
Actualización sistema almacenamiento HPC del BSC a tecnologías ...
Upload
robert-cid-de-leonCategory
view
110download
12
INSTITUTO TECNOLÓGICO DE ORIZABAINGENIERIA MECANICA
REPORTE FINAL DE RESIDENCIASPROFESIONALES
TEMA:ACTUALIZACIÓN DE SISTEMA D7i
LUGAR DE REALIZACION:SABRITAS S. DE R.L. DE C.V. PLANTA IXTACZOQUITLÁN, VER.
ASESOR INTERNO:MC.EDUARDO HERNÁNDEZ VARGAS
ASESOR EXTERNO:MII. JUAN CARLOS CORTÉS GUTIÉRREZ
PRESENTA:LUIS ROBERTO BELTRÁN CID DE LEÓN
NÚMERO DE CONTROL:06011577
ORIZABA, VER. MÉXICO MAYO DEL 2012
1
2
ÍNDICE
TEMA PÁG.
Introducción…………………………………………………………………………… 6
Planteamiento del Problema………………………………………………………... 7
Objetivos y Alcances del Proyecto…………………………………………………. 8
Objetivo General……………………………………………………………………... 8
Objetivos Específicos………………………………………………………………... 8
CAPÍTULO I. GENERALIDADES………………………………………………….. 10
I.I Antecedentes de la Empresa……………………………………………………. 10
I.II Actualidad de la Empresa……………………………………………………….. 10
I.III Productos Elaborados por Sabritas………………………………………….... 11
I.IV Productos Elaborados por Sabritas planta Ixtaczoquitlán………………….. 18
I.V Proceso……………………………………………………………………………. 18
I.VI Organigrama de Mantenimiento en el área de Proceso…………………… 20
I.VII ¿Qué es el Sistema D7i?............................................................................ 21
CAPÍTULO II. MARCO TEÓRICO…………………………………………………. 25
II.I Mantenimiento Preventivo……………………………………………………..... 25
II.II Conceptos básicos……………………………………………………………… 26
3
II.III Mantenimiento…………………………………………………………………... 27
II.IV Características del Personal de Mantenimiento…………………………... 27
II.V Objetivos del Mantenimiento………………………………………………….. 27
II.VI ¿Porqué hacer mantenimiento en una empresa?...................................... 27
II.VII Finalidad del Mantenimiento…………………………………………………. 28
II.VIII Objetivos de Mantenimiento……………………………………………… 28
II.IX Cantidad de Mantenimiento…………………………………………………. 28
II.X Tipos de Mantenimiento……………………………………………………….. 30
II.XI Planeación de Mantenimiento………………………………………………... 32
II.XII Principios……………………………………………………………………….. 32
II.XIII ¿Qué es Planear?..................................................................................... 33
II.XIV Plan de Mantenimiento Preventivo……………………………………….. 34
II.XV Cronograma…………………………………………………………………… 34
II.XVI Procesos Principales………………………………………………………… 35
II.XVII Programación………………………………………………………………… 35
II.XVIII Tareas de Mantenimiento…………………………………………………. 36
II.IXX Actividades No Planificadas……………………………………………….. 36
II.XX Administración de repuestos y materiales…………………………………. 37
4
II.XXI Historial de Mantenimiento………………………………………………….. 38
II.XXII Solicitud o Pedido de Trabajo……………………………………………… 38
II.XXIIII Órdenes de Trabajo………………………………………………………… 38
II.XXVI Reportes……………………………………………………………………. 38
II.XXV Preparación………………………………………………………………….. 40
II.XXVI Análisis de Fallas…………………………………………………………… 40
II.XXVII Eficiencia Global del Equipo……………………………………………… 41
II.XXVIII Cálculo del EGE………………………………………………………….. 41
II.XXIX Criticidad…………………………………………………………………… 42
II.XXX Tomas de Decisiones………………………………………………………. 42
II.XXXI Importancia del Mantenimiento…………………………………………… 43
II.XXXII Mantenimiento Autónomo………………………………………………… 44
II.XXXIIII Mantenimiento Autónomo en siete pasos……………………………. 47
II.XXXIV Cinco Medidas para Cero Paros………………………………………. 50
CAPÍTULO III. DESARROLLO DEL PROYECTO……………………………….. 54
III.I Baja de equipos fuera de operación en sistema D7i………………………. 54
III.II Determinación de la periodicidad de los mantenimientos de los equipos en el área de proceso…………………………………………………………….
57
III.III Modificación de procedimientos de Mantenimiento Preventivo…………… 59
59
5
III.IV Formato de procedimientos registrados antes de la modificación………..
III.V Formato de procedimientos registrados después de la modificación……. 60
III.VI Programación de mantenimiento preventivo diario………………………... 60
III.VII Formato enviado por el área de producción………………………………. 61
III.VIII Programación de mantenimiento preventivo diario………………………. 62
III.IX Revisión de Mantenimientos diarios………………………………………… 63
III.X Cálculo de eficiencia de mantenimiento preventivo diario………………… 64
III.XI Cálculo de tiempos muertos en el área de proceso………………………. 64
III.XII Comparación de Tiempos Muertos por Año………………………………. 65
Conclusiones…………………………………………………………………………. 68
Fuentes de Información…………………………………………………………….. 69
INTRODUCCIÓN
6
En la actualidad y gracias a la evolución que a tenido la tecnología en los procesos industriales y el gran avance de los equipos mecánicos, ha llevado a las empresas a requerir una mayor atención en el mantenimiento preventivo, aplicando la tecnología en la incorporación de nuevas herramientas que permitan lograr un mejor control de la planificación del mantenimiento utilizando sistemas de información administrativa (SIA), lográndose buenos resultados en su implementación.
Existen tres tipos de mantenimiento aplicados en la actualidad en las industrias que son: mantenimiento correctivo, mantenimiento preventivo y el mantenimiento proactivo.
Sabritas S. de R.L. de C.V. Está tratando de realizar un cambio en forma paulatina en el tipo de mantenimiento utilizado y también se encuentra en proceso de ampliación de la base de datos del sistema de información SIA que fue implementado en el año 2007 y que apoya la función del mantenimiento.
El software implementado llamado D7i, es un Sistema a nivel nacional del grupo Sabritas, en el cual se tienen registrados como activos fijos todos los equipos existentes en planta que están en operación, (máquinas, estructuras, refacciones, etc.), a estos activos fijos son a los que se les generan OT’s (órdenes de trabajo) para alguna reparación o mantenimiento, o se les programa algún mantenimiento preventivo.
Se han remplazado mucho de los equipos de algunas líneas y no se han dado de alta en el sistema, por lo mismo no se le pueden programar mantenimientos preventivos ni correctivos a estos equipos debido a que no están dados de alta.
Por eso la finalidad de éste proyecto es actualizar y dar de alta en el sistema los equipos nuevos instalados en la líneas, una vez concluida dicha tarea se procederá a actualizar los procedimientos de mantenimiento ya registrados en el sistema de cada equipo, también se implementará el procedimiento de mantenimiento a cada uno de los equipos nuevos ya registrados así como registrar dichos procedimiento en el sistema, es por éstas razones que el proyecto está bajo el nombre de Actualización de Sistema D7i.
Planteamiento del Problema
7
Uno de los principales problemas detectado en la compañía es el uso que se da a la información existente, que a demás de ser escasa es utilizada en forma deficiente, especialmente por el desconocimiento de su existencia, y el manejo realizado sólo por algunas personas.
Este manejo deficiente de la información, no permite lograr una buena gestión del mantenimiento, que en años anteriores era sólo de carácter correctivo. Esto se debe a que cuando fue adquirida la maquinaria en el extranjero sólo se rescató algunos de los catálogos o manuales correspondientes a los elementos de las máquinas al momento del montaje.
Luego puesta en marcha, sólo se realizaron los trabajos de limpieza y de inspección del estado de los equipos más importantes; también se realizó la lubricación de todos los equipos, debido a estos problemas se ha tratado de realizar el cambio en el tipo de mantenimiento.
Para ello surge como alternativa la implementación de un sistema de información por parte de la compañía que pretendía solucionar este problema. Pero la adquisición de un software envasado, realizado en forma de adaptación al proceso no dio los resultados esperados, debido a que se requiere de tiempo, y producto del afán de obtener beneficios casi instantáneos, se toman decisiones equivocadas por el poco o inexistente análisis de la situación del entorno en el que se desarrolla.
Otro problema detectado es que el sistema es manejado en si, sólo por los supervisores y encargados de los distintos departamentos, limitando así el acceso a los trabajadores al sistema, no permitiendo la revisión de la información recabada para su comparación con la de su experiencia frente a los trabajos realizados a los distintos equipos.
Es necesario realizar la actualización de las bases de datos constantemente con información, ya que esta es la principal fuente de alimentación de los sistemas de información. El mal manejo que se dio a este sistema por parte del personal de ese entonces, no permite realizar un cambio en el tipo de mantenimiento.
Objetivos y Alcances del Proyecto
8
Se propone recopilar toda la información existente dentro de la planta y que
esta en manos de supervisores y jefes de áreas, así como entrevistar a cada uno de
los técnicos de mantenimiento de cada área del proceso para que con su experiencia
en el manejo y reparación de los equipos se pueda determinar un procedimiento
viable de mantenimiento así como poder determinar la criticidad de cada equipo, y
dependiendo de la información obtenida y tomando en cuenta el criterio de cada
técnico poder determinar la periodicidad de cada mantenimiento por equipo.
Objetivo General
Poder programar mantenimientos preventivos y correctivos a los equipos
nuevos que no se han dado de alta en el sistema, así como modificar los
procedimientos de los equipos existentes. Llevar un control y un historial de dichos
mantenimientos dentro del sistema D7i.
Objetivo Específicos
Dar de baja equipos fuera de operación en el Sistema D7i
Actualizar y/o modificar procedimientos de mantenimiento de equipos ya
registrados en el área de proceso
Llevar un control y un historial de los mantenimientos para poder realizar
estudios de eficiencia de los equipos en el área de proceso
Programar mantenimiento preventivos en todos los equipos del área de proceso
Programar mantenimientos diarios para resolver fallas reportadas por
operadores de los equipos del área de proceso.
9
I. GENERALIDADES
10
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
CAPÍTULO I. GENERALIDADES
I.I ANTECEDENTES DE LA EMPRESA
Sabritas fue fundada en el año 1943 por Pedro Marcos Noriega como Golosinas y Productos Selectos en la Ciudad de México. Se producen y venden las papas fritas, frituras de maíz y aperitivos, sin embargo, se basó en una red de distribución pequeña, que era en su mayoría se basaba en transportar y vender en bicicleta. El nombre es una contracción de "Sabrosas y Fritas".
En 1966, un año después de Frito-Lay y Pepsi-Cola Company se unieron para formar Pepsico, en lo cual, Sabritas fue adquirida. A partir de ese entonces, se inició la modernización de sus procesos y la ampliación de su canal de distribución.
En 21 de marzo de 1968, abre su primera planta en la colonia Industrial Vallejo, en la Ciudad de México, después, en 22 de septiembre de 1972, abre su segunda planta en Guadalajara, Jalisco, en 15 de noviembre de 1980 la tercera abre en Saltillo, Coahuila, en 1991 abre dos nuevas plantas en Ciudad Obregón, Sonora y en Mexicali, Baja California, esta última inicialmente para exportar hacia Estados Unidos, en lo cual, ya después la empresa se expande a otros países, ya que en 1996 abre una planta en Mision, Texas, Estados Unidos, en 1999 abre una enorme planta en Ixtaczoquitlán, Veracruz y por último, en 2003 abre la segunda planta en Mexicali, Baja california, para atender la demanda del mercado estadounidense.
I.II ACTUALIDAD
Sabritas es la marca bajo la cual las marcas de Pepsico los productos de Frito-Lay en México son su propiedad debido a que en 1966, PepsiCo invierte en la empresa, por ejemplo, Cheetos, Fritos,Doritos y Volantes Es también el nombre de las papas fritas, aunque en Estados Unidos, el producto se llama "Frito-Lay". Tiene también varios productos locales como Crujitos, Rancheritos y Sabritones. Sabritas controla alrededor del 80% del mercado de antojitos mexicanos, mientras que el principal competidor de la compañía, Barcel (de Grupo Bimbo) que tiene 12% de la misma.
Sabritas
I.III PRODUCTOS ELABORADOS POR SABRITAS
11
Sabritas es una botana de papas que vienen fritas en rebanadas.
Variantes
Sabritas Original (empaque amarillo) Sabritas Adobadas (empaque rojo) Sabritas Limón (empaque verde) Sabritas Flamin Hot (empaque negro con fuego) Sabritas Buffalo (empaque verde mexicano)* Sabritas Buffalo Limón (empaque verde mexicano)* Sabritas Crema y Especias (empaque blanco) Sabritas Jalapeño (empaque verde oscuro)* Sabritas Habanero (empaque amarillo)* Sabritas Piquín (empaque naranja)* Sabritas Light (empaque azul claro) Sabritas Light Limón (empaque verde claro) Sabritas Bristo Gourmet Jamón Serrano (empaque negro con rojo) Sabritas Chile de Árbol (empaque morado)* Sabritas Chiles Verdes (empaque verde)* Sabritas Jalapeños en Vinagre (empaque azul)* Sabritas Horneadas (con forma cuadrada y sabor natural) (empaque amarillo-
naranja)* Sabritas Chamoy (empaque naranja)* Sabritas Queso (comercializados solo por un tiempo) (empaque azul rey)* Nutritas Original Nutritas Chile Jalapeño y Queso Nutritas Limón Sabritas Caseras (empaque amarillo con blanco) Sabritas Caseras Jalapeño (empaque verde con blanco) Sabritas Caseras Chile (empaque rojo con blanco)* Sabritas Caseras Guacamole (empaque Blanco con Verde)
Variantes de edición especial
Sabritas Flamin Hot con Chile habanero y limón (empaque negro con verde y naranja, con imágenes de John Cena y Undertaker)
Sabritas Ruta del Sabor Mazatlán sabor chile, limón y camarón (empaque de edición verano de color azul claro, con imagen de una playa)
Sabritas Ruta del Sabor Toluca sabor chorizo y queso (empaque color azul claro con imágenes del Nevado de Toluca y la ciudad del mismo nombre).
Nota: Sabritas Bristo Gourmet actualmente solo se vende en supermercados.
12
Ruffless es una botana de papas que vienen fritas en rebanadas. La diferencia es que el corte queda ondulado.
Variantes
Ruffless Sal Original (empaque azul) Ruffless Adobo-Tomate (Empaque rojo con gris)* Ruffles sabor Hot Dog (Empaque con la estatua de La Libertad) Ruffles Flamin Hot (empaque rojo) Ruffles al pastor / salsa de tomate rojo (empaque amarillo y morado) Ruffles Queso (empaque verde) Ruffles Extra Picante (empaque negro)* Ruffles Cheleras (empaque rojo con una tapa de botella de cerveza con el
nombre de Ruffles)* Ruffles Crema y Especias (empaque blanco) Ruffles Chile y Limón (empaque rojo y azul)* Durante un tiempo se vendieron cuatro sabores nuevos, venían en empaque de
un solo color, los empaques eran de color: rojo, negro, azul y morado respectivamente. Este es un listado de otros productos que ya no están disponibles en el mercado.
Ruffles Extra Ácido: Contenía un sobre de polvo sabor mango muy ácido, ya que originalmente son "Ruffles Original" (empaque verde y amarillo y de edición especial)
Ruffles Blast: A fines de los 90's, no precisamente como papas onduladas sino como trozos de harina inflados con sabor a limón, tuvieron una breve reaparición en el 2003.*
Ruffles Chamoy Agridulce: Estos raros Ruffles eran muy deliciosos y se vendieron por un muy corto periodo de tiempo y mucha gente nunca ha escuchado de ellos (Empaque café rojizo)*
Doritos
Doritos es una botana de maíz que tiene forma de triangulo. Variantes
Doritos Nacho Queso y jalapeño (empaque rojo)
13
Doritos Incógnita: Chile y limón llamados también ¿? por su exótico sabor (empaque negro)
Doritos Diablo Chile y limón (empaque naranja) Doritos 3D´s Queso (empaque amarillo) Doritos Pizzerolas (empaque verde) Doritos Flamin Hot (empaque negro con fuego) Doritos Rolalas (empaque negro con rojo naranja sabor chile y limón y color
verde sabor distinto a chile y limón (unos) y a chile habanero (otros))*. Doritos Salsa Verde más tarde convertidos en Doritos Rollingstone y Suerte
posteriormente (empaque verde en todas sus ediciones)* Doritos 3D´s Redes sabor a chile (empaque negro con rojo con redes simulando
un sistema de seguridad)* Doritos Toro (Habanero) de regreso en 2010 (empaque amarillo). Doritos Instinto (empaque blanco)* Doritos 3D's Megáfonos Queso (empaque morado)*
Variantes de edición especial
Hubo una encuesta por internet que se trataba de elegir entre estos tres productos que fueron:
Doritos X-1 (con un sabor parecido a los nuggets de pollo) (empaque plateado con dorado)
Doritos X-2 (con un interesante sabor a chile) (empaque plateado con azul) Doritos X-3 (con un sabor parecido a los pepinillos) (empaque azul metalizado
con verde)
El que ganó fue Doritos X-2, que junto con la banda que elegiría la gente también pro internet, el producto se llamó "Doritos Afonic's".
Doritos Late Night Jalapeño Poppers (empaque negro y verde con imágenes de Rihanna
Doritos Late Night Jochos (empaque negro y amarillo con imágenes de Rihanna Doritos Nachos con queso oaxaca (empaque negro con color rojo y azul, con
imágenes de Rey Mysterio y Batista)
En el 2003 se lanzó una edición femenina de los Doritos.
Doritos iu (Tenían un sabor a mango con otras especias y venían en un empaque azul. Esta edición especial se lanzó con una campaña publicitaria dirigida al público femenino)*
Fritos
Fritos es una botana de maíz en forma rectangular, pero enrollada.
14
Variantes
Fritos Chorizo y Chipotle (empaque café) Fritos Sal y Limón (empaque amarillo) Fritos Chile y Limón (empaque naranja) Fritos Adobados (empaque rojo)* Fritos Flamin Hot Fritos sabor Elote (empaque verde)
Variantes de edición especial
Fritos Dobladitos sabor Picantes (empaque rosa en edición especial) Fritos Chile y limón con Queso (empaque negro con azul y naranja, con
imágenes de Big Show y Randy Orton)
Cheetos
Uno de los productos más reconocidos de Sabritas: Cheetos.
Cheetos es una botana de maíz recientemente horneada que tienen formas llamativas a bolitas, colmillos entre otros. Esta marca tiene mascota oficial que es "Chester Cheetos".
Variantes
Cheetos Torciditos sabor chile y queso (empaque naranja) Cheetos Colmillos sabor chile y queso (empaque morado) (antes esos eran
llamado Drakis y Chester Cheetos no era la mascota sino un pequeño vampiro) Cheetos Copitas sabor Naranja (Empaque verde)* Cheetos Bolita sabor chile y queso (empaque rojo), anteriormente llamado
Quesabritas Cheetos Poffs sabor queso (empaque azul) Cheetos Pukas Sabor Jamón y tres quesos (empaque amarillo)* Cheetos Torciditos sabor Nacho (chile jalapeño y queso) (empaque verde)
15
Cheetos Toing's Sabor Pizza (empaque blanco)* Cheetos Xo's sabor queso (empaque cian)* Cheetos Tornado Sabor Jamón y tres quesos (empaque negro)* Cheetos Sabor Pizza (empaque transparente color cian también elegido por la
gente)* Cheetos Flamin Hot (empaque amarillo con un combinado de negro y
rojo). Anteriormente ya había existido este producto pero tenía una forma de Chile
Cheetos Shots Flamin Hot (empaque chico blanco) Cheetos Hamburguesas (empaque púrpura)*
Variantes de edición especial
Cheetos Toys (Cheetos de sabor a limón (el color y forma variable según el juguete o película que anuncie por que es de edición especial o limitada))
Cheetos Torciditos y Queso DX (empaque negro con verde y gris, con imágenes de Triple H y Shawn Michaels)
Poffets
Pofetts es una botana de palomitas de maíz. Algunos de los mencionados en esta lista están disponibles para el Horno de Microondas. También son palomitas con queso que se venden individualmente en pequeños empaques de color negro.
Variantes
Poffets Queso Poffets Caramelo Poffets Chile y Limón Poffets Limón* Poffets Natural Poffets Mantequilla Poffets Extra-Mantequilla
Bolsas individuales
Poffets Queso (Empaque Negro) Poffets Mantequilla* (Empaque Amarillo) Poffets Flamin Hot (Empaque similar al original pero con llamas) Tostitos
Tostitos es una botana de tostadas de gran variedad. Sus empaques dan un estilo mexicano de las culturas mayas y aztecas.
16
Variantes
Tostitos Natural Tostitos Salsa Verde Tostitos Tostadas Tostitos Flamin Hot Salseritas Picante Salsabritas Picante con Limón Salsabritas Chamoy Tostitos Aderezo de queso Tostitos Al carbón Tostitos Tosti-elote Tostitos Tostadas Tostitos Kebab Tostitos Elote
Cacahuates Sabritas es una botana de cacahuates.
Variantes
Cacahuates Sal y Limón (empaque amarillo) Cacahuates Japoneses (empaque azul) Cacahuates Enchilados (empaque rojo) Cacahuates Botana Mexicana (empaque verde) Cacahuates Flamin-Hot (empaque con un estilo de fuego) Rancheritos es una botana de maíz en forma de rectángulo.
Variantes
Rancheritos (empaque rojo) Rancheritos Tacos (empaque verde)* Rancheritos al carbón (empaque negro) producto de edición limitada
Sun Chips es una botana basada en fruta natural.
Variantes
Sun Chips Plátano Sal Sun Chips Plátano Chile
Crujitos es una botana de maíz enrollado.
Variantes
17
Crujitos Chile y Queso (empaque verde) Crujitos Flamin Hot (empaque amarillo)
Otros productos
Pake-Taxo (Mezcla de Rancheritos, Sabritones, Fritos y Cheetos Bolita) (empaque amarillo oro)
Pake-Taxo botanero (Mezcla de Tortrix Rodacas, Crujitos Flamin Hot, Tortrix Cheetos y Tortrix Enchilados) (empaque verde con fondo amarillo)
Churrumaiz Frituras de maíz con chile y limón (empaque rosa mexicano con un limón como mascota publicitaria)
Acá quihubole! (empaque rosa) Pizzerolas (Solo en Oxxo, Walmart y Bodega Aurrerá) Quesabritas Similares a los Cheetos bolitas (actualmente solo en tiendas Oxxo y
supermercados) Sabritones Chichrarrón de harina con chile y limón (empaque tricolor de México) Chicharrón de cerdo (empaque rojo vino, con la imagen de un cerdo y una parte
transparente) Chicharrón de cerdo Flamin Hot (empaque similar al normal, pero con color mas
oscuro, con la imagen del cerdo, con llamas saliendo de su nariz) * Sabrimix (fue una mezcla de Sabritas, Cheetos, Doritos y Churrumais en
empaque amarillo, verde y azul (Actualmente lo sustituye Pake-Taxo)). * Dinosaurios Botanas sabor a chile y limón con forma de dinosaurios de edición
especial para promocionar la película, estas tenían una característica especial, que era pintar la lengua de color azul. *
Francesitas: (empaque verde con el dibujo de unas papas a la francesa), trozos de harina de trigo en forma de papas a la francesa con chile y limón, existieron solo en 1999, Tortrix lanzo su versión por corto tiempo. *
Fritos Cronchos: (empaque verde fuerte) Botanas hechas de Frit-os y Cronchos, (producto desaparecido) con sal y limón, una variante fueron los Tortrix y actualmente los remplaza Tostitos. *
Tortrix: Primero fueron una variante de Fritos Cronchos, luego se lanzó su versión de papas la francesa, chicharrones sabor salsa roja y también otra variante de Fritos Cronchos pero con sabor Chile y queso. Algunos de sus empaques eran transparentes, y otros no.
Nota: Los productos que están enlistados en esta lista que tienen un asterisco, indican que son productos retirados del mercado.
I.IV PRODUCTOS ELABORADOS EN SABRITAS PLANTA IXTACZOQUITLÁN, VER.
18

En Sabritas planta Ixtaczoquitlán, Veracruz, sólo se producen los siguientes productos:
Sabritas Fritos Doritos Ruffless
I.V PROCESO
El proceso se lleva a cabo con materia prima 100% natural como los es la papa y el maíz, el proceso de divide en 2 partes fundamentales que son: Proceso y el Empaque.
El Proceso tiene varias etapas en las cuales podemos destacar 10 principales y las cuales se describirán brevemente:
1.- Materias primas: Lugar ubicado en el patio trasero de la planta, en dónde llegan los embarques y son descargados de 2 maneras:a) Si el producto viene suelto en la caja del tráiler, ésta caja es montada sobre un sistema hidráulico el cual levanta la caja del tráiler con una inclinación de 45° para que por medio de la gravedad la papa caiga sobre las bandas de transporte.b) Si el producto viene en costales o guacales (de 1m X 1m), éstos son descargados manualmente por operarios y empleados de Sabritas, éste método actualmente es rara vez utilizado debido al tiempo perdido en hacerlo.
2.- Bins y Peladoras: En ésta etapa el producto llega a los Bins que no son más que contenedores con una capacidad de 25 ton cada uno por medio de flumes que son prácticamente canales de agua de alto flujo en los cuales la papa al ser menos densa que al agua, por propiedad flota y es transportada a éstos contenedores. Después por medio de una tolva con chute ubicada de debajo de los Bins es transportada por medio de bandas de plásticas hacia las peladoras. Las peladoras son máquinas que contienen dos rodillos con una superficie áspera tipo lija, los cuales giran en sentido contrario para que al momento de caer la papa ésta rebote de rodillo a rodillo y por el mismo giro y velocidad del rodillo al momento que hace contacto la papa ésta se vaya pelando poco a poco.
19
3.- Autohalver y Sizer:Éstas máquinas su función es la de separar la papa que no cuenta con el tamaño adecuado para la producción, en ésta etapa es eliminada la papa que tiene un diámetro aproximado menor a 5 cms, ya que con un tamaño menor es imposible que siga el demás proceso principalmente en el área de las rebanadoras.
4.- Mesa de inspección y corte:En ésta etapa es una de las pocas áreas en donde es requerida la mano del hombre como principal herramienta, ya que la papa pasa por un sistema de rodillos en los cuales los operarios inspeccionan la calidad de la papa y desechan la papa que no es aprobada visualmente, también se cortan por mitad las papas que cuenta con dimensiones muy grandes ya que no entrarían en las máquinas rebanadoras.
5.- Rebanadoras:En éstas maquinas la papa cae desde la banda de rodillos mencionada en el proceso anterior, proceso se hace mediante unas cuchillas de Acero Inoxidable que giran en una posición horizontal a alta velocidad. Aprovechan esa caída de la papa para irlas rebanando paulatinamente, estás rebanadas caen a una banda metálica la cual es llamada banda de entrada a lavadoras.
6.- LavadorasEn esta etapa la papa ya rebanada entra por medio de las bandas metálicas a un flujo constante de agua a alta presión, etapa en la cual es retirado el almidón natural que contiene la papa por medio del flujo de agua y el cual es procesado para sus diferentes usos, ya sea comercial o alimenticio.
7.- Freidor.Aquí la papa entra por medio de las bandas metálicas de baja velocidad, en la cual la papa entra a un flujo de aceite a alta temperatura y en la cual permanece cerca de 1 minuto y medio para su cocción exacta debido a la baja velocidad que lleva la banda.
8.- Enfriador y medición de humedadÉste proceso se lleva a cabo mediante un sistema de bandas de 3 niveles, los cuales la papa ya freída circula por los 3 niveles de bandas a una baja velocidad el cual le
20
permite reducir su temperatura debido al tiempo y el movimiento de las bandas, en esta etapa la papa permanece alrededor de 3 mins.
A la salida de éstas bandas la papa cae a otra banda de inspección, la cual la papa pasa por un sistema de medidores de humedad y un sistema de cámaras de alta velocidad, en las cuales se mide la cantidad de humedad exacta y que la papa no este quemada, la papa detectada mala es retirada por un sistema de espreas de aire la cuales disparan una ráfaga de aire a la papa detectada específicamente.
9.- Salación y condimentaciónProceso en el cual las hojuelas de papa entran a un tambor giratorio en el cual es espreado aceite a lo largo del tambor e inyectado el condimento, con la cual por medio de del aceite adherido a las papa el condimento se adhiere a la papas y caen a una banda que las llevara a la siguiente etapa.
10.- Embarque a empaque.Proceso en el cual el producto final es transportado por medio de bandas jirafa y por vibradores a la fase de empaque.
I.VI ORGANIGRAMA DE MANTENIMIENTO EN EL ÁREA DE PROCESO
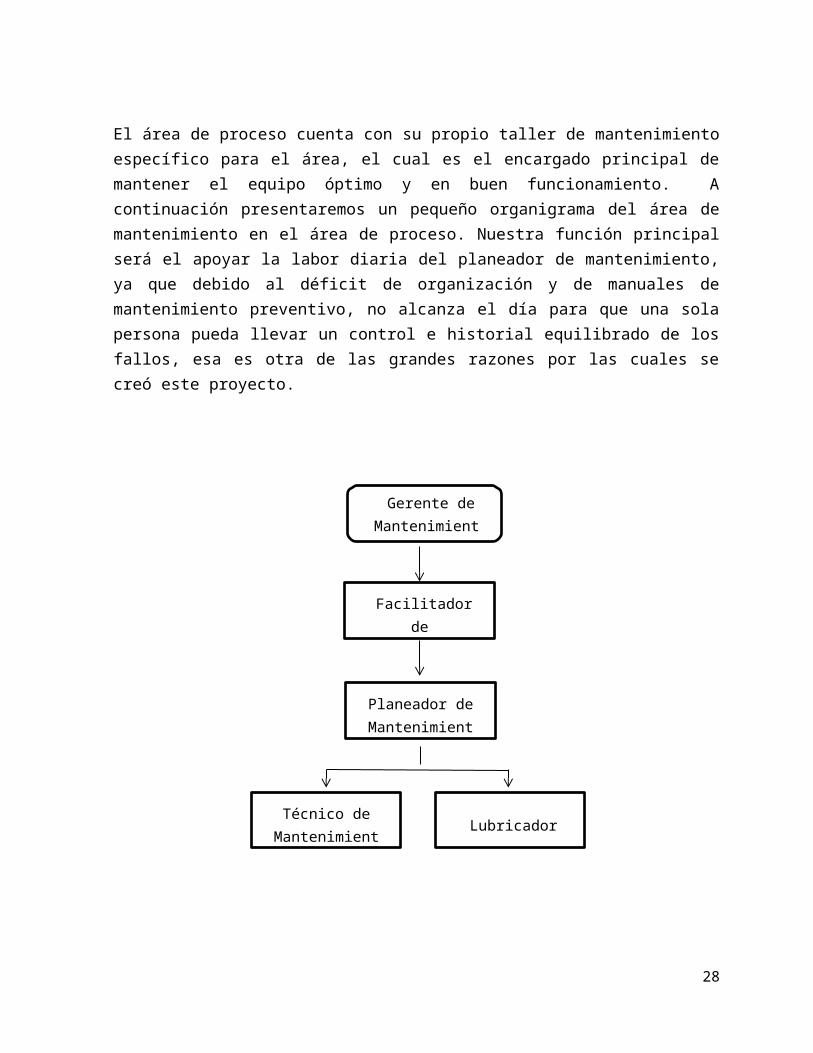
El área de proceso cuenta con su propio taller de mantenimiento específico para el área, el cual es el encargado principal de mantener el equipo óptimo y en buen funcionamiento. A continuación presentaremos un pequeño organigrama del área de mantenimiento en el área de proceso. Nuestra función principal será el apoyar la labor diaria del planeador de mantenimiento, ya que debido al déficit de organización y de manuales de mantenimiento preventivo, no alcanza el día para que una sola persona pueda llevar un control e historial equilibrado de los fallos, esa es otra de las grandes razones por las cuales se creó este proyecto.
21
I.VII ¿QUÉ ES EL SISTEMA D7I?
Datastream 7i ™ (Flujo de Datos 7i) es la más avanzada solución técnica para la gestión del rendimiento de los activos fijos. Ofreciendo tecnología superior con un diseño modular, Flujo de Datos 7i ayuda a las empresas a incorporar la gestión del rendimiento de activos en todos los aspectos de sus operaciones y administrar los bienes de capital con una eficiencia sin precedentes.
Y con la adición de Flujo de Datos 7i Analítico, el aumento de clientes en profundidad, la presentación de informes flexible y capacidades gráficas para el análisis de indicadores clave, la previsión y el mantenimiento de los problemas de rendimiento, y la adopción de medidas preventivas para un rendimiento óptimo.
Flujo de Datos 7i es más que un Sistema Computarizado de Gestión de Mantenimiento (CMMS) o un Programa de Activos Fijos de Empresas (EAM). Es la herramienta que las empresas necesitan para impulsar el rendimiento de los activos y asegurar la entrega de resultados financieros proyectados. Flujo de Datos 7i proporciona ciencias de la vida, la gestión de instalaciones, fabricación, sector público, y otras organizaciones de las soluciones que necesitan.
Flujo de Datos 7i es el primer sistema activo de la industria plenamente con arquitectura web de gestión, que permite a los usuarios:
22
Gerente de Mantenimiento
Facilitador de Mantenimiento
Planeador de Mantenimiento
Técnico de Mantenimiento
Lubricador
Acceso a Flujo de Datos 7i través de un navegador estándar de Internet desde cualquier lugar y en cualquier momento
Minimiza el tráfico de red Elimina la compra de hardware caro
Y debido a Flujo de Datos 7i se basa en estándares abiertos de Internet como Java y XML, es fácil de integrar con otros sistemas empresariales.
Flujo de Datos 7i ofrece una herramienta fácil de usar y fácil de configurar la interfaz HTML sin huellas. La interfaz del navegador de Flujo de Datos 7i permite que incluso los usuarios sin necesidad de conocimientos de programación de programas para obtener una conexión a la funcionalidad de gestión de activos, la información de análisis de alto rendimiento y los indicadores clave de rendimiento.
Desarrollado usando Oráculo Desarrollador 6i, Flujo de Datos 7i hace pleno uso de servidores de Internet de aplicaciones de Oráculo (IAS), base de datos de Oráculo, y procedimientos almacenados para garantizar la integridad de base de datos robusta, escalable y de aplicación, en toda la empresa. Flujo de Datos 7i permite el uso eficiente del hardware al minimizar el tráfico de red a través de redes LAN y WAN.
Flujo de Datos 7i también ofrece sus capacidades de ganar un premio a las empresas que utilizan Microsoft Servidor SQL. Flujo de Datos 7i para Servidor SQL ofrece las capacidades líderes de mercado de Flujo de Datos 7i optimizado para el entorno del Servidor SQL. Estos incluyen:
Un conjunto de características de administración de activos de la jerarquía de gestión
de activos, a las pistas de auditoría, a la programación de mantenimiento preventivo,
y la posibilidad de ver y gestionar los activos a través de múltiples organizaciones,
múltiples idiomas y divisas de gran alcance con módulos avanzados, tales como el
módulo de trabajo, el módulo de Equipos, el módulo de Materiales, Proyectos y el
módulo para permitir a los usuarios implementar una solución que específica una
simple organización de los requisitos, la administración del sistema basada en GUI
(Interfaz Gráfica del Usuario) Interface Gráfica de Usuario que minimiza la presión
sobre los recursos de TI (Tecnologías de Información) análisis ricos y generación de
informes para ayudar a los usuarios extraer valioso conocimiento del negocio a partir
de datos recogidos a través de activos de Flujo de Datos 7i, un ambiente
completamente seguro Datastream construido sobre una tecnología fiable y probada
23
en campo 7i ofrece a los clientes las herramientas de migración de datos y servicios
necesarios para garantizar una transición sin problemas. Los clientes también
tendrán la posibilidad de integrar la aplicación con otros sistemas complementarios.
Con Flujo de Datos 7i, los clientes reciben una solución completa de gestión de
activos que maximiza la rentabilidad de las inversiones y reducir al mínimo el costo
total de propiedad. De hecho, Flujo de Datos 7i está disponible a través del
alojamiento para reducir aún más los gastos de capital y mano de obra asociados
con los departamentos de TI. Con el método de entrega organizada, los clientes
eliminan los problemas de dispositivos externos y programas al cargar y almacenar
sus datos en una ubicación remota segura. Además, una función de las capas de
redundancia y una serie de otras medidas de seguridad proporcionan un nivel sin
precedentes de la seguridad y fiabilidad. Como resultado, las empresas obtienen un
acceso seguro a una solución integrada para todas sus necesidades de Gestión del
Rendimiento de Activos.
II. MARCO TEÓRICO
II.I MANTENIMIENTIO PREVENTIVO
INTRODUCCIÓN
24
El mantenimiento se define como un conjunto de normas y técnicas establecidas para la conservación de la maquinaria e instalaciones de una planta industrial, para que proporcione mejor rendimiento en el mayor tiempo posible.
El mantenimiento ha sufrido transformaciones con el desarrollo tecnológico; a los inicios era visto como actividades correctivas para solucionar fallas. Las actividades de mantenimiento eran realizadas por los operarios de las maquinas; con el desarrollo de las máquinas se organiza los departamentos de mantenimiento no solo con el fin de solucionar fallas sino de prevenirlas, actuar antes que se produzca la falla en esta etapa se tiene ya personal dedicado a estudiar en que período se produce las fallas con el fin de prevenirlas y garantizar eficiencia para evitar los costes por averías.
Actualmente el mantenimiento busca aumentar y confiabilizar la producción; aparece el mantenimiento preventivo, el mantenimiento predictivo, el mantenimiento proactivo, la gestión de mantenimiento asistido por computador y el mantenimiento basado en la confiabilidad.
De los párrafos anteriores se distingue claramente los objetivos del mantenimiento sin embargo contrastamos con el siguiente párrafo:
Los objetivos del mantenimiento los podemos resumir en:
1. Garantizar el funcionamiento regular de las instalaciones y servicios.
2. Evitar el envejecimiento prematuro de los equipos que forman parte de las instalaciones.
3. Conseguir ambos objetivos a un costo razonable.
La misión del mantenimiento es implementar y mejorar en forma continúa la estrategia de mantenimiento para asegurar el máximo beneficio a nuestros clientes mediante prácticas innovadoras, económicas y seguras.
II.II CONCEPTOS BÁSICOS
Aclaremos algunas de las terminologías que vamos a utilizar en el transcurso del análisis del mantenimiento:
25
a. Mantener. Conjunto de acciones para que las instalaciones y máquinas de una industria funcionen adecuadamente.
b. Producción. Es un proceso mediante el cual se genera utilidades a la industria.
c. Falla o avería. Daño que impide el buen funcionamiento de la maquinaria o equipo.
d. Defecto. Suceso que ocurre en una máquina que no impide el funcionamiento.
e. Confiabilidad. Buena funcionalidad de la maquinaria y equipo dentro de una industria en definitiva el grado de confianza que proporcione una planta
f. Disponibilidad. Porcentaje de tiempo de buen funcionamiento de una maquina o equipo por ente de toda la industria es decir producción optima.
g. Entrenamiento. Preparar o adiestrar al personal del equipo de mantenimiento, para que sea capaz de actuar eficientemente en las actividades de mantenimiento.
i. Seguridad. Asegurar el equipo y personal para el buen funcionamiento de la
planta, para prevenir condiciones que afecten a la persona o la industria.
j. Prevención. Preparación o disposición que se hace con anticipación ante un
riesgo de falla o avería de una máquina o equipo.
k. Diagnóstico. Dar a conocer las causas de un evento ocurrido en el equipo o
máquina o evaluar su situación y su desempeño.
l. Reparación. Solución de una falla o avería para que la maquinaria o equipo este
en estado operativo.
m. Mejorar. Pasar de un estado a otro que de mayor desempeño de la máquina o
equipo.
II.III MANTENIMIENTO
Mantenimiento son todas las actividades necesarias para mantener el equipo e instalaciones en condiciones adecuadas para la función que fueron creadas; además de mejorar la producción buscando la máxima disponibilidad y confiabilidad de los equipos e instalaciones.
26
El mantenimiento esta basado en los principios como: Respeto para todos los empleados y funcionarios, buen liderazgo, trabajo en equipo compartiendo responsabilidades, compromiso con la seguridad y medio ambiente, propiciar ambiente de responsabilidad donde se desarrolle conocimientos y habilidades.
II.IV CARACTERÍSTICAS DEL PERSONAL DE MANTENIMIENTO
El personal que labora en el departamento de mantenimiento, se ha formado una imagen, como una persona tosca, uniforme sucio, lleno de grasa, mal hablado, lo cual ha traído como consecuencia problemas en la comunicación entre las áreas operativas y este departamento y un más concepto de la imagen generando poca confianza.
II.V OBJETIVOS DEL MANTENIMIENTO
En el caso del mantenimiento su organización e información debe estar encaminada a la permanente consecución de los siguientes objetivos
Optimización de la disponibilidad del equipo productivo.
Disminución de los costos de mantenimiento.
Optimización de los recursos humanos.
Maximización de la vida de la máquina.
II.VI ¿POR QUÉ HACER MANTENIMIENTO EN UNA EMPRESA?
Porque el mantenimiento representa una inversión que a mediano y largo plazo acarreará ganancias no sólo para el empresario quien a quien esta inversión se le revertirá en mejoras en su producción, sino también el ahorro que representa tener un trabajadores sanos e índices de accidentalidad bajos
El mantenimiento representa un arma importante en seguridad laboral, ya que un gran porcentaje de accidentes son causados por desperfectos en los equipos que pueden ser prevenidos.
II.VII FINALIDAD DEL MANTENIMIENTO.
La finalidad del mantenimiento es mantener operable el equipo e instalación y restablecer el equipo a las condiciones de funcionamiento predeterminado; con eficiencia y eficacia para obtener la máxima productividad.
27
“El mantenimiento incide por lo tanto, en la calidad y cantidad de la producción.”
En consecuencia la finalidad del mantenimiento es brindar la máxima capacidad de producción a la planta, aplicando técnicas que brindan un control eficiente del equipo e instalaciones.
II.VIII OBJETIVOS DEL MANTENIMIENTO.
1. Garantizar la disponibilidad y la confiabilidad de los equipos e instalaciones.2. Satisfacer los requisitos del sistema de calidad de la empresa.3. Cumplir todas las normas de seguridad y medio ambiente.4. Maximizar la productividad y eficiencia.Son los objetivos probables dentro de una industria, estos estarían garantizando la disponibilidad de equipo y las instalaciones con una alta confiabilidad de la misma y con el menor costo posible.
II.IX CANTIDAD DE MANTENIMIENTO
En este espacio analizamos la cantidad de mantenimiento que se debe realizar en una industria.
a. La cantidad esta en función del nivel mínimo permitido de las propiedades del equipo definidas por el fabricante.
b. El tiempo de uso o de funcionamiento durante el cual equipo esta en marcha y se determina que sus propiedades de funcionamiento bajan.
c. Forma en que los equipos están sometidos a tensiones, cargas, desgaste, corrosión, etc. Que causan perdida de las propiedades de los mismos.
28

El mantenimiento no debe verse como un costo si no como una inversión ya que esta ligado directamente a la producción, disponibilidad, calidad y eficiencia; El equipo de mantenimiento debe estar perfectamente entrenado y motivado para llevar a cabo la tarea de mantenimiento.
Se debe tener presente la construcción, diseño y modificaciones de la planta industrial como también debe tener a mano la información del equipo, herramienta insumos necesarios para el mantenimiento.
El mantenimiento requiere planeación, calidad, productividad, trabajo en equipo, para reducir costos y pérdidas; este lo descubriremos a medida que desarrollemos la asignatura.
29

II.X TIPOS DE MANTENIMIENTOS
CorrectivoComprende el mantenimiento que se lleva con el fin de corregir los defectos que se han presentado en el equipo. Se clasifica en:
No planificado. Es el mantenimiento de emergencia. Debe efectuarse con urgencia ya sea por una avería imprevista a reparar lo más pronto posible o por una condición imperativa que hay que satisfacer (problemas de seguridad, de contaminación, de aplicación de normas legales, etc.).
Planificado. Se sabe con antelación qué es lo que debe hacerse, de modo que cuando se pare el equipo para efectuar la reparación, se disponga del personal, repuesto y documentos técnicos necesarios para realizarla correctamente
PredictivoEste mantenimiento esta basado en la inspección para determinar el estado y operatividad de los equipos, mediante el conocimiento de valores de variables que ayudan a descubrir el estado de operatividad; esto se realiza en intervalos regulares para prevenir las fallas o evitar las consecuencias de las mismas.
Para este mantenimiento es necesario identificar las variables físicas (temperatura, presión, vibración, etc.) cuyas variaciones están apareciendo y pueden causar daño al equipo. Es el mantenimiento más técnico y avanzado que requiere de conocimientos analíticos y técnicos y necesita de equipos sofisticados.
PreventivoEs el mantenimiento que se realiza con el fin de prevenir la ocurrencia de fallas, y mantener en un nivel determinado a los equipos, se conoce como mantenimiento preventivo directo o periódico, por cuanto sus actividades están controladas por el tiempo; se basa en la confiabilidad de los equipos.
Los tipos de mantenimiento analizados son los principales; en la aplicación de estos mantenimientos a los equipos apreciamos que se requiere de una mezcla de ellos, es por esto que hablaremos en los párrafos siguientes de los modelos de mantenimiento que son aplicables a cada uno de los equipos.
30
Se dividen en cuatro modelos posibles de mantenimiento:
Pueden identificarse claramente 4 de estas mezclas, completadas con otros dos tipos de tareas adicionales.
Cada uno de los modelos que se exponen a continuación incluye varios de los tipos anteriores de mantenimiento, en la proporción que se indica.
Además, todos ellos incluyen dos actividades: inspecciones visuales y lubricación.
Modelo correctivoEs un modelo en donde se realiza la reparación de averías y además se incluye una inspección visual y lubricación.
Modelo condicionalModelo de mantenimiento en donde además de las actividades anteriores incluye una serie de pruebas y ensayos que condicionan la actuación a futuro del equipo.
Es aplicado a equipos cuya probabilidad de falla es baja.
Modelo sistemáticoEn este modelo se realizan una serie de tareas sin importar las condiciones del equipo, realizamos una serie de pruebas y ensayos para planificar tareas de mayor importancia, se aplica este modelo a equipos que deben tener tareas constantes de mantenimiento que pueden ser planificadas en el tiempo; sin importar el tiempo que lleve funcionando el equipo.
Modelo de alta disponibilidad.Este modelo de mantenimiento incluye el modelo condicional y sistemático, e incluye paradas en periodos largos de tiempo, puede ser anual y en esta parada realizar todas las correcciones, modificaciones, reparaciones que pudieron presentarse a lo largo del periodo operativo.
En general todo modelo debe poseer las características: Metas claras y precisas
31
Incluir a todo la organización con su respectivo personal como gestores del proceso de mantenimiento.
Enfoque a los ejes funcionales de la empresa Considerar al proceso de mantenimiento dentro de todas las fases de la empresa
y no solo al de operación. Orientado a evolución y a la mejora continua Incluir aplicaciones sistemáticas y de prioridad para optimizar planes de
mantenimiento y asegurar confiabilidad.
II.XI PLANEACIÓN DEL MANTENIMIENTO
La planeación del mantenimiento nos permite programar los proyectos a mediano y largo plazo de las acciones de mantenimiento que dan la dirección a la industria.Muchos son los beneficios alcanzados al llevar un programa establecido de modelos de mantenimiento, programación y control del área de mantenimiento, cito algunos:
Menor consumo de horas hombre Disminución de inventarios Menor tiempo de parada de equipos Mejora el clima laboral en el personal de mantenimiento Mejora la productividad (Eficiencia x Eficacia) Ahorro en costos
La confiabilidad de la industria dependerá de la planeación que se realice con un enfoque de eficiente.
II.XII PRINCIPIOS
Para dar cumplimiento a los objetivos planteados como secuencia lógica de planificación, se deberá contar con una guía de procedimientos, que se aplique tanto para intervenciones de equipos no planificadas (emergencias) y las planificadas.
En la planificación preventiva se generará el plan de revisiones periódicas de los equipos y de algunas de sus piezas o componentes críticos, por cada una de ellas será necesario, la solicitud de trabajo y luego su correspondiente orden.
32
En estas órdenes de trabajo se debe incluir las posibles herramientas de uso, normas para realizar el trabajo, autorización para ejecutar el trabajo y su tiempo de ejecución probable.
También se debe considerar la información existente de cada equipo e instalaciones, considerando como relevante:
• Características contractivas de los mismos, • Problemas surgidos durante su operación. • Repuestos, • Programación de mantenimiento preventivo, • Mantenimiento de emergencia.
Luego considerar los datos relacionados con las averías:
• Clasificación y consecuencias.• Causas (seguras o probables).• Efecto sobre los programas de mantenimiento.• Efecto en el tiempo.
Y por ultimo los datos relacionados a las intervenciones de mantenimiento:
• Procedimientos de solicitud y de autorización de trabajos.• Resultados técnicos y económicos de los anteriores.
• Rendimiento.
II.XIII ¿QUÉ ES PLANEAR?
Es trazar un proyecto que contengan los puntos siguientes:
El Que: Alcance del trabajo o proyecto. En este punto se plantea una lista de ordenes de trabajo a efectuarse, incluyendo solo las necesarias
El Como: Procedimientos, normas, procesos. Forma a efectuar el trabajo, incluye documentación técnica, procedimientos y maniobras.
Los Recursos: Humanos horas hombre necesarias según especialidades, equipos, herramientas, materiales etc…
La Duración: Tiempo del proyecto o trabajo.
En el mantenimiento básicamente plantaremos estos puntos que estarán en concordancia con los objetivos generales de la empresa.
33
II.XIV PLAN DE MANTENIMIENTO PREVENTIVOEste plan esta compuesto por un calendario de cambio de elementos de las máquinas y equipos, dentro de estos elementos podemos nombrar correas, rodamientos, aceite, filtros y elementos que son de gran importancia para el proceso, etc. Además incluirá un registro de control por equipo que poseerá elementos a controlar, secuencia de control y quien será el encargado de efectuarlo.
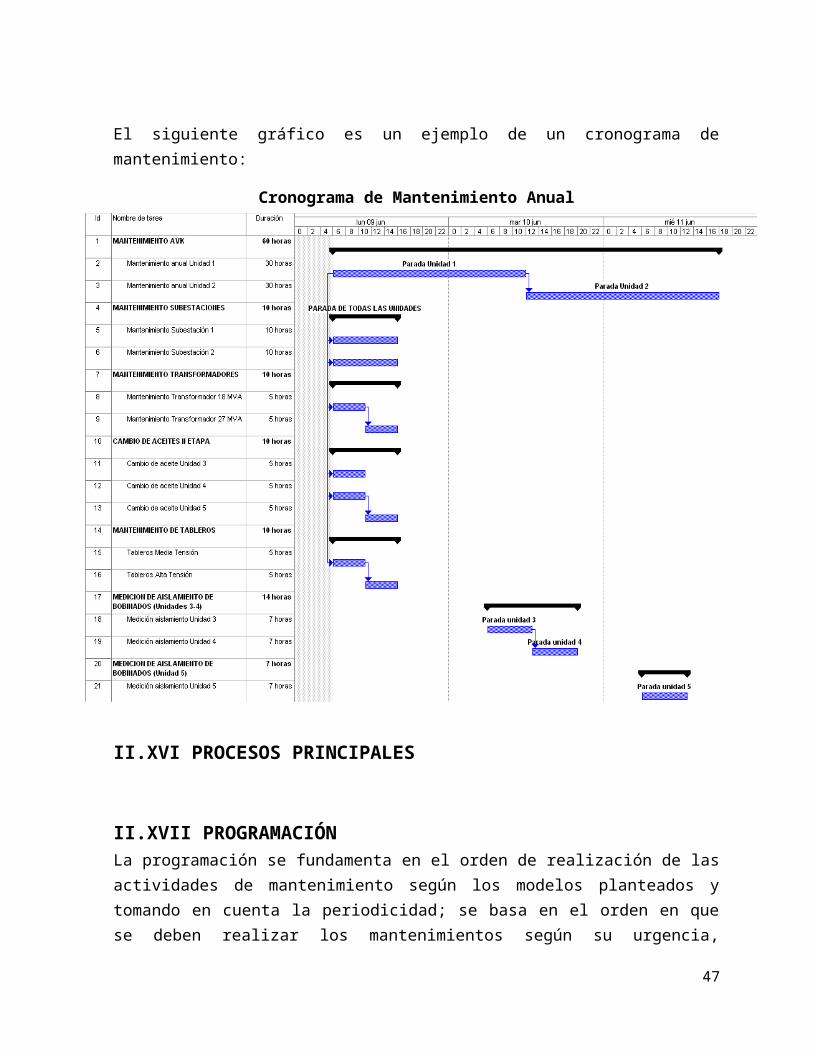
II.XV CRONOGRAMA.Es una programación específica de las actividades de mantenimiento en el tiempo. Se puede trazar cronogramas a mediano y largo plazo, proyectando una visión para el desarrollo de la industria en forma efectiva.
El siguiente gráfico es un ejemplo de un cronograma de mantenimiento:
Cronograma de Mantenimiento Anual
34
II.XVI PROCESOS PRINCIPALES
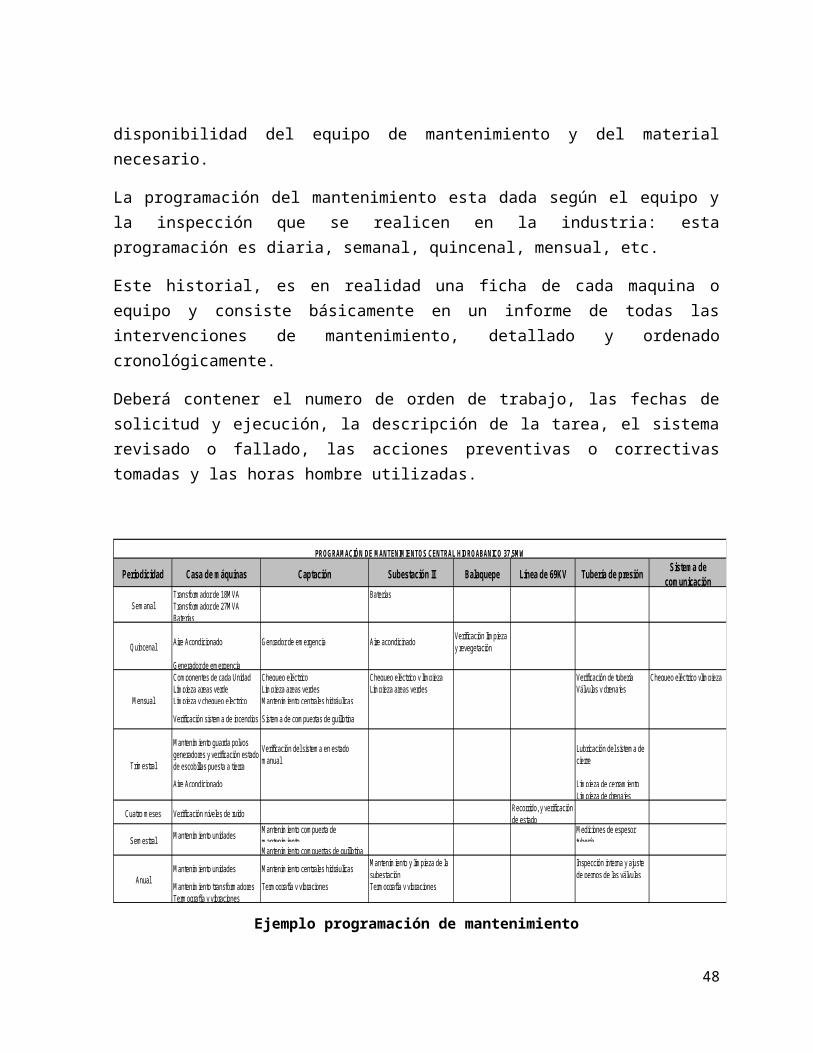
II.XVII PROGRAMACIÓNLa programación se fundamenta en el orden de realización de las actividades de mantenimiento según los modelos planteados y tomando en cuenta la periodicidad; se basa en el orden en que se deben realizar los mantenimientos según su urgencia, disponibilidad del equipo de mantenimiento y del material necesario.
La programación del mantenimiento esta dada según el equipo y la inspección que se realicen en la industria: esta programación es diaria, semanal, quincenal, mensual, etc.
Este historial, es en realidad una ficha de cada maquina o equipo y consiste básicamente en un informe de todas las intervenciones de mantenimiento, detallado y ordenado cronológicamente.
Deberá contener el numero de orden de trabajo, las fechas de solicitud y ejecución, la descripción de la tarea, el sistema revisado o fallado, las acciones preventivas o correctivas tomadas y las horas hombre utilizadas.
35
Periodicidad Casa de máquinas Captación Subestación II Balaquepe Línea de 69KV Tubería de presiónSistema de
comunicaciónTransformador de 18MVA BateríasTransformador de 27MVABaterias
Aire Acondicionado Genrador de emergencia Aire acondicinadoVerificación limpieza y revegetación
Generador de emergenciaComponentes de cada Unidad Chequeo eléctrico Chequeo eléctrico y limpieza Verificación de tubería Chequeo eléctrico ylimpiezaLimpieza areas verde Limpieza areas verdes Limpieza areas verdes Válvulas y drenajesLimpieza y chequeo electrico Mantenimiento centrales hidráulicas
Verificación sistema de incendios Sistema de compuertas de guillotina
Mantenimiento guarda polvos generadores y verificación estado de escobillas puesta a tierra
Verificación del sistema en estado manual
Lubricación del sistema de cierre
Aire Acondicionado Limpieza de cerramientoLimpieza de drenajes
Cuatro meses Verificación niveles de ruidoRecorrido, y verificación de estado
Mantenimiento unidadesMantenimiento compuerta de mantenimiento
Mediciones de espesor tubería
Mantenimiento compuertas de guillotina
Mantenimiento unidades Mantenimiento centrales hidráulicasMantenimiento y limpieza de la subestación
Inspección interna y ajuste de pernos de las välvulas
Mantenimiento transformadores Termografía y vibraciones Termografía y vibracionesTermografía y vibraciones
PROGRAMACIÓN DE MANTENIMIENTOS CENTRAL HIDROABANICO 37,5MW
Semestral
Anual
Semanal
Quincenal
Mensual
Trimestral
Ejemplo programación de mantenimiento
II.XVIII TAREAS DE MANTENIMIENTO PREVENTIVO
Estas tareas son el sustento del calendario de mantenimiento preventivo, las mismas
estarán vinculadas en forma de documento al calendario de mantenimiento, llevado
por el departamento de planificación.
Este documento contienen los siguientes temas:
• Tarea: Este ítem indica la tarea a realizar. Dentro del mismo y a modo de ejemplo se puede colocar, el control de los niveles de aceite, la revisión de los tableros eléctricos, la lubricación de mecanismos, etc.
Frecuencia: Aquí se indica cada cuanto tiempo se debe efectuar la tarea.
•Responsable: En este ítem se coloca quien es responsable de llevar a cabo la tarea.
36
• Repuesto o insumo a Cambiar: En este documento existe una columna que indica el elemento a cambiar y la cantidad, por ejemplo si fuera un rodamiento se indica su numeración, para el caso de aceite su tipo.
• Cantidad: Aquí se deberá colocar la cantidad, para el caso de componentes, es por unidad y para el caso de aceite por ejemplo cantidad de litros.
II.IXX ACTIVIDADES NO PLANIFICADAS
Las actividades no planificadas serán atendidas dependiendo de su grado de importancia y viendo la disponibilidad que se tiene de repuestos y personal.
En la actualidad es utilizada la metodología de acción directa sobre el trabajo, ante la aparición de una avería o desperfecto, con el fin de optimizar la función de mantenimiento se propondrá un procedimiento de actuación frente actividades no planificadas.
II.XX ADMINISTRACIÓN DE REPUESTOS Y MATERIALES.
Se debe tomar en cuenta varios aspectos para una administración efectiva de repuestos y materiales:
Repuestos. En los repuestos a ser almacenados hay que considerar la vida útil del repuesto y el alto costo.
Materiales. Se considera consumibles y partes de uso general.
Para una gestión efectiva se considera un buen control de inventarios y una actualización continua. Además del almacenamiento de los mismos que debe ser en un lugar de fácil acceso, con una buena distribución y centralizado con el fin de movilizar en el menor tiempo posible en caso de mantenimientos emergentes; conviene tener en cuenta el beneficio y el valor potencial del repuesto para no asumir riesgos ni un inútil almacenamiento.
37
También se debe tomar en cuenta los presupuestos y las asignaciones requeridas para la obtención y almacenamiento de estos recursos para que el mantenimiento sea efectivo. En este punto se deben calcular, elaborar y controlar los presupuestos.
Información
a. Información de Maquinas
b. Toda la información básica de los equipos estará almacenada en el software y contará con información actual o la que pueda ser incorporada con posterioridad, esta información es sacada de los catálogos existentes de los equipos.
c. La información que sea registrada deberá contener datos como por ejemplo nombre del equipo, número interno, modelo, origen, información del fabricante y ubicación física, etc. Ficha historial de cada máquina o equipo, que contenga la información de la intervención de mantenimiento de la maquina y sus elementos ordenados cronológicamente.
d. Orden de trabajo que contenga la descripción del trabajo a realizar, recursos, aprobaciones y tiempo programado para la ejecución como mínimo.
II.XXI HISTORIAL DE MANTENIMIENTO
Al igual que el tema anterior este deberá ser almacenado en el programa y contendrá el número de orden, las fechas de solicitud y ejecución de los trabajos, la descripción de la tarea, el sistema revisado, las acciones preventivas o correctivas tomadas y las horas hombre utilizado.
II.XXII PEDIDO O SOLICITUD DE TRABAJO
Deberá contener datos como la maquina o equipo a tratar con su respectivo código, la fecha en que se solicita, el grado de prioridad de la ejecución de la tarea, la descripción de la falla y el personal que lo solicita.
Éste último, en conjunto con el jefe de producción podrá poner sugerencias para llevar adelante la reparación colaborando en la efectividad y la eficiencia de la intervención.
38
II.XXIII ÓRDENES DE TRABAJO
Una vez recibido y gestionado la solicitud de trabajo el departamento de planificación deberá dar curso a la orden de trabajo para realizar las intervenciones cuando lo considere oportuno.
Estas ordenes contendrán el numero, fecha de egreso e ingreso, la máquina, equipo o instalación a reparar, el tipo de mantenimiento, la descripción de la tarea a realizar y el elemento a reparar o cambiar, por otro lado, el operario designado para la reparación deberá anexar datos como el tiempo empleado, las posibles reparaciones o intervenciones adicionales que pudieran surgir y el posible origen de la falla si éste se desconoce.
Una vez ejecutada la orden de trabajo en su totalidad y llenada la hoja de la correspondiente orden debe ser devuelta para actualizar la información de maquina o equipo intervenido.
II.XXIV REPORTES.
Son documentos que informan el desempeño de los equipos o máquinas dentro de la industria y el modelo de mantenimiento que se le aplica, es decir un informe que se presenta periódicamente y según la cronología en que se aplique el mantenimiento a dicho elemento; permite evaluar y analizar las posibles averías, predecir y controlar periódicamente el comportamiento de equipo y maquinaria.
39
CLIENTE:
PROYECTO:
UBICACIÓN : No. REPORTE:
TIPO DE MANTENIMIENTO: Predictivo Preventivo Correctivo
EQUIPO/ MÁQUINA :
REQUIERE PARAR GENERACIÓN:
REQUIERE CONSIGNACIÓN:
AREA A INTERVENIR:
REGISTRO FOTOGRAFICO:FECHA INICIO HORA INICIO FECHA FINAL HORA FINAL
MANIOBRAS REALIZADAS:
DESCRIPCION DE LA ACTIVIDAD:
PROCEDIMIENTO A SEGUIR:
NOMBRE NOMBRE
HERRAMIENTAS REPUESTOS STOCK REPUESTOS COMPRA
OBSERVACIONES GENERALES
FIRMA PERSONA A CARGO FIRMA JEFE DE PLANTA FECHA PROXIMO MANTENIMIENTO
NOMBRE: NOMBRE:
…………………………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………………………
NOMBRE PAGINA WEB O MAILTELEFONOEMPRESA
…………………………………………………………………………………………………………………………………………………
EQUIPO
CONTACTOS DE APOYO:
FUNCIÓN FUNCIÓN
CENTRAL ELÉCTRICA HIDROABANICO
REPORTE DE MANTENIMIENTO
FECHA:HIDROABANICO
O&M CENTRAL ELÉCTRICA HIDROABANICO
PERSONAL A CARGO PERSONAL QUE PARTICIPA
MATERIALES
II.XXV PREPARACIÓN
Preparar en mantenimiento es asegurar la calidad de trabajo en el área que se aplica el mantenimiento y por ende incide en la confiabilidad de la industria.
40
La preparación del mantenimiento es un plan en donde se detalla el trabajo a realizar, se verifica órdenes de trabajo, herramientas, búsqueda de información y preparación del recurso humano que intervendrá en el mantenimiento.
El supervisor de mantenimiento juega un papel importante ya que el verificara con anticipación todos los recursos para el desempeño efectivo de la aplicación del mantenimiento; el mismo buscará al personal idóneo y calificado para el mantenimiento e incluirá en la preparación.
La preparación que se realiza será satisfactoria en la ejecución del mantenimiento; el trabajo en equipo organizado que se llevará acabo son factores motivantes que inciden en la producción.
II.XXVI ANÁLISIS DE FALLAS
Causas.
Son diferentes las causas dentro de una industria para que se produzca una falla en los equipos, estas están vinculadas con el desempeño del equipo.
Tenemos fallas físicas y fallas funcionales:
Fallas físicas. Están relacionadas con las magnitudes físicas como temperatura, presión, etc.
Falla funcional. Están relacionadas con la función que desempeñan dentro de la industria.
Las fallas se pueden corregir pero no todas, dependerán del uso y de las inspecciones básicas que se les realice, el operador debe estar atento al desempeño del equipo.
En el análisis de fallas esta ligado íntimamente con la criticidad en donde se debe codificar el equipo para priorizar las actividades de mantenimiento preventivo.
II.XXVII EFICIENCIA GLOBAL DEL EQUIPO (EGE)
41
II.XXVIII CÁLCULO DEL EGE
Tiempo Disponible: El turno, menos las interrupciones planeadas
Tiempo Muerto: Cambio de modelo, Tiempo de paro de Máquina
TCM: Tiempo Ciclo de Máquina (Tiempo / parte)
Tiempo de Operación: Tiempo Disponible – Tiempo Muerto
Ejemplo:
Disponibilidad = (450 Min. – 50 Min. ) / 450 = 0.890Desempeño = (1 Min. / parte X 350 partes) / 400 = 0.875Calidad = (350 partes – 35 partes) / 350 = 0.900
EGE = 0.890 X 0.875 X 0.900 X 100 = 70%
II.XXIX CRITICIDAD.
42
Es la herramienta de orientación efectiva para la toma de decisiones a que equipo o parte de la industria priorizo actividad de mantenimiento.
La criticidad consiste en determinar o clasificar los equipos existentes según la importancia que tienen para cumplir los objetivos de la industria.
Los equipos críticos, son aquellos que al fallar pueden afectar la seguridad del personal, el entorno ambiental, provocar un paro de la producción o incrementar el costo de mantenimiento.
El objetivo es priorizar el esfuerzo de mantenimiento, enfocado a la satisfacción del cliente, favoreciendo y promoviendo el aprovechamiento de los recursos del área en las actividades de mayor valor.
Para determinar la criticidad dentro de la planta es necesario asignar valores a la máquina o equipo de cero a diez a cada ítem en consideración.
Los criterios para analizar la criticidad pueden ser los siguientes:
Seguridad. Medio ambiente. Producción Costos. Tiempo medio para reparar. Frecuencia de falla. Calidad.
II.XXX TOMA DE DECISIONES.
Al llegar a este punto estamos ya en la capacidad de tomar decisiones para un buen desempeño de la industria teniendo en cuenta la información de cada uno de los equipos, su historial, su criticidad, etc.
Son parámetros que hay que tener en cuenta para la planificación del mantenimiento y gestión de recursos, materiales, repuestos, etc.
El jefe de mantenimiento es el encargado de gestionar todos los procesos para que los recursos materiales y humanos estén calificados.
Buscando continuamente proveer al cliente máxima productividad y eficiencia sin afectar al medioambiente y dando seguridad a los gestores que intervienen en este proceso.
43
Todo el proceso de mantenimiento debe ser evaluado constantemente para buscar prevenir, corregir, mejorar el sistema de calidad y fiabilidad de la industria.
II.XXXI IMPORTANCIA DEL MANTENIMIENTO
Justificación
El mantenimiento dentro de la industria es el motor de la producción, sin mantenimiento no hay producción.
Todo equipo esta sujeto a normas constantes de mantenimiento, dando así alta confiabilidad a la industria; durante el transcurso del curso descubrimos que el mantenimiento es un proceso en el que interactúan maquina y hombre para generar ganancias, las inspecciones periódicas ayudad a tomar decisiones basadas en parámetros técnicos.
El desempeño de la empresa estará en la calidad de mantenimiento que se provea a cada uno de los elementos, es de suma importancia tener una visión a futuro, planificar y programar el mantenimiento para cubrir toda el área en el tiempo, sea a mediano o largo plazo y además reducir costos de repuestos y materiales, para un mejor desempeño;
El mantenimiento esta enfocado en la mejora continua y prevención de fallas, mediante una organización que esta documenta la misma que ayuda al trabajo en equipo, y preparación constante para actuar sin dejar caer la producción.
En la industria el jefe de mantenimiento debe ser un especialista en organización gerencial, para asegurar que todas las tareas de mantenimiento se hagan correcta y eficientemente.
Ventajas y desventajas
Muchas son las ventajas al aplicar el mantenimiento eficiente y correctamente, en forma general es garantizar la producción, y mantener los equipos operables aumentando la vida útil.
Tememos modelos de mantenimiento que ayudan a una inspección constante para tomar decisiones basadas en criterios de ingeniería y desempeño de los elementos que conforman la producción.
44
La planificación ayuda a documentar los mantenimientos que se aplica a cada uno de los equipos, llevar un histórico de desempeño y prevenir fallas.El análisis del mantenimiento brinda instrumentos que ayudan a llevar una codificación según criticidad de los elementos.
Como desventaja mencionaría que en el caso de que falle el equipo un interventor del equipo pone en riesgo todo el sistema de mantenimiento.
En la actualidad el mantenimiento es una de las preocupaciones más grandes de la industria, se ha confiado a personal calificado que se dedique a esta tarea.
En el presente se habla de modelos de mantenimiento que se aplican a los diferentes equipos; estos modelos proponen metas claras y precisas, enfocados a los ejes funcionales de la empresa.
La planeación y programación del mantenimiento tiene la finalidad de trazar un proyecto que contenga las acciones a realizarse para el desempeño de la industria; es fundamental saber hacia donde se va como empresa, es por esto que se programa incluyendo las tareas según el desempeño de cada elemento y se documenta con el propósito de analizar cuanto mantenimiento se realiza.
El análisis de fallas y su criticidad dan luz al planeador para tomar decisiones que contribuyan al buen funcionamiento, rendimiento y más que todo que minimice el costo al aplicar el mantenimiento a tal o cual elemento.
En general el profesional eléctrico esta dentro del área de mantenimiento, por lo que el conocimiento de esta asignatura le proporciona una herramienta de fácil aplicación para mantener los equipos y maquinaria eléctrica que se encuentran a su cargo.
II.XXXIII MANTENIMIENTO AUTÓNOMO
El mantenimiento autónomo es una de las etapas de la preparación de las condiciones de implantación del TPM por parte del comité de implantación. Posteriormente en la etapa de implantación, en la formación del personal en la metodología del TPM es una actividad importante. Esto nos indica que se fija en el principio y se corrige más tarde.
Estas actividades comprenden: Metodología de las Cinco S, y el Mantenimiento Autónomo, Promoción y soporte total de los siete pasos del mantenimiento autónomo
45
y Establecimiento de diagnóstico de habilidades (Capacitación y adiestramiento en Multi-habilidades) y Procedimientos de trabajo.
La etapa de preparación incluye la educación a todos los medios administrativos y el sindicato.
La etapa de formación del personal en la metodología incluye el personal de mando intermedio y personal base.
El mantenimiento autónomo por los operadores es una característica única del TPM; y es vital para su compañía.
Ésta acción es la más difícil y la que se lleva más tiempo en realizar, por que a los operadores y operarios de mantenimiento se les dificulta dejar su forma habitual de trabajo. Los operadores trabajan a tiempo completo en la producción y el personal de mantenimiento asume por completo las responsabilidades de las reparaciones. Además de las canonjías y ventajas que para ellos representa su forma actual de trabajo.
Se dice entonces quien esta convencido no se anima a participar y quien no lo esta es tu enemigo.
Cambiar tales actitudes son las razones por las que se requiere de mucho tiempo para progresar eficientemente en la implementación completa del TPM. Cambiar el ambiente en una compañía lleva mucho tiempo.
Al fomentar el TPM en su compañía, usted debe creer en la factibilidad de que, cada uno de sus colaboradores pueden adoptar la autonomía en su trabajo.
En adición cada elemento tiene que ser entrenado en la destreza de hacer el mantenimiento autónomo, actividades básicas como inspección, limpieza y lubricación de su propio equipo. (Mantenimiento Autónomo básico, el TPM es mucho más).
La falta de las tareas de inspección del equipo productivo, reaprietes, limpieza, remoción de rebaba, polvo, contaminantes y lubricación promueven las de causas de corrosión, tiempos perdidos y defectos de calidad.Sin embargo, la capacitación y el adiestramiento no terminan con el mantenimiento básico del equipo por él operador.
46
Nakajima indica, incrementar las habilidades de los operadores de producción y operarios de mantenimiento, capacitándolos y dándoles adiestramiento en turcas y tornillos. ¿A que se refiere?La capacitación debe enfocarse a cursos como. Análisis de causa raíz, lógica secuencial, Cursos básicos de electricidad, mecánica, neumática, hidráulica, líneas de fuerza, ergonomía, ecología, etc., todos ellos dependiendo de las necesidades de cada planta. Pero nunca esperar a que los operadores sean técnicos especializados, en cada una de estás técnicas, pero si especialistas de su propia máquina o equipo.
Por ejemplo, la Lógica secuencial trata del binomio, hombre-máquina donde se obtiene la comprensión del lenguaje máquina-hombre, hombre-máquina.
Tornilledura, se refiere a la mecánica básica, uso de herramientas, lubricación, transmisiones y rodamientos, que todo operador debe conocer para dar el mantenimiento correctivo y preventivo a maquinaria, equipo, herramental, y elementos periféricos.
Una vez cumplida la capacitación que le permita al operador incrementar sus habilidades, propone entonces las cinco medidas para cero paros. Es entonces que surge la necesidad de una oficina técnica, (Ingeniería de la planta o ingeniería de métodos), con una estructura tal, que soporte el total de las necesidades del nuevo mantenimiento.Es por eso que el TPM lleve mucho tiempo en implementarse y de que exija de asesoría en su implementación.EL TPM entre otras cosas es también, Cinco S, SDM, RCM, a continuación se presenta lo referente al mantenimiento autónomo en los siete pasos propuestos por el Dr. Nakajima.
II.XXXIV MANTENIMIENTO AUTÓNOMO EN SIETE PASOS
1. Limpieza inicial
Desarrollo del interés de los operadores y operarios por mantener limpias sus máquinas.
La limpieza es un proceso educativo que provoca resistencia al cambio, esto es debido a que no estamos acostumbrados a trabajar de manera ordenada y limpia, y creemos que el trabajo de limpieza no nos corresponde, más aun si existen personas
47
que realicen este trabajo, este hecho nos hace preguntar: ¿Por qué limpiar si la basura se acumula rápidamente? Una manera de comprender esta necesidad es la respuesta. (No existe vibración cuando este perno esta apropiadamente asegurado).
2.- Proponga medidas y señale las causas y efectos de la basura y el polvo.
Lo más difícil para el individuo es hacer la limpieza inicial. La firmeza debe ser individual para desear mantener el equipo limpio, y así reducir el tiempo de limpieza.
El operador de la maquinaria, cuando ha aceptado hacer la limpieza, debe de proponer medidas para combatir las causas de la generación de desorden, suciedad, desajustes, etc. Este paso se cumplirá como brotes de un plantío de rosas, es decir, una flor por aquí y otra por allá.
3. Estándares de limpieza y lubricación.En los pasos 1 y 2, los operarios y operadores identifican las condiciones básicas que tienen sus equipos. Cuándo esto ha sido terminado, los grupos de trabajo del TPM pueden poner los estándares para un rápido y eficaz trabajo de mantenimiento básico, para prevenir el deterioro. Limpieza, lubricación y reapriete para cada pieza del equipo.
Más adelante en el paso 5 se revalúan los estándares de mantenimiento autónomo, se inician los mantenimientos preventivos básicos, verificándolos con los procedimientos de inspección autónoma.
El método de trabajo de las Cinco S´sSe refiere al mejoramiento continuo del ambiente de trabajo y su principal enfoque se basa en el orden y la limpieza de las cosas y en el respeto a las políticas y disciplinas de cada organización. Y es necesario implementarlas antes de iniciar los tres primeros pasos del Mantenimiento Autónomo.
Es la herramienta que se utiliza para romper la resistencia que generalmente surge de los mandos medios, método de trabajo que no lesiona ni castiga a nadie, sin embargo involucra a toda la planta en la mejora continua y prepara las condiciones propicias para él cambio.
Pero es necesario hacer una excelente implementación de las Cinco S, no solo una campaña ni un método simple de limpieza.
48
Él Dr. Nakajima afirma que “... no es conveniente implementar el Mantenimiento Autónomo, sin haber obtenido los logros tempranos que proporcionan las Cinco S. De aquí que ambas metodologías están íntimamente relacionadas”.
Los tres primeros pasos del mantenimiento autónomo se enfocan a la reunión de requisitos, por lo tanto, los esfuerzos en esta etapa temprana no siempre presentará resultados impactantes. Menos aún si previamente no se implementaron las Cinco S.
4. Inspección general.
Los pasos 1, 2 y 3 son las acciones de mantenimiento autónomo para la prevención, detección y control de las condiciones fundamentales de los equipos, manteniendo limpiezas, lubricación y reaprietes.
En este cuarto paso se ensaya la detección de los modos de falla con una inspección general del equipo.
Es también vital haber iniciado ya las capacitaciones relacionadas a incrementar las habilidades de todo el personal, para que puedan realizar la inspección general.El entrenamiento general de inspección, debe cumplirse por categoría a la vez, principiando con el desarrollo de destrezas. En este punto se debe intensificar la capacitación técnica para los trabajadores.
Este cuarto paso lleva mucho tiempo complementarlo, porque todos los operarios y operadores tienen que desarrollar su habilidad y destreza para detectar anormalidades.
5. Inspección autónoma.En el paso 5, los estándares de limpieza y lubricación establecidos en las etapas 1,2 y 3 y el estándar de referencia de la inspección de arranque, son comparados y evaluados para eliminar cualquier inconsistencia y asegurar las actividades del mantenimiento autónomo. El tiempo y la buena técnica proporcionaran el arribo a la meta.
En este paso 5 hacer el manual de inspección autónoma. Aquí se complementan las inspecciones de grupos de trabajo de operadores y personal técnico, estas inspecciones se harán con equipo en paro, equipo en marcha y condiciones de operación.
Cuando los operadores de producción y operarios de mantenimiento son completamente entrenados para conducir la inspección general, (paso cuatro) el departamento de mantenimiento podrá hacer los programas de mejoramiento del
49

diseño del equipo, mantenimiento preventivo rutinario por calendario y/o uso y grupos de trabajo, además mantenimiento preventivo, mantenimiento anual y preparar los estándares de mantenimiento. Incluir inspecciones, listas de verificación y ajustes, además de procedimientos que contengan un ciclo completo de inspección, puesto que son varias las instancias que participan. Es muy importante culminar con la elaboración del manual de acción correctiva.
6. Organización y ordenamiento.(Seiri), o la organización, es el medio para identificar los aspectos a ser manejados en el centro de trabajo, haciendo procedimientos y estándares. Esto es un trabajo para el nivel de dirección y mandos intermedios (No despreciar y simplificar los objetivos a condiciones manejables)
Recuerde que el método de las 5 S´s, cuando se implementa en el área de trabajo (Seiri) cambia por Clasificación y/o Selección.
(Seiton), u ordenamiento, es el medio para adherirse a los Estándares establecidos y es principalmente responsabilidad de los operadores y operarios.
Parte de las actividades de los grupos de trabajo, son sobre la base del orden y limpieza, que tienen que ser siempre enfocados al mejoramiento continuo que hace más fácil seguir los estándares.
(Seiri y seiton). Organización y ordenamiento, son así las actividades de mejoramiento para fomentar, simplificar y organizar el mantenimiento autónomo, y la adhesión a los estándares y procedimientos. Siendo los caminos del aseguramiento de la estandarización. Usar controles visuales en todo el centro de trabajo.
Los pasos 1 al 5 acentúan las actividades de inspección y mantenimiento de las condiciones básicas de los equipos. (Limpieza, lubricación, y reapriete). El papel del operario y operador es mucho más amplio sin embargo, tome en cuenta que solo es el principio.En el paso 6, lideres, Mandos medios, y directores toman el papel principal en complementar la implantación del mantenimiento autónomo por evaluación del papel de los operarios y clarificar sus responsabilidades.
Es recomendable este paso dividirlo en sub-pasos, que describan más a detalle las acciones a tomar. Recuerde que la implantación del TPM toma de tres a cinco años.
50
Los operadores deben llegar en este término a; soportar el mantenimiento correctivo básico, el preventivo básico, detectar modos de fallas, producir solo con calidad, etc.
7. Término de la implantación del mantenimiento autónomo.
Habiendo terminado las actividades de los grupos de trabajo, conducidas por los supervisores (terminado el paso 6) los trabajadores serán más profesionales y con una moral alta.
Por último, ellos se hacen independientes, especialistas, y confiados trabajadores, quiénes pueden buscar o generar su propio trabajo y el mejoramiento del equipo, proceso y herramientas con autonomía
Esto representa, que las actividades de los grupos de trabajo tuvieron el enfoque de eliminar las seis grandes pérdidas e implantar en cada centro de trabajo el mejoramiento de habilidades como lo recomiendan las Cinco Medidas Para Cero Paros.
II.XXXIV CINCO MEDIDAS PARA CERO PAROS. (TIEMPOS MUERTOS)
Idealmente, los paros pueden ser eliminados completamente a través del mantenimiento preventivo, o la adopción del diseño del mantenimiento-libre. Sin embargo. La condición de la mayoría de los equipos, esta lejana de este ideal.
El primer paso hacia el mejoramiento, es eliminar las fallas en los equipos por quienes los operan.
Las experiencias que se obtienen en este esfuerzo, son la retroalimentación para mejorar el diseño de los equipos que gradualmente se aproximarán al ideal.
Una falla resulta de la pérdida del funcionamiento normal de cierta componente de un equipo, (Deterioro). Por ejemplo, mal operación de un sistema, ensamble, sub - ensamble e incluso una parte.
Esta pérdida de funcionamiento normal, indica que las fallas de los equipos no están limitadas a un inesperado paro que conduzca a una suspensión total. Aun cuando el equipo siga trabajando, el deterioro puede causar varias pérdidas pequeñas, como; bajo rendimiento, pérdida de velocidad, tiempos ciclos mayores, más largos y difíciles puesta a punto, ajustes, tiempo ocioso y paros bajos.
51
Tales pérdidas tienen que ser tratadas como fallas inesperadas. Los paros inesperados con suspensión completa son llamados fallas de funcionamiento-pérdida, mientras aquellos que implican deterioros paulatinos del equipo y a pesar de ello continua mal operando, son llamados fallas de reducción de funcionamiento.
Entendemos entonces, que aquellos que conciernen a paros y defectos serios, son así de evidentes y son sin duda los casos en que las causas solas provocan un defecto de calidad o un tiempo perdido. Estos paros representan la punta del “iceberg”.
Sin embargo, los pequeños defectos, tales como la basura, el polvo, la fricción, aflojamientos, desgastes y la vibración, [que pueden parecer insignificantes] son el verdadero problema. Estos pequeños problemas suelen repentinamente convertirse en grandes.
A veces estos pequeños desperfectos pueden crear un efecto más fuerte. “Como una pequeña chispa puede causar un fuego”, así de importante es terminar con ellos mientras son pequeños.
Este es el concepto fundamental del mantenimiento preventivo cuando se estructura en un fuerte método de inspección.
Desperfecto que no es visto y no es tratado, se le llama desperfecto oculto y será el disparo de un paro.
Por lo tanto se tendrán que exponer los defectos ocultos y restaurar las condiciones óptimas del equipo antes de su deterioro. Las siguientes cinco medidas ayudan a eliminar los desperfectos.
1. Regularice las condiciones básicas de: Limpieza, lubricación y reapriete.
2. Apegarse a los procedimientos de operación.
3. Elimine el desperfecto.
4. Mejore las debilidades del diseño.
5. Mejore las habilidades y destrezas de los operadores y operarios de mantenimiento.
52
Recuerde que muchas veces los paros ocurren por que las personas fallan en la implementación de medidas sencillas. Así entonces; los paros pueden ser eliminados si se cumplen los procedimientos, los que deben ser sencillos para hacerse de una manera sencilla.
Si estos procedimientos son elaborados por ambos departamentos, producción y mantenimiento, ellos deberán comprender, el uno y el otro, su papel y cooperar entre sí para el cumplimiento de cada punto, observando su conducta y deberes respectivos. Así cada uno de ellos involucrados en la operación del equipo y/o el mantenimiento, trabajarán para eliminar las fallas.
7.2 Auditoria del mantenimiento autónomo.
Auditar las actividades de los grupos de trabajo para evaluación, es parte importante del papel que juega el personal de ingeniería en el desarrollo del sistema de mantenimiento autónomo.
Para conducir eficazmente la auditoria del mantenimiento autónomo, los supervisores y el personal de ingeniería, ellos tienen que entender el ambiente actual, para que puedan proveer a los grupos de trabajo de la técnica, las instrucciones de trabajo y análisis de los sistemas y equipo e incluso la relación con un producto, y proporcionar el sentido de pertenencia al trabajador para que complementen y realicen cada paso.
53
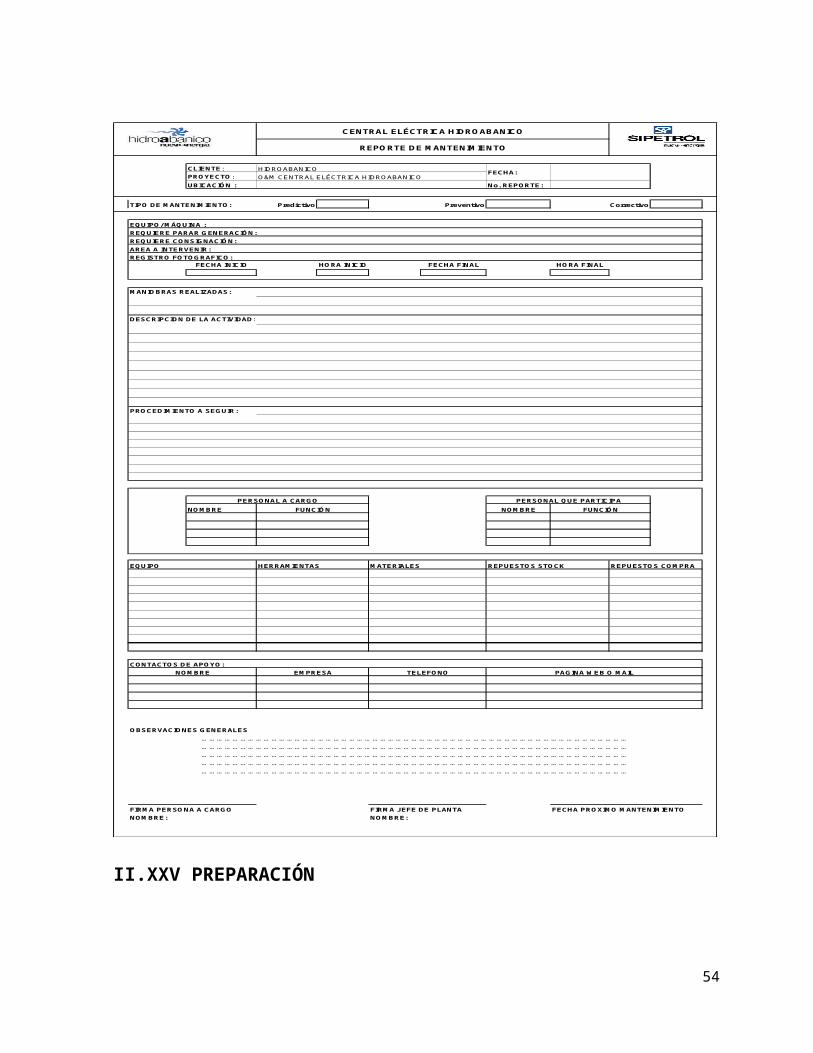
54CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
III. DESARROLLO DEL PROYECTO
III.I BAJA DE EQUIPOS FUERA DE OPERACIÓN EN SISTEMA D7i
A continuación se presentará un ejemplo del listado de los equipos registrados en el sistema, con éste listado se verificaron los equipos que siguen en operación y los que ya no, éste listado fue entregado a los programadores del Sistema de la planta, para que ellos se encargaran de dar de baja los equipos fuera de operación.
EQUIPOS EN OPERACIÓN REGISTRADOS EN EL SISTEMA D7i
Línea CKF
Área EquipoOperando
SI NO
BINS Y PELADORAS BIN 7 X
BIN 8 X
BANDA NEGRA A JIRAFA X
BANDA JIRAFA X
BANDA LARGA A PELADORA X
PELADORA X
BANDA INCLINADA X
BANDA LARGA A FAST BACK X
INSPECCIÓN / REBANADO FAST BACK 1 X
FAST BACK A MESA DE CORTE X
55
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
CAPÍTULO III. DESARROLLO DEL PROYECTO
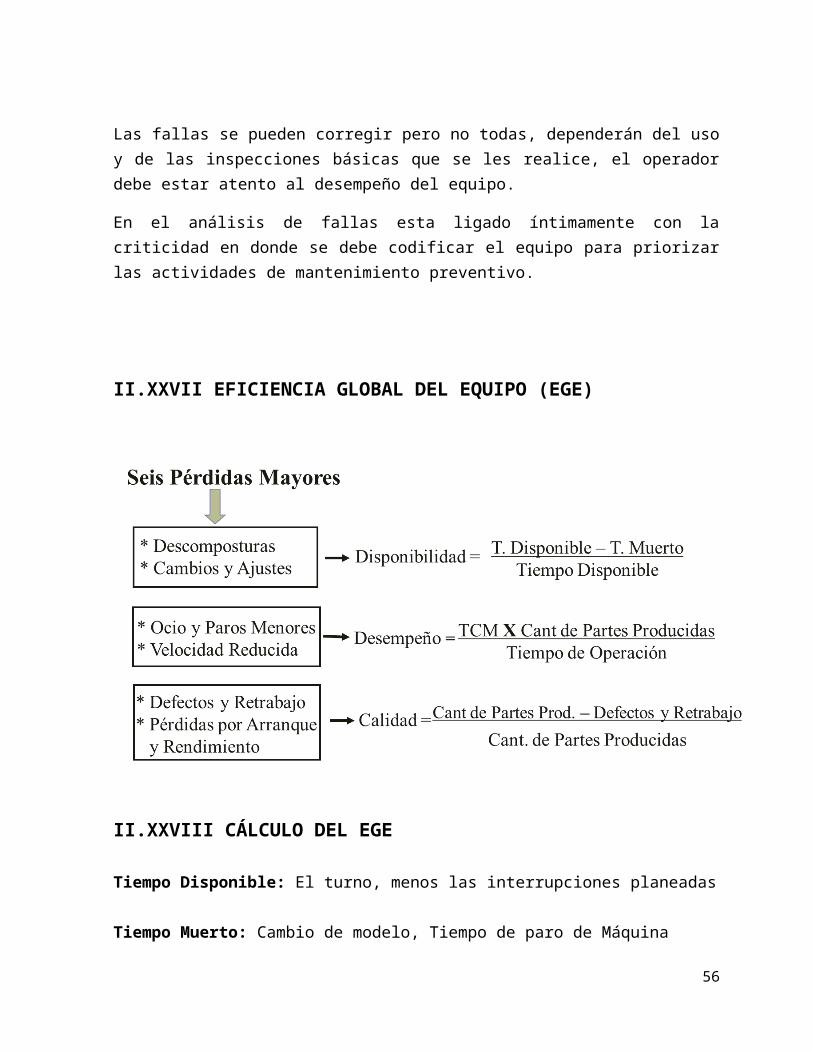
MESA DE CORTE X
BANDA INCLINADA A FAST BACK 2 X
FAST BACK 2 X
FAST BACK 3 X
FAST BACK 4 X
FAST BACK 5 X
FAST BACK 6 X
FAST BACK 7 X
TOLVA X
BANDA JIRAFA A ISOFLOW X
ISOFLOW X
REBANADORA 1 X
REBANADORA 2 X
REBANADORA 3 X
REBANADORA 4 X
LAVADOR / FREIDOR BANDA METALICA X
FLUM DE ACEITE X
FINGERS DEL FLUM X
EXTRACTOR DEL FLUME X
BAFFLE X
IMPULSORES REVERSIBLES X
56
IMPULSORES DE PALETA X
BANDA SUMERGIDORA X
BANDA METALICA DE SALIDA X
BOMBA PPAL. DE ACEITE X
MULTIZONA 1 X
MULTIZONA 2 X
MULTIZONA 3 X
TAPA DEL FREIDOR X
EXTRACTOR DEL FREIDOR X
BANDA DEL ENFRIADOR X
EXTRACTOR DEL ENFRIADOR X
INSPECCIÓN FINAL COMPUERTA DE ABORTO X
GUSANO DE ABORTO X
FAST BACK INSPECCION 1 X
FAST BACK INSPECCION 2 X
VIBRADOR KEY DEL OPTIX X
OPTIX X
SAZONADO VIBRADOR SALIDA DEL OPTIX X
SALADOR X
FAST BACK A VARILIFT X
VARILIFT A EMPAQUE X
57
FAST BACK 1 X
FAST BACK 2 X
FAST BACK 3 X
FAST BACK 4 X
TAMBOR SAZONADOR LOOP 1 X
TANQUE DE ACEITE LOOP 1 X
TOLVA DE CONDIMENTO LOOP 1 X
FAST BACK LOOP 1 X
FAST BACK 5 X
TAMBOR SAZONADOR LOOP 2 X
TANQUE DE ACEITE LOOP 2 X
TOLVA DE CONDIMENTO LOOP 2 X
FAST BACK LOOP 2 X
FAST BACK 6 X
TAMBOR SAZONADOR LOOP 3 X
TANQUE DE ACEITE LOOP 3 X
III.II DETERMINACIÓN DE LA PERIODICIDAD DE LOS MANTENIMIENTOS DE LOS EQUIPOS EN EL ÁREA DE PROCESO
Éste proyecto de basa principalmente para poder programar sólo mantenimientos preventivos mensuales, semestrales y anuales. Este proyecto fue implementado por el gerente de mantenimiento de la planta y él fue quien determinó la periodicidad de los mantenimientos preventivos, él se basó en estudios realizados anteriormente con los cuales pudo determinar 3 periodos de tiempo principales de mantenimiento preventivo.
58
Se entrevistó a los técnicos de mantenimiento de la planta, se basó en su experiencia en los fallos de los equipos a su cargo, para determinar cada que tiempo recomienda que se les haga mantenimiento a los equipos.A continuación se presentan el formato que contiene la periodicidad de mantenimientos registrados en el sistema D7i, se le proporcionó una copia de para que determinara y marcara los tiempos recomendados para cada equipo.
59
SI NOENFRIADOR VR-PRO-ENF-01 INSPECCION CATORCENAL A ENFRIADOR X
VR-PRO-ENF-02 INSPECCION MENSUAL A ENFRIADOR XVR-PRO-ENF-03 MANTTO. PREVENTIVO TRIMESTRAL A ENFRIADOR XVR-PRO-ENF-04 MANTTO. PREVENTIVO SEMESTRAL A ENFRIADOR X
VR-PRO-ENF-05 MANTTO. PREVENTIVO ANUAL A ENFRIADOR X
KROMASORT VR-PRO-KRO-01 INSPECCION CATORCENAL A KROMASORT XVR-PRO-KRO-02 INSPECCION MENSUAL A KROMASORT XVR-PRO-KRO-03 MANTENIMIENTO PREVENTIVO SEMESTRAL A KROMASORT XVR-PRO-KRO-04 MANTENIMIENTO PREVENTIVO ANUAL A KROMASORT X
TANQUE DE FIN DE SEMANA MAIZ VR-PRO-TFS-01 INSPECCION MENSUAL A TANQUE DE FIN DE SEMANA
X
VR-PRO-TFS-02MANTTO. PREVENTIVO SEMESTRAL A TANQUE DE FIN DE SEMANA X
VR-PRO-TFS-03 MANTTO. PREVENTIVO ANUAL A TANQUE DE FIN DE SEMANA X
TANQUE DE FIN DE SEMANA PAPA VR-PRO-TFSP-01 INSPECCION MENSUAL A TANQUE DE FIN DE SEMANA
X
VR-PRO-TFSP-02MANTENIMIENTO PREVENTIVO SEMESTRAL A TANQUE DE FIN DE SEMANA X
VR-PRO-TFSP-03MANTENIMIENTO PREVENTIVO ANUAL A TANQUE DE FIN DE SEMANA X
SALADOR PRINCIPAL VR-PRO-SAL-01 INSPECCION CATORCENAL A SALADOR PRINCIPAL XVR-PRO-SAL-02 INSPECCION MENSUAL A SALADOR PRINCIPAL X
VR-PRO-SAL-03MANTENIMIENTO PREVENTIVO SEMESTRAL A SALADOR PRINCIPAL X
VR-PRO-SAL-04 MANTENIMIENTO PREVENTIVO ANUAL A SALADOR PRINCIPAL X
VIBRADOR DE SALADOR VR-PRO-VIA-01 INSPECCION CATORCENAL A VIBRADOR DE SALADOR
XVR-PRO-VIA-02 INSPECCION Y LIMPIEZA A VIBRADOR DE SALADOR X
VR-PRO-VIA-03MANTENIMIENTO PREVENTIVO SEMESTRAL A VIBRADOR SALADOR X
VR-PRO-VIA-04 MANTENIMIENTO ANUAL A VIBRADOR SALADOR X
BANDA JIRAFA VR-PRO-J IR-01 INSPECCION CATORCENAL A BANDA J IRAFA XVR-PRO-J IR-02 INSPECCION MENSUAL A BANDA J IRAFA XVR-PRO-J IR-03 MANTTO. PREVENTIVO TRIMESTRAL A BANDA J IRAFA XVR-PRO-J IR-04 MANTTO. PREVENTIVO SEMESTRAL A BANDA J IRAFA XVR-PRO-J IR-05 MANTTO. PREVENTIVO ANUAL A BANDA J IRAFA X
MMS MAIZ INSPECCION MENSUAL XVR-PRO-MMS-01 MANTTO. PREVENTIVO SEMESTRAL A MMS 55 X
MANTTO ANUAL X
MMS PAPA INSPECCION MENUSAL XVR-PRO-MMSP-01 MANTENIMIENTO PREVENTIVO SEMESTRAL A MMS X
MANTTO ANUAL X
MANTENIMIENTOS EXISTENTESAARON SÁNCHEZ
EQUIPOMP (CLAVE DE
TAREA) MANTTTOS PREVENTIVOS EXISTENTES
(TAREAS)
¿TAREA NECESARIA?
III.III MODIFICACIÓN DE PROCEDIMIENTOS DE MANTENIMIENTO PREVENTIVO
60

Se sacaron los procedimientos de mantenimiento de registrados en el sistema, y se entrevistó a cada uno de los técnicos del área de proceso, el fin de dicha entrevista fue presentarle los procedimientos, que los revisaran y que con su experiencia agregaran, modificaran o quitaran procedimientos que ellos creyeran convenientes, estos procedimientos de mantenimiento preventivo se basará básicamente en los que llamamos mantenimiento autónomo realizado por los técnicos.
A éstos procedimientos de mantenimiento se les agregará los procedimientos previos y finales correspondientes a la seguridad.
A continuación presentaremos un ejemplo de una entrevista realizada a un técnico en dónde dio su punto de vista del procedimiento registrado y a su consideración lo modificó, se presentará el procedimiento original y el procedimiento final ya modificado y el que se registrará en el sistema D7i, a todos los procedimientos se les agregó los procedimientos previos finales correspondientes a la seguridad.
III.IV FORMATO DE PROCEDIMIENTOS REGISTRADOS ANTES DE LA MODIFICACIÓN
VR-PRO-ACR-04ACRISSON
1.- DESENERGIZAR EL EQUIPO. APLICAR ESTANDAR DE TARJETA Y CANDADO. REVISION DE FUGAS Y NIVEL DE ACEITE A REDUCTORES2.- INFORMAR DE LA TAREA AL ENCARGADO DEL AREA. CAMBIAR MOTOR3.- UTILIZAR EL EPP APLICADO A LA TAREA. CAMBIAR CHUMACERAS DAÑADAS4.- UTILIZAR LOS ESTANDARES DE SEGURIDAD QUE APLIQUEN A LA TAREA.5.- ACORDONAR EL AREA DE TRABAJO SI LA TAREA LO AMERITA.6.-MANTENIMIENTO A MOTOR7.-MANTENIMIENTO A REDUCTORES Y CHECAR NIVEL DE ACEITE8-CAMBIAR RODAMIENTOS9.- INSPECCIONAR Y LUBRICAR ENGRANES DE LA CAJA DE TRANSMISION DEL ACRISON.10.- REVISAR ESTADO DE AGITADORES DE CONDIMENTO.11.- CHECAR AMPERAJE DE MOTOR.12.- LIMPIEZA Y REAPRIETE DE CONEXIONES ELECTRICAS.13.- REVISAR Y LIMPIAR EL AREA DE TRABAJO14.- CONTABILIZAR HERRAMIENTA UTILIZADA.15.- QUITAR TARJETA Y CANDADO Y ENERGIZAR EQUIPO.16.- AVISAR AL ENCARGADO DEL AREA PARA PROBAR EQUIPO.17.- INSPECCIONAR PERIODICAMENTE LA OPERACION DEL EQUIPO.
SAZONADO MAIZDAVID JIMENEZ
MANTENIMIENTO SEMESTRALMP PROCEDIMIENTOS EXISTENTES PROCEDIMIENTOS FALTANTES EQUIPO
III.V FORMATO DE PROCEDIMIENTOS REGISTRADOS DESPUÉS DE LA MODIFICACIÓN
61

MP DE TAREA EQUIPO ACTIVIDADESVR-PRO-ACR-03 ACRISON ACTIVIDADES PREVIAS A MANTENIMIENTO:
1.-INFORMAR DE LA TAREA AL ENCARGADO DEL AREA.2.-UTILIZAR EL EPP REQUERIDO PARA LA TAREA3.-UTILIZAR LOS ESTÁNDARES DE SEGURIDAD QUE APLIQUEN A LA TAREA4.-ACORDONAR EL AREA DE TRABAJO SI LA TAREA LO AMERITA.5.-DESENERGIZAR EQUIPO Y APLICAR ESTANDAR DE TARJETA Y CANDADO
ACTIVIDADES DE MANTENIMIENTO A REALIZAR:
6.- CAMBIAR MOTOR7.- LUBRICAR CHUMACERAS Y CAMBIAR DAÑADAS8.- LIMPIEZA DE ENGRANES9.- REVISION DE FUGAS Y NIVEL DE ACEITE A REDUCTORES10.- VERIFICAR EL ESTADO DE BANDA Y POLEAS DE SPINNER11.- VERIFICAR EL FUNCIONAMIENTO DE SENSOR DE NIVEL12.- REVISIÓN Y LUBRICACIÓN DE LA BANDA DE TRANSMISIÓN13.-REVISAR ESTRUCTURA DEL EQUIPO (UNIONES DESOLDADES, RUPTURAS O GRIETAS, VIBRACIONES, ETC.) REPARAR DAÑO EN CASO DE QUE EXISTA14.- REAPRETAR Y COLOCAR TORNILLOS FALTANTES (REEMPLAZAR TORNILLOS DAÑADOS)15.-LIMPIEZA Y REAPRIETE DE CONEXIONES ELÉCTRICAS EN MOTOR16.-LIMPIEZA Y REAPRIETE DE CONEXIONES ELÉCTRICAS DEL TABLERO DE CONTROL Y FUERZA UBICADO EN SUBESTACIÓN 03
ACTIVIDADES DE CIERRE DE MANTENIEMIENTO:
17.-LIMPIEZA DEL EQUIPO18.- CLASIFICAR Y SEPARAR RESIDUOS GENERADORS POR LA LIMPIEZA DEL EQUIPO19.- REVISAR Y LIMPIAR EL ÁREA DE TRABAJO (UTILIZAR SOLO HERRAMIENTAS DE LIMPIEZA ESPECÍFICAS PARA CADA TAREA)20.- AVISAR AL LUBRICADOR EN TURNO Y ENCARGADO DEL ÁREA EN CASO DE DERRAME EXCESIVO DE LUBRICANTES, PARA QUE HAGA LA SANITIZACIÓN CORRECTA21.-CONTABILIZAR Y LIMPIAR HERRAMIENTA UTILIZADA22.-ENERGIZAR Y RETIRAR TARJETA Y CANDADO DE EQUIPO23.-AVISAR AL ENCARGADO DEL AREA PARA PROBAR EQUIPO
ACTIVIDADES DE MANTENIMIENTO PREVENTIVO SEMESTRALEQUIPOS DE DAVID JIMÉNEZ
NOTA: LAS ACTIVIDADES CUENTAN CON EL MISMO FORMATO EN EL SISTEMA
III.VI PROGRAMACIÓN DE MANTENIMIENTO DIARIO
La programación de mantenimiento diario de mantenimiento, se realiza basado en las hojas de reporte de fallas enviadas por el área de producción, las cuales se revisan y con los registros de mantenimientos anteriores, se determina un tiempo aproximado de reparación a cada una de las fallas.
El área de producción diariamente envía un formato en el cual indica la hora, el tiempo y el equipo o línea que tendrá un paro por razones diferentes, con esa hoja se verifica que tiempos tenemos disponibles, y los equipos que tiene paro.
Después se hace una revisión de los reportes de fallas y con los datos anteriores se determina que equipos podemos atacar para poder ir eliminando los fallos
62
paulatinamente y poder realizar un estudio de eficiencia de reparaciones, con éstas reparaciones otro de los objetivos es reducir los tiempos muertos de la planta.
III.VII FORMATO ENVIADO POR EL ÁREA DE PRODUCCIÓNOper. Mtto C.P Proc. RAZON Hrs Tipo de paro
Mtto Proc. (08:55-13:55)(15:05-17:20) Reductor de rodillo trasero de ls tortilladora dañado 2.750 Mtto
Oper. Proc. (06:00-07:30) Paro total programado Oper.
Oper. (12:20-12:40)(14:20-14:35) Paro por empaque lleno 0.580 Oper.
Mtto Proc. (14:35-14:50) Paro de tortilladora "B" se apaga horno 0.120 Mtto
Oper. Proc. (17:0018:00) Paro total por falta de espacio en APT 1.000 Oper.
Mtto Proc. (06:30-06:50)(07:30-07:55)(09:00-09:20)(09:40-10:20)(12:15-12:30) Paro marlen "A" por empaque lleno falla en maquina #7, 6 no funciona, 4 0.970 Mtto
Mtto Proc. (08:00-08:30) Reductor de tambor lavador "A" dañado OT.2591202 0.250 Mtto
C.P Proc. (15:00-16:00) Cambio de sabor 1.000 C.P
Oper. Proc. (18:15-09:15) Paro de linea por problemas con el condimento, muy humedo y en grumos por lo que generaba variacion 1.000 Oper.
C.P Proc. (23:20-00:20) Cambio de sabor 1.000 C.P
C.P Proc. (05:15-06:00) Cambio de producto 1.000 C.P
Oper. (19:10-19:30)(22:50-23:10)(01:40-01:50) Empaque lleno 0.400 Oper.
Oper. Proc. (03:20) Se cubre D. Nacho Oper.
Mtto (22:10-22:35) Falla banda de douglas 0.410 Mtto
Oper. Proc. (02:15) Se cubre D. Pizza Oper.
Oper. Proc. (03:40) Se cubre D. Incognita Oper.
C.P Proc. (002:20-03:30) Cambio de sabor 1.160 C.P
Mtto (06:00-18:00) Maquina 6 parada por falla en tarjeta madre 1.720 Mtto
C.P Proc. (06:00-07:00) Cambio de sabor a Rancheritos 1.000 C.P
Oper. Proc. (08:10-08:25) Alambre roto 0.250 Oper.
Oper. Proc. (11:20-11:30) Ajuste de cortador 0.160 Oper.
Oper. Proc. (11:22-12:27) Falta de maiz 0.080 Oper.
Mtto Proc. (13:45-14:05) Falla del PLC 0.330 Mtto
Oper. (14:45-15:00) Empaque lleno por cambio de gramajes 0.250 Oper.Oper. (17:30-17:45) Empaque lleno 0.250 Oper.
Mtto (07:10-07:30) Paro de tortilladora B por empaque lleno por TNA 11 cambio de gramaje,TNA14 falla del STC y TNA 6 ajuste de mordazas O.T. 0.160 Mtto
Oper. (10:20-10:40) Paro de tortilladora A por empaque lleno 0.160 Oper.
Mtto Proc. (10:58-11:18) Paro de tortilladora B por falla del motor de bomba de masa (Se faulea) O.T. 0.160 Mtto
C.P Proc. (14:00-15:15) Se cubre D.Pizza y se baja capacidad para hacer cambio de sabor del loop A 0.420 C.P
C.P Proc. (15:15) Se cubre programa de D.Nacho y se lavan loop B y C C.P
Mtto Proc. (15:15) Entra MTTO. A reparar horno A del piloto O.T.2596443 y estructura O.T.2596439 de sección de quemadores inferiores Mtto
Oper. (12:00-12:30) Paro de marlen A por empaque lleno 0.250 Oper.
C.P Proc. (12:40-14:00) Cambio de sabor de F.Chile a F.Chorizo 1.330 C.P
Oper. (14:45-15:30) Paro de marlen A por empaque lleno 0.380 Oper.
Oper. Proc. (16:25) Cumplimiento al programa Oper.
Oper. Proc. (18:00-18:45) Se hace faltante de turno anterior 0.750 Oper.
C.P Proc. (20:40-21:40) Cambio de sabor 1.000 C.P
Oper. (23:40-00:20) Empaque lleno 0.660 Oper.
C.P Proc. (18:00-18:30) Cambio (faltaron algunos puntos por librera por parte de calidad) 0.500 C.P
III.VIII PROGRAMACIÓN DE MANTENIMIENTO PREVENTIVO DIARIO
63
Ésta programación de hace diariamente, se pega la hoja en la oficina del taller del área de proceso, para que cada técnico sepa que actividades va a realizar al comienzo de cada turno. Estos mantenimientos están sujetos a cambios sin previo aviso, debido a que puede ocurrir una falla imprevista y de mayor importancia a realizar, la cuál justificará el incumplimiento de los mismos.
MIERCOLES 30 DE MARZO
ENCARGADO # O.T. TURN LINEA AREA MANTTO. DESCRIPCION DE LA FALLA
Felipe González BFCC 4000 / DTC 6000 COCIMIENTO PREVENTIVO
Realizar inspecciones de plataforma (marmitas, tanques de reposo, bombas de descarga y transferencia)
Hugo Conche B MPC50 1 MATERIAS PRIMAS PREVENTIVO Mantenimiento a reductor 30:1 para cambio rápido
Raúl González B MPC50 2 SAZONADO PREVENTIVOReemplazo de tres pares de baquelitas dañadas de vibrador de distribución a loop 01. SE REALIZAN ACTIVIDADES EN AIRES ACONDICIONADOS DE OFICINAS
Raúl González B MPC50 2 SAZONADO PREVENTIVO Reemplazo de un par de baquelitas dañadas de vibrador salador de loop 01
Raúl González B MPC50 2 SAZONADO PREVENTIVO Acompletar tornillería de vibrador scar feeder loop 01
Emiliano Hernández BDTC 6000 / FCC 4000 TALLER PREVENTIVO
Mantenimiento a reductor retirado de tambor de finos para cambio rápido y mantenimiento a actuador para cambio en marlen
Albino Sánchez D MPC50 2 TALLER PREVENTIVOMaquinar tapa para reductor de banda sumergidora (medidas 52mm ext. X 5 mm altura)
Aarón Sánchez D MPC50 2 INSPECCION FINAL PREVENTIVO Ajuste de guardas superiores de banda jirafa a sazonado
Aarón Sánchez D MPC50 2 INSPECCION FINAL PREVENTIVORetirar sensor en deshuso de salador principal y fabricar tapón para evitar fuga de sal. Ajustar tubería de motor de salador correctamente (junto a escalera)
TERMINADAS
NO TERMINADAS
NO REALIZADAS
JUEVES 31 DE MARZO
ENCARGADO # O.T. TURN LINEA AREA MANTTO. DESCRIPCION DE LA FALLA
José Luis Platón C MPC50 2 TALLER PREVENTIVO Mantenimiento preventivo a transmisión de iso-flo para cambio rápido
Oscar Ventura C DTC 6000 MOLINO PREVENTIVO Reemplazo de retén lado paletas de reductor de masa hog loop "B"
David Jiménez C DTC 6000 TALLER PREVENTIVO Terminar habilitación de Arcall para cambio rápido en línea DTC 6000
Oscar Ventura 2688967 C MPC50 1RECUPERADOR DE
ALMIDONPREVENTIVO
Inspección de vibrador rotatorio de recuperador de almidón 1. Al parecer deja de girar. (recientemente se le cambió balero y sello mecánico)
Oscar Ventura / José Luis Platón / José Luis Méndez C TALLER PREVENTIVO Tirar la basura del taller de proceso
Nota: se contará con el apoyo de David JiménezTERMINADAS
NO TERMINADAS
NO REALIZADAS
III.IX REVISIÓN DE MANTENIMIENTOS DIARIOS
64
Se revisa el reporte diario de los técnicos, para verificar que se hayan cumplido los mantenimientos, y si no se realizó se agrega la causa de la falta, y se justifica para una futura programación.
MIERCOLES 30 DE MARZO
ENCARGADO # O.T. TURN LINEA AREA MANTTO. DESCRIPCION DE LA FALLA
Felipe González BFCC 4000 / DTC 6000 COCIMIENTO PREVENTIVO
Realizar inspecciones de plataforma (marmitas, tanques de reposo, bombas de descarga y transferencia)
Hugo Conche B MPC50 1 MATERIAS PRIMAS PREVENTIVO Mantenimiento a reductor 30:1 para cambio rápido
Raúl González B MPC50 2 SAZONADO PREVENTIVOReemplazo de tres pares de baquelitas dañadas de vibrador de distribución a loop 01. SE REALIZAN ACTIVIDADES EN AIRES ACONDICIONADOS DE OFICINAS
Raúl González B MPC50 2 SAZONADO PREVENTIVO Reemplazo de un par de baquelitas dañadas de vibrador salador de loop 01
Raúl González B MPC50 2 SAZONADO PREVENTIVO Acompletar tornillería de vibrador scar feeder loop 01
Emiliano Hernández BDTC 6000 / FCC 4000 TALLER PREVENTIVO
Mantenimiento a reductor retirado de tambor de finos para cambio rápido y mantenimiento a actuador para cambio en marlen
Albino Sánchez D MPC50 2 TALLER PREVENTIVOMaquinar tapa para reductor de banda sumergidora (medidas 52mm ext. X 5 mm altura)
Aarón Sánchez D MPC50 2 INSPECCION FINAL PREVENTIVO Ajuste de guardas superiores de banda jirafa a sazonado
Aarón Sánchez D MPC50 2 INSPECCION FINAL PREVENTIVORetirar sensor en deshuso de salador principal y fabricar tapón para evitar fuga de sal. Ajustar tubería de motor de salador correctamente (junto a escalera)
TERMINADAS 8 88.89%
NO TERMINADAS
NO REALIZADAS 1 11.11%
JUEVES 31 DE MARZO
ENCARGADO # O.T. TURN LINEA AREA MANTTO. DESCRIPCION DE LA FALLA
José Luis Platón C MPC50 2 TALLER PREVENTIVO Mantenimiento preventivo a transmisión de iso-flo para cambio rápido
Oscar Ventura C DTC 6000 MOLINO PREVENTIVO Reemplazo de retén lado paletas de reductor de masa hog loop "B"
David Jiménez C DTC 6000 TALLER PREVENTIVO Terminar habilitación de Arcall para cambio rápido en línea DTC 6000
Oscar Ventura 2688967 C MPC50 1RECUPERADOR DE
ALMIDONPREVENTIVO
Inspección de vibrador rotatorio de recuperador de almidón 1. Al parecer deja de girar. (recientemente se le cambió balero y sello mecánico)
Oscar Ventura / José Luis Platón / José Luis Méndez C TALLER PREVENTIVO Tirar la basura del taller de proceso
Nota: se contará con el apoyo de David JiménezTERMINADAS 4 80.00%
NO TERMINADAS
NO REALIZADAS 1 20.00%
65
III.X CÁLCULO DE EFICIENCIA DE MANTENIMIENTO PREVENTIVO DIARIO
SEMANA DIA ACTIVIDADES PROGRAMADAS ACTIVIDADES REALIZADAS EFICIENCIA1 14 92 10 10 443 10 4 324 10 9 73%7 8 78 10 89 10 8 60
10 6 5 4311 9 4 72%12 17 1114 10 715 8 616 13 8 4918 8 7 3719 8 7 76%20 2 221 10 1028 10 829 11 9 3530 0 0 3131 4 4 89%
TOTAL 188 143
CAUSAS DE INCUMPLIMIENTO FRECUENCIA % INCUMPLIMIENTOTURNO 19 10.1%
INASISTENCIA 3 1.6%INCUMPLIMIENTO 23 12.2%
ACTIVIDAD INCOMPLETA 2 1.1%EFICIENCIA DE MANTTOS.
REALIZADOS 76.1%
EFICIENCIA ACUMULADA DEL MES DE MARZO DE 2011
1
2
3
4
10.1%
1.6%
12.2%
1.1%
76.1%
0.0%
25.0%
50.0%
75.0%
100.0%
TURNO INASISTENCIA INCUMPLIMIENTO ACTIVIDAD INCOMPLETA EFICIENCIA DEMANTTOS. REALIZADOS
CAUSAS DE INCUMPLIMIENTO DE ACTIVIDADES PLANIFICADASMARZO 2011
III.XI CÁLCULO DE TIEMPOS MUERTOS EN EL ÁREA DE PROCESO
Uno de los objetivos del mantenimiento, es reducir los tiempos muertos, por eso se realiza un censo de los tiempos muertos, y estos datos son los que nos van a determinar la eficiencia de nuestros mantenimientos preventivos y correctivos.
66
FALLA PLATAFORMA T.M. LINEA FECHA PRODUCTO(21:40 - 22:10) Se faulean impulsores FREIDOR 0.5 MPC50 1 01/01/2011 PAPA(22:50 - 23:00) Se faulean impulsores FREIDOR 0.16 MPC50 1 01/01/2011 PAPA(23:45 - 12:05) Se faulean impulsores FREIDOR 0.33 MPC50 1 01/01/2011 PAPA(12:20 - 01:05, 02:10 - 02:30) Se cambia cabliado y se restablecen (No especifican a que se refiere) FREIDOR 1.08 MPC50 1 01/01/2011 PAPA(06:00-07:00) Problemas para reestablecer motor de impulsores del freidor (se limpia paila y caja de finos por acumulación de hojuelas). OT. 2408688 FREIDOR 1 MPC50 1 02/01/2011 PAPA(08:30-09:20)(09:30-10:00) Falla transmisión de impulsores del freidor (cambio de variador)(cambio de motor) FREIDOR 1.33 MPC50 1 02/01/2011 PAPA(20:40 - 21:10) Falla del motor de impulsores del Freidor FREIDOR 0.5 MPC50 1 02/01/2011 PAPA(23:45 - 00:05, 01:10 - 01:50, 04:05 - 04:30) Falla de motor de los impulsores del freidor y enseguida falla de bomba principal FREIDOR 1.41 MPC50 1 02/01/2011 PAPA(23:24 - 00:46) Falla de acrison loop 2 O.T. 2408828 SAZONADO 0.68 MPC50 2 02/01/2011 PAPA(23:24 - 00:08) Servicios Tecnicos revisa acrison de loop 2 no quedo al momento por lo que se arranca en Loop 1 SAZONADO 0.36 MPC50 2 02/01/2011 PAPA(21:20 - 22:36) Falla de impulsores de freidor se decide cambiar el motor y revisar la falla FREIDOR 1.26 MPC50 1 03/01/2011 PAPA(22:36 - 22:50) Falla del extractor a la salida de freidor se dresprende de una parte del mismo (chimenea) FREIDOR 0.23 MPC50 1 03/01/2011 PAPA(07:20-08:40) Falla de rospen loop, 1 SAZONADO 0.66 MPC50 2 04/01/2011 PAPA(06:30 - 06:55) Se rompe cadena de banda metalica que alimenta peladora O.T. 2415931 PELADORAS 0.41 MPC50 1 05/01/2011 PAPA(18:00-18:40) Se rompe cadena de banda metalica O.T. PELADORAS 0.67 MPC50 1 05/01/2011 PAPA(13:35-13:45) Paro por peladoras 1 y 3 (se faulearon,vacio de tolvas) PELADORAS 0.16 MPC50 1 06/01/2011 PAPA(09:16-11:12) Falla del salador loop 2 OT 2418149 SAZONADO 0.96 MPC50 2 06/01/2011 PAPA(12:20-12:41) Falla del vibrador de inspeccion final OT 2418564 INSPECCION FINAL 0.35 MPC50 2 06/01/2011 PAPA(14:57-15:10) Falla del salador loop 2 OT 2118149 SAZONADO 0.21 MPC50 2 06/01/2011 PAPA(16:55-17:08) Falla de bomba de lavador OT 2419489 LAVADOR 0.21 MPC50 2 06/01/2011 PAPA(10:26-11:00) Falla de mesa de inspeccion y corte OT 2418284 INSPECCION 0.56 MPC50 2 06/01/2011 PAPA(18:00-22:45) 3 Maquinas paradas todo el turno 4,9 y 12 EMPAQUE 0.89 MPC50 1 06/01/2011 PAPA(18:32-18:52) Se revento la cadena de la transmición del motor de banda metalica O.T.2420909 PELADORAS 0.33 MPC50 1 06/01/2011 PAPA(23:30-06:00) 3 Maquinas paradas todo el turno 4,9 y 12 EMPAQUE 1.21 MPC50 1 06/01/2011 PAPA(04:50-05:00) (05:10-05:20) Se rompio la cadena de transmición de la banda metalica de alimenmtación a peladoras PELADORAS 0.33 MPC50 1 06/01/2011 PAPA(00:15-00:45) Paro por exceso de finos en lavador por falla de bomba LAVADOR 0.5 MPC50 2 06/01/2011 PAPA(06:15 - 07:05) Falla de mesa de corte e inspeccion O.T. 2421026 INSPECCION 0.83 MPC50 2 07/01/2011 PAPA(16:40 - 16:47) Tolvas vacias por falta de variador INSPECCION 0.11 MPC50 2 07/01/2011 PAPA(00:07-01:34) Paro por falla de banda blanca del optix (Se daña Chumacera) O.T.2424091 INSPECCION FINAL 1.45 MPC50 2 07/01/2011 PAPA(15:22 - 16:00) Paro por falla en el motor de mesa de corte e inspeccion, se cambia motor O.T. 2425887 INSPECCION 0.63 MPC50 1 08/01/2011 PAPA(09:45 - 10:05) Se quema modulo de vibrador de inspeccion final (se cambia) O.T. 2424572 INSPECCION FINAL 0.33 MPC50 2 08/01/2011 PAPA(01:05 - 01.10) Falla de vibrador principal de inspeccion final O.T. 2426784 INSPECCION FINAL 0.08 MPC50 1 08/01/2011 PAPA(18:00 - 18:44) Falla de mesa de corte falla constantemente O.T. 2427142 INSPECCION 0.73 MPC50 2 09/01/2011 PAPA(18:44 - 18:58) Falla de los vibradores de loop 1 en sazonado O.T. 2427143 SAZONADO 0.11 MPC50 2 09/01/2011 PAPA(18:44 - 19:32) Falla del acrison de loop 2 en sazonado O.T. 2427145 SAZONADO 0.4 MPC50 2 09/01/2011 PAPA(10:44-11:01) Falla vibrador 01 de sazonado loop 1 SAZONADO 0.14 MPC50 2 10/01/2011 PAPA(06:00-15:00) Máquina 3 parada por falla mecánica EMPAQUE 3 CKF 10/01/2011 PAPA(14:15-15:10) Paro de línea por falla de máquinas #2 y Máquina #3 EMPAQUE 0.610 CKF 10/01/2011 PAPA(01:00 - 01:05) Falla de flujo de banda principal FREIDOR 0.08 MPC50 1 10/01/2011 PAPA(01:40 - 02:00) Falla la bomba principal FREIDOR 0.33 MPC50 1 10/01/2011 PAPA
III.XII COMPARACIÓN DE TIEMPOS MUERTOS POR AÑO
Con datos obtenidos de años anteriores, se procedió a hacer una gráfica comparativa entre el año 2010 y 2011, la cual de entrada vemos que el promedio de tiempos muertos del año 2011 es menor que en el 2010, esto quiere decir que se está logrando con los objetivos del mantenimiento preventivo.
67
ENE FEB MAR ABR MAY JUN JUL AGS SEP OCT NOV DIC2010 64.076 58.8 120.068 96.577 99.11 104.46 118.47 90.777 79.51 90.5 59.1 55.52011 77.634 45.8 74.84
PROMEDIO 2010 86.4 86.4 86.4 86.4 86.4 86.4 86.4 86.4 86.4 86.4 86.4 86.4PROMEDIO 2011 66.1 66.1 66.1 66.1 66.1 66.1 66.1 66.1 66.1 66.1 66.1 66.1
MES TOTAL T.M. AÑOENE 105.8 2010FEB 91.5 2010MAR 165.0 2010ABR 171.8 2010MAY 156.5 2010JUN 149.1 2010JUL 163.0 2010
AGO 144.7 2010SEP 118.6 2010OCT 161.0 2010NOV 99.0 2010DIC 111.5 2010ENE 139.0 2011FEB 82.4 2011MAR 134.5 2011ABR 12.12 2011MAYJUNJUL
AGOSEPNOVDIC
PROCESO 2010 - 2011
77.6
45.8
74.8
86.4
66.1
0
50
100
150
ENE FEB MAR ABR MAY JUN JUL AGS SEP OCT NOV DIC
COMPARACION T.M. PROCESO 2010-2011
2010 2011 PROMEDIO 2010 PROMEDIO 2011
68
TIEMPOS MUERTOS POR MES DEL AÑO 2010, 2011
ENE FEB MAR ABR0
50
100
150
200
105.8
91.5
165.0171.8
139.0
82.4
134.5
12.1
2010
2011
Con estos gráficos se demuestra que al llevar un plan de mantenimiento preventivo diario, a mediano y a largo plazo, los tiempos de paro si se reducen notablemente, debido a que el proyecto sólo fue de 3 meses, no se pudo demostrar gráficamente que todo el año tuvo éxito, pero con sólo ver el comportamiento gráfico y el ir perfeccionando las técnicas de mantenimiento, es obvio que la gráfica se seguirá comportando a favor del mantenimiento preventivo.
69
CONCLUSIONES
La utilización del software permite ser una solución válida para los problemas
detectados en la compañía como son la falta de información de los equipos, el
mal manejo que se da a la información existente, la falta de conclusión del ciclo
de una orden de trabajo.
Se utiliza la ampliación de la base de datos como punto inicial para mejorar la
gestión de la planificación del mantenimiento, trabajo realizado en periodo de
práctica, permitiendo así contar con todos los equipos existentes en la compañía.
Teniendo una base de datos concreto de equipos existentes en planta, se puede
llevar un registro y control de fallos, mantenimientos correctivos, refacciones, y
un control de programación de mantenimientos preventivos.
Se demostró mediante gráficos, que una programación correcta de
mantenimiento reduce los tiempos muertos de una empresa y obviamente existe
un aumento en la productividad.
Con esto podemos concluir que toda empresa debe contar con un programa de
mantenimiento preventivo, ya que como se demostró anteriormente, si no se
lleva a cabo y si no se le da la debida importancia, podemos tener muchos paros
y fallos que obviamente repercuten en la productividad de la empresa y en su
calidad.
70
FUENTES DE INFORMACIÓN
PRANDO, Raúl, Manual Gestión de Mantenimiento, Ed. Piedra Santa
GARRIDO, Santiago García, Organización y gestión integral de mantenimiento
Conferencia modelo gerencial de mantenimiento- Fundamento filosófico,
Monterrey, Junio 5al 9 2006
Productivity de México, Administración de Mantenimiento SAM-04-0900-SP
LEANDRO DANIEL TORRE (2005), Mantenimiento su Implementación y
Gestión, publicación on-line, “2 ª edición”, www.mantenimientomundial.com.
Curso de Mantenimiento Preventivo, impartido en Sabritas planta Querétaro.
www.mantenimientoplanificado.com
http://es.wikipedia.org/wiki/Sabritas
71


















