
Altura Proposal for Spodumene Concentrate Export through ... · Altura Mining would like to export...
39
Private and Confidential Page 1 of 11 Altura Proposal for Spodumene Concentrate Export through Eastern Operations, Port Hedland November 2017
Transcript of Altura Proposal for Spodumene Concentrate Export through ... · Altura Mining would like to export...

Private and Confidential Page 1 of 11
Altura Proposal for Spodumene Concentrate Export through Eastern Operations, Port Hedland
November 2017
zoe.tangui
Typewritten Text
Attachment 3A(1)

Page 2 of 11
Table of Contents
Executive Summary ................................................................................................................ 3
1. Introduction ..................................................................................................................... 4
1.1 Background and Purpose .................................................................................................................. 4
1.2 Scope ................................................................................................................................................. 4
1.3 Key Characteristics of the Project ..................................................................................................... 4
1.4 Product Details.................................................................................................................................. 5
2. Project Logistics ............................................................................................................... 6
2.1 Mine to Storage Facility .................................................................................................................... 6
2.2 Storage Facility .................................................................................................................................. 6
2.3 Port Loading ...................................................................................................................................... 6
2.4 Summary Project Logistics ................................................................................................................ 8
2.5 Consideration of Alternative Methods ............................................................................................. 9
3. Risk Management ............................................................................................................ 9
3.1 Risk Assessment ................................................................................................................................ 9
3.2 Management of Key Risk - Discharges to Air .................................................................................... 9
3.3 Management of Key Risk - Noise Emissions ................................................................................... 10
3.4 Management of Key Risk - Stormwater/Marine Water Contamination ........................................ 11
4. Consultation .................................................................................................................. 11
5. Appendices .................................................................................................................... 11

Private and Confidential Page 3 of 11
Executive Summary
Altura Mining would like to export 220,000 tonnes of Spodumene (Lithium) per annum, in 10,000 to 15,000 tonne parcels, through the Port of Port Hedland using a rotating containerised loading system. The Lithium is sourced from Altura Mining’s Pilgangoora Lithium Project mine site, located approximately 90 km south-east of Port Hedland.
The product is processed at the mine site before being transported in bulk to a storage facility in Wedgefield using side-tipping double road trains. It is estimated that 2-3 road train deliveries will be made per day along the 98 km trip to Port Hedland from the mine site.
During a shipping campaign containers (Rotoboxes) and filled within the enclosed storage facility and then transported to the Port (Berths 1 and 2) for direct loading to vessels. During ship loading, Rotoboxes will be lowered into the hold of the ship, the lid lifted and contents emptied as a bulk product. The Rotaboxes are internally coated to ensure no hang-ups of product, and are designed to minimise spillage, dust entrapment, and emissions. This is a world class leading process, a proven environmentally sound bulk loading system. The Rotabox lid will be secured within the ship’s hold and the empty Rotabox returned to the berth deck prior to loading onto road trailers for transport back to the storage facility in Wedgefield. The purpose of this document is to provide an overview of the process proposed for the exporting of Spodumene (Lithium) through Pilbara Ports Eastside Operations licenced under Part V of the Environment Protection Act (L4432/1989/14). The information presented would support PPA application to amend L4432 to allow for the inclusion of Spodumene as an approved export bulk material, and to consider the increased tonnage through that facility based on Altura projected throughput. Qube and Altura Mining Limited considers the risks from the proposed activities to be low due to the following:
Dust issues will be minimised by effective moisture management, combined with a closed loading system until the lid of the Rotabox is automatically slid off within the ship’s hold (noting the product is a process bulk material which allows for consistent moisture levels will be met and maintained during the processing. Moisture concentration forms part of the product specification as required by the customer and is likely to vary through the life of the project);
The product is unlikely to have a significant fraction of respirable dust;
Spodumene is non odourous;
Spodumene is chemically inert with very low solubility and toxicity;
A comprehensive range of loading controls and contingencies will be in place; and
Existing licence conditions and monitoring systems will validate the effectiveness of the above controls.
The addition of Spodumene as an approved export material with L4432, if managed and handled in accordance with the procedure and protocols set out in this document represent best practice for bulk product loading. Risks will be reduced through:
Processed product will be handled in a purpose built handling facility located in Wedgefield where bulk material will be consigned to Rotoboxes for transport to the Port;
Rotoboxes will be covered/sealed and will be loaded into the awaiting vessel for unloading (tipping);
Empty Rotoboxes will be covered/sealed prior to the transport back to the Wedgefield facility,
No open handling or storage of Spodumene will be carried out at the Port, and

Page 4 of 11
Product quality will be re-tested to confirm export product is as predicted by this report.
The proposed method of loading Spodumene has been proven effective at other Western Australian Ports and represents best practice technology for the loading of high-value concentrate cargoes.
1. Introduction
1.1 Background and Purpose The proposed rotating container loading method represents best practice for bulk product loading reduction in environmental and health risk compared to open loading (conveyor, grab, skip) for the Spodumene product generated by Altura. The reduction in risk compared to these other loading methods is due to the improved containment of the proposed rotating tipping frame system. Available information from Regulatory bodies and relevant Port authorities indicates that use of these systems significantly reduces potential impacts to the receiving environment and represents industry best practice. The purpose of this document is to provide an overview of the process proposed for the exporting of Spodumene (Lithium) through Pilbara Ports Eastside Operations licenced under Part V of the Environment Protection Act (L4432/1989/14). The information presented would support PPA application to amend L4432 to allow for the inclusion of Spodumene as an approved export bulk material, and to consider the increased tonnage through that facility based on Altura projected throughput.
1.2 Scope The scope is limited to Altura Mining export of Spodumene (Lithium) through Port Hedland Port via Rotabox technology.
1.3 Key Characteristics of the Project
Altura Mining would like to export 220,000 tonnes of Spodumene (Lithium) per annum, in 10,000 to 15,000 tonne parcels, through the Port of Port Hedland using a rotating containerised loading system. The Lithium is sourced from Altura Mining’s Pilgangoora Lithium Project mine site, located approximately 90 km south-east of Port Hedland (Figure 1).
The product is processed at the mine site before being transported in bulk to a storage facility in Wedgefield using side-tipping double road trains. It is estimated that 2-3 road train deliveries will be made per day along the 98 km trip to Port Hedland from the mine site.
During a shipping campaign containers (Rotoboxes) and filled within the enclosed storage facility and then transported to the Port (Berths 1 and 2) for direct loading to vessels. During ship loading, Rotoboxes will be lowered into the hold of the ship, the lid lifted and contents emptied as a bulk product. The Rotaboxes are internally coated to ensure no hang-ups of product, and are designed to minimise spillage, dust entrapment, and emissions. This is a world class leading process, a proven environmentally sound bulk loading system. The Rotabox lid will be secured within the ship’s hold

Page 5 of 11
and the empty Rotabox returned to the berth deck prior to loading onto road trailers for transport back to the storage facility in Wedgefield.
Figure 1: Location of Altura Mining Pilgangoora Lithium Project. (Sources: Alturamining.com, Annual Report 2016)
1.4 Product Details
The processing of Spodumene ore on-site is aimed to meet consistent product quality specifications for Spodumene. Test samples of Spodumene were prepared by Altura Mining according to how the processing plant is expected to generate the export quality product. The samples were submitted to various accredited laboratories for testing. These results have been used to inform the risk assessment and to determine potential impacts and thus controls required to minimise adverse impact to human health or the environment. Data to date represents bench trails, and therefore product quality will require further validation after the processing plant is operational. Once operational, samples of export quality product will be re-tested to confirm export product is as-predicted, and any changes to the management and handling of the product will be made to meet the agreed environment and human health outcomes. The key specifications on the Spodumene samples are presented in Table 3.1 with raw laboratory information attached in Appendices B to F. A key environmental consideration is limiting dust emissions during handing, particularly within the port environment during vessel loading. This will be achieved by ensuring that product moisture content is maintained above the Dust Extinguishable Moisture level (DEM). This will be straight forward for Spodumene since it is produced at the Pilgangoora Lithium Project mine site in a saturated state after undergoing a wet separation process. Following transportation, and storage within the storage facility likely to be less than two months total, the product will retain moisture levels well above the DEM. Processing produces a fine and coarse product which are then blended 50/50 at the mine site before transport to Port Hedland storage facility. The product is also odourless, eliminating odour as an issue. Other key attributes that significantly lower environmental risks, is that Spodumene is chemically inert and has no or very little toxicity other than its direct physical effects.

Page 6 of 11
2. Project Logistics
This section describes the project logistics involved in moving the product from mine to ship. Where appropriate this section provides options for consideration and risk assessment.
2.1 Mine to Storage Facility
The Lithium is sourced from Altura Mining’s Pilgangoora Lithium Project mine site, located approximately 90 km south-east of Port Hedland.
The product is processed and stored at the mine site before being loaded as bulk into side-tipping double road train trailers. Trailers will be loaded on a weighbridge, to ensure correct axle loadings, before exiting the facility. An average payload of approximately 50 tonnes per truck per trip is expected. Road trains will utilise existing heavy haulage routes into the Port Hedland.
Transport Route - Mine to Storage Facility:
Altura Mine Access Road
Pippingarra Road
Wodgina Access Road (East)
National Hwy 1 / Great Northern Hwy
Pinga Street – Wedgefield
Hematite Drive – Wedgefield
Tailings Elbow – Wedgefield
Product shall be delivered to an enclosed storage facility in Wedgefield. It is estimated that 2-3 road train deliveries will be made per day along the 105km trip to Port Hedland from the mine site.
The road transport will utilise the latest technology on powered trailing and equipment including lightweight trailers and Euro 5 class prime movers. Prime movers are also equipped with In Vehicle Management Systems including dynamic speed management, dual cameras, lane keeping technology and real time fatigue management systems.
2.2 Storage Facility
On arrival in Port Hedland the road trains will transit to the storage facility located in Wedgefield where they will be unloaded and the product stockpiled with a purpose built facility. Each delivery will be recorded with its known weights. The building is enclosed to ensure product remains within the building. The product is not expected to generate dust due to its inherent moisture content.
2.3 Port Loading
Once a chartered ship is berthed, Rotaboxes will be loaded within the confines of the Wedgefield storage facility before being transferred to the Port Hedland Port (Berth 1 or 2) by trucks. Rotabox lids are secured and sealed within the enclosed storage facility and Rotaboxes checked by personnel for any external hung-up product prior to leaving the facility. Each truck will carry 3 Rotaboxes and during a loading campaign and it is expected 7 triple road trains shall operate in a continuous rolling circuit from the storage facility to the berth. The haulage circuit shall utilise the following roads:
Transport Circuit - Storage Facility to Berth:
Tailings Elbow – Wedgefield

Page 7 of 11
Hematite Drive – Wedgefield
Pinga Street – Wedgefield
National Hwy 1 / Great Northern Hwy
Wilson Street – Port Hedland
Gilbert Street – Port Hedland
Trucks shall enter the designated berth (Berth 1 or 2). Trucks shall be positioned to allow the crane to hook-up Rotaboxes.
The rotating tipping frame fitted to the crane/s and will be lowered onto the Rotabox and locked in place. The Rotabox will be lifted, slewed and lowered into the hold of the ship, as the Rotabox goes down into the hold the lid is lifted and the Rotabox rotated 180 degrees to empty the contents. Once empty the Rotabox will be rotated upright again inside the hold, lid lowered back onto the Rotabox and then lifted out and placed on the wharf for a light fork to load it back on the trailer. This process eliminates spillage and significantly reduces dust and nuisance odour.
Empty Rotaboxes shall be transported back out of the Port to the Wedgefield storage facility where they shall be again block-stacked in readiness for the next shipment. All Rotaboxes shall be individually inspected to make sure they are integrally sound, ensuring that the lid is firmly fastened to the container. In the event a Rotabox fails inspection they will be put aside for repair.
The expected loading time for a 20,000t cargo is 66 hours at an average load rate of 300t per hour. No full Rotaboxes will be held on site (at Port) for extended period and all empty Rotaboxes will be immediately returned to the storage facility in Wedgefield.
Whilst it is not expected there will be any spillage surface sweeping and waste disposal contingencies will be in place to ensure any releases are promptly cleaned up.
Figure 2: Specifically designed Concentrate Containers (CC).

Page 8 of 11
Figure 3: Rotating tipping frames to lift and tip the product.
2.4 Summary Project Logistics
Cargo: Spodumene Bulk Concentrate
Other names: Lithium Concentrate
Import or Export: Export
Company: Altura Mining Limited
Port: Port Hedland
LGA Zoning: Industrial
Mines: Pilgangoora Lithium Project near Wodgina, Pilbara Region
Form: Ore
Colour: White-Grey-Beige
Minimum tonnes per year: 150,000 wmt
Maximum tonnes per year: 250,000 wmt
Target tonnes per year: 215,000 wmt
Min tonnes per shipment: 5,000 wmt
Max tonnes per shipment: 25,000 wmt
Project Longevity: 10+ years
Truck deliveries Mine to Wedgefield storage:
Average of 2-3 truck deliveries per day Side tipping double road trains
Storage: Enclosed storage shed
Shed Location: Wedgefield, Port Hedland
Truck deliveries Shed to Berth: 7 Trucks rolling circuit Bulk Triple Road Train
Operating Hours: 24 hours/day, 7 days per week
Timing: First shipment – Q1 - 2018
Berthing Impact: 22 shipments per annum
Parcel size: 5,000 to 25,000 tonne parcels
Loading system: Rotating tipping system containerised loading system using cranes
Loading rate: 300t per hour per gang, A 20,000 parcel would take approximately 66 hours to load.
Contingency Plan: Port Hedland Emergency Plan

Page 9 of 11
2.5 Consideration of Alternative Methods Altura Mining Limited considered alternative options before selecting the rotating tipping frame including:
A fully containerised transport system to eliminating all emissions was not selected as it would be cost-prohibitive. This mode of shipping does not align with the customer expectations and requirements for receipt of product (bulk);
A traditional bulk system using conveyors and ship loading system traditionally used for copper concentrates at Berths 1 and 2, was not selected due to the costs and time required to refurbish the current system and engineer to cater for Spodumene handling. It is also possible that this method would also create potential dust and spillage issues.
3. Risk Management
3.1 Risk Assessment A detailed Risk Assessment was completed for the Altura Spodumene Project (please refer Appendix). General project risk controls shall include:
Environmental management of all activities in the Port are conducted in accordance with the Pilbara Ports Authority’s and subsidiary Operational Environmental Management Plan for the Eastern Operations and associated commitments of Pilbara Ports Authority in addition to statutory requirements. The commitments of the EMP are implemented in Pilbara Ports Authority stevedoring services by requirements and controls being embedded in product-specific loading procedures;
All plant and equipment shall be operated by qualified, experienced and competent operators;
All equipment shall be regularly inspected, tested and maintained, including container seals and lubrication of moving parts. Equipment which fails inspection or testing shall be removed from the system until repaired and re-inspected;
Personnel shall be qualified, trained and competent in the operation of plant and equipment;
All personnel entering the site shall complete a relevant site induction which shall include, amongst other things, information regarding project risks and the relevant controls;
Complaints will be entered in an effective complaint and incident management system, assessed and controls developed where appropriate; and
Regular inspections of the operations will be undertaken and documented.
Key risks identified through that risk assessment process is summarised with associated controls below.
3.2 Management of Key Risk - Discharges to Air Activities associated with this Operating Licence Amendment with the potential to generate dust include:
Unloading product from the container into the vessel.
Residual dust on containers after unloading.

Page 10 of 11
Cleaning activities following loading (i.e. product sticking to containers). Dust from these activities may cause:
A decrease in air quality in the vicinity of Port Hedland Port;
Adverse human health effects on workers operating at the Port Hedland Port and on residents occupying the Town of Port Hedland; and
Adverse environmental impacts on surrounding flora and fauna.
The controls to manage this risk include:
The product shall be presented and maintained at an optimal moisture content which shall minimise its potential for dust generation;
All equipment shall be cleaned before leaving the storage facility to avoid potential spillage and dust generation during transport;
Product shall be transported from shed to ships hold in sealed containers which have been cleaned prior to leaving the shed;
Containers are designed with equipment attachment indicators which shall provide operators with a visual confirmation of secure and successful lifting equipment attachment and therefore a low risk of spillage or uncontrolled release of product;
Additional dust controls (e.g. reduced load rates, etc.) shall be employed if there is visible dust;
Following reloading of empty containers onto shuttle trucks, containers will be visually inspected at the Port to ensure there is no concentrate adhering to the outside;
Mechanical sweeping shall be employed at all points of the ship loading circuit;
The existing Port Hedland dust monitoring network will be used to monitor and assess dust impacts from operations according to existing licence conditions; lithium will be included on the analytical list.
The effectiveness of the listed controls is supported by active Spodumene loading using the exact same technique at Esperance Port as well as historical data gathered by Qube and Midwest Ports Authority (formerly Geraldton Port Authority) for the use of rotating containers in Geraldton Port (data submitted to DER as part of a previous Works Approval (W5840/2015/1). This indicated an overall 90% reduction in dust levels at nearby monitoring stations compared to traditional bulk ship loading practices. Therefore the level of residual risk compared to traditional conveyor based loading systems is considered minimal.
3.3 Management of Key Risk - Noise Emissions As a working Port, there is existing noise associated with Port Hedland which operates 24 hours a day, seven days a week. The only potential impacts to noise levels in the vicinity will result from the following activities:
Shuttle trucks travelling to and from the berth.
Ship loading. It is not expected that there will be any significant difference in noise emissions. This is primarily due to the fact that noise emissions associated with proposed closed concentrate loading system will be relatively low.

Page 11 of 11
3.4 Management of Key Risk - Stormwater/Marine Water Contamination Contamination of marine water, marine sediments and surface water (including stormwater) could occur from spillages and leakages and seepage from vehicles, vessels and containers.
In addition to general controls, specific controls to manage this risk include:
Spillage of any concentrates will be limited to the berth ‘put-down’ area for containers after they have been emptied;
If spillage was to occur the product has been classified as being inert therefore the risk of surface and marine water contamination due to product spillage is considered to be low.
In the event of spillages, mechanical sweeping/vacuuming shall be immediately implemented;
Personnel will be trained according to the Spill response procedure;
Visual container inspections of the empty containers and cleaning of visible concentrates.
4. Consultation
This section describes the planned stakeholder consultation conducted in relation to the storage and export of Spodumene proposed to be exported through the Port Hedland.
Pilbara Ports and the appointed stevedore will meet in relation to this project and complete a detailed risk workshop; and
Altura Mining will discuss the project with the associated stakeholder as required.
5. Appendices
A. Altura Resources Spodumene Project Risk Assessment B. TML & DEM of -6.3mm Fines (T2193) report (Tunra 2016) C. Analytical Report (Nagrom 2017) D. Respirable alpha-quartz concentration report (Microanalysis Australia 2017) E. Intertek report (Intertek 2016) F. SDS - Altura Mining Pilgangoora Lithium Project Spodumene Concentrate

Health Safety Risk Review
RISK HEADER CURRENT RISK IMPROVEMENT ACTIONS - proposed new controls
Risk Reference
Date Business Unit/Depar
Activities/Area Task Risk Causes Impact Consequence Likelihood Risk Rating Preventative Controls Mitigative Controls Consequence Likelihood Risk Rating Risk Rationale Actions
1 17/06/2017 Logistics Highway Travel to / from Altura Mine
Vehicle interaction with another vehicle on the public road
- Roads narrow in some areas- Haulage truck loss of control- Inclement weather – dust storms, heavy rain events, and cyclonic conditions – causing reduction in visibility and high wind conditions- Over/under inflation of tyres- Miscommunication between drivers- Inexperienced driver- Over speed vehicle- Unexpected movement of vehicle- Fatigue- Interaction with wide loads- Driver under the influence of drugs and alcohol- Distracted driver- Vehicle blind spots- Vehicle generating dust in movement- Swerving to avoid wildlife- Poor condition of the road- Road works- Tyre blowout on vehicle- Mechanical Failure of Road Train- Disconnected trailer- Container lid disconnects from road train- Structural failure of trailer- Pedestrians crossing public roadway - causing vehicle to take swerve or break heavily
FatalityInjury
- WA Traffic Act and Regs- Operator licensing and Qube VOC process - Hi-vis prime mover and trailers (markings, daytime running of lights)- Preferred use of cab-over prime movers (driver’s visibility and ergonomics)- WA Worksafe Fatigue Management Training- Manufacturers accredited maintenance regime- UHF/VHF use by truck drivers- Qube route assessment on site to port route highlighting risk areas- Pre-start checklist is completed by truck driver prior to commencement of shift includes container lids secured- All truck drivers are licensed under RTA licensing system and competency assessed against company training standards- Weekly maintenance on tyre condition and pressure- Main Roads notifications/alerts on road conditions- IVMS / FMC (includes FLIR (Pilbara only), MTData (geofencing, speed monitoring, poor driving, forward and rear facing cameras in cab), DSS (fatigue)- Container maintenance regime- Journey management plan highlighting hazardous areas- Drivers carry ratchet straps on site- Speed restriction on vehicles (90kph)- ABS / EBS brakes fitted- Driver State Sensor DSS on all road trains - Random Drug Screening and Preshift BAC screening- Commercial Vehicle Driver Medical Assessments - Qube Transport Safety Awareness sessions - remote communities and school- Trip record sheets completed for all drivers- WA Heavy Vehicle Accreditation Scheme (audited annually - Qube systems for fatigue mgt, vehicle maint, mass mgt, load restraint)- DG Licence which requires additional training in managing risks of operation oDG vehicles (required for Fuel Terminal access)
- First aid kits and fire extinguishers provided in all trucks- Vehicle emergency procedure - CB Radios in all trucks.- Seat Belts- IVMS / FMC
Critical Possible H 22 Consequence:Potential multiple fatalities for members of the public (several people in the vehicle)
Likelihood: Existing industry experience considered possible
2 17/06/2017 Logistics Highway Travel to / from Alura Mine
Vehicle rollover/single vehicle accident on a public road
- Steer Tyre blowout- Fatigue- Over speed- Driver under the influence of drugs and alcohol- Swerving to avoid an obstacle- Swerving to avoid wildlife- Impacting wildlife- Negotiating wide loads- Changing road conditions (sealed edges to gravel during road works)- Poor visibility due to extreme weather- Mechanical failure of road train- Detached wheel on road train- Bearing fire- Uneven loading of trailers (to one side)- Liquefaction of the product in transit- Disconnected trailer- - Incorrect loading configuration of road train
FatalityInjury
- Main Roads alerts for road condition- WA road rules- Driver competency program- All licences and competency assessments to be submitted by Qube for all drivers- Fatigue Management Standard- Speed restriction on vehicle- Hub Monitoring Program- ABS / EBS breaks fitted- IVMS / FMC (includes FLIR (Pilbara only), MTData (geofencing, speed monitoring, poor driving), MTData (geofencing, speed monitoring, poor driving, forward and rear facing cameras in cab), DSS (fatigue)- Regional Maintenance Transport Managers Meeting includes discussion of safety issues- Wheel nut indicators- Concentrate moisture management processes- Tyre Changing and Retorque procedure- Qube Loading Procedure- Random Drug Screening and Preshift BAC screening- Driver State Sensor DSS - Weighbridge at mine site- Commercial Vehicle Driver Medical Assessments - Trip records completed for all drivers including work time, breaks and non-work time- WA Heavy Vehicle Accreditation Scheme
- First aid kits and fire extinguishers provided in all trucks- Vehicle emergency procedure - CB Radios in all trucks.- Seat Belts- IVMS / FMC
Major Unlikely M 16 Consequence:Considered Major (permanent disability or single fatality) for road train driver in a rollover
Likelihood:Have had rollovers driving to the Port. However fatality is unlikely
3 17/06/2017 Logistics Highway Travel to / from Altura Mine
Qube operations creates an obstaclefor other drivers
- Loss a trailer off the road train- Poor parking practices- Truck rollover- Not adhering to road rules- Loss of tyre- Breakdown - trailer or road train- Trailer detachment- Loss of container due to overspeed- Loss of container due to failure to secure container to trailer- Loss of container due to swerving- Interaction with wide loads- Poor road conditions- Road works- Fitness for work (fatigue, drug and alcohol etc)- Other obstacles from the road train (eg fire extinguisher)
- Prestart check of road train- Uncoupling / Coupling Procedure- Licenced drivers- FLIR for livestock- Speed restriction 90kph- IVMS / FMC all road trains- WA Road Rules- Main Roads alerts- Preventative maintenance- CONNECT Damage category based on RFID tags- Midway walk around check on route- Safety triangles for breakdown etc
- Vehicle emergency procedure - CB Radios in all trucks- IVMS / FMC
Critical Possible H 22 Consequence:Considered multiple fatality for the personnel in public vehicle if loss of trailer in front of them.
Likelihood:Loss of load or trailer has happened, impact of other vehicle considered possible with existing controls.
4 17/06/2017 Logistics Highway Travel to / from Alura Mine
Qube road train impacts public pedestrian / cyclist
- Poor visibility- Vehicle loss of control- Mechanical failure of vehicle- Over speed vehicle- Fitness for work driver- Fatigue pedestrian- Public under the influence of drugs and alcohol- Visibility around infrastructure - Poor parking of vehicles- Personnel climbing between trailers- Poor positioning of personnel when addressing breakdowns- Lack of infrastructure (foot paths, walkways) near remote communities- Lack of road safety knowledge of public- Cyclist behaviour on roads (riding on the road, not keeping two abreast)- Erratic behaviour of cyclists
- Main Road alerts- WA Road Rules- Licenced drivers- IVMS / FMC (includes FLIR (Pilbara only), MTData (geofencing, speed monitoring, poor driving), DSS (fatigue), Blackvue (forward and rear facing cameras in cab))- Two way radio communication between drivers (about pedestrians, cyclists etc)- WA Main Roads infrastructure- Speed Limits- Consultation with Main Roads and regular reporting of hazards, incidents including cow strikes where they have influence over controls- WA Government community awareness programs - Road Safety- Qube Transport Safety Awareness sessions - remote communities and school- Drive to conditions
- Vehicle emergency procedure - CB Radios in all trucks.- First aid kit in trucks- IVMS / FMC
Major Possible H 20 Consequence:Single fatality or permanent disability for the public
Likelihood:Considered possible that cyclist could beimpacted on route.
5 17/06/2017 Logistics Highway Travel to / from Alura Mine
Qube personnel impacted by vehicle
- Poor visibility when on side of the road- Breakdown on route- Drivers changing trucks - Rest Breaks- Inspection of Vehicles- Assisting another driver- Instability of jack under vehicle
FatalityInjury
- Qube route assessment /Journey Management Plan on site to port route- Break down triangles - High visibility clothing worn by all drivers- Vehicle pre-start inspections- Qube Fatigue Management Guide- MT Data communications and incabin cameras- Radios on all vehicles- Designated parking bay- Qube Tyre changing process- Adequately rated lifting jacks
- First aid kits and fire extinguishers provided in all trucks- Vehicle emergency procedure - CB Radios in all trucks- IVMS / FMC
Major Unlikely M 16 Consequence:Potential fatality/permanent disability for road train driver impacted by a public vehicle
Likelihood:Public vehicle on the road. However withQube controls in place for their drivers this is considered unlikely
INHERENT Risk RESIDUAL Risk
Highway (Public Interface)
Copy of SHEMS-06-RG-ALT001 Altura Project Qube Risk Assessment 1 of 5

Health Safety Risk Review
RISK HEADER CURRENT RISK IMPROVEMENT ACTIONS - proposed new controls
Risk Reference
Date Business Unit/Depar
Activities/Area Task Risk Causes Impact Consequence Likelihood Risk Rating Preventative Controls Mitigative Controls Consequence Likelihood Risk Rating Risk Rationale Actions
INHERENT Risk RESIDUAL Risk
6 17/06/2017 Logistics Highway Travel to / from Alura Mine
Stranded drivers - Personnel not fit for work- Road closures due to flooding- Road closures due to derailment/rail incident- Personal injury- Truck breaks down- Opposing truck breaks down- Driver locked out of cabin
Injury - Fleet Controllers are to regularly monitor WA Main Roads for closures and communicate Notifications / Alerts to drivers- Vehicles have UHF radio fitted for continual updates and contact with other drivers- MT Data communications- GPS Tracking via MT Data- Drivers are not to attempt to drive through water higher than axle height (MAXIMUM 300mm - without permission)
(By exception additional controls in place subject to approval - when additional vehicles are required)
- First aid kits and fire extinguishers provided in all trucks- Vehicle emergency procedure - CB Radios in all trucks.- Man down on trucks- Icepacks on the truck for air-conditioning (independent of the air-conditioning)- 10L water bottle- Fridges in the truck cabin- IVMS / FMC
Insignificant Possible L 4 Consequence:Potential first aid injury to Qube driver if stranded for more than 8 hours.
Likelihood: Possible for personnel to be stranded fora few hours. But recovery would be organised
7 17/06/2017 Logistics Highway Travel to / from Alura Mine
Vehicle versus Rail - Rail crossing interaction- Road Train break down on level crossing- Distracted Driver- Disconnected trailer- Container lid disconnects from road train- Structural failure of trailer
FatalityInjury
- WA traffic Act and Regs- Operator licensing and Qube VOC process- NDT on trailer toe hitches- Qube route assessment on site to port route – approved by SFR- Qube fatigue management plan [SHEMS-6-BLK-GD-001 Fat Man]- Active and passive level crossing equipment- Container maintenance regime- Pre-start checklist is completed by truck driver prior to commencement of shift includes container lift secured- Driver State Sensor DSS (31.03.2016 anticipated)
- First aid kits and fire extinguishers provided in all trucks- Vehicle emergency procedure - CB Radios in all trucks- IVMS / FMC
Critical Unlikely M 17 Consequence:Train versus back of the road train, potential multiple fatality (Qube and train drivers)
Likelihood: Vehicles and route provides good vision of the rail track and rail movements, therefore considered unlikely
8 17/06/2017 Logistics Port Loading Vessel Person impacted by vehicle on wharf
- Unauthorised personnel around Vehicles/machinery- People taking short cuts around Vehicles/machinery- Poor visibility- Vehicle loss of control- Mechanical failure of vehicle- Miscommunication between vehicle operator and pedestrian- Fatigue- Person under the influence of drugs and alcohol- Vehicle blind spots- Poor parking of vehicles- Congested work area- Personnel on multiple radio channels in the area- Unauthorised personnel in the work area- Common user berth includes multiple personnel present at the same time
- Barricading around the unloading zone- Port Induction- Traffic Management Plan for vessel loading- Barricading lifting zone - Witches hats around the crane, signage - Port security (MSIC) prevents unauthorised access to wharf- Safe zone for wharf personnel designated- Signage - Qube work area- Designated walk area - High visibility clothing- Lighting of the work area
- First aid kits and fire extinguishers provided in all trucks- Vehicle emergency procedure
Major Rare L 11 Consequence:Person impacted by vehicle on port considered serious injury / potential fatality due to the vehicle size
Likelihood:Considered rare with the traffic management controls in the port
9 17/06/2017 Logistics Port Loading Vessel Vehicle Vehicle interaction
- Poor visibility- Vehicle loss of control- Mechanical failure of vehicle- Miscommunication between vehicle operators- Fatigue- Person under the influence of drugs and alcohol- Vehicle blind spots- Poor parking of vehicles- Congested work area- Personnel on multiple radio channels in the area- Common user berth includes multiple personnel present at the same time- Unauthorised vehicles in the work area
- Port Induction- Traffic Management Plan for vessel loading- Port security (MSIC) prevents unauthorised access to wharf- Lighting of the work area- Berth barricading and signage for Qube work areas- Port Authority Traffic Management Plans
- First aid kits and fire extinguishers provided in all trucks- Vehicle emergency procedure
Minor Unlikely L 5 Consequence:Vehicle Vehicle interaction considered toresult in minor impact to personnel due to the type of vehicles and the speed limit on the wharf
Likelihood:Considered unlikely with the traffic management controls in the port
10 17/06/2017 Logistics Port Loading Vessel Person falls into water
- Personnel too close to the wharf edge- Personnel too close to open vessel edge- Personnel slip, trip near wharf edge- Personnel taking shortcuts- Personnel fall from gangway when accessing the vessel
- 2m exclusion zone for unprotected wharf edges when vessel not in wharf- Qube designated work area outside the 2m exclusion zone- Handrail on the vessel- Handrail on gangway- Gangway meets IMO MO32 requirements- Rightship vetted vessels (Port Authority requirements)- Port Authority approved vessels
- PFD for personnel working near unprotected wharf edges
Moderate Unlikely L 10 Consequence:Personnel falling overboard could result in LTI if they impact the wharf or vessel when the fall.
Likelihood:Considered unlikely, however has happened in the past at Port Hedland
11 17/06/2017 Logistics Port Loading Vessel Crane toppling over - Inappropriate crane set up (fail to utilise outriggers)- Incorrect location of crane set up (legs punch through)- Failure to maintain the crane- Over extending the boom- Impact of the crane by vehicle- Operation in inclement weather (e.g. high wind)- Transfer equipment snagged on vessel during transfer- Mechanical failure of the crane- Inappropriate equipment selection- Inexperienced operator- Wharf subsidence- Fail to undo twist locks on container (attempt to lift the container and the trailer)- Twist locks bind (torsional strain during lifting)- Walking crane too fast or over uneven ground- Impact with infrastructure- Crane incorrectly set up for walking (incorrect centre of gravity)
- Ticketed and VOC crane operators- SWI crane set up - Line marking on wharf (Both)- Schematic for crane set up- Crane anemometer- Weather and tidal monitoring during planning and crane lifts- Statutory inspections for cranes- Pre start inspection on crane- Preventative maintenance regimes (classified plant)- Crane overload warning system includes overextending boom- Spotters on vessel- Crane speed limited to 5km/hr when tramming- Port Authority structural integrity for wharf- Crane confirmation prior to tramming- Crane cut out (self levelling, outrigger deployment etc)- SWI vessel loading (includes crane lifting plan details)- Traffic Management Plan for vessel loading- Barricading lifting zone - Witches hats around the crane, signage - Port security (MSIC) prevents unauthorised access to wharf- Driver undoes the twist locks prior to entering the lift zone- Positive Communications between crane operator and supervisor on
- Emergency Response Plan- Local medical services (including hospitals)- First aid kits in vehicles
Critical Rare L 12 Consequence:Crane toppling over and falling into water would result in potential multiple fatality to the crane operator and potential personnel on wharf or vessel
Likelihood:Rare for crane to topple over based on the controls in place including crane set up and competency of the operator.
12 17/06/2017 Logistics Port Loading Vessel Helicopter impacts Crane
- Unauthorised crane movement- Helicopter enters exclusion zone- Unauthorised helicopter movement- Lighting failure on the crane boom- Mechanical failure of the helicopter
- CASA approved lighting on crane boom- Approved flight paths- Port Authority approval process for relocation of cranes- Designated park up area for the crane- PM on crane includes lighting
Critical Rare L 12 Consequence:Potential multiple fatality from helicopter crew.
Likelihood:Rare for impact to result in crane operator fatality (based on presence factor and controls in place)
Other Registered Manager
Copy of SHEMS-06-RG-ALT001 Altura Project Qube Risk Assessment 2 of 5

Health Safety Risk Review
RISK HEADER CURRENT RISK IMPROVEMENT ACTIONS - proposed new controls
Risk Reference
Date Business Unit/Depar
Activities/Area Task Risk Causes Impact Consequence Likelihood Risk Rating Preventative Controls Mitigative Controls Consequence Likelihood Risk Rating Risk Rationale Actions
INHERENT Risk RESIDUAL Risk
13 17/06/2017 Logistics Port Loading Vessel Dropped object - harbour cranes
- Inappropriate crane set up- Damaged lifting equipment- Inappropriate rigging- Inexperienced operator- Overload crane or associated lifting equipment- Failure to maintain the crane or associated lifting equipment- Operation in inclement weather (e.g. high wind)- Transfer equipment snagged on vessel during transfer- Mechanical failure of the crane or associated lifting equipment- Inappropriate equipment selection- Miscommunication between crane driver and dogman (excessive radio traffic, wrong direction etc)- Structural failure of rotorbox- Structural failure of the container during the lift- Failure to disengage the container prior to lift- Load slews into vessel infrastructure- Personnel not fit for work- Failure to fully engage the container- Manual trimming of vessel required (i.e. lift excavator into hold)
- Certified Lifting frame- Ticketed and VOC crane operators- Ticketed and VOC Riggers- Crane anemometer- Weather and tidal monitoring during planning and crane lifts- Statutory inspections for cranes and associated lifting equipment (include test and tag)- Pre start inspection on crane- Preventative maintenance regimes (classified plant)- Crane overload warning system includes overextending boom- Spotters on vessel- SWI crane set up - SWI vessel loading (includes crane lifting plan details)- Notification - warning lights on rotaframe for container locked in place- Drug and Alcohol Procedure- QUBE Fatigue Management - QUBE assess the vessel is suitable for loading- Individual vessel and ship tool box talks and reviews- Port Authority weather monitoring and wind speed cut off- SWI Vessel Trimming
- Emergency Response Plan- Local medical services (including hospitals)
Major Rare L 11 Consequence:Person impacted by dropped load from crane would result in fatality, due to the weight of the load
Likelihood:Rare for a person to be impacted by the dropped load, as personnel are excluded from the lift zone.
14 17/06/2017 Logistics Port Loading Vessel Dropped object - vessel cranes (berth flexibility)
- Inappropriate crane set up- Damaged lifting equipment- Inappropriate rigging- Inexperienced operator- Lack of familiarity with the ships crane- Overload crane or associated lifting equipment- Failure to maintain the crane or associated lifting equipment- Operation in inclement weather (e.g. high wind)- Transfer equipment snagged on vessel during transfer- Mechanical failure of the crane or associated lifting equipment- Inappropriate equipment selection- Miscommunication between dogman and spotter (excessive radio traffic, wrong direction etc)- Load slews into vessel infrastructure- Personnel not fit for work- Failure to fully engage the container- Failure to account for the motion of the vessel- Crane operator has less control of the motion of the load- Crane operator may not have line of sight of the load (vessel position, crane position, infrastructure of the vessel etc)
- Preference to use the Harbour Crane for vessel loading - Lifting frame- Ticketed crane operators and VOC for ships cranes- Ticketed and VOC Riggers- Stevedoring training and QUBE VOC- Ships agent confirms certifications for lifting equipment (within 12 months of date)- Weather and tidal monitoring during planning and crane lifts- Statutory inspections for associated lifting equipment (include test and tag)- Pre start inspection on crane MO32- AMSA Marine Order 32 for Cargo Handling Equipment- Spotters on vessel- SWI vessel loading (includes crane lifting plan details)- Notification - warning lights on rotaframe for container locked in place- Drug and Alcohol Procedure- QUBE Fatigue Management - QUBE assess the vessel is suitable for loading- Individual vessel an ship tool box talks and reviews- Port Authority monitoring of weather and wind speed cut offs- Tag lines to assist in landing the loads- Lift plan completed as part of the prestart meeting
- Emergency Response Plan- Local medical services (including hospitals)- First aid kits in vehicles
Major Rare L 11 Consequence:Person impacted by dropped load from crane would result in fatality, due to the weight of the load
Likelihood:Rare for a person to be impacted by the dropped load, as personnel are excluded from the lift zone.
15 17/06/2017 Logistics Port Loading Vessel Person struck/trapped by load
- Unauthorised personnel in the area on the wharf- Loss of control of the lifting frame/load during lift- Poor positioning of personnel with tag lines- Poor positioning of Control box operator on the deck- Unanticipated movement of ships crew- Poor position of the forklift/truck (in appropriate parking of vehicles)- Congested work area (eg narrow wharf, other activities in the area)- Poor placement of the container on the back of the truck- Slewing over the truck cabin- Failure to account for vessel movement- Crew vessel movements during loading operations- Mechanical failure of crane
- CONTROLS FOR CRANE- Traffic Management Plan for vessel loading- Port induction - Port security (MSIC) prevents unauthorised access to wharf- Toolbox talk prior to each vessel loading- Designated PIC for the wharf during loading- SWMS Vessel Loading includes driver remains in the vehicle cabin in the lifting zone (undoing and redoing of latches done outside the lift zone)- Lift plan includes specific competencies for tag line personnel (eg dogman)- Stevedoring competency and VOC- Control box operator competency and VOC- Designated parking areas for vehicles included in the planning process- Forklift ticket and VOC- Vessel stow plan developed by Ships Master an Stevedore- Communication with vessel chief officer about crew movements- Monitoring of vessel movements- Vessel crew tenders ships lines
- Emergency Response Plan- Local medical services (including hospitals)- First aid kits in vehicles
Major Rare L 11 Consequence:Person impacted by dropped load from crane would result in fatality, due to the weight of the load
Likelihood:Rare for a person to be impacted by the dropped load, as personnel are excluded from the lift zone.
16 17/06/2017 Logistics Port Loading Vessel Release of stored energy
- Taglines caught on infrastructure- Excessive surge and swell in the port- Poorly tendered lines on vessel- Poor quality ships lines (poorly maintained)- Damaged crane cables- Unexpected movement of the rotor box- Unauthorised personnel in vicinity of the container when it is landed- Shock loading on crane- Mechanical failure of crane
- Port Authority Berth Parameters- Rightship vessel vetting process- Vessel monitors ships lines status- AMSA prohibits metal cable ropes on vessels- Port Induction includes ships lines- Qube induction includes ships lines- Prestart safety check on vessel loading- SWMS for Rotabox operation includes discussion on ships line hazards- Stevedoring competency and VOC- Crane maintenance- Prestart inspection of the crane- Monitoring vessel movements
- Emergency Response Plan- Local medical services (including hospitals)- First aid kits in vehicles- Safety barricades around moorings
Major Unlikely M 16 Consequence:If personnel are impacted by ships line releasing could result in potential fatality or permanent disability
Likelihood:Unlikely with port controls and location of personnel on the wharf. However have been a number of line incidents at Port Hedland, and the management of ships lines is in the hands of the vessel master.
17 17/06/2017 Logistics Port Loading Vessel Fall from Heights - Failing to recognise working at heights- Working near unprotected edges (configuration of different vessels affects visibility of the Control Box operator)- Slip whilst accessing port crane stairs- Fall from gangway accessing vessel
- AS/NZS handrails- QUBE Induction includes working at heights- Port Authority Berth Parameters- QUBE Working at heights module- Working at Heights ticket and VOC- Job planning task include identification of working at heights- Port Authority demarcation of wharf for PFD requirements- Three points of contact on stairs and ladders- Vessel handrail- Qube requirements for fall protection on vessels
- Emergency Response Plan- Local medical services (including hospitals)- First aid kits in vehicles
Major Unlikely M 16 Consequence:Personnel falling from heights e.g. into hold or over board could result in personnel suffering permanent disability/fatality.
Likelihood:Considered unlikely that a person would fall from heights with the controls in place
18 17/06/2017 Logistics Port Loading Vessel Fall from heights - man cage
- Fail to properly connect the man cage to the crane- Inappropriate crane used for man cage operation- Inexperienced crane operator
- Working at Heights equipment - tested and tagged- SWI Personnel Cage
- Emergency Response Plan- Local medical services (including hospitals)- First aid kits in vehicles
Critical Unlikely M 17 Consequence:Could result in multiple fatality of personnel if the man cage not secured appropriately or incorrect crane or equipment. Based on person in the cageand a bystander being injured
Likelihood:Considered unlikely, however extra controls required for this task if completed in future.
19 17/06/2017 Logistics Port Loading Vessel Excavator covered in cargo
- Fail to clean excavator - SWI Trimming- Qube Decontaminator procedure for cleaning excavator
- Port Authority Environmental Management Plan Moderate Unlikely L 10 Consequence:Environmental Impact considered short term - nuisance
Likelihood:Considered unlikely with the controls in place and the design of the containers
Copy of SHEMS-06-RG-ALT001 Altura Project Qube Risk Assessment 3 of 5

Health Safety Risk Review
RISK HEADER CURRENT RISK IMPROVEMENT ACTIONS - proposed new controls
Risk Reference
Date Business Unit/Depar
Activities/Area Task Risk Causes Impact Consequence Likelihood Risk Rating Preventative Controls Mitigative Controls Consequence Likelihood Risk Rating Risk Rationale Actions
INHERENT Risk RESIDUAL Risk
20 17/06/2017 Logistics Port Loading Vessel Excavator tips on its side
- Inexperienced operator- Poor lighting- Distracted operator
- Ticket and VOC- SWI Trimming
Moderate Unlikely L 10 Consequence:Person impacted by rolling or tipping the excavator in the hold could result in lost time injury
Likelihood:Considered unlikely with the controls in place and the design of the containers
23 17/06/2017 Logistics Port Port Roads Road Train impactsanother vehicle
- Loss of control of vehicle- Poor visibility - Inclement weather – dust storms, heavy rain events, sun glare- Miscommunication between drivers- Inexperienced driver- Unauthorised driver - Over speed vehicle- Unexpected movement of vehicle- Fatigue- Driver under the influence of drugs and alcohol- Unauthorised access to the site (public vehicles)- Distracted driver- Poor visibility at intersections- Vehicle blind spots- Inconsistent traffic management on site- Poor parking practices- Poor stacking of containers- Poor ground surface conditions- Swerving to avoid obstacles- Poor lighting
FatalityInjury
- Traffic Management plans (TMP)- Operator licensing and Qube VOC process - Hi-vis prime mover and trailers (markings, daytime running of lights)- Driver State Sensor DSS fitted in all Road Trains - Qube fatigue management plan - Monitoring through forward and rear facing cameras on all road trains- Preventative maintenance regime for vehicles. - UHF/VHF use by truck drivers- Pre-start checklist is completed by truck driver prior to commencement of shift- Weekly maintenance on tyre condition and pressure- Drug and Alcohol testing- Regular medical examinations – Commercial Vehicle Driver Medical Assessments completed by QUBE on all drivers- Mobile lighting plants in the work area- Traffic demarcation in work area- Traffic signage (speed limit, traffic flow, mine site notification)- WA Road rules on public roads- Flashing lights and reverse beepers on reach stacker- Port Signage- Qube Traffic Control Plan for the container yards
- Emergency Response Plan- Local medical services (including hospitals)
Major Unlikely M 16 Consequence: Road Train impacts light vehicle where there are public vehicles interacting with Qube vehicles could result in fatality of the light vehicle driver due to the size of the road train.
Likelihood: Considered unlikely with the Qube controls in place, however the site is divided by a public road and therefore Qube controls do to address other drivers. Therefore rated as unlikely. Have had a number of near misses with the current configuration of roads.
24 17/06/2017 Logistics Port Port Raods/Areas
Person impacted by Vehicle
- Poor visibility - dust- Vehicle loss of control- Mechanical failure of vehicle- Miscommunication between vehicle operator and pedestrian- Over speed vehicle- Unexpected movement of vehicle- Fatigue- Person under the influence of drugs and alcohol- Unauthorised access to the work area
FatalityInjury
- Mobile plant standards – reverse beeper, lights- QUBE inductions - Operator licensing and Qube VOC process - High visibility clothing worn by all QUBE personal- Vehicle pre-start inspections- Qube Fatigue Management Guide- Sealed roads- Qube Traffic Control Plan for the container yards- Port signage- Lighting
- Emergency Response Plan- Local medical services (including hospitals)
Major Unlikely M 16 Consequence:Person impacted by a road train would result in a fatality, even at the speeds driven in the Port
Likelihood:Considered unlikely with Qube traffic management controls.
25 17/06/2017 Logistics Port Port areas Unauthorised access
- Third party fail to notify of access - PPA provide access to area- Breach in work area security- No clear demarcation of buffer zone
- Equipment access - PPA Permit processes for High risk work activity
- Port Authority area is a secure zone Major Possible H 20 Consequence:Person impacted by falling container would result in a fatality /permanent disability due to the size and weight of the containers.
Likelihood:Considered possible with the controls in place but need to improve access through the site for pipeline works
27 17/06/2017 Logistics Port Loading Vessel Person impacted by vehicle on wharf
- Unauthorised personnel around Vehicles/machinery- People taking short cuts around Vehicles/machinery- Poor visibility- Vehicle loss of control- Mechanical failure of vehicle- Miscommunication between vehicle operator and pedestrian- Fatigue- Person under the influence of drugs and alcohol- Vehicle blind spots- Poor parking of vehicles- Congested work area- Personnel on multiple radio channels in the area- Unauthorised personnel in the work area- Common user berth includes multiple personnel present at the same time
- Barricading around the unloading zone- Port Induction- Traffic Management Plan for vessel loading- Barricading lifting zone - Witches hats around the crane, signage - Port security (MSIC) prevents unauthorised access to wharf- Safe zone for wharf personnel designated- Signage - Qube work area- Designated walk area- High visibility clothing- Lighting of the work area
- First aid kits and fire extinguishers provided in all trucks- Vehicle emergency procedure
Major Rare L 11 Consequence:Person impacted by vehicle on port considered serious injury / potential fatality due to the vehicle size
Likelihood:Considered rare with the traffic management controls in the port
28 17/06/2017 Environment
Port Port areas DUST - Increased contribution to cumulative PM10 dust emissions in Port Hedland from the storage and handling of Spodumene.
- Storage and handling of material with moisture content below DEM.Hot, dry, windy weather conditions.
Public health (respiratory and cardiovascular) with short and long term exposure.Reduced life expectancy withlong term exposure.
1-Minor D-Unlikely - All existing infrastructure and equipment controls will be implemented as detailed in Licence.
- Monitoring of the Spodumene product moisture level as required under Conditions of Licence. - Monitoring of dust emissions from the premise boundary and at Taplin street as required under Conditions of Licence.
Minor Unlikely L 5 Consequence:Environmental licence.
Likelihood:Considered unlikely
Monitoring at HVAS for Lithium (PM10) every sixth day plus at least one 24 hour sample during ship loading.
29 17/06/2017 Environment
Port Port areas NOISE - Increased contribution to cumulative noise in Port Hedland from the storage and handling of Spodumene.
- General Minesite operations including road trains unloading and braking, FEL's and product movement/shiploading equipment and reverse alarms
Amenity of People 1-Minor D-Unlikely - No new infrastructure required to support the trial shipments. There will be no changes to the site layout of existing infrastructure and equipment as a result of the trial. Engineering design to reduce noise and vibrations.
- Monitoring of the Spodumene product moisture level as required under Conditions of Licence. - Monitoring of dust emissions from the premise boundary and at Taplin street as required under Conditions of Licence.
Minor Unlikely L 5 Consequence:Environmental licence.
Likelihood:Considered unlikely
Rubber mats to be used for container landing - e.g. conveyor belt.
30 17/06/2017 Environment
Port Port areas Discharge to Waters
- Material entering marine environment through contaminated stormwater and washdown water. Contaminated stormwater may also discharge through stormwater infrastructure failure.
May impact receiving water quality
1-Minor D-Unlikely - All existing infrastructure and equipment controls will be implemented as detailed in Licence/WA.
- Monitoring of the Spodumene product moisture level as required under Conditions of Licence. - Monitoring of dust emissions from the premise boundary and at Taplin street as required under Conditions of Licence.
Minor Unlikely L 5 Consequence:Environmental licence.
Likelihood:Considered unlikely
31 17/06/2017 Environment
Port Port areas Land Infiltration to groundwater
- Contamination of groundwater from infiltration of contaminated stormwater and wash water.
May impact ground water quality
1-Minor D-Unlikely - All existing infrastructure and equipment controls will be implemented as detailed in Licence/WA.
Minor Unlikely L 5 Consequence:Environmental licence.
Likelihood:Considered unlikely
No washing of containers, equipment on Port land
Environmental and Health Other
Copy of SHEMS-06-RG-ALT001 Altura Project Qube Risk Assessment 4 of 5

Health Safety Risk Review
RISK HEADER CURRENT RISK IMPROVEMENT ACTIONS - proposed new controls
Risk Reference
Date Business Unit/Depar
Activities/Area Task Risk Causes Impact Consequence Likelihood Risk Rating Preventative Controls Mitigative Controls Consequence Likelihood Risk Rating Risk Rationale Actions
INHERENT Risk RESIDUAL Risk
32 17/06/2017 Health Port Port areas Exposure to Spodumene dust
- General exposure to dust and contaminants when Spodumene is being handled.Operators required to undertake any manual intervention tasks, for example manual tipping of road train trailers, manual clean up process from miss tips, manual cleaning of Spodumene from containers, and maintenance and inspection tasks .
Health 1-Minor D-Unlikely - Containerised loadingSpodumene DEM (Dust Extinction Moisture) is derived from lab analysis. Spodumene is retested at a minimum every 12 months to confirm DEM.- Mine site product moisture tested prior to haulage and product must equal at or above lab derived DEM. - Water sprays.- Completed Spodumene monitoring programme that measured concentrations for respirable dust, respirable silica quartz, respirable asbestos fibres, inhalable dust and PM10 dust.- Minimum PPE requirements as per MSDS and results from Spodumene monitoring program.- Toolbox meetings with all personnel on the health risks of Spodumene
Minor Unlikely L 5 Consequence:Environmental licence.
Likelihood:Considered unlikely
No washing of containers, equipment on Port land
33 17/06/2017 Environment
Port Port areas Spillage - Loading practices deviate from Procedure.- Accident
May impact receiving water quality
1-Minor D-Unlikely - All existing infrastructure and equipment controls will be implemented as detailed in Licence/WA. - Qualified, experienced and competent operators- Maintenance of equipment- Monitoring and supervision
- Housekeeping. Minor Unlikely L 5 Consequence:Environmental licence.
Likelihood:Considered unlikely
Copy of SHEMS-06-RG-ALT001 Altura Project Qube Risk Assessment 5 of 5

TUNRA BULK SOLIDS HANDLING RESEARCH ASSOCIATES (a division of The University of Newcastle Research Associates Limited - inc in NSW ABN 97 000 710 074)
in association with the
Centre for Bulk Solids & Particulate Technologies
At The University of Newcastle
TML & DEM of -6.3mm Fines (T2193)
Report No. 8872 October, 2016
Client: Altura Mining Limited
Address: PO BOX 1386
Subiaco WA 6904
Telephone: 08 9488 5100
Facsimile: 08 9488 5199
Attention: Esme Wilmot
This report has been checked and authorised by the undersigned
Signed .................................................
Tobias Krull
for TUNRA Bulk Solids Handling Research Associates

Users of this report are invited to contact TUNRA Bulk Solids
if clarification of any aspect is required.
The test results presented are for a client supplied bulk material sample.
Should the material handled in practice vary from this test sample then
the results in this report may be far from optimal. In addition, any
extrapolation of the data and / or recommendations to situations other
than those for which they were specifically intended without confirmation
by TUNRA Bulk Solids may lead to erroneous conclusions.
The contents of this report may not be reproduced without the consent
of the client; and then only in full.
This investigation was performed using the facilities of the
Bulk Solids Handling Laboratories
of
TUNRA Bulk Solids Handling Research Associates
and the
Centre for Bulk Solids & Particulate Technologies
at
The University of Newcastle
POSTAL ADDRESS:
Dr Tobias Krull
TUNRA Bulk Solids Research Associates
University Drive, Callaghan
Callaghan NSW 2308
Australia
Tel: +61 2 4033 9055
Fax: +61 2 4033 9044
Mobile: +61 419 168 065
Email: [email protected]
GENERAL ENQUIRIES:
Tel: +61 2 4033 9015
Fax: +61 2 4033 9044
Email: [email protected]

TABLE OF CONTENTS
Page
1 INTRODUCTION ............................................................................ 2
2 PROCTOR FAGERBERG TML ..................................................... 2
3 DUST EXTINCTION MOISTURE ................................................. 2

TBS Report #8872 TML & DEM of T2193 -6.3mm Fines Client: Altura Mining 2
____________________________________________________________________________________________
1 INTRODUCTION
This report has been commissioned by Altura Mining to determine the Transportable Moisture
Limit (TML) and Dust Extinction Moisture (DEM) of a sample of T2193 -6.3mm Fines.
2 PROCTOR FAGERBERG TML
The Transportable Moisture Limit (TML) was determined using the standard IMO
Proctor/Fagerberg procedure taken from the International Maritime Solid Bulk Cargoes Code,
2014 edition and this test work was performed on the -6.3mm Fines sample supplied by the
client. The solids density of the -6.3mm Fines in the supplied size fraction is 2.72 t/m3 and was
measured using a water density determination according to AS1289.3.5.1.
This test work was performed using a fresh sample for each test. The results are shown in the
plot of void ratio versus water content which can be found in Figure 1. In its full size fraction
using the 350g hammer and using the intersect the 70% saturation level line as is required for this
procedure, the sample was found to have a TML of 10.4%.
Figure 1 –Void Ratio Curve
3 DUST EXTINCTION MOISTURE
The moisture content at which a material is deemed to emit no dust was determined using a
procedure set down in Australian Standard AS-4156.6-2000. This standard was written
specifically for coal but has been utilised for other bulk materials by modifying the quantity of

TBS Report #8872 TML & DEM of T2193 -6.3mm Fines Client: Altura Mining 3
____________________________________________________________________________________________
sample placed in the test rig. The Standard calls for 1 kg of coal, so to make the standard
applicable for any bulk material, a volume of approximately 1 x10-3 cubic metres was used. The
actual weight of the sample is taken into account when determining the dust number.
AS-4156-2000 should be referred to for a complete explanation of the test procedure, however, a
concise description is as follows.
The test rig shown in Figure 2 consists of a rotating drum in which the sample of material to be
tested, at a pre-measured moisture level, is placed. The drum is rotated at a speed of 30 RPM for
a period of 10 minutes while an air flow rate of 170 l/m is drawn through a hole in the drum lid,
through a hollow drive shaft and a paper filter bag which collects the dust generated in the drum.
The weight of the filter bag is measured before and after the test to determine the quantity of dust
collected. A dust number is then calculated using the formula given in Equation 1.
Figure 2 – DEM Test Rig
Dust Number bM aM
Ms
100,000 (1)
Where
Mb = Mass of filter bag and dust (grams)
Ma = Mass of filter bag (grams)
Ms = Mass of sample in drum (grams)

TBS Report #8872 TML & DEM of T2193 -6.3mm Fines Client: Altura Mining 4
____________________________________________________________________________________________
The test work is conducted on a number of samples over a range of moistures. The dust numbers
obtained are plotted on a log linear graph where a line of best fit crosses the dust number of 10 is
deemed to be the Dust Extinction Moisture (DEM).
The dust numbers obtained for the -6.3mm Fines sample is plotted in Figure 3 with the DEM
value summarised in Table 1.
Table 1 – DEM test results
Sample DEM
T2193 -6.3mm Fines 1.0%
Figure 3 – Dust Measurement Results for T2193 -6.3mm Fines

Coarse Product Fines Product Combined Final Product Source
Mass % 56.6% 43.4% 100.0% Testwork Recon ‐ Mas
Moisture % 6.0% 13.0% 9.0% DRA Mass Balance rev
Size Range ‐6.3+1mm ‐250µm ‐6.3+0mm DMS and Flotation Te
Li2O 6.66 6.02 6.38 DMS and Flotation Te
Fe2O3 1.95 2.06 2.00
Al2O3 24.44 26.55 25.35
SiO2 64.54 59.52 62.36
TiO2 0.02 0.03 0.02
Mn 0.32 0.40 0.36
S 0.00 0.01 0.00
P 0.03 0.11 0.07
SnO2 0.02 0.02 0.02
Ta2O5 0.02 0.02 0.02
Nb2O5 0.02 0.03 0.02
Na2O 0.59 0.31 0.47
PbO 0.00 0.00 0.00
CaO 0.36 0.69 0.50
MgO 0.26 0.37 0.31
K2O 0.86 1.86 1.29
Rb 603 1579 1027
LOI1000 0.20 1.19 0.63

Altura Mining LtdAnalytical Report
REFERENCE
REPORT DATE
SAMPLES
DATE RECEIVED
AUTHORISATION
Shane Wilson - Senior Chemist
CLIENT
ADDRESS
CONTACT
PROJECT
P/O#
PTH.MET
T2193 SUB#129 METCOMP P100 6.3MM +1MM
KM-1709-029025
September 18 2017
1
Altura Mining Ltd
Builing 8, 22 Magnolia Drive Brookwater

T2193 SUB#129 METCOMP P100 6.3MM +1MM Ag Al As Au Ba Be Bi Ca Cd Ce Co Cr Cs Cu Dy Er Eu Fe Ga Gd Hf Ho In
Method ICP003 ICP003 ICP003 FA10 ICP003 ICP003 ICP003 ICP003 ICP003 ICP004 ICP003 ICP004 ICP003 ICP003 ICP004 ICP004 ICP004 ICP004 ICP003 ICP004 ICP004 ICP004 ICP003
Units ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm
LLD 1 10 50 0.01 5 0.5 0.1 5 0.5 1 5 50 0.5 10 0.5 0.1 0.5 100 5 0.5 1 0.1 0.1
RC UF DMS SG 2.95 UF <1 128480 <50 <0.01 25 85.5 1.7 1770 0.5 1 <5 100 51.5 <10 0.5 0.1 <0.5 17400 55 1.0 2 <0.1 <0.1
RC UF DMS SG 2.95 UF REP <1 127370 <50 I.S. 25 87.0 1.5 1920 <0.5 <1 <5 100 51.5 <10 0.5 0.2 <0.5 17900 55 1.0 3 <0.1 <0.1
T2193 SUB#129 METCOMP P100 6.3MM +1MM K La Li Lu Mg Mn Mo Na Nb Nd Ni P Pb Pr Rb Re Sb Sc S Si Sm Sn Sr
Method ICP003 ICP004 ICP003 ICP004 ICP003 ICP003 ICP004 ICP003 ICP004 ICP004 ICP003 ICP003 ICP003 ICP004 ICP003 ICP003 ICP004 ICP003 ICP003 ICP004 ICP004 ICP004 ICP003
Units ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm
LLD 100 1 5 0.5 5 5 5 100 5 1 5 5 10 0.5 0.5 0.05 1 1 50 100 0.5 1 5
RC UF DMS SG 2.95 UF 6500 <1 26840 <0.5 1080 3290 <5 4300 145 <1 <5 280 20 <0.5 519.0 <0.05 <1 <1 <50 309400 0.5 178 10
RC UF DMS SG 2.95 UF REP 6600 <1 27070 <0.5 1175 3335 <5 4300 145 <1 5 280 10 <0.5 527.5 <0.05 <1 <1 50 310900 0.5 164 10
T2193 SUB#129 METCOMP P100 6.3MM +1MM Ta Tb Te Th Ti Tl Tm U V W Y Yb Zn Zr
Method ICP004 ICP004 ICP004 ICP004 ICP004 ICP003 ICP004 ICP004 ICP003 ICP004 ICP004 ICP004 ICP003 ICP004
Units ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm
LLD 1 0.1 0.5 0.5 100 0.05 0.1 0.5 10 10 0.5 0.1 5 100
RC UF DMS SG 2.95 UF 161 0.1 <0.5 2.0 <100 4.45 <0.1 2.5 <10 <10 2.0 <0.1 75 60
RC UF DMS SG 2.95 UF REP 170 0.2 <0.5 2.0 <100 4.40 <0.1 2.5 <10 <10 2.5 <0.1 75 54

Client: NAGROM Job number: 17_1613 Sample: 17_1613_01 Client ID: Spodumene Date: 24/10/2017 Analysis: Respirable alpha-quartz concentration analysis by x-ray diffraction (XRD) and scanning
electron microscopy (SEM) using the modified SWeRF method¹ Sample Preparation The sample was supplied to Microanalysis Australia as a crushed rock. The sample was tested as received. A representative sub-sample was wet sieved at 2 mm, 1 mm and 500 µm, and the < 500 µm fraction (suspension) was thoroughly homogenized and sized by laser diffraction reporting size between 500 µm and 20 nm. The respirable fraction was abstracted from the < 500 µm suspension by settling and decantation, and the abstracted particle size, composition and morphology was verified by scanning electron microscope (SEM) for equivalent aerodynamic diameter (EAD). Once the equivalent aerodynamic size was verified by SEM, the abstracted fraction was analysed qualitatively and quantitatively by x-ray diffraction to assess the alpha-quartz concentration. Analysis The wet sieving was conducted using a light-flow (approximately 1 L /min) water spray jet on a nested stack of stainless steel Endecotts sieves at 2 mm, 1 mm and 500 µm. The < 500 µm fraction was collected in a 25L bucket.
Each size fraction was oven dried at 105 C. The dried weights of each of the fractions were noted and the fraction percentage calculated based on the original dried starting weight. The laser diffraction size distribution analyses were conducted using a Malvern Mastersizer MS2000 calibrated using QAS3002 certified reference material and certified within specification. The analyses were conducted following ISO13320-1:1999. For the sedimentation, the time for a specific fall height for PM4 (EAD) particles was calculated using Stokes Law. The samples were then homogenised and allowed to settle for the calculated time before the supernatant was
decanted off, down to the limit of the fall height. The density and viscosity of water at 21 C, and an assumed particle density of 2.65 g/cc were used. The electron microscope used was a Carl Zeiss EVO50 equipped with an Oxford Instruments INCA energy dispersive spectrometer (EDS). All images were acquired using backscatter electrons, unless otherwise specified to highlight particle composition. The contrast in backscatter electron images is proportional to average elemental composition i.e. the brighter the particle the higher the atomic number. Some images with contrasting brightness particles were examined by EDS for elemental composition. The extracted fraction was deposited on a filter membrane for XRD analysis. A calibration suite of known alpha-quartz content, PM4 sized alpha-quartz particulate (NBS 1878a), loaded membranes were used as a calibration series against which the abstracted respirable fines on the filter membranes from the processed sample were compared. Additional scan time was undertaken to achieve better signal to noise ratios in the spectrum. Quantification was by the peak area integration method. Only crystalline material present in the sample will give peaks in the XRD scan. Amorphous (non crystalline) material will add to the background. The search match
37 Kensington Street East Perth WA 6004

software used was EVA (Bruker). The ICDD card set was ICDD PDF4/Minerals 2017. The x-ray source was cobalt radiation. ICCD match probabilities are reported as an indication of how well the diffraction peaks of this sample compare with currently published literature on the quoted mineral. No Rietveld refinement was conducted on the acquired spectrum unless otherwise stated. The respirable quartz concentration of the bulk was calculated by multiplying the volume percent of the respirable-only (PM4) fraction by the alpha-quartz concentration of the respirable only fraction. Summary The size distribution of the sample by wet sieving and laser diffraction is shown below:
Client ID
Size fraction (by aerodynamic diameter) volume percent
Non-inhalable Inhalable, PM100 Thoracic, PM10 Respirable, PM4
Spodumene 100.00 0 0 0
Assuming all mineral phases occur at the same relative concentrations across all size intervals, a volume percent distribution equates to a mass distribution. The respirable fraction, PM4, is therefore 0 wt %. The normalised, interpreted semi-quantitative mineralogy by X-ray diffraction of the abstracted PM4 fraction is shown below:
The XRD interpretation determined the PM4 fraction to be approximately 95 wt % amorphous. The above percentages represent only the crystalline fraction. The respirable (PM4) crystalline silica concentrations with respect to the bulk sample are shown below:
Respirable (PM4) wt % of the bulk material for mineral phase
Lab number Client ID α-quartz Cristobalite Tridymite
17_1613_01 Spodumene <0.001 <0.001 <0.001
Note: Three polymorphs of crystalline silica are scheduled as Group 1 carcinogens by IARC – quartz, cristobalite and tridymite². Analysed: Judi Williams Ian Davies Reported: Ian Davies Approved: Michael Simeoni, B.Sc.(Chemistry), M.Sc. (Science Administration), Ph.D. ¹ https://www.ncbi.nlm.nih.gov/pmc/articles/PMC3979281/ ² https://monographs.iarc.fr/ENG/Monographs/vol100C/mono100C-14.pdf
Mineral phase Concentration (wt %) of PM4 only
ICDD match probability
Muscovite-3T (( K,Na)(Al,Mg,Fe)2 ( Si3.1Al0.9)O10(OH)2) 37 medium
Albite low (Na ( Al Si3 O8 )) 35 medium
Microcline (K0.964 Na0.036 Al Si3 O8) 12 medium
Spodumene (Li Al Si2 O6) 5 low
Clinochlore (Al2 Mg5 Si3 O10 ( O H )8) 4 medium
Nontronite (( Na , Ca )0.3 Fe2 ( Si , Al )4 O10 (OH)2 ·x H2O) 3 low
Talc-2M (Mg3 Si4 O10 ( O H )2) 1 low
Calcite, syn (Ca ( C O3 )) 1 low
Goethite, syn (Fe O ( O H )) 1 low

Report: 1944.0/1601445
Client Bryan Bourke, Altura Mining LTD
Report Date: 19 February 2016
SUMMARY
1 T0261 HG COMP Float Feed
2 T0261 High Grade Comp
The following analysis have been performed
QEMSCAN images for samples
Mineral abundances - QEMSCAN results
Elemental deportment of Fe, Mn, P and S
Grain size distribution
Liberation of Spodumene
Mineral Associations
SAMPLE PREPARATION
INSTRUMENTATION AND DATA ACQUISITION
The data presented in this report were generated from PMA measurements.
Limitations
Each block was analysed using QEMSCAN E430 at 20 kV accelerating voltage, 5 nA beam current, 1000 counts per
pixel.
Processors applied (Touching particles, Boundary Phase, Field Stitch to sample T0261 High Grade Comp)
There are a number of factors associated with the QEMSCAN instrument that may affect the quality of the results. In
particular , it should be notedthat the instrument has a resolution of approximately 3-5 µm, for both textural and physical
particle sizes. The QEMSCAN also has an elemental detection within a single mineral of approximately 3-5 wt%: this is
subject to the limitations associated with elements that may present overlaps in the EDS analysis.
Two samples were submitted for QEMSCAN analysis.
Sample Name
Each sample was mounted in an epoxy resin for analysis by QEMSCAN. Graphite was added to the sample T0261 HG
COMP Float Feed to aid in separation of the individual particles. Each block was coated with carbon prior to
QEMSCAN analysis. A customised SIP was used for all analyses.
Number

Report: 1944.0/1601445
Client Bryan Bourke, Altura Mining LTD
Report Date: 19 February 2016
MINERAL ABUNDANCES
Calculated Data
SampleT0261 HG COMP Float Feed T0261 High Grade Comp
Fe oxides/Hydroxides 0.5 0.0
Clay 0.2 0.0
Biotite 0.0 0.0
Quartz 2.4 2.0
Feldspars 1.5 1.2
Muscovite 2.3 0.4
Garnet 0.2 0.0
Spessartine 0.3 0.0
Calcite 0.0 0.0
Apatite 0.6 0.0
Others 0.4 0.0
Spodumene 90.2 96.2
Cu Sulphides 0.1 0.0
Ca Plagioclase 1.3 0.0
TOTAL 100.0 100.0
Note: QEMSCAN assigns each pixel a mineral 'identity' on the basis of the QEMSCAN-generated assays. As such, QEMSCAN
cannot differentiate between polymorphs (e.g. pyrite/marcasite, hematite/maghemite). Mineral phases may be miss-assigned if
there is significant overlap in the mineral composition. In addition, phases will not be assigned a mineral identity if there is no
corresponding QEMSCAN assay in the SIP database.
Min
era
l M
as
s (
%)
0% 20% 40% 60% 80% 100%
T02
61
HG
CO
MP
Flo
at F
eed
T02
61
Hig
h G
rad
e C
om
p
Feoxides/HydroxidesClay
Biotite
Quartz
Feldspars
Muscovite
Garnet
Spessartine
Calcite
Apatite
Others
Spodumene
Cu Sulphides
Mineral Abundance - QEMSCAN
1 of 1

Report: 1944.0/1601445
Client Bryan Bourke, Altura Mining LTD
Report Date: 19 February 2016
ELEMENTAL DEPORTMENT
T0261 HG COMP
Float Feed
T0261 High Grade
Comp
Fe oxides/Hydroxides 73.8 12.0
Clay 0.0 0.8
Biotite 0.4 23.1
Garnet 13.0 16.0
Others 9.8 48.1
Cu Sulphides 3.0 0.0
TOTAL 100.0 100.0
T0261 HG COMP
Float Feed
T0261 High Grade
Comp
Spessartine 94.3 81.5
Others 5.7 18.5
TOTAL 100.0 100.0
T0261 HG COMP
Float Feed
T0261 High Grade
Comp
Ma
ss
(%)
P
Apatite 100.0 100.0
TOTAL 100.0 100.0
T0261 HG COMP
Float Feed
T0261 High Grade
Comp
Others 48.6 100.0
Cu Sulphides 51.4 0.0
TOTAL 100.0 100.0
Sample
Elemental deportment is calculated using pixel elemental information. Each pixel analysed is assigned a chemistry and an elemental deportment is
determined using this information. Due to the nature of the data collection device (i.e. SEM), some mixed spectra occur along mineral boundaries due to X-
rays being excited from both minerals. Boundary phase entries have been designed to account for this, with a combined chemistry often assigned to these
boundary phases. These entries are typically assigned to the major mineral group with which it is a mixed phase. As such, minor elements may be reported
in phases which do not contain that element (e.g Si in Chalcopyrite).
Ma
ss
(%
) F
eM
as
s
(%)
Mn
Ma
ss
(%)
S
Sample
Sample
Sample
Elemental Deportment
1 of 1
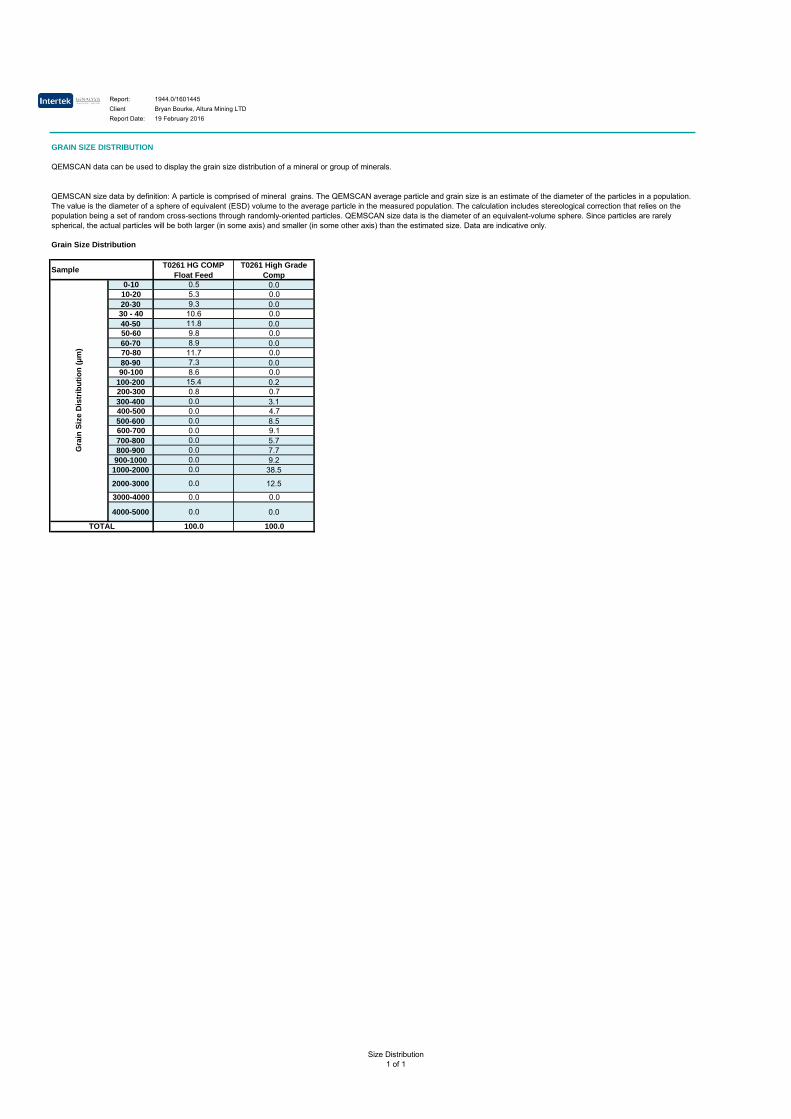
Report: 1944.0/1601445
Client Bryan Bourke, Altura Mining LTD
Report Date: 19 February 2016
GRAIN SIZE DISTRIBUTION
Grain Size Distribution
SampleT0261 HG COMP
Float Feed
T0261 High Grade
Comp
17 0-10 0.5 0.0
18 10-20 5.3 0.0
20-30 9.3 0.0
30 - 40 10.6 0.0
40-50 11.8 0.0
50-60 9.8 0.0
60-70 8.9 0.0
70-80 11.7 0.0
80-90 7.3 0.0
90-100 8.6 0.0
100-200 15.4 0.2
200-300 0.8 0.7
300-400 0.0 3.1
19 400-500 0.0 4.7
20 500-600 0.0 8.5
21 600-700 0.0 9.1
700-800 0.0 5.7
800-900 0.0 7.7
900-1000 0.0 9.2
1000-2000 0.0 38.5
222000-3000 0.0 12.5
3000-4000 0.0 0.0
4000-5000 0.0 0.0
100.0 100.0TOTAL
QEMSCAN size data by definition: A particle is comprised of mineral grains. The QEMSCAN average particle and grain size is an estimate of the diameter of the particles in a population.
The value is the diameter of a sphere of equivalent (ESD) volume to the average particle in the measured population. The calculation includes stereological correction that relies on the
population being a set of random cross-sections through randomly-oriented particles. QEMSCAN size data is the diameter of an equivalent-volume sphere. Since particles are rarely
spherical, the actual particles will be both larger (in some axis) and smaller (in some other axis) than the estimated size. Data are indicative only.
QEMSCAN data can be used to display the grain size distribution of a mineral or group of minerals.
Gra
in S
ize D
istr
ibu
tio
n (
µm
)
Size Distribution
1 of 1

Report: 1944.0/1601445
Client Bryan Bourke, Altura Mining LTD
Report Date: 19 February 2016
LIBERATION
Liberation Rules
=100%
90-100%
80-90%
70-80%
60-70%
50-60%
40-50%
30-40%
20-30%
10-20%
0-10%
Liberation - % Spodumene
SampleT0261 HG COMP
Float Feed
T0261 High Grade
Comp
=100% 65.4 12.4
90-100% 24.9 75.8
80-90% 4.8 8.2
70-80% 2.2 2.6
60-70% 1.1 0.7
50-60% 0.6 0.0
40-50% 0.4 0.0
30-40% 0.3 0.3
20-30% 0.3 0.0
10-20% 0.0 0.1
0-10% 0.1 0.0
TOTAL 100.0 100.0
Locked
Low
Middling
Area Percent is between 50% and 60%
Area Percent is between 40% and 50%
Area Percent is between 0% and 10%
Area Percent is between 20% and 30%
Area Percent is between 10% and 20%
Area Percent is between 30% and 40%
Liberated
High Middling
Low Middling
Locked
Liberated
High
Middling
Liberation has been calculated by area percent on grains only containing a particular mineral.
Area Percent is between 90% and 100%
Area Percent is 100%
Area Percent is between 80% and 90%
Area Percent is between 70% and 80%
Area Percent is between 60% and 70%
Liberation
1 of 1

Report: 1944.0/1601445
Client Bryan Bourke, Altura Mining LTD
Report Date:
MINERAL ASSOCIATIONS
Mineral Associations for T0261 HG COMP Float Feed
Mineral
Fe
oxides/Hy
droxides
Clay Biotite Quartz Feldspars Muscovite Garnet Spessartin
e
Calcite Apatite Others Spodumen
e
Cu
Sulphides
Ca
Plagioclas
eFree surface 61.6 53.0 37.0 55.7 52.2 75.2 50.7 50.0 78.8 96.8 64.6 95.4 61.1 88.3
Fe oxides/Hydroxides 0.0 0.0 2.2 1.3 0.5 0.0 1.3 0.7 0.0 0.0 9.4 0.0 0.7 0.0
Clay 0.0 0.0 0.0 0.4 0.3 0.2 0.0 0.3 0.0 0.0 0.1 0.1 0.7 0.0
Biotite 0.2 0.0 0.0 0.1 0.4 0.1 0.0 0.0 0.0 0.0 0.5 0.0 0.0 0.0
Quartz 11.6 8.4 4.4 0.0 9.0 0.7 3.0 0.0 0.0 0.3 4.1 2.2 0.0 3.8
Feldspars 2.4 4.8 19.6 5.3 0.0 3.0 0.7 0.3 0.0 1.1 4.1 1.2 0.0 1.0
Muscovite 0.0 3.6 4.4 0.5 3.8 0.0 0.3 0.7 0.0 0.0 1.5 0.9 0.0 1.4
Garnet 0.9 0.0 0.0 0.2 0.1 0.0 0.0 36.9 0.0 0.0 0.8 0.0 0.0 0.1
Spessartine 0.4 0.6 0.0 0.0 0.0 0.1 35.4 0.0 0.0 0.0 2.0 0.0 5.6 0.0
Calcite 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 1.2 0.0 0.0 0.0
Apatite 0.0 0.0 0.0 0.0 0.2 0.0 0.0 0.0 0.0 0.0 0.3 0.0 0.0 0.0
Others 21.0 0.6 10.9 1.1 1.8 0.5 2.7 7.2 18.2 0.8 0.0 0.1 29.9 0.7
Spodumene 1.7 28.3 21.7 34.3 31.2 19.7 5.6 1.0 3.0 1.1 6.6 0.0 2.1 4.8
Cu Sulphides 0.2 0.6 0.0 0.0 0.0 0.0 0.0 2.8 0.0 0.0 4.1 0.0 0.0 0.0
Ca Plagioclase 0.0 0.0 0.0 1.1 0.5 0.5 0.3 0.0 0.0 0.0 0.8 0.1 0.0 0.0
TOTAL 100.0 100.0 100.0 100.0 100.0 100.0 100.0 100.0 100.0 100.0 100.0 100.0 100.0 100.0
Minerals are considered as associated with each other when they share grain boundaries. The higher degree of grain boundary shared between minerals, the
greater the degree of association between them. Free surface refers to the perimeter of the particle that is exposed or the perimeter that does not share a grain
boundary with any other mineral.
19 February 2016
Value mineral associations
1 of 2

Mineral Associations for T0261 High Grade Comp
MineralClay Biotite Quartz Feldspars Muscovite Garnet Spessartin
e
Calcite Apatite Others Spodumen
e
Ca
Plagioclas
eFree surface 47.5 13.5 37.4 30.4 29.2 5.6 12.5 0.0 42.9 24.3 87.0 30.8
Fe oxides/Hydroxides 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0
Clay 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.1 0.0
Biotite 0.0 0.0 0.2 0.4 1.6 0.0 0.0 0.0 0.0 0.0 0.1 0.0
Quartz 0.0 11.5 0.0 11.8 5.9 0.0 0.0 12.5 14.3 3.8 6.3 17.3
Feldspars 0.0 15.4 7.5 0.0 6.7 0.0 0.0 0.0 0.0 13.9 4.0 9.6
Muscovite 0.0 26.9 1.6 2.8 0.0 0.0 0.0 0.0 0.0 2.1 1.8 7.7
Garnet 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.1 0.0
Spessartine 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0
Calcite 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.4 0.0 0.0
Apatite 0.0 0.0 0.1 0.0 0.0 0.0 0.0 0.0 0.0 1.4 0.0 0.0
Others 0.0 0.0 0.3 1.9 0.7 0.0 0.0 12.5 28.6 0.0 0.6 3.9
Spodumene 52.5 32.7 52.6 52.6 55.5 94.4 87.5 75.0 14.3 53.5 0.0 30.8
Ca Plagioclase 0.0 0.0 0.3 0.2 0.5 0.0 0.0 0.0 0.0 0.7 0.1 0.0
TOTAL 100.0 100.0 100.0 100.0 100.0 100.0 100.0 100.0 100.0 100.0 100.0 100.0
Value mineral associations
2 of 2

Paramter Units HG Float Reclnr Conc HG DMS Reclnr Conc Non Mags
Li2O ppm 71300 75310
Fe % 1.069 0.622
Al2O3 % 26.448 26.495
SiO2 % 61.732 63.562
TiO2 % 0.024 0.005
Mn % 0.286 0.142
S % 0.004 0
P % 0.16 0.054
SnO2 % 0.018 0.023
TaO2 % 0.022 0.012
NbO2 % 0.045 0.011
Na2O % 0.177 0.259
PbO % 0.003 0.001
CaO % 0.753 0.182
MgO % 0.059 0.049
K2O % 0.387 0.324
Rb ppm 261 222
LOI1000 % 0.75 0.23

MATERIAL SAFETY DATA SHEET
(acc. to DIN and OSHA, modified) Page 1
Company: Altura Mining Limited
Material: Spodumene Pegmatite Ore (commercial name/EC-name & running No. of Hazardous Material Rules)
Instead of no. 3 – 9 for absolutely unobjectionable materials (e.g. clay) the confirmation in no. 1 is sufficient. For evidence against the authorities about transport, storing and disposal the chemical analysis is to be specified in no. 2 (EC-No. & CAS-No.). Unobjectionable materials may be waste as w ell which has to be controlled. In agreement with Messrs. KÖPPERN (Div. Process Engineering) we will either take back the material processed in the test, as well as the surplus material or KÖPPERN will dispose it in a sufficient way and to the debit of the client.
1. Confirmation It is confirmed that according to the analysis stated below the materials used for briquetting/compaction tests are neither hazardous for water nor injurious to the health of the persons working with them. The test material will be taken back / disposed by KÖPPERN at our own cost (delete the words not being applicable)
Place, Date: Perth, Western Australia, 15/06/2016 Stamp, Signature:
2. Chemical Characteristics
2.1 EC-No. (acc. To Hazardous Material Rules):
CAS-No. (Chemical Abstracts System No.): Spodumene 1302-37-0, Silica (quartz) 14808-607, Feldspar 68476-25-5, Mica 12001-26-2
2.2 Formula, class of compounds: (for blends/compounds state single components) Spodumene LiAl(SiO3)2, Quartz (SiO2), Feldspar (K,Na)AlSi3O8, Mica
2.3 TLV-values (if existing) Silica (quartz) NOHSC TLV/TWA 0.1mg/M3, Nuisance Dust NOHSC TLV/TWA (inspirable dust) 10.0mg/M3, Nuisance Dust NOHSC TLV/TWA (respirable dust) 3.0mg/M3
2.4 Chemical Hazard Labels (please mark the correct ones with a cross): C E F F+ N O T T+ Xi Xn Corrosive Explosive Flammable Highly Dangerous Oxidising Toxic Highly Irritant Harmful
flammable for the toxic environment
X
2.5 R- & S-Phrases (if existing.): R48/20, S13, S20, S21, S22, S38

MATERIAL SAFETY DATA SHEET
(acc. to DIN and OSHA modified) Page 2
Company: Altura Mining Limited
Material: Spodumene Pegmatite Ore (commercial name/EC-name & running No. of Hazardous Material Rules)
3. Physical and Safety-bound data
3.1 Visual appearance: white-grey-beige crushed ore Odour: Odourless
3.2 Melting point: incipient fusion at 1375oC
Boiling Point: n/a
Decomposition by heat: n/a
Hazardous decomposition products: none
3.3 Ignition point: resists ignition, not flammable, not combustible
Ignition temperature: n/a
Explosive atmosphere limits: n/a Lower limit: °C Upper limit: °C
3.4 Water solubility: insoluble in water and common dilute solvents g/l at °C
Solubility in: Only soluble in HF acid g/l at °C
3.5 Hazardous reactions with other materials: none; inert material
3.5 Neutralizer: n/a
3.6 Cleaning procedures: Retrieved manually or with an industrial vacuum cleaner (without causing dust generation). Can be washed into a collection point for retrieval.
4. Applicable Transport and Storage Rules: Avoid dust formation. Material should be transported in sealed drums/containers or bags. Use appropriate lifting equipment to avoid spillage. Store in dry conditions to avoid sample contamination. Not sensitive to mechanical impact or vibration. Not regulated by the ADG, ADR, IMDG and IATA.
5. Precautions, Storing, Handling
5.1 Technical precautions: Avoid dust formation. Provide appropriate ventilation and dust extraction, and wear the appropriate PPE detailed in section 5.2. Store in dry conditions to avoid sample contamination.
5.2 Personal safety precautions: Do not eat, drink or smoke in areas where material is used/tested.
Respiratory equipment: avoid dust formation and Eye protection: Dust proof googles wear a Class P1 (particulate) respirator. If dust levels are appreciable then wear a full face Class P3 (particulates) respirator.
Protective gloves: rubber or PVC gloves Other means: Wear coveralls for appreciable dust levels
5.3 Fire and explosion proof protection: Material is not combustible and will not burn in a fire.

5.4 Waste disposal: Should be cleaned up by methods appropriate for dusty material and disposed of in compliance with all applicable laws (Federal, State and local) as they apply to non-hazardous materials. Recycle product wherever possible, minimising contamination of foreign objects. Product and containers should be disposed of in such a way as to minimise long term and excessive exposure to surface, ground and sewerage waters.

MATERIAL SAFETY DATA SHEET
(acc. to DIN and OSHA, modified) Page 3
Company: Altura Mining Limited
Material: Spodumene Pegmatite Ore (commercial name/EC-name & running No. of Hazardous Material Rules)
6. Toxicological Data Material is inert, non-toxic, and non-carcinogenic
6.1 Routes of entry: inhalation (dust), oral ingestion, eye contact, skin contact
6.2 Health hazards: eye (contact), skin (contact), respiratory (inhalation) and gastrointestinal (ingestion) irritation
6.3 Symptoms of poisoning / danger: irritation as stated in section 6.2. Prolonged and repeated exposure to dust may cause silicosis
6.4 First aid in case of:
Eye contact: Flush eyes immediately for 15 mins. Seek medical attention if irritation/other symptoms persist.
Skin contact: Wash off with soap and water. Seek medical attention if redness, swelling, irritation or burning develops.
Inhalation: Remove to fresh air. Seek medical attention if shortness of breath, breathing difficulties or other symptoms persist. See TLV-TWA levels (section 2.3) for silica and nuisance dust levels.
Oral intake: Rinse mouth. Do not induce vomiting. Seek medical attention if symptoms persist.
7 Emergency and Fire Fighting Procedures
7.1 In case material is spilled or leaked: spillage can be vacuumed up or washed in to a collection point for retrieval.
7.2 Adequate firefighting means: Material is not combustible and will not burn in a fire. If transported in a container, the contained may burn. If stored on pallets, the pallets may burn. Material resists ignition and does not promote flame spread. Use appropriate extinguishing media for surrounding fire. While extinguishing a fire, care should be taken not to allow excessive contamination of surface, ground or sewerage waters with product.
7.3 Other Measures:
8 Environmental information: No special environmental considerations, however avoid excess contamination of surface, ground and sewerage water.
9 Other Instructions
Confirmation: We confirm that the above mentioned Material Safety Data Sheet has been completed to the
best of our knowledge. Place, Date: Perth, Western Australia, 15/06/2016 Stamp, Signature:


















