
Additive Manufacturing Process Overview - Wilson...
29
© David Rosen, Georgia Institute of Technology, 2014 AM Processes Additive Manufacturing Process Overview David Rosen School of Mechanical Engineering Georgia Institute of Technology Atlanta, GA 30332 [email protected]
Transcript of Additive Manufacturing Process Overview - Wilson...

© David Rosen, Georgia Institute of Technology, 2014 A
M P
roce
sses
Additive Manufacturing Process Overview
David Rosen School of Mechanical Engineering
Georgia Institute of Technology Atlanta, GA 30332

© David Rosen, Georgia Institute of Technology, 2014 A
M P
roce
sses
Additive Manufacturing Processes
1D Scanning
1D Parallel
2D Area-Filling
Pattern Energy Vat Photopolym. Powder Bed Fusion Electrochemical Deposition
Mask-Projection VP Sheet Lamination
Pattern Material Material Extrusion Material Jetting Binder Jetting
Thermal Spray
Pattern both Material & Energy
Directed Energy Deposition

© David Rosen, Georgia Institute of Technology, 2014 A
M P
roce
sses
Industries using RP 2013

© David Rosen, Georgia Institute of Technology, 2014 A
M P
roce
sses
AM Process Types ASTM Standard Industry Names Vendors Vat Photopolymerization Stereolithography 3D Systems,
EnvisionTEC, FormLabs Powder Bed Fusion Selective Laser
Sintering, Laser Melting, Electron-Beam Melting
3D Systems, EOS, ARCAM, Renishaw
Material Extrusion Fused Deposition Modeling
Stratasys, 3D Systems, Printrbot, etc.
Material Jetting MultiJet Modeling, PolyJet
Stratasys, 3D Systems, Sanders
Binder Jetting 3D Printing 3D Systems, Ex One, VoxelJet
Directed Energy Deposition
Laser Engineered Net Shaping, Direct Metal Deposition
Optomec, DM3D, Sciaky, Insstek
Sheet Lamination Laminated Object Manufacturing, Ultrasonic Consolidation
MCor Technologies, CAM-LEM, Fabrisonic, Solido

© David Rosen, Georgia Institute of Technology, 2014 A
M P
roce
sses
Additive Manufacturing Processes
1D Scanning
1D Parallel
2D Area-Filling
Pattern Energy Vat Photopolym. Powder Bed Fusion Electrochemical Deposition
Mask-Projection VP Sheet Lamination
Pattern Material Material Extrusion Material Jetting Binder Jetting
Thermal Spray
Pattern both Material & Energy
Directed Energy Deposition

© David Rosen, Georgia Institute of Technology, 2014 A
M P
roce
sses
Vat Photopolymerization StereoLithography (SLA) Process Characteristics
+ 3D Systems - inventor + UV laser solidifies liquid
photopolymer in layers using a scanning system
+ Liquid is replenished and leveled between layers
+ Parts require support structures
+ Completed parts require cleaning and UV or Thermal post curing
Related Technologies + DMEC/Sony, CMET, EnvisionTec,
FormLabs, Asiga, Carima, DWS

© David Rosen, Georgia Institute of Technology, 2014 A
M P
roce
sses
Stereolithography - SLA Machine Cost Build Size Laser
SLA-250/50 $150K 10”x10”10” HeCd
SLA Viper $180K 10”x10”10” Nd:YVO4
SLA-5000 $480K 20”x20”x24” Nd:YVO4
SLA-7000 $500K 20”x20”x24” Nd:YVO4
iPro 8000 ~$500K 650x750x550mm Nd:YVO4
iPro 9000XL ~$800K 1500x750x550mm Nd:YVO4

© David Rosen, Georgia Institute of Technology, 2014 A
M P
roce
sses
Powder Bed Fusion (PBF) Selective Layer Sintering (SLS) Process Characteristics
+ C02 laser fuses thermoplastics powders in layers using a computer controller scanning system
+ Powder is replenished and the next layer is scanned
+ Powder temperature is maintained near melting point to aid fusion and minimize distortions
+ Supports may be used
Vendors + 3D Systems, EOS GmbH,
Arcam, SLM Solutions, Renishaw, Concept Laser

© David Rosen, Georgia Institute of Technology, 2014 A
M P
roce
sses
Selective Laser Sintering - SLS • Product(s): Sinterstation 2500, HiQ, Pro 140, Pro 230 • Units sold total: ~600. $310 - 800K • Energy Source: 100 Watt CO2 Lasers • Materials: DuraForm (nylon), DuraForm GF (glass-
filled nylon), DuraForm EX (elastomer).

© David Rosen, Georgia Institute of Technology, 2014 A
M P
roce
sses
Metal Powder Bed Fusion
Vendor Models Laser/Power Source
EOS GmbH M280, M290, M400
Yb-fibre laser 200W, 400W, 1kW
SLM Solutions 125HL, 280HL, 500HL
100W, 200W, 400W, 1kW, 2x400W, 2x1kW
Concept Laser M1, M2 Cusing, X line 1000R
Fibre 200, 400, 1000W
Renishaw AM250 Fibre 200W, 400W Phenix System (3D Systems)
ProX 100, 200, 300
Fibre 50W, 300W, 500W
Arcam Q10, Q20, A2X E-beam 3.5kW
Oak Ridge Nat’l Labs Lonnie Love
EOSINT M280

© David Rosen, Georgia Institute of Technology, 2014 A
M P
roce
sses
Additive Manufacturing Processes
1D Scanning
1D Parallel
2D Area-Filling
Pattern Energy Vat Photopolym. Powder Bed Fusion Electrochemical Deposition
Mask-Projection VP Sheet Lamination
Pattern Material Material Extrusion Material Jetting Binder Jetting
Thermal Spray
Pattern both Material & Energy
Directed Energy Deposition

© David Rosen, Georgia Institute of Technology, 2014 A
M P
roce
sses
Material Extrusion Fused-Deposition
Modeling (FDM) Process Characteristics
+ A heated thermoplastic filament is extruded from a capillary die
+ Parts chamber is often heated to minimize stresses and deformation
+ Required support structures + Cleanup required No post
processing
Stratasys Corp., many small companies selling table-top machines
© David Rosen, Georgia Institute of Technology, 2014 A
M P
roce
sses
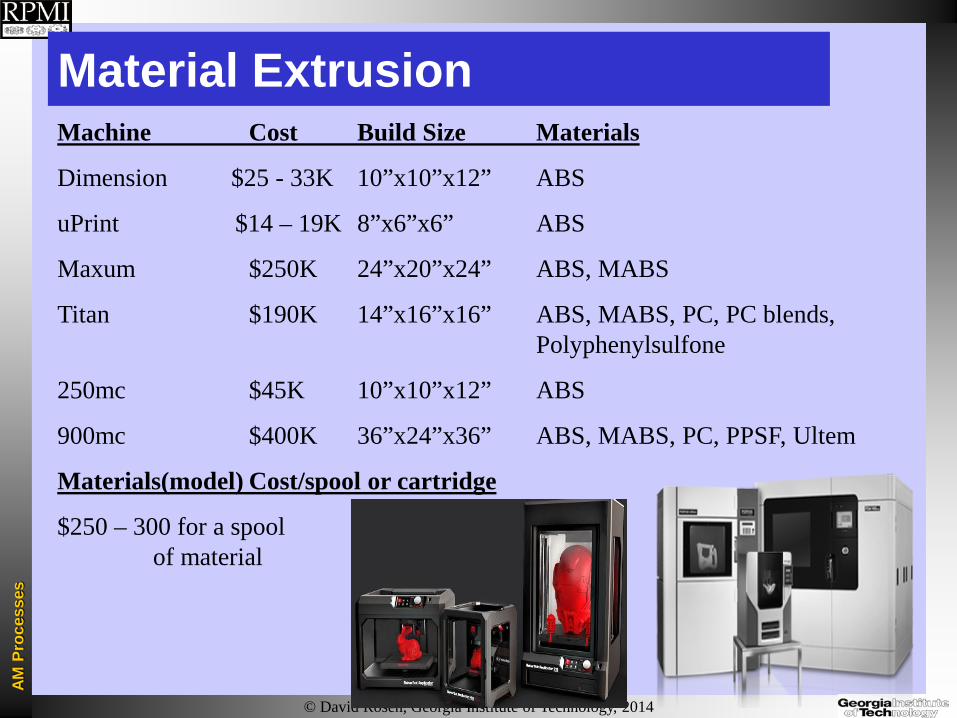
Material Extrusion Machine Cost Build Size Materials
Dimension $25 - 33K 10”x10”x12” ABS
uPrint $14 – 19K 8”x6”x6” ABS
Maxum $250K 24”x20”x24” ABS, MABS
Titan $190K 14”x16”x16” ABS, MABS, PC, PC blends, Polyphenylsulfone
250mc $45K 10”x10”x12” ABS
900mc $400K 36”x24”x36” ABS, MABS, PC, PPSF, Ultem
Materials(model) Cost/spool or cartridge
$250 – 300 for a spool of material

© David Rosen, Georgia Institute of Technology, 2014 A
M P
roce
sses
Material Jetting
3D Systems, Solidscape, Stratasys
Process Characteristics • Nozzles jet beads of wax or
photopolymer. • As easy to use as a network
printer. • Fast and inexpensive. • Extensive support structures
needed.
Eden 250 from Objet Geometries

© David Rosen, Georgia Institute of Technology, 2014 A
M P
roce
sses
Material Jetting Machine Cost Build Size Materials ProJet 3510 $60-86K 12”x8”x8” acrylate photopolymer ProJet 5000 $160K 22”x15”x12” acrylate photopolymer ProJet 3510 CP $74-86K 12”x8”x8” wax T66BT2 $40K 12”x6”x6” wax T612BT2 $50K 12”x6”x6” wax Objet30 $32-43K 12”x8”x6” acrylate photopolymer Eden350V $135K 14”x14”x8” acrylate photopolymer Eden500V $170K 20”x16”x8 photopolymer Objet500 Connex3 $330K 20”x16”x8 photopolymer (many mat’ls)
3D S
yste
ms
Solid
Scap
e St
rata
sys

© David Rosen, Georgia Institute of Technology, 2014 A
M P
roce
sses
Binder Jetting
Related Technologies + Ex One, VoxelJet.
Z Corporation (3D Systems) Process Characteristics • Print head deposits binder into
vat of powder. • Powder recoating is similar to
SLS. • As easy to use as a network
printer. • Fast and inexpensive. • Fragile and limited accuracy
– good infiltrants available
Powder Supply
Build Vat
Roller Print-Head

© David Rosen, Georgia Institute of Technology, 2014 A
M P
roce
sses
Binder Jetting Machine Cost Build Size Colors Materials
ProJet 160 $16.5K 9.3”x7.3”x5” white Starch and plaster powders,
ProJet 460Plus $45K 8”x10”x8” 2.8M colors binders, and infiltrants
ProJet 660Plus $69K 10”x15”x8” 6M colors "
ProJet 860Pro $114K 20”x15”x9” "
Materials Cost
$0.30 – 1.60 per cubic inch of material
ProJet 460Plus

© David Rosen, Georgia Institute of Technology, 2014 A
M P
roce
sses
Binder Jetting Machine Cost Build Size Materials
X1-Lab $145K 1.5”x2.3”x1.3” steel, copper, tungsten, nickel alloys; dental alloys
M-Flex $450+K 16”x10”x10” same
M-Print $950+K 31.5”x20”x16” same
S-Print $950+K 30”x15”x16” Foundry sand
S-Max $1,600+K 70”x39”x27” Foundry sand
Machines
Prices are for the base system; many options are available.
M-Print

© David Rosen, Georgia Institute of Technology, 2014 A
M P
roce
sses
Sheet Lamination Process Characteristics
+ A CO2 laser cuts thin sheets of material into desired cross-sections
+ Process is tuned to precisely cut to sheet thickness
+ Material is thermally fused to the previous layer using a heated roller
+ Diced material is removed to uncover completed parts
Helisys (out of business, 1999). Cubic Technologies is renamed company.
Related Technologies + Cubic Technologies, Sparx, Kira,
MCor Technologies, Fabrisonics

© David Rosen, Georgia Institute of Technology, 2014 A
M P
roce
sses
• Model: Matrix, Iris • $22 – 55k • Iris: Colors: 1M+,
5760x1440x508 dpi resolution • Material: copy paper
MCor Technologies

© David Rosen, Georgia Institute of Technology, 2014 A
M P
roce
sses
Ultrasonic Consolidation • Process Characteristics
– Uses sonic welding to fuse aluminum strips to one another to add a layer.
– Machines contours of layers (3 axis machine tool). – Titanium alloys also. – Can embed components - fiber optics for sensing.
• Solidica, Inc.; Fabrisonics

© David Rosen, Georgia Institute of Technology, 2014 A
M P
roce
sses
Ultrasonic Consolidation
Sonotrode rotates & traverses left to right to consolidate work-piece
Anvil holds work-piece in place
Pneumatic cylinder applies clamping force (138-241kPa)
Oscillation amplitude 6.5-14.5µm
Transducer
Traverse speed: static to 77mm/s
Fabrisonic SonicLayer 4000

© David Rosen, Georgia Institute of Technology, 2014 A
M P
roce
sses
Additive Manufacturing Processes
1D Scanning
1D Parallel
2D Area-Filling
Pattern Energy Vat Photopolym. Powder Bed Fusion Electrochemical Deposition
Mask-Projection VP Sheet Lamination
Pattern Material Material Extrusion Material Jetting Binder Jetting
Thermal Spray
Pattern both Material & Energy
Directed Energy Deposition

© David Rosen, Georgia Institute of Technology, 2014 A
M P
roce
sses
Directed Energy Deposition Laser Engineered Net Shaping
(LENS) Optomec, developed at Sandia
Process Characteristics • Direct metal fabrication using laser
cladding process. • 550W and 1000W Nd:YAG lasers. • Materials: 316 and 304 stainless
steels, H13 tool steel, nickel-based superalloys such as Inconel 625, 690, and 718, 2024 aluminum, and Ti-6Al-4V titanium alloy .
• 5-axis deposition head available.
Related Technologies • DM3D, Sciaky
Optomec 850

© David Rosen, Georgia Institute of Technology, 2014 A
M P
roce
sses
Directed Energy Deposition DM3D, developed at University of
Michigan Process Characteristics • Direct metal fabrication using laser
cladding process. • 5 kW CO2 laser. • Build volume of 60x20x18 inches. • Materials: Claims to be able to deposit
wide variety of stainless steels, tool steels, nickel-based superalloys, and other superalloys.
• 5-axis deposition head available.
Related Technologies • Optomec, AeroMet
DMD 5000

© David Rosen, Georgia Institute of Technology, 2014 A
M P
roce
sses
AeroMet Process Characteristics • Direct metal fabrication of titanium and
alloys using laser cladding process. • 18 kW CO2 laser. • Build envelope of 10x10x3 feet. • Materials: titanium alloys (Ti-6Al-4V). • 5-axis deposition head. • Only acts as a service bureau • Out of business in 2005, but
reorganizing…
Related Technologies • Optomec, POM Group

© David Rosen, Georgia Institute of Technology, 2014 A
M P
roce
sses
AM Physical Principles
Thermal Chemical Ultrasonic Consolidation Melting Powder (SLS, SLM,
LENS, DMD) Photopolymerization Liquid
photopolymer (SL) Ultrasonic Welding
Metal sheets
Filament (FDM) Vapor Deposition Gaseous reagents (LCVD)
Coating (LOM) Electrochemical Deposition
Dissolved Metal Ions
Depositing Liquid Droplets - freeze as part (MJM) - freeze as binder (3DP)
Spraying Liquid Droplets

© David Rosen, Georgia Institute of Technology, 2014 A
M P
roce
sses
Summary • Overview of additive manufacturing
processes and machines.
• Classified processes according to material of energy patterning vs. dimensionality of deposit.
• Classified physical principles.
• Next: Manufacturing process background.

© David Rosen, Georgia Institute of Technology, 2014 A
M P
roce
sses


















