
Hybrid Joining of Aluminum to Thermoplastics with Friction Stir



Aluminum to Copper Lap Joining Using Friction Stir Welding
D.M. Rodrigues, I. Galvão CEMUC, Coimbra, Portugal
[email protected], +351 239 790 700, +351 239 790 701
D. Gesto, D. Verdera AIMEN, Porriño, Spain
[email protected], 00 34 986 344 000, 00 34 986 337 302
Abstract
The aim of present work was to study the structure and morphology of dissimilar friction stir welds of 1 mm-thick copper-DHP plates to 6 mm-thick AA 5083-H111 aluminum alloy plates. Important relations between the metallurgical and material flow phenomena taking place during Al/Cu welding and the final properties of the welds were established. The base materials interaction revealed to be dependent of the pin length and tool’s rotational speed, becoming stronger by increasing these parameters. Nevertheless, although strong base materials interaction has been locally achieved for some welding conditions, sound microstructures were not obtained.
Keywords
Friction Stir Welding; Aluminum/Copper; Welding Conditions; Materials Interaction.
Introduction
Joining dissimilar materials with completely different physical and mechanical properties, such as aluminum and copper, has great interest for many emerging industrial sectors. Nevertheless, fusion welding of materials with very different melting temperatures and high chemical affinity at elevated temperatures, which gives rise to the formation of brittle intermetallic compounds, makes such joining very difficult. This way, Friction Stir Welding (FSW), which is an innovative solid-state joining technology, presents an increased potential for joining these materials [1]. However, since only incipient investigation has already been performed on Al/Cu FSW, establishing appropriate welding conditions, which enable producing welds with excellent surface finishing, sound morphologies and suitable mechanical properties, is still a challenging task [2, 3]. Specifically, in which concerns Al/Cu friction stir lap welding, despite its embryonic stage of development, some advances can be already addressed from the few investigations already conducted in this field, mainly in which concerns to the influence of the welding conditions on the final properties of the joints. Elrefaey et al (2004) [4], who friction stir welded
2 mm-thick AA 1100 aluminum alloy plates to 1 mm-thick copper plates, stated the strong influence of the pin penetration depth on the joint strength. The authors observed that, whereas the welds produced without any penetration of the pin into the copper plate, which was positioned at the bottom of the joint, displayed poor mechanical properties, the joints carried out with a slight penetration of the pin into copper revealed a significant increase in strength. Some years later, Abdollah-Zadeh et al (2008) [5] and Saeid et al (2010) [6], on FSW of 4 mm-thick AA 1060 aluminum alloy to 3 mm-thick commercially pure copper, emphasized the importance of achieving suitable heat input conditions in order to accomplish successful FSW Al-Cu lap joining. Strong cracking in the intermetallic layers and large voids formation were observed in the nugget of the welds produced with high and low heat input, respectively. More recently, Xue et al (2011) [7] reported the beneficial effect of using a large pin diameter for friction sir welding AA 1060 aluminum alloy to commercially pure copper plates, both 3 mm-thick. According to the authors, a larger diameter pin gives rise to a larger bonding area, which inhibits more effectively the cracks propagation during mechanical testing, enhancing the bonding strength of the Al/Cu interface. In all the above studies the softer aluminum plates were positioned at the top of the Al/Cu lap joint and the copper plates at the bottom. However, the welding of these metals with reverse positioning, enabling the joining of very thin copper plates to thicker aluminum substrates, for example, remains deeply unexplored, despite its high technical and economic interest. In this context, present investigation is aimed to study the structure and morphology of dissimilar friction stir welds of 1 mm-thick copper-DHP plates to 6 mm-thick AA 5083-H111 aluminum alloy plates, produced with the copper plate located at the top of the joint.
Experimental Procedure
Dissimilar friction stir lap welds of copper-DHP (R240) to AA 5083-H111 aluminum alloy were produced in a MTS I-Stir PDS equipment. As illustrated in Fig. 1, the 1 mm-thick copper-DHP plate was placed at the top of the joints and the 6 mm-thick plate at the bottom. The welds were carried out

using two different FSW tools, whose characteristics are displayed in Table 1. As the most relevant difference between both tools is the pin length, the labels S and L were selected to identify the shorter and the longer-pin tools, respectively.
Fig. 1: Schematic representation of the Al/Cu friction stir welding.
Table 1: FSW tools used to carry out the welds.
Tool Tool
Shoulder Pin
S 8º Conical
9.5 mm-diameter 3 mm-diameter 1.4 mm-length
L 8º Conical
8.6 mm-diameter 3 mm-diameter 1.9 mm-length
Table 2 shows the welding parameters as well as the nomenclature adopted in the text for identifying the welds, which was selected in order to identify the tool and the only variable welding parameter, i.e., the rotational speed. Thus, the acronym S600 will identify the welds carried out with the shorter-pin tool, using a rotational speed of 600 rev.min-1. Table 2: Welding parameters used to produce the welds.
Weld Tool Rotational Speed
(rev.min-1) Traverse Speed
(mm.min-1)
S600 S 600 50
L600 L
600 50 L800 800 50
After welding, a qualitative macroscopic inspection of the weld surfaces was performed by means of visual inspection. Transverse cross-sectioning of the welds was performed for metallographic analysis. The samples were prepared according to standard metallographic practice and differentially etched in order to enable the identification of the different materials in the weld. “Modified Poulton’s Reagent” was used for enhancing the aluminum microstructure, and a solution of 5 ml of H2O2 in 50 ml of NH4OH for enhancing the copper microstructure. Microhardness measurements were performed using a Shimadzu Microhardness Tester, with 200 g load and 15 s holding time. Metallographic analysis was performed using optical microscopy, in a ZEISS HD 100 equipment. Micro X-ray diffraction was performed in the cross-section of some selected welds, using a PANalytical X´Pert PRO micro-diffractometer, respectively.
Results
Images of the weld surfaces are illustrated in Fig. 2. Significant differences in surface finishing can be observed by comparing the surface photographs. In fact, whereas the S600 weld (Fig. 2.a) presents a very smooth surface composed of regular and well-defined striations, similar to those obtained in similar copper friction stir welding [8], signs of significant tool submerging and formation of massive flash are observed on the surface of the L600 (Fig. 2.b) and L800 (Fig. 2.c) welds. It is important to stress that, although the S600 and L600 welds have been carried out with the same welding parameters (rotation and traverse speed), a significant worsening in the surface quality was observed by increasing the pin length and, consequently, the tool penetration depth.
(a)
(b)
(c) Fig. 2: Surface appearance of the S600 (a), L600 (b) and L800
(c) welds. Cross-section macrographs and micrographs registered in some selected cross-section areas of the S600, L600 and L800 welds are illustrated in Fig. 3 to 5, respectively. Comparing the cross-section macrographs of all welds (Fig. 3.a/b, 4.a/b and 5.a/b), in which the pin and shoulder influence zones are indicated by vertical lines, important differences in the structure and morphology of the thermo-mechanical affected zones (TMAZs) can also be observed. In Fig. 3.a and b, which illustrate the cross-section of the S600 weld, it can be observed that the TMAZ of this weld is restricted to the pin influence zone, where a very fine recrystallized grain structure is discernible. Very small evidence of material stirred by the shoulder can be observed at the top of the weld, indicating that the shoulder influence zone was restricted to the top surface of the copper plate (Fig. 3.c). The totally inefficient mixing, between aluminum and copper, promoted the formation of large defects throughout the base materials interface, preventing effective joining between both metals.

(a)
(b)
(c)
Fig. 3: Copper (a) and aluminum (b) etched cross-section macrographs and micrograph of the under shoulder copper
structure (c) of the S600 weld. Cross-section macrographs of the L600 and L800 welds are illustrated in Fig. 4.a/b and 5.a/b. Contrary to that observed for the S600 weld, the pictures show the presence of well-defined shoulder influenced zones, which, as illustrated by the deformed copper grains shown in Fig. 4.c, extend throughout the entire copper plate’s thickness. Added to this, it can also be observed that the pin-governed aluminum stirred volumes of these welds are also significantly larger than that observed in Fig. 3.b for the S600 weld. So, it can be concluded that increasing the pin length, and, consequently, the penetration depth of the tool, gave rise to larger pin and shoulder-governed stirring volumes. In good agreement with this, important differences in the extent of the Cu/Al interaction volumes of both weld series (S and L) can also be observed. In fact, the welds produced with the longer pin tool present stronger base materials interaction, which, as illustrated in Fig. 5.c, resulted in the formation of mixing structures with morphology similar to those observed by Galvão et al (2011) [9] on butt Al/Cu FSW. From this picture, it can be observed that these structures present a quite complex morphology, being composed of copper intercalated with lamellae of material morphologically different of both base metals, which, according to Galvão et al (2011) [9], have intermetallic-rich phase content. However, it is important to stress that, although both L welds present a Cu/Al interaction volume significantly larger than the S weld, some influence of the tool rotation speed on the base materials interaction degree was also found. In fact, comparing the cross-sections of both L welds (Fig. 4.a/b and 5.a/b), it can be observed that stronger base
materials interaction took place in the weld produced with higher rotational speed (L800), for which more intense Cu/Al interpenetration is observed. In spite of the larger stirring volumes and the stronger base materials interaction registered for the L welds, severe internal defects were observed in the cross-section of both L600 and L800 welds, specifically inside the pin influence zone (Fig. 4.a/b and 5.a/b). In fact, although significant base materials interpenetration has been locally achieved in some areas of both cross-sections, no signs of material flow in the thickness direction were registered in some other regions, which resulted in the formation of important discontinuities between both base materials layers, similar to that observed for the S600 weld (Fig. 3.a/b). This way, it can concluded that although stronger base materials interaction has been obtained by increasing the pin length and the rotational speed, effective material dragging in thickness direction was not achieved throughout the pin influence zone.
(a)
(b)
(c) Fig. 4: Copper (a) and aluminum (b) etched cross-section
macrographs and micrograph registered in the under shoulder copper area (c) of the L600 weld.

(a)
(b)
(c)
(d) Fig. 5: Copper (a) and aluminum (b) etched cross-section
macrographs and micrograph registered in the mixing structures (c) and in the vicinity of the aluminum stirred zone
(d) of the L800 weld. Fig. 6 shows the hardness profiles registered across the transverse section of the S600 (Fig. 6.a) and L800 (Fig. 6.b) welds. Each graph displays the results of hardness measurements performed along horizontal planes located at the top copper and the bottom aluminum plates, as illustrated by the lines plotted in the cross-section macrographs displayed in each graph. Average hardness values corresponding to both base materials are also plotted in the graphs. According to the figures, an important hardness increase was registered in the
TMAZs of the welds, both in the aluminum (S600_Al, L800_Al) and copper layers (S600_Cu, L800_Cu). The hardness increase inside the stirred volume should be associated with two main factors, the intense grain refinement registered for both material layers (Fig. 3.a and 5.d) and/or the formation of brittle intermetallic Al/Cu compounds inside the stirred volume. It is important to stress that, for the L800 weld, the highest hardness values (higher than 200 Hv0.2) registered correspond to the Al/Cu mixing region.
(a)
(b) Fig. 6: Hardness profiles registered across the transverse
cross-section of the S600 (a) and L800 (b) welds. XRD analyses were conducted in order to evaluate the intermetallic content of selected material areas inside the TMAZ of each weld. For the S600 weld, the area analyzed was the refined aluminum layer, at the bottom of the Al/Cu interface, for which very high hardness values were registered. For the L800 weld, the area analyzed was located inside the mixing material regions, for which the highest hardness values were measured. The diffractograms obtained for both welds are displayed in Fig. 7. According to the diffractogram corresponding to the S600 sample (Fig. 7.a), in spite of the strong hardness increase registered in the stirred aluminum volume, from 85 Hv0.2 to 150 Hv0.2, no intermetallic content was registered, since the only phase identified was f.c.c. Al. However, it is important to stress that, although no mixing features have been observed in the cross-section of
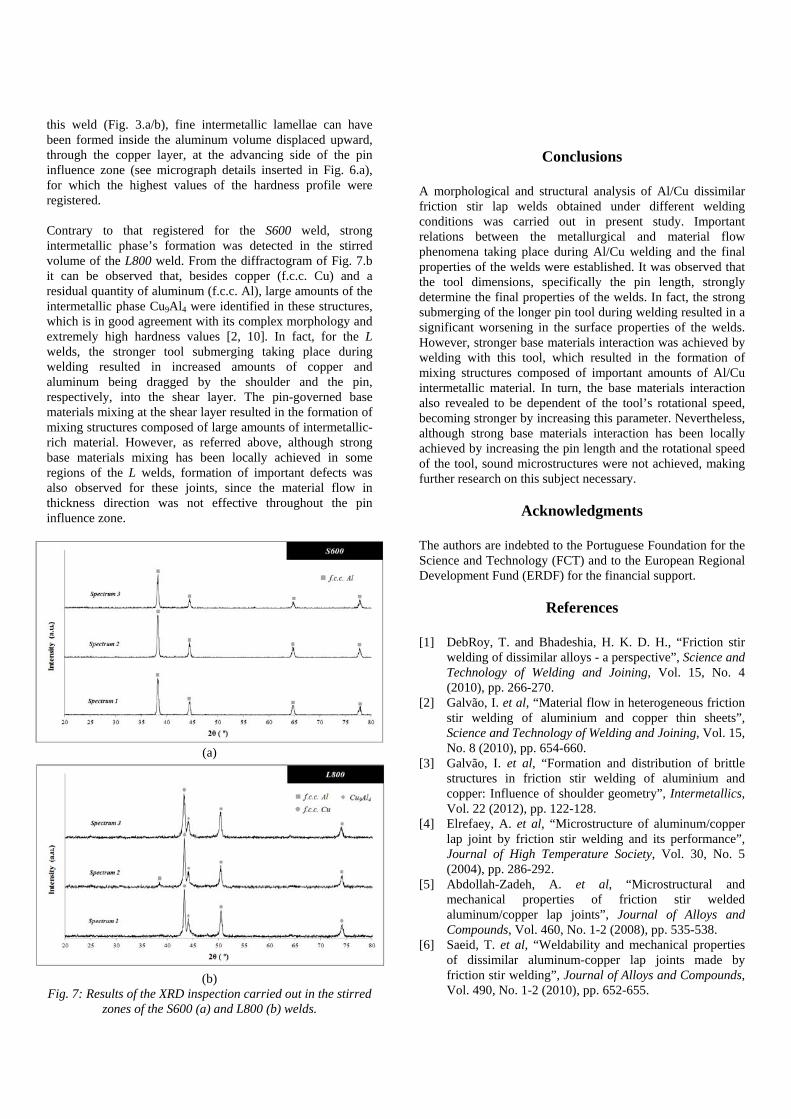
this weld (Fig. 3.a/b), fine intermetallic lamellae can have been formed inside the aluminum volume displaced upward, through the copper layer, at the advancing side of the pin influence zone (see micrograph details inserted in Fig. 6.a), for which the highest values of the hardness profile were registered. Contrary to that registered for the S600 weld, strong intermetallic phase’s formation was detected in the stirred volume of the L800 weld. From the diffractogram of Fig. 7.b it can be observed that, besides copper (f.c.c. Cu) and a residual quantity of aluminum (f.c.c. Al), large amounts of the intermetallic phase Cu9Al4 were identified in these structures, which is in good agreement with its complex morphology and extremely high hardness values [2, 10]. In fact, for the L welds, the stronger tool submerging taking place during welding resulted in increased amounts of copper and aluminum being dragged by the shoulder and the pin, respectively, into the shear layer. The pin-governed base materials mixing at the shear layer resulted in the formation of mixing structures composed of large amounts of intermetallic-rich material. However, as referred above, although strong base materials mixing has been locally achieved in some regions of the L welds, formation of important defects was also observed for these joints, since the material flow in thickness direction was not effective throughout the pin influence zone.
(a)
(b) Fig. 7: Results of the XRD inspection carried out in the stirred
zones of the S600 (a) and L800 (b) welds.
Conclusions
A morphological and structural analysis of Al/Cu dissimilar friction stir lap welds obtained under different welding conditions was carried out in present study. Important relations between the metallurgical and material flow phenomena taking place during Al/Cu welding and the final properties of the welds were established. It was observed that the tool dimensions, specifically the pin length, strongly determine the final properties of the welds. In fact, the strong submerging of the longer pin tool during welding resulted in a significant worsening in the surface properties of the welds. However, stronger base materials interaction was achieved by welding with this tool, which resulted in the formation of mixing structures composed of important amounts of Al/Cu intermetallic material. In turn, the base materials interaction also revealed to be dependent of the tool’s rotational speed, becoming stronger by increasing this parameter. Nevertheless, although strong base materials interaction has been locally achieved by increasing the pin length and the rotational speed of the tool, sound microstructures were not achieved, making further research on this subject necessary.
Acknowledgments
The authors are indebted to the Portuguese Foundation for the Science and Technology (FCT) and to the European Regional Development Fund (ERDF) for the financial support.
References
[1] DebRoy, T. and Bhadeshia, H. K. D. H., “Friction stir welding of dissimilar alloys - a perspective”, Science and Technology of Welding and Joining, Vol. 15, No. 4 (2010), pp. 266-270.
[2] Galvão, I. et al, “Material flow in heterogeneous friction stir welding of aluminium and copper thin sheets”, Science and Technology of Welding and Joining, Vol. 15, No. 8 (2010), pp. 654-660.
[3] Galvão, I. et al, “Formation and distribution of brittle structures in friction stir welding of aluminium and copper: Influence of shoulder geometry”, Intermetallics, Vol. 22 (2012), pp. 122-128.
[4] Elrefaey, A. et al, “Microstructure of aluminum/copper lap joint by friction stir welding and its performance”, Journal of High Temperature Society, Vol. 30, No. 5 (2004), pp. 286-292.
[5] Abdollah-Zadeh, A. et al, “Microstructural and mechanical properties of friction stir welded aluminum/copper lap joints”, Journal of Alloys and Compounds, Vol. 460, No. 1-2 (2008), pp. 535-538.
[6] Saeid, T. et al, “Weldability and mechanical properties of dissimilar aluminum-copper lap joints made by friction stir welding”, Journal of Alloys and Compounds, Vol. 490, No. 1-2 (2010), pp. 652-655.

[7] Xue, P. et al, “Achieving high property friction stir welded aluminium/copper lap joint at low heat input”, Science and Technology of Welding and Joining, Vol. 16, No. 8 (2011), pp. 657-661.
[8] Leal, R. M. et al, “Effect of shoulder cavity and welding parameters on friction stir welding of thin copper sheets”, Science and Technology of Welding and Joining, Vol. 16, No. 2 (2011), pp. 146-152.
[9] Galvão, I. et al, “Formation and distribution of brittle structures in friction stir welding of aluminium and copper: Influence of process parameters”, Science and Technology of Welding and Joining, Vol. 16, No. 8 (2011), pp. 681-689.
[10] Ouyang, J. et al, “Microstructural evolution in the friction stir welded 6061 aluminum alloy (T6-temper condition) to copper”, Journal of Materials Processing Technology, Vol. 172, No. 1 (2006), pp. 110-122.


















