.C
Suggested Compiler: GNU C++ Compiler on Sun Sparc Workstations
#include <iostream.h>
#include <fstream.h>
#include <string.h>
#include <stdlib.h>
#include <stdio.h>
#include <math.h>
//------------------ classes definitions ----------------------
class seriesno {public:
char runno[30];
int timeno;
seriesnoo I
I;
class vessel {public:
double g.Ltotpres,t_totpres;
double temp-prof[16],vliqlevel;
double pos.tf[ 16];//postions of measuring points of TF , assigned permenantly
vessel() { gtotpres=O.O;t_totpres=0.0;
for(int i=O;i< 1 6;i++) { tempprof[i]=O.O;}
vliqjevel=0.0;
}};
103

class separator {
public:
double smakeup-jemp,smakeup-pres;
double recirout-temp,recir intemp;
double ssteamtemp,ssteampres;
double bulktemp, bot_pres;
double sliq-levelriserheight;
separatoro{smakeup-jemp=0.0; smakeup-pres=0.0;
recirout-temp=O.O;recirjintemp=0.0;
ssteamjtemp=O.O;ssteam pres=0.0;
bulktemp=0.0; botpres=0.0;
sliq_level=0.0; riser-height=0.0;
}
class testedtube {
public:
double coolantoutjtemp,coolant injtemp;
double surftemp[6];
double posjtc[6]; //postions of 6 TCs , assigned permenantly
testedtubeo { coolantouttemp=O.O;coolantintemp=0.0;
for(int i=O;i<6;i++) surf temp[i]=O.O;
}};
class makeupwater {
public:
double makeupjemp,makeuppres,flow reading,rel error;
104

double evec;
makeupwaterO {
makeup-temp=O.O;makeup-pres=O.O;flow reading=0.0;
ev=O.O;ec=0.0;
}
class steamventing{
public:
double vsteamtemp,vsteampres;
double heaterjv,heater_c, heaterpower;
double temp-before heating, temp-after heating;
steamventingo {
vsteamtemp=O.O;vsteam~pres=0.0;
heater_vheaterc=0.0; heater-power=O.O;
tempjbefore heating=0.0; temp-after-heating=0.0;
}};
class pre-proc {
public:
int data-no;
double sdata[40];
double avevalsdVal;
void ave std(){
int i;
double ave=O.O,sd=0.0;
/compute average value
for(i=O;i<data-no;i++) ave=ave+sdata[i];
105

ave_val=ave/datano;
// compute standard deviation
for(i=0;i<datano;i++) sd=sd+(sdata[i]-ave-val)*(sdata[i]-ave-val);
sdval=sd/(data-no- 1);
}
preproco I
};
class Record:
public seriesno, public vessel,
public separator, public testedtube, public makeupwater,
public steamventing, public pre-proc
{public:
double TbulkbarTwallbar, dTbar;
RecordO {
Tbulkbar=0.0;
Twallbar=0.0;
dTbar=0.0;
} /constructor
read(int n){
int j;char trival[12];
//read run No.
cin>>runno>>timeno;
/read vessel data
106

cin>>g-jotpres>>t-totpres;
for(j=O;j<1 6;j=j+1) cin>>temp-profj];
cin>>vliq_level;
/read separator data
cin>>smakeupjtemp>>smakeup-pres;
cin>>recirouttemp>>recirinjtemp;
cin>>ssteamjtemp>>ssteampres;
cin>>bulkjtemp>>bot-pres;
cin>>sliq level>>riserjheight;
/read testedtube data
cin>>coolantintemp>>coolant outtemp;
for(j=O;j<6;j=j+1) cin>>surf temp[j];
/read makeup-water data
cin>>makeup-temp>>makeup-pres;
if (n==O) cin>>flowjreading>>relerror;
//only read flowreading from the first record
else cin>>trival;
cin>>ev>>ec;
/read steamventing data
cin>>vsteamjtemp>>vsteam~pres;
cin>>heater_v>>heater_c>>heaterpower;
cin>>tempbefore-heating>>temp-after heating;
} // end of readO
/----------------
write (){
107
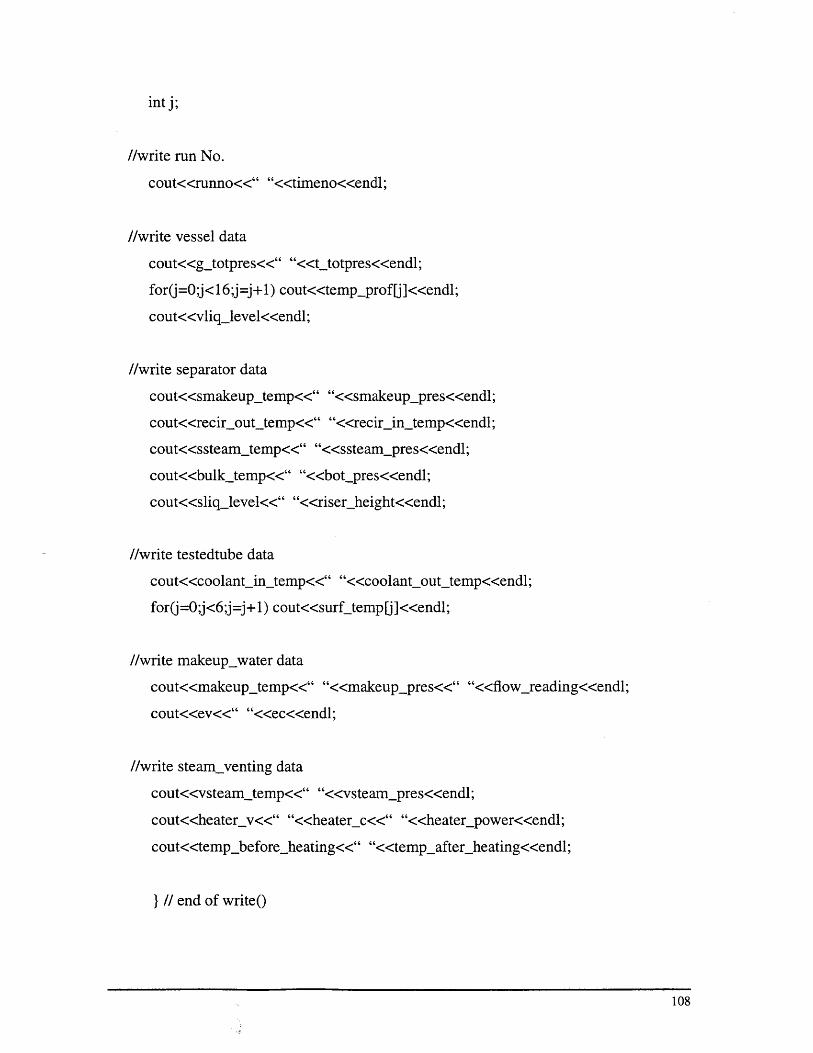
int j;
//write run No.
cout<<runno<<" "<<timeno<<endl;
//write vessel data
cout<<g-jotpres<<" "<<t_totpres<<endl;
for(j=O;j<1 6;j=j+1) cout<<temp-profj]<<endl;
cout<<vliqjlevel<<endl;
//write separator data
cout<<smakeup-jemp<<" "<<smakeup-pres<<endl;
cout<<recirouttemp<<" "<<recirinjtemp<<endl;
cout<<ssteamtemp<<" "<<ssteam-pres<<endl;
cout<<bulktemp<<" "<<botpres<<endl;
cout<<sliqjlevel<<" "<<riser-height<<endl;
//write testedtube data
cout<<coolantin-temp<<" "<<coolantout-temp<<endl;
for(j=O;j<6;j=j+1) cout<<surftempU]<<endl;
//write makeup-water data
cout<<makeup-jemp<<" "<<makeup-pres<<" "<<flowreading<<endl;
cout<<ev<<" "<<ec<<endl;
//write steamventing data
cout<<vsteamtemp<<" "<<vsteam-pres<<endl;
cout<<heater_v<<" "<<heater_c<<" "<<heater-power<<endl;
cout<<temp-before heating<<" "<<temp-after heating<<endl;
I // end of writeo
108

//----------get dT for this record
get-dT(){
int k;
for(k=0;k< 14;k++)
if (k!=10) Tbulkbar=Tbulkbar+temp-prof[k]; /skip the failed 11 th TC
I
Tbulkbar=Tbulkbar/13.0;
for(k=0;k<6;k++) Twall-bar=Twallbar+surfitemp[k];
Twallbar=Twallbar/6.0;
dTbar=Tbulkbar-Twallbar;
}I/ end of ---- getdT
}; /end of class Record
class Property
{
public:
double p[50],dh[50];
double step; //t step 1 C
int start_t;//start from 100 c
PropertyO)
startt=100;
step= 1.0;
p[O]=9.2/100000.;
p[1]=0.5324;
p[2]=1.0806;
p[3]=1.645;
109

p[4 ]=2.2259;
p[5]=2.8239;
p[6 ]=3.4391;
p[7 ]= 4 .0721;
p[8]= 4 .7232;
p[ 9]=5.3927;
p[10]= 6 .0812;
p[ 11]=6.7889;
p[1 2 ]=7.5163;
p[13]=8.2639;
p[14 ]= 9 .0319;
p[15]=9.8210;
p[16]=10.631;
p[17]=1 1.464;
p[18]=12.318;
p[1 9 ]=13.195;
p[20]=14.096;
p[21]=15.020;
p[22]=15.968;
p[2 3 ]=16.940;
p[24]=17.938;
p[ 2 5 ]=18.961;
p[26]=20.010;
p[2 7 ]=21.085;
p[28]=22.188;
p[29]=23.318;
p[3 0]= 2 4.476;
p[31]=25.662;
p[ 3 2 ]= 2 6 .877;
p[33]=28.122;
p[34]=29.397;
p[ 3 5 ]=30.702;
110

p[36]=32.039;
p[37]=33.407;
p[38]=34.807;
p[39]=36.241;
p[40]=37.707;
HI--------
dh[0]=2256.;
dh[1]=2253.4;
dh[2]=2250.7;
dh[3]=2248.0;
dh[4]=2245.3;
dh[5]=2242.7;
dh[6]=2240.;
dh[7]=2237.3;
dh[8]=2234.5;
dh[9]=2231.8;
dh[10]=2229.1;
dh[1 1]=2226.4;
dh[12]=2223.6;
dh[13]=2220.9;
dh[14]=2218.1;
dh[15]=2215.3;
dh[16]=2212.6;
dh[17]=2209.8;
dh[18]=2207.0;
dh[19]=2204.2;
dh[20]=2201.4;
dh[21]=2198.6;
dh[22]=2195.7;
dh[23]=2192.9;
dh[24]=2190.;
dh[25]=2187.2;
111

dh[26]=2184.3;
dh[27]=2181.4;
dh[28]=2178.5;
dh[29]=2175.6;
dh[30]=2172.7;
dh[3 1]=2169.8;
dh[32]=2166.9;
dh[33]=2164.;
dh[34]=2161.;
dh[35]=2158.1;
dh[36]=2155.1;
dh [37]=2152. 1;
dh[38]=2149.1;
dh[39]=2146.1;
dh[40]=2143.1;
double get sat pres(double t)
{int low=((int) t)-startt, high=low+1;
return p [low]+((t-low-start-t)/step)*(p[high]-p[low]); /psig
double get-evapjheat(double t)
{int low=((int) t)-100,high=low+1;
return (dh[low]+((t-low-start-t)/step)*(dh[high]-dh[low]))*1000.0; //j/kg
}
112

class AirFra
{
public:
double airjfra[14]; //15,16 are submerged under water
double temp[16];
const double mr=29./18.;//ratio of Melocular mass of steam to air
double Pt;
Property pro;
AirFra(int n,double t[],double pt){
for(int i=O;i<n;i++) temp[i]=t[i];
Pt=pt+14.7; //psia
I
compute(){
double Ps;
for(int i=O;i<14;i++)
if (i!=11){
Ps=pro.get sat-pres(temp[i])+14.7; //psia
// cout<<Ps<<endl;
air fra[i]=(mr*((Pt-Ps)/Ps))/(1+(mr*((Pt-Ps)/Ps))); /P29 Dehbi
}}
}
};
113
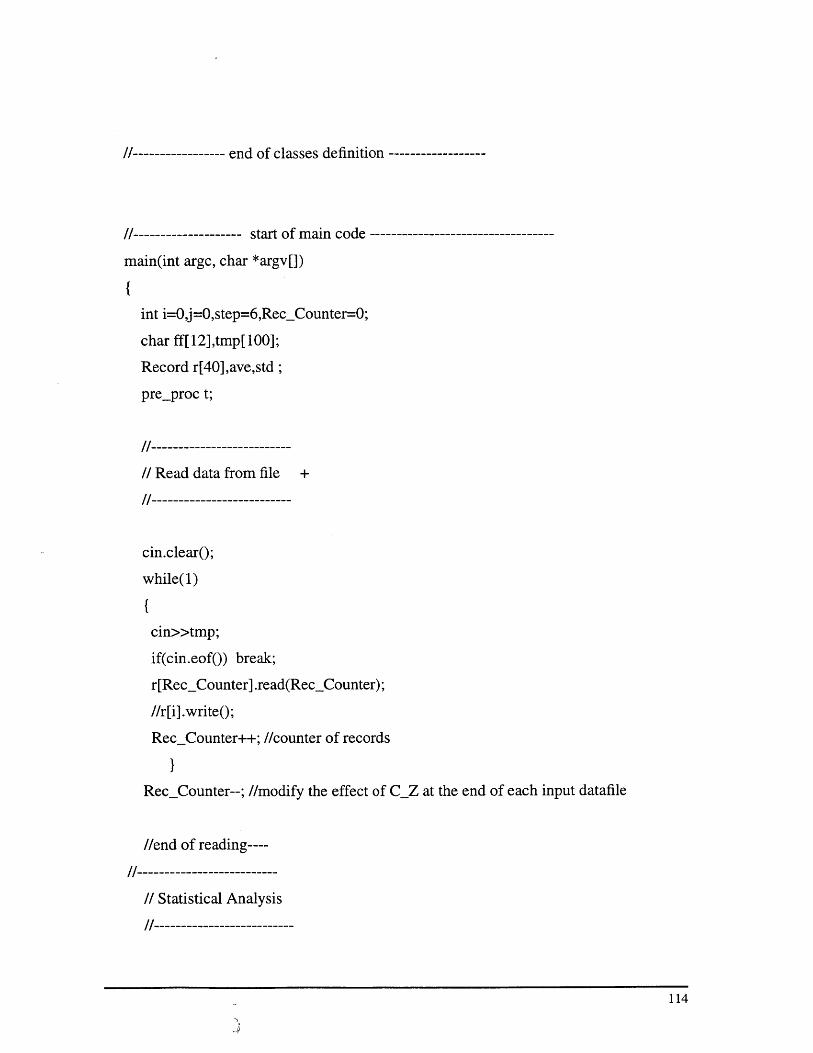
/----------------- end of classes definition -----------------
/---------------- start of main code ---------------------------
main(int argc, char *argv[])
{int i=Oj=O,step=6,RecCounter=O;
char ff[12],tmp[100];
Record r[40],ave,std;
pre-proc t;
/--------------------
// Read data from file +
/-----------------------
cin.clearo;
while(1)
{cin>>tmp;
if(cin.eofO) break;
r[Rec Counter].read(RecCounter);
//r[i].writeO;
RecCounter++; /counter of records
I
RecCounter--; //modify the effect of CZ at the end of each input datafile
/end of reading----
/------------------
I/ Statistical Analysis
/-----------------
114

// compute averages and standard differences of all parameters based on
// all serial data sources files for the same RUN condition
ave.runno=r[O].runno;
std.runno=r[O].runno;
t.datano=RecCounter;
//-- g-totpres
for (i=O;i<RecCounter;i++)
{t.sdata[i]=r[i].g-jotpres;
}t.ave-stdo;
ave.g_totpres=t.aveival;
std.gjtotpres=t. sdval;
cout<<t.datano <<endl;
//-- tjtotpres
for (i=O;i<RecCounter;i++)
{t.sdata[i]=r[i].t.totpres;
}t.ave-stdo;
ave.tLtotpres=t.aveval;
std.tLtotpres=t.sd-val;
//-- temp_prof[16]
115

for(j=O;j<16;j++){
for (i=O;i<RecCounter;i++)
{t.sdata[i]=r[i].temp-profU];
}t.avestdo;
ave.temp-profj]=t.ave-val;
std.tempprofU]=t.sd-val;
}//-- vliqjevel
for (i=O;i<RecCounter;i++)
{t.sdata[i]=r[i].vliq_level;
}t.avestdo;
ave.vliqjlevel=t.ave val;
std.vliqjlevel=t.sd-val;
//-- smakeupjtemp
for (i=O;i<RecCounter;i++)
{t.sdata[i]=r[i].smakeuptemp;
t.avestdo;
ave.smakeup-jemp=t.aveval;
std.smakeup-jemp=t.sdval;
//-- smakeup-pres
for (i=O;i<RecCounter;i++)
116

{
t.sdata[i]=r[i].smakeup-pres;
I
t.avestdo;
ave.smakeup-pres=t.ave_val
std.smakeup-pres=t.sdval;
//-- recirouttemp
for (i=O;i<RecCounter;i++)
t.sdata[i]=r[i].recir-outtemp;
I
t.ave-stdo;
ave.recirouttemp=t.aveval;
std.recirouttemp=t.sdval;
//-- recirintemp
for (i=O;i<RecCounter;i++)
t.sdata[i]=r[i].recir-intemp;
t.avestdo;
ave.recirintemp=t.aveval;
std.recirintemp=t.sd-val;
//-- ssteamtemp
for (i=O;i<RecCounter;i++)
{
{
}
117

{t.sdata[i]=r[i].ssteamtemp;
}t.avestdo;
ave.ssteamtemp=t.ave-val;
std.ssteamtemp=t.sd val;
//-- ssteampres
for (i=O;i<RecCounter;i++)
{t.sdata[i]=r[i].ssteamnpres;
}t.avestdo;
ave.ssteampres=t.aveval;
std.ssteam-pres=t.sd val;
//-- bulk_temp
for (i=O;i<RecCounter;i++)
{t.sdata[i]=r[i].bulkjtemp;
}t.ave-stdo;
ave.bulkjtemp=t.aveval;
std.bulkjtemp=t.sdval;
//-- bot-pres
for (i=O;i<RecCounter;i++)
{
t.sdata[i]=r[i] .bot~pres;
}
118

t.ave-stdO;
ave.bot-pres=t.aveval;
std.bot-pres=t.sdjval;
//-- sliqilevel
for (i=O;i<RecCounter;i++)
{t.sdata[i]=r[i].sliqjevel;
}t.ave-stdo;
ave.sliqjevel=t. aveval;
std.sliqjevel=t.sdval;
//-- riserheight
for (i=O;i<RecCounter;i++)
{t.sdata[i]=r[i].riser.height;
}t.ave-stdo;
ave.riser-height=t.ave val;
std.riser-height=t.sdval;
//-- coolantintemp
for (i=O;i<RecCounter;i++)
{t.sdata[i]=r[i].coolantinjtemp;
}t.ave-stdo;
ave.coolantinjtemp=t.aveval;
std.coolantinjtemp=t.sd_val;
119

//-- coolantouttemp
for (i=O;i<RecCounter;i++)
{t.sdata[i]=r[i].coolantoutjtemp;
}t.avestdo;
ave.coolantout-temp=t.aveval;
std.coolantoutjtemp=t.sdval;
//-- surftempj]
for(j=O;j<6;j++){
for (i=O;i<RecCounter;i++)
{t.sdata[i]=r[i].surf temp[j];
}t.avestdo;
ave.surf temp[j]=t.aveval;
std.surf tempj]=t.sdval;
}
//-- makeup-temp
for (i=O;i<RecCounter;i++)
{t.sdata[i]=r[i].makeuptemp;
}t.avestdo;
ave.makeup-jemp=t.aveval;
std.makeup-temp=t.sd-val;
//-- makeup-pres
120

for (i=O;i<RecCounter;i++)
{t.sdata[i]=r[i].makeup-pres;
}t.avestdo;
ave.makeup-pres=t.ave val;
std.makeup-pres=t.sd val;
//-- flowreading
/* for (i=O;i<Rec_Counter;i++)
{t.sdata[i]=r[i].flowreading;
}t.avestdo;
ave.flowreading=t.ave-val;
std.flowreading=t.sdyval;*/
ave.flowreading=r[O].flowreading;
std.flowreading=
(r[O].rel_error*r[O].flow-reading)*(r[O].rel_error*r[O].flowreading);
for (i=O;i<Rec_Counter;i++)
{t.sdata[i]=r[i].ev;
}t.ave-stdo;
ave.ev=t.aveval;
std.ev=t.sd_val;
//-- ec
for (i=O;i<RecCounter;i++)
{
121

t.sdata[i]=r[i].ec;
}t.ave-stdo;
ave.ec=t.aveval;
std.ec=t.sd_val;
//-- vsteamjtemp
for (i=O;i<RecCounter;i++)
{t.sdata[i]=r[i].vsteamtemp;
}t.avestdo;
ave.vsteamtemp=t.ave val;
std.vsteam_temp=t.sdval;
//--vsteampres
for (i=O;i<RecCounter;i++)
{t.sdata[i]=r[i].vsteampres;
}t.ave-stdo;
ave.vsteam-pres=t.aveval;
std.vsteam-pres=t.sd val;
//-- heater-v
for (i=O;i<RecCounter;i++)
{t.sdata[i]=r[i].heater_v;
}t.avestdo;
ave.heaterv=t. aveVal;
std.heaterv=t.sd-val;
122

/-- heater_c
for (i=0;i<RecCounter;i++)
t.sdata[i]=r[i].heater-c;
t.ave-stdo;
ave.heaterc=t.ave-val;
std.heaterc=t.sdval;
//-- heater-power
for (i=O;i<RecCounter;i++)
t.sdata[i]=r[i].heaterpower;
t.ave-stdo;
ave.heater-power=t.ave val;
std.heater-power=t.sdval;
//-- temp-before heating
for (i=O;i<RecCounter;i++)
t.sdata[i]=r[i].tempbefore heating;
t.avestdo;
ave.tempbefore heating=t.aveval;
std.tempbefore-heating=t.sd val;
/-- temp-after heating
123
{
}
{
}
{
}

for (i=0;i<RecCounter;i++)
{t.sdata[i]=r[i].tempafterheating;
}t.ave-stdo;
ave.temp-after heating=t.ave Val;
std.temp-after heating=t.sdVal;
/------------end of Statistical Analysis------------
/*
cout<<RecCounter<<endl;
ave.writeo;
std.writeO;
*/
/----------------------------
// Air Mass Fraction Computation +
/----------------------------
AirFra af(16,ave.temp-prof,ave.tjtotpres); //initialize af
af.computeo; //from now on the airjfra[0-13] available
double ave_af=0.0;
for(i=O;i< 1 4;i++) {
aveaf=aveaf+af.air-fra[i];}
aveaf=aveaf/14; /average air fraction;
// ----- end of Air Mass Fraction Computation ---
124

//--------------------------------------------------------
// Average Twall, Tbulk for steam-air and dTComputation
/----------------------------------------------------
int kk;
preproc tdT;
+
for(kk=O;kk<RecCounter;kk++)
r[kk].get_dTO;
t_dT.datano=RecCounter;
for(kk=O;kk<tdT.data no;kk++) tdT.sdata[kk]=r[kk].dTbar;
t_dT.avestdO;
double finaldTbar=t_dT.aveval;
double finaldelta_dTbar=sqrt(t_dT.sd-val); /final average dT and standrad
deviation
t_dT.datano=RecCounter;
for(kk=O;kk<tdT.datano;kk++) tdT.sdata[kk]=r[kk].Tbulkbar;
t_dT.avestd(;
double final_Tbulk_bar=t_dT.ave_val;/ final average Tbulk
t_dT.datano=RecCounter;
for(kk=O;kk<tdT.datano;kk++) t dT.sdata[kk]=r[kk].Twall-bar;
t_dT.avestdO;
double finalTwallbar=t_dT.aveval; / final average Twall
II--- end of Average Twall, Thulk for steam-air Computation
125

// --------------------------------------------------
/ average h Computation +
/---------------------------------------
Property pro;
double aveden=957.0; /ave water density inside test tube (Kg/mA3)
double height=78*2.54/100.;//height(m) 78"+3"
double dP=(aveden*9.8*height)/10 1300.0*14.7; //dP (Pa)
double Pout=ave.bot-pres,Pin=Pout+dP; //psi
double Tout=ave.reciroutjtemp,Tin=ave.recir intemp; I/c
double dh=pro.get evap_heat(Tout); //evaparation heat (J/kg)
double D=1.625*2.54/100.; //(m) diameter of test tube
double area=3.14*D*height; /area of test section mA2
double volflowrate=ave.flowreading*835.4/1000000.; //mA3/s
// flowreading is reading unit/sec, 835.4 ml/reading unit
double den_makeup=994.5; //DI makeup water density (Kg/mA3)
double massflowrate=volflowrate*denmakeup; //kg/s
double h; /ave heat trasnfer coeff
h=massflowrate*dh/(finaldTbar*area); // w/(C*mA2)
// ---- end of average h Computation --
126
'4

//---------------------------------------
// Error Analysis
I-----------------------------------
double delta_a=0.04; //from manufacturer
double deltaMassFlowrate=
sqrt(r[O].rel-error*r[O].relerror+deltaa*delta-a)*massflowrate; //directely
given from the first record
double dhm=dh/(finaldTbar*area);
// double dhdh=massflowrate/(avedT*area);
double dhdT=massflowrate*dh/(area*finaldTbar*finaldT-bar);
// delta_h_bar
double delta_h-bar=sqrt(
(dh-m*deltaMassFowrate)*(dh-m*deltaMassFlowrate)+
(dh-dT*final-delta-dT-bar)*(dh-dT*final-delta dT-bar)
double hrelativeerror=delta_h_bar/h;
//------ end of Error Analysis --
//---------------------------------
// Results output +
/--------------------------
cout<<" Run No."<<" "<<"Air Mass Fraction"<<" "<<
"dT(Celcius)"<<" "<<"Pt (Psig)"<<" "<<"h (w/(mA2*C)"<<endl;
cout<<ave.runno<<" "<<aveaf<<" "<<finaldTbar<<" "<<
ave.ttotpres<<" "<<h<<endl<<endl<<endl;
127

cout<<"Tw="<<final_Twallbar<<" "<<"Tbulk="<<finalTbulkbar<<endl;
cout<<"The total heat transfer rate is (kW): "<<massflowrate*dh/lOOO.<<endl;
cout<<"The average h is: "<<h<<"+/-"<<delta_h_bar<<endl;
cout<<"The relative error of h is: "<<h_relativeerror<<endl;
// cout<<massflowrate<<" " <<dh<<endl;
//end of program
}
1.2 Sample Input and OutputSample Input
*** ** *** ***** *************
RUN5_1.DAT
1
52.149 52.149
109.1338 109.5732 111.168 111.918 112.4961 113.0625 112.8916 113.2627
113.9053 114.4932 9.999999E+37 114.5674 114.4531 113.166 147.4912
147.4131
21.68
80 16.10
101.0479 99.81934
99.40918 0.0
99.81934 0.00
21.8
0.00
100.0674 101.0479
105.5391 105.5215 106.0117 105.7227 105.9844 105.8916
80 16.10
0.000422 0.038
128

120 10.0
99.40918 0.0
120 5.0 600.0
000 000
RUN5_1.DAT
2
52.26776 52.26776
109.9629 110.6562 110.9678 111.2969 111.3926 111.8115
113.1719 113.4658 114.0684 9.999999E+37
147.6504 147.292
21.68
80 16.10
101.3252 99.75781
114.9971 114.8281 113.9785
99.39453 0.0
99.75781 0.00
21.8
0.00
99.91699 101.3252
102.666 102.9307 102.2314 102.2988 102.3066 102.498
80 16.10
120 10.0
99.39453 0.0
120 5.0 600.0
000 000
129
112.1162

RUN5_1.DAT
3
52.349 52.349
110.5596 110.6152 111.6641 111.9033 111.6338 111.9062 111.6758113.4707 113.1016 113.3965 697.3467 115.2646 115.4658 114.5029 147.7188147.3252
21.68
80 16.10
100.917 99.90722
99.40625 0.0
99.90722 0.00
21.8
0.00
100.2754 100.917
105.3496 105.5029 105.3604 105.0947 105.7676 105.0234
80 16.10
120 10.0
99.40625 0.0
120 5.0 600.0
000 000
* ** * ********** ***** ***** **** *****
RUN5_1.DAT
4
52.31425 52.31425
130

110.2021 110.4229 110.4482 110.7402
113.3398 113.9492 114.8682 9.999999E+37
147.5781 147.3662
21.68
80 16.10
101.0029 99.83105
110.8662 112.1543 112.3086
115.6055 115.4473 115.5732
99.41504 0.0
99.83105 0.00
21.8
0.00
100.1211 101.0029
104.6611 104.626 105.374 105.708 105.7451 105.4619
80 16.10
120 10.0
99.41504 0.0
120 5.0 600.0
000 000
Sample Output
Air Mass Fraction dT(Celcius) Pt (Psig) h (w/(mA2*C)
RUN5_1.DAT 0.711682 7.80064 52.323 394.407
Tw=104.935 Tbulk=112.736
The total heat transfer rate is (kW): 0.789987
The average h is: 394.407+/-67.7449
The relative error of h is: 0. 171764
131
Run No.


















