Advannced Manufacturing Process. Module 1
61
7/29/2019 Advannced Manufacturing Process. Module 1 http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 1/61 . . E LECTIVE II: A DVANCED M ANUFACTURING P ROCESS Kerala University B.Tech, Semester – VI 2013 . . AJ N AYAR . St. ThomasInstituteforScience & Technology Department of Mechanical Engineering
-
Upload
thomas-tharakan -
Category
Documents
-
view
219 -
download
0
Transcript of Advannced Manufacturing Process. Module 1

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 1/61
.
.
ELECTIVE II: A DVANCED M ANUFAC TURING PROCESS
Kerala University B.Tech, Semester – VI 2013.
.
AJ N AYAR
.St. Thomas Institute for Science & Technology
Department of Mechanical Engineering

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 2/61
.
January 04, 2012
Module 1
Advances in casting
Newer casting processes: Plaster mold and Ceramic mold casting;
Vacuum casting; Evaporative pattern casting; Ceramic shell investment
casting; Slush casting; Squeeze casting; Semisolid metal forming: Rapid
solidification for Amorphous alloys.
Powder metallurgy processes: Methods of Powder production; Blending
of metal powders; Compaction of metal powders; Sintering – Hot pressing;
Isostatic pressing; Hot and cold (HIP and CIP); Selective laser sintering;.
Other shaping processes: Metal Injection moulding, Pressureless compac-
tion, Ceramic moulds; Spray deposition; Finishing of sintered parts

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 3/61
.
Casting
Casting is a very old process (≈ 4000B.C) wherein by pouring molten metal into a
mould cavity which upon solidification takes the shape of that cavity.
The solidified metal is called the casting
Done with the aid of moulds, patterns and cores and various other additive
processes
The whole process is dependent on the flow of molten material, solidification,
cooling, heat transfer and the type of mould material
Varied Types: Sand casting, Die casting, Centrifugal and semi-centrifugal
casting, continuous casting .
Mould.
Expendable – Made of plaster, ceramics etc mixed with various binders or
bonding agents. Capable of withstanding high temp. Mould broken to
remove casting Permanent – made of metals that maintain their strength at high temp.
Used repeatedly and designed in such a way that castings can be easily
removed. Casting subjected to higher cooling rate and hence
microstructure and grain size is affected.
.
.

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 4/61
.
Composite – Made of two of three materials like sand, graphites, metals,. . . Used
in various casting process to improve mould strength, control cooling rates and
optimise overall economics..
Patterns.
One-piece pattern – Used for simple shapes and low-quantity production.
Split patterns – Two piece pattern made such that each part represents a different
shape. Used to make complicated shape castings.
Match plate patterns – Two piece patterns are constructed by securing each half of
one or more split patterns on opposite side of a single plate.
Cores.
Used for making cavities or passages inside the castings. Placed in the mould
cavity before casting. Should possess strength, permeability, collapsibility, heat withstanding ability, etc., Anchored by core prints. Sometimes chaplets are used.
Cores are made like moulds are.
.

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 5/61
.
1. Plaster Mould Casting .
• Similar to sand casting, except that the mould is made of plaster of
paris (gypsum or calcium sulphate, CaSO412
H2O). Is also a ceramic
mould casting.
• Components are mixed with water and poured over pattern
• Talc and silica flour added to improve strength and setting time of
the plaster
• Once plaster is set (≈ 15 mins) pattern is removed and mould is
dried at 120−260◦C. Gypsum recrystallises causing the plaster to set
by the interlocking of crystals.
• Aassembling moulds form mould cavity; molten metal poured into it.
Parting agents like oils and waxes maybe liberally applied to ensure
pattern easily strips from mould.
• Patterns used are aluminium alloys, thermosetting plastics, brass
or zinc alloys. Wood patterns are not used, since repeated contact with
plaster slurry deprives mould quality
• Typical parts made are lock components, gears, valves, fittings,
tooling and ornaments.
• Castings as small as 30 g to as large as 45 kg, but generally < 10 k g

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 6/61
.
Merits.
• High Dimensional accuracy. The surface finish is 1.25 µm to 3 µm.
• Castings have fine details with good surface finish
• The low thermal conductivity of the plaster moulds increases thecooling time of the castings, which results in a uniform grains
structure and less warpage
• Wall thickness can be 1 mm–2.5 mm
• Produces minimal scrap material
• Cost advantage on complex parts.
Limitations.
• Very low permeability. Gases evolved during solidification cannot
escape; Molten material to be poured in vacuum or pressurised
• Mould needs to be subjected to the Antioch process or else need tobe made of foamed plaster, to increase permeability
• Max. temperature which the mould can withstand is 1200◦C
• Can be used only for non-ferrous materials as gypsum reacts chemically
with ferrous metals, giving bad casting surfaces
• Long cooling times restrict production volume

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 7/61
.

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 8/61
.
.
.

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 9/61
.
2. Ceramic Mould Casting • Also called cope-and-drag investment casting
• Combination of plaster mould casting and investment casting
• Ferrous and high-temperature non-ferrous materials like
aluminum, copper, magnesium, titanium, and zinc alloys
• Weight limits are 100 grams to several thousand kilograms
(3.5 oz to several tons)
• A draft of 1° is typically required. The typical surface finish of
the mould is 2–4 µm
, obtained by pressing clay mixture withsome percentage of moisture in dies under a pressure of
1-10 ton/sq inch.
• After they are stripped from the dies and baked in a furnace
at temperatures that range between 899°C & 1316°C
• Two types of ceramic mould casting: Shaw process Unicast process
⇒ Shaw process
— Also known as the Osborn-Shaw process
— Mixture of refractory aggregate, hydrolyzed ethyl silicate, alcohol and
a gelling agent used to create a mould slurry

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 10/61
.
— Slurry mixture is poured into slightly tapered flask over a reusable
pattern
— The slurry hardens almost immediately to a rubbery state (vulcanized
rubber consistency).
— The flask and pattern is then removed.
— Mould is torch ignited causing ceramic microcrazes (very small cracks)
and volatiles to burn-off. Cracks are important, as they allow gases to
escape preventing the metal from flowing through; allows mould
expansion due to thermal expansion and contraction of ceramic
— After the burn-off, the mould is baked at 980 °C to remove any remaining
volatiles.
— Prior to pouring metal, the mould is pre-warmed to control shrinkage
.
⇒Unicast process
— Very similar to the Shaw process— Does not require the mould to be ignited and then cured in a furnace.
Allows pattern removal after partial curing
— Then completely cured by firing at approximately 1,040 °C.
— For casting a low melting point metal, complete curing can be skipped,
because the mould has enough strength in the "green state" (un-fired)
.

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 11/61
.

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 12/61
.

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 13/61
.
Merits.
• Reusable pattern is used,
• Excellent surface finish, good dimensional and dimensional tolerances
(0.1 mm to 0.003 mm)• Thin cross-sections, and intricate shapes can be cast.
• Cross-sections as thin as 1.3 mm and no upper limit
• For undercuts and other difficult to cast features, part of the pattern can
be made from wax in conjunction with a standard pattern; essentially
using investment and ceramic mould casting techniques together• High temp-resistance of the moulding material allows it to be used for
casting ferrous and other high-temp alloys
• Parts weighing as much as 700 kg have been cast.
Limitations.
• Ceramic is not reusable
• Somewhat expensive Cost effective only for small/medium-sized
production runs

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 14/61
.
3. Vacuum Casting .
• Also called counter–gravity low–pressure (CL) process
• Fine sand and urethane is moulded over dies and cured with amine vapour
(as catalyst to cure and harden the mold and/or core)• Mould is held with robotic arm for partial immersion into the molten material
inside an induction furnace (for clean, energy-efficient and well-controllable
melting process)
• Metal melted either in air (CLA) or vacuum (CLV)
• Vacuum reduces the air pressure inside to about two-thirds of atmosphericpressure, drawing the molten metal (55 °C above liquidus temp) into the cavities
through the bottom gate and begins solidification within seconds
• An alternative to the investmen, shell–mould and green–sand casting
• Complex shapes with uniform properties and thin walls (0.75 mm) are possible
and carbon, low– and high–alloy steel parts weighing approx. 75 kg can be made
• CLA parts are made at high volume and low cost
• CLV parts contain reactive metals like: Al, Ti, Zr, Hf
• Process can be automated and production costs can be reduced to that of
green–sand casting.

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 15/61
.
Merits
• Flow rate of molten metal into the mould cavity can be accurately
controlled,especially in the fill out of thinner casting sections, improving overall
metal casting soundness; often easier to automate than gravity pouring
• Metal drawn into the mold cavity is from below the surface of the molten metal
bath, avoiding slag and inclusions
• Critical metal temperature variations more consistently controlled since the
mold is taken to the furnace rather than vice versa;
• Good surface finish; excellent dimensional tolerances;
. Advantages of the CLV-process include
• Zero degree draft
• Wall thicknesses of 0.125 in. over large areas and 0.09 in. in small areas
• Tight tolerances; unlimited pattern life
• When pattern changes are required they are easy to alter at a relatively low cost
• 125-150 RMS surface finish• Excellent reproduction of details and repeatability .
Limitation
• The disadvantage of the vacuum in this method is that the vacuum must be left
on until the gating has solidified.

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 16/61
.
.

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 17/61
.
.

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 18/61
.
4. Evaporative pattern casting .
• Also called expendable–pattern (Lost Foam), evaporative pattern or
lost–pattern casting
•
Uses a polystyrene pattern which evaporates upon contact with molten material,to form the cavity
• Raw expendable polystyrene (EPS) beads are placed in preheated die (Al)
• Polystyrene expands to take shape of cavity. Additional heats helps fuse and
bond beads together
• Die is the cooled and opened to obtain the pattern
• Pattern is coated with water based refractory slurry, dried and placed in a flask • Flask is filled with loose sand to support the pattern. Bonding agents give
additional strength
• Molten material is poured directly into the mould without removing the pattern.
This vapourises the pattern and fills the mould cavity completely. The heat
polymerizes the polystyrene the byproducts are vented into the sand
• Flow velocity of the molten material in the mould depends on the rate of
degradation of the polymer and many methods are followed to increase the
velocity for eg. using patterns with hollow regions
• Polymers require considerable energy to degrade and so large thermal gradients
occur at metal-polymer interface helping faster cooling of the molten metal
.

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 19/61
Merits.
• Process is relatively simple and has design flexibility, since there
are no parting lines, cores, riser systems etc.
• Flasks for containing the mould sand and the pattern is relatively inexpensive to make
• Polystyrene is inexpensive and can be easily processed into
patterns having complex shapes, sizes and fine details
• The casting requires minimum finishing and cleaning operations
• Can be automated and is economical for long production runs.
Limitations.
• Cost to produce the die used for expanding the polystyrene beads
to make the pattern is considerably high
.

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 20/61
.

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 21/61
5. Ceramic shell investment casting .
• A variation of the Investment–casting process (used since 4000 B.C.)
• The term investment is derived from the fact that the pattern is invested
with refractory/ ceramic coating material• The pattern is made of injecting molten wax or plastic into a metal die
which has the shape of the pattern. A number of patterns can be joined
together to make one mould, called a tree
• It is dipped first into ethyl silicate gel and subsequently into a fluidised
bed of fine grained fused silica or zircon flour . Then pattern is dippedinto coarser-grained silica to build additional coating and proper
thickness for withstanding the thermal shock of pouring molten metal
• The one piece mould is dried in air and heated to a temp of 90 °C-175 °C
and then held in an inverted position to melt out all the wax/plastic. It is
then fired to 650 °C-1050 °C for 4 hours to dry the water of crystallization
and burn of residual wax. The molten metal may be poured in a vacuum
to extract evolved gases and reduce oxidation. The mold is broken after
the metal poured in has solidified and the casting is removed.
.
.
.

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 22/61
• Porosity occurs at the core-casting interface due to accumulation of the
gas expelled if the pre-heated mould temperature is too high. The
correct cooling rate is affected and solidification starts from wall to the
core. To eliminate porosity, lowering of the mould temperature makessure that the rate of cooling is not affected. To further reduce micro-
porosity castings are subjected to hot isostatic pressing
• Ceramic cores used are removed by leaching with caustic solutions
under high pressure and temperature
•
To improve the micro-structure of the casting with uniform equi-axedgrains along the entire length, nucleant addition to the molten metal,
close control of its superheat , pouring techniques and control of cooling
rate is monitored
.

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 23/61

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 24/61
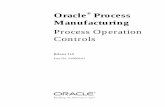
Investment casting of an integrally cast rotor for a gas turbine.
(a) Wax pattern assembly (b) Ceramic shell around wax pattern
(c) Wax is melted out and mould is filled, under vacuum, with molten superalloy
(d) The cast rotor, produced to net or near-net shape.
.

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 25/61
Merits
• Suitable for casting alloys with high temperature alloys, ferrous
and non-ferrous metals. Almost any metal can be cast
•
Capable of producing intricate shapes with parts weighing 1 g to35 kg. Also those having large dia and weighing as much as 1 tonne
• Produces castings with good surface finish and close dimensional
tolerances
• No flash or parting lines
• If wax is used for pttern making, it can be recovered and reused• Few or no finishing operations required
• Typical castings are office equipments, mechanical components
such as gears cams, valves etc.
Limitations• The main disadvantage is the overall cost. Some of the reasons for
the high cost include specialized equipment, costly refractories
and binders, many operations to make a mould, a lot of labor is
needed and occasional minute defects
. Refer

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 26/61
6. Slush casting .
• Slush casting is a type of permanent mould casting, therefore many of
the basic principles of a permanent mould process will apply
• The main principle of this casting process relies on the fact that when ametal casting hardens in a mould, it will solidify from the mould wall
towards the inside of the casting. In other words a metal skin forms first,
(as the external geometry of the part). This skin thickens as more of the
metal casting’s material converts to a solid state.
• In slush mould casting, during the solidification of the material, when
the solid-liquid boundary has reached a certain point the mould is
turned over and the remaining liquid metal from the casting is poured
out. This will leave only the solidified skin with the exterior geometry of
the cast part and a hollow interior. The longer the casting was allowed to
solidify, before pouring out the excess metal, the greater the casting’s
wall thickness will be.
• The cast part is then removed from the die and allowed to cool..
.
.
.
.
.

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 27/61
Merits
• Slush casting is mainly suited to lower melting point materials, zinc, tin,
or aluminium alloys are commonly slush cast in manufacturing industry
• The hollow castings manufactured by this process are lighter than solid
parts, and save on material
• Good surface finish and accurate exterior geometry are possible with the
slush casting manufacturing process
• This casting process is used primarily to manufacture toys and parts that
are ornamental in nature, such as lamp bases and statues..
Limitations
• With this process need arises for a mechanical means of turning over the
mould in order to pour out the molten metal from the cast part
• When manufacturing by slush casting it is difficult to accurately control
the casting’s strength and other mechanical properties• The casting’s internal geometry cannot be effectively controlled

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 28/61
Solidified skin on a steel casting
The remaining molten metal is poured out at the times indicated inthe figure. Hollow ornamental and decorative objects are made by a
process called slush casting , which is based on this principle.
.
7 S ti

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 29/61
7. Squeeze casting .
• Also called liquid-metal forging , developed in the 1960’s
• The squeeze casting process uses an accurately measured or metered quantity of
molten metal which is poured into a heated mould via a launder. The mould isclosed to produce an internal cavity in the shape of the required component.
• The molten metal is forced/displaced into the available space of the die cavity.
As with most casting processes, using a permanent pattern, the mould is coated
with a suitable release agent and for squeeze casting it is usually in the form of a
graphite coating.• Pressure is continuously applied, with the aid of machinery including die, punch
and ejector pin, to the molten metal until it solidifies into required component
• Pressure applied by punch keeps the entrapped gases in the molten solution and
the contact at the die-metal interface promotes high heat transfer
•
Application of pressure overcomes feeding problems that arise when casting metals with long freezing range. Press is withdrawn and component is ejected.
• Squeeze casting is most suited to the production of light alloy components in
large production quantities. Retractable and disposable cores can be used to
create complex internal features.
.
.
.
Merits

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 30/61
Merits
• Very limited finishing operations required post casting process
• Low levels of porosity Good surface texture Fine micro-structures with
higher strength components
• Imparts higher yield strength, toughness, stiffness and lower porosity • No waste material, 100% utilization
• Complex shapes and fine surface details for parts made to near-net
shape can be achieved. Offers a broader range of shapes and components
than other manufacturing methods.
Limitations• Cost of squeeze casting is generally higher than other conventional
casting processes
• Costs are very high due to complex tooling
• No flexibility as tooling is dedicated to specific components
• Process needs to be accurately controlled which slows the cycle timedown and increases process costs.
• High costs mean hig h production volumes are necessary to justify
equipment investment

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 31/61
.
8 Semisolid metal (SSM) forming

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 32/61
8. Semisolid metal (SSM) forming .
• Also called semisolid metal working , this was a process developed in the 1970’s
• Semi-solid casting processes such as thixomoulding use the thixotropic property
of some alloys (mostly light metals) (bismuth, magnesium etc). Within certaintemperature ranges, with appropriate preparation, an alloy can be put into a
semi-solid state, which can be injected with less shrinkage and better overall
properties than by normal injection molding.
• Rheological properties of vigorously agitated semi-solid metals were discovered
to be of paramount use in the success of this casting process..
Rheology is the study of flow and deformation of materials under applied forces.
Thixotropy is shear thinning property. Gels or fluids that are viscous under normal
conditions, become less viscous over time when shaken, agitated, or otherwise
stressed. They then take a fixed time to return to a more viscous state
• Thixocasting , the major SSM route employed today involves the manufacture of
billets of the desired micro-structure (usually by continuous casting), and the
subsequent reheating and forming of the billets in the semi-solid state
• The desired structure in the continuous castings is obtained in most cases by
electromagnetic stirring .
.
.
.
.
.

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 33/61
• In Thixomolding, a modification of the thixocasting process, chips of fine
structure are fed to a machine (like a plastic injection moulding machine). The
chips are partially melted obtaining a structure suitable for semi-solid forming.
Presently the process appears to be limited to relatively low fractions solid and tomagnesium or lower melting point alloys
• Rheocasting processes being exploited today fall into two general categories..
. Liquid metal is poured into a container of approximately the size of the billet
to be fed to the shot chamber of a forming machine. Desired structure is then
obtained in the billet by some combination of cooling, grain refinement,and/or convection. Billet is fed to the forming machine at the proper temp
.
Desired slurry structure is obtained within a bath of some considerable size.
Desired quantities of the semi-solid metal are then extracted from the bath
and formed by one or another process.
• In future the primary market for semi-solid formed parts will be the light alloys
(Al and Mg), and to a limited extent composites , with these metals as matrices.
Market applications will be for high-end automotive and electronic components.
.
Merits

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 34/61
• The most important is the non-turbulent filling of the die, which results from the
high and controllable viscosity of the semi-solid material. Eliminates air
entrapment encountered in the conventional die-casting process and results in
parts of high integrity with superior mechanical properties.
•
For many alloys, heat treatment results in further property improvements. Thesemi-solid forming process produces parts with less shrinkage porosity than
those produced by conventional die casting.
• Die filling temperature is lower and heat content of the metal less, resulting in
less thermal shock and lower cycle times
• The main specific advantage of the Thixocasting route is that the forming facility
is freed from having to deal with liquid metal, and the process can be highly
automated using approaches similar to those employed in forging and stamping Disadvantages
• It has been difficult to obtain fully homogeneous billets in electromagnetically
stirred continuous castings.
• Typical billets have some degree of in-homogeneity with respect to both structure
and composition.
• There is metal loss on reheating the billets which may amount to as much as 10 percent
of the total part weight. Gates and risers from formed parts cannot be recycled withinthe forming facility, but must be sent back to the ingot producer.
• Thus, the metal former pays a premium to the continuous caster, not only for the unique
structure in the metal he sells to a customer but on that as well that he returns to the
primary producer.
.
9. Rapid solidification for Amorphous alloys

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 35/61
9. Rapid solidification for Amorphous alloys
• An amorphous metal (also known metallic glass or glassy metal) is
a solid metallic material, usually an alloy, with a disordered
atomic-scale structure
Conventional crystalline microstructure, amorphous structure, nanocrystalline structure
• Rapid Solidification Technology allows the production of metallic
ribbons in the amorphous (glassy) state.
• This technique involves cooling molten metal at rates as high as
106K /s so that it does not sufficient have time to crystallize.
.
.
.
.
.
• This results isextension of solid solubility, grain refinement and

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 36/61
This results isextension of solid solubility, grain refinement and
reduced micro-segregation
• The lack of long range atomic order results in superior soft
magnetic properties
• Via a special annealing treatment some amorphous compositions
may be transformed into nano-crystalline materials
• In a special method called metal spinning , alloy is smelted by
induction in a ceramic crucible. It is then propelled at high speed
under high gas pressure onto a rotating copper disk (chill block ) which chills the alloy rapidly (splat cooling )
• Amorphous and nano-crystalline soft magnetic alloys are the basis
for many innovative applications as magnetic cores, inductive
components or in labels for electronic article surveillance (EAS)
.
.

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 37/61
.
.
.
Powder metallurgy (P/M) processes

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 38/61
• Parts are made from compacting fine metal powders in suitable dies and
by heating without melting i.e., sintering
• Used by Egyptians in 3000 B.C to make iron tools
• Products made using this process range from balls for ball-point pens,
gears, cams, bushings etc.
• Commonly used metals in P/M are Fe, Cu, Al, Tn, Ni, Ti and refractory
metals
• Has become competitive with other processes like casting and forging
• Can make complex parts of high strength weighing up to 50 kg even
though generally it is limited to weights less than 2.5 kg • Ceramics are processed through the following steps:
crushing or grinding the raw materials to fine particles
mixing them with various additives to impart certain characteristics
Shaping, drying and firing of the material
Subjected to additional processing for better dimensional control
and surface finish• Glass products are processed by melting glass and forming it in moulds,
machines and other devices
• Strength can be improved by thermal and chemical treatments.
.
.
.
.
.
.
.

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 39/61
.
.
.
.
.
• This process consists of the the following operations

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 40/61
• This process consists of the the following operations
Powder production
Blending
Compaction
Sintering
Finishing Operations
.
Powder production
• Several methods for production of powders
• Particle size range from 0.1 µm to 1000 µm• Metal sources are generally bulk metals and alloys, ores, salts and other
compounds
• Shape, size distribution, porosity, chemical purity and bulk & surface
characteristics depend on the particular process used
• Important charactreistics which affect the flow and permeability during compaction and the sintering process are.
.
.
.
.
.
.
.
.
Methods of Powder productionAt i ti

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 41/61
→ Atomisation .
Liquid -metal stream is produced by injecting molten metal through small orifices
and broken up by jets of air stream. Size varies and depends on temp, rate of flow,
nozzle size and jet characteristics→ Reduction .
Reduction (removal of oxygen) of fine metal oxides using gases like H and CO to
metal state, forms spongy and porous powders with uniformly sized spherical or
angular shapes
→ Electrolytic ..deposition
Utilises aqueous solutions or fused salts to produce the purest powders available→Carbonysis .
Metal carbonyls (Fe(CO)5
and Ni(CO)4) are formed when reacting with CO. When
decomposed into Fe and Ni, they turn into small, dense, uniform, spherical and
high purity particles→Comminution .
Comminution or Pulverising involves crushing, milling in a ball mill or grinding
brittle and less ductile metals into small particles. Powder produced have angularshapes when brittle materials are used, while flaky if ductile materials are used
→Mechanical ..alloying .
Powders of two or more pure metals are mixed in a ball mill. Under impact of hard
balls, the powders fracture and join together by diffusion forming alloy powders.
.
.
.
→Nanopowders .
New developments have aided in the production of nanopowders of Cu Al Fe Ti

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 42/61
New developments have aided in the production of nanopowders of Cu, Al, Fe, Ti
and other metals. Since these powders ignite spontaneously (pyrophoric ) or
readily contaminated when exposed to air they are shipped in slurry form under
hexane gas.
When subjected to large plastic deformation (compression & shear) during processing, particles size is reduced and material becomes pore-free and possess
enhanced properties→Microencapsulated ..powders .
Metal powders are coated with a binder. For electrical applications, (magnetic
components of ignition coils) binder acts as insulator. preventing eddy current
losses. Powders are compacted by warm pressing and used with the binder inplace
→Other ..Methods .
◦ precipitation: from a chemical solution
◦metal chips by machining
◦ vapour condensation
New developments also include extractive metallurgical processes, a) those basedon reaction of volatile halides with liquid metals and b) controlled reduction and
reduction/carburization of solid oxides
Blending of metal powders.
• Blending is the second step in P/M process It is carried out as

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 43/61
• Blending is the second step in P/M process. It is carried out as
Because powders made by various process have different shapes
and sizes, they must be mixed to obtan uniformity. The ideal mix
time is one in which all the particles of each material aredistributed uniformly
Powders of different metals and materials can be mixed in order to
impart spcial physical and mechanical properties and
characteristics to the P/M product
Lubricants (typically stearic acid or zinc stearate in a proportion of 0.25% to 5% by weight) can be mixed with powders to improve flow
characteristics. Ensures reduced friction between particles,
improved flow of powder to dies and longer die life.
• Powder mixing under controlled conditions to avoid
contamination or deterioration. Deterioration caused by excessive mixing which may alter shape and work-harden the
particles making compaction difficult.
• Mixing done in inert atmosphere or air(to avoid oxidation) or in.
.
.
.
liquids to improve lubrication and uniform mixing
C ll d b i i d i i li i

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 44/61
• Controlled by microprocessors to improve and maintain quality in a
variety of blending equipments
.• High surface area-to-volume increases the explosive nature of metal
powders (Al, Mg, Ti, Zr, Th)• Precautions include:
a) grounding equipment b) preventing sparks
c) avoiding dust clouds, open flames and chemical reactions.
Compaction of metal powders• Blended powders are pressed into shapes in dies• To obtain shape, density, particle-to-particle contact and to make part
sufficiently strong for further processing
• Presses used are actuated hydraulically or or mechanically
• Pressed powder known as green compact and is generally carried out at
room temperature although it can be done at elevated temperatures.Must flow easily to feed properly into the die cavity
•Density depends on pressure applied. More the pressure, the more
dense it becomes and approaches the bulk density of the metal
• Particle size and particle distribution determines the porosity level when
packed together.
.
•Higher density imparts higher strength and elastic modulus of the part.
Hi h d it i li hi h t f lid t l i th l

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 45/61
Higher density implies higher amount of solid metal in the same volume
and hence greater resistance to external forces
• Friction between metal-powder particles, friction between the punches
and the die walls affects the density variation within the part.
.
.
.
.
.
.
.
.
.
Equipments used

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 46/61
q p
• Selection of press depends on part size and configuration, density
requirements and production rate
• Press capacities are of the order of 1.8 to 2.7 MN (200–300 tons). Higher
capacities are used for special applications. Hydraulic presses are
available with tonnage as high as 45 MN (5000 tons)
• Pressure required for the pressing the metal powders are in the range
from 70 MPa to 800 MPa. This pressure depends on the characteristics
and shape of the particles, method of blending and type of lubricant.
Isostatic Pressing
• Powder compaction method involving hydrostatic pressure application
from multiple directions through a liquid or gaseous medium
surrounding the compacted part
• Can densify castings without distortion of complex casting features.
100% densification is possible•No die friction forces for PM parts. No die to control shape
•No size constraints – very large parts are possible
• Super-alloy components for aircraft/ aerospace industries
•Used to eliminate internal porosity and properties.
.
.
.

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 47/61
.
.
.
.
T j

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 48/61
• Two major types
→Cold Isostatic Pressing (CIP)
Metal powder placed in flexible rubber mould made of
neoprene rubber, urethane, polyvinyl chloride or elastomers
Assembly is pressurised hydrostatically in a chamber, (water)
Common pressure of 400 MPa to 1000 MPa. Typical
application is for automotive cylinder liners
After removal the part still needs to be sintered Tooling for the dry-bag version are costly & difficult to build
Designed and automated, process provides 15-25 cycles/min
There are two types of CIP:− Wet bag method: Mould is removed and refilled after each pressure
cycle. Good for compaction of large & complicated parts− Dry bag method, mould is an integral part of the vessel. Used for
compaction of simpler and smaller parts.
.
.
.
.
.

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 49/61
.
.
.
.
.
.
Hot Isostatic Pressing (HIP)

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 50/61
→ Hot Isostatic Pressing (HIP)
Powder is placed in a container usually made of high-melting-point
sheet metal and the pressurising medium is inert gas and vitreous
(glass-like) fluid Common conditions are 100 MPa at 1100°C and the trend is
towards higher pressures and temperatures
Main advantage is the ability to produce compacts having 100%
density, good metallurgical bonding of particles and good
mechanical properties
Uniformity of pressure from all directions and absence of die-wall
friction produces comp[acts of uniform grain structure and density
Capable of handling larger parts than other compacting processes
Wider dimensional tolerances are observed which is a limitation
compared to other compacting processes
Greater cost and time required Applicable only for small production quantities
.
.
.
.
.
.

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 51/61
.
.
.
Sintering
• Sintering is the process of taking green compacts (metal in the

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 52/61
• Sintering is the process of taking green compacts (metal in the
form of a powder), compacting it by placing under a high heat for a
long period of time. Bonding takes place between the porous
aggregate particles and once cooled the powder has bonded to
form a solid piece
• Prior to sintering compact is brittle and its strength known asgreen strength is low
• Strength and nature of part depends on diffusion mechanism,
plastic flow, evaporation of volatile materials, recrystallisation,
grain growth and pore shrinkage.
.
• Principal variables are temperature, time and furnace atmosphere
• Temperatures are usually within 70 90% of the melting point

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 53/61
• Temperatures are usually within 70–90% of the melting point
• Times range from few minutes (10 for Fe, Cu) to hours (8 for Ti, W)
• Proper control of furnace atmosphere is important to obtain
optimum properties. Oxygen free atmosphere is essential to
prevent oxidation of powders
• Gases most commonly used are hydrogen, burned ammonia,
hydrocarbon gases and nitrogen
• Sintering mechanisms are complex In one method as temp increases adjacent particles begin to bond
by a diffusion mechanism , increasing its mechanical properties
In vapour-phase transport, metal atoms release to the vapour phase
as it is heated very close to its melting point. At convergent
geometries melting temp is locally higher and vapour re-solidifies
In liquid-phase sintering, when two adjacent particles are of different metals, alloying can take place. One particle (lower m.p)
melts because of surface tension and surrounds the other particle.
Concentration of heavier components may be higher at bottom due
to gravity. Hence microgravity research is under process.

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 54/61
.
.
• Sintering proceeds in three stages Neck growth proceeds rapidly; powder particles remain discrete
Most densification occurs, the structure recrystallizes and particles
diffuse into each other
Isolated pores tend to become spheroidal and densification
continues at a much lower rate.
.
• To allow efficient stacking of product in the furnace separator
sheets are used By matching the material and particle size to the

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 55/61
sheets are used. By matching the material and particle size to the
ware being sintered, surface damage and contamination can be
reduced while maximizing furnace loading. Available in various materials such as alumina, zirconia and magnesia.
They are also available in fine medium and coarse particle sizes
• Porosities cannot be completely eliminated because voids remain
after compaction and gases evolve during sintering
• Porosities may consist either of a network of interconnected pores
or of closed holes.
Selective laser sintering (SLS)• An additive manufacturing technique using high power laser (for
example, a CO2 laser) to fuse small particles of plastic, metal,
ceramic, or glass powders into a mass with a desired 3D shape• Fuses powdered material by scanning cross-sections, generated
from a 3-D digital description, on the surface of a powder bed
• After each cross-section is scanned, the powder bed is lowered
by one layer thickness, a new layer of material is applied on top.
.
• An SLS machine uses pulsed laser because finished part density
depends on peak laser power, rather than laser duration

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 56/61
depends on peak laser power, rather than laser duration
• Bulk powder material is preheated in the powder bed somewhat
below its melting point
• In single-component powders, the laser melts only the outer
surface of the particles fusing the solid non-melted cores to each
other and to the previous layer
• Most SLS machines use two-component powders, typically either
coated powder or a powder mixture
• SLS can produce parts from a relatively wide range of powder
materials commercially available, like polymers or polystyrene,
metals including steel, Ti, alloy mixtures, and composites
• Up to 100% density can be achieved with material properties
comparable to those from conventional manufacturing methods• Large numbers of parts can be packed within the powder bed,
allowing very high productivity
• SLS does not require support structures because the part being
constructed is surrounded by unsintered powder at all times

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 57/61
.
.
.
Other Shaping Processes
1. Metal Injection moulding (MIM)

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 58/61
j g ( )
• Very fine powders (<10µm) are blended with either a polymer or a
wax based binder and undergoes a process similar to die casting
• Moulded greens are placed in a low-temp oven to burn off plasticor removed using solvent. They are then sintered
• Complex shapes with very small wall thickness can be moulded
• Mechanical properties are nearly similar to wrought products
• Dimensional tolerances are good
• Carbon and stainless steel, tool steels, bronze and Ti are metals
suitable for this process. Typical parts made are for watches small
gun barrels, surgical knives etc..
• Parts produced compete well against investment-cast parts. But
does not well with zinc and Al die casting and screw machining • Major limitation is the high cost of the fine metal powders;
relatively small part size and weights (≈ 250 g).
.
.
.
.
.
2. Pressure-less compaction
• Die filled with metal powder by gravity & the powder is sintered

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 59/61
p y g y p
directly in the die
• Because of resulting low density, this method is used for porous
parts such as filters.
3. Ceramic Moulds
• The moulds for shaping metal powders are first made by the
technique used in investment casting
• Filled with metal powder and placed in a steel container, withparticulate matter filled in the space between the mould and
container
• Container is evacuated, sealed and subjected to HIP
• Ti-alloy compressor rotors for missile engines are made using this
method.
4. Spray deposition
• It is a shape generation process. Best known is Osprey Process
• Base components are.
.
a) atomiser
b) spray camber with inert atmosphere

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 60/61
c) mould for making preforms
• After metal is atomised it is deposited onto a cooled preformed mould
made of copper or ceramic where it solidifies
• Metal particles bond together, developing a density that is normally
above 99% of solid-metal density
• May be subjected to additional shaping and consolidation processes like
forging rolling extrusion etc.
• Grain size is fine and mechanical properties are comparable to wrought
products of same alloy
.
.
.3. Finishing of sintered parts• Coining and Sizing: Compaction operation performed under high

7/29/2019 Advannced Manufacturing Process. Module 1
http://slidepdf.com/reader/full/advannced-manufacturing-process-module-1 61/61
• Coining and Sizing: Compaction operation performed under high
pressure in presses. The purpose is to impart dimensional accuracy to
the sintered part and to improve its strength and surface finish by further
densification• Forging: Preformed and sintered alloy powder is hot or cold forged. The
products have good surface finish, good dimensional tolerances and a
uniform fine grain size. Superior properties obtained using this
technology makes it suitable for highly stressed automotive and
jet-engine components• Impregnation: The porosity of the P/M parts is utilised by impregnating
the sintered part with oil. Bearing and bushings made using this method
have continuous supply of lubricant (capillary action) They no longer
require grease fittings
•
Infiltration: Slug of a low m.p metal is placed against the sintered partand the assembly is heated to melt the slug.The molten metal infiltrates
the pores by capillary action to form a relatively pore free part having
good density and strength. Hardness and tensile strength is increased
and pores are filled