AkzoNobel Surface Chemistry – Mining · PDF file · 2011-05-13AkzoNobel...
7
www.akzonobel.com/sc We’re the largest global paints and coatings company and a major producer of specialty chemicals. We supply industries worldwide with quality ingredients for life’s essentials. We think about the future, but act in the present. We’re passionate about developing sustainable answers for our customers. Based in Amsterdam, the Netherlands, we have 60,000 employees working in more than 80 countries – all committed to excellence and delivering Tomorrow’s Answers Today. The information presented herein is true and accurate to the best of our knowledge, but without any guarantee unless explicitly given. Since the conditions of use are beyond our control, we disclaim any liability, including patent infringement, incurred in connection with the use of these product data or suggestions. © 2008 AkzoNobel NV. All rights reserved. "Tommorow's Answers Today" is a trademark of AkzoNobel NV. 00000_000008 Europe/Middle East/Africa AkzoNobel Surface Chemistry AB SE – 444 85 STENUNGSUND SWEDEN T: + 46 303 85 000 F: + 46 303 88 910 E: [email protected] Americas AkzoNobel Surface Chemisty LLC 525 West Van Buren street CHICAGO, ILLINOIS 60607 – 3823 USA T: + 1 800 906 9977 + 1 312 544 7000 F: + 1 312 544 7159 E: [email protected] Asian/Pacific AkzoNobel Surface Chemistry PTE LTD 41 Science Park road # 03 – 03 The Gemini Singapore Science Park II SINGAPORE 117610 T: + 65 6773 8488 F: + 65 6773 8484 E: [email protected] AkzoNobel Surface Chemistry – Mining Chemicals
Transcript of AkzoNobel Surface Chemistry – Mining · PDF file · 2011-05-13AkzoNobel...
www.akzonobel.com/sc
We’re the largest global paints and coatingscompany and a major producer of specialtychemicals. We supply industries worldwidewith quality ingredients for life’s essentials.We think about the future, but act in thepresent. We’re passionate about developingsustainable answers for our customers.Based in Amsterdam, the Netherlands, we have 60,000 employees working in morethan 80 countries – all committed to excellence and delivering Tomorrow’s Answers Today.
The information presented herein is true and accurate to the best of our knowledge, but without any guarantee unless explicitly given. Since the conditions of use are beyond our control, we disclaim any liability, including patent infringement, incurred in connection with the use of these product data or suggestions.
© 2008 AkzoNobel NV. All rights reserved."Tommorow's Answers Today" is a trademark of AkzoNobel NV. 00
000_
0000
08
Europe/Middle East/Africa
AkzoNobel Surface Chemistry ABSE – 444 85 STENUNGSUNDSWEDEN
T: + 46 303 85 000F: + 46 303 88 910E: [email protected]
Americas
AkzoNobel Surface Chemisty LLC525 West Van Buren streetCHICAGO, ILLINOIS 60607 – 3823USA
T: + 1 800 906 9977 + 1 312 544 7000F: + 1 312 544 7159E: [email protected]
Asian/Pacifi c
AkzoNobel Surface Chemistry PTE LTD41 Science Park road#03 – 03 The GeminiSingapore Science Park IISINGAPORE 117610
T: + 65 6773 8488F: + 65 6773 8484E: [email protected]
AkzoNobel Surface Chemistry – Mining Chemicals
Your partner for a sustainable futureBy developing highly effi cient fl otation reagents or supply of standard fl otation agents, we try not only to improve fl otation properties themselves, but also to restrict the effects on the environment.
This is becoming increasingly important when choosing fl otation agents. Backed up with our com-mitment to Responsible Care, Product Stewardship and REACH, we believe that supplying the right chemistry goes beyond just selling products.
As a consequence, our technical service has, for several years, included a comprehensive analytical coverage of the immediate environment surrounding our client’s sites in order to contribute to safeguarding the foundation of our common future – planet Earth.
100
150
200
250
Mineral Ore type Task
Apatite/phosphate Carbonatitic Selectivity between apatite phosphate and calcite/dolomite
Apatite/phosphate Fine-grained Selectivity between apatite complex ores and iron minerals and silicates
Calcite Limestone Removal of silicates
Calcite Limestone Removal of graphite
Hematite/magnetite Iron Removal of phosphorus
Hematite/magnetite Iron Removal of silicates
Sylvite Potash Direct fl otation of sylvite
Carnallite Potash Removal of halite
Clay Potash Removal of clay from sylvite
Quartz/feldspar Silicate Selectivity between quartz and feldspar in hydrofl uoric and non-hydrofl uoric systems
Wollastonite Complex ores Selectivity between wollastonite and calcite
4
We are at the forefront of the advanced colloid and surface chemistry upon which successful fl otation depends. This has been achieved by over 40 years of research and devel-opment into the molecular and surface chemistry together with feedback from the fi eld.
Our strengths – optimized solutionsThe strength of our chemistry and process know-how lies in the fact that we customize solutions to fi t each individual ore. And since the ore varies in composition, we must vary the process and adapt it to each individual case. These prod-ucts are not to be found in a catalogue, they must be tailor-made in close cooperation with the customer.
There are other ores that would not, at present, benefi t from a special fl otation agent. Instead, the task is to fi nd a stand-ard fl otation agent with the performance characteristics best suited for the ore in question
Tailor-made or standard collectors- we approach each as-signment individually assuming more the role of the custom-er's partner than that of a traditional supplier.
For a sustainable futureOur focus is not only to provide highly effi cient fl otation rea-gents, equally important is also to focus on a sustainable fu-ture. We want and are able to support you with knowledge on the behaviour and impact of our collector chemistry in your environment. We achieve this by doing a thorough risk assessment. We are also able to support you in other regu-latory affairs issues. We are backed-up by an experienced staff of toxicologists, a word class analytical department and last but not least the experience of our team.
How do you achieve successful fl otation? The process needs to be used in such a way that it will enable you to retain maximum benefi t from the unique ore composition in your plant.
A wide range of applications
Collectors must, therefore, meet very high performance requirements. Ideally, collectors should be:
• strong enough to enhance recovery but weak enough to enhance selectivity
• able to provide a high rate of fl otation and good froth
• non-sensitive to variations in the composition of the ore and the quality of the water
• designed to meet environmental requirements
• easy to ship, store and handle
• cost effective
Successful fl otation requires optimum interaction of all the components in the fl otation process. The main role in this process is usually played by collectors.
We can help improve your enrichment rates if you work with any of the following minerals:
Apatite/phosphate Iron ore Calcite Potash Barite MonaziteMagnesite KyaniteDephosphorization PyrochloreDolomite Scheelite Feldspar SilicaFluorspar WollastoniteGraphite Zinc oxidesQuartz
Our fl otation collectors are recognized under the following trade names:
Armeen®
Armofl ote®
Atrac®
Berol®Ethomeen®
Lilafl ot®
6
We have for more than 25 years developed fl otation systems both for hematite and magnetite type of iron ores and are now the leading company in this area.
The use of silica fl otation has increased over the last dec-ades. This will continue as more complex ores have to be mined and higher grade iron ore concentrates with lower inpurities are requested by the steel industry.
Flotation systems to remove silica from magnetite ores has to be designed differently compared to the systems for treat-ment of hematite ore.The reasons are several but in all mag-netite fl otation, the collector must have the capability to fl oat mixed grains magnetite-silica. In hematite fl otation, the most normal case is to fl oat fully liberated quartz from hematite.
Our collectors are used to produce high-grade concentrates for iron ore pellet production. They can also be used for production of super-concentrates for advanced metallurgical applications.
The main target in fl otation of iron ores is to improve quality. This is achieved by removing silicate minerals or phosphorus containing minerals.
We at AkzoNobel are proud to be able to help the steel industry with more effi cient use of our planets resources.
For fl otation of iron ore:
Atrac®
Lilafl ot®
Case StudyThe problem brought to us was, how to improve the iron ore concentrate quality with respect to phospho-rus? The concentrate was intended for the production of pellets. The conditions given were that the pulp temperature fell to 4°C during the winter and no nega-tive infl uence of fl otation chemicals on the pelletizing process could be tolerated.
Solution A long-term reagent development project led to a fl otation process using 70g/tonne of a collector that fl oated the phosphorus containing minerals. Thus, 90–95% of the phosphorus content could be removed by fl otation. The loss of iron was about 2%.
For these types of ores it has been diffi cult to produce high quality phosphate concentrates.
Main reason is that the traditional fatty acid collectors do not only fl oat the calcium mineral apatite but also the other calcium minerals, calcite and dolomite. We have made a breakthrough in this area and are the only company that can offer collectors that only fl oat apatite with-out any need for depressant. This technology is used by phosphate industry worldwide with results showing concen-trate grades up to 39 % P2O5 and less than 1% MgO. The technology – collector and process – gives the best re-sults when adjusted for each specifi c case.
Processing of phosphate ores is often a straightforward and proven technology. Especially for ores that contain only phosphates and silicates. For the more complex ores where carbonate minerals are present the situation is different.
Our Atrac products are used to fl oat phosphate, used as fertiliz-ers to help increase the crop yield for the farmers in the world.
For fl otation of phosphate/apatite:
Atrac®
Berol®
Case studyWe were contacted by a company that used fatty acid to fl oat the apatite. As the fatty acids are not very selec-tive in the fi ner fractions the material had to be deslimed at 100 micron prior to fl otation. The loss of phosphate to the slime product was considerable. The target set for the collector development project was to improve productivity (recovery) and concentrate grade.
Solution The fi rst approach from our side was to try to fl oat the entire (undeslimed) feed. This scheme was successful in laboratory and pilot scale but failed in full-scale due to lack of fi ltering capacity. The process was therefore redesigned with deslime at 44 micron prior to fl ota-tion. In spite of the losses of P2O5 in the -44 micron slime product the overall recovery of P2O5 could be increased to 82% which resulted in a capacity increase of more than 10%.
8
Natural calcite deposits contain various types of silicates and graphite. For applications like paper fi llers the calcite has to have a low grade of abrasive silicates as well as a high brightness. Also very low amounts of graphite are det-rimental to the brightness. We are today the world leading supplier of fl otation collectors for cleaning of calcite. In our laboratory we can fi ne tune our products to the very special requirements of your ore.
Our customised collectors remove silicates and graphite from calcite to improve brightness and abra-siveness
Next time you are writing on a letter or reading a book, have in mind that brightness in paper is obtained by using our silica col-lectors. The collectors are used to remove dark minerals as well as abrasive minerals such as quartz and other silicates.
For fl otation of calcite:
Lilafl ot®
Armofl ote®
Armeen®
Ethomeen®
Case StudyOne successful example that describes how we in-teract with our customers is the mutual development work together with a company that fl oats the silicates as well as graphite from calcium carbonate. They wanted to substitute the two collector system with a single two functional one.
Solution A project team with members from the development departments of both companies was formed. After the joint effort, a new tailor made product was born that fulfi lled the demands of selectivity and effi ciency. As a result the time consumed in the development work was much shorter due to this fruitful collaboration.
We are the world-leading supplier of collectors to the potash industry. For direct fl otation of potash we can deliver either standard amine produced from different types of fatty acids but also special formulations. We can also offer collectors for reverse fl otation of salt from the potash.
Potash is the most important source of potassium in fertilisers. Flotation is one of the major meth-ods to upgrade the potash.
Potash recovered with our products is an important ingredient when growing juicy, sun ripe tomatoes.
For fl otation of potash:
Armofl ote®
Armeen®
Ethomeen®
Case study 1We were asked for help by customers where clay was a serious disturbing factor in the main fl otation.
SolutionOur R&D group developed different tailor-made collec-tors that gave improved performance and eliminated this production bottleneck.
Case study 2This time the challenge put forward by our customer was to improve the sylvite fl otation by removing slime content and also improve the overall recovery.
SolutionA long-term reagent development project led to a new slime collector that effectively reduced slime content from sylvinite with improved recovery. In addition to this the fl otation rate was hereby improved with the result of a higher through put.
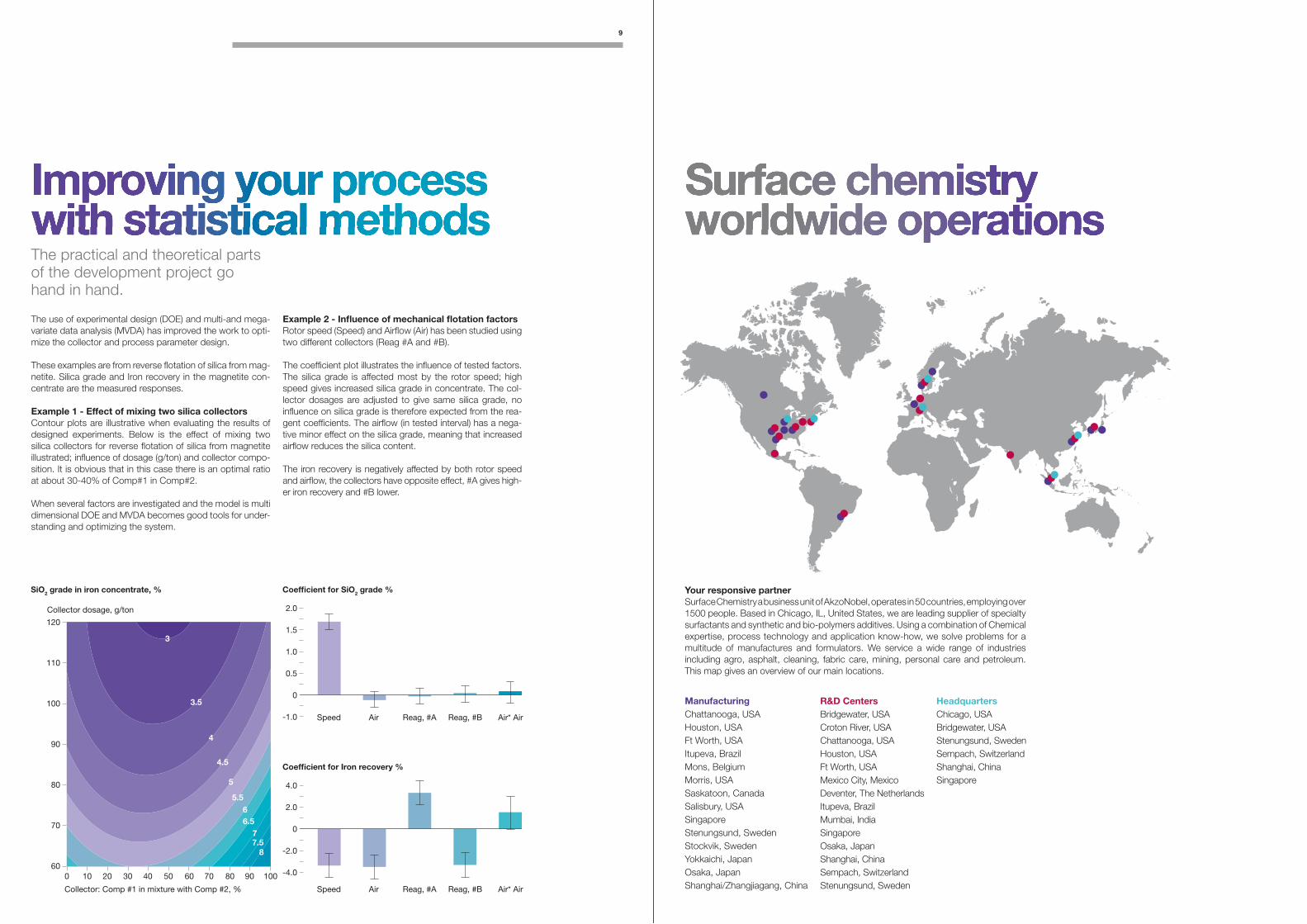
The use of experimental design (DOE) and multi-and mega-variate data analysis (MVDA) has improved the work to opti-mize the collector and process parameter design.
These examples are from reverse fl otation of silica from mag-netite. Silica grade and Iron recovery in the magnetite con-centrate are the measured responses.
Example 1 - Effect of mixing two silica collectorsContour plots are illustrative when evaluating the results of designed experiments. Below is the effect of mixing two silica collectors for reverse fl otation of silica from magnetite illustrated; infl uence of dosage (g/ton) and collector compo-sition. It is obvious that in this case there is an optimal ratio at about 30-40% of Comp#1 in Comp#2.
When several factors are investigated and the model is multi dimensional DOE and MVDA becomes good tools for under-standing and optimizing the system.
Example 2 - Infl uence of mechanical fl otation factorsRotor speed (Speed) and Airfl ow (Air) has been studied using two different collectors (Reag #A and #B).
The coeffi cient plot illustrates the infl uence of tested factors. The silica grade is affected most by the rotor speed; high speed gives increased silica grade in concentrate. The col-lector dosages are adjusted to give same silica grade, no infl uence on silica grade is therefore expected from the rea-gent coeffi cients. The airfl ow (in tested interval) has a nega-tive minor effect on the silica grade, meaning that increased airfl ow reduces the silica content.
The iron recovery is negatively affected by both rotor speed and airfl ow, the collectors have opposite effect, #A gives high-er iron recovery and #B lower.
The practical and theoretical parts of the development project go hand in hand.
9
2.0
1.5
1.0
0.5
0
-1.0
Coeffi cient for SiO2 grade %
4.0
2.0
0
-2.0
-4.0
Coeffi cient for Iron recovery %
Speed Air Reag, #A Reag, #B Air* Air
Speed Air Reag, #A Reag, #B Air* Air
SiO2 grade in iron concentrate, %
3
3.5
4
4.5
5
5.566.5
77.5
8
120
110
100
90
80
70
60 0 10 20 30 40 50 60 70 80 90 100
Collector: Comp #1 in mixture with Comp #2, %
Collector dosage, g/ton
HeadquartersChicago, USABridgewater, USAStenungsund, SwedenSempach, SwitzerlandShanghai, ChinaSingapore
R&D CentersBridgewater, USACroton River, USAChattanooga, USAHouston, USAFt Worth, USAMexico City, MexicoDeventer, The NetherlandsItupeva, BrazilMumbai, IndiaSingaporeOsaka, JapanShanghai, ChinaSempach, SwitzerlandStenungsund, Sweden
ManufacturingChattanooga, USAHouston, USAFt Worth, USAItupeva, BrazilMons, BelgiumMorris, USASaskatoon, CanadaSalisbury, USASingaporeStenungsund, SwedenStockvik, SwedenYokkaichi, JapanOsaka, JapanShanghai/Zhangjiagang, China
Your responsive partnerSurface Chemistry a business unit of AkzoNobel, operates in 50 countries, employing over 1500 people. Based in Chicago, IL, United States, we are leading supplier of specialty surfactants and synthetic and bio-polymers additives. Using a combination of Chemical expertise, process technology and application know-how, we solve problems for a multitude of manufactures and formulators. We service a wide range of industries including agro, asphalt, cleaning, fabric care, mining, personal care and petroleum. This map gives an overview of our main locations.
R&D CentersBridgewater, USACroton River, USAChattanooga, USAHouston, USAFt Worth, USAMexico City, MexicoDeventer, The NetherlandsItupeva, BrazilMumbai, IndiaSingaporeOsaka, JapanShanghai, ChinaSempach, SwitzerlandStenungsund, Sweden
HeadquartersChicago, USABridgewater, USAStenungsund, SwedenSempach, SwitzerlandShanghai, ChinaSingapore
ManufacturingChattanooga, USAHouston, USAFt Worth, USAItupeva, BrazilMons, BelgiumMorris, USASaskatoon, CanadaSalisbury, USASingaporeStenungsund, SwedenStockvik, SwedenYokkaichi, JapanOsaka, JapanShanghai/Zhangjiagang, China
Your responsive partnerSurface Chemistry a business unit of AkzoNobel, operates in 50 countries, employing over 1500 people. Based in Chicago, IL, United States, we are leading supplier of specialty surfactants and synthetic and bio-polymers additives. Using a combination of Chemical expertise, process technology and application know-how, we solve problems for a multitude of manufactures and formulators. We service a wide range of industries including agro, asphalt, cleaning, fabric care, mining, personal care and petroleum. This map gives an overview of our main locations.
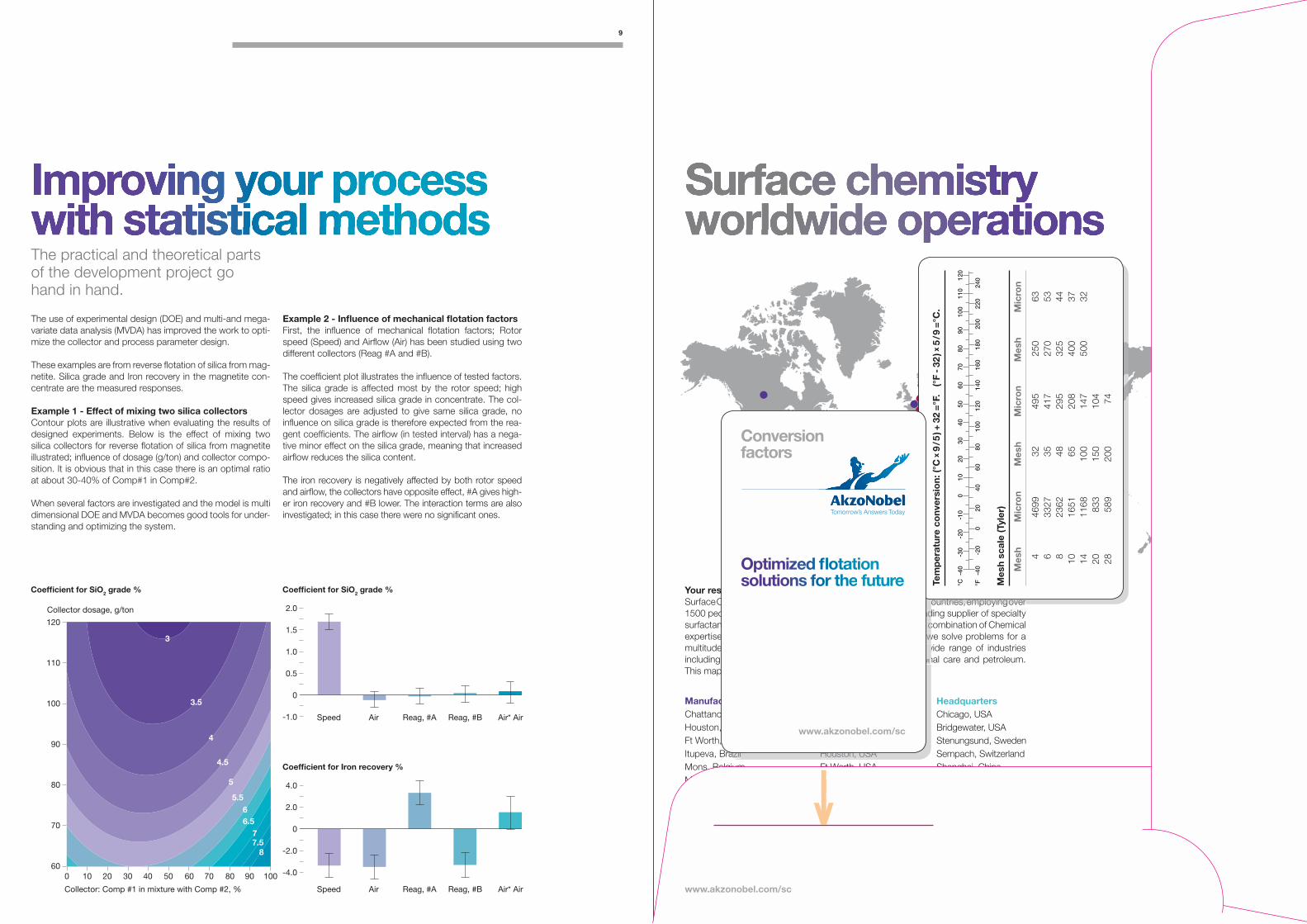
The use of experimental design (DOE) and multi-and mega-variate data analysis (MVDA) has improved the work to opti-mize the collector and process parameter design.
These examples are from reverse fl otation of silica from mag-netite. Silica grade and Iron recovery in the magnetite con-centrate are the measured responses.
Example 1 - Effect of mixing two silica collectorsContour plots are illustrative when evaluating the results of designed experiments. Below is the effect of mixing two silica collectors for reverse fl otation of silica from magnetite illustrated; infl uence of dosage (g/ton) and collector compo-sition. It is obvious that in this case there is an optimal ratio at about 30-40% of Comp#1 in Comp#2.
When several factors are investigated and the model is multi dimensional DOE and MVDA becomes good tools for under-standing and optimizing the system.
Example 2 - Infl uence of mechanical fl otation factorsFirst, the infl uence of mechanical fl otation factors; Rotor speed (Speed) and Airfl ow (Air) has been studied using two different collectors (Reag #A and #B).
The coeffi cient plot illustrates the infl uence of tested factors. The silica grade is affected most by the rotor speed; high speed gives increased silica grade in concentrate. The col-lector dosages are adjusted to give same silica grade, no infl uence on silica grade is therefore expected from the rea-gent coeffi cients. The airfl ow (in tested interval) has a nega-tive minor effect on the silica grade, meaning that increased airfl ow reduces the silica content.
The iron recovery is negatively affected by both rotor speed and airfl ow, the collectors have opposite effect, #A gives high-er iron recovery and #B lower. The interaction terms are also investigated; in this case there were no signifi cant ones.
The practical and theoretical parts of the development project go hand in hand.
9
2.0
1.5
1.0
0.5
0
-1.0
Coeffi cient for SiO2 grade %
4.0
2.0
0
-2.0
-4.0
Coeffi cient for Iron recovery %
Speed Air Reag, #A Reag, #B Air* Air
Speed Air Reag, #A Reag, #B Air* Air
Coeffi cient for SiO2 grade %
3
3.5
4
4.5
5
5.566.5
77.5
8
120
110
100
90
80
70
60 0 10 20 30 40 50 60 70 80 90 100
Collector: Comp #1 in mixture with Comp #2, %
Collector dosage, g/tonountries,employingover
p phemistry a business unit of AkzoNobel, operates in 50 cple. Based in Chicago, IL, United States, we are leads and synthetic and bio-polymers additives. Using a cprocess technology and application know-how, w
Tem
per
atur
e co
nver
sio
n: (°
C x
9 / 5
) + 3
2 =
°F.
(°F
- 32
) x 5
/ 9 =
°C.
°C -
40
-30
-20
-10
0 10
20
30
40
50
60
70
80
90
10
0 11
0 12
0
°F
-40
-20
0 20
40
60
80
10
0 12
0 14
0 16
0 18
0 20
0 22
0 24
0
Mes
h sc
ale
(Tyl
er)
M
esh
Mic
ron
Mes
h M
icro
n M
esh
Mic
ron
4
4699
32
49
5 25
0 63
6
3327
35
41
7 27
0 53
8
2362
48
29
5 32
5 44
10
16
51
65
208
400
37
14
1168
10
0 14
7 50
0 32
20
83
3 15
0 10
4
28
58
9 20
0 74
R&D CentersBridgewater, USACroton River, USAChattanooga, USAHouston, USA
turingoga, USAUSAUSArazil
agro, asphalt, cleaning, fabric care, mining, persongives an overview of our main locations.
Conversion factors
www.akzonobel.com/sc
Optimmiizzeeeeeddd flflflflfl oooottttaattioon solutiooonnnssss ffooooorr ttthhhheee future
www.akzonobel.com/sc
IIIV


















