ªÃÄÂÑ˾ÎÌÂËÙÇ Ë¾ÑÕËÌ ... · flux-cored wire microplasma welding ... (Pulse,...
68
............................................................................................. 3 . ., . ., . . , .............................................. 5 . . ...................................................... 10 . . 6 .............. 15 . ., . ., . ., . ., . ., . . , Al—Cu—Fe , ...................... 19 . ., . ., . ., . . ........................................................... 28 . . , . ., . ., . . 10 , 15 - . ................................... 33 - . ., . ., . ., . ., . ., . . , ............................................................ 39 . ., . ., . ., . . , .......... 43 ...................................... 49 ................................................................... 50 ................................................................. 51 « » .................................................................................... 54 « -2008 » .......................... 60 « , » ..... 61 « » ................................................................... 62 . . ................................................................... 64 . . ........................................................................ 64 ................................................................................... 65 - : . . . . , . . , . . , . . , . . , . . , . . - , . . , . . ( . . .), . . ( . . .), . . , . . , . . , . . , . . , . . , . . ( . .), . . , . . : : , . . . , « » : « » : 03680, , -150, . , 11 . . . .: (38044) 287 6302, 529 2623 : (38044) 528 3484, 529 2623 E-mail: [email protected] http://www.nas.gov.ua/pwj : . . , . . : . . , . . , . . , . . , . . - 4788 09.01.2001. . . © , . . . , « », 2008 9 (665) 2008 - 1948 . . . . . . . . . . . . . . . . ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( )
-
Upload
nguyentram -
Category
Documents
-
view
225 -
download
0
Transcript of ªÃÄÂÑ˾ÎÌÂËÙÇ Ë¾ÑÕËÌ ... · flux-cored wire microplasma welding ... (Pulse,...

............................................................................................. 3
. ., . ., . . ,
.............................................. 5 . .
...................................................... 10
. . 6 .............. 15 . ., . ., . ., . .,
. ., . . ,
Al—Cu—Fe , ...................... 19
. ., . ., . ., . .
........................................................... 28
. . , . ., . ., . . 10 , 15
- . ................................... 33
- . ., . ., . ., . ., . ., . .
, ............................................................ 39
. ., . ., . ., . . ,
.......... 43
...................................... 49 ................................................................... 50
................................................................. 51
« » .................................................................................... 54
« -2008 » .......................... 60 « ,
» ..... 61 «
» ................................................................... 62
. . ................................................................... 64 . . ........................................................................ 64
................................................................................... 65
-
:
. .
. . , . . ,. . , . . ,
. . , . . ,. . - ,
. . ,. . ( . . .),. . ( . . .),
. . , . . ,. . , . . ,
. . , . . , . . ( . .),. . , . .
:
:
, . . . ,
« »
:
« »
:03680, , -150,
. , 11
. . . .: (38044) 287 6302, 529 2623: (38044) 528 3484, 529 2623
E-mail: [email protected]://www.nas.gov.ua/pwj
:. . , . .
:. . , . . ,
. . , . . ,. .
- 4788
09.01.2001.
. .
© , . . . , « », 2008
9 (665)
2008
-
1948
. .
. .
. . . .
. . . .
. . .
.
( )( )( )( )( )( )( )( )( )( )( )( )
CONTENTSNEWS ................................................................................................. 3
Yushchenko K. A., Yarovitsyn A. V., Zvyagintseva A. V.Properties of heat-resistant nickel alloy joints made byflux-cored wire microplasma welding ................................................... 5Makhnenko O. V. Increase in efficiency of thermal straighten-ing of thin-sheet welded structures by using mathematicalmodelling ......................................................................................... 10Poklyatskiy A. G. Effect of macro oxide film inclusions onstrength of welds in AMg6 alloy sheet joints ...................................... 15Borisova A. L., Borisov Yu. S., Adeeva L. I., Tunik A. Yu., Kar-pets M. V., Burlachenko A. N. Effect of parameters ofmechano-chemical synthesis on structure, phase compositionand properties of thermal spraying powders of Al-Cu-Fesystem, containing a quasi-crystalline phase ..................................... 19Tsaryuk A. K., Skulsky V. Yu., Moravetsky S. I., Sokirko V. F.Effect of electromagnetic treatment on residual weldingstresses in carbon and low-alloy steel welded joints ........................... 28
Kovtunenko V. A. , Gerasimenko A. M., Zadorozhny V. A., Ryn-dich V. V. Application of 10KhSNDA and 15KhSNDA rolledstock in metal structures of the railway-road bridge across theDnieper River in Kiev ......................................................................... 33Kuchuk-Yatsenko S. I., Shvets Yu. V., Kavunichenko A. V.,Shvets V. I., Taranenko S. D., Proshchenko V. A. Performanceof flash butt welded joints on railway frogs ........................................ 39Lentyugov I. P., Ryabtsev I. A., Kuzmenko O. G., KuskovYu. M. Abrasive grinding metal-containing wastes, their proc-essing methods, and experience of their utilisation in surfacingconsumables .................................................................................... 43
Theses for scientific degrees ............................................................. 49Inventions in the world ...................................................................... 50Review of foreign journals ................................................................. 51
Seminar MAAN of CIS countries «Nanomaterials and nanotech-nologies for their producing» ............................................................. 54International Conference «Titan-2008 in CIS» ..................................... 60International Conference «Service life, reliability and effective-ness of application of power engineeringequipment» ....................................................................................... 61The 4th International Conference «Mathematical modeling andinformation technologies in welding and related processes» ............... 62In memory of V. A. Kovtunenko ......................................................... 64In memory of G. I. Leskov ................................................................. 64INFORMATION ............................................................................... 65
SCIENTIFIC AND TECHNICAL
INDUSTRIAL
BRIEF INFORMATION
NEWS
EDITORIAL BOARD:
Editor-in-Chief B.E.PATON
Yu. S. Borisov, N. M. Voropaj,V. F. Grabin, A. T. Zelnichenko,A. Ya. Ishchenko, I. V. Krivtsun,
S. I. Kuchuk-Yatsenko,Yu. N. Lankin,
V. K. Lebedev (vice-chief ed.),V. N. Lipodaev (vice-chief ed.),
L. M. Lobanov, A. A. Mazur,V. I. Makhnenko,
O. K. Nazarenko, I. K. Pokhodnya,I. A. Ryabtsev,
B. V. Khitrovskaya (exec. secr.),V. F. Khorunov, K. A. Yushchenko
THE INTERNATIONALEDITORIAL COUNCIL:
FOUNDERS: The National Academy of Sciencesof Ukraine,The E. O. Paton Electric
Welding Institute,International Association «Welding»
PUBLISHER:International Association «Welding»
Address of Editorial Board:11 Bozhenko str., 03680, Kyiv, Ukraine
Tel.: (38044) 287 63 02, 529 26 23 Fax: (38044) 528 04 86
E-mail: [email protected]://www.nas.gov.ua/pwj
Editors:E. N. Kazarova, T. V. Yushtina
Electron galley:I. S. Batasheva, L. N. Gerasimenko,
A.I.Sulima, I. R. Naumova,I. V. Petushkov
State Registration CertificateKV 4788 of 09.01.2001
All rights reserved.This publication and each of the articles
contained here in are protectedby copyright.
Permission to reproduce materialcontained in this journal must be obtained
in writing from the Publisher.
© NAS of Ukraine, PWI, International Association «Welding», 2008
9 (665)September 2008
Published since 1948
Journal «Avtomaticheskaya Svarka» is published in English under the title «The Paton Welding Journal»
International Scientific-Technical and Production Journal
N. P. AlyoshinD. von HofeGuan QiaoU. Dilthey
P. SeyffarthA. S. Zubchenko
V. I. LysakN. I. Nikiforov
B. E. PatonYa. Pilarczyk
G. A. TurichinZhang Yanmin
(Russia)(Germany)(China)(Germany)(Germany)(Russia)(Russia)(Russia)(Ukraine)(Poland)(Russia)(China)
AvtomaticheskayaAvtomaticheskayaSvarkaSvarka(Automatic Welding)
WELDING – CUTTING – SURFACING – BRAZING – COATING

39/2008
ÌÎÁÈËÜÍÛÉ ÀÃÐÅÃÀÒÂÎÇÄÓØÍÎ-ÏËÀÇ -ÌÅÍÍÎÉ ÐÅÇÊÈ ÌÀÂÐ-150
Ãîñóäàðñòâåííàÿ àêöèî -íåð íàÿ õîëäèíãîâàÿ êîì ïà -íèÿ ÎÀÎ «Àðòåì-Êîíòàêò»âû ïóñ êàåò ìîáèëüí ûé àãðåãàòâîç äóøíî-ïëàç ìåííîé ðåçêè(ÌÀÂÐ), ïðå ä íàçíà÷åííûéäëÿ ðó÷ íîé èëè àâòîìàòèçè -ðî âàí íîé ðåçêè íèçêîóãëåðî-äèñòûõ, íåðæàâåþùèõ ñòà -ëåé, àëþìè íèÿ è äðóãèõ ìå -òàëëîâ â øè ðîêîì äèàïà -çî íå òîëùèí.
Èñòî÷íèê ïèòàíèÿ ÌÀ Ðâûïîëíåí íà îñíîâå îðèãè -íàëüíîé ñõåìû âûñîêî ÷àñ òîò -íîãî òðàí çèñòîð íîãî èí âåð -òîðà.
Ïðåèìóùåñòâà ÌÀÂÐà:- òðàíçèñòîðíûé èñòî÷ íèê
ïèòàíèÿ îáåñïå÷èâàåò íàäåæ -íîñòü ðàáîòû è ñòà áèëüíîñòüïðîöåññà;
- ïîäæèã äóãè ïðîèçâî äèò -ñÿ îñöèëëÿòîðîì;
- ïðåäóñìîòðåíà ñõåìà çà -ùèòû îò ïåðåãðóçîê;
- ëåãêèé âåñ è êîìïàêò -íîñòü ïðè ðåìîíòå è òåõ íè -÷åñêîì îáñëóæèâàíèè áëà-ãîäàðÿ áëî÷ íîé êîíñò ðóê öèèàãðåãàòà;
- âîçìîæíîñòü ðàáîòû îòàâòîíîìíîãî èñòî÷íèêà ýëåê -òðî ïè òàíèÿ ìîù íîñ òüþ 30ê•À.
Òåõíè÷åñêèå õàðàêòå ðèñ -òè êè: âõîäíîå íàïðÿ æå íèå —380±15% Â; äèàïàçîí âûõîä -íûõ òîêîâ: 50…150 À (I ñòó -ïåíü — 50, II — 100 è III —
150 À); ïîò ðåáëÿåìàÿ ìîù -íîñòü — íå áîëåå 25 ê•À;òîë ùèíà ðåçà äî 50 ìì; êîýô -ôè öèåíò ìîùíîñòè – 0,91;òåì ïåðàòóðà îêðóæàþ ùåéñðå äû — -10…+40 îÑ; Ï ïðè10-ìèíóòíîì öèêëå è òîêå(100 À) 150 À – (100) 60 %; ãà -áàðèòíûå ðàç ìåðû –400õ280õ600 ìì; ìàññà — 45 êã.
СВАРОЧНЫЕ ЭЛЕКТРОДЫМГМ-50К
Íà ïðåäïðèÿòèè «Ìåæ ãîñ -ìå òèç» (ã. Ìèíñê, Îð ëîâñêîéîáë.) íàëàæåíî ïðîèçâîäñòâîïîêðûòûõ ýëåêòðîäîâ ÌÃÌ-50Ê ñ ðóòèëîâûì âèäîì ïîê -ðû òèÿ äëÿ ñâàðêè óãëåðî -äèñòûõ è íèçêîëåãèðî âàííûõñòàëåé ïîâûøåí íîé ïðî÷ -íîñòè (σâ = 490…660 è σ0,2 >> 375 ÌÏà) íà ïåðåìåííîìèëè ïîñ òîÿííîì òîêå îáðàò -íîé ïî ëÿðíîñòè âî âñåõ ïðîñ -ò ðàíñòâåííûõ ïîëîæå íè ÿõ,êðîìå âåðòèêàëüíîãî. Âûñî -êèå ìåõàíè÷åñêèå ñâîé ñòâàìåòàëëà øâà äîñ òèãàþòñÿ çàñ÷åò îïòè ìàëüíîãî ñîñòàâàïîêðû òèÿ ýëåêòðîäîâ è ââîäàâ íåãî ðåäêîçåìåëüíûõ ýëå -ìåíòîâ. Ýòè äîñòîèíñòâà ïîç -âîëÿþò ïðèìåíÿòü ýëåêò ðîäûäëÿ øèðîêîãî äèàïàçîíà ñòà -ëåé, âêëþ÷àÿ ñòàëè ïîâû øåí -íîé ïðî÷ íîñòè.
Ñâàðî÷íûå ýëåêòðîäûÌÃÌ-50Ê â îòëè÷èå îò äðó -ãèõ ýëåêòðîäîâ ïåðå ìåí íîãîòîêà îáëàäàþò áî ëåå âûñî -êèìè ñâàðî÷ íî-òåõíîëî ãè÷åñ -êèìè ñâîéñòâàìè:
- ëåãêîñòü ïåðâè÷íîãî èïîâòîðíîãî çàæèãàíèÿ äó ãèýëåêòðîäîì çà ñ÷åò íà íå -ñåíèÿ èîíèçàöèîííîãî ïîê -ðû òèÿ íà òîðåö ýëåêò ðîäà èââåäåíèÿ èîíèçà öèîííûõ äî -áàâîê â ñîñòàâ ïîêðûòèÿ;
- óñòîé÷èâîå ãîðåíèå äóãèíà ïåðåìåííîì è ïîñ òîÿííîìòîêå êîðîòêîé, ñðåäíåé èäëèííîé äóãîé (äî 20 ìì);
- ñàìîîòäåëÿåìîñòü øëàêà;- êà÷åñòâåííîå ôîðìèðî -
âàíèå øâà;- âîçìîæíîñòü ñâàðêè â
øèðîêèõ äèàïàçîíàõ òîêà;
- âîçìîæíîñòü ñâàðêè ïðèêðàòêîâðåìåííîì óâ ëà æ íå -íèè ïîâåðõíîñòè ýëåêòðîäà,áåç ñíèæåíèÿ êà÷åñòâà íàï -ëàâëåííîãî ìå òàëëà è ñâà ðî÷ -íî-òåõ íîëîãè÷åñêèõ ñâîéñòâ;
- âîçìîæíîñòü ïðèìåíå -íèÿ ïðè ïðîâåäåíèè ðå ìîí ò -íûõ ñâàðî÷íûõ ðàáîò ìåòàë -ëîêîíñòðóêöèé ñ íà ëè÷èåìðæàâ÷èíû, çàãðÿç íåíèé èâëàãè.
Ýëåêòðîäû ñåðòèôè öè ðî -âàíû «ÓêðÑÅÏÐλ, ÁåëÑò,ÃÎÑÒ-Ð, Ìîðñêèì è Ðå÷íûìðåãèñòðîì ñóäî õîäñòâà Ðîñ -ñèè, ÍÀÊÑ è âûïóñêàþòñÿ âóñëîâèÿõ ÑÌÊ, ñåðòèôèöè -ðî âàííîé ïî ISO ÃÎÑÒ-Ð9001-2001.
УНИВЕРСАЛЬНЫЕСВАРОЧНЫЕ АППА РАТЫДЛЯ ИМПУЛЬС НО-ДУГО -ВОЙ СВАРКИ ФИРМЫMERKLE (Германия)
Ìîäåëè HighPULSE 330 K,HighPULSE 450 DW, High-PULSE 550 DW âêëþ÷àþò:
- âñòðîåííîå ïðîãðàììíîåîáåñïå÷åíèå äëÿ ñâàðêè êîí -ñòðóêöèîííûõ ìàëîóãëå ðîäè -ñòûõ, íèçêîëåãèðîâàííûõ,íåðæà âåþùèõ ñòàëåé, àëþ -ìè íèÿ è åãî ñïëàâîâ, à òàêæåïàéêè ïî òåõíîëîãèè ñâàðêèâ ñðåäå çàùèòíûõ ãàçîâ (ÌIG-brazing);
- ïåðåêëþ÷åíèå ôóíêöèî -íàëü íûõ ðåæèìîâ ñâàðêè;
- 4-ðîëèêîâûé ìåõàíèçìïîäà÷è ñâàðî÷íîé ïðîâîëîêèDV 26;
- òàáëî èíäèêàöèè ñèëûñâàðî÷íîãî òîêà, íàïðÿæåíèÿíà äóãå, ñêîðîñòè ïîäà÷èñâàðî÷íîé ïðîâîëîêè, òîëùè -íû ñâàðèâàåìîãî ìàòåðèàëà,ôóíêöèè Hold, ñ ïðåäóï ðå -äèòåëüíîé èíäèêàöèåé;
- ñèñòåìó TEDAC — ðåãó -ëèðîâàíèå ñâàðî÷íîãî òîêà è

4 9/2008
ïåðåêëþ÷åíèå ïðîãðàìì ñâà -ð êè íåïîñðåäñòâåííî ñî ñâà -ðî÷íîé ãîðåëêè;
- åâðîðàçúåì äëÿ ïîäêëþ -÷åíèÿ äèñòàíöèîííîãî óïðàâ -ëå íèÿ;
- âîçìîæíîñòü ïîäêëþ÷å -íèÿ äèñòàíöèîííîãî óïðàâ -ëåíèÿ;
- âîçìîæíîñòü ñâàðêè ðàç -íûìè ñïîñîáàìè.
Ïðåèìóùåñòâà èìïóëüñ íî-äóãîâîé òåõíîëîãèè MER KLE.
×ðåçâû÷àéíî ìàëîå ðàç á -ðûçãèâàíèå ìåòàëëà ïðèñâàðêå áëàãîäàðÿ óïðàâëÿå -ìîìó êà ïåëüíîìó ïåðåíîñó:ðåçêîå ñíèæåíèå ðàñõîäîâ íàçà÷èñ òêó è äîïîë íè òåëüíóþîáðà áîòêó ïîâåð õ íîñòè èçäå -ëèÿ;
çíà÷èòå ëüíàÿ ýêîíîìèÿñâàðî÷ íûõ ìàòåðèàëîâ;
óâå ëè ÷åíèå ñðîêà ñëó æ áûäåòà ëåé ãîðåëêè.
Ñòàáèëüíîå ãîðåíèå ñâà -ðî÷íîé äóãè áëàãîäàðÿ ìèê ðî -ïðîöåññîðíîìó óïðàâëåíèþ 13ïàðàìåò ðàìè:
2 èì ïóëüñà çàæè ãàíèÿ äó -ãè;
ñîãëà ñîâàí íûé ïëàâíûéñòàðò ïðî âî ëîêè;
ðåãóëèðîâàíèå òî êà îêîí -÷àíèÿ ñâàðêè ïîç âî ëÿåò èñ -êëþ ÷èòü êðèñòàë ëè çà öèþêàïëè íà êîíöå ïðî âîëîêèïîñëå îáðûâà äóãè è äîáèòüñÿñòàáèëü íîãî ïîâ òîðíîãî çà -æè ãàíèÿ äóãè.
144 îïòèìàëüíî ñîãëàñî -âàí íûõ ïðîãðàìì ñâàðêè äëÿ:
ðàçëè÷íûõ ìàòåðèà ëîâ; ïðî âî ëîêè ðàçëè÷íîãî äè -
àìåòðà; ðàçëè÷íûõ çàùèòíûõ ãà -
çîâ è èõ ñìåñåé;
ðàçëè÷íûõ ñïîñîáîâ ñâàðêè(Pulse, InertPulse, MIG/MAG).
Øèðîêèé äèàïàçîí ïà ðà -ìåò ðîâ èìïóëüñà: ðåãó ëè ðî -âàíèå äëèíû äóãè ãàðàíòè-ðóåò îïòèìàëü íóþ ãëó áè íóïðîïëàâëåíèÿ.
Èñïîëüçîâàíèå ñâà ðî÷ íîéïðîâîëîêè áîëüøåãî äèàìåò -ðà ïðè ñâàðêå òîí êîãî ìå -òàëëà.
Êîíòðîëèðóåìîå ðàñï ðå -äåëåíèå òåïëîâîé ýíåð ãèèïðè ñâàðêå âûñîêîëå ãè ðî âàí -íûõ ñòàëåé è äðó ãèõ ÷óâ -ñòâèòåëüíûõ ê ïå ðåãðåâóìà òåðèàëîâ.
УСТАНОВКА ДЛЯ АВТОМА -ТИЧЕСКОЙ СВАРКИ АРМА -ТУРНЫХ СТЕРЖНЕЙ КЗАКЛАД НЫМ ДЕТАЛЯМ АДФС-2001
Óñòà íîâêà, âûïóñêàåìàÿÒÖ «Òåõ íî ñâàð» (ã. Ïñêîâ),ïðåäíàçíà÷åíà äëÿ àâòîìàòè -÷åñêîé ñâàðêè ïîä ôëþñîìàðìàòóðíûõ ñòåðæíåé äèà -ìåò ðîì îò 8 äî 20 ìì êçàêëàäíûì äå òàëÿì. Ìàòå -ðèàë àðìàòóðû – ìàëîóãëå -ðîäèñòûå è íèç êîëåãèðîâàí-íûå ñòàëè.
Îäíîâðåìåííî ïðèâà ðè -âàåòñÿ îäèí ñòåðæåíü. Êïëàñòèíå ìîãóò ïðèâàðè -âàòüñÿ íåñêîëüêî ñòåð æ íåé.
Ñîñòàâ óñòàíîâêè: ìåõà -íèçì çàæàòèÿ ïëàñ òèí; ìåõà -íèçì çàæàòèÿ àð ìàòóð íîãîñòåðæíÿ; ìåõà íèçì âåðòè -êàëü íî ãî ïåðåìåùåíèÿ ñòåð -æíÿ ïî çàäàííîìó öèêëó;ñòîë ñ íàïðàâëÿþùèìè è òå -ëåæ êàìè; îñöèëëÿòîð äëÿïîäæèãà äóãè; ïíåâìà òè÷åñ -
êîå óñò ðîé ñòâî; áëîê óïðàâ -ëåíèÿ ïðî öåñ ñîì ñâàð êè;êîì ï ëåêò ïðîâîäîâ è øëàí -ãîâ; èñòî÷íèê ñâà ðî÷íîãî òîêà– âûïðÿ ìèòåëü íà 1200 À.
Ñâàðî÷íàÿ óñòàíîâêà îò -âå÷àåò òðåáîâàíèÿì íîðì èïðàâèëàì ïî îõðà íå òðóäà èòåõíèêè áå çîïàñíîñòè. Ñðåä -íÿÿ ïðîèçâî äèòåëü íîñòü óñòà -íîâ êè – 250 ñâàðîê â ÷àñ.Êîíñòðóêöèÿ óñòàíîâêè îáåñ -ïå÷èâàåò ðó÷íóþ çàê ëàäêóïðè âàðèâàåìûõ äåò à ëåé è èõâûåìêó ïîñëå ñâàðêè. Çà -ñûïêà è óáîðêà ôëþ ñà âû -ïîëíÿåòñÿ îïåðà òîðîì. Óñòà -íîâêà îáåñ ïå ÷è âàåò ãîðèçîí -òàëüíîå ïå ðå ìåùåíèå ìåõà -íèçìà çàæà òèÿ ñòåðæíÿ ñïîñëå äóþùåé ôèêñàöèåé âîâðåìÿ ñâàðêè äëÿ âîç ìîæ -íîñòè ïðèâàðêè àíêå ðîâ ïî
çàäàííûì êîîðäè íàòàì. Áëîêóïðàâëåíèÿ îáåñïå÷è âàåò íå -îá õî äè ìûé öèêë ðà áîòû âàâòî ìàòè÷åñêîì ðåæèìå: ïî -äà ÷ó àðìàòóðíîãî ñòåðæíÿ äîïëàñòèíû, âêëþ ÷åíèå èñòî÷ -íèêà ñâàðî÷íîãî òîêà è åãîîòêëþ÷åíèå ïîñëå çàæèãàíèÿäóãè, ïåðåìå ùå íèÿ ñòåðæíÿââåðõ è åãî îïóñêàíèå ïîäñâàðî÷ íûì òîêîì â ðàñïëàâ -ëåí íûé ìå òàëë, îòêëþ÷åíèåèñòî÷íèêà ñâàðî÷íîãî òî êà.Âûêëþ÷å íèå ïðîöåññà ñâàðêèîñó ùåñòâëÿåòñÿ àâ òî ìàòè ÷å -ñ êè.
УДК 621.791.72
СВОЙСТВА СОЕДИНЕНИЙ ЖАРОПРОЧНЫХНИКЕЛЕВЫХ СПЛАВОВ, ВЫПОЛНЕННЫХ
МИКРОПЛАЗМЕННОЙ ПОРОШКОВОЙ СВАРКОЙАкадемик НАН Украины К. А. ЮЩЕНКО, А. В. ЯРОВИЦЫН, инж., А. В. ЗВЯГИНЦЕВА, канд. техн. наук
(Ин-т электросварки им. Е. О. Патона НАН Украины)
Установлено, что повышенное содержание кислорода и азота в металле шва негативно влияет на пластичностьсварных соединений жаропрочных никелевых сплавов при рабочей температуре. Применительно к условиям ремон-тной микроплазменной порошковой сварки определен диапазон содержания кислорода и азота в металле шва, прикотором обеспечиваются его качественное формирование и удовлетворительные механические свойства сварныхсоединений.
К л ю ч е в ы е с л о в а : микроплазменная порошковая свар-ка, наплавка, жаропрочный никелевый сплав, сварное соеди-нение, содержание кислорода и азота, кратковременныемеханические свойства
Известно, что вредными примесями в жаропроч-ных никелевых сплавах, снижающими жаропроч-ность [1] и трещиностойкость [2] при сварке, на-ряду с другими элементами являются кислороди азот. В современных жаропрочных никелевыхсплавах их содержание после вакуумно-индук-ционного переплава ограничивается (0,0015 мас.% для каждого) [1]. Металлургическим способомборьбы с горячими трещинами при сварке никеляи его сплавов наряду с измельчением структурыметалла шва и зоны термического влияния (ЗТВ)и формированием оптимального термодеформа-ционного цикла является ограничение содержаниякислорода в металле шва до 0,005 мас. % [3].Особенность технологии сварки жаропрочных ни-келевых сплавов состоит в присутствии тугоплав-ких оксидных пленок на поверхности сваривае-мого металла [4, 5]. В связи с этим рекомендуетсяприменять технологические приемы, ограничива-ющие окисление наплавленного металла [6].
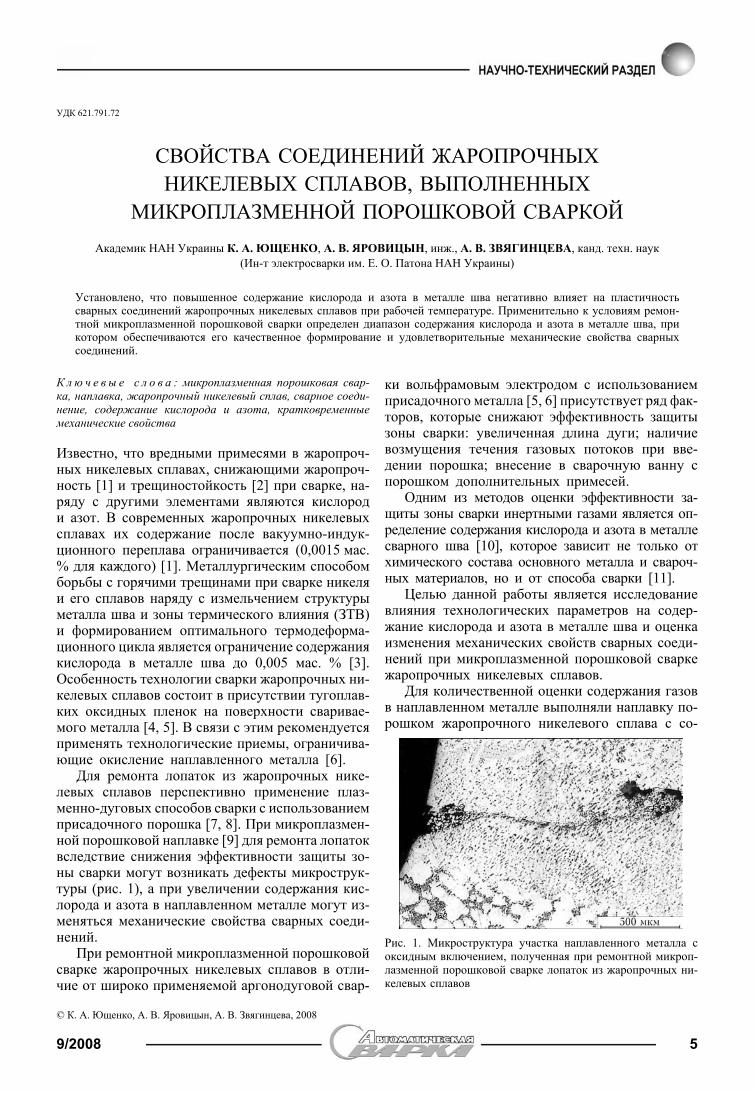
Для ремонта лопаток из жаропрочных нике-левых сплавов перспективно применение плаз-менно-дуговых способов сварки с использованиемприсадочного порошка [7, 8]. При микроплазмен-ной порошковой наплавке [9] для ремонта лопатоквследствие снижения эффективности защиты зо-ны сварки могут возникать дефекты микрострук-туры (рис. 1), а при увеличении содержания кис-лорода и азота в наплавленном металле могут из-меняться механические свойства сварных соеди-нений.
При ремонтной микроплазменной порошковойсварке жаропрочных никелевых сплавов в отли-чие от широко применяемой аргонодуговой свар-
ки вольфрамовым электродом с использованиемприсадочного металла [5, 6] присутствует ряд фак-торов, которые снижают эффективность защитызоны сварки: увеличенная длина дуги; наличиевозмущения течения газовых потоков при вве-дении порошка; внесение в сварочную ванну спорошком дополнительных примесей.
Одним из методов оценки эффективности за-щиты зоны сварки инертными газами является оп-ределение содержания кислорода и азота в металлесварного шва [10], которое зависит не только отхимического состава основного металла и свароч-ных материалов, но и от способа сварки [11].
Целью данной работы является исследованиевлияния технологических параметров на содер-жание кислорода и азота в металле шва и оценкаизменения механических свойств сварных соеди-нений при микроплазменной порошковой сваркежаропрочных никелевых сплавов.
Для количественной оценки содержания газовв наплавленном металле выполняли наплавку по-рошком жаропрочного никелевого сплава с со-
© К. А. Ющенко, А. В. Яровицын, А. В. Звягинцева, 2008
Рис. 1. Микроструктура участка наплавленного металла соксидным включением, полученная при ремонтной микроп-лазменной порошковой сварке лопаток из жаропрочных ни-келевых сплавов
9/2008 5
держанием 50 об. % γ′-фазы на пластины тол-щиной 2,5…4,0 мм аналогичного химическогосостава (табл. 1).
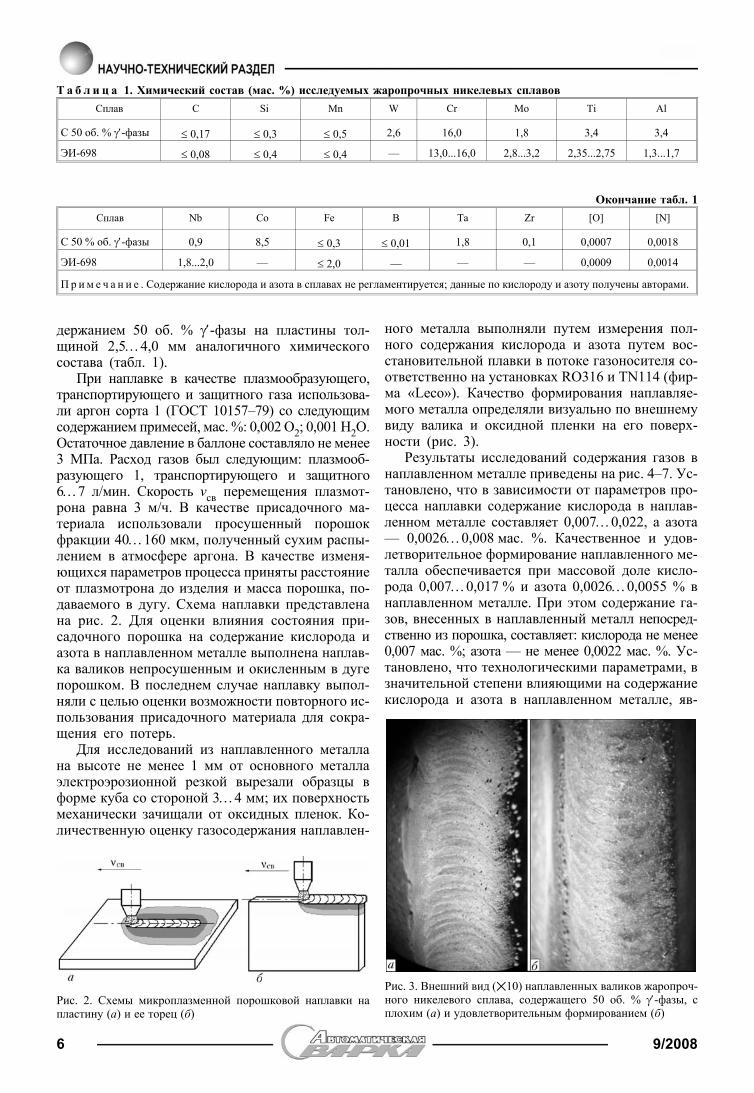
При наплавке в качестве плазмообразующего,транспортирующего и защитного газа использова-ли аргон сорта 1 (ГОСТ 10157–79) со следующимсодержанием примесей, мас. %: 0,002 O2; 0,001 Н2О.Остаточное давление в баллоне составляло не менее3 МПа. Расход газов был следующим: плазмооб-разующего 1, транспортирующего и защитного6…7 л/мин. Скорость vсв перемещения плазмот-рона равна 3 м/ч. В качестве присадочного ма-териала использовали просушенный порошокфракции 40…160 мкм, полученный сухим распы-лением в атмосфере аргона. В качестве изменя-ющихся параметров процесса приняты расстояниеот плазмотрона до изделия и масса порошка, по-даваемого в дугу. Схема наплавки представленана рис. 2. Для оценки влияния состояния при-садочного порошка на содержание кислорода иазота в наплавленном металле выполнена наплав-ка валиков непросушенным и окисленным в дугепорошком. В последнем случае наплавку выпол-няли с целью оценки возможности повторного ис-пользования присадочного материала для сокра-щения его потерь.
Для исследований из наплавленного металлана высоте не менее 1 мм от основного металлаэлектроэрозионной резкой вырезали образцы вформе куба со стороной 3…4 мм; их поверхностьмеханически зачищали от оксидных пленок. Ко-личественную оценку газосодержания наплавлен-
ного металла выполняли путем измерения пол-ного содержания кислорода и азота путем вос-становительной плавки в потоке газоносителя со-ответственно на установках RO316 и TN114 (фир-ма «Leco»). Качество формирования наплавляе-мого металла определяли визуально по внешнемувиду валика и оксидной пленки на его поверх-ности (рис. 3).
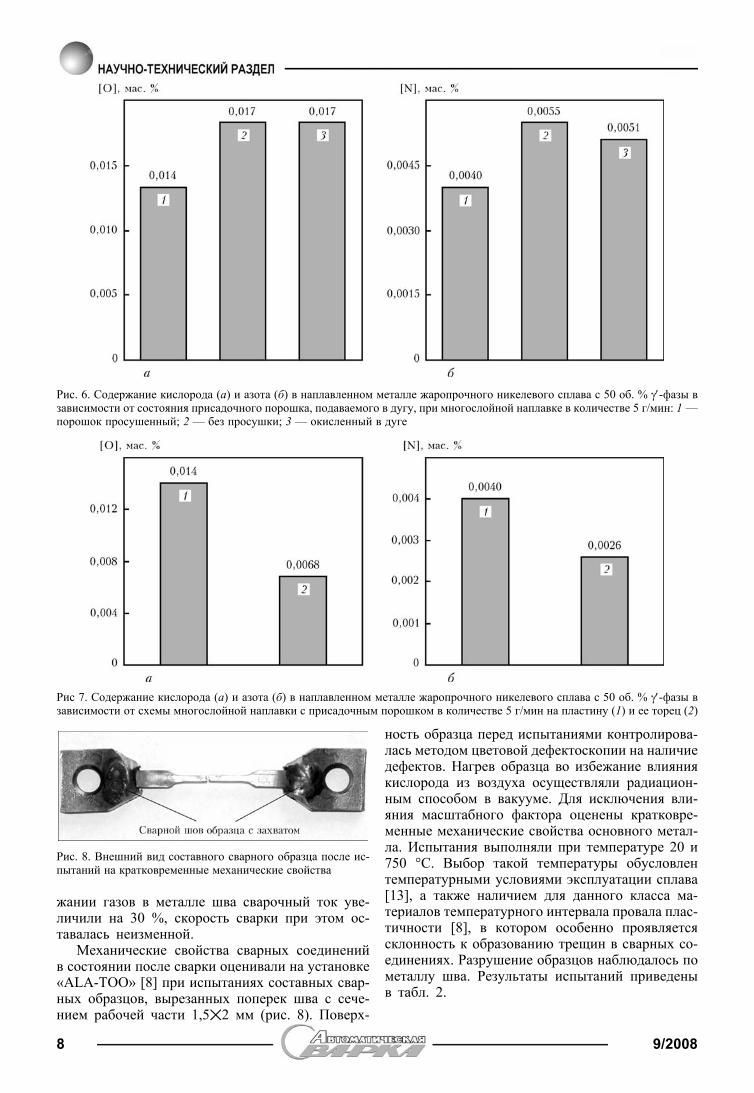
Результаты исследований содержания газов внаплавленном металле приведены на рис. 4–7. Ус-тановлено, что в зависимости от параметров про-цесса наплавки содержание кислорода в наплав-ленном металле составляет 0,007…0,022, а азота— 0,0026…0,008 мас. %. Качественное и удов-летворительное формирование наплавленного ме-талла обеспечивается при массовой доле кисло-рода 0,007…0,017 % и азота 0,0026…0,0055 % внаплавленном металле. При этом содержание га-зов, внесенных в наплавленный металл непосред-ственно из порошка, составляет: кислорода не менее0,007 мас. %; азота — не менее 0,0022 мас. %. Ус-тановлено, что технологическими параметрами, взначительной степени влияющими на содержаниекислорода и азота в наплавленном металле, яв-
Т а б л и ц а 1. Химический состав (мас. %) исследуемых жаропрочных никелевых сплавовСплав C Si Mn W Cr Mo Ti Al
С 50 об. % γ′-фазы ≤ 0,17 ≤ 0,3 ≤ 0,5 2,6 16,0 1,8 3,4 3,4
ЭИ-698 ≤ 0,08 ≤ 0,4 ≤ 0,4 — 13,0...16,0 2,8...3,2 2,35...2,75 1,3...1,7
Окончание табл. 1Сплав Nb Co Fe B Ta Zr [O] [N]
С 50 % об. γ′-фазы 0,9 8,5 ≤ 0,3 ≤ 0,01 1,8 0,1 0,0007 0,0018
ЭИ-698 1,8...2,0 — ≤ 2,0 — — — 0,0009 0,0014
Пр и м е ч а н и е . Содержание кислорода и азота в сплавах не регламентируется; данные по кислороду и азоту получены авторами.
Рис. 2. Схемы микроплазменной порошковой наплавки напластину (а) и ее торец (б)
Рис. 3. Внешний вид ( 10) наплавленных валиков жаропроч-ного никелевого сплава, содержащего 50 об. % γ′-фазы, сплохим (а) и удовлетворительным формированием (б)
6 9/2008
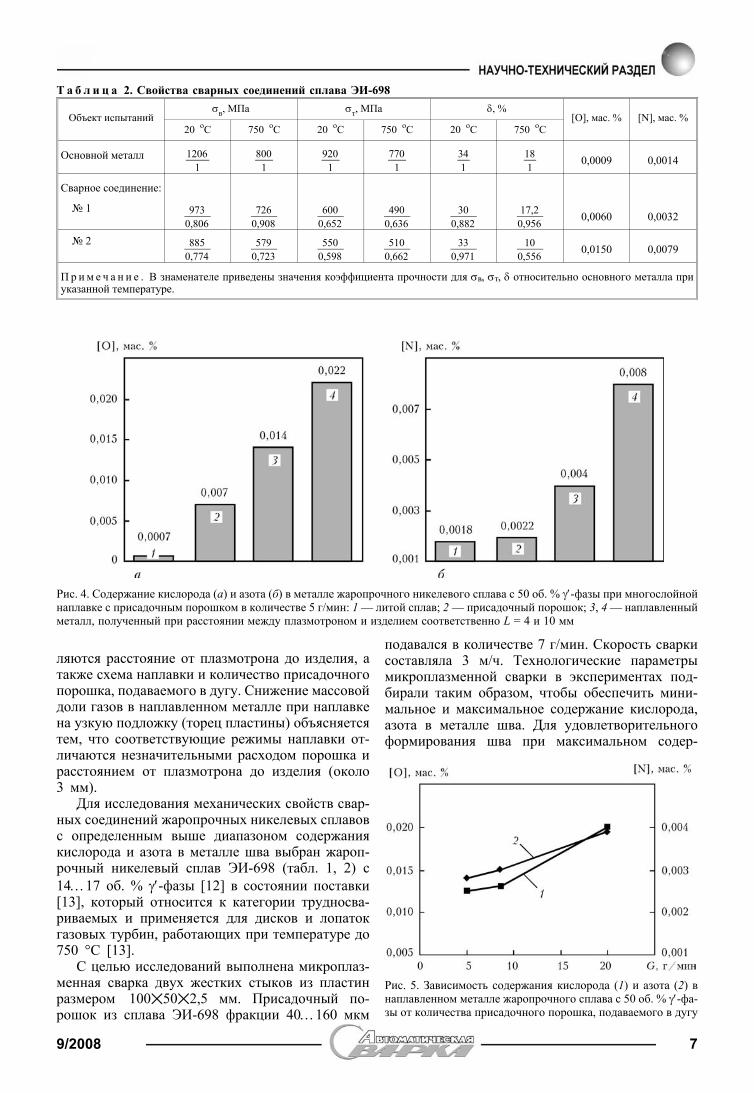
ляются расстояние от плазмотрона до изделия, атакже схема наплавки и количество присадочногопорошка, подаваемого в дугу. Снижение массовойдоли газов в наплавленном металле при наплавкена узкую подложку (торец пластины) объясняетсятем, что соответствующие режимы наплавки от-личаются незначительными расходом порошка ирасстоянием от плазмотрона до изделия (около3 мм).
Для исследования механических свойств свар-ных соединений жаропрочных никелевых сплавовс определенным выше диапазоном содержаниякислорода и азота в металле шва выбран жароп-рочный никелевый сплав ЭИ-698 (табл. 1, 2) с14…17 об. % γ′-фазы [12] в состоянии поставки[13], который относится к категории трудносва-риваемых и применяется для дисков и лопатокгазовых турбин, работающих при температуре до750 °С [13].
С целью исследований выполнена микроплаз-менная сварка двух жестких стыков из пластинразмером 100 50 2,5 мм. Присадочный по-рошок из сплава ЭИ-698 фракции 40…160 мкм
подавался в количестве 7 г/мин. Скорость сваркисоставляла 3 м/ч. Технологические параметрымикроплазменной сварки в экспериментах под-бирали таким образом, чтобы обеспечить мини-мальное и максимальное содержание кислорода,азота в металле шва. Для удовлетворительногоформирования шва при максимальном содер-
Т а б л и ц а 2. Свойства сварных соединений сплава ЭИ-698
Объект испытанийσв, МПа σт, МПа δ, %
[O], мас. % [N], мас. %20 oC 750 oC 20 oC 750 oC 20 oC 750 oC
Основной металл 12061
8001
9201
7701
341
181 0,0009 0,0014
Сварное соединение:
№ 1 9730,806
7260,908
6000,652
4900,636
300,882
17,20,956 0,0060 0,0032
№ 2 8850,774
5790,723
5500,598
5100,662
330,971
100,556 0,0150 0,0079
Пр и м е ч а н и е . В знаменателе приведены значения коэффициента прочности для σв, σт, δ относительно основного металла приуказанной температуре.
Рис. 4. Содержание кислорода (а) и азота (б) в металле жаропрочного никелевого сплава с 50 об. % γ′-фазы при многослойнойнаплавке с присадочным порошком в количестве 5 г/мин: 1 — литой сплав; 2 — присадочный порошок; 3, 4 — наплавленныйметалл, полученный при расстоянии между плазмотроном и изделием соответственно L = 4 и 10 мм
Рис. 5. Зависимость содержания кислорода (1) и азота (2) внаплавленном металле жаропрочного сплава с 50 об. % γ′-фа-зы от количества присадочного порошка, подаваемого в дугу
9/2008 7
жании газов в металле шва сварочный ток уве-личили на 30 %, скорость сварки при этом ос-тавалась неизменной.
Механические свойства сварных соединенийв состоянии после сварки оценивали на установке«ALA-TOO» [8] при испытаниях составных свар-ных образцов, вырезанных поперек шва с сече-нием рабочей части 1,5 2 мм (рис. 8). Поверх-
ность образца перед испытаниями контролирова-лась методом цветовой дефектоскопии на наличиедефектов. Нагрев образца во избежание влияниякислорода из воздуха осуществляли радиацион-ным способом в вакууме. Для исключения вли-яния масштабного фактора оценены кратковре-менные механические свойства основного метал-ла. Испытания выполняли при температуре 20 и750 °С. Выбор такой температуры обусловлентемпературными условиями эксплуатации сплава[13], а также наличием для данного класса ма-териалов температурного интервала провала плас-тичности [8], в котором особенно проявляетсясклонность к образованию трещин в сварных со-единениях. Разрушение образцов наблюдалось пометаллу шва. Результаты испытаний приведеныв табл. 2.
Рис. 6. Содержание кислорода (а) и азота (б) в наплавленном металле жаропрочного никелевого сплава с 50 об. % γ′-фазы взависимости от состояния присадочного порошка, подаваемого в дугу, при многослойной наплавке в количестве 5 г/мин: 1 —порошок просушенный; 2 — без просушки; 3 — окисленный в дуге
Рис 7. Содержание кислорода (а) и азота (б) в наплавленном металле жаропрочного никелевого сплава с 50 об. % γ′-фазы взависимости от схемы многослойной наплавки с присадочным порошком в количестве 5 г/мин на пластину (1) и ее торец (2)
Рис. 8. Внешний вид составного сварного образца после ис-пытаний на кратковременные механические свойства
8 9/2008

Установлено, что при температуре 750 °С пре-дел прочности на разрыв образца сварного сое-динения № 1 с минимальным содержанием кис-лорода и азота в металле шва на 20 % превышаетсоответствующую характеристику образца № 2с максимальным содержанием кислорода и азота.При этом пластичность образца № 1 при 750 °Спрактически сохраняется на уровне основного ме-талла, а образца № 2 при той же температуресоставляет только 55,6 % пластичности основно-го металла при 750 °С.
Полученные данные хорошо согласуются с ре-зультатами проведенных ранее металлографичес-ких исследований [1, 2]. Понижение пластичностижаропрочных никелевых сплавов обусловленообогащением границ зерен кислородом и обра-зованием легкоплавких соединений с другими при-месными элементами. В частности, это подтверж-дается данными оже-спектроскопии поверхностиразрушения образца из поликристаллического ни-келевого жаропрочного сплава с 65 об. % γ′-фазы,испытанного в температурном интервале провалапластичности [2].
Повышение содержания кислорода и азота в ме-талле шва снижает пластичность и предел проч-ности на разрыв сварных соединений в темпера-турном интервале провала пластичности, что можетнегативно повлиять на трещиностойкость сварныхсоединений при сварке и термообработке.
Таким образом, при сварке (наплавке) жароп-рочных никелевых сплавов с суммарным содержа-нием алюминия и титана более 3 мас. % возникаетнеобходимость в усовершенствовании защиты зонымикроплазменной порошковой сварки.
1. Строганов Г. Б., Чепкин В. М. Литейные жаропрочныесплавы для газовых турбин. — М.: ОНТИ, МАТИ, 2000.— 128 с.
2. Investigation of structure and crack formation in welded jo-ints of single crystal Ni-base alloys / V. S. Savchenko, K. A.Yushchenko, A. Zvyagintseva et al. // Welding in the World.— 2007. — 51, № 11/12. — Р. 76–81.
3. Машиностроение: Энциклопедия. Технология сварки,пайки и резки. — В 40 т. — Т. III-4 / В. К. Лебедев, С. И.Кучук-Яценко, А. И. Чвертко и др.; Под ред. Б. Е. Пато-на. — М.: Машиностроение, 2006. — 768 с.
4. Цинке М., Нойберт Г., Герольд Х. Свойства сварных сое-динений жаропрочных сплавов на основе никеля // Авто-мат. сварка. — 1999. — № 4. — С. 35–38.
5. Сорокин Л. И. Заварка трещин с окисленной поверх-ностью на жаропрочных никелевых сплавах // Свароч.пр-во. — 2004. — № 12. — С. 30–31.
6. Сорокин Л. И. Аргонодуговая наплавка бандажных по-лок рабочих лопаток из высокожаропрочных никелевыхсплавов // Там же. — 2004. — № 7. — С. 36–39.
7. Особенности сварки высоконикелевых дисперсионно-твердеющих жаропрочных сплавов и ремонта изготовля-емых из них изделий / В. С. Савченко, К. А. Ющенко,Н. И. Саволей, А. В. Шавель // Автомат. сварка. — 1993.— № 10. — С. 31–33.
8. Исследование свариваемости никелевых суперсплавов иразработка технологии ремонта лопаток газовых турбин/ К. А. Ющенко, В. С. Савченко, Л. В. Червякова и др. //Там же. — 2005. — № 6. — С. 3–6.
9. Ющенко К. А., Калина П. П., Яровицын А. В. Особеннос-ти микроплазменной порошковой наплавки // Там же. —2005. — № 4. — С. 9–16.
10. Федоренко Г. А., Шведиков В. М., Грищенко Л. В. О дос-товерности методов исследования струйной защиты //Свароч. пр-во. — 1986. — № 6. — С. 35–37.
11. Металлургия дуговой сварки. Взаимодействие металла сгазами / И. К. Походня, И. Р. Явдощин, А. П. Пальцевичи др. — Киев: Наук. думка, 2004. — 446 с.
12. Сорокин Л. И. Напряжения и трещины при сварке и тер-мической обработке жаропрочных сплавов // Свароч. пр-во. — 1999. — № 12. — С. 11–15.
13. Марочник сталей и сплавов / А. С. Зубченко, М. М. Ко-лосков, Ю. В. Каширский и др.; Под ред А. С. Зубченко.— М.: Машиностроение, 2003. — 784 с.
It has been established that increase in content of oxygen and nitrogen in weld metal has a negative effect on a working-temperature ductility of welded joints in heat-resistant nickel alloys. The quantitative range of oxygen and nitrogen contentof the weld metal, which provides the quality weld formation and satisfactory properties of the welded joints, has beendetermined for repair microplasma powder welding.
Поступила в редакцию 21.03.2008
9/2008 9

УДК 621.791.052:539.3
ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ ТЕРМИЧЕСКОЙ ПРАВКИСВАРНЫХ ТОНКОЛИСТОВЫХ КОНСТРУКЦИЙ НА ОСНОВЕ
МАТЕМАТИЧЕСКОГО МОДЕЛИРОВАНИЯО. В. МАХНЕНКО, канд. техн. наук (Ин-т электросварки им. Е. О. Патона НАН Украины)
На основе математического моделирования проведен анализ эффективности различных форм пятен нагрева притермической правке тонколистовых сварных конструкций с деформациями бухтиноватости. За критерий эф-фективности термической правки выбрано отношение объема остаточных пластических деформаций усадки вплоскости листа к вложенной энергии нагрева. Показано, что за счет оптимизации формы нагрева и его параметровможно повысить эффективность термической правки в несколько раз.
К л ю ч е в ы е с л о в а : сварные тонколистовые конс-трукции, сварочные деформации, термическая правка, ма-тематическое моделирование
При изготовлении сварных тонколистовых конс-трукций затраты на термическую правку могут бытьдовольно значительными [1, 2], что обусловленокак большими объемами вложенного ручного ква-лифицированного труда, так и значительными энер-гозатратами. В последнее время предпри- нималисьпопытки уменьшить затраты на термическую прав-ку за счет автоматизации этого процесса [3] с цельюрезкого сокращения объема ручного труда. Припроведении работ по авто- матизации термическойправки сварных тонколистовых конструкций с де-формациями бухтиноватости (выпучивания) на ос-нове математического моделирования этого процес-са выяснилось также, что заметной экономииэнергозатрат можно достичь за счет оптимизациипараметров нагрева.
В данной работе приведены результаты рас-четов, направленные на повышение эффективнос-ти термической правки (ЭТП) за счет оптими-зации параметров нагрева.
Опыт изготовления сварных тонколистовых кон-струкций показывает, что часто встречаемый видместных деформаций — бухтиноватость металлалиста — образуется вследствие потери устойчивос-ти от напряжений сжатия, вызванных продольнойусадкой сварных швов при приварке ребер жест-кости. Если эти деформации превышают допусти-мый уровень, то обычно используют термическуюправку, в результате которой в плоскости металлалиста возникают пластические деформации укоро-чения, убирающие «лишний» металл.
Значения остаточных пластических деформа-ций при термической правке зависят от целогоряда параметров таких, как форма пятна нагрева,мощность источника и время нагрева, материал
и толщина листа конструкции, условия охлажде-ния, максимальная температура нагрева и ее рас-пределение. За ЭТП тонколистовых конструкцийвзято отношение объема остаточных пластичес-ких деформаций усадки в плоскости листа Vп.дко вложенной энергии нагрева Qн
ЭТП = Vп.дQн
[мм3/кДж]. (1)
Поскольку при термической правке деформа-ций выпучивания тонкого листа обшивки опре-деляющей является усадка в плоскости листа, тообъем остаточных пластических деформацийусадки может быть представлен как произведениеплощади последних Fп.д в плоскости листа на еготолщину δ. Такое допущение может быть принятодля тонких листов при относительно равномерномраспределении по их толщине пластических дефор-маций усадки. Соответственно вложенную энергиюнагрева можно определить как произведение мощ-ности источника Pн на время нагрева tн
ЭТП = Fп.дδ
Pнtн [мм3/кДж]. (2)
Традиционно при термической правке исполь-зуют круглые пятна нагрева (в тонкостенных (δ ≤≤ 5 мм) конструкциях) или полосы нагрева (в кон-струкциях большой толщины). Считается, чтодлинные полосы нагрева (L ≥ 50δ) более эффек-тивны (примерно в 4 раза) при правке, но имеютповышенный риск локальной потери устойчивос-ти листа при нагреве [1, 4]. Известны также, номало применимы на практике такие формы наг-рева при термической правке, как нагрев по спи-рали и по кольцу.
Для исследования ЭТП тонкостенных конс-трукций с помощью различных по форме пятеннагрева использовали двухмерную расчетную мо-дель нагрева пятна в пластине ограниченных раз-© О. В. Махненко, 2008
10 9/2008

меров с закрепленными или свободными по гра-нице кромками при допущении наличия плоскогонапряженного состояния. Чтобы исключить вли-яние кромок пластины пятна нагрева располагалисьна достаточном удалении от них. Задача термоп-ластичности решалась с помощью теории пласти-ческого течения Прандтля–Рейсса, ассоциирован-ной условием текучести Мизеса. Температурная имеханическая задачи просматривались последова-тельно во времени — от начала нагрева до полногоостывания металла. На каждом этапе прослежива-ния линеаризованная задача решалась с помощьюметода конечных элементов. Физическая нелиней-ность реализовалась путем итераций [5]. В качествематериала тонколистовой конструкции была выб-рана низкоуглеродистая сталь Ст3. При этом рас-четная модель учитывала зависимость физико-ме-ханических свойств материала от температуры.
Для оценки ЭТП (1), (2) площадь остаточныхпластических деформаций в плоскости листа оп-ределялась интегрированием соответствующихкомпонент пластических деформаций по площадилиста:
Fп.д = ∫ ∫ εxxεyydxdy [мм2]. (3)
Расчетная модель также могла учитывать про-цесс локальной потери устойчивости листа ме-талла во время нагрева пятна. С этой целью ис-пользовали разработанный подход, а именно, по-теря устойчивости (выпучивание) происходит вдостаточно большой области, где возникают тем-пературные напряжения сжатия. Для оценки кри-тического состояния, при котором происходит по-теря устойчивости, использовали приближенныйэнергетический метод [6, 7]. В соответствии с нимриск потери устойчивости в некоторой произволь-ной области определяется знаком суммы
Э = U + W, (4)
где U — потенциальная энергия изгиба; W —работа сварочных напряжений. Если Э < 0, ториск потери устойчивости достаточно высок. Вли-яние начального прогиба поверхности листа приоценке критического состояния не учитывалось.Все представленные ниже расчетные результаты
получены для таких параметров нагрева, которыене должны приводить к локальной потере устой-чивости соответствующего по толщине листа ме-талла и допустимы для термической правки.
Расчетные результаты, представленные нарис. 1, подтвердили хорошо известный из прак-тики факт, что ЭТП резко повышается с ростоммаксимальной температуры нагрева. Однако наг-рев сталей выше 650 °С может вызывать неже-лательное изменение структуры металла и дег-радацию его механических свойств. Поэтому приЭТП нагрев сталей обычно ограничивают темпе-ратурой 600…650 °С.
Расчетные результаты, представленные нарис. 1, 2, показывают, что ЭТП зависит от вре-мени нагрева пятна до максимальной температу-ры: чем оно меньше, тем выше ЭТП. Это значит,что для повышения ЭТП необходим мощный ис-точник нагрева, который, однако, не должен при-водить к расплавлению поверхности листа.
Как видно из рис. 2, ЭТП можно повыситьза счет увеличения диаметра пятна нагрева. Приэтом следует учитывать, почему с его увеличе-нием возрастает вероятность локальной потериустойчивости (выпучивания) листа металла принагреве. Поэтому максимальный диаметр пятнанагрева для данной толщины листа надо выбиратьтаким, чтобы заведомо не возникала локальнаяпотеря устойчивости. На рис. 3 представлены дан-ные, взятые из работы [4], о рекомендуемых диа-метре пятна нагрева до 600 °С, а также расчетные
Рис. 1. Зависимость ЭТП стали Ст3 пятнами нагрева диамет-ром d = 10 мм от максимальной температуры нагрева Tmaxпри различном времени нагрева до нее: 1 — tн = 5; 2 — 10;3 — 30 с
Рис. 2. Зависимость ЭТП стали Ст3 при нагреве круглымипятнами различного диаметра от времени нагрева до Тmax == 625 °С: 1 — d = 6; 2 — 10; 3 — 20 мм
Рис. 3. Зависимость максимального диаметра dmax пятен наг-рева, при которых не возникает местная потеря устойчивости,от толщины δ листа стали Ст3 при различном времени нагре-ва до Тmax = 600 °С: 1 — tн = 10; 2 — 30; 3 — 60 с; 4 — данные[4]
9/2008 11
данные, полученные в работе [3] относительномаксимальных диаметров пятен нагрева, при ко-торых еще не возникает местная потеря устой-чивости. Расчетные данные хорошо согласуютсяс экспериментальными при допущении, что приувеличении толщины листа металла возрастаетвремя нагрева пятна до максимальной темпера-туры. На рис. 3 видно, что максимальный диаметрпятна нагрева повышается с увеличением толщи-ны листа металла и уменьшением времени нагревадо максимальной температуры.
Таким образом, за счет снижения времени наг-рева до максимальной температуры и увеличениядиаметра круглого пятна нагрева до максимальновозможного без возникновения местной потериустойчивости можно повысить ЭТП круглымипятнами нагрева примерно в 2 раза, по сравнениюс параметрами нагрева, обычно используемымипри газопламенном нагреве.
Полосы нагрева при термической правке могутбыть получены стационарным распределенным илидвижущимся концентрированным источником наг-рева. В первом случае нагрев осуществляется повсей длине полосы одновременно. Примером такогоисточника нагрева может служить оборудованиедля термической правки судостроительных конс-трукций норвежской фирмы «Thermex», работаю-щее на основе индукционного нагрева. Традицион-но используемый нагрев полос газопламенной го-релкой осуществляют с помощью движущегосяконцентрированного источника нагрева.
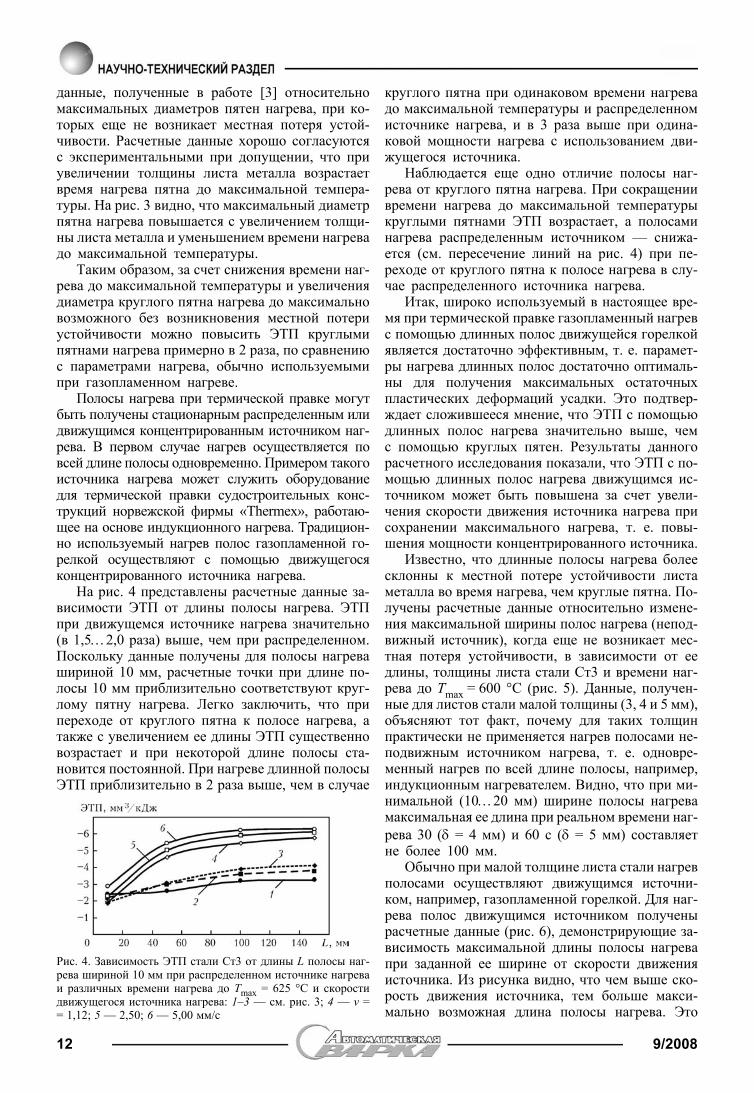
На рис. 4 представлены расчетные данные за-висимости ЭТП от длины полосы нагрева. ЭТПпри движущемся источнике нагрева значительно(в 1,5…2,0 раза) выше, чем при распределенном.Поскольку данные получены для полосы нагревашириной 10 мм, расчетные точки при длине по-лосы 10 мм приблизительно соответствуют круг-лому пятну нагрева. Легко заключить, что припереходе от круглого пятна к полосе нагрева, атакже с увеличением ее длины ЭТП существенновозрастает и при некоторой длине полосы ста-новится постоянной. При нагреве длинной полосыЭТП приблизительно в 2 раза выше, чем в случае
круглого пятна при одинаковом времени нагревадо максимальной температуры и распределенномисточнике нагрева, и в 3 раза выше при одина-ковой мощности нагрева с использованием дви-жущегося источника.
Наблюдается еще одно отличие полосы наг-рева от круглого пятна нагрева. При сокращениивремени нагрева до максимальной температурыкруглыми пятнами ЭТП возрастает, а полосаминагрева распределенным источником — снижа-ется (см. пересечение линий на рис. 4) при пе-реходе от круглого пятна к полосе нагрева в слу-чае распределенного источника нагрева.
Итак, широко используемый в настоящее вре-мя при термической правке газопламенный нагревс помощью длинных полос движущейся горелкойявляется достаточно эффективным, т. е. парамет-ры нагрева длинных полос достаточно оптималь-ны для получения максимальных остаточныхпластических деформаций усадки. Это подтвер-ждает сложившееся мнение, что ЭТП с помощьюдлинных полос нагрева значительно выше, чемс помощью круглых пятен. Результаты данногорасчетного исследования показали, что ЭТП с по-мощью длинных полос нагрева движущимся ис-точником может быть повышена за счет увели-чения скорости движения источника нагрева присохранении максимального нагрева, т. е. повы-шения мощности концентрированного источника.
Известно, что длинные полосы нагрева болеесклонны к местной потере устойчивости листаметалла во время нагрева, чем круглые пятна. По-лучены расчетные данные относительно измене-ния максимальной ширины полос нагрева (непод-вижный источник), когда еще не возникает мес-тная потеря устойчивости, в зависимости от еедлины, толщины листа стали Ст3 и времени наг-рева до Тmax = 600 °С (рис. 5). Данные, получен-ные для листов стали малой толщины (3, 4 и 5 мм),объясняют тот факт, почему для таких толщинпрактически не применяется нагрев полосами не-подвижным источником нагрева, т. е. одновре-менный нагрев по всей длине полосы, например,индукционным нагревателем. Видно, что при ми-нимальной (10…20 мм) ширине полосы нагревамаксимальная ее длина при реальном времени наг-рева 30 (δ = 4 мм) и 60 с (δ = 5 мм) составляетне более 100 мм.
Обычно при малой толщине листа стали нагревполосами осуществляют движущимся источни-ком, например, газопламенной горелкой. Для наг-рева полос движущимся источником полученырасчетные данные (рис. 6), демонстрирующие за-висимость максимальной длины полосы нагревапри заданной ее ширине от скорости движенияисточника. Из рисунка видно, что чем выше ско-рость движения источника, тем больше макси-мально возможная длина полосы нагрева. Это
Рис. 4. Зависимость ЭТП стали Ст3 от длины L полосы наг-рева шириной 10 мм при распределенном источнике нагреваи различных времени нагрева до Тmax = 625 °С и скоростидвижущегося источника нагрева: 1–3 — см. рис. 3; 4 — v == 1,12; 5 — 2,50; 6 — 5,00 мм/с
12 9/2008

объясняется снижением погонной энергии нагре-ва с увеличением скорости источника для дос-тижения заданной максимальной температуры.По сравнению с неподвижным распределеннымисточником нагрева при движущемся источникеможно нагреть значительно более длинные по-лосы без угрозы потери устойчивости. Так, притолщине металла 3 мм с помощью распределен-ного источника можно нагреть полосы шириной20 мм и максимальной длиной 80 мм за времянагрева до максимальной температуры 10 с, а придвижущемся источнике можно увеличить длинуполос до 280 мм при скорости источника нагрева10 мм/с. Расчет показал, что при толщине металла3 мм и ширине полосы нагрева 10 мм ее длинапри движущемся источнике нагрева не ограни-чена при любой скорости его движения. Анало-гичные результаты получены для металла толщи-ной 4 и 5 мм при ширине полос нагрева соот-ветственно 20 и 25 мм. Эти расчетные данныехорошо согласуются с рекомендуемыми значени-ями ширины нагреваемых полос (при которых об-шивка обычно не теряет устойчивость), получен-ных на основе большого объема эксперименталь-
ных работ по безударной правке конструкций насудостроительных заводах [4].
Кольцевой нагрев на практике осуществить до-вольно сложно, но он отличается при этом вы-сокой эффективностью. На рис. 7 представленырасчетные данные ЭТП для пятен нагрева в формеколец с наружным диаметром 20 мм приразличных внутреннем диаметре кольца и вре-мени нагрева до максимальной температуры. Рас-четные точки при внутреннем диаметре кольцаdвн = 0 соответствуют случаю нагрева с помощьюкруглого пятна. Легко увидеть, что при переходеот круглого пятна к кольцу нагрева, а затем приуменьшении ширины кольца ЭТП заметно повы-шается. При этом так же, как и в случае круглогопятна, сокращение времени нагрева до максималь-ной температуры способствует значительному по-вышению ЭТП.
Как и в случае нагрева длинной полосой, прииспользовании движущегося по кольцу источниканагрева (рис. 8) ЭТП выше, чем при использо-вании распределенного источника нагрева. Осо-бенно повышение ЭТП заметно при большой ши-рине кольца. С уменьшением его наружного ди-аметра и снижением скорости нагрева ЭТП по-нижается.
С позиции риска местной потери устойчивостилиста металла при нагреве расчеты показали, чтозначения максимальных наружных радиусов ко-лец нагрева, при которых еще не возникает мес-тная потеря устойчивости, мало зависят от ши-рины кольца и соответствуют расчетным значе-ниям максимальных радиусов круглых пятен наг-рева (см. рис. 3). Таким образом, нагрев по кольцуявляется перспективным при реализации его с по-
Рис. 5. Зависимость максимальной ширины bmax полосы наг-рева (при неподвижном источнике нагрева), при которой невозникает местная потеря устойчивости, от ее длины L приразличных толщине листа металла и времени нагрева доТmax = 600 °С: 1 — δ = 3 мм (tн = 10 с); 2, 4 — 4 мм(соответственно 30 и 10 с); 3, 5 — 5 мм (соответственно 60 и30 с)
Рис. 6. Зависимость максимальной длины Lmax полосы нагре-ва, при которой не возникает местная потеря устойчивости,от скорости движения v источника нагрева при δ = 3 мм и b == 20 мм (1); δ = 4 мм и b = 30 мм (2); δ = 5 мм и b = 40 мм
Рис. 7. Зависимость ЭТП стали Ст3 при нагреве кольцами снаружным диаметром 20 мм от внутреннего диаметра колец привремени нагрева до Тmax = 625 °С tн = 5 (1), 10 (2) и 30 с (3)
Рис. 8. Зависимость ЭТП от скорости движения источниканагрева по кольцу при толщине листа металла 3 мм и различ-ных наружных dнар и внутренних dвн диаметрах кольца(Тmax = 625 °С): 1 — dнар = 20 мм, dвн = 15 мм; 2 — dнар == 30 мм, dвн = 20 мм; 3 — dнар = 30 мм, dвн = 25 мм
9/2008 13
мощью современных источников нагрева (напри-мер, лазерного).
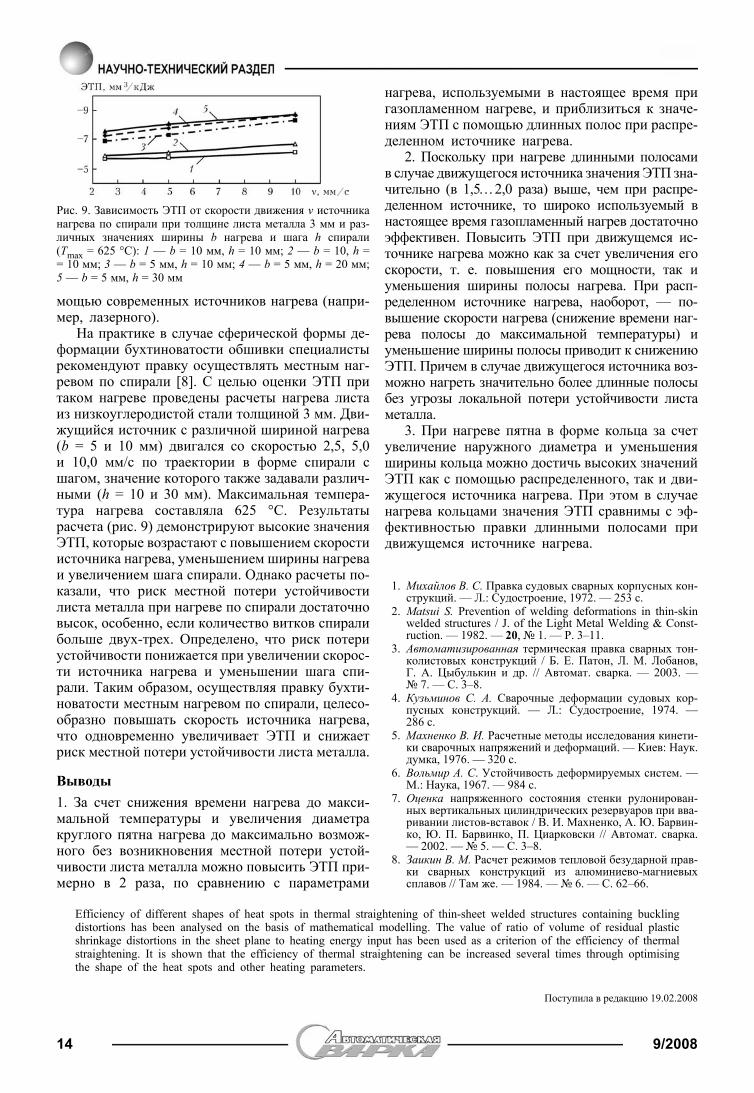
На практике в случае сферической формы де-формации бухтиноватости обшивки специалистырекомендуют правку осуществлять местным наг-ревом по спирали [8]. С целью оценки ЭТП притаком нагреве проведены расчеты нагрева листаиз низкоуглеродистой стали толщиной 3 мм. Дви-жущийся источник с различной шириной нагрева(b = 5 и 10 мм) двигался со скоростью 2,5, 5,0и 10,0 мм/с по траектории в форме спирали сшагом, значение которого также задавали различ-ными (h = 10 и 30 мм). Максимальная темпера-тура нагрева составляла 625 °С. Результатырасчета (рис. 9) демонстрируют высокие значенияЭТП, которые возрастают с повышением скоростиисточника нагрева, уменьшением ширины нагреваи увеличением шага спирали. Однако расчеты по-казали, что риск местной потери устойчивостилиста металла при нагреве по спирали достаточновысок, особенно, если количество витков спиралибольше двух-трех. Определено, что риск потериустойчивости понижается при увеличении скорос-ти источника нагрева и уменьшении шага спи-рали. Таким образом, осуществляя правку бухти-новатости местным нагревом по спирали, целесо-образно повышать скорость источника нагрева,что одновременно увеличивает ЭТП и снижаетриск местной потери устойчивости листа металла.
Выводы1. За счет снижения времени нагрева до макси-мальной температуры и увеличения диаметракруглого пятна нагрева до максимально возмож-ного без возникновения местной потери устой-чивости листа металла можно повысить ЭТП при-мерно в 2 раза, по сравнению с параметрами
нагрева, используемыми в настоящее время пригазопламенном нагреве, и приблизиться к значе-ниям ЭТП с помощью длинных полос при распре-деленном источнике нагрева.
2. Поскольку при нагреве длинными полосамив случае движущегося источника значения ЭТП зна-чительно (в 1,5…2,0 раза) выше, чем при распре-деленном источнике, то широко используемый внастоящее время газопламенный нагрев достаточноэффективен. Повысить ЭТП при движущемся ис-точнике нагрева можно как за счет увеличения егоскорости, т. е. повышения его мощности, так иуменьшения ширины полосы нагрева. При расп-ределенном источнике нагрева, наоборот, — по-вышение скорости нагрева (снижение времени наг-рева полосы до максимальной температуры) иуменьшение ширины полосы приводит к снижениюЭТП. Причем в случае движущегося источника воз-можно нагреть значительно более длинные полосыбез угрозы локальной потери устойчивости листаметалла.
3. При нагреве пятна в форме кольца за счетувеличение наружного диаметра и уменьшенияширины кольца можно достичь высоких значенийЭТП как с помощью распределенного, так и дви-жущегося источника нагрева. При этом в случаенагрева кольцами значения ЭТП сравнимы с эф-фективностью правки длинными полосами придвижущемся источнике нагрева.
1. Михайлов В. С. Правка судовых сварных корпусных кон-струкций. — Л.: Судостроение, 1972. — 253 с.
2. Matsui S. Prevention of welding deformations in thin-skinwelded structures / J. of the Light Metal Welding & Const-ruction. — 1982. — 20, № 1. — P. 3–11.
3. Автоматизированная термическая правка сварных тон-колистовых конструкций / Б. Е. Патон, Л. М. Лобанов,Г. А. Цыбулькин и др. // Автомат. сварка. — 2003. —№ 7. — С. 3–8.
4. Кузьминов С. А. Сварочные деформации судовых кор-пусных конструкций. — Л.: Судостроение, 1974. —286 с.
5. Махненко В. И. Расчетные методы исследования кинети-ки сварочных напряжений и деформаций. — Киев: Наук.думка, 1976. — 320 с.
6. Вольмир А. С. Устойчивость деформируемых систем. —М.: Наука, 1967. — 984 с.
7. Оценка напряженного состояния стенки рулонирован-ных вертикальных цилиндрических резервуаров при вва-ривании листов-вставок / В. И. Махненко, А. Ю. Барвин-ко, Ю. П. Барвинко, П. Циарковски // Автомат. сварка.— 2002. — № 5. — С. 3–8.
8. Заикин В. М. Расчет режимов тепловой безударной прав-ки сварных конструкций из алюминиево-магниевыхсплавов // Там же. — 1984. — № 6. — С. 62–66.
Efficiency of different shapes of heat spots in thermal straightening of thin-sheet welded structures containing bucklingdistortions has been analysed on the basis of mathematical modelling. The value of ratio of volume of residual plasticshrinkage distortions in the sheet plane to heating energy input has been used as a criterion of the efficiency of thermalstraightening. It is shown that the efficiency of thermal straightening can be increased several times through optimisingthe shape of the heat spots and other heating parameters.
Поступила в редакцию 19.02.2008
Рис. 9. Зависимость ЭТП от скорости движения v источниканагрева по спирали при толщине листа металла 3 мм и раз-личных значениях ширины b нагрева и шага h спирали(Тmax = 625 °С): 1 — b = 10 мм, h = 10 мм; 2 — b = 10, h == 10 мм; 3 — b = 5 мм, h = 10 мм; 4 — b = 5 мм, h = 20 мм;5 — b = 5 мм, h = 30 мм
14 9/2008

УДК 621.791.75
ВЛИЯНИЕ МАКРОВКЛЮЧЕНИЙ ОКСИДНОЙ ПЛЕНЫНА ПРОЧНОСТЬ ШВОВ ТОЛСТОЛИСТОВЫХ СОЕДИНЕНИЙ
СПЛАВА АМг6А. Г. ПОКЛЯЦКИЙ, канд. техн. наук (Ин-т электросварки им. Е. О. Патона НАН Украины)
Исследовано влияние макровключений оксидной плены в швах на механические свойства швов, полученных ар-гонодуговой сваркой неплавящимся электродом алюминиевого сплава АМг6 толщиной 6…12 мм. Полученызависимости прочности швов от площади таких дефектов, выходящих на поверхность со стороны проплава инаходящихся внутри шва. По ним можно судить о допустимом уровне макровключений оксидной плены в швахпри изготовлении сварных конструкций.
К л ю ч е в ы е с л о в а : аргонодуговая сварка, неплавящийсяэлектрод, алюминиевый сплав АМг6, макровключения оксид-ной плены, временное сопротивление, протяженность де-фектов
При изготовлении сварных конструкций ответс-твенного назначения из алюминиевых сплавовзначительную часть швов выполняют аргоноду-говой сваркой неплавящимся электродом (АДС-НЭ). Этот способ сварки позволяет получать ка-чественные швы с гладкой лицевой поверх-ностью, плавным переходом к основному метал-лу, без подрезов, наплывов и брызг. Прочностьстыковых соединений сплава АМг6 толщиной6…12 мм, полученных однопроходной АДСНЭ,составляет 95 или 75 % прочности основного ме-талла соответственно в отожженном или нагар-тованном состоянии [1, 2]. Однако при изготов-лении крупногабаритных сварных конструкцийвследствие нарушения требований к подготовкесвариваемых кромок, точности их сборки и фик-сации, а также изменения технологических пара-метров процесса сварки в швах довольно частообразуются макровключения оксидной плены [3].Наличие таких дефектов может приводить к сни-жению механических свойств сварных соедине-ний [4, 5].
Цель настоящей работы — определить степеньвлияния макровключений оксидной плены напрочность швов, выполненных АДСНЭ на алю-миниевом сплаве АМг6 толщиной 6…12 мм.
Исследовали стыковые соединения, получен-ные на листах алюминиевого сплава АМг6 раз-мером 400 200 мм автоматической однопроход-ной АДСНЭ со скоростью 12 м/ч с использова-нием присадочной проволоки СвАМг6 диаметром2,5 мм. Питание дуги осуществляли от разрабо-танного в ИЭС им. Е. О. Патона опытного источ-ника питания И-160, позволяющего независимо ре-гулировать длительность τпр, τобр и амплитуду Iпр,
Iобр тока соответственно при прямой и обратнойполярности. Материал толщиной 6 мм сваривалисимметричным током (Iпр = Iобр = 360 А; τпр == τобр = 10,4 мс). Чтобы обеспечить необходимуюстойкость неплавящегося электрода (иттрирован-ный вольфрамовый пруток диаметром 10 мм),при сварке металла толщиной 12 мм использо-вали асимметричный по амплитуде ток (Iпр =780 А, Iобр = 440 А). Для гарантированного по-лучения макровключений оксидной плены в швахсборку стыков осуществляли с фиксированным за-зором (1,2 мм при толщине листа 6 мм и 1,6 ммпри толщине листа 12 мм) между кромками [6].Перед сваркой листы и сварочную проволоку под-вергали химическому травлению по общепринятойтехнологии. С целью получения в швах дефектовбольшой площади часть стыков сваривали без пред-варительной механической зачистки поверхностейи торцов свариваемых кромок.
Из полученных соединений изготавливалистандартные образцы для определения временно-го сопротивления металла швов. Чтобы разруше-ние образцов происходило по шву в месте на-хождения дефекта, усиление и проплав удалялизаподлицо с основным металлом. При испытанииобразцов в условиях статического растяженияфиксировали реальную нагрузку P, при которойпроисходило их разрушение. На образце передего испытанием измеряли площадь поперечногосечения шва Fш с целью определения временногосопротивления металла швов. После разрушенияобразцов в изломах швов с помощью микроскопаМБС-2 определяли площадь макровключений ок-сидной плены Fо.п. Все дефекты по характеру ихзалегания в швах подразделяли на открытые (вы-ходящие на поверхность со стороны проплава)и закрытые (находящиеся внутри шва) (рис. 1).Отдельно для каждой группы дефектов опреде-ляли относительную площадь Fо.п/Fш макровклю-
© А. Г. Покляцкий, 2008
9/2008 15

чений оксидной плены. Для расчетов использо-вали средние значения показателей, полученныхпо результатам испытаний 10…15 образцов.
Чтобы выяснить, в какой степени такие мак-ровключения проявляют себя как концентраторынапряжений при растяжении образцов толщиной6 мм, вычисляли площадь рабочего сечения шваFр = Fш – Fо.п без учета площади дефекта. Затемисходя из предела прочности бездефектных швов
находили расчетное значение нагрузки Pр, при ко-тором происходило бы разрушение качественных об-разцов с различной площадью сечения шва. Крометого, на отдельных образцах оценивали ударную вяз-кость и угол загиба швов, металл которых содержитмакровключения оксидной плены.
Анализ изломов образцов показал, что в боль-шинстве случаев макровключения оксидной пле-ны находятся в нижней (корневой) части шва, сос-тавляющей примерно 25 % толщины свариваемо-го металла. Все они имеют различную форму ипротяженность, но по общему виду могут бытьусловно разделены на две группы — тонкие(0,30…0,45 мм) протяженные (рис. 1, а) и сосре-доточенные, близкие по форме к треугольнику(рис. 1, б). Как правило, после снятия проплавашва основное количество таких дефектов оказы-вается открытым и может быть легко обнаруженовизуально. Незначительная часть дефектов оста-ется внутри шва и необходимо применение рент-геновского или ультразвукового контроля длякомплексной оценки качества сварных соедине-ний толстолистового сплава АМг6, полученныхАДСНЭ.
Все исследованные с помощью сканирующегомикроскопа макровключения оксидной плены бы-ли очень тонкими (от 6⋅10–4 до 2⋅10–2 мм) и имелиразличные цветовые оттенки. Наиболее тонкиеплены — блестящие, под их поверхностью четкопросматриваются фрагменты структуры металлашва (рис. 2, а). Черные по цвету плены имелибольшую толщину, отличались хрупкостью, о чемсвидетельствует наличие микротрещин в ихструктуре (рис. 2, б).
Для оценки влияния макровключений оксид-ной плены на прочность швов, выполненных АД-СНЭ на листе сплава АМг6 толщиной 6…12 мм,построены кривые (рис. 3). Полученные резуль-
Рис. 1. Макровключения оксидной плены в изломах разрыв-ных образцов металла швов, выполненных АДСНЭ на алю-миниевом сплаве АМг6 толщиной 12 мм: а, б — открытые,соответственно тонкие протяженные и сосредоточенные; в —закрытые
Рис. 2. Фрактограммы ( 500) поверхности разрушенных швов, выполненных на сплаве АМг6, в области макровключенийоксидной плены: а, б — см. в тексте
16 9/2008
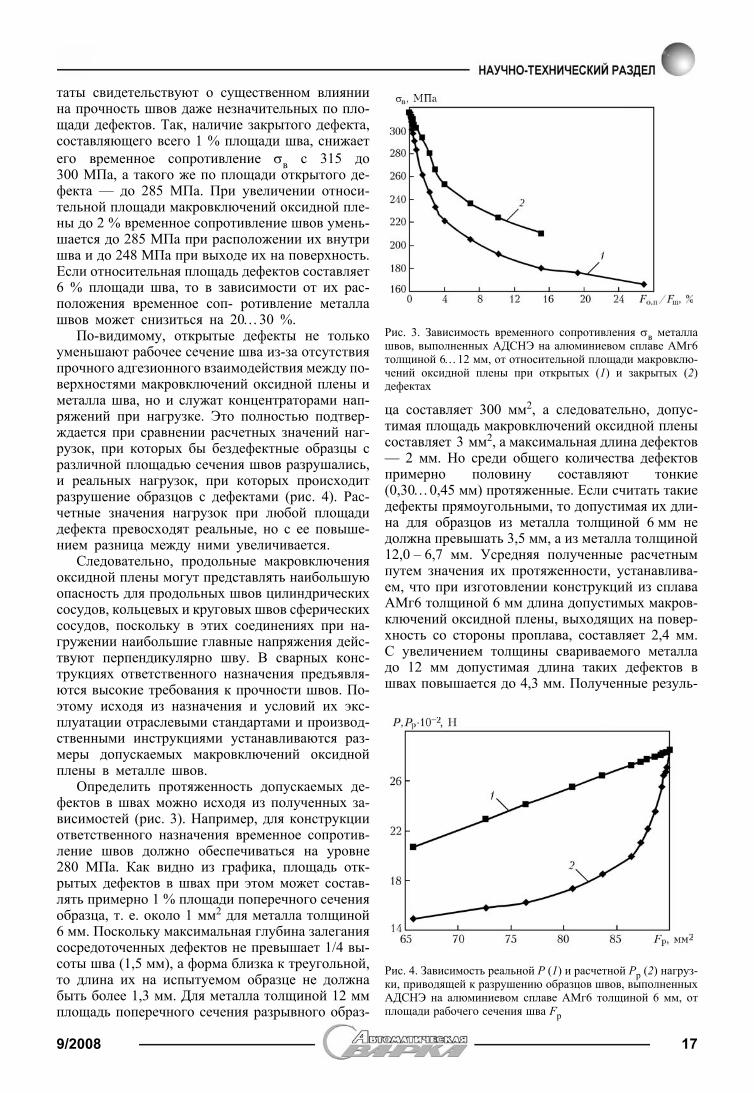
таты свидетельствуют о существенном влияниина прочность швов даже незначительных по пло-щади дефектов. Так, наличие закрытого дефекта,составляющего всего 1 % площади шва, снижаетего временное сопротивление σв с 315 до300 МПа, а такого же по площади открытого де-фекта — до 285 МПа. При увеличении относи-тельной площади макровключений оксидной пле-ны до 2 % временное сопротивление швов умень-шается до 285 МПа при расположении их внутришва и до 248 МПа при выходе их на поверхность.Если относительная площадь дефектов составляет6 % площади шва, то в зависимости от их рас-положения временное соп- ротивление металлашвов может снизиться на 20…30 %.
По-видимому, открытые дефекты не толькоуменьшают рабочее сечение шва из-за отсутствияпрочного адгезионного взаимодействия между по-верхностями макровключений оксидной плены иметалла шва, но и служат концентраторами нап-ряжений при нагрузке. Это полностью подтвер-ждается при сравнении расчетных значений наг-рузок, при которых бы бездефектные образцы сразличной площадью сечения швов разрушались,и реальных нагрузок, при которых происходитразрушение образцов с дефектами (рис. 4). Рас-четные значения нагрузок при любой площадидефекта превосходят реальные, но с ее повыше-нием разница между ними увеличивается.
Следовательно, продольные макровключенияоксидной плены могут представлять наибольшуюопасность для продольных швов цилиндрическихсосудов, кольцевых и круговых швов сферическихсосудов, поскольку в этих соединениях при на-гружении наибольшие главные напряжения дейс-твуют перпендикулярно шву. В сварных конс-трукциях ответственного назначения предъявля-ются высокие требования к прочности швов. По-этому исходя из назначения и условий их экс-плуатации отраслевыми стандартами и производ-ственными инструкциями устанавливаются раз-меры допускаемых макровключений оксиднойплены в металле швов.
Определить протяженность допускаемых де-фектов в швах можно исходя из полученных за-висимостей (рис. 3). Например, для конструкцииответственного назначения временное сопротив-ление швов должно обеспечиваться на уровне280 МПа. Как видно из графика, площадь отк-рытых дефектов в швах при этом может состав-лять примерно 1 % площади поперечного сеченияобразца, т. е. около 1 мм2 для металла толщиной6 мм. Поскольку максимальная глубина залеганиясосредоточенных дефектов не превышает 1/4 вы-соты шва (1,5 мм), а форма близка к треугольной,то длина их на испытуемом образце не должнабыть более 1,3 мм. Для металла толщиной 12 ммплощадь поперечного сечения разрывного образ-
ца составляет 300 мм2, а следовательно, допус-тимая площадь макровключений оксидной пленысоставляет 3 мм2, а максимальная длина дефектов— 2 мм. Но среди общего количества дефектовпримерно половину составляют тонкие(0,30…0,45 мм) протяженные. Если считать такиедефекты прямоугольными, то допустимая их дли-на для образцов из металла толщиной 6 мм недолжна превышать 3,5 мм, а из металла толщиной12,0 – 6,7 мм. Усредняя полученные расчетнымпутем значения их протяженности, устанавлива-ем, что при изготовлении конструкций из сплаваАМг6 толщиной 6 мм длина допустимых макров-ключений оксидной плены, выходящих на повер-хность со стороны проплава, составляет 2,4 мм.С увеличением толщины свариваемого металладо 12 мм допустимая длина таких дефектов вшвах повышается до 4,3 мм. Полученные резуль-
Рис. 3. Зависимость временного сопротивления σв металлашвов, выполненных АДСНЭ на алюминиевом сплаве АМг6толщиной 6…12 мм, от относительной площади макровклю-чений оксидной плены при открытых (1) и закрытых (2)дефектах
Рис. 4. Зависимость реальной P (1) и расчетной Pр (2) нагруз-ки, приводящей к разрушению образцов швов, выполненныхАДСНЭ на алюминиевом сплаве АМг6 толщиной 6 мм, отплощади рабочего сечения шва Fр
9/2008 17

таты согласуются с требованиями, предъявляемы-ми существующими отраслевыми стандартами ккачеству сварных соединений. Так, например, приизготовлении корпусных изделий космическойтехники из сплава АМг6 допускается наличие вшвах макровключений оксидной плены протяжен-ностью не более 2,5 мм при толщине сваривае-мого металла 6 мм и не более 4,0 мм при толщинесвариваемого металла 12 мм. Для закрытых де-фектов может допускаться двукратное увеличениеих длины, поскольку они в меньшей степени сни-жают прочность швов.
Ударная вязкость и угол загиба швов при уве-личении площади макровключений оксидной пле-ны снижаются более резко, чем их прочность. Ес-ли прочность швов, содержащих открытые дефек-ты площадью 1 % площади шва, снижается при-мерно на 10 %, то ударная вязкость и угол загибашвов, содержащих такие же по площади макров-ключения оксидной плены, уменьшаются в сред-нем на 20 %. Это свидетельствует о более вы-сокой чувствительности указанных показателей кконцентрации напряжений под воздействием наг-рузок при испытаниях. Поэтому при АДСНЭ из-делий из алюминиевого сплава АМг6 необходимообеспечивать требуемую точность подготовки,сборки и фиксации кромок, а также строго соб-людать технологические параметры процессасварки во избежание образования макровключе-ний оксидной плены в металле швов. В случаепоследующего деформирования или ударногонагружения швов в процессе изготовления кон-струкций целесообразнее выполнять их плазмен-но-дуговой сваркой, позволяющей за счет высо-кой концентрации плазменной струи избежать об-разования в корневой части швов дефектов, ха-рактерных для АДСНЭ, и обеспечить высокие ме-ханические свойства сварных соединений.
Таким образом, можно заключить, что мак-ровключения оксидной плены в металле швов, яв-ляющиеся наиболее характерным дефектом приАДСНЭ алюминиевого сплава АМг6, существен-но снижают механические свойства швов. Наи-более опасны дефекты, выходящие на поверх-ность со стороны проплава, поскольку они нетолько уменьшают рабочее сечение шва, но и яв-ляются концентраторами напряжений при нагруз-ках. При наличии в образце открытого дефекта,занимающего 1 % площади сечения шва, выпол-ненного АДСНЭ на алюминиевом сплаве АМг6толщиной 6…12 мм, временное сопротивлениешвов снижается на 10 %, а их ударная вязкостьи угол загиба — на 20 %. С помощью полученнойзависимости временного сопротивления от отно-сительной площади макровключений оксиднойплены в металле швов можно определять размерыдопустимых дефектов исходя из требований,предъявляемых к сварным конструкциям.
1. Машин В. С., Покляцкий А. Г., Федорчук В. Е. Механи-ческие свойства соединений алюминиевых сплавов присварке плавящимся и неплавящимся электродом // Авто-мат. сварка. — 2005. — № 9. — С. 43–49.
2. Рабкин Д. М. Металлургия сварки плавлением алюминияи его сплавов. — Киев: Наук. думка, 1986. — 256 с.
3. Покляцкий А. Г. Особенности образования макровключе-ний оксидной плены в металле швов алюминиевых спла-вов (Обзор) // Автомат. сварка. — 2001. — № 39. —С. 38–40.
4. Воропай Н. М., Манжелей Г. П. Выявление окисныхвключений в швах на алюминиевых сплавах // Там же.— 1969. — № 3. — С. 71–72.
5. Макаров И. И., Волынский В. Н., Прохоров Н. Н. Влия-ние пор и окисных включений на прочность сварных со-единений сплава АМг6 // Там же. — 1976. — № 4. —С. 27–30.
6. Ищенко А. Я., Покляцкий А. Г., Яворская М. Р. Предотв-ращение включений оксидной плены в швах при аргоно-дуговой сварке алюминиевых сплавов // Там же. — 1989.— № 6. — С. 38–41.
Effect of macro oxide film inclusions on mechanical properties of welds made on aluminium alloy AMg 6, 6...12 mmthick, by TIG welding in argon atmosphere has been investigated. Relationships between strength of the welds andsurface area of such defects escaping to the surface on the side of penetration and located inside the weld have beenderived. The relationships can be used to estimate admissibility of macro oxide film inclusions in the welds in fabricationof welded structures.
Поступила в редакцию 10.04.2008
18 9/2008
УДК 621.793.7
ВЛИЯНИЕ ПАРАМЕТРОВ МЕХАНОХИМИЧЕСКОГО СИНТЕЗАНА СТРУКТУРУ, ФАЗОВЫЙ СОСТАВ И СВОЙСТВА
ПОРОШКОВ СИСТЕМЫ Al–Сu–FeДЛЯ ГАЗОТЕРМИЧЕСКОГО НАПЫЛЕНИЯ,
СОДЕРЖАЩИХ КВАЗИКРИСТАЛЛИЧЕСКУЮ ФАЗУА. Л. БОРИСОВА, Ю. С. БОРИСОВ, доктора техн. наук, Л. И. АДЕЕВА, А. Ю. ТУНИК, кандидаты техн. наук,
М. В. КАРПЕЦ, д-р физ.-мат. наук, А. Н. БУРЛАЧЕНКО, инж.(Ин-т электросварки им. Е. О. Патона НАН Украины)
Методом механохимического синтеза из смеси порошков алюминия, меди и железа получены композиционныепорошки, содержащие наряду с аморфной и кристаллическими фазами квазикристаллическую ψ-фазу. Последующийотжиг при температуре 680 °С в течение 2 ч увеличивает содержание ψ-фазы до 96 %.
К л ю ч е в ы е с л о в а : механохимический синтез, газотер-мическое напыление, порошок системы Al–Сu–Fe, способыполучения, квазикристаллическая фаза, структура, фазовыйсостав
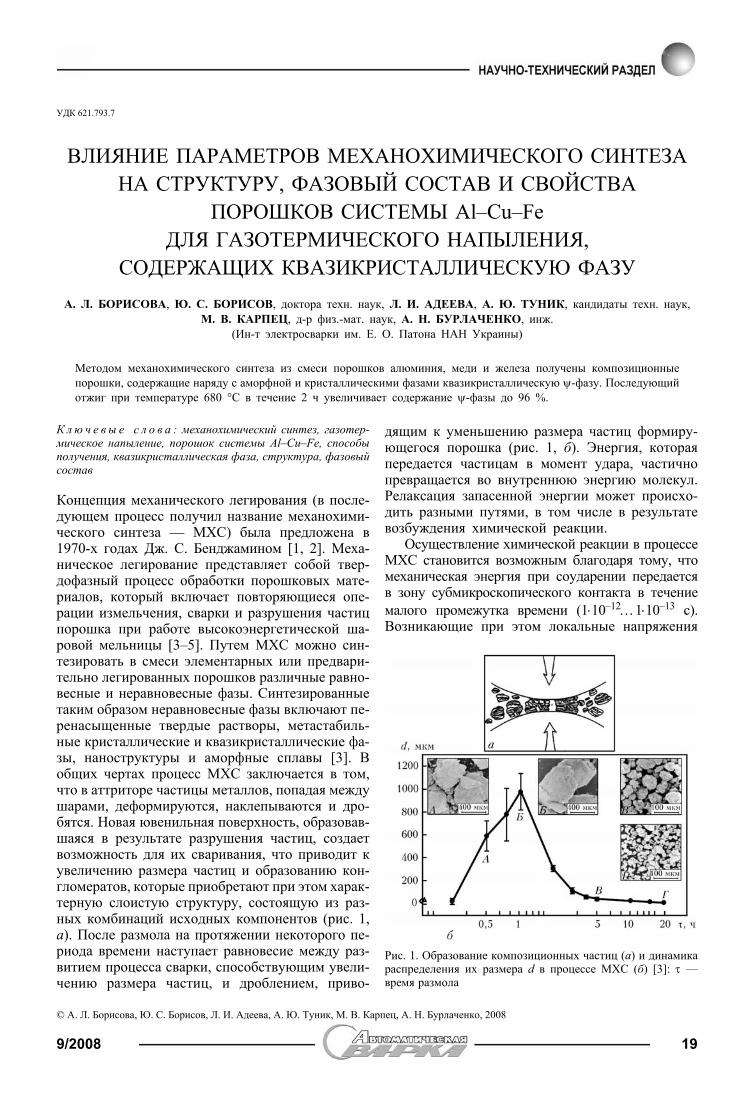
Концепция механического легирования (в после-дующем процесс получил название механохими-ческого синтеза — МХС) была предложена в1970-х годах Дж. С. Бенджамином [1, 2]. Меха-ническое легирование представляет собой твер-дофазный процесс обработки порошковых мате-риалов, который включает повторяющиеся опе-рации измельчения, сварки и разрушения частицпорошка при работе высокоэнергетической ша-ровой мельницы [3–5]. Путем МХС можно син-тезировать в смеси элементарных или предвари-тельно легированных порошков различные равно-весные и неравновесные фазы. Синтезированныетаким образом неравновесные фазы включают пе-ренасыщенные твердые растворы, метастабиль-ные кристаллические и квазикристаллические фа-зы, наноструктуры и аморфные сплавы [3]. Вобщих чертах процесс МХС заключается в том,что в аттриторе частицы металлов, попадая междушарами, деформируются, наклепываются и дро-бятся. Новая ювенильная поверхность, образовав-шаяся в результате разрушения частиц, создаетвозможность для их сваривания, что приводит кувеличению размера частиц и образованию кон-гломератов, которые приобретают при этом харак-терную слоистую структуру, состоящую из раз-ных комбинаций исходных компонентов (рис. 1,а). После размола на протяжении некоторого пе-риода времени наступает равновесие между раз-витием процесса сварки, способствующим увели-чению размера частиц, и дроблением, приво-
дящим к уменьшению размера частиц формиру-ющегося порошка (рис. 1, б). Энергия, котораяпередается частицам в момент удара, частичнопревращается во внутреннюю энергию молекул.Релаксация запасенной энергии может происхо-дить разными путями, в том числе в результатевозбуждения химической реакции.
Осуществление химической реакции в процессеМХС становится возможным благодаря тому, чтомеханическая энергия при соударении передаетсяв зону субмикроскопического контакта в течениемалого промежутка времени (1⋅10–12…1⋅10–13 с).Возникающие при этом локальные напряжения
© А. Л. Борисова, Ю. С. Борисов, Л. И. Адеева, А. Ю. Туник, М. В. Карпец, А. Н. Бурлаченко, 2008
Рис. 1. Образование композиционных частиц (а) и динамикараспределения их размера d в процессе МХС (б) [3]: τ —время размола
9/2008 19

могут превосходить энергию химической связи,а релаксация упругой энергии сопровождается пе-регруппировкой межатомных связей, т. е. хими-ческим актом возникновения нового вещества.
МХС является перспективным направлениемв производстве порошков для газотермическогонапыления и имеет ряд преимуществ по сравне-нию с традиционными способами получения по-рошков, в том числе системы Al–Сu–Fe, содер-жащих квазикристаллическую фазу [3, 6, 7].Свойства и структура порошков во многом оп-ределяются способами их получения. В ранееопубликованных нами работах [8–10] были про-анализированы различные способы полученияквазикристаллических порошков для газотерми-ческого напыления.
В настоящей работе приведены результаты ис-следования процессов получения порошков, со-держащих квазикристаллическую фазу, путемтвердофазной диффузии при МХС. При этом ис-следовано влияние параметров МХС и последу-ющей термической обработки на фазовый состави структуру частиц, получаемых из порошковойсмеси, близкой по химическому составу к областисуществования квазикристаллической ψ-фазы [6].
Методика проведения эксперимента. Про-цесс МХС осуществляли в лабораторном аттри-торе, разработанном и изготовленном в ИЭС им.Е. О. Патона (рис. 2, а), и в трибореакторе (пла-нетарной мельнице) производства ЗАО «Актива-тор» г. Новосибирск (рис. 2, б). Вращающаяся ме-шалка аттритора перемешивает шары, доводя ихкинетическую энергию до высокого уровня. Ско-рость вращения мешалки может ступенчато изме-няться от 63 до 960 об/мин.
В трибореакторе к центральной оси, котораявращалась со скоростью v1 = 1000 об/мин, кре-пились барабаны с реакционной смесью и мелю-щими шарами, которые вращались вокруг своейоси со скоростью v2 = 1500 об/мин.
Для исследования исходных и синтезирован-ных порошков применяли комплексную методи-ку, включающую металлографию, дюрометричес-кий анализ, растровую электронную микроско-пию, рентгеноструктурный фазовый анализ(РСФА). Рентгеновские исследования выполняликак при комнатной температуре, так и при нагревев температурном интервале 20…900 °С с исполь-зованием высокотемпературной приставки УВД-2000 в среде гелия. Содержание ψ-фазы опреде-ляли по методике Сорделета [11]. Для этого записьрентгенограмм проводили в угловом интервалерасположения наиболее сильных дифракционныхмаксимумов основных фаз — 40 < 2θ < 50°.
Для изучения влияния изотермического отжи-га на фазовый состав порошков, полученныхМХС, их в прессованном и непрессованном сос-тоянии помещали в трубчатую печь, продуваемуюаргоном, и отжигали при температуре 680 °С втечение 2 ч. Прессование проводили на гидрав-лическом прессе с усилием 40 кН.
Поскольку в процессе размола порошков в ре-зультате истирания шаров и стенок камеры не-избежно происходит намол железа в шихту, еесостав необходимо постоянно корректировать стем, чтобы не выйти за пределы области сущест-вования квазикристаллической ψ-фазы с икоса-эдрической решеткой. Согласно рекомендациям[12, 13] состав шихты должен отвечать формулеAl70Cu20Fe10, а при введении дополнительного ко-личества железного порошка при размоле —приближаться к заданному (Al63Cu25Fe12).
Для устранения налипания порошка на стенкикамеры аттритора или барабана планетарноймельницы, а также для облегчения процесса сфе-роидизации образующихся в процессе МХС ком-позиционных частиц в шихту добавляли 30 капелькеросина или 1 мас. % стеарата цинка.
В качестве исходных материалов использовалипорошки алюминия, железа и меди. Характерис-
Рис. 2. Схема рабочей камеры аттритора (а: 1 — стальные шары; 2 — водоохлаждаемый неподвижный корпус; 3 — крышка;4 — мешалка) и барабана планетарной мельницы (б)
20 9/2008
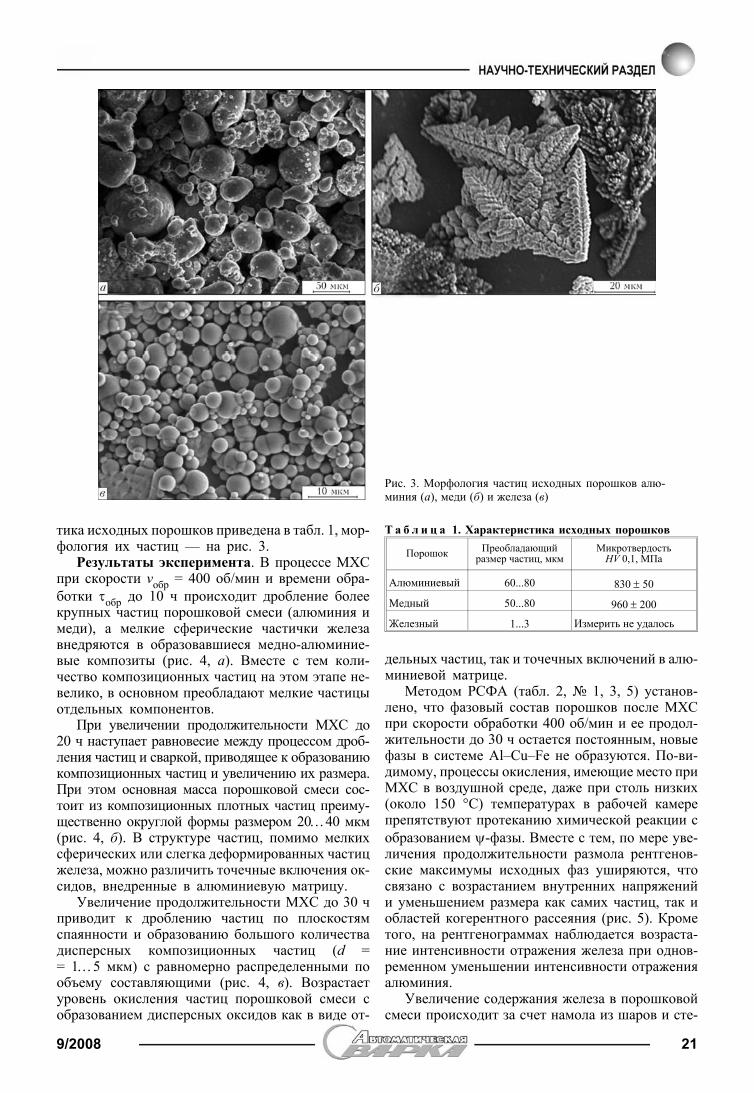
тика исходных порошков приведена в табл. 1, мор-фология их частиц — на рис. 3.
Результаты эксперимента. В процессе МХСпри скорости vобр = 400 об/мин и времени обра-ботки τобр до 10 ч происходит дробление болеекрупных частиц порошковой смеси (алюминия имеди), а мелкие сферические частички железавнедряются в образовавшиеся медно-алюминие-вые композиты (рис. 4, а). Вместе с тем коли-чество композиционных частиц на этом этапе не-велико, в основном преобладают мелкие частицыотдельных компонентов.
При увеличении продолжительности МХС до20 ч наступает равновесие между процессом дроб-ления частиц и сваркой, приводящее к образованиюкомпозиционных частиц и увеличению их размера.При этом основная масса порошковой смеси сос-тоит из композиционных плотных частиц преиму-щественно округлой формы размером 20…40 мкм(рис. 4, б). В структуре частиц, помимо мелкихсферических или слегка деформированных частицжелеза, можно различить точечные включения ок-сидов, внедренные в алюминиевую матрицу.
Увеличение продолжительности МХС до 30 чприводит к дроблению частиц по плоскостямспаянности и образованию большого количествадисперсных композиционных частиц (d == 1…5 мкм) с равномерно распределенными пообъему составляющими (рис. 4, в). Возрастаетуровень окисления частиц порошковой смеси собразованием дисперсных оксидов как в виде от-
дельных частиц, так и точечных включений в алю-миниевой матрице.
Методом РСФА (табл. 2, № 1, 3, 5) установ-лено, что фазовый состав порошков после МХСпри скорости обработки 400 об/мин и ее продол-жительности до 30 ч остается постоянным, новыефазы в системе Al–Cu–Fe не образуются. По-ви-димому, процессы окисления, имеющие место приМХС в воздушной среде, даже при столь низких(около 150 °С) температурах в рабочей камерепрепятствуют протеканию химической реакции собразованием ψ-фазы. Вместе с тем, по мере уве-личения продолжительности размола рентгенов-ские максимумы исходных фаз уширяются, чтосвязано с возрастанием внутренних напряженийи уменьшением размера как самих частиц, так иобластей когерентного рассеяния (рис. 5). Крометого, на рентгенограммах наблюдается возраста-ние интенсивности отражения железа при однов-ременном уменьшении интенсивности отраженияалюминия.
Увеличение содержания железа в порошковойсмеси происходит за счет намола из шаров и сте-
Т а б л и ц а 1. Характеристика исходных порошков
Порошок Преобладающийразмер частиц, мкм
МикротвердостьНV 0,1, МПа
Алюминиевый 60...80 830 ± 50
Медный 50...80 960 ± 200
Железный 1...3 Измерить не удалось
Рис. 3. Морфология частиц исходных порошков алю-миния (а), меди (б) и железа (в)
9/2008 21

нок камеры. Потери алюминия связаны с тем, чтоон, отличаясь наибольшей активностью к окис-лению среди компонентов порошковой смеси,частично переходит в оксид алюминия. Следы ок-сидов, как отмечалось выше, обнаруживаются вструктуре частиц при продолжительности МХС20 ч и более (рис. 4). Более продолжительнаяобработка приводит к значительному наклепу идеформационному упрочнению частиц порошка,что подтверждается их постепенным увеличениеммикротвердости (рис. 6, кривая 1).
Повышение скорости обработки до 960 об/минпозволяет уменьшить продолжительность процес-са МХС и существенно снизить содержание ок-сидных включений в структуре частиц компози-ционного порошка. В этом случае образованиеслоистой структуры частиц наблюдается уже пос-ле обработки порошковой смеси в течение 5 ч,а после обработки в течение 7 ч формируютсяокруглые композиты, состоящие из дисперсныхчасти исходных компонентов с преобладающимразмером 25…40 мкм. Порошок не утрачиваетметаллический блеск, что свидетельствует оботсутствии окисления его поверхности; точечныевключения оксидов в металлической матрицевстречаются весьма редко (рис. 7, а–г; табл. 2,№ 9, 10). Интенсивное окисление порошковойсмеси наблюдается лишь при обработке более 10 ч(рис. 7, д, е; табл. 2, № 12, 13).
С целью предотвращения окисления порош-ков МХС осуществляли в аргоне при vобр = 960об/мин. Применение защитной среды полностью
Рис. 4. Микроструктура частиц порошков системы Al–Cu–Fe, полученных МХС на воздухе в аттриторе приvобр = 400 об/мин в течение 10 (а), 20 (б) и 30 ч (в)
Рис. 5. Рентгенограммы порошков системы Al–Cu–Fe, полу-ченных МХС на воздухе в аттриторе при vобр = 400 об/мин втечение 10 (а), 20 (б) и 30 ч (в): I — интенсивность отражениярентгеновского излучения; θ — угол дифракции
22 9/2008

предотвратило окисление частиц порошка. Приэтом частицы порошка после обработки в течение8 ч приобрели в основном округлую форму, сох-ранив блестящую поверхность и структуру, сос-тоящую из дисперсных частиц исходных компо-нентов.
Образование новых кристаллических фаз сис-темы Al–Cu–Fe (тройной β-фазы с объемно-центрированной кубической (ОЦК) решеткой иθ-фазы — интерметаллида Al2Cu с тетрагональ-ной решеткой) наблюдается в случае МХС в ат-триторе при vобр = 960 об/мин и времени обра-ботки более 10 ч (рис. 8; табл. 2, № 12, 13). Приэтом микротвердость формирующихся частиц рез-ко повышается (рис. 6, кривая 2).
Таким образом, при достаточной интенсифи-кации процесса МХС в аттриторе происходит нетолько измельчение исходных компонентов, но
и формирование из них частиц β-фазы с пара-метром ОЦК решетки а = 0,2923…0,2928 нм,близкой по химическому составу к квазикристал-лической ψ-фазе [13].
Т а б л и ц а 2. Характеристика порошков системы Al–Cu–Fe, полученных способом МХС
№ п/пРежимы МХС
Дополнительная обработка Фазовый состав НV 0,25 частиц, МПаvобр, об/мин τобр, ч Среда
Аттритор
1
400
10 Воздух Нет Al, Cu, α-Fe 1430 ± 110
2 10 » Прессование, отжиг, дробление β, ω, ψ, Al, Cu, α-Fe 4700 ± 1250
3 20 » Нет Al, Cu, α-Fe 3570 ± 980
4 20 » Прессование, отжиг, дробление β, ω, α-Fe, ψ 5590 С 1150
5 30 » Нет Al, α-Fe, Cu 4440 ± 800
6 30 » Прессование, отжиг, дробление β, α-Fe, ψ 6220 ± 1250
7
960
4 Воздух Нет Al, Cu, α-Fe Нельзя измерить
8 4 » Прессование, отжиг, дробление ψ (95 мас. %), β, ω, θ 6480 ± 520
9 5 » Нет Al, Cu, α-Fe 2000 ± 250
10 7 » » Al, Cu, α-Fe 3450 ± 650
11 10 » » Al, Cu, α-Fe 3720 ± 510
12 15 » » Al, Cu, α-Fe, β, θ,следы оксидов 5630 ± 500
13 20 » » Al, Cu, α-Fe, β, θ,следы оксидов
Нельзя измерить
14 5 Аргон » Al, Cu, α-Fe 1920 ± 270
15 5 » Прессование, отжиг, дробление ψ (88 мас. %), β, ω, θ 6040 ± 700
16 8 » Нет Al, Cu, α-Fe 3520 ± 540
Планетарная мельница
17
v1 = 1000v2 = 1500
0,5 Воздух Нет Al, Cu, α-Fe 2560 ± 350
18 1 » » α-Fe, Al, θ, Cu 3330 ± 250
19 1,5 » » α-Fe, Al, θ, ω 3740 С 400
20 2,5 » » β′-, Al, θ, АФ, ω 7400 С 600
21 5 » » bВ-, АФ, ψ, θ, ω 4840 С 600
22 5 » Отжиг, дробление ψ (80 мас. %), β 6620 С 1200
23 5 » Прессование, отжиг, дробление ψ (96 мас. %), β 6800 С 1100
Пр и м е ч а н и е . АФ — аморфная фаза.
Рис. 6. Влияние времени обработки τобр на микротвердостьчастиц порошков системы Al–Cu–Fe, полученных МХС навоздухе в аттриторе при vобр = 400 (1), 960 об/мин (2) и впланетарной мельнице при v1 = 1500, v2 = 1000 об/мин (3)
9/2008 23

При МХС в планетарной мельнице в связи свысокими скоростями вращения барабанов зна-чительно сокращается время прохождения твер-дофазных реакций и уменьшается влияние окис-ления на процессы фазообразования (рис. 9;табл. 2). Синтез новых фаз наблюдается при об-работке в течение 1 ч, результаты РСФА свиде-тельствуют о появлении θ-фазы (см. табл. 2,№ 18), а после 1,5 ч, кроме нее образуется ω-фазатройного интерметаллида Al7Cu2Fe (см. табл. 2,№ 19, 20). Частицы порошка представляют собойкомпозиты, состоящие из дисперсных частиц какисходных, так и новых фаз.
Начиная c обработки в течение 2,5 ч при МХСпроисходит образование АФ, а после 5 ч в порош-ковой смеси преобладает аморфно-кристаллическаяструктура, в которой в отличие от ранее рассмот-ренных случаев кубическая β-фаза имеет меньшийпараметр решетки (а = 0,2898…0,2899 нм) и обоз-начается как β′-фаза (рис. 9, в; табл. 2, № 20,21). При дальнейшей механической обработке по-рошков ряд рентгеновских рефлексов, относящих-ся к этой фазе, постепенно уширяется и исчезает,а остальные сдвигаются в положение, соответс-твующее икосаэдрической квазикристаллическойψ-фазе. Очевидно, АФ также преобразуется в ква-
Рис. 7. Морфология (а, в, д) и микроструктура (б, г, е) частиц порошков системы Al–Cu–Fe, полученных МХС на воздухе ваттриторе при vобр = 960 об/мин в течение 5 (а, б), 7 (в, г) и 15 ч (д, е)
24 9/2008
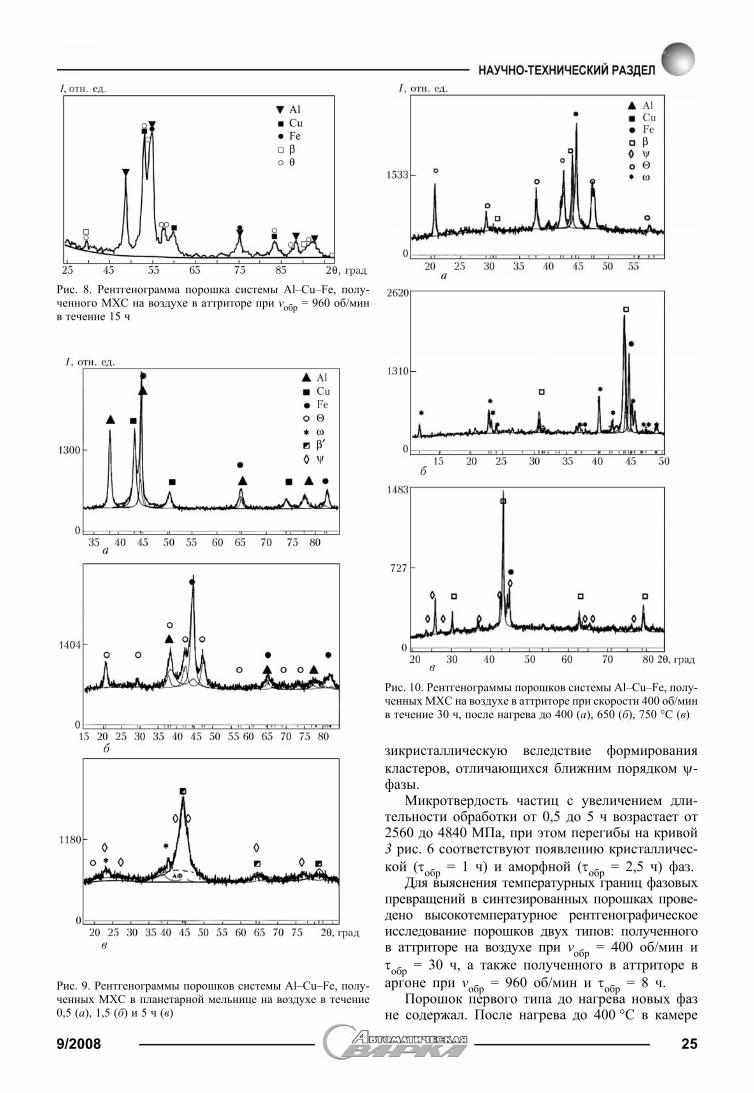
зикристаллическую вследствие формированиякластеров, отличающихся ближним порядком ψ-фазы.
Микротвердость частиц с увеличением дли-тельности обработки от 0,5 до 5 ч возрастает от2560 до 4840 МПа, при этом перегибы на кривой3 рис. 6 соответствуют появлению кристалличес-кой (τобр = 1 ч) и аморфной (τобр = 2,5 ч) фаз.
Для выяснения температурных границ фазовыхпревращений в синтезированных порошках прове-дено высокотемпературное рентгенографическоеисследование порошков двух типов: полученногов аттриторе на воздухе при vобр = 400 об/мин иτобр = 30 ч, а также полученного в аттриторе варгоне при vобр = 960 об/мин и τобр = 8 ч.
Порошок первого типа до нагрева новых фазне содержал. После нагрева до 400 °С в камере
Рис. 8. Рентгенограмма порошка системы Al–Cu–Fe, полу-ченного МХС на воздухе в аттриторе при vобр = 960 об/минв течение 15 ч
Рис. 9. Рентгенограммы порошков системы Al–Cu–Fe, полу-ченных МХС в планетарной мельнице на воздухе в течение0,5 (а), 1,5 (б) и 5 ч (в)
Рис. 10. Рентгенограммы порошков системы Al–Cu–Fe, полу-ченных МХС на воздухе в аттриторе при скорости 400 об/минв течение 30 ч, после нагрева до 400 (а), 650 (б), 750 °С (в)
9/2008 25
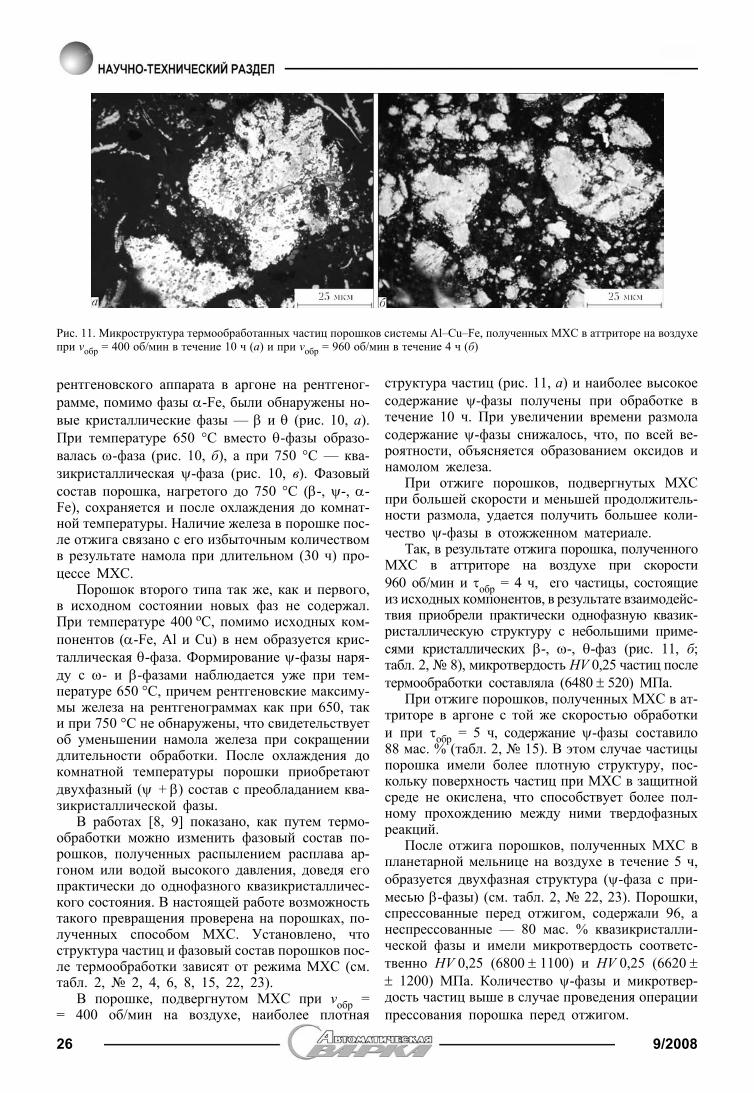
рентгеновского аппарата в аргоне на рентгеног-рамме, помимо фазы α-Fе, были обнаружены но-вые кристаллические фазы — β и θ (рис. 10, а).При температуре 650 °С вместо θ-фазы образо-валась ω-фаза (рис. 10, б), а при 750 °С — ква-зикристаллическая ψ-фаза (рис. 10, в). Фазовыйсостав порошка, нагретого до 750 °С (β-, ψ-, α-Fе), сохраняется и после охлаждения до комнат-ной температуры. Наличие железа в порошке пос-ле отжига связано с его избыточным количествомв результате намола при длительном (30 ч) про-цессе МХС.
Порошок второго типа так же, как и первого,в исходном состоянии новых фаз не содержал.При температуре 400 оС, помимо исходных ком-понентов (α-Fе, Al и Cu) в нем образуется крис-таллическая θ-фаза. Формирование ψ-фазы наря-ду с ω- и β-фазами наблюдается уже при тем-пературе 650 °С, причем рентгеновские максиму-мы железа на рентгенограммах как при 650, таки при 750 °С не обнаружены, что свидетельствуетоб уменьшении намола железа при сокращениидлительности обработки. После охлаждения докомнатной температуры порошки приобретаютдвухфазный (ψ + β) состав с преобладанием ква-зикристаллической фазы.
В работах [8, 9] показано, как путем термо-обработки можно изменить фазовый состав по-рошков, полученных распылением расплава ар-гоном или водой высокого давления, доведя егопрактически до однофазного квазикристалличес-кого состояния. В настоящей работе возможностьтакого превращения проверена на порошках, по-лученных способом МХС. Установлено, чтоструктура частиц и фазовый состав порошков пос-ле термообработки зависят от режима МХС (см.табл. 2, № 2, 4, 6, 8, 15, 22, 23).
В порошке, подвергнутом МХС при vобр == 400 об/мин на воздухе, наиболее плотная
структура частиц (рис. 11, а) и наиболее высокоесодержание ψ-фазы получены при обработке втечение 10 ч. При увеличении времени размоласодержание ψ-фазы снижалось, что, по всей ве-роятности, объясняется образованием оксидов инамолом железа.
При отжиге порошков, подвергнутых МХСпри большей скорости и меньшей продолжитель-ности размола, удается получить большее коли-чество ψ-фазы в отожженном материале.
Так, в результате отжига порошка, полученногоМХС в аттриторе на воздухе при скорости960 об/мин и τобр = 4 ч, его частицы, состоящиеиз исходных компонентов, в результате взаимодейс-твия приобрели практически однофазную квазик-ристаллическую структуру с небольшими приме-сями кристаллических β-, ω-, θ-фаз (рис. 11, б;табл. 2, № 8), микротвердость HV 0,25 частиц послетермообработки составляла (6480 ± 520) МПа.
При отжиге порошков, полученных МХС в ат-триторе в аргоне с той же скоростью обработкии при τобр = 5 ч, содержание ψ-фазы составило88 мас. % (табл. 2, № 15). В этом случае частицыпорошка имели более плотную структуру, пос-кольку поверхность частиц при МХС в защитнойсреде не окислена, что способствует более пол-ному прохождению между ними твердофазныхреакций.
После отжига порошков, полученных МХС впланетарной мельнице на воздухе в течение 5 ч,образуется двухфазная структура (ψ-фаза с при-месью β-фазы) (см. табл. 2, № 22, 23). Порошки,спрессованные перед отжигом, содержали 96, анеспрессованные — 80 мас. % квазикристалли-ческой фазы и имели микротвердость соответс-твенно HV 0,25 (6800 ± 1100) и HV 0,25 (6620 ±± 1200) МПа. Количество ψ-фазы и микротвер-дость частиц выше в случае проведения операциипрессования порошка перед отжигом.
Рис. 11. Микроструктура термообработанных частиц порошков системы Al–Cu–Fe, полученных МХС в аттриторе на воздухепри vобр = 400 об/мин в течение 10 ч (а) и при vобр = 960 об/мин в течение 4 ч (б)
26 9/2008

Исследование поведения синтезированных по-рошков в условиях плазменного напыления по-казало, что фазовые превращения, происходящиев частицах под воздействием плазменной струи,аналогичны тем, которые имели место при термо-обработке. При кратковременном, но интенсив-ном нагреве между активированными вследствиеМХС компонентами смеси (алюминием, медьюи железом) развиваются процессы межфазноговзаимодействия с образованием β- и ψ-фаз и фор-мируются покрытия, содержащие квазикристал-лическую фазу.
Таким образом, высокоэнергетический МХСобеспечивает возможность получения порошковс неравновесной, в том числе квазикристалличес-кой, структурой. Результаты проведенных иссле-дований показали, что для более полного про-хождения фазообразования квазикристаллов иупорядочения нанокристаллической ψ-фазы, не-обходимо проводить отжиг порошковой смеси варгоне при температуре 600…700 °С. Максималь-ное (96 мас. %) содержание ψ-фазы имеет местопри МХС в планетарной мельнице при v1 = 1000,v2 = 1500 об/мин и последующем отжиге спрес-сованных порошков при 680 °С в течение 2 ч.
1. Аруначалам В. С. Механическое легирование // Актуаль-ные проблемы порошковой металлургии. — М.: Метал-лургия, 1990. — С. 175–202.
2. Хейнике Г. Трибохимия. — М.: Мир, 1987. — 584 с.
3. Suryanarayna C. Mechanical alloying and milling // Prog-ress in Mater. Sci. — 2001. — 46. — P. 1–148.
4. Григорьева Т. Ф., Баринова А. П., Ляхов Н. З. Механохи-мический синтез интерметаллических соединений //Усп. химии. — 2001. — 70, № 1. — С. 2–19.
5. Полькин И. С., Борзов А. Б. Механическое легирова-ние — новый процесс получения материалов с ано-мальными свойствами // Цвет. металлы. — 1991. —№ 12. — С. 54–56.
6. Barua P., Murty B., Srinivas V. Mechanical alloying of Al–Cu–Fe elemental powders // Mater. Sci. and Eng. — 2001.— № 304–306. — P. 863–866.
7. Laser ablation synthesis of Al-based icosahedral powders /R. Nicula, A. Jianu, C. Grigoriu et al. // Ibid. — 2000. —№ 294–296. — P. 86–89.
8. Борисова А. Л., Туник А. Ю., Адеева Л. И. Структура исвойства порошков сплава Al–Cu–Fe для газотермичес-кого напыления квазикристаллических покрытий // Ав-томат. сварка. — 2006. — № 12. — С. 23–31.
9. Получение порошков системы Al–Cu–Fe для газотерми-ческого напыления покрытий с квазикристаллическойструктурой / Ю. С. Борисов, М. Т. Панько, Л. И. Адеева,В. Л. Рупчев // Там же. — 2001. — № 1. — С. 45–50.
10. Газотермічні покриття, що містять квазікристалічну фа-зу, властивості і застосування (Огляд) / Ю. С. Борисов,А. Л. Борисова, Л. І. Адєєва, А. Ю. Тунік // Фізика і хіміятвердого тіла. — 2005. — 6, № 1. — С. 124–136.
11. Sordelet D. J., Besser M. F., Anderson I. E. Particle size ef-fects on chemistry and structure of Al–Cu–Fe quasicrystalli-ne coatings // J. Thermal Spray Techn. — 1996. — 5, № 2.— P. 161–174.
12. Crystallochemical aspects of solid state reactions in mecha-nically alloyed Al–Cu–Fe quasicrystalline powders / A. I.Salimon, A. M. Korshunsky, E. V. Shelehov et. al // ActaMater. — 2001. — № 49. — P. 1821–1833.
13. Barud P., Murty B. S., Srinivas V. Mechanical alloying ofAl–Cu–Fe elemental powders // Mater. Sci. and Eng. —2001. — № 304–306. — P. 95–106.
Composite powders containing the quasicrystalline ψ-phase, along with the amorphous and crystalline phases, wereproduced from aluminium, copper and iron powders by the method of mechanical-chemical synthesis. Subsequent annealingat 680 oC for 2 h allows increasing the ψ-phase content.
Поступила в редакцию 14.02.2008
МЕЖДУНАРОДНЫЙ ФОРУМ «РОССИЙСКИЙПРОМЫШЛЕННИК» (проводится ежегодно с 1997 г.)
22—25 сентября 2008 г. Санкт-Петербург
Форум включает специализированные выставки «Промэкспо», «Техноэкспо», «Машинос-троение и станки», «Инструментэкспо», «Субконтрактинг», «Автомашэкспо», «Мехатроникаи робототехника», «Атомная промышленность», «Высокие технологии», «Инновации», «Ин-вестиции».
ЗАО «ВО «РЕСТЭК» Россия197110 Санкт-Петербург, а/я 268
ул. Петрозаводская, 12+7812 320 8092/90
[email protected] [email protected]
ОАО «Ленэкспо» Россия 199106Санкт-Петербург,Большой пр. В. О., 91+7812 325 6778/[email protected]@mail.ru
9/2008 27

УДК 621.791:669.14.018.2.195
ВЛИЯНИЕ ЭЛЕКТРОМАГНИТНОЙ ОБРАБОТКИНА ОСТАТОЧНЫЕ СВАРОЧНЫЕ НАПРЯЖЕНИЯВ СВАРНЫХ СОЕДИНЕНИЯХ УГЛЕРОДИСТЫХ
И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙА. К. ЦАРЮК, В. Ю. СКУЛЬСКИЙ, кандидаты техн. наук, С. И. МОРАВЕЦКИЙ, инж.
(Ин-т электросварки им. Е. О. Патона НАН Украины),В. А. СОКИРКО, канд. техн. наук (НПК ООО «ДС», г. Николаев)
Приведены результаты оценки влияния электромагнитных воздействий на остаточные сварочные напряжения I и IIрода. Показано, что воздействие импульсами тока низкой плотности на сварные соединения низкоуглеродистыхсталей оказало специфическое влияние на напряжения I рода, однако не привело к их существенному снижению.Установлено, что обработка вызывает увеличение размера блоков, снижение напряжений II рода и увеличение пара-метра кристаллической решетки металла шва.
К л ю ч е в ы е с л о в а : сталь, сварные соединения, терми-ческая обработка, электромагнитные воздействия, элект-рофизическая обработка, деформация, остаточные сва-рочные напряжения, напряжения I рода, напряжения II рода
Электромагнитные воздействия (ЭМВ) на метал-лическое тело позволяют при определенных ус-ловиях деформировать его без внешней нагрузкиили оказывать влияние на его напряженно-дефор-мированное состояние, вызванное внешней наг-рузкой или остаточными напряжениями от раз-личных технологических операций [1–6]. Вбольшинстве случаев ЭМВ представляют собойпроходящие через исследуемый образец импуль-сы электрического тока со следующими парамет-рами: плотность тока 102…104 А/мм2, длитель-ность импульса 10–3…10–6 с. Принимая во вни-мание широкий диапазон толщин и размеров ре-альных сварных соединений и небезграничныевозможности современных источников тока, изу-чение способов реализации ЭМВ в сварочномпроизводстве актуально для тех из них, которыемогут дать эффект при минимальной плотноститока. Если речь идет о применении этих способовдля сварных соединений из ферромагнитных ма-териалов, целесообразен поиск таких видов и ре-жимов ЭМВ, которые позволили бы использоватьэлектромагнитную энергию, аккумулированную вматериале, т. е. энергию магнитного поля доменов[7]. Ранее [8] было оценено влияние электрофи-зической обработки (ЭФО) на механическиесвойства сварных соединений углеродистых инизколегированных сталей. Показано, что ЭФО(длительность импульса 1…2 с, длительность па-узы 5…10 с, длительность фронтов нарастанияи спада импульса 0,5…1 с, количество импульсов
за цикл ЭФО ~100, пределы изменения плотноститока в импульсе 5…16 А/мм2) благодаря специ-фическим ЭМВ способствует получению более рав-новесной структуры металла ЗТВ сварных соеди-нений этих сталей, что выражается в повышенииего ударной вязкости. Целью настоящей работы бы-ла оценка влияния ЭФО с малой плотностью токана уровень остаточных сварочных напряжений(ОСН) I рода и напряжений II рода в сварных со-единениях сталей.
Для изучения влияния ЭФО на уровень ОСНI рода были изготовлены образцы сварных сое-динений из сталей Ст2пс и 20ХМФЛ с размером300 100 8 мм, в которых создано напряженноесостояние, характерное для прямолинейных сты-ковых однопроходных швов. В качестве критерияуровня ОСН принята продольная составляющаянапряжений, для определения которой выбранспособ порезки и измерения остаточных упругихдеформаций измерительных баз с помощью ме-ханического деформометра [9]. В исследованияхбыл использован механический деформометр синдикатором часового типа, сконструированныйна кафедре сварочного производства НТУУ«Киевский политехнический институт»*. База из-мерения деформометра 50 мм, цена деления ин-дикатора 0,001 мм.
По одному образцу из сталей Ст2пс и 20ХМФЛбыли оставлены в состоянии после наплавки, потри образца из каждой стали были подвергнутыЭФО (рис. 1). Параметры тока обработки задавалии поддерживали системой автоматического управ-
© А. К. Царюк, В. Ю. Скульский, С. И. Моравецкий, В. А. Сокирко, 2008
* Авторы выражают благодарность профессору кафедрысварочного производства канд. техн. наук И. М. Жданову заоказанную помощь.
28 9/2008

ления установки DS10D: форма импульса — тра-пецеидальная, амплитуда знакопеременного тока4…8 кА, длительность амплитудного тока 2,0 с,длительность нарастания и спада импульса 1,5 с,длительность паузы между импульсами 10 с. Па-раметры тока соответствуют частоте электромаг-нитного поля 0,2 Гц, которая меньше критическойfкр ≈ 2,5 Гц, для образцов толщиной 8 мм, чтоисключает скин-эффект. Образцы подключали кустановке с помощью четырех пар гибких кабелейсо струбцинами таким образом, что ток протекалвдоль образца. Температуру нагрева образцов приЭФО контролировали с помощью серийногомультиметра марки М890G, оснащенного хро-мель-алюмелевой термопарой.
Во время ЭФО также контролировали характердеформирования образцов (по одному из каждойстали). С этой целью указанные образцы обра-батывали на воздухе сериями по 2…10 импульсовтока. Деформометр был постоянно установлен вотверстия базы в непосредственной близости отнаплавленного валика.
Остальные образцы (по два из каждой стали)обрабатывали без контроля характера деформи-рования. Их помещали в диэлектрическую ем-
кость с водой для минимизации нагрева вследс-твие теплового действия электрического тока.
Характер деформирования образцов показанна рис. 2. Деформация образцов представлена ввиде двух составляющих: деформации тепловогоудлинения образца и деформации, связанной сэлектродинамическими процессами, которые выз-ваны импульсами электрического тока. Перваясоставляющая всегда была положительной и воз-растала с увеличением количества импульсов,пропущенных через образец, что характерно длятеплового удлинения. Вторая составляющая де-формации не может быть отождествлена с тем-пературной деформацией, так как изменялась син-хронно с импульсами тока. Как видно из рис. 3,деформации не отличаются постоянством даже напротяжении малой серии импульсов тока, о чемсвидетельствуют изменения знака и значения де-формации измеряемой базы. Общее количествоимпульсов, пропущенных через образцы, и ихмаксимальные температуры по завершению циклаЭФО приведены в табл. 1.
Для оценки продольных ОСН использовалиуказанный выше деформометр. По измереннымзначениям σ строили эпюры (рис. 4). Для сталиСт2пс в состоянии после сварки волокна активнойзоны испытывают растяжение, максимум которо-го наблюдается в наплавленном металле и по зна-чению соизмерим с его пределом текучести. Вслучае стали 20ХМФЛ в активной зоне растяги-вающие напряжения несколько снижены, что свя-зано с прохождением γ→α-превращения, проте-кающего при сравнительно низкой температуреи частичном восстановлении упругих свойств ме-талла шва и ЗТВ. В волокнах реактивной зоныобоих образцов действуют напряжения сжатия.Некоторая неуравновешенность эпюр можетобъясняться неучетом поперечной составляющейОСН. Таким образом, эпюры продольных ОСНв образцах каждой стали в состоянии после сваркине противоречат установившимся представлениям
Рис. 1. Схема проведения ЭФО с изучением характера дефор-мирования образца: 1 — обрабатываемый образец; 2 — шов;3 — мультиметр; 4 — деформометр; 5 — кабели; 6 — уста-новка для ЭФО
Рис. 2. Характер деформирования экспериментального сварного образца из стали Ст2пс (а, б) и стали 20ХМФЛ (в, г)
9/2008 29

и находятся в нормальном соответствии с ранееполученными опытными данными [9].
Эпюры ОСН любого из трех образцов сталейСт2пс и 20ХМФЛ в состоянии после ЭФО нез-начительно отличаются от соответствующих эпюрв состоянии после сварки. Между количествомпропущенных во время ЭФО импульсов и уров-нем ОСН четко выраженной зависимости не наб-людается. Наиболее заметным влияние ЭФО ока-залось для образцов из стали 20ХМФЛ. Оно сво-
дится к перераспределению продольных ОСН. Вактивной зоне ОСН снижаются на 3…25 %, в ре-активной зоне наблюдается повышение ОСН при-мерно на 15 %. Те же тенденции, но при меньшихколичественных значениях, были отмечены дляобразцов из стали Ст2пс. Такое влияние вряд лиможно объяснить тепловым действием тока. Об-разование неоднородных температурных полей(скин-эффекта и динамического пинч-эффекта) вобразце исключалось в силу используемых пара-метров тока и толщины пластин, а любой одно-родный нагрев должен вести к снижению напря-жений во всех точках образца. Даже приняв во вни-мание все погрешности измерения температуры ме-талла образцов, можно утверждать, что последняяпри ЭФО не превышала значения, при котором наповерхности металла, погруженного в воду, начи-нается ее кипение с образованием и всплываниемпузырьков пара.
Оцениваемое выше напряженное состояниесварного образца представлено остаточными нап-ряжениями I рода, т. е. уравновешиваемыми в мас-штабе макроскопического металлического тела.Оно вызвано тем, что металл активной зоны завремя термодеформационного цикла наплавкипретерпел не полностью скомпенсированную де-формацию пластического укорочения ∆. Снятьэти напряжения можно, приложив по продольнойоси образца усилие, способное пластически рас-тянуть активную зону на величину, компенсиру-ющую ∆, как это имеет место при механическихспособах снятия ОСН [10]. Учитывая особенностидеформирования образцов во время ЭФО, можнопредположить, что выявленное перераспределе-ние ОСН вызвано действием внутри металлаобъемных усилий электромагнитного происхож-дения, возникающих при прохождении тока черезферромагнетик. Электродинамическое (силовое)действие электромагнитного поля может быть оп-ределено из выражения для обобщенной силы:Fη = dW/dη, где Fη — составляющая силы; W —энергия электромагнитного поля, запасенная вобъеме рассматриваемой системы; η — обобщен-ная координата. Для цилиндрического образца из
Рис. 3. Изменение электродинамической составляющей де-формации экспериментального сварного образца из сталиСт2пс (а) и 20ХМФЛ (б) за полный цикл ЭФО (за вычетомтеплового удлинения)
Рис. 4. Распределение продольных ОСН в поперечном се-чении трех образцов из стали Ст2пс (а) и 20ХМФЛ (б),подвергнутых ЭФО (1–3) по сравнению с состоянием послесварки (4)
Т а б л и ц а 1. Параметры ЭФО экспериментальных об-разцов
Материалобразца № образца
Суммарноеколичествоимпульсов
Охлажда-ющая среда Тmax, oC
Ст2пс 1 48Вода
65
2 94 77
3 50 Воздух 72
20ХМФЛ 1 48Вода
65
2 100 86
3 65 Воздух 93
30 9/2008

магнитного материала создается напряженноесостояние, имеющее сжимающую радиальную σrи растягивающую осевую σx составляющие:
σr = Fr/S = –1/2µ0(I/2πR)2 = –1/8µ0(jR)2,σx = Fx/S = 1/4µ0µ(I/2πR)2 = 1/16µ0µ(jR)2,
где S — поверхность, на которую действует силаFη; µ0 — магнитная проницаемость вакуума; µ —относительная магнитная проницаемость матери-ала; I — электрический ток; j — плотность тока;R — радиус образца.
Из соотношения σx/σr = µ/2 следует, что длянемагнитного материала (µ = 1) преобладают сжи-мающие радиальные механические напряженияσr, а для ферромагнетика — растягивающие про-дольные напряжения σx, которые увеличиваютсяв µ раз (10…102 раз). Магнитная проницаемостьферромагнетика зависит от напряженности маг-нитного поля в нем. При возрастании тока и со-ответствующем увеличении напряженности маг-нитного поля, индуцированного этим током, маг-нитная проницаемость материала сначала возрас-тает от начального значения µн до максимальногоµmax за счет внутренней электромагнитнойэнергии доменной структуры, а затем уменьша-ется, стремясь к значению µ = 1. Именно в моментдостижения µmax растягивающие напряжения σxувеличиваются на порядок и более.
Напряжения σx имеют неполярный характер,т. е. не зависят от полярности протекающего тока,и позволяют объяснить результаты, представлен-ные на рис. 3. Для параметров конструкционныхсталей и плотностей тока j = 6…16 А/мм2 рас-четное напряжение σx составляет 2,1…15,3 МПа.При протекании импульса тока происходит вза-имодействие напряжения σx, которое всегда рас-тягивающее, с ОСН образцов, что и вызывает пе-рераспределение результирующих напряжений.Однако фактическое значение напряжений σx идлительность их приложения слишком малы дляпродольного пластического растяжения образцана заметное значение за время од-ного импульса тока. Определениеусловий, необходимых и доста-точных для достижения положи-тельного эффекта, является зада-чей дальнейших исследований.
Исследовано также влияниеЭФО на уровень напряжений IIрода в металле шва сварного со-единения низкоуглеродистой ста-ли. Для этого было сварено сты-ковое соединение стали 20 тол-щиной 12 мм способом многоп-роходной ручной дуговой сваркис применением электродов УО-
НИ-13/55. Металл шва содержал, мас. %: 0,085C; 0,26 Si; 0,58 Mn; 0,13 Ni; 0,07 Cr; 0,019 P;0,021 S. Два поперечных темплета шириной36 мм, вырезанные из сварного соединения, былиподвергнуты ЭФО на двух различных режимах,выбранных на основе производственного опытаНПК ООО «ДС». Из оставшихся частей сварногосоединения одна была подвергнута высокому от-пуску при температуре 650 °С (60 мин); вторая— отжигу при 1060 °С (20 мин); третья была ос-тавлена в состоянии после сварки.
Исследование проводили с использованиемрентгеновского дифрактометра «ДРОН-УМ1» наотполированной площадке 18 18 мм микрошли-фа, содержащей только металл верхних проходовшва (табл. 2).
Послесварочная термообработка (ТО) при-водит микроструктуру металла шва в более рав-новесное состояние: увеличивается размер бло-ков, отражающий объем металла с относительносовершенной решеткой; снижается уровень ОСНII рода, выражаемый соответствующим коэффи-циентом. С повышением температуры ТО отме-ченные особенности проявляются в большей сте-пени. Таким образом, состояние после сварки ха-рактеризуется наименьшим размером блоков и на-ивысшим уровнем ОСН, а состояние после отжига— наибольшим размером блоков и минимальнымуровнем ОСН.
Как видно из табл. 2, ЭФО сварных соединенийтакже существенно повлияла на микроструктуруметалла шва, что подтверждается изменениямидифрактометрических характеристик. Размер бло-ков составил 127…135 нм, что на 35 % больше,чем для отожженного металла. ЭФО также обес-печила снижение ОСН II рода до уровня0,0005…0,0009.
В металле низкоуглеродистого шва в состо-янии после сварки присутствует небольшое ко-личество остаточного аустенита. ЭФО, как и ТО,вызвала распад остаточной γ-фазы. Распад ква-зиустойчивого остаточного аустенита в металленизкоуглеродистого шва во время ЭФО можно
Т а б л и ц а 2. Результаты рентгеновского дифрактометрического исследова-ния наплавленного металла сварного соединения стали 20
Состояние сварногосоединения
Тип кристаллическойрешетки(a, нм)
Размер бло-ков (областейкогерентногорассеивания),
нм
Коэффициент,характери-зующий
напряженияII рода
После сварки 96,4 % α-Fe (0,28692); 3,6 % γ-Fe (0,36352)
74 0,002
После отпуска (650 °С, 60 мин) α-Fe (0,28691) 78 0,001
После отжига (1060 °С, 20 мин) α-Fe (0,28681) 97 0,0005
После ЭФО по режиму № 1 α-Fe (0,28697) 127 0,0005
После ЭФО по режиму № 2 α-Fe (0,28704) 135 0,0009
9/2008 31

объяснить изменением его магнитного состояния,приводящим к самопроизвольному появлению ма-лых однодоменных ферромагнитных областей (за-родышей), возникающих и аннигилирующих в па-рамагнитной γ-матрице по статистическим зако-нам [11], а также дестабилизацией напряженногосостояния всестороннего сжатия аустенитныхучастков. В указанной выше части действие ЭФОна металл шва аналогично действию ТО. Вместес тем, влияние ЭФО на постоянную a кристал-лической решетки отличается от воздействия ТО.Термообработка вызывает уменьшение a с0,28692 (после сварки) до 0,28681 нм (после от-жига), тогда как ЭФО приводит к ее заметномуросту до 0,28697…0,28704 нм.
Параметр элементарной ячейки связан с ме-жатомным расстоянием, соответствующим тако-му взаимному положению соседних атомов, прикотором уровень потенциальной энергии системыминимален, а силы отталкивания и притяженияравны. Из физики металлов известны следующиефакторы, позволяющие влиять на постоянную ре-шетки металла: температура, давление, напряже-ния I рода и легирование. Поскольку эти условияво всех дифрактометрических экспериментах бы-ли неизменны, объяснить наблюдаемое влияниеЭФО довольно сложно. Из процессов, происхо-дящих в сталях во время ТО, уместно упомянутьраспад пересыщенного твердого раствора с вы-делением новых фаз, приводящий к уменьшениюконцентрации примесей внедрения в твердом рас-творе, а следовательно, уменьшению а, что и под-тверждается экспериментом. Учитывая ключевыефакторы влияния электрического тока малойплотности и электромагнитного поля на микрос-труктуру металла [7, 8], можно предположить сле-дующую причину увеличения параметра a послеЭФО. Скольжение дислокаций (и, возможно, иханнигиляция), вызванное магнитным полем, на-водящимся в металле при ЭФО, привело к болееравномерному распределению по объему α-фазыпримесных атомов внедрения, первоначально сос-редоточенных в микросегрегационных скоплени-ях (атмосферах), связанных с дислокациями. Этомогло привести к увеличению среднего содержа-ния примесей в твердом растворе и в итоге выз-вать рост параметра a после ЭФО. Для более пол-ного объяснения влияния ЭФО на субмикрост-руктуру ведутся дополнительные исследования.
В заключение следует отметить, что ЭФО привыбранных параметрах и технике проведения ока-зывает специфическое влияние на уровень ОСНI рода в сварных соединениях углеродистых инизколегированных сталей: в активной зоне свар-ных соединений ОСН снижаются на 3…25, в ре-активной — возрастают на 0…15 %. ЭФО снижаетнапряжения II рода до уровня, обеспечиваемогоотжигом при температуре 1060 °С, при этом за-метно увеличивается параметр a кристаллическойрешетки α-фазы.
1. Головин Ю. И., Тялин Ю. Н., Умрихин В. М. Поле меха-нических напряжений и прочность цилиндрических про-водников в пинчующих электромагнитных полях // Тез.докл. I Всесоюз. конф. «Действие электромагнитных по-лей на пластичность и прочность металлов и сплавов».(Юрмала, 29 сент.–1 окт. 1987 г.). — М.: Ин-т машино-ведения им. А. А. Благонравова АН СССР, 1987. —С. 37.
2. Стрижало В. А., Новогрудский Л. С., Воробьев Е. В.Прочность сплавов криогенной техники при электромаг-нитных воздействиях. — Киев: Наук. думка, 1990. —160 с.
3. Стрижало В. А., Воробьев Е. В. Скачкообразная дефор-мация металла в условиях воздействия импульсного маг-нитного поля и криогенных температур // Пробл. проч-ности. — 2003. — № 1. — С. 137–142.
4. Щербаков И. П., Чураев Д. В., Светлов В. Н. Исследова-ние изменения субмикрорельефа поверхности медныхобразцов при пропускании по ним импульсов электри-ческого тока большой плотности // Журн. техн. физики.— 2004. — 74, № 4. — С. 139–142.
5. Влияние электродинамической обработки на напряженно-деформированное состояние теплоустойчивых сталей /Л. М. Лобанов, Н. А. Пащин, В. Ю. Скульский, В. П. Логи-нов // Автомат. сварка. — 2006. — № 5. — С. 11–15.
6. Изменение напряженно-деформированного состоянияпосле электродинамической обработки сварных соеди-нений алюминиевого сплава АМг6 / Л. М. Лобанов,Н. А. Пащин, В. П. Логинов, В. Н. Смиленко // Там же.— 2007. — № 6. — С. 11–19.
7. Моравецкий С. И., Паршенков Н. А., Сокирко В. А. Осо-бенности электромагнитных воздействий на металлы иих сварные соединения // Там же. — 2007. — № 6. —С. 20–26.
8. К вопросу о механизмах электромагнитных воздействийна механические свойства сварных соединений углеро-дистых и низколегированных сталей / А. К. Царюк,В. Ю. Скульский, С. И. Моравецкий, В. А. Сокирко //Там же. — 2008. — № 7. — С. 33–37.
9. Винокуров В. А. Отпуск сварных конструкций для сни-жения напряжений. — М.: Машиностроение, 1973. —213 с.
10. Касаткин Б. С., Прохоренко В. М., Чертов И. М. Напря-жения и деформации при сварке. — Киев: Вища шк.,1987. — 246 с.
11. Бернштейн М. Л., Пустовойт В. Н. Термическая обра-ботка стальных изделий в магнитном поле. — М.: Ма-шиностроение, 1987. — 256 с.
Results of evaluation of the electromagnetic effects on residual welding stresses of the fist kind and stresses of the secondkind are presented. It is shown that impact by the low-density current pulses on the low-carbon steel welded joints has aspecific effect on stresses of the first kind. However, it does not lead to their substantial decrease. It has been establishedthat treatment leads to increase in size of the blocks, decrease in stresses of the third kind, and increase in the crystallinelattice parameter of the weld metal.
Поступила в редакцию 26.01.2008
32 9/2008
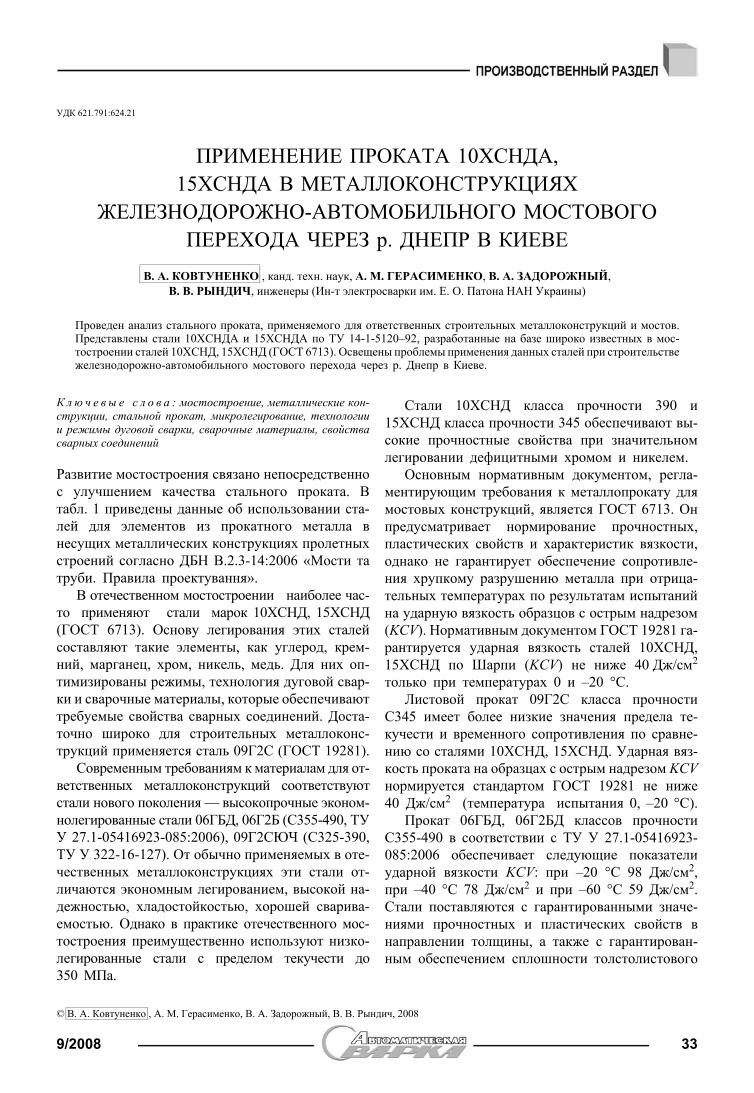
УДК 621.791:624.21
ПРИМЕНЕНИЕ ПРОКАТА 10ХСНДА,15ХСНДА В МЕТАЛЛОКОНСТРУКЦИЯХ
ЖЕЛЕЗНОДОРОЖНО-АВТОМОБИЛЬНОГО МОСТОВОГОПЕРЕХОДА ЧЕРЕЗ р. ДНЕПР В КИЕВЕ
В. А. КОВТУНЕНКО , канд. техн. наук, А. М. ГЕРАСИМЕНКО, В. А. ЗАДОРОЖНЫЙ,В. В. РЫНДИЧ, инженеры (Ин-т электросварки им. Е. О. Патона НАН Украины)
Проведен анализ стального проката, применяемого для ответственных строительных металлоконструкций и мостов.Представлены стали 10ХСНДА и 15ХСНДА по ТУ 14-1-5120–92, разработанные на базе широко известных в мос-тостроении сталей 10ХСНД, 15ХСНД (ГОСТ 6713). Освещены проблемы применения данных сталей при строительствежелезнодорожно-автомобильного мостового перехода через р. Днепр в Киеве.
К л ю ч е в ы е с л о в а : мостостроение, металлические кон-струкции, стальной прокат, микролегирование, технологиии режимы дуговой сварки, сварочные материалы, свойствасварных соединений
Развитие мостостроения связано непосредственнос улучшением качества стального проката. Втабл. 1 приведены данные об использовании ста-лей для элементов из прокатного металла внесущих металлических конструкциях пролетныхстроений согласно ДБН В.2.3-14:2006 «Мости татруби. Правила проектування».
В отечественном мостостроении наиболее час-то применяют стали марок 10ХСНД, 15ХСНД(ГОСТ 6713). Основу легирования этих сталейсоставляют такие элементы, как углерод, крем-ний, марганец, хром, никель, медь. Для них оп-тимизированы режимы, технология дуговой свар-ки и сварочные материалы, которые обеспечиваюттребуемые свойства сварных соединений. Доста-точно широко для строительных металлоконс-трукций применяется сталь 09Г2С (ГОСТ 19281).
Современным требованиям к материалам для от-ветственных металлоконструкций соответствуютстали нового поколения — высокопрочные эконом-нолегированные стали 06ГБД, 06Г2Б (С355-490, ТУУ 27.1-05416923-085:2006), 09Г2СЮЧ (С325-390,ТУ У 322-16-127). От обычно применяемых в оте-чественных металлоконструкциях эти стали от-личаются экономным легированием, высокой на-дежностью, хладостойкостью, хорошей сварива-емостью. Однако в практике отечественного мос-тостроения преимущественно используют низко-легированные стали с пределом текучести до350 МПа.
Стали 10ХСНД класса прочности 390 и15ХСНД класса прочности 345 обеспечивают вы-сокие прочностные свойства при значительномлегировании дефицитными хромом и никелем.
Основным нормативным документом, регла-ментирующим требования к металлопрокату длямостовых конструкций, является ГОСТ 6713. Онпредусматривает нормирование прочностных,пластических свойств и характеристик вязкости,однако не гарантирует обеспечение сопротивле-ния хрупкому разрушению металла при отрица-тельных температурах по результатам испытанийна ударную вязкость образцов с острым надрезом(KCV). Нормативным документом ГОСТ 19281 га-рантируется ударная вязкость сталей 10ХСНД,15ХСНД по Шарпи (KCV) не ниже 40 Дж/см2
только при температурах 0 и –20 °С.Листовой прокат 09Г2С класса прочности
С345 имеет более низкие значения предела те-кучести и временного сопротивления по сравне-нию со сталями 10ХСНД, 15ХСНД. Ударная вяз-кость проката на образцах с острым надрезом KCVнормируется стандартом ГОСТ 19281 не ниже40 Дж/см2 (температура испытания 0, –20 °С).
Прокат 06ГБД, 06Г2БД классов прочностиС355-490 в соответствии с ТУ У 27.1-05416923-085:2006 обеспечивает следующие показателиударной вязкости KCV: при –20 °С 98 Дж/см2,при –40 °С 78 Дж/см2 и при –60 °С 59 Дж/см2.Стали поставляются с гарантированными значе-ниями прочностных и пластических свойств внаправлении толщины, а также с гарантирован-ным обеспечением сплошности толстолистового
© В. А. Ковтуненко , А. М. Герасименко, В. А. Задорожный, В. В. Рындич, 2008
9/2008 33
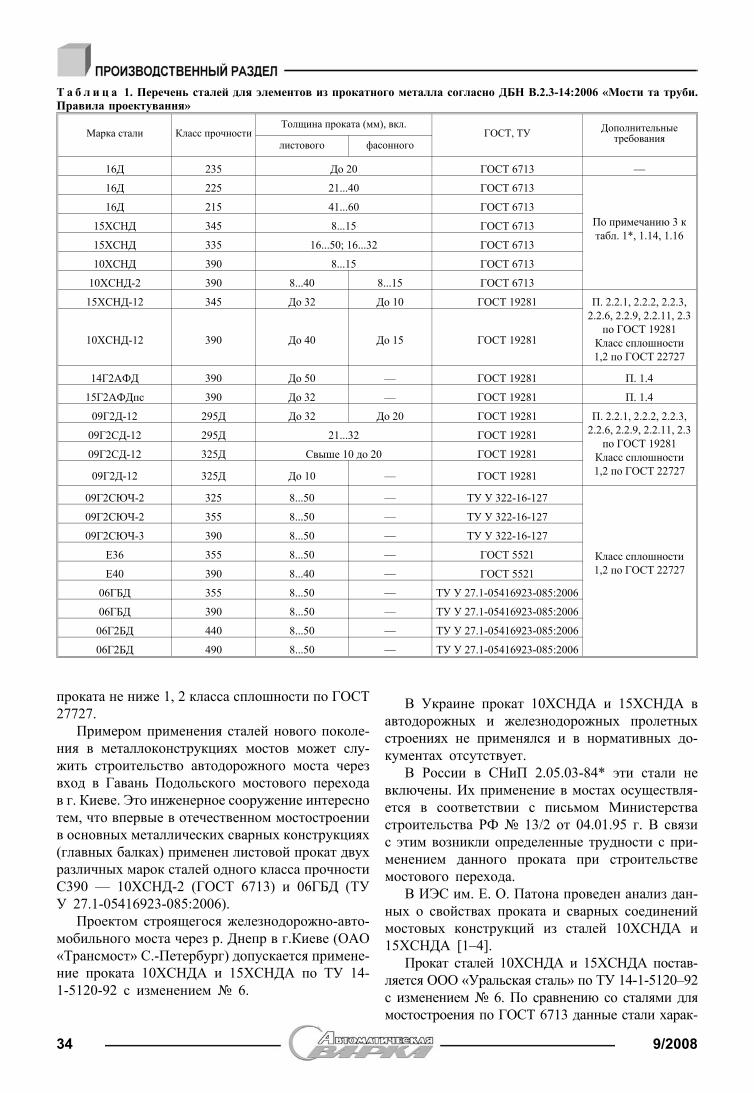
проката не ниже 1, 2 класса сплошности по ГОСТ27727.
Примером применения сталей нового поколе-ния в металлоконструкциях мостов может слу-жить строительство автодорожного моста черезвход в Гавань Подольского мостового переходав г. Киеве. Это инженерное сооружение интереснотем, что впервые в отечественном мостостроениив основных металлических сварных конструкциях(главных балках) применен листовой прокат двухразличных марок сталей одного класса прочностиС390 — 10ХСНД-2 (ГОСТ 6713) и 06ГБД (ТУУ 27.1-05416923-085:2006).
Проектом строящегося железнодорожно-авто-мобильного моста через р. Днепр в г.Киеве (ОАО«Трансмост» С.-Петербург) допускается примене-ние проката 10ХСНДА и 15ХСНДА по ТУ 14-1-5120-92 с изменением № 6.
В Украине прокат 10ХСНДА и 15ХСНДА вавтодорожных и железнодорожных пролетныхстроениях не применялся и в нормативных до-кументах отсутствует.
В России в СНиП 2.05.03-84* эти стали невключены. Их применение в мостах осуществля-ется в соответствии с письмом Министерствастроительства РФ № 13/2 от 04.01.95 г. В связис этим возникли определенные трудности с при-менением данного проката при строительствемостового перехода.
В ИЭС им. Е. О. Патона проведен анализ дан-ных о свойствах проката и сварных соединениймостовых конструкций из сталей 10ХСНДА и15ХСНДА [1–4].
Прокат сталей 10ХСНДА и 15ХСНДА постав-ляется ООО «Уральская сталь» по ТУ 14-1-5120–92с изменением № 6. По сравнению со сталями длямостостроения по ГОСТ 6713 данные стали харак-
Т а б л и ц а 1. Перечень сталей для элементов из прокатного металла согласно ДБН В.2.3-14:2006 «Мости та труби.Правила проектування»
Марка стали Класс прочностиТолщина проката (мм), вкл.
ГОСТ, ТУ Дополнительныетребованиялистового фасонного
16Д 235 До 20 ГОСТ 6713 —
16Д 225 21...40 ГОСТ 6713
По примечанию 3 ктабл. 1*, 1.14, 1.16
16Д 215 41...60 ГОСТ 6713
15ХСНД 345 8...15 ГОСТ 6713
15ХСНД 335 16...50; 16...32 ГОСТ 6713
10ХСНД 390 8...15 ГОСТ 6713
10ХСНД-2 390 8...40 8...15 ГОСТ 6713
15ХСНД-12 345 До 32 До 10 ГОСТ 19281 П. 2.2.1, 2.2.2, 2.2.3,2.2.6, 2.2.9, 2.2.11, 2.3
по ГОСТ 19281Класс сплошности1,2 по ГОСТ 22727
10ХСНД-12 390 До 40 До 15 ГОСТ 19281
14Г2АФД 390 До 50 — ГОСТ 19281 П. 1.4
15Г2АФДпс 390 До 32 — ГОСТ 19281 П. 1.4
09Г2Д-12 295Д До 32 До 20 ГОСТ 19281 П. 2.2.1, 2.2.2, 2.2.3,2.2.6, 2.2.9, 2.2.11, 2.3
по ГОСТ 19281Класс сплошности1,2 по ГОСТ 22727
09Г2СД-12 295Д 21...32 ГОСТ 19281
09Г2СД-12 325Д Свыше 10 до 20 ГОСТ 19281
09Г2Д-12 325Д До 10 — ГОСТ 19281
09Г2СЮЧ-2 325 8...50 — ТУ У 322-16-127
Класс сплошности1,2 по ГОСТ 22727
09Г2СЮЧ-2 355 8...50 — ТУ У 322-16-127
09Г2СЮЧ-3 390 8...50 — ТУ У 322-16-127
Е36 355 8...50 — ГОСТ 5521
Е40 390 8...40 — ГОСТ 5521
06ГБД 355 8...50 — ТУ У 27.1-05416923-085:2006
06ГБД 390 8...50 — ТУ У 27.1-05416923-085:2006
06Г2БД 440 8...50 — ТУ У 27.1-05416923-085:2006
06Г2БД 490 8...50 — ТУ У 27.1-05416923-085:2006
34 9/2008

теризуются более экономной системой легирова-ния, а также жесткими нормами по содержаниювредных примесей. Химический состав сталейскорректирован в сторону снижения содержанияникеля и хрома, серы и фосфора (табл. 2). Зна-чения углеродного эквивалента Cэкв разработан-ных сталей по сравнению со сталями по ГОСТ 6713следующие: для стали 10ХСНД — 0,39...0,52;15ХСНД — 0,34...0,48; 10ХСНДА — 0,35…0,49;15ХСНДА — 0,31…0,49 (Cэкв определен по фор-муле МИСа:
Cэкв = C + Mn6 + Cr + Mo + V
5 + Ni + Cu15 ). Техни-
ческие условия ТУ 14-1-5120–92 с изменением №6 гарантируют поставку проката 10ХСНДА и15ХСНДА с ударной вязкостью на образцах c над-резом (KCV) по Шарпи не ниже 29 Дж/см2 притемпературе испытания –40 °С, обеспечениекласса сплошности проката 1,2 по ГОСТ 22727,а также контроль комплекса свойств в Z-направ-лении.
Главным отличием сталей 10ХСНДА и15ХСНДА является наличие в их составе сильныхкарбидообразующих элементов ванадия и ниобия,что позволило одновременно повысить прочнос-тные свойства по механизму дисперсионноготвердения и пластичность путем измельчения ко-нечной ферритно-перлитной структуры.
Возможность повышения прочностных харак-теристик позволило уменьшить содержание уг-лерода, хрома, никеля, упрочняющих сталь по ме-ханизму твердого раствора. При этом учтено, чтоминимальное содержание никеля, хрома, медидолжно обеспечить достаточную стойкость к ат-мосферной коррозии, а вместе с углеродом и мар-ганцем — необходимую степень устойчивости пе-реохлажденного аустенита при термической об-работке [3]. Это обстоятельство в сочетании с осо-быми режимами прокатки и термической обра-
ботки позволило улучшить свойства листовогопроката.
В работе [3] показано, что по сравнению состалями по ГОСТ 6713 прокат 15ХСНДА и10ХСНДА при равном уровне прочностныхсвойств имеет более высокие пластические ха-рактеристики и ударную вязкость. Порог хлад-ноломкости сталей в нормализованном состояниисоставляет соответственно –70 и –60 °С. Испы-тания проката на растяжение в Z-направлении по-казали практически одинаковый уровень прочнос-тных и пластических свойств как в плоскости про-катки, так и в направлении толщины.
Изменение химического состава повлекло засобой изменение металлургических процессов ифазовых превращений, протекающих в сварочнойванне и околошовной зоне (ОШЗ). В результатевозникла необходимость изыскания оптимальныхтехнологий сварки мостовых конструкций из этихсталей как в заводских, так и монтажных условиях[1].
Исследования показали, что прокат сталей10ХСНДА и 15ХСНДА имеет достаточный запассварочно-технологических характеристик [4]. Од-нако при сварке микролегированных сталей пе-реход в наплавленный металл ниобия, ванадия,а также их нитридов и карбонитридов может спо-собствовать повышению твердости наплавленно-го металла и оказывать неблагоприятное влияниена ударную вязкость и температуру перехода ме-талла шва в хрупкое состояние.
В работе [1] проводили исследования сварныхмонтажных соединений данных сталей и устано-вили, что металл шва и различных зон сварногосоединения сталей 10ХСНДА и 15ХСНДА имеетнеобходимые прочностные и пластические харак-теристики на уровне свойств основного металла.Однако сварные соединения толщиной 12 мм изсталей 10ХСНДА и 15ХСНДА, выполненные од-
Т а б л и ц а 2. Химический состав сталей 10ХСНД, 15ХСНД, 10ХСНДА, 15ХСНДА, мас. %Марка стали С Si Mn Cu Cr Ni S P V Nb
10ХСНД(ГОСТ 6713)
до 0,12 0,80...1,10 0,50...0,80 0,40...0,60 0,60...0,90 0,50...0,80 0,035 0,035 — —
15ХСНД(ГОСТ 6713)
0,12...0,18 0,40...0,70 0,40...0,70 0,20...0,40 0,60...0,90 0,30...0,60 0,035 0,035 — —
10ХСНДА(ТУ 14-1-5120–92с изменением № 6)
≤ 0,12 0,80...1,10 0,65...0,95 0,40...0,60 0,30...0,60 0,20...0,50 ≤ 0,010 ≤ 0,015 0,08...0,12 0,03...0,06
15ХСНДА(ТУ 14-1-5120–92с изменением № 6)
0,10...0,15 0,40...0,70 0,60...0,90 0,20...0,40 0,30...0,60 0,20...0,50 ≤ 0,010 ≤ 0,015 0,08...0,12 0,03...0,06
Пр и м е ч е н и е . Во всех сталях N — не более 0,008 %.
9/2008 35
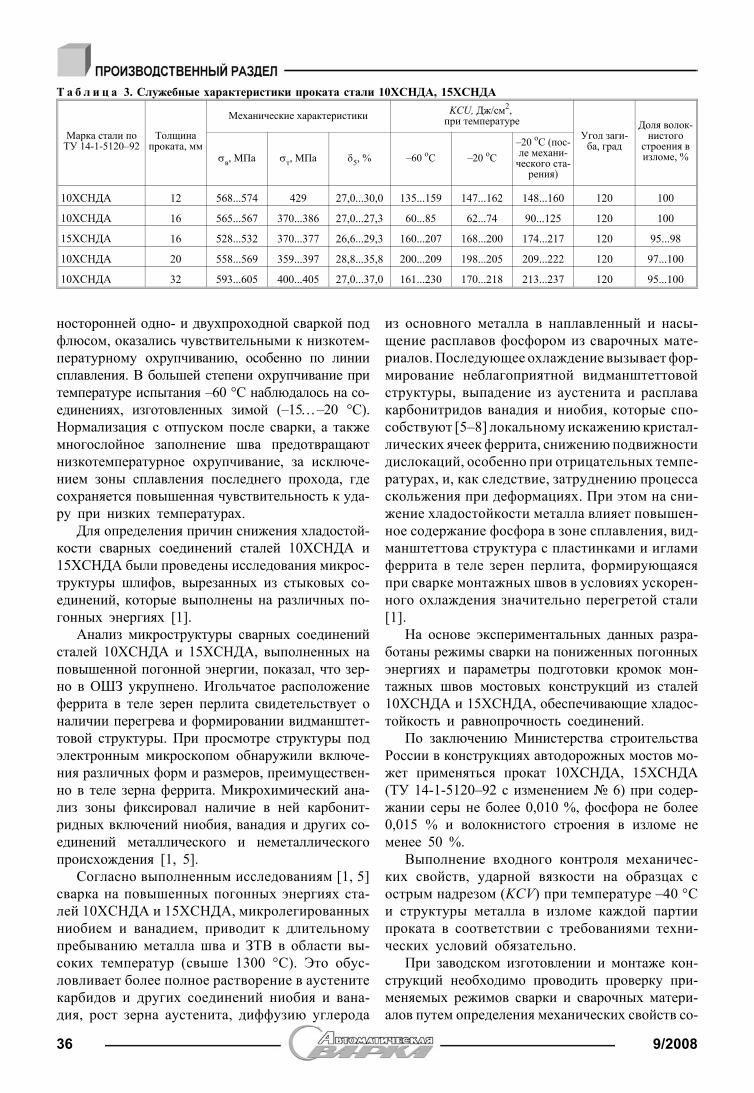
носторонней одно- и двухпроходной сваркой подфлюсом, оказались чувствительными к низкотем-пературному охрупчиванию, особенно по линиисплавления. В большей степени охрупчивание притемпературе испытания –60 °С наблюдалось на со-единениях, изготовленных зимой (–15…–20 °С).Нормализация с отпуском после сварки, а такжемногослойное заполнение шва предотвращаютнизкотемпературное охрупчивание, за исключе-нием зоны сплавления последнего прохода, гдесохраняется повышенная чувствительность к уда-ру при низких температурах.
Для определения причин снижения хладостой-кости сварных соединений сталей 10ХСНДА и15ХСНДА были проведены исследования микрос-труктуры шлифов, вырезанных из стыковых со-единений, которые выполнены на различных по-гонных энергиях [1].
Анализ микроструктуры сварных соединенийсталей 10ХСНДА и 15ХСНДА, выполненных наповышенной погонной энергии, показал, что зер-но в ОШЗ укрупнено. Игольчатое расположениеферрита в теле зерен перлита свидетельствует оналичии перегрева и формировании видманштет-товой структуры. При просмотре структуры подэлектронным микроскопом обнаружили включе-ния различных форм и размеров, преимуществен-но в теле зерна феррита. Микрохимический ана-лиз зоны фиксировал наличие в ней карбонит-ридных включений ниобия, ванадия и других со-единений металлического и неметаллическогопроисхождения [1, 5].
Согласно выполненным исследованиям [1, 5]сварка на повышенных погонных энергиях ста-лей 10ХСНДА и 15ХСНДА, микролегированныхниобием и ванадием, приводит к длительномупребыванию металла шва и ЗТВ в области вы-соких температур (свыше 1300 °С). Это обус-ловливает более полное растворение в аустенитекарбидов и других соединений ниобия и вана-дия, рост зерна аустенита, диффузию углерода
из основного металла в наплавленный и насы-щение расплавов фосфором из сварочных мате-риалов. Последующее охлаждение вызывает фор-мирование неблагоприятной видманштеттовойструктуры, выпадение из аустенита и расплавакарбонитридов ванадия и ниобия, которые спо-собствуют [5–8] локальному искажению кристал-лических ячеек феррита, снижению подвижностидислокаций, особенно при отрицательных темпе-ратурах, и, как следствие, затруднению процессаскольжения при деформациях. При этом на сни-жение хладостойкости металла влияет повышен-ное содержание фосфора в зоне сплавления, вид-манштеттова структура с пластинками и игламиферрита в теле зерен перлита, формирующаясяпри сварке монтажных швов в условиях ускорен-ного охлаждения значительно перегретой стали[1].
На основе экспериментальных данных разра-ботаны режимы сварки на пониженных погонныхэнергиях и параметры подготовки кромок мон-тажных швов мостовых конструкций из сталей10ХСНДА и 15ХСНДА, обеспечивающие хладос-тойкость и равнопрочность соединений.
По заключению Министерства строительстваРоссии в конструкциях автодорожных мостов мо-жет применяться прокат 10ХСНДА, 15ХСНДА(ТУ 14-1-5120–92 с изменением № 6) при содер-жании серы не более 0,010 %, фосфора не более0,015 % и волокнистого строения в изломе неменее 50 %.
Выполнение входного контроля механичес-ких свойств, ударной вязкости на образцах сострым надрезом (KCV) при температуре –40 °Си структуры металла в изломе каждой партиипроката в соответствии с требованиями техни-ческих условий обязательно.
При заводском изготовлении и монтаже кон-струкций необходимо проводить проверку при-меняемых режимов сварки и сварочных матери-алов путем определения механических свойств со-
Т а б л и ц а 3. Служебные характеристики проката стали 10ХСНДА, 15ХСНДА
Марка стали поТУ 14-1-5120–92
Толщинапроката, мм
Механические характеристики KCU, Дж/см2, при температуре
Угол заги-ба, град
Доля волок-нистого
строения визломе, %σв, МПа σт, МПа δ5, % –60 оС –20 оС
–20 оС (пос-ле механи-ческого ста-
рения)
10ХСНДА 12 568...574 429 27,0...30,0 135...159 147...162 148...160 120 100
10ХСНДА 16 565...567 370...386 27,0...27,3 60...85 62...74 90...125 120 100
15ХСНДА 16 528...532 370...377 26,6...29,3 160...207 168...200 174...217 120 95...98
10ХСНДА 20 558...569 359...397 28,8...35,8 200...209 198...205 209...222 120 97...100
10ХСНДА 32 593...605 400...405 27,0...37,0 161...230 170...218 213...237 120 95...100
36 9/2008
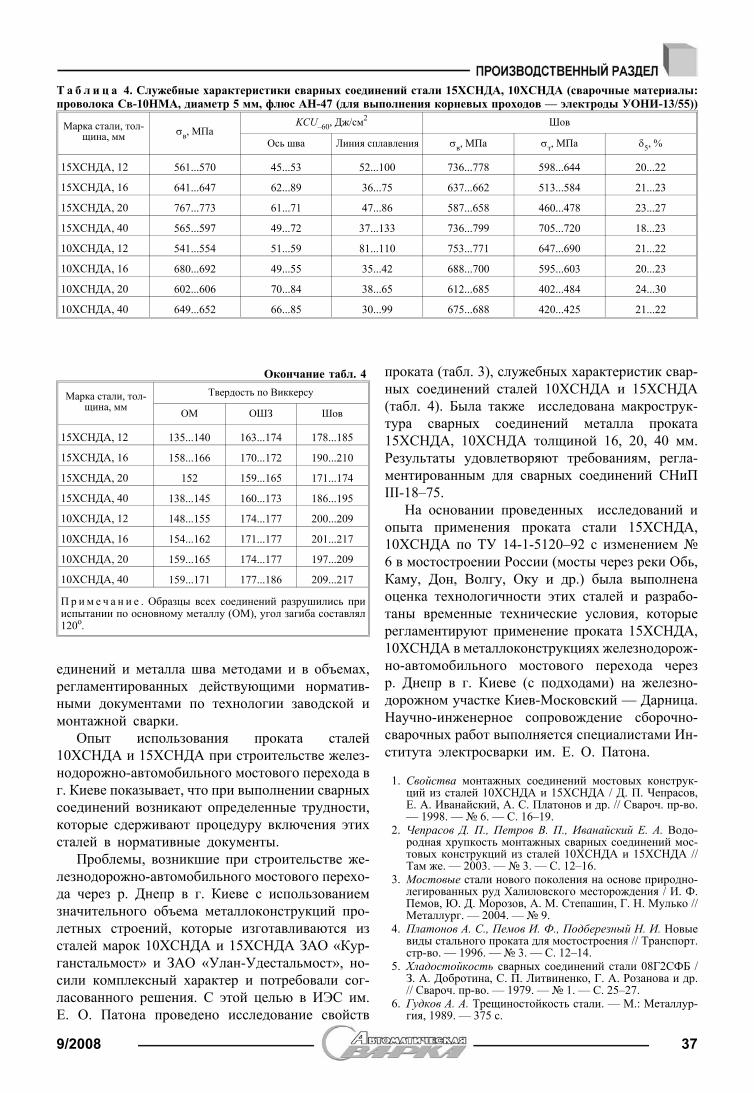
единений и металла шва методами и в объемах,регламентированных действующими норматив-ными документами по технологии заводской имонтажной сварки.
Опыт использования проката сталей10ХСНДА и 15ХСНДА при строительстве желез-нодорожно-автомобильного мостового перехода вг. Киеве показывает, что при выполнении сварныхсоединений возникают определенные трудности,которые сдерживают процедуру включения этихсталей в нормативные документы.
Проблемы, возникшие при строительстве же-лезнодорожно-автомобильного мостового перехо-да через р. Днепр в г. Киеве с использованиемзначительного объема металлоконструкций про-летных строений, которые изготавливаются изсталей марок 10ХСНДА и 15ХСНДА ЗАО «Кур-ганстальмост» и ЗАО «Улан-Удестальмост», но-сили комплексный характер и потребовали сог-ласованного решения. С этой целью в ИЭС им.Е. О. Патона проведено исследование свойств
проката (табл. 3), служебных характеристик свар-ных соединений сталей 10ХСНДА и 15ХСНДА(табл. 4). Была также исследована макрострук-тура сварных соединений металла проката15ХСНДА, 10ХСНДА толщиной 16, 20, 40 мм.Результаты удовлетворяют требованиям, регла-ментированным для сварных соединений СНиПIII-18–75.
На основании проведенных исследований иопыта применения проката стали 15ХСНДА,10ХСНДА по ТУ 14-1-5120–92 с изменением №6 в мостостроении России (мосты через реки Обь,Каму, Дон, Волгу, Оку и др.) была выполненаоценка технологичности этих сталей и разрабо-таны временные технические условия, которыерегламентируют применение проката 15ХСНДА,10ХСНДА в металлоконструкциях железнодорож-но-автомобильного мостового перехода черезр. Днепр в г. Киеве (с подходами) на железно-дорожном участке Киев-Московский — Дарница.Научно-инженерное сопровождение сборочно-сварочных работ выполняется специалистами Ин-ститута электросварки им. Е. О. Патона.
1. Свойства монтажных соединений мостовых конструк-ций из сталей 10ХСНДА и 15ХСНДА / Д. П. Чепрасов,Е. А. Иванайский, А. С. Платонов и др. // Свароч. пр-во.— 1998. — № 6. — С. 16–19.
2. Чепрасов Д. П., Петров В. П., Иванайский Е. А. Водо-родная хрупкость монтажных сварных соединений мос-товых конструкций из сталей 10ХСНДА и 15ХСНДА //Там же. — 2003. — № 3. — С. 12–16.
3. Мостовые стали нового поколения на основе природно-легированных руд Халиловского месторождения / И. Ф.Пемов, Ю. Д. Морозов, А. М. Степашин, Г. Н. Мулько //Металлург. — 2004. — № 9.
4. Платонов А. С., Пемов И. Ф., Подберезный Н. И. Новыевиды стального проката для мостостроения // Транспорт.стр-во. — 1996. — № 3. — С. 12–14.
5. Хладостойкость сварных соединений стали 08Г2СФБ /З. А. Добротина, С. П. Литвиненко, Г. А. Розанова и др.// Свароч. пр-во. — 1979. — № 1. — С. 25–27.
6. Гудков А. А. Трещиностойкость стали. — М.: Металлур-гия, 1989. — 375 с.
Т а б л и ц а 4. Служебные характеристики сварных соединений стали 15ХСНДА, 10ХСНДА (сварочные материалы:проволока Св-10НМА, диаметр 5 мм, флюс АН-47 (для выполнения корневых проходов — электроды УОНИ-13/55))
Марка стали, тол-щина, мм σв, МПа
KCU–60, Дж/см2 Шов
Ось шва Линия сплавления σв, МПа σт, МПа δ5, %
15ХСНДА, 12 561...570 45...53 52...100 736...778 598...644 20...22
15ХСНДА, 16 641...647 62...89 36...75 637...662 513...584 21...23
15ХСНДА, 20 767...773 61...71 47...86 587...658 460...478 23...27
15ХСНДА, 40 565...597 49...72 37...133 736...799 705...720 18...23
10ХСНДА, 12 541...554 51...59 81...110 753...771 647...690 21...22
10ХСНДА, 16 680...692 49...55 35...42 688...700 595...603 20...23
10ХСНДА, 20 602...606 70...84 38...65 612...685 402...484 24...30
10ХСНДА, 40 649...652 66...85 30...99 675...688 420...425 21...22
Окончание табл. 4
Марка стали, тол-щина, мм
Твердость по Виккерсу
ОМ ОШЗ Шов
15ХСНДА, 12 135...140 163...174 178...185
15ХСНДА, 16 158...166 170...172 190...210
15ХСНДА, 20 152 159...165 171...174
15ХСНДА, 40 138...145 160...173 186...195
10ХСНДА, 12 148...155 174...177 200...209
10ХСНДА, 16 154...162 171...177 201...217
10ХСНДА, 20 159...165 174...177 197...209
10ХСНДА, 40 159...171 177...186 209...217
Пр и м е ч а н и е . Образцы всех соединений разрушились прииспытании по основному металлу (ОМ), угол загиба составлял120о.
9/2008 37
7. Охрупчивание конструкционных сталей и сплавов: Пер.с англ. — М.: Металлургия, 1988. — 550 с.
8. Грабин В. Ф. Металловедение сварки плавлением. —Киев: Наук. думка, 1982. — 414 с.
Steel rolled stock used for fabrication of critical building metal structures and bridges has been analysed. Steels 10KhSNDAand 15KhSNDA, according to TU 14-1-5120–92, developed on the basis of steels 10KhSND and 15KhSND (GOST 6713)widely applied in bridge construction, are considered. Problems of application of these steels for construction of the railway-roadbridge across the Dnieper River in Kiev are outlined.
Поступила в редакцию 24.04.2008
Конференция«АВТОМОБИЛЬНОЕ МАШИНОСТРОЕНИЕ –ТЕНДЕНЦИИ В ТЕХНОЛОГИЯХ СОЕДИНЕНИЯ
И МАТЕРИАЛОВЕДЕНИИ»
С 1—2 октября 2008 г. на новом промышленном предприятии компании «Fronius Inter-national» в г. Сеттледте, Верхняя Австрия состоится Первая международная конференция«Автомобильное машиностроение. Тенденции в технологиях соединения и материалове-дении». В автомобильной промышленности, являющейся ведущим представителем сов-ременных технологий, уделяется повышенное внимание безопасности, снижению веса иэкономии энергии. Материалы и эффективные способы их соединения являются средст-вами для инновационных решений этихзадач.
Тематика конференции включает за-слушивание следующих докладов: «Несопос-тавимые соединения – возможности для лег-ковесных конструкций» (проф. А. Р. Пизалла,Институт Макса Планка), «Титан и магний –материалы в современном обществе» (проф.Х. Антрековитц, Горный университет в г. Ле-обене), «Технологии соединения для конст-рукций кузовов» (С. Мюллер, компания«Audi»), «Обеспечение качества МИГ сваркиалюминиевых сплавов» (А. Ланг, компания
BMW), «Гибридная лазерная сварка структурсистемы безопасности шасси» (Х. Стеин-метз, компания «Daimler»), «Уроки, полученные при первичном использовании процессаХПМ компанией «Ford» (Г. Мюллер, компания «Ford»), «Новые процессы соединения ипреимущества, которые они предлагают автомобильной промышленности» (д-р фил. Йон-гджон Чо, компания «Hyundai»), «Технические требования для методик соединения в ав-томобильном производстве будущего» (д-р С. Ютнер, компания «Volkswagen»), «Методикисоединения для компонентов горячей штамповки и алюминиевых материалов» (проф. В.Ростек, д-р Т. М. Виббек, «Benteler Automobitechnik»), «Свариваемость современных уль-трапрочных марок холоднокатаной полосы » (д-р Г. Пош, «Bohler»), «Замена сварной кон-струкции для деталей прецизионного литья при использовании процесса ХПМ» (А. Волп-речт, «Lewa Attendorn»), «Обеспечение качества процесса» (К. Ламмером, «Magna Cosma»).
С более полной информацией о работе конференциии условиях участия в ней можно ознакомиться по:
Tel: + 43/7242/241-0, Fax: +43/7242/241-3940, E-mail: [email protected]
38 9/2008
УДК 621.791.762
РАБОТОСПОСОБНОСТЬ СОЕДИНЕНИЙ ЖЕЛЕЗНОДОРОЖНЫХКРЕСТОВИН, ВЫПОЛНЕННЫХ КОНТАКТНОЙ
СТЫКОВОЙ СВАРКОЙАкадемик НАН Украины С. И. КУЧУК-ЯЦЕНКО, Ю. В. ШВЕЦ, А. В. КАВУНИЧЕНКО, инженеры,
В. И. ШВЕЦ, канд. техн. наук (Ин-т электросварки им. Е. О. Патона НАН Украины),С. Д. ТАРАНЕНКО, канд. техн. наук, В. А. ПРОЩЕНКО, инж. (ОАО «Днепропетровский стрелочный завод»)
Приведены результаты исследования работоспособности соединений железнодорожных крестовин, выполненныхконтактной стыковой сваркой через промежуточную вставку из стали 12Х18Н10Т. Показано, что в процессеэксплуатации происходит деформационное упрочнение аустенитных составляющих сварного соединения. Этоприводит к выравниванию твердости по поверхности катания, что ограничивает локальный износ. Проведеныисследования структурных изменений в соединении, вызванных эксплуатацией в условиях циклических нагрузоки низких температур.
К л ю ч е в ы е с л о в а : контактная стыковая сварка,железнодорожная крестовина, пульсирующее оплавление,сталь Гадфильда, сталь М76, аустенитная вставка, рабо-тоспособность соединений
Повышение эксплуатационных характеристик инадежности стрелочных переводов является од-ной из актуальных проблем при строительстве же-лезных дорог. Соединение хвостовой части сер-дечника с рельсом с помощью болтов черезнакладки создает резкий перепад вертикальнойжесткости и вызывает местный износ поверхностикатания концов сердечника крестовины и примы-кающего рельса. Наиболее перспективным мето-дом повышения эксплуатационной стойкостикрестовины является использование новых кон-струкций крестовин с приварными рельсовымиокончаниями. В последнее время сварные крес-товины находят все более широкое распростра-нение на современных скоростных железных до-рогах.
В ИЭС им. Е. О. Патона разработана техно-логия и оборудование для контактной стыковойсварки железнодорожных крестовин в промыш-ленных условиях [1]. В основу этой технологииположен способ сварки пульсирующим оплавле-нием [2], который позволяет получать соединениявысокомарганцовистой стали 110Г13Л с рельсо-вой М76 через промежуточную вставку из хро-моникелевой аустенитной стали 12Х18Н10Т.
По проектам ИЭС им. Е. О. Патона ОАО «Ка-ховский завод электросварочного оборудования»изготовил сварочную машину К924М, успешноэксплуатируемую на ОАО «Днепропетровскийстрелочный завод» с 2002 г., в том числе приизготовлении новых типов сварных крестовин.
Специалисты ИЭС им. Е. О. Патона и ОАО«Днепровский стрелочный завод» на протяжениивсего срока эксплуатации проводили мониторингсостояния сварных крестовин: измеряли отклоне-ние от линейности поверхности катания в зонетермического влияния и вставки, а также иссле-довали структурные изменения, которые моглипроизойти под воздействием циклических нагру-зок и низких температур эксплуатации.
Практика эксплуатации показала, что в свар-ных крестовинах не наблюдалось образованиятаких характерных дефектов, как отколы металлав хвостовом торце крестовины, выкрашивание ли-той части усовика, поперечные трещины в рееч-ной части хвостовика, значительно уменьшающиесрок эксплуатации.
На рис. 1 показан внешний вид сварной крес-товины, уложенной в путь на ст. ВерховцевоПриднепровской железной дороги с отображе-нием твердости поверхности катания после про-пуска 196,6 млн т брутто груза.
Вставка из стали 12Х18Н10Т в соединении наначальном этапе эксплуатации имеет наимень-шую твердость. В таблице приведены результатызамеров отклонения от линейности поверхностикатания, а также значения твердости средней час-ти вставок четырех крестовин, уложенных в путьна участках Приднепровской железной дороги свысоким грузооборотом. Как видно, максималь-ное отклонение профиля поверхности катания отлинейности, которое приходится на среднюючасть вставки, составляет 0,5…0,8 мм.
Незначительное локальное отклонение повер-хности катания от линейности возникает в об-ласти вставки на начальном этапе эксплуатации,когда твердость вставки меньше твердости рель-
© С. И. Кучук-Яценко, Ю. В. Швец, А. В. Кавуниченко, В. И. Швец, С. Д. Тараненко, В. А. Прощенко, 2008
9/2008 39
совой стали. Это подтверждают измерения, про-веденные на одной и той же крестовине послепропуска различного тоннажа груза (таблица,поз. 1). Появление локального отклонения от ли-нейности объясняется разной степенью первона-чальной деформации, необходимой для достиже-ния практически одинаковой твердости рельсовойстали М76, хромоникелевой аустенитной стали12Х18Н10Т и высокомарганцовистой стали110Г13Л при наклепе.
Исследования и анализ распределения твердос-ти по Бринеллю в соединении проведены на крес-товине, по которой было пропущено 42,2 млн тбрутто груза (рис. 2). Вид кривых распределениятвердости по шейке и подошве крестовины сви-детельствует о том, что эти участки рельса неподвергались наклепу — распределение твердос-ти соответствует тому, которое наблюдалось пос-ле изготовления сварной крестовины [1, 3]. Кри-вая распределения твердости по поверхности ка-тания также соответствует таковой, полученной
ранее при проведении измерений с большим ша-гом на участке большей длины.
При сравнительном анализе установлено, чтона поверхности катания твердость в соединениив области вставки и высокомарганцовистой сталив результате наклепа возрастает. В области встав-ки она становится близкой твердости рельса, вобласти высокомарганцовистой стали — несколь-ко выше. Последнее связано с большей по срав-нению со сталью 12Х18Н10Т склонностью стали110Г13Л к деформационному упрочнению [3].
Выравнивание твердости в области соединенияпри эксплуатации является положительным фак-тором с точки зрения локального отклонения отлинейности поверхности катания.
Известно, что наклеп является результатомструктурных превращений. Проведе-ны исследования микроструктурыслоя металла, примыкающего к повер-хности катания, и распределение внем микротвердости (рис. 3). Уста-новлено, что глубина упрочненногослоя во всех сталях практически оди-накова и составляет около 2 мм. Кри-вая распределения микротвердости вупрочненном слое монотонно возрас-тает при приближении к поверхности.Микротвердость стали 12Х18Н10Тпри этом возрастает от 1800 до3500…3800 МПа, стали 110Г13Л —
Рис. 1. Внешний вид сварной крестовины с результатамиизмерений твердости по поверхности катания: 1 — сердечниккрестовины (сталь 110Г13Л); 2 — вставка (12Х18Н10Т); 3 —рельсовое окончание (М76) (зона А — твердость выше НВ450)
Результаты исследования локального отклонения от линейности повер-хности катания в зоне сварного соединения на Приднепровской желез-ной дороге
№п/п Место укладки
Пропущен-ный тоннаж,
млн тбрутто
Ширинавставки, мм
Отклонениеот линейнос-ти (впади-на), мм
Твердостьпо центрувставки НВ
1 Ст. Верховцево 65,2
196,6
18...22
18...22
0,75
0,80
441
445
2 Ст. Варваровка 48,37 40...42 0,80 420
3 Ст. Самойловка 48,57 18...20 0,50 410
4 Ст. Синельниково 96,5 18...22 0,50 435
Рис. 2. Распределение твердости по Бринеллю в сварной крес-товине: 1 — головка; 2 — шейка; 3 — подошва
Рис. 3. Распределение микротвердости в слое металла, при-мыкающем к поверхности катания
40 9/2008

от 1800 до 3900…4100 МПа, стали М76 — от 3600до 5000 МПа (рис. 3).
В упрочненном слое стали 12Х18Н10Т струк-тура измельчается (рис. 4, а, б), а в упрочненномслое стали 110Г13Л наблюдается увеличение раз-мера зерен (рис. 4, в, г). В обоих случаях сталиостаются аустенитными. В зернах аустенита при-сутствуют многочисленные линии деформацион-ного скольжения. Это особенно ярко выраженов стали 110Г13Л. Вопросы природы деформа-ционного упрочнения этих сталей детально рас-смотрены в работе [4]. В упрочненном слое рель-совой стали М76 происходит интенсивное измель-чение зерен сорбита (рис. 4, д, е).
Переходная зона на контактной границе сталей12Х18Н10Т и 110Г13Л состоит из аустенитныхсоставляющих промежуточного химического сос-тава [5], структурные изменения в которых по-добны таковым в основном металле.
Структура переходной зоны на контактнойгранице сталей 12Х18Н10Т и М76 более сложная[3]. В приконтактном слое рельсовой стали при-сутствует межблочная структурная составляю-щая, которая образовалась в температурно-дефор-мационных условиях сварки в результате массо-переноса расплава по оплавленным структурнымграницам [3]. МСС представляет собой легиро-ванный нестабильный аустенит. В объеме отдель-
Рис. 4. Микроструктура ( 100) стали 12Х18Н10Т (а, б), 110Г13Л (в, г) и М76 (д, е) в объеме (а, в, д) и у поверхности катания(б, г, е)
9/2008 41
ных межблочных структурных составляющихприсутствуют иглы закалочных структур. Подвлиянием внешних нагрузок и отрицательныхтемператур эксплуатации возможен дальнейшийраспад аустенита, что приведет к потере проч-ности.
Как показал анализ микроструктуры (рис. 5),развития распада аустенита в наклепанном слоена контактной границе рельсовой стали и сталивставки не происходит. Такой же результат по-лучен при металлографических исследованияхкрестовины, которая в течение зимы 2006 г. эк-сплуатировалась при температурах до –30 °С. Этосвидетельствует о том, что аустенит в межб-лочных структурных составляющих является дос-таточно стабильным для таких условий экс-плуатации.
Выводы1. В процессе эксплуатации крестовин с привар-ными рельсовыми окончаниями в зоне сварногосоединения сердечник—вставка—рельсовое окон-
чание происходит упрочнение и выравниваниетвердости по поверхности катания.
2. Незначительное локальное отклонение отлинейности поверхности катания в зоне вставкивозникает на начальном этапе эксплуатации иобъясняется разной степенью первоначальной де-формации, необходимой для выравнивания принаклепе твердости рельсовой стали М76, хромо-никелевой аустенитной стали 12Х18Н10Т и вы-сокомарганцовистой стали 110Г13Л. При даль-нейшей эксплуатации увеличения локального от-клонения от прямолинейности поверхности ката-ния не происходит.
3. В условиях эксплуатации не происходит об-разования дефектов, а также превращения неста-бильных аустенитных структурных составляю-щих с образованием закалочных структур в свар-ных соединениях.
1. Контактная стыковая сварка железнодорожных кресто-вин с рельсовыми окончаниями через промежуточнуювставку / С. И. Кучук-Яценко, Ю. В. Швец, Е. А. Думчеви др. // Автомат. сварка. — 2005. — № 1. — С. 6–9.
2. Пат. 46820 Украина. Способ контактного стыковогосваривания / С. И. Кучук-Яценко, В. В. Дидковский,М. В. Богорский и др. — Опубл. 17.06.02.
3. Кучук-Яценко С. И., Швец Ю. В., Кавуниченко А. В. Вли-яние ширины вставки из нержавеющей стали на эксплу-атационные свойства соединений железнодорожныхкрестовин с рельсовыми окончаниями // Автомат. свар-ка. — 2007. — № 3. — С. 3–7.
4. Богачев И. Н., Рожкова С. Б. Упрочнение аустенитныхсталей при холодной пластической деформации // Изв.вузов. Черн. металлургия. — 1963. — № 7. — С. 162–168.
5. Особенности формирования структуры соединенийрельсовой стали М76 со сталью 110Г13Л, выполненныхконтактной стыковой сваркой оплавлением / С. И. Ку-чук-Яценко, В. И. Швец, Г. Н. Гордань и др. // Автомат.сварка. — 2006. — № 1. — С. 3–9.
Results of investigation into performance of the joints on railway frogs, made by flash butt welding through an intermediateinsert of steel 12Kh18N10T, are presented. It is shown that strain hardening of the austenitic components of a weldedjoint occurs during operation. This leads to levelling of hardness over the roll surface, which limits local wear. Investigationsof structural changes in a joint resulting from operation under cyclic loading and at low temperatures have been carriedout.
Поступила в редакцию 15.04.2008
Рис. 5. Микроструктура ( 25) переходной зоны на контакт-ной границе соединения 12Х18Н10Т + М76
В III квартале 2008 г. в издательстве МГТУ им. Н. Э. Баумана выходит второе дополнительноеиздание книги А. Г. Григорьянца, И. Н. Шаганова и А. И. Мисюрова «Технологические процессы ла-зерной обработки» (объем 42 печ. л.). В книге отражены теоретические и технологические аспектылазерных процессов обработки материалов.
Книга рекомендована Министерством науки и образования РФ в качестве учебного пособия длястудентов технических вузов, однако будет полезна и инженерно-техническим, а также научнымработникам.
По вопросам приобретения и заказа обращаться по адресу:105005, Москва, 2-я Бауманская ул., д.5. Издательство МГТУ им. Н. Э. Баумана
Тел.: (495) 261-45-97
НОВАЯ КНИГА
42 9/2008

УДК 621.791.92
МЕТАЛЛОАБРАЗИВНЫЕ ШЛИФОВАЛЬНЫЕ ОТХОДЫ,МЕТОДЫ ИХ ПЕРЕРАБОТКИ И ОПЫТ ПРИМЕНЕНИЯ
В НАПЛАВОЧНЫХ МАТЕРИАЛАХИ. П. ЛЕНТЮГОВ, инж., И. А. РЯБЦЕВ, О. Г. КУЗЬМЕНКО, кандидаты техн. наук, Ю. М. КУСКОВ, д-р техн. наук
(Ин-т электросварки им. Е. О. Патона НАН Украины)
Рассмотрены способы подготовки металлосодержащих шлифовальных отходов к переделу и технологии переработкиметаллоабразивных отходов. Представлен зарубежный и отечественный опыт применения и переработки таких отхо-дов.
К л ю ч е в ы е с л о в а : металлоабразивные шлифовальныеотходы, переработка отходов, электрошлаковый переплав,наплавочные материалы, порошковые проволоки
В современных наплавочных материалах различ-ного назначения широко используются такие до-рогостоящие легирующие элементы, как воль-фрам, ванадий, хром, молибден и др. [1]. Приэтом их цена, а соответственно и цена наплавоч-ных материалов, непрерывно возрастает. Однимиз путей снижения стоимости последних являетсяиспользование при изготовлении отходов различ-ных отраслей производства, в частности, метал-лоабразивных шлифовальных отходов (шламов).Данные, приведенные в работе [2], свидетельству-ют о том, что на промышленных предприятияхУкраины, особенно на металлургических, в те-чение одного года скопилось значительное коли-чество таких отходов (табл. 1).
Металлосодержащие шлифовальные отходысостоят из смеси мелкодисперсной металличес-кой микростружки с абразивным порошком(продуктами разрушения шлифовальных кругов)
и остатками смазочно-охлаждающей жидкости(СОЖ) [2, 3].
Были предприняты попытки непосредствен-ного использования металлоабразивных отходовв сварочных и наплавочных материалах [4–6]. Вработе [4] описан опыт применения пылевидныхотходов абразивной зачистки металлопроката изнизко- и среднеуглеродистых сталей в производ-стве электродов для сварки чугуна, которые из-готовляли по традиционной технологии — отходыдобавляли в обмазку электродов. Состав металла,наплавленного такими электродами, соответство-вал низкоуглеродистой нелегированной стали(C ≤ 0,07 %), что значительно ограничивало егоприменение в промышленности.
Проводили эксперименты по использованиюотходов обработки слитков легированных сталейи сплавов в шихте порошковых проволок [5]. Изотходов было изготовлено несколько опытных по-рошковых проволок. С использованием одной изних, а именно, обеспечивающей получение нап-лавленного металла, близкого по составу к инс-
© И. П. Лентюгов, И. А. Рябцев, О. Г. Кузьменко, Ю. М. Кусков, 2008
Т а б л и ц а 1. Металлоабразивные отходы ряда металлургических предприятий Украины [2]*
Предприятие Группа обрабатываемой стали Способ сбораотходов
Массаметаллоабразив-ных отходов в
год, т
«Днепроспецсталь», г. Запорожье Инструментальная, быстрорежущая,коррозионностойкая, подшипниковая
Бункер-накопитель >3000
«Запорожсталь», г. Запорожье Углеродистая, конструкционная, легированная,коррозионностойкая
» 200
Енакиевский метзавод Инструментальная, быстрорежущая,коррозионностойкая, подшипниковая
» >1000
Алчевский металлургический комбинат Конструкционная среднелегированная Контейнер ~100
«Криворожсталь», г. Кривой Рог Конструкционная углеродистая Бункер-накопитель
* В работе [2] приведены данные, полученные на начало 1990-х годов. Поскольку в настоящее время объемы производства металлав металлургической промышленности Украины аналогичны, то масса собираемых металлоабразивных отходов также приближает-ся к указанной в табл. 1.
9/2008 43

трументальной стали, наплавлены прокатные вал-ки, показавшие при эксплуатации удовлетвори-тельные результаты.
Исследована возможность применения отхо-дов, полученных при зачистке на обдирочно-шли-фовальных станках слитков из сплавов ЭП109,ЭП199, ЭП33, для плазменной наплавки деталейарматуры прокатных станов, а также роликоврольгангов, транспортирующих нагретые заготов-ки, т. е. для деталей, подверженных изнашиваниютрением без смазки при повышенных темпера-турах [6]. Перед наплавкой отходы просеивалипо фракциям и прокаливали в электропечах при200…250 °С. Для наплавки использовали поро-шок фракции 125…315 мкм. Эксперименты по-казали, что наличие в порошке 3…4 мас. % ок-сидов ухудшает формирование наплавленного ме-талла.
Все эти работы имели экспериментальный ха-рактер и не нашли широкого промышленного при-менения, поскольку выбор отходов носил случай-ный характер. Эксперименты показали, что исполь-зовать металлоабразивные отходы в производственаплавочных материалов без предварительной под-готовки и подбора химического состава металли-ческой составляющей отходов нельзя.
Для того чтобы металлоабразивные отходымогли использоваться для производства наплавоч-ных материалов, сами отходы и технология ихпереработки должны соответствовать следующимтребованиям:
относительное постоянство химического сос-тава металлической составляющей;
наличие дорогостоящих легирующих элемен-тов (вольфрама, молибдена, хрома, ванадия и др.)в металлической составляющей отходов;
технологичность и экономичность подготовкиметаллосодержащих отходов к переработке;
технологичность и экономичность переработ-ки отходов в лигатуры и тому подобные шихтовыематериалы, легко подвергающиеся размолу и при-годные для производства наплавочных материа-лов (порошковых проволок, лент, порошков и пр.).
Для производства наплавочных материалов не-обходимы отходы, которые получают при ско-ростном шлифовании слитков высоколегирован-ных сталей и сплавов или в процессе абразивнойобработки металлорежущего инструмента, пос-кольку именно в них содержатся такие дорогос-тоящие легирующие металлы, как вольфрам, ва-надий, хром, молибден и др.
Согласно ГОСТ 1639–93 «Лом и отходы цвет-ных металлов и сплавов», пылевидные отходы отзаточки твердосплавного инструмента и быстро-режущих инструментальных сталей должны со-бираться в отдельные емкости, что облегчает ихутилизацию и позволяет получать из них лига-
туры и порошки практически постоянного хими-ческого состава.
Подготовка металлосодержащих шлифо-вальных отходов к переработке. Опыт показал,что металлоабразивные шлифовальные отходымогут содержать до 50 % абразивной составляю-щей и СОЖ [7]. По этой причине большинствосуществующих методов утилизации таких отхо-дов предусматривают их предварительную под-готовку к переработке для удаления СОЖ и маг-нитную сепарацию с целью уменьшения содер-жания неметаллической составляющей. Способыудаления остатков СОЖ предусматривают широ-ко применяемое прокаливание металлоабразив-ных отходов при температуре 200…400 °С [8–10].Предлагается также использовать для этой целивысокооборотную центробежную мешалку [11]или обезжиривание отходов тетрахлорэтиленом ипросушивание их при 80…120 °С [12].
В процессе прокаливания отходы могут прев-ращаться в колики, которые необходимо измель-чать, после чего выполняется магнитная сепара-ция отходов на сепараторе периодического дейс-твия [8, 10–12] для получения концентрата, со-держащего 95…98 % металлической и 2…5 %минеральной составляющих (рис. 1) [13]. Такоесодержание в отходах абразивной составляющейпосле магнитной сепарации объясняется тем, чтоабразивные зерна и металлическая стружка в про-цессе прокаливания достаточно прочно соединя-ются (схватываются) друг с другом, кроме того,спиральки металлической стружки могут механи-ческим образом удерживать абразивные зерна.
Для более эффективной очистки металлоабра-зивных отходов магнитная сепарация дополняетсяхимико-металлургическими способами регене-рации. Однако в связи с введением таких техно-логических операций происходит существенноеудорожание конечного продукта. Так, например,в патенте США [12] после магнитной сепарациипредлагается окислять отходы при температуре850…1000 °С в течение 2 ч, после чего окислен-ный продукт восстанавливают в водороде при1050…1200 °С.
Довольно сложная технология утилизации ме-таллоабразивных отходов предлагается и в авс-трийском патенте [9]. После прокаливания дляудаления СОЖ к отходам добавляли 10…20 %CaCO3, эту смесь нагревали до 1100 °С, выдер-живали при указанной температуре 2 ч, а затемохлаждали в воде. Полученный продукт обраба-тывали в 10%-м раствором MоCO3 при темпера-туре 90 °С. По утверждению автора этого патента,в процессе выщелачивания из отходов извлека-ется до 100 мас. % W, около 90 мас. % Mo и 95мас. % V. Последующая обработка остатка 15%-мраствором соляной кислоты позволяет извлекатьоколо 93 мас. % Ni и 90 мас. % Co.
44 9/2008
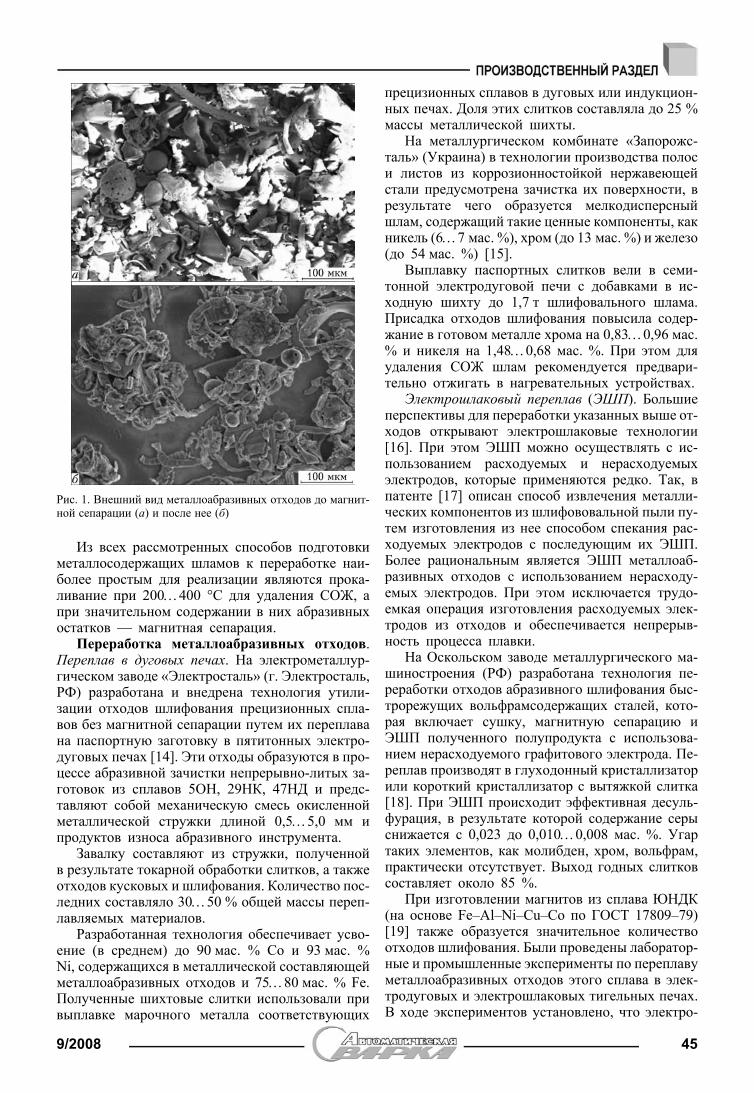
Из всех рассмотренных способов подготовкиметаллосодержащих шламов к переработке наи-более простым для реализации являются прока-ливание при 200…400 °С для удаления СОЖ, апри значительном содержании в них абразивныхостатков — магнитная сепарация.
Переработка металлоабразивных отходов.Переплав в дуговых печах. На электрометаллур-гическом заводе «Электросталь» (г. Электросталь,РФ) разработана и внедрена технология утили-зации отходов шлифования прецизионных спла-вов без магнитной сепарации путем их переплавана паспортную заготовку в пятитонных электро-дуговых печах [14]. Эти отходы образуются в про-цессе абразивной зачистки непрерывно-литых за-готовок из сплавов 5ОН, 29НК, 47НД и предс-тавляют собой механическую смесь окисленнойметаллической стружки длиной 0,5…5,0 мм ипродуктов износа абразивного инструмента.
Завалку составляют из стружки, полученнойв результате токарной обработки слитков, а такжеотходов кусковых и шлифования. Количество пос-ледних составляло 30…50 % общей массы переп-лавляемых материалов.
Разработанная технология обеспечивает усво-ение (в среднем) до 90 мас. % Co и 93 мас. %Ni, содержащихся в металлической составляющейметаллоабразивных отходов и 75…80 мас. % Fe.Полученные шихтовые слитки использовали привыплавке марочного металла соответствующих
прецизионных сплавов в дуговых или индукцион-ных печах. Доля этих слитков составляла до 25 %массы металлической шихты.
На металлургическом комбинате «Запорожс-таль» (Украина) в технологии производства полоси листов из коррозионностойкой нержавеющейстали предусмотрена зачистка их поверхности, врезультате чего образуется мелкодисперсныйшлам, содержащий такие ценные компоненты, какникель (6…7 мас. %), хром (до 13 мас. %) и железо(до 54 мас. %) [15].
Выплавку паспортных слитков вели в семи-тонной электродуговой печи с добавками в ис-ходную шихту до 1,7 т шлифовального шлама.Присадка отходов шлифования повысила содер-жание в готовом металле хрома на 0,83…0,96 мас.% и никеля на 1,48…0,68 мас. %. При этом дляудаления СОЖ шлам рекомендуется предвари-тельно отжигать в нагревательных устройствах.
Электрошлаковый переплав (ЭШП). Большиеперспективы для переработки указанных выше от-ходов открывают электрошлаковые технологии[16]. При этом ЭШП можно осуществлять с ис-пользованием расходуемых и нерасходуемыхэлектродов, которые применяются редко. Так, впатенте [17] описан способ извлечения металли-ческих компонентов из шлифововальной пыли пу-тем изготовления из нее способом спекания рас-ходуемых электродов с последующим их ЭШП.Более рациональным является ЭШП металлоаб-разивных отходов с использованием нерасходу-емых электродов. При этом исключается трудо-емкая операция изготовления расходуемых элек-тродов из отходов и обеспечивается непрерыв-ность процесса плавки.
На Оскольском заводе металлургического ма-шиностроения (РФ) разработана технология пе-реработки отходов абразивного шлифования быс-трорежущих вольфрамсодержащих сталей, кото-рая включает сушку, магнитную сепарацию иЭШП полученного полупродукта с использова-нием нерасходуемого графитового электрода. Пе-реплав производят в глуходонный кристаллизаторили короткий кристаллизатор с вытяжкой слитка[18]. При ЭШП происходит эффективная десуль-фурация, в результате которой содержание серыснижается с 0,023 до 0,010…0,008 мас. %. Угартаких элементов, как молибден, хром, вольфрам,практически отсутствует. Выход годных слитковсоставляет около 85 %.
При изготовлении магнитов из сплава ЮНДК(на основе Fe–Al–Ni–Cu–Co по ГОСТ 17809–79)[19] также образуется значительное количествоотходов шлифования. Были проведены лаборатор-ные и промышленные эксперименты по переплавуметаллоабразивных отходов этого сплава в элек-тродуговых и электрошлаковых тигельных печах.В ходе экспериментов установлено, что электро-
Рис. 1. Внешний вид металлоабразивных отходов до магнит-ной сепарации (а) и после нее (б)
9/2008 45

шлаковый способ переплава значительно повы-шает коэффициент извлечения металла из отхо-дов. Подтверждена также возможность совмеще-ния процессов переплава отходов в электрошла-ковой печи и их рафинирования [19].
При использовании электрошлакового тигель-ного переплава мелкие отходы засыпают в слойжидкого флюса, где они и расплавляются. Полу-ченный продукт по содержанию примесей соот-ветствует строгим требованиям высококачествен-ного сплава ЮНДК или Алнико. Безвозвратныепотери металла в этом процессе сравнительно не-большие и значительно ниже, чем при выплавкев дуговой печи [16, 19].
С целью снижения себестоимости легирован-ных сталей и сплавов при изготовлении из нихметаллопродукции требуемого качества разрабо-тана технология получения способом ЭШП слит-ков заданного состава из фрагментированнойшихты (стружка, металлоабразивные отходы идр.). В зависимости от требований, предъявляе-мых к слитку, при ЭШП осуществляют хлоро-кислородное окислительное рафинирование ме-талла, деазотацию и десульфурацию, извлечениеметаллической составляющей из пылевидных ме-таллоабразивов, раскисление и легирование ме-таллической ванны прямым вводом раскислите-лей и легирующих элементов через шлак [20].Процесс происходит в непрерывном режиме с пе-риодической выгрузкой слитков на промышлен-ной установке [21]. Разработанная технологияпозволяет получить качественные слитки легиро-ванных сталей из фрагментированной шихты.
В ИЭС им. Е. О. Патона [22] проведены ис-следования по ЭШП шламов, получаемых прианодно-механической резке заготовок из сплаваЭИ437БУ и электроконтактной зачистке загото-вок из сплава ЖС6КП. Опытные плавки выпол-няли на установке А-550 в водоохлаждаемомкристаллизаторе диаметром 160 мм. Загрузкушлама в кристаллизатор осуществляли порциями.
Учитывая, что данные шламы имеют доста-точно высокое содержание Al2O3, в качестве шла-ка для электрошлакового переплава выбрали пла-виковый шпат CaF2 — основной компонент боль-шинства шлаков, применяемых в электрошлако-вых технологиях. Переход Al2O3 из шлама в шлакв процессе плавки обеспечивал получение шлакапо химическому составу, соответствующему флю-су АНФ-6, что позволило увеличить количествопереплавляемого шлама без частичного обновле-ния или полной замены используемого шлака.
Получаемый полупродукт можно использоватьпри выплавке легированных сталей. Для переп-лава шлама могут применяться металлическиеводоохлаждаемые электроды с вольфрамовым илимолибденовым наконечником, использование ко-торых для ЭШП дало хорошие результаты [22].
Таким образом, рассмотренные технологииэлектродугового переплава и ЭШП металлоабра-зивных отходов позволяют получать либо паспор-тные слитки, которые могут использоваться припоследующей выплавке высоколегированных ста-лей, либо непосредственно слитки соответству-ющих марок высоколегированных сталей. Однакоэти технологии не применялись для получениялигатур и других шихтовых материалов, пригод-ных для производства порошковых наплавочныхпроволок. Как указывалось выше, такие матери-алы должны относительно легко размалыватьсяв порошки.
С целью получения из металлоабразивных от-ходов высоколегированных лигатур, отвечающихсформулированным выше требованиям, в ИЭСим. Е. О. Патона предложена технология пере-работки отходов шлифования инструментов избыстрорежущей стали [23]. Учитывая тот факт,что в настоящее время номенклатура применяе-мых марок быстрорежущих сталей относительноневелика и зачастую ограничивается стальюР6М5, получение шихты примерно одного и тогоже химического состава не представляет большихсложностей.
Первоначально разработана технология пере-работки отходов, включающая операции прокал-ки, магнитной сепарации для очистки от компо-нентов абразивных кругов, ЭШП с использова-нием нерасходуемого графитового электрода, раз-мола и рассева шихты на требуемые фракции.При проведении экспериментов установлено, чтодля обеспечения устойчивости процесса ЭШП имаксимального выхода качественной лигатурыудельная мощность должна быть не менее100 Вт/см2. При этом скорость подачи шлама дол-жна составлять 2…3 кг/мин.
В состав получаемой лигатуры входит доста-точное количество таких дорогостоящих легиру-ющих элементов, как вольфрам, молибден, вана-дий, она также содержит более 3 мас. % С и по-этому легко размалывается (табл. 2) (рис. 2).
Химический анализ лигатуры, полученной изотходов, которые не проходили предварительнуюподготовку (опыт № 1, табл. 2), показал, что она,как правило, содержит более 12 мас. % Si, чтоне всегда допустимо. Такое высокое содержаниекремния в лигатуре объясняется тем, что в отходыпопадает карбид кремния из абразивных кругов.Предварительная магнитная сепарация отходовпозволяет существенно понизить содержаниекремния в лигатуре (опыт № 2, табл. 2). Однакоэто достаточно дорогостоящая операция, требу-ющая применения специального оборудования.
Известно, что карбид кремния может восста-навливать оксиды большинства других металлов,в результате чего образуется диоксид кремния,который при ЭШП легко удаляется в шлак. Были
46 9/2008

проведены эксперименты по замене магнитной се-парации предварительным высокотемпературнымокислением металлоабразивных отходов при тем-пературе 900 °С, в результате чего масса шламанесколько увеличилась. При проведении экспе-риментов по ЭШП окисленных отходов в водо-охлаждаемом медном кристаллизаторе установле-на зависимость между степенью K окисленностиматериала (отношение массы окисленного шламак массе исходного) и содержанием кремния в вып-лавляемой лигатуре. Так, при K = 1,0…1,05 со-держание кремния в лигатуре остается достаточновысоким — 9…12 мас. %, при K = 1,1…1,2 оноснижается до 4,8…6,9 %, а при K = 1,3…1,5 —до 1,3 мас. % (опыт № 3, табл. 2). Таким образом,изменяя степень окисленности шихты, можно уп-равлять содержанием кремния в лигатуре. Приэтом содержание других легирующих элементовв лигатурах, выплавленных предварительно окис-ленной шихты, находится в тех же пределах, чтои в лигатуре, полученной из отходов, прошедшихмагнитную сепарацию.
С использованием этой лигатуры изготовленыопытные партии порошковых проволок ЦП-АН132и ПН-АН147, обеспечивающих получение наплав-ленного металла типа инструментальных сталей
[24]. Порошковые проволоки этого типа широкоприменяются для наплавки прокатных валков,штампов и штамповой оснастки различного типа[1]. Кроме лигатуры, в шихту порошковых про-волок дополнительно вводили ферросплавы сцелью получения наплавленного металла, соот-ветствующего по составу маркам указанных про-волок. Исследования металла, наплавленногоопытными порошковыми проволоками, показало,что по твердости и другим механическим свойс-твам он соответствует металлу, наплавленномустандартными порошковыми проволоками ПП-АН 132 и ПП-АН147. Эти эксперименты подт-вердили эффективность разработанной в ИЭС им.Е. О. Патона технологии переработки металло-абразивных отходов быстрорежущей стали, вклю-чающей высокотемпературное окисление и ЭШПс использованием нерасходуемого водоохлажда-емого электрода, и перспективность примененияполучаемой лигатуры для производства высоко-легированных наплавочных материалов.
Выводы1. Металлоабразивные отходы шлифования вы-соколегированных сталей, собираемые на метал-лургических и машиностроительных предприяти-
Т а б л и ц а 2. Результаты химического анализа состава (мас. %)* отходов до и после специальной подготовки, атакже получаемых из них лигатур
№ опыта Материал, способ его подготовкии лигатура С Si Al Cr W V Mo Co
1 Отходы 1,8 16,0 15,0 1,2 5,0 0,9 0,9 0,4
Лигатура 3,7 12,5 0,2 3,5 5,2 0,8 1,4 0,5
2 Отходы 1,8 16,0 15,0 1,2 5,0 0,9 0,9 0,4
Отходы после магнитной сепарации 1,7 5,0 4,0 3,6 9,5 1,3 1,4 0,6
Лигатура 4,1 1,1 0,6 3,9 11,4 0,7 2,3 0,3
3 Отходы 1,8 16,0 15,0 1,2 5,0 0,9 0,9 0,4
Отходы после окисления 2,2 5,8 3,9 2,4 4,4 0,8 0,8 0,3
Лигатура 4,5 1,3 0,3 1,3 10,7 0,4 2,3 0,2
* Остальное железо.
Рис. 2. Вид лигатуры, полученной из металлоабразивных отходов шлифования быстрорежущей стали, до измельчения (а) ипосле него (б)
9/2008 47
ях, могут служить сырьем для производства ли-гатур для наплавочных материалов. Для того что-бы такие отходы могли использоваться для про-изводства наплавочных материалов, они итехнология их переработки должны отвечать рядутребований.
2. В ИЭС им. Е. О. Патона разработана тех-нология переработки металлоабразивных отходовбыстрорежущей стали, включающая высокотем-пературное окисление и ЭШП с использованиемнерасходуемого водоохлаждаемого электрода. Эк-спериментальным путем подтверждена перспек-тивность применения получаемой лигатуры дляпроизводства высоколегированных наплавочныхматериалов.
1. Рябцев И. А. Наплавка деталей машин и механизмов. —Киев: Экотехнология, 2004. — 160 с.
2. Ресурсосберегающий и природный потенциал порошко-вых материалов и технологий: реализация в сфере пере-работки вторичных ресурсов / С. С. Кипарисов, О. В.Падалко, Ю. В. Левинский, В. Л. Эсикман // Порош. ме-таллургия. — 1993. — № 6. — С. 1–4.
3. Габриелов И. П., Керженцева Л. Ф. Свойства порошка,полученного из металлоабразивных отходов быстроре-жущей стали // Там же. — 1985. — № 9. — С. 133–136.
4. Бабий В. М., Кондратенко З. Ф., Рыбалка В. И. Исполь-зование пылевидных отходов абразивной зачистки ме-талла проката в производстве электродов для сварки чу-гуна // Свароч. пр-во. — 1989. — № 10. — С. 32–33.
5. Наплавка валков сортопрокатного стана порошковойпроволокой с шихтой из металлоотходов слитков леги-рованных сталей и сплавов / Г. А. Поздеев, И. Н. Шеен-ко, В. И. Титаренко, И. А. Крупник // Тез. докл. всесоюз.семинара «Восстановление и упрочнение деталей метал-лургических агрегатов наплавкой, напылением и термо-обработкой», г. Москва, сент. 1990 г. — М.: ЦНИИТЭИЧМ, 1990. — С. 3.
6. Поздеев Г. А., Олейник В. А. О возможности использова-ния дисперсных отходов механической обработки слит-ков для наплавки плазменной дугой // Свароч. пр-во. —1990. — № 10. — С. 32–33.
7. Эффективные процессы обдирочного шлифования /Л. Р. Тагер, И. Я. Жабин, Б. Т. Горшков и др. // Бюл. Ин-та Черметинформация. — 1972. — № 15. — С. 11–16.
8. А. с. 944659 СССР, МКИ В 03 С 1/08. Электромагнитныйсепаратор / Ю. И. Тамбовцев, И. Н. Бурачонок. —Опубл. 23.10.80; Бюл. № 27.
9. Пат. 377240 Австрия, МКИ C01 G 001/00. Способ пере-работки стружки, в частности, шлифовальной пыли /W. Hans, K. Steinmark, M. Wolfgang, L. Steiermark. —Опубл. 25.02.85.
10. Габриелов И. П., Рапопорт Л. А., Слабодкин В. Ю. Пере-работка мелкофракционных отходов легированной стали// Сталь. — 1989. — № 10. — С. 39.
11. Badanie i opracowanie technologii odzysku stopow AlNiCoze szlamow poszlifierskich / W. Radzikowski, T. Piecuch //Optym. wykorzyst. sur. miner, proces, przerobki i przerwor-stwa: Mater. sympoz., Zakopane, 25–27 pazdz. 1988. —Krakow, 1988. — S. 25–27.
12. Пат. 4409020 США, МКИ С 22 С 1/04, В 02 F 9/04, НКИ75/05 В. Извлечение металлов из шламов, образующихсяпри шлифовании / J. L. Holman, L. A. Neumeier. —Опубл. 11.10.83.
13. Довгий И. И., Волобуев В. Ф., Анкудинов Н. В. Заготовкаи переработка вторичных металлов. — М.: Металлургия,1980. — 407 с.
14. Тагер Л. Р., Караваев В. М. Утилизация отходов шлифо-вания прецизионных сплавов // Бюл. Ин-та Черметин-формация. — 1979. — № 21. — С. 37.
15. Павлищев В. Б., Сало Г. Д. Использование шлифовально-го шлама при выплавке коррозионностойкой стали //Сталь. — 1985. — № 10. — С. 42–43.
16. Волкотруб Н. П., Латаш Ю. В. Исследование возмож-ности извлечения металлических компонентов из шламас помощью электрошлаковой плавки // Спец. электроме-таллургия. — 1981. — № 46. — С. 32–35.
17. Пат. 2505378 Германия, МКИ С 21 С 5/52. Способ вос-становления металлических компонентов из шлифовоч-ной пыли / Г. Соинтаг, Х. Валаш. — Опубл. 14.08.78.
18. Волков А. Е., Бедрин Н. И. Особенности электрошлако-вого переплава абразивной пыли // Сталь. — 1994. —№ 3. — С. 70–71.
19. Соколов В. М., Федоренко И. В. Усовершенствованнаятехнология рафинирующего переплава шлака и шлифот-ходов сплава ЮНДК // Процессы литья. — 2001. — № 3.— С. 81–84.
20. Богданов С. В. Перспективы использования технологииЭШР для утилизации металлоотходов // Сталь. — 1990.— № 6. — С. 36–37.
21. Яковенко В. А., Лютый И. Ю. Установка для электрош-лаковой выплавки и рафинирования металлов и сплавовиз некомпактной шихты УО-105: Сер. Спецэлектроме-таллургия. — Киев, 1989. — [4 с.]. — (Информ. письмо /АН УССР. Ин-т электросварки им. Е. О. Патона; № 5(1712)).
22. Лютый И. Ю., Волкотруб Н. П., Латаш Ю. В. К вопро-су использования охлаждаемых нерасходуемых электро-дов при электрошлаковой обработке металлов // Спец.электрометаллургия. — 1976. — № 30. — С. 28–33.
23. Лентюгов И. П. Разработка технологии получения лига-тур для порошковых проволок с использованием отхо-дов шлифовального производства // II Всеукр. наук.-техн. конф. молодих учених та спеціалістів: Тез. доп.,Київ, 25–27 червн. 2003 р. — К.: Ін-т електрозварюванняім. Є. О. Патона, 2003. — С. 41.
24. Изготовление порошковых проволок для наплавки и ду-говой металлизации с использованием в шихте отходовшлифования быстрорежущих сталей / И. А. Рябцев,Ю. М. Кусков, О. Г. Кузьменко, И. П. Лентюгов // Свар-ка и родственные технологии 2002: Тез. докл. Между-нар. конф. (Бенардосовские чтения), г. Киев. 22–26 апр.2002 г. — Киев: Ин-т электросварки им. Е. О. Патона,2002. — С. 44–45.
Methods for preparation of metal-containing grinding wastes for processing and technologies for processing the abrasivegrinding metal-containing wastes are considered. Foreign and domestic experience in utilisation and processing of suchwastes is described.
Поступила в редакцию 29.11.2007
48 9/2008

ДИССЕРТАЦИИ НА СОИСКАНИЕ УЧЕНОЙ СТЕПЕНИИнститут электросварки им. Е. О. Патона НАН Украины.С. Г. Войнарович (ИЭС им. Е. О. Патона) 25 июня 2008 г.
защитил кандидатскую диссертациюна тему «Разработка технологии мик-роплазменного напыления биокера-мического покрытия». Диссертация посвящена разработкетехнологии микроплазменного напы-ления покрытия из гидроксиапатита(ГА) на детали эндопротезов с обес-печением требуемого фазового сос-тава и структуры.
Экспериментальным путем уста-новлен диапазон параметров работыплазмотрона с выносным анодом
мощностью 1…2 кВт для условий напыления покрытий, оп-ределены его вольт-амперные характеристики. Установлено,что ВАХ микроплазмотрона МП-004 имеют линейный вид иявляются восходящими, напряжение дуги в условиях мик-роплазменного напыления с использованием в качествеплазмообразующего газа чистого аргона составляет22…32 В. Исследование влияния расхода плазмообразующе-го газа на режим истечения микроплазменной струи показа-ло, что в диапазоне токов 30…45 А наблюдается устойчивоеламинарное истечение плазменной струи, которое сохраня-ется при расходе плазмообразующего газа 40…120 л /ч. Приэтом длина микроплазменной струи составляет 100…150 мм.
С использованием метода проточного калориметрированияопределено влияние технологических параметров (силы тока,расхода плазмообразующего газа) на КПД плазмотрона, энталь-пию и температуру аргоновой плазмы. Установлено, что КПДмикроплазмотрона возрастает при увеличении расхода плазмо-образующего газа и достигает 55 %. Показано, что в рабочемдиапазоне параметров напыления энтальпия составляет11000…32000 Дж/л, что соответствует среднемассовой началь-ной температуре аргоновой струи 10000…13500 К.
Исследование фигуры металлизации и пятна напылениядля условий микроплазменного напыления ГА покрытий по-казало, что фигура металлизации имеет профиль, с высокойточностью описываемый распределением Гаусса (коэффици-ент корреляции 0,933…0,996), а пятно напыления имеет фор-му эллипса с соотношением осей 1,1…1,3 и размером8…15 мм в зависимости от параметров процесса напыления.Проведенные расчеты потерь напыляемого материала пока-зали, что суммарные потери материала при микроплазмен-ном напылении на имплантаты с поперечным размером8…10 мм составляют 20…40 %, что ниже, чем при тради-ционном плазменном напылении в 2…4 раза.
Исследование влияния основных параметров процессамикроплазменного напыления (сила тока, расход плазмооб-разующего газа, дистанция напыления, расход порошка) наморфологию и структурно-фазовые превращения в покрыти-ях из ГА показали, что путем изменения этих параметров,ведущих к изменению условий нагрева и движения частицнапыляемого материала, возможно управление фазовым сос-тавом покрытий из ГА в пределах содержания кристалличес-кой фазы ГА 88…98 %, степени аморфности от 0 до 7 %,содержания трикальцийфосфата от 0 до 6 % и формированияза счет этого ГА покрытия с заданным фазовым составом.Впервые установлено, что в условиях микроплазменного на-пыления возможно в покрытиях из ГА формирование текс-туры (с коэффициентом 0,48…0,74). Рассчитаны линейныерегрессионные модели, показывающие степень влияния каж-дого параметра на формирование комплекса характеристикГА покрытий.
Установлено, что фазовый состав покрытий из ГА, атакже характеристика текстуры изменяются по толщине слояв направлении от поверхности покрытия к границе разделас основой.
Определена прочность сцепления покрытий с основой взависимости от наличия подслоя и его материала. При на-пылении покрытий из ГА с использованием в качестве под-слоя покрытия из титана прочность сцепления составила24,17±0,85 МПа.
Полученные результаты использованы при разработкетехнологических рекомендаций по нанесению покрытий изГА на эндопротезы. Разработанная технология примененадля нанесения покрытий из ГА на имплантаты для межтеле-вого спондилодеза и эндопротезы тазобедренного сустава.Получены положительные результаты клинических испыта-ний.
Институт электросварки им. Е. О. Патона НАН Украины.А. В. Игнатенко (ИЭС им. Е. О. Патона) 2 июля 2008 г.
защитил кандидатскую диссертациюна тему «Механизм зарождения ин-дуцированных водородом трещин всварных соединениях высокопроч-ных низколегированных сталей».
Для решения поставленных в ра-боте задач проведены теоретическиеисследования и численное моделиро-вание процессов, которые происхо-дят в зерне металла с OЦK решеткойпри зарождении и развитии субмик-ротрещины.
Предложена математическая мо-дель переноса водорода движущимися краевыми дислокаци-ями. Исследовано влияние температуры металла, скоростидвижения краевых дислокаций и концентрации диффузион-ного водорода на количество переносимого водорода дисло-кациями к месту образования субмикротрещины. Установле-но, что с увеличением скорости движения краевой дисло-кации или при снижении концентрации диффузионноговодорода количество переносимого водорода уменьшается,а максимум кривой N(T) сдвигается в область более высокихтемператур.
Усовершенствована модель Зинера–Стро образованиясубмикротрещины по дислокационному механизму. Числен-ными методами исследована температурно-скоростная зави-симость степени падения хрупкой прочности металла δ(T),расчеты сопоставлены с экспериментом. Обнаружено, чтозависимость δ(T) имеет минимум в области комнатной тем-пературы, падение прочности металла под действием водо-рода может достигать 50 % прочности металла без водорода.Расчеты показали, что при одной и той же температуре сувеличением скорости относительной пластической дефор-мации, значение δ(T) увеличивается, а минимум кривой δ(T)сдвигается в область более высоких температур. В результатечисленного моделирования установлено, что температурно-скоростные особенности влияния водорода на прочность из-делий из ВПНЛ сталей объясняются зависимостью междутемпературой металла, скоростью пластической деформациии количеством водорода, которое переносят дислокации кместу зарождения микродефекта. Показано, что уменьшениеконцентрации диффузионного водорода ведет к увеличениюзначения δ(T).
Разработана расчетно-экспериментальная методика опре-деления параметров энергетических ловушек водорода в ме-
9/2008 49

талле шва таких, как энергия взаимодейстиия водород-ло-вушка и плотность ловушек. Проанализировано влияние па-раметров энергетических ловушек на кинетику массопе- ре-носа водорода в металле и его перераспределение в сварном
соединении. Даны рекомендации по предотвращению намикроуровне зарождения в сварном соединении индуциро-ванных водородом холодных трещин.
ИЗОБРЕТЕНИЯ СТРАН МИРА*Способ сварки трением деталей из стали и алюминида.Предложен способ соединения первой детали из алюминидаили тугоплавкого сплава никеля со второй деталью из стали,алюминида или тугоплавкого сплава титана сваркой трением,причем между первой и второй деталью в зону соединениявводят промежуточный элемент из сплава никеля и затемосуществляют сварочный процесс, во время которого из про-межуточного элемента образуют связующий слой, которыйс обеих сторон прочно соединяется с первой и второй де-талями. Патент Германии 1020050/5947133. H. Baur, H. Gas-thuber, P. Fledersbacher, M. Scheydecker (Daimlerchrysler Ag).
Экономнолегированный электрод для сварки хладостой-ких низколегированных сталей. Изобретение может бытьиспользовано для сварки без предварительного подогреваконструкций из хладостойких низколегированных сталей спределом текучести от 235 до 390 МПа, работающих притемпературах до –60 °С. Электрод состоит из низколегиро-ванного стержня с нанесенным на него покрытием, содержа-щим следующие компоненты, мас. %: 34…52 мрамора, 9…25плавикового шпата, 6…15 кварцевого песка, 3…15 диоксидатитана, 3…15 ферросилиция, 3…15 ферромарганца, до 5 су-рика железного, 23…28 жидкого стекла натриевого (к массесухой смеси). Электрод обладает хорошими сварочно-техно-логическими характеристиками, обеспечивает снижениесклонности металла шва к пористости и его высокие меха-нические характеристики. Патент России 2302327. В. А. Ма-лышевский, А. В. Баранов, В. П. Леонов и др. (ФГУП «ЦНИИКМ «Прометей»).
Способ сварки трением вращающимся инструментом сподогревом соединяемых заготовок дугой сварочной го-релки. Горелку дуговой сварки в среде защитного газа пе-ремещают вдоль стыка между соединяемыми заготовками,нагревая свариваемые кромки. За горелкой следует головкамашины сварки трением вращающимся инструментом, кото-рый сваривает нагретые кромки заготовок. Патент США7078647. S. Kou, G. Cao (Wisconsin Alumni Research Founda-tion).
Способ дешевой сварки титана. Сварку титана проводятпо технологии дуговой сварки плавящимся электродом в сре-де защитного газа. При этом используют только защитныйгаз, подаваемый в горелку. Предлагаемая технология отходитот технических требований сварки титана, которые предус-матривают дополнительную внешнюю защиту зоны сваркиинертным газом. Патент США 7075033. T. D. Erichsen, T. J.Dorsch (Bae Systems Land).
Припой для твердой пайки. Припой содержит 80 % золота,до 42 % серебра, а также 1…36 % легирующих элементов,в число которых входят медь, алюминий, висмут, галлий,германий, индий, сурьма, кремний, олово, свинец, теллур италлий. Припой, который может использоваться для пайкиукрашений из нержавеющей стали, имеет низкую темпера-туру плавления, не вызывающую укрупнения зерна в металлепаяемых деталей, и обладает удовлетворительной коррозион-
ной стойкостью и прочностью. Патент США 7074350. H.Uchida, J. Satou (Citizen Watch Co., Ltd.).
Способ ремонта лопатки турбины высокого давления.Рабочая лопатка турбины имеет подложку, выполненную изжаропрочного сплава на основе никеля, и систему термоза-щитного покрытия, нанесенную на подложку. Система тер-мозащитного покрытия содержит покрывной слой, нанесен-ный на подложку методом диффузионного напыления, и вер-хний покрывной керамический термозащитный слой,выполненный из циркония с добавкой иттрия и имеющийноминальную толщину t. При выполнении ремонта лопаткивсю систему термозащитного покрытия удаляют совместнос частью материала подложки и определяют толщину уда-ленного материала подложки ∆t. Затем на подложку наносятметодом диффузионного напыления ремонтное покрытие столщиной, равной толщине покрытия новой лопатки, и на-носят покрывной керамический ремонтный слой с толщинойt + ∆t. Патент США 7078073. J. D. Rigney, C.-P. Lee, R. Darolia(General Electric Company).
Способ фрикционной сварки и применяемый для этогоинструмент. Применительно к предложенному способусварки было установлено, что при использовании инструмен-та трения на качество сварки влияют два фактора, а именно:динамическое истечение материала в месте образованиясварного шва (что влияет, главным образом, на поток мате-риала и достижение стабильного режима процесса сварки,на нагрев продукта посредством пластической мощности и,следовательно, на микроструктуру продукта) и характер теп-лового развития в зоне сварки (что оказывает воздействие намеханизмы осаждения и кристаллизации в продукте). Дляупрощения операций сварки с помощью фрикционного ин-струмента разработана аналитическая модель, выражающаясвойства сварного соединения в зависимости от параметровсварочной операции, в частности, геометрических парамет-ров инструмента и его кинематических параметров. Показа-но, что такая модель позволяет выбрать упрощенные усло-вия, обеспечивающие оптимальную сварку. Патент Франции2881067. A. Delphine (Eads Societe Par Actions Simplifiee).
Способ сварки толстых плит по технологии многослой-ной сварки закрытой дугой. Сварку выполняют таким об-разом, что металл, заплавляющий разделку между толстымиплитами во время второго прохода, не входит в контакт состенками разделки, а находится внутри предыдующего слоя.Сварку производят с большим подводом тепла. Способ поз-воляет предотвратить образование горячих трещин, недоста-точное проплавление внутренних участков разделки и сни-жение прочности сварного соединения. Патент Японии3801186. N. Hayakawa, M. Tokuhisa (Ife Steel Kk).
Сварная труба с повышенным сопротивлением коррозииметалла сварного шва и способ изготовления трубы. Тру-бу изготавливают путем контактной сварки свернутой в труб-ную заготовку горячекатаной стальной полосы, содержащей≤ 0,01 % S и ≤ 0,01 % Cu, с последующим охлаждением зонытеплового воздействия со скоростью 100 °С/с с 1000 до700 °С. Способ позволяет снизить производственные затратыза счет исключения операции термообработки после сварки.* Приведены сведения о патентах, опубликованных в реферативном
журнале «Изобретения стран мира», № 7 за 2007 г.
50 9/2008
Патент Японии 3799840. K. Yamada, A. Chino, K. Sato et al.(Nippon Kokan Kk).
Способ многослойной электрошлаковой сварки. В конус-ный зазор между поверхностью диафрагмы, которую при-варивают к стальной плите, и поверхностью плиты вводятводоохлаждаемый медный стержень, устанавливая его напромежуточном участке зазора. Затем производят электрош-
лаковую сварку узкой корневой зоны зазора между диаф-рагмой и плитой: удаляют медный стержень и заплавляютширокую часть зазора по технологии электрошлаковой свар-ки. Способ позволяет выполнять сварку толстых стальныхплит одним электродом без ухудшения механических харак-теристик сварного соединения. Патент Японии 3796879. N.Hayakawa, S. Sakaguchi, Y. Yamamoto, M. Nakajima (KawasakiSteel Co.; Kawatetsu Metal Fub Kk).
AUSTRALASIAN WELDING JOURNAL (Австралия). — 2008. — Vol. 53, Firt Quarter (англ. яз.)
Boekholt R. Сварочные технологии в процессе эволюции— перспективные человеческие ресурсы.
Allan G. Защита глаз при шлифовании, c. 17.Аттестация и сертификация, c. 26–27.
King B. et al. Влияние предварительного нагрева наструктуру и свойства сварных швов тонкостенных труб изстали 2,25 % Cr–1 % Mo, c. 33–42.
Badheka V. J., Agrawal S. K. Контактная точечная сваркавысокоуглеродистой стальной ленты, с. 43–48.
ВULETINUL INSTITUTULUI in SUDURA si INCERCARI de MATERIALE — BID ISIM (Румыния).— 2008. — № 1 (рум. яз.)
Cioclov D. D. Прочность и усталость наноматериалов.Ч. 4. Многомасштабное моделирование, с. 3–22.
Международный институт сварки — 60 лет деятельнос-ти, c. 27–28.
Safta V., Cojocaru R., Radu B. Соображения о неразру-шающих испытаниях соединений, выполненных сваркой тре-нием с перемешиванием, c. 31–39.
Cicala E., Grevey D., Iiiem M. Влияние параметров про-цесса лазерно-дуговой сварки алюминиевых сплавов,c. 40–46.
Образование и обучение в области сварки, c. 47.
BIULETYN INSTYTUTU SPAWALNICTWA w GLIWICACH (Польша). — 2008. — Roc. 52, № 2 (пол. яз.)
Zeman M. Оценка свариваемости термоулучшенной вы-сокопрочной стали Weldox 110, с. 19–25.
Klimpel A., Czuprynski A., Gorka J., Stryjkowski P.Плазменная наплавка алюминиевой бронзы порошком на ос-нове никеля, c. 26–30, 33.
Szubert L., Skoczewski P. Многопостовая система акти-визации параметров процесса точечной сварки, разработан-ная в Институте сварки, c. 33–36.
* Раздел подготовлен сотрудниками научной библиотеки ИЭС им. Е. О. Патона. Более полно библиография представлена в Сигнальной инфор-мации (СИ) «Сварка и родственные технологии», издаваемой в ИЭС и распространяемой по заявкам (заказ по тел. (044) 287-07-77, НТБ ИЭС).
9/2008 51
JOURNAL of the JAPAN WELDING SOCIETY (Япония) 2008. — Vol. 77, № 1 (яп. яз.)
Специальный выпуск. Современное состояние оцифровкиинформации по сварке и соединению, с. 5.
Hiraoka K. Ч. 1. Новая стратегия разработок Японскогосварочного общества: выпуск журнала Японского сварочногообщества в 2008 г. в Web-сети, с. 6–11.
Yurioka N. Задачи Центра информации по сварочнымтехнологиям Японского сварочного технического общества,c. 12–16.
Smallbone Ch. et al. Распространение сварочной инфор-мации МИС и использование цифровых носителей, c. 17–21.
Kutsuna M. Ч. 2. Изменения в образовании благодаряоцифровке информации, с. 22–24.
Kobayashi H. Необходимость в базах научных данныхдля разработчиков правительственных учреждений, c. 25–28.
Ohji T. Компьютерные эксперименты на цифровых мо-делях дуговой сварки, c. 29–33.
Yamane S. Оптимизация процессов дуговой сварки с по-мощью нейронной сети, c. 34–39.
Nishimoto K., Saida K. Моделирование и визуализацияметаллургических явлений в процессе сварки, c. 40–47.
Murakawa H. Международная сеть для ученых-сварщи-ков, работающих в области цифровых технологий, c. 48–50.
Kawakami H., Ohnawa T. Возможности Web-сети какисточника информации по сварке и соединению, c. 51–54.
Takechi Sh. Ч. 3. Управление знаниями в промышлен-ности, c. 55–59.
Wakamatsu H. et al. Описание готовой продукции, вклю-чающее функциональные, механические и геометрическиехарактеристики для проектирования и производства, c. 60–64.
Kirihara S., Miyamoto Yo. Гибкое производство метал-лических и керамических конструкций с применениемСАПр/АСУПр, c. 65–69.
Yamanaka N. Ч. 4. Повышение интенсивности эксплуа-тации сварочных роботов при применении информационнойтехнологии, c. 70–73.
Ishiyama M. Новый подход к цифровой гибке листовнаружной обшивки в судостроении, c. 74–78.
Era T., Ueyama T. Источники питания нового поколениядля дуговой сварки, оснащенные блоком оцифровки и визу-ализации, c. 79–83.
Yamamoto E., Okazaki T. База технических данных поремонтной сварке, c. 84–86.
So Yo. et al. Сварочный тренажер с мобильными терми-налами, c. 87–90.
Sadahiro H. Роботизированная система для сварки стро-ительной арматуры, c. 91–95.
JOURNAL of the JAPAN WELDING SOCIETY (Япония) 2008. — Vol. 77, № 2 (яп. яз.)
Kaneko K. Объемная томография с применением прос-вечивающего электронного микроскопа, с. 5–8.
Специальный выпуск. Новые разработки в области по-вышения функциональности сварочного процесса.
Результаты анкетирования по новым разработкам в об-ласти повышения функциональности сварочного процесса,c. 10–26.
Ueyama T. Сварочные источники, c. 27–32.Hirota Y. Роботы, c. 33–37.Koshiishi F. Сварочные материалы, c. 38–43.Sato T. Защитный газ, c. 44–48.
Nakata K. Лекционные заметки. Новое содержание жур-нала Японского сварочного общества, c. 49.
Tanaka M. Ч. 1. Способы сварки и сварочное оборудо-вание. 1-1. Дуговая сварка и сварка ТИГ, c. 50–60.
Ohata M. Ч. 3. Теоретическая механика и расчет сварныхконструкций. 3-1. Теоретическая механика и прочность ма-териалов, c. 61–71.
Aoki A. Международная выставка роботов в Чикаго, c. 72–73.
Taekchi Sh. Интернет в азиатских странах, c. 74–77.
DER PRAKTIKER (Германия). — 2008. — 3 (нем. яз.)
Aichele G. Старые, оправдавшие себя, и новые правиладля сварщиков, выполняющих сварку в защитном газе. Ч. 1.Правила безопасности, с. 100–104.
Tatter U. Когда баллоны со сжатым газом превращаютсяв бомбы, c. 106–108.
Klier R. Крепление жаропрочной облицовки и изоля-ционных материалов приваркой шпилек, c. 114–119.
Wohlgenannt M. Роботизированная сварка изделий — отавтопогрузчиков до гидравлических цилиндров, c. 120–122.
Сварка в аэрокосмической промышленности — Совре-менные процессы и материалы. Конференция DVS в Берлине28 мая 2008 г., c. 11.
PRZEGLAD SPAWALNICTWA (Пoльша). — 2008. — № 2 (пол. яз.)
Fydrych D., Rogalski G. Влияние условий «мокрого»способа сварки покрытым электродом на содержание раст-воримого водорода в наплавленном металле, с. 3–8.
Cudek K. et al. Технология сварки и свойства сварныхсоединений новых бейнитных и мартенситных сталей со ста-лями, стойкими к ползучести, c. 9–13.
Wegrzyn et al. Сварные соединения, выполняемые приремонте кузовов автомобилей после аварии, c. 14–17.
Dalewski R., Jachimowicz J. Цифровое моделированиесварных соединений, c. 23–28.
Cukrowski P., Pakos R. Оценка размера отражения в про-цессе ультразвуковых испытаний методом OWR, c. 29–38.
PRZEGLAD SPAWALNICTWA (Пoльша). — 2008. — № 3 (пол. яз.)
Matusiak J. Опасность для здоровья сварщиков при свар-ке нержавеющей стали, с. 3–9.
Nosek K. Правила защиты от пожара при выполнениисварки, c. 10–13.
Kotecki S., Nowacki J. Охрана труда и здоровья в про-цессе индукционной сварки, c. 14–16.
Pakos R. Основные риски, профилактика и защита привыполнении промышленного рентгеновского контроля,c. 33–37.
52 9/2008

Padula G. et al. Что вы должны знать о технике безопас-ности при резке и сварке, c. 38–42.
Pakos R. Элементарные меры безопасности и требованияк охране труда и здоровья при неразрушающих испытанияхпенетрантами и магнитным порошком, c. 43–48.
Szczepanska L. Охрана труда и здоровья в процессе резкии сварки материалов, c. 49–54.
RIVISTA ITALIANA DELLA SALDATURA (Италия). — 2008. — № 1 (итал. яз.)
Costa G. GNS4 — национальные дни по сварке 2007 г.,организованные Итальянским институтом сварки (756 учас-тников из Италии и из-за рубежа), с. 27–41.
Penasa M. Обзор областей применения лазерной сваркив авиационной промышленности, c. 43–53.
Botta S. et al. Механические и металлургические свойс-тва дуплексных сталей, их применение в сварных конструк-циях, а также преимущества и недостатки использованияалюминиевых сплавов, c. 57–68.
Laurenti A. et al. Высокотемпературная пайка стыковыхсоединений с помощью индукционного нагрева, описание
требований этапов выбора паяльной машины, приспособле-ний и инструментов для изготовления и испытаний, c. 71–77.
Cumino G. et al. Низколегированные стали для произ-водства энергетических установок — разнородные соедине-ния, c. 81–88.
Atzori B., Rossi B. Усталостная прочность сварных кон-струкций из сплавов алюминия, c. 93–102.
Dobmann G. et al. Современное состояние линейногоультразвукового неразрушающего контроля трубопроводов,c. 105–111.
Аттестация и проверка изделий с помощью контроляпенетрантами, c. 115–121.
RIVISTA ITALIANA DELLA SALDATURA (Италия). — 2008. — An. LХ. — № 2 (итал. яз.)
Fersini М., Matera S. Процесс сварки синхронизирован-ными последовательными дугами конструкционных сталейкак альтернативная технология к традиционным технологиямдуговой сварки, с. 181–189.
Bresciani F., Peri F. Опыт контроля и техобслуживанияучастков резервуаров-хранилищ нефтепродуктов, c. 191–200.
Possenti L. et al. Промышленное применение высокоп-роизводительной наплавки слоя аустенитной стали с высо-ким содержанием молибдена на внутреннюю поверхностьсосудов давления, изготовленных из сплава Сr–Мo и Сr–MoV, c. 203–213.
Merlin M. et al. Влияние процесса пайки на микрострук-турные характеристики соединений из медных сплавов, c. 217–227.
Barbieri G. et al. Электронно-лучевая сварка при изго-товлении ВЧ-контактов для большого адронного коллайдера,c. 231–239.
Piccardo P., Amendola R. Цветная металлография в ис-следовании остаточных напряжений сварных соединений, c. 243–249.
Замечания об энергитеческом КПД сварки, c. 253–256.
SCHWEISS-& PRUЕFTECHNIK (Австрия) 2008. — April (нем. яз.)
Juritsch D. Визуальный контроль деталей и сварныхшвов в фармацевтическом аппаратостроении, с. 51–53.
Juno K. Нормативы в железнодорожном транспорте, c. 56–57.
Рост оборота фирмы «Фрониус», c. 58.
SCHWEISS-& PRUЕFTECHNIK (Австрия) 2008. — Mai (нем. яз.)
Fiedler M., Krieger W., Klagges W. Основы металлургиив качестве базиса для разработки альтернативных сварочныхприсадочных материалов для строительства трубопроводов,с. 67–70.
Huppertz P. H. 36-я Сварочная конференция по сваркев аппаратостроении и сосудостроении, c. 76–77.
Высококачественная сталь — безопасный для экологииматериал, c. 82–83.
SCHWEISSEN und SCHNEIDEN (Германия) 2008. — № 3 (нем. яз.)
Правильный подбор специалистов, с. 122–123.Автоматизированная орбитальная сварка в аппаратос-
троении, c. 127–128.Hahn O., Wibling M. Моделирование механических со-
единений, работающих при ударной нагрузке, с применениемМКЭ, c. 134–142.
Ji J. et al. Оптимизация сварочных параметров при гиб-ридной лазерной сварке алюминиевых сплавов, c. 143–150.
Dilthey U. et al. Гидродинамический анализ процессагибридной лазерной сварки. Ч. 3. Моделирование процессаи сравнение со сварочными опытами, c. 151–155.
Kleinkroger W. Сварка чугуна на пути к международно-му стандарту, c. 156–159.
Aichele G. Ранние годы автогенной резки — историяпатентных дискуссий, c. 159–165.
Jerzembeck J. Разработка технических правил для пред-писания относительно применения опасных веществ —TRGS. «Сварочные работы», с. 166–168.
Новые книги и журналы, c. 170.
9/2008 53
УДК 621.791.009(100)
СЕМИНАР МААН СТРАН СНГ«НАНОМАТЕРИАЛЫ И НАНОТЕХНОЛОГИИ ИХ ПОЛУЧЕНИЯ»В Институте электросварки им. Е. О. Патона НАНУкраины 15 мая 2008 г. проходил семинар «Нано-материалы и нанотехнологии их получения» Меж-дународной ассоциации академий наук (МААН)стран СНГ, одной из общественных организаций,координирующей усилия различных научных цен-тров. В ходе его работы были заслушаны 12 научныхдокладов, которые показали текущее состояние на-нотехнологии, обеспечивающей прогресс во многихобластях деятельности человека.
Основная цель семинара — ознакомить научнуюобщественность с новыми результатами исследова-ний структуры и свойств наноматериалов, процес-сов их изготовления.
Под термином «нанотехнология» понимают соз-дание и использование материалов, устройств и сис-тем, структура которых регулируется в нанометро-вом масштабе и которые могут быть созданы ис-кусственным путем. Они характеризуются новымифизическими, химическими и биологическимисвойствами и связанными с ними явлениями. Спе-цифичность нанообъектов обусловлена размерамиэлементов их структуры, соответствующими сред-ним размерам атомов и молекул обычных матери-алов. Изменения характеристик связаны также спроявлением квантово-механических эффектов,волновой природой процессов переноса и домини-рующей ролью поверхности раздела. К нанообъек-там в настоящее время относят как индивидуальныечастицы, пленки, стержни, трубки, так и консоли-дированные наноструктурные и нанопористые ма-териалы вместе с нанокомпонентами и наноустройс-твами.
Редакция журнала, учитывая актуальность темысеминара, сочла полезным кратно осветить матери-алы докладов, посвященные результатам анализананомасштабных явлений и процессов, создания на-учных основ получения наноматериалов, включаяпроцессы самосборки и самоорганизации, прогно-зам материаловедов на текущее десятилетие о тен-денциях развития фундаментальных и прикладныхработ в области нанотехнологии. Можно с уверен-ностью констатировать, что пристальное вниманиеученых к нанообъектам отражает важность и акту-альность данного направления науки и техники, ре-зультаты которого станут основой для разработкиновых технологий в области физики и химии кон-денсированных сред, материаловедения, биологии,медицины, экологии, электроники, энергетики.
Доклад «Конструкционные наноматериалы инаноматериалы со специальными свойствами»
был представлен генеральным директором ФГУП«ВИАМ» академиком РАН Е. Н. Кабловым. В немприведена развернутая классификация наноматери-алов, получивших в настоящее время признание, ипредполагаемые области их применения. Основойклассификации является размерный параметр струк-турных составляющих.
В докладе отмечалось, что исследование струк-туры, свойств и технологий получения наномате-риалов в Российской Федерации идет по несколь-ким направлениям. Они посвящены фундаменталь-ным особенностям наносостояния, включая влияниеразмерного фактора, анизотропии и размерности,морфологические и структурные особенности на-ноструктур; новым подходам к созданию нанома-териалов, включая процессы самосборки и самоор-ганизации; исследованию взаимодействий в ансам-блях наночастиц; моделированию наноматериалов ипроцессов их формирования. Полученные резуль-таты стали базой для многочисленных разработокнаноструктурных наполнителей, упрочнителей и во-локон для наноматериалов и композитов конструк-ционного назначения (фуллерены, нанотрубки, ас-тралены), а также технологии их получения, очис-тки, модифицирования, диспергации и т. п. Разра-ботаны полимерные конструкционные нанокомпо-зиты, организация наноструктурной матрицы кото-рых осуществляется путем введения наночастиц спривитыми к ней функциональными группами, нап-ример, дендримера или гептиламина. Они способ-ствуют равномерному распределению наночастиц вобъеме связующего вещества и фиксации их в сос-таве матрицы, что обеспечивает благоприятное из-менение структуры матрицы, приводящее к качес-твенному улучшению конструкционных и эксплуа-тационных свойств. Проиллюстрированы некоторыеновые подходы, которые позволили разработатьтехнологию изготовления конструкционных молни-езащитных покрытий, содержащих углеродные на-ночастицы (астралены, фуллерены), для конструк-ций планера летательных аппаратов из углепласти-ка. Представлены данные о возможности выполне-ния «наносборки» высокотемпературных керами-ческих композиционных материалов и покрытий сприменением золь-гель технологии. Показано, чтообразование на границе раздела наноразмерных(50...100 нм) барьерных слоев на основе сформи-рованных фаз обеспечивает эффективность защит-ного действия покрытия (вплоть до 2000 °С). Тех-нология создана на принципе химического захватакислорода воздуха активными компонентами и сни-
54 9/2008
жения скорости его диффузии через образующиесясложные тугоплавкие фазы. Результатом изучениявлияния мисфита (размерного несоответствия пери-одов решеток фаз) на длительную прочность спла-вов на основе алюминида никеля стало появлениеновых жаропрочных монокристаллических сплавов,упрочненных наноструктурированными фазами.Приведены научные основы создания наноструктур-ных ионно-плазменных защитных и упрочняющихпокрытий с чередующимися слоями (от 20 до 500нанослоев) общей толщиной 5…150 мкм. Показаныобласти их применения.
В докладе И. В. Горынина, С. С. Ушкова, П. А.Кузнецова «Создание новых конструкционных ифункциональных наноматериалов» (ФГУПЦНИИ КМ «Прометей») проанализировано влияниесостояния и размеров структурных составляющихна магнитную проницаемость, коэффициент диф-фузии, предел растворимости при 293 К, модульЮнга, твердость новых наноструктурных материа-лов. Представлены основные подходы к получениюконструкционных наноматериалов. Перечисленыосновные технологии их изготовления: управляемоесоздание наноструктуры в объеме материала путемиспользования прецизионной термической обработ-ки, интенсивной пластической деформации, введе-ния наночастиц; получение исходных материаловпутем дезинтеграторно-активаторной технологииизмельчения, высокоскоростной закалки из распла-ва, получения нанопорошков химическим, плазмо-химическим, электроискровым и другими метода-ми; направленное создание материала путем лазер-ного послойного получения материала заданногосостава, структуры и формы, а также спекания ма-териала в присутствии электрического поля; инжи-ниринг поверхности материала по технологиям на-несения функционально-градиентных покрытий, по-верхностной обработки и упрочнения; соединениематериалов с использованием лазерных и гибрид-ных способов сварки, а также сварки трением. При-ведена схема управления процессов формированиянаноструктуры в объеме материала при термичес-ком воздействии (специальной термомеханическойобработки, прецизионной термической обработки)или интенсивной пластической деформации в ус-ловиях сдвига под высоким давлением, равнока-нального прессования прутков, накопительной про-катки листов, равноканальной угловой прокаткилистов. Подчеркнуто, что исходные материалы мо-гут быть изготовлены с помощью уникального обо-рудования для получения нанокристаллических инаноразмерных порошков универсальным дезинтег-раторно-активаторным (УДА) методом. Исходныематериалы изготавливаются также по технологииплазмохимического синтеза нанопорошков, которыевыполняются путем объемного модифицированиярасплавов металлов и сплавов, получения функци-онально-градиентных наноструктурных покрытий,
компактирования нанопорошков. Приведена схемахимических технологий получения нанопорошков:оксидных, гидроксидных, металлических, нитрид-ных, солей металлов. Рассмотрена последователь-ность лазерного синтеза, с помощью которого мож-но формировать объемное изделие по заданнойтрехмерной модели (3D). Рассмотрены особенностиинжиниринга поверхности различными методаминапыления: микроплазменным, детонационным,ионно-плазменным, магнитронным распылением,электродуговым легированием поверхности, сверх-звуковым холодным газодинамическим напылением.Приведены некоторые изделия, полученные указан-ными методами напыления, а также области их при-менения. Отмечены преимущества таких покрытий:износо-, коррозионностойкость, снижение коэффици-ента трения, хорошая воспроизводимость, исключе-ние самосваривания. Представлены технологическиесхемы соединения наноматериалов в твердой фазе ив условиях лазерной и гибридной сварки. Показанынекоторые установки, позволяющие выполнять диаг-ностику наноструктурированных материалов и их со-единений.
Академик НАН Украины Б. А. Мовчан (Ин-тэлектросварки им. Е. О. Патона НАН Украины)представил доклад на тему «Электронно-лучеваягибридная нанотехнология осаждения неоргани-ческих материалов в вакууме». В нем сформули-ровано феминологическое определение понятия«нанотехнология» и приведена краткая историчес-кая справка развития электронно-лучевой гибрид-ной нанотехнологии получения материалов, покры-тий и изделий. Представлены схема и некоторыепараметры электронно-лучевого испарения неорга-нических веществ (железа, сплавов никеля, графита,оксида циркония). Показаны технологические вари-анты его выполнения из медных водоохлаждаемыхтиглей простой и комбинированной конструкции.Приведена схема продольного сечения получаемогокомпозитного слитка. Проанализированы техноло-гические возможности процессов испарения и кон-денсации из одного, двух и более источников с реф-лекторами и смещением паровых потоков для кон-денсации в объеме. Представлены образцы элект-ронно-лучевых установок, разработанные и изготов-ленные в Международном центре электронно-луче-вой технологии, которые успешно эксплуатируютсяв США, Канаде, Китае и Индии. Рассмотрены тем-пературные аспекты формирования структуры кон-денсатов. Показаны температурные интервалы, вкоторых структура конденсатов может быть амор-фной или нанокристаллической, неравновеснойстолбчатой, равноосной зеренной, а также условия,при которых происходит полное реиспарение ис-ходного материала. Представлены зависимости кри-тической температуры подложки от скорости кон-денсации различных металлов (титана, железа, ни-келя, меди). Отмечено, что технология осаждения
9/2008 55

паровой фазы позволяет получить разнообразнуюструктуру материалов и покрытий: одно- и много-фазную, многослойную, пористую, градиентную, атакже особые структуры — нанотрубки, наностер-жни, наночастицы и др. При этом подчеркивается,что толстые конденсаты можно получить как в видепокрытий, так и фольги, листа, пластин для после-дующей обработки. Имеется возможность также по-лучить толстые конденсаты и в виде дискретныхструктур (нанопорошков и наножидкостей). Разме-ры зерен, частиц, фаз, пор, толщин микрослоевможно варьировать в широких пределах: от нес-кольких нанометров до 5…10 мкм. Показаны струк-турные особенности наночастицы Fe3O4 в магнит-ных жидкостях, слойных структур TiAl/Ti, порис-того титана, пористого TiC, пропитанного медью,наноструктуры TiC(Sn), оксида ZrO2, керметаZrO2(7Y2O3) + 10 мас. % Ni. Рассмотрены примерыградиентного термобарьерного покрытия, которыехарактеризуются высокой надежностью и долговеч-ностью при существенном снижении стоимости из-готовления по электронно-лучевой технологии посравнению с существующими многостадийнымитехнологиями получения термобарьерных покры-тий, структурный элемент твердооксидной топлив-ной ячейки, а также структура оксида Al2O3 и кон-денсатов углерода. Представлена классификацияфункциональных покрытий, конструкционных пок-рытий и изделий, материалов и полуфабрикатов, ко-торые можно получить, использовав электронно-лу-чевую гибридную нанотехнологию и соответству-ющее оборудование. Подчеркнута главная особен-ность новой технологии — возможность осущест-вления твердотельного синтеза материала по за-ранее заданной последовательности структур.
В докладе М. И. Алымова (ИМЕТ им. А. А. Бай-кова РАН) «Консолидированные объемные ме-таллические наноматериалы» рассмотрены меха-низмы консолидации нанопорошков и условия по-лучения объемных материалов в зависимости отдавления, температуры и времени. Приведена мо-дель начальной стадии спекания металлических на-нопорошков по механизму коагуляции, обусловлен-ной термофлуктуационным плавлением отдельныхчастиц и разработанная методика оценки вкладовмеханизмов спекания.
Представлена конструкция реторты для печиИМЕТРОН, в которой происходит формированиеобъемного материала. Развит химико-металлурги-ческий метод получения нанопорошков узкогофракционного состава с малым содержанием при-месей, заключающийся в механической активациипрекурсоров и их последующей обработке в водо-роде (в случае получения металлических и метал-локерамических порошков) или на воздухе (в случаеполучения оксидных порошков). Показаны зависи-мости среднего размера частиц порошка от продол-жительности прекурсора, а также влияние темпера-
туры синтеза и свойств материала на минимальныйразмер восстановленных частиц. Отмечено, что кметодам консолидации нанопорошков следует от-нести: прессование с последующим спеканием, спе-кание под давлением, экструзию, горячее изостати-ческое прессование.
Приведены примеры технологии полученияобъемных наноматериалов методами спекания на-нопорошков под давлением в результате объемнойдиффузии от поверхности; зернограничной диф-фузии от границы раздела; объемной диффузии отграницы раздела; переноса вещества через газовуюфазу; поверхностной диффузии от поверхности.Рассмотрены кинетика и механизмы спекания на-нопорошков (меди, железа, никеля) в водороде.Подчеркнуто, что энергия активации спекания мо-жет быть повышена в результате вязкого течения,поверхностной и зернограничной самодиффузии.Рассмотрены методы спекания нанопорошков поддавлением путем осадки, газовой экструзии, горя-чего изостатического прессования. Приведены схе-мы установок для их реализации. Представленымикроструктура и механические свойства некото-рых объемных наноматериалов. Показаны образцыобъемных изделий в виде пластин, стержней и дис-ков. Рассмотрены области применения твердыхсплавов для инструментов, тяжелых вольфрамовыхсплавов для сердечников бронебойных снарядов,оптически прозрачных лазерных керамик на основеоксида иттрия и литийфтористых керамик, магнит-ных материалов, композиционных материалов соспециальными свойствами.
Доклад К. В. Григоровича (ИМЕТ им. А. А. Бай-кова РАН) «Физико-химические основы разра-ботки и оптимизации технологий получения спе-циальных сталей» был посвящен анализу возмож-ности и преимуществ нового метода фракционногогазового анализа, который является модификациейметода высокотемпературной экстракции кислородаи азота из образца в несущем газе при заданномрежиме нагрева. Приведены физико-химические мо-дели, алгоритмы и программное обеспечение, сос-тавляющие операционную основу метода. На основесравнительных исследований содержания примес-ных элементов, микро-, макроструктуры и загряз-ненности неметаллическими включениями различ-ных марок рельсовой стали, изготовленные различ-ными производителями, были отработаны более со-вершенные требования к выпускаемым маркам. По-лученные результаты позволили установить значе-ния критических параметров металлургической чис-тоты рельсовой стали по оксидным включениям, по-вышенное содержание которых является причинойпреждевременной повреждаемости стали в процессеэксплуатации; выработать современные требованияк чистым сталям, которые используются в качествеклапанных пружин автомобилей, железнодорожных
56 9/2008

рельсов, магистральных трубопроводов, подшипни-ков электротехнического назначения.
Приведены результаты исследований наноразмер-ных порошков карбидов вольфрама, полученных подвухстадийной технологии. Анализ показал, что со-держание кислорода может считаться стандартным,если в расчете на единицу поверхности составляет0,04…0,07 мкг/см2. Это соответствует покрытию по-рошинок моноатомными слоями кислорода.
В докладе А. П. Шпака, В. В. Маслова (Ин-т ме-таллофизики им. Г. В. Курдюмова НАН Украины),В. Н. Варюхина, В. И. Ткача (Донецкий физико-технический ин-т им. А. А. Галкина НАН Украины)«Формирование аморфных и наноструктурныхсостояний и свойства металлических наноком-позитов» были установлены взаимосвязи термичес-кой предыстории расплава с особенностями атом-ного строения аморфных сплавов различного хими-ческого состава и характером протекающих в нихпри нагреве кристаллизационных процессов с пос-ледующей разработкой на базе установленных за-кономерностей и механизмов новых функциональ-ных и конструкционных аморфных сплавов и на-нофазных композитов. Рассмотрен характер отдель-ных этапов их кристаллизации и образования ме-тастабильных и стабильных фаз. Показано, что ско-рость охлаждения влияет на образование вморожен-ных центров («закалочных зародышей») при амор-физации расплава. Отмечено, что аморфные лентыбольшой толщины (меньшие скорости охлаждения)менее устойчивы, т. е. являются более подготов-ленными к переходу в кристаллическое состояниев результате большей объемной плотности вморо-женных центров. Введение небольших легирующихдобавок стабилизирует аморфную структуру базо-вых сплавов и замедляет процесс превращения изаморфного в кристаллическое состояние. Механизмвоздействия растворимых примесей заключается воттеснении их межфазной поверхностью и созданиивблизи нее обогащенного примесного слоя (концен-трационного градиента), который тем эффективнеелимитирует рост возникающих кристаллов, чемменьше коэффициент их распределения, т. е. чемменее растворимы примеси в металле-основе. Под-черкнута важность этого условия при управлениипроцессом формирования нанокристаллическихсостояний в аморфных фазах. Приведены сведенияо температурной зависимости доли превращенногообъема в FM-сплавах различного химического сос-тава, а также кинетика перехода из амофного в на-нокристаллическое состояние в модели Колмогоро-ва–Джонсона–Мела–Авраами. Отмечено, что немо-нотонный характер изменений малоуглового рассе-яния указывает на определяющий вклад в превра-щение стадии роста нанокристаллов по сравнениюсо стадией их образования. Предложено кинетичес-кое уравнение, которое учитывает этап первона-чально свободного роста нанокристаллов и после-
дующий этап наложения («мягкого» столкновенияокружающих их диффузионных зон). Модель адек-ватно описывает кинетику нанокристаллизации всравнении с классической моделью. Приведенымагнитные свойства разработанных аморфных и на-нокристаллических сплавов, а также уровень и тем-пературная стабильность начальной магнитной про-ницаемости в сравнении с промышленными магни-томягкими сплавами. Проанализированы возмож-ности использования аморфных и нанокристалли-ческих магнитопроводов в качестве высокочувстви-тельных датчиков феррозондовых магнитометров,измерительных трансформаторов тока высокогокласса точности, высококлассных компактныхфильтров, дросселей дифференциальных фильтровсверхмалых размеров, электронно-оптических ин-формационных систем отображения и мониторингаи т. д.Л. М. Куликов из Института проблем материало-
ведения им. И. Н. Францевича НАН Украины в док-ладе «Нанохимия слоистых дихалькогенидов d-переходных металлов: новые возможности соз-дания многофунциональных наноматериалов наих основе» рассмотрел особенности кристалличес-кой структуры слоистых дихалькогенидов d-пере-ходных металлов: дисульфата молибдена, дисуль-фата тантала интеркалированного железом, многос-тенные нанотрубки WS2. Приведен перечень перс-пективных многофукциональных наноматериаловна основе дихалькогенидов d-переходных металлов.
Представлены параметры элементарных ячеек исредние размеры частиц нанокристаллических сло-истых дихалькогенидов d-переходных металлов иих интеркаляты, полученные диспергированиеммикронных порошков. Средние размеры анизотроп-ных наночастиц при этом эффективно регулируютсяв широких интервалах (для кристаллографическихнаправлений [013] и [110]). Доминирующее влияниена рост анизотропных наночастиц имеет темпера-тура отжига. Показаны особенности структуры имагнитные свойства слоистых нанообъектов и ихинтеркалятов, а также степень их разупорядоченияпри ультразвуковой обработке (кавитационные ре-жимы) в различных средах.
Показано, что интеркаляция водородных нано-систем типа 2H–WS2 проходит более интенсивно,чем 2H–МоS2. Это приводит к образованию гомо-генных, нанокристаллических водородных интерка-ляционных фаз. Представлены механизмы адсор-бции кислорода и окисления на воздухе слоистыхнаноструктур. Проиллюстрированы трибологичес-кие свойства масла И–20 с добавками наносмазок2H–МоS2 и 2H–WS2. Отмечено, что значения егоизносостойкости успешно коррелируют со средни-ми размерами анизотропных наночастиц. Отмеча-ется, что результаты исследования позволяют ожи-дать увеличение ресурса работоспособности узловтрения в 1,5…2 раза при эксплуатации в условиях
9/2008 57
повышенных температур (260…490 К), высокихнагрузках и умеренных скоростях, которые харак-терны для авиакосмической техники, металлурги-ческой, цементной и других отраслей промышлен-ности.
В докладе В. Е. Юдина (Ин-т высокомолекуляр-ных соединений РАН) «Влияние структуры и ге-ометрии наночастиц на вязкоупругие, барьерныеи электрические свойства нанокомпозитов»представлены результаты исследования взаимосвязимеханических свойств полимеров и многокомпонен-тных полимерных систем с их химическим строе-нием, надмолекулярной организацией и компози-ционным составом. Показаны особенности дефор-мирования и разрушения полимеров и компози-ционных материалов на их основе. Приведены дан-ные о разработках структурированных матриц, ко-торые модифицированы углеродными, керамичес-кими или металлическими наночастицами. Рассмот-рены также структурные аспекты силикатных и уг-леродных наноразмерных частиц различного соста-ва, структуры и морфологии. Отмечены новые мо-дификации поверхности силикатных нанотрубок итермостойкие матрицы для нанокомпозитов. Дансравнительный анализ методов получения наноком-позитов по обычной и расплавленной технологии.Показаны преимущества последнего — отсутствиерастворителей, скорость получения, высокая веро-ятность промышленного использования. Представ-лен диапазон оптимальной дисперсии наночастиц вобъеме композита. Рассмотрен порог перколяциидля эллипсоидов и стержней, особенности реологииолигомида, наполненного силикатными или угле-родными наночастицами с различной морфологией.Приведены механические свойства пленок наноком-позитов в условиях растяжения и трехточечного из-гиба, а также характер электросопротивления пле-нок, диаэлектрические свойства, проницаемость покислороду и в воде. Подчеркнуто, что уменьшениеразмера дисперсной фазы наполнителя повышаетего прочность и трещиностойкость, более эффек-тивно осуществляется передача напряжения черезграницу раздела матрица–частица. Областями при-менения новых термостойких полимерных матери-алов могут быть авиация, наземный транспорт, су-достроение, медицина.Ю. В. Кудрявцев, В. Н. Уваров, Э. М. Руденко
(Ин-т металлофизики им. Г. В. Курдюмова НАН Ук-раины), У. П. Ли, Д. У. Хи (Центр квантовой фо-тоники при университете Пхеньяна, Республика Ко-рея), Я. Дубовик (Ин-т молекулярной физики Поль-ской академии наук, Познань, Польша) в докладе«Пленки сплавов Гейслера как потенциальныеспиновые инжекторы элементов спинтроники»привели результаты исследования сплавов Гейслеракак потенциальных спиновых инжекторов элемен-тов спинтроники. Отмечено, что эффективность ус-тройств спинтроники (квантовые компьютеры, маг-
нитотеристоры, магнитные сенсоры, магнитныефильтры и спиновые транзисторы) существенно за-висит от спиновой поляризации носителей тока вферромагнитных слоях (спиновых инжекторах). Ма-териалами-кандидатами для использования в качес-тве спиновых инжекторов могут быть оксиды соперовскитной структурой и некоторые сплавы Гейс-лера. Рассмотрены проблемы и намечены пути ихпреодоления путем изучения влияния атомного по-рядка на электронную структуру и физическиесвойства полуметаллических сплавов Гейслера.Данные о влиянии технологических параметровосаджения на структуру пленок сплава Гейслера(Co2CrAl), температуры отжига и атомного упоря-дочения на транспортные свойства аморфных пле-нок сплава Гейслера (Cu2MnAl) позволили разра-ботать физическую модель отражательной способ-ности металлов в области поглощения свободнымиэлектронами. На ее основе были определены сте-пень отражательной способности, туннельныевольт-амперные характеристики (ВАХ) и магнит-ные свойства аморфных и L21-упорядоченных пле-нок сплава Co2CrAl в ИК-области спектра. Показа-но, что значение магнитного поля, при котором про-исходит изменение направления намагниченности,зависит от внешнего поля и коррелирует с коэрци-тивной силой сплава. Полученные результаты поз-волили разработать лабораторную технологию по-лучения пленок полуметаллических сплавов Гейс-лера со спиновой поляризацией, близкой к теоре-тически возможной. Создана методика, позволяю-щая контролировать реальную спиновую поляри-зацию носителей тока в пленках сплавов Гейслера.
В докладе А. В. Рагуля (Ин-т проблем материа-ловедения им. И. Н. Францевича НАН Украины)«Технология получения консолидированных на-номатериалов и перспективы их использованияв промышленности» представлена классификацияконсолидированных наноматериалов на основе ос-новных технологий их изготовления. Отмечено, чтоконсолидация частиц может быть реализована впроцессе холодного и горячего прессования, спека-ния, шликерного литья, инжекционного формиро-вания при экструзии, быстрого прототипирования.Интенсивная пластическая деформация путем кру-чения и обработки давлением слоистых композитов,равноканальное угловое прессование, фазовый нак-леп позволяют получить металлы и сплавы с на-ноструктурой. Консолидируемая кристаллизация изаморфного состояния при термообработке в обыч-ных условиях или при высоких давлениях обеспе-чивает возможность получения аморфных металлови сплавов. Пленки и покрытия из металлов, сплавови керамики могут быть получены с помощью про-цессов СVD, PVD, электроосаждения, золь-гель тех-нологии.
Рассмотрены проблемы спекания предварительносформированных нанопорошков. Проанализирован
58 9/2008

ряд технологических подходов их решения при ис-пользовании двухстадийного спекания с контролемскорости нагрева, структурно-ориентированного ме-тода. Показана микроструктура многослоя Ni-MKKи перспективы их применения в различных областяхпромышленности. Определены новейшие процессыконсолидации наноматериалов с использованиемэлектроразрядного спекания, в том числе и для из-делий сложной формы. Проиллюстрированы осо-бенности микроструктуры различных нанокерамики кинетика их уплотнения в процессе электрораз-рядного спекания и под высоким давлением. При-ведены данные о размерном эффекте в многослой-ных пленках. Представлены структура и механичес-кие свойства некоторых нанокерамик и компози-ционных биоматериалов, а также образцы их ис-пользования в медицине в виде различных имплан-татов и других биоактивных материалов.
Проанализированы современные тенденции пот-ребления новых наноматериалов в различных сег-ментах рынка продуктов нанотехнологий: углерод-ных наполнителей, нанопорошков, пленок для ка-талитических конвекторов, текстиля, наполненногонаночастицами, добавок к ракетному топливу, ин-струменты нанолитографии, наноразмерная элект-ронная память. Показаны данные о тенденциях пот-ребления нанокерамики и керамических наноком-позитов до 2010 г. Отмечено, что Украина имеетхорошие природные возможности и технологичес-кие условия для развития производства литиевыхисточников: крупнейшее месторождение высокоче-шуйчатого графита, наличие своего оксида марган-ца и кремния.С. С. Песецкий, С. П. Богданович, Н. К. Мышкин
из ГНУ «Институт механики металлополимерныхсистем им. В. А. Белого НАН Беларуси представилидоклад «Полимерные нанокомпозиты: получе-ние, свойства, применение». В нем приведены ос-новные типы полимерных нанокомпозитов — сло-истых силикатов (монтмориллонит, гекторит, сапо-нит), фрагмент их структуры, химическая формула,значение катионно-обменной емкости и размер час-тиц. Показаны методы получения полимерглинис-тых нанокомпозитов по различным технологиям(полимеризация, интеркалирование в растворе по-лимера, интеркалирование в полимерном расплаве,золь-гель технология). Приведены варианты струк-туры полимерглинистых нанокомпозитов и схемавзаимодействия макромолекул полимера в расплавес органоглиной и типичные рентгеновские дифрак-тограммы полимерглинистых композитов. Рассмот-рены этапы формирования нанокомпозита на стадиисинтеза полиэфиров и уровень их свойств в зави-симости от концентрации органоглины. Показаныособенности технологии получения нанокомпозитовпри экструзионном компаундировании в расплаве.Представлены данные о влиянии рецептурных фак-торов на показатели свойств полимерглинистых на-
нокомпозитов на базе ПА6 и ПЭВП. Показаны ме-ханические свойства в условиях растяжения и из-гиба, а также особенности морфологии ПА6, уп-рочненного угле- и стекловолокном с добавками на-ноглины. Приведены сведения об уровне термоста-бильности материалов на основе полиэтилентереф-талата в широком температурном интервале2…600 °С, огнестойкости нанокомпозита полиуре-тан–органоглина. Представлены температурные за-висимости тангенса угла механических потерь и мо-дуля сдвига нанокомпозитов ПА6 и ПА6 с добав-ками ММТ в сухом и влажном состоянии. Проил-люстрированы барьерные свойства полимерглинис-тых нанокомпозитов, которые определяют областиприменения данных материалов. Перечислены узлыи детали автомобилей, в которых используются по-лимерглинистые нанокомпозиты на основе ПА6 иорганоглины. Показано, что важнейшими типамиуглеродных наноматериалов для полимерных нано-композитов являются ультрадисперсные алмазы(наноалмазы), фуллерены (С60 и С70), тубулены,функционализированные УНМ. Для их полученияиспользуют совмещение в растворе, компаундиро-вание в расплаве полимера, комбинированные тех-нологии (совместное диспергирование с помощьюультразвука, обработка растворителем с последую-щим компаундированием в расплаве, использованиекомпабилизаторов), синтез фуллереносодержащихполимеров. Показаны преимущества полимерныхматериалов, которые обеспечивает модифицирова-ние углеродными наноматериалами. Приведены све-дения о влиянии наноматериалов на кристаллиза-цию и деформационное поведение ПА6, темпера-турные зависимости тангенса угла механическихпотерь и модуля сдвига нанокомпозитов ПА6 иУНМ на его основе. Приведены сведения об ин-тенсивности изнашивания при трении по сталиПТФЭ, содержавшего УНТ. Рассмотрены различ-ные типы фуллереносодержащих полимеров, а так-же пути использования гидроксилированных фул-леренов для синтеза фуллереносодержащих полиу-ретанов. Указаны сферы применения наноалмазовв промышленности. Рассмотрены методы полученияметаллополимерных нанокомпозитов, а также тех-нологии использования наноструктурированных по-лимеров для формирования наночастиц металлосо-держащих соединений (в сегрегированном блоке, вполистиролсульфонатных микрогелях, в поли(ами-доамидных) дендримерах, в крейзованных ПП,ПЭТФ). Показана морфология наночастиц металловв наноструктурированных полимерах. Приведеныданные о металлосодержащих нанокомпозитах наоснове меди и крейзованных полимерных матриц.Проиллюстрирована зависимость диаметра кристал-литов меди от среднего диаметра пор, использова-ние твердотельной целлюлозной матрицы для по-лучения наночастиц металлов. Показаны металло-полиамидные нанокомпозиты, полученные компа-
9/2008 59

ундированием в расплаве, зависимость времени ин-гибирования термоокислительного старения при160 °С от концентрации Cu(HCOO)2 и CuCl⋅2H2O,а также огнестойкость, кислородный индекс и ме-ханические свойства ПА нанокомпозитов различно-го состава. Отмечены важнейшие области приме-нения металлосодержащих нанокомпозитов, связан-ные с их каталитическими, магнитными, оптичес-кими (оптоэлектронными), электрическими и три-ботехническими свойствами.
В докладе А. Ж. Тулеушева, В. Н. Володина, Ю. Ж.Тулеушева (Ин-т ядерной физики Национальногоядерного центра Республики Казахстан) «Исполь-льзование наноразмерного фактора при синтезеновых материалов» проанализированы возможнос-ти получения методом синтеза плюмбида ниобияА15, плюмбида танталла, бериллида ниобия, кото-рые имеют наноструктуру. Метод основан на фактеснижения энергетического барьера между жидкими твердым состоянием барьера при достижении раз-мера частиц менее 1…1,5 нм, что позволяет прео-долеть барьер в результате одной термофлуктуациис расчетной частотой около 109 с–1. Отмечено, чтосуществование малой частицы в жидком виде ог-раничено некоторым максимальным размером, припревышении которого условия термофлуктуирова-ния исключаются. Рост размеров частиц при ост-
ровковом формировании пленок, осажденных на не-обогреваемую подложку (при закалке) в этих усло-виях, определяется практически только коалесцен-цией островков с ростом размеров последних. Уве-личение размера частицы до критического значенияприводит к кристаллизации и образованию твердойфазы. При слиянии разноименных металлов, нахо-дящихся в жидком состоянии в малые капли, размеркоторых меньше критического, происходит образо-вание жидкого раствора. Достижение критическогоразмера приведет к его кристаллизации. Посколькурастворимость металлов в жидкой фазе часто не-ограниченна, кристаллизуется в таких условияхтвердый раствор высокой концентрации, значитель-но пересыщенный относительно величин, приведен-ных на равновесных фазовых диаграммах, получен-ных плавлением компонентов. Непременным усло-вием образования раствора высокой концентрациипри этом является присутствие обоих металлов вжидкой фазе, так как коалесценция твердого зернаи жидкой капли (размер первого уже больше кри-тического) сопровождается получением только твер-дого кристаллита.
Т. М. Лабур, д-р техн. наук
УДК 621.791.009(100)
МЕЖДУНАРОДНАЯ КОНФЕРЕНЦИЯ«ТИТАН-2008 в СНГ»
18–21 мая в Санкт-Петербурге (Россия) прошла тра-диционная ежегодная Международная конференция«Титан-2008 в СНГ», организованная Межгосудар-ственной ассоциацией «Титан». В конференции при-няли участие более 250 участников из России, Ук-раины, Беларуси, Таджикистана, США, Германии,Италии, Японии, Люксембурга, Польши и другихстран. На конференции выступили с докладами уче-ные и специалисты в области титана из ведущихнаучно-исследовательских организаций и промыш-ленных предприятий России, Украины, Беларуси идругих стран: ФГУП «Всероссийский институт ави-ационных материалов», ФГУП ЦНИИ КМ «Проме-тей», Института металлургии и материаловеденияим. А. А. Байкова РАН, ОАО «Всероссийский ин-ститут легких сплавов», «МАТИ» — Российскогогосударственного технологического университетаим. К. Э. Циолковского, Уральского государствен-ного технического университета «УПИ», ОАО «Кор-порация «ВСМПО-АВИСМА», ФГУП «Гиредмет»,ОАО «Уралредмет», ЗАО «Зубцовский машиност-роительный завод», ОАО «Калужский турбинныйзавод», Государственного научно-исследовательско-
го и проектного института титана, Института элек-тросварки им. Е. О. Патона НАН Украины, Инсти-тута металлофизики им. Г. В. Курдюмова НАН Ук-раины, Института геологических наук НАН Укра-ины, Запорожской государственной инженернойакадемии, КП «Запорожский титаномагниевый ком-бинат», АНТК им. О. К. Антонова, ОАО «Украин-ский графит», ГНУ «Физико-технический институтНАН Беларуси» и др. Всего было представлено более100 докладов.
Традиционно большое количество докладов наконференции представили специалисты ОАО «Кор-порация «ВСМПО-АВИСМА». В настоящее времяона является одним из ведущих мировых произво-дителей титановых полуфабрикатов ответственногоназначения, которая обеспечивает 100 % потребнос-тей в титановых деталях для судо- и авиастроитель-ных предприятий России, Украины и Узбекистана,40 % — для фирмы «Boing», 60 % — для фирмы«EADC» (включая «AIRBUS»). ОАО «Корпорация«ВСМПО-АВИСМА» является предприятием пол-ного технологического цикла по выпуску титановойпродукции: от производства губчатого титана до из-
60 9/2008

готовления труб, прутков, листа и поковок — и неп-рерывно занимается техническим совершенствова-нием производства. Основным направлением ее раз-вития является освоение новых, более высокотех-нологичных этапов изготовления продукции из ти-тана: финишной механической обработкой штампо-вок для дисков газотурбинных двигателей и шассиавиалайнеров, теплообменников и др.
Значительное количество докладов было такжепредставлено учеными из «МАТИ» — Российскогогосударственного технологического университетаим. К. Э. Циолковского, где ведутся интенсивныеисследования в области материаловедения титана иего сплавов, в том числе с целью его примененияв медицине. Представители КП «Запорожский тита-номагниевый комбинат» подробно осветили основныенаправления по совершенствованию технологии про-изводства губчатого титана в Украине и дальнейшемуразвитию завода. Следует отметить, что в 2008 г. наКП «ЗТМК» будет введена в эксплуатацию электрон-но-лучевая установка для производства титановыхслитков и слябов массой до 5 т, изучается возмож-ность создания прокатного цеха для дальнейшего пе-редела выплавляемых слитков в лист.
От ИЭС им. Е. О. Патона были представленыдоклады, посвященные выплавке методом электрон-но-лучевой плавки слитков диаметром до 1200 мммассой до 20 т, исследованию механизмов удалениявключений нитрида титана из его расплава, элект-рошлаковому переплаву титана с электромагнит-ным перемешиванием расплава, а также термичес-кой обработке сварных соединений нового отечес-твенного титанового сплава Т110. Представленныесотрудниками ИЭС им. Е. О. Патона доклады выз-вали большой интерес у участников конференции.
Из всего разнообразия сварочных технологий наконференции наибольшее внимание было уделено
вопросам сварки взрывом биметаллических плитдля изготовления теплообменников и производствосварных литых конструкций с целью снижения се-бестоимости изделий.
Значительное внимание на конференции было уде-лено вопросам применения титана в авиастроении,энергетическом машиностроении, судостроении ипроизводстве изделий медицинского назначения (эн-допротезы, импланты, инструмент и др.). В связи срезким ростом объемов применения композитных ма-териалов при изготовлении самолетов нового поко-ления увеличилась и доля используемых деталей изтитановых сплавов, которые являются наилучшимконструкционным материалом для изготовления си-ловых конструкций планера самолета.
Среди новых, быстрорастущих областей примене-ния титана следует отметить строительство заводовпо производству сжиженного газа и регазификацион-ных терминалов (до 250 т титанового проката на однуустановку) и атомную промышленность (в частности,теплообменная аппаратура для АЭС).
В связи со значительным ростом объемов про-изводства титана, особенно в Китае, в настоящеевремя рынок титана характеризуется повышениемуровня конкуренции, что обусловливает снижениецен на изделия из титана и повышение требованийк их качеству. Дальнейшее развитие этих тенденцийоткрывает хорошие перспективы по увеличениюобъемов использования титана в различных граж-данских отраслях промышленности.
В заключение хотелось бы отметить высокий уро-вень проведения конференции и выразить благодар-ность ее организаторам в лице ЗАО «Межгосудар-ственная организация Титан» и ее председателя А. В.Александрова.
С. В. Ахонин, д-р техн. наук
УДК 621.791.009(100)
МЕЖДУНАРОДНАЯ КОНФЕРЕНЦИЯ«РЕСУРС, НАДЕЖНОСТЬ И ЭФФЕКТИВНОСТЬ
ИСПОЛЬЗОВАНИЯ ЭНЕРГЕТИЧЕСКОГО ОБОРУДОВАНИЯ»21–22 мая 2008 г. в Харькове в Институте проблеммашиностроения им. А. Н. Подгорного НАН Укра-ины (ИПМАШ) состоялась очередная научно-тех-ническая конференция «Ресурс, надежность и эф-фективность использования энергетического обору-дования». Конференция была организована Минтоп-ливоэнерго Украины, Научно-техническим союзомэнергетиков Украины и ИПМАШ НАН Украины.В работе конференции приняли участие представи-тели Министерства топлива и энергетики Украины,Министерства образования и науки Украины, На-циональной академии наук Украины, НАК «Энер-
гетическая компания Украины», ООО «Энергетичес-кая Консалтинговая Группа», энергогенерующихкомпаний, проектных институтов, принадлежащихк топливо-энергетическому комплексу Украины, атакже представители РАО ЕЭС России.
Целью конференции был анализ научно-техни-ческого обеспечения реализации задач энергетичес-кой стратегии Украины в части оценки остаточногоресурса, продления срока эксплуатации, повы-шения надежности и эффективности использо-вания энергетического оснащения электрос-танций Украины.
9/2008 61

Вел конференцию директор ИПМАШ академикНАН Украины Ю. Н. Мацевитый. Ему помогализав. отделом ИПМАШ профессор М. Г. Шульженкои технический директор ОАО «Центрэнерго» В. Г.Дедов. Количество участников конференции прев-зошло ожидаемое, что свидетельствует об исклю-чительной актуальности тематики для специалистовтепловой энергетики. В работе конференции при-няли участие также представители ряда ведущихНИИ, энергетических учреждений и других орга-низаций Украины и России. Среди них Институтэлектросварки им. Е. О. Патона НАНУ (г. Киев),Институт проблем прочности им. Г. С. ПисаренкоНАНУ (г. Киев), Физико-механический институтим. Г. В. Карпенко НАНУ (г. Львов), ОАО «Все-российский теплотехнический научно-исследова-тельский институт» (г. Москва), ЦКТИ им. Ползу-нова (Санкт-Петербург) и др.
Конференцию открыл и выступил со вступитель-ной словом технический директор «Центрэнерго»В. Г. Дедов. Он поздравил участников конференциис началом ее работы и пожелал всем успешной де-ятельности, полезного обмена научным и практи-ческим опытом, а также эффективного сотрудни-чества. Затем Владимир Григорьевич остановилсяна проблеме, которая является одинаково остройдля всех стран СНГ, изнашивание оборудованиятепловых электрических станций (ТЭС) и необхо-димость его модернизации, которая включает заме-ну паропроводов и их сварных соединений, повреж-даемых в условиях продожительной эксплуатации.Важной является задача прогнозирования остаточ-ного ресурса той части энергетического оборудо-вания, которая уже выработала свой парковый ре-сурс. Таким образом, тематическая направленность
конференции имеет важнейшее практическое зна-чение, что обусловлено реальным состоянием энер-гетического оборудования, которое приближается ккритическому. Выступление Ю. Н. Мацевитого бы-ло посвящено энергетической безопасности, надеж-ности и эффективности использования энергетичес-кого оборудования тепловых электростанций. Онотметил, что старение энергетического оборудова-ния обусловливает ухудшение его надежности, тех-нико-экономических и экологических показателейТЭС. Обеспечить надлежащее техническое состоя-ние энергоблоков ТЭС может модернизация и тех-ническое перевооружение энергоблоков. Однако не-достаточные темпы реновации обусловлены дефи-цитом финансовых ресурсов.
Доклады участников конференции отвечали еенаправленности и преимущественно были ориенти-рованы на практическое использование научныхразработок, методик исследования и контроля ка-чества металла энергетического оснащения.
Ряд докладов вызвал оживленные дискуссии.Например, по особенностям эффективного исполь-зования методов контроля качества металла и вос-становительной термической обработки деталейэнергетического оборудования. В заключение кон-ференция приняла решение, которое включало ре-комендации, предложения и запросы к руководствуТЭС, ГАЭК и Минтопливоэнерго Украины.
В целом конференция способствовала установле-нию и углублению деловых контактов между спе-циалистами и определению первоочередных отрас-левых проблем.
В. А. Дмитрик, д-р техн. наук
УДК 621.791.009(100)
ЧЕТВЕРТАЯ МЕЖДУНАРОДНАЯ КОНФЕРЕНЦИЯ«МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ
И ИНФОРМАЦИОННЫЕ ТЕХНОЛОГИИ В СВАРКЕИ РОДСТВЕННЫХ ПРОЦЕССАХ»
С 27 по 30 мая 2008 г. в пос. Кацивели, Крым,Украина, на базе Дома творчества ученых НАНУ«Кацивели» была проведена Четвертая междуна-родная конференция «Математическое моделиро-вание и информационные технологии в сварке и род-ственных процессах». Ee организаторами выс-тупили: Национальная академия наук Украины,Институт электросварки им. Е. О. Патона НАНУ,Международная ассоциация «Сварка». В работе кон-ференции приняло участие более 60 специалистовиз Украины, России, Белоруссии, Германии иПольши. Конференция была организована в видепленарных и стендовых сессий, рабочие языки кон-
ференции русский и английский, был обеспеченсинхронный перевод докладов.
Во время работы пленарной сессии было зас-лушано 20 докладов. Отметим некоторые из док-ладов, которые дают представление о спектре об-суждаемых вопросов:Математическое моделирование электромаг-
нитых процессов в системе «сварочная дуга – испа-ряющийся анод» с учетом анодного падения потен-циала (И. В. Кривцун, В. Ф. Демченко, А. Б. Лесной,В. В. Наквасюк, О. Мокров, И. Забиров, У. Райзген,В. Павлык, ИЭС им. Е. О. Патона НАНУ, г. Киев,Украина и Институт сварки, г. Аахен, Германия);
62 9/2008
Методика компьютерных динамических испытанийсварных конструкций (С. В. Медведев, М. В.Петрушина, О. П. Чиж, Объединенный институтпроблем информатики, г. Минск, Беларусь); Мате-матическое моделирование тепловых, электро-магнитных и гидродинамических процессов при ТИГи А-ТИГ сварке неподвижной дугой (К. А. Ющенко,И. В. Кривцун, В. Ф. Демченко, Д. В. Коваленко,А. Б. Лесной, И. В. Коваленко, ИЭС им. Е. О. Па-тона НАНУ, г. Киев, Украина); Напряженно-де-формированное состояние при диффузионной свар-ке материалов с отличающимися физико-механи-ческими свойствами (В. И. Махненко, В. В. Квас-ницкий, Г. В. Ермолаев, ИЭС им. Е. О. ПатонаНАНУ, г. Киев, НТТУ «Киевский политехническийинститут», г. Киев, Национальный университет ко-раблестроения им. Адмирала Макарова, г. Никола-ев, Украина); Математическое моделирование про-цессов получения слитков большого диаметра (Т. В.Королева, ИЭС им. Е. О. Патона НАНУ, г. Киев,Украина); Исследование влияния энергетическихловушек на кинетику удаления водорода из металлашва ВПНЛ сталей численными методами (В. С.Синюк, ИЭС им. Е. О. Патона НАНУ, г. Киев,Украина); Детерминированный хаос в электричес-кой цепи со сварочной дугой (В. Н.Сидорец, ИЭСим. Е. О. Патона НАНУ, г. Киев, Украина); Мате-матическое моделирование турбулентного потокадуговой плазмы, формируемого плазмотроном спроволокой-анодом (М. Ю. Харламов, И. В. Крив-цун, В. Н. Коржик, С. В. Петров, А. И. Демьянов,Восточноукраинский нац. ун-т им. В. Даля, г. Лу-
ганск, ИЭС им. Е. О. Патона НАНУ, г. Киев,Украина).
По завершению конференции, под руководствомпроф. В.Ф. Демченко и чл.-кора НАНУ И. В. Крив-цуна был проведен круглый стол «Вычислительнаяфизика процессов сварки и родственных технологий— задачи и проблемы», во время которого «мас-титые» и молодые ученые в максимально открытойформе обсуждали различные вопросы проведениявычислительного эксперимента, от инженерной пос-тановки, физической и математических моделей доалгоритмизации задачи и разработки программногообеспечения.
Тезисы докладов вместе с программой работыконференции были опубликованы к началу прове-дения конференции. Сборник трудов конференциибудет издан до конца 2008 г. Данный сборник, атакже сборники трудов Первой (2002), Второй(2004) и Третьей (2006) международных конфе-ренций «Математическое моделирование и инфор-мационные технологии в сварке и родственных про-цессах» можно заказать в редакции журнала «Авто-матическая сварка».
Следующая, Пятая международная конференция«Математическое моделирование и информацион-ные технологии в сварке и родственных процессах»будет проведена в пос. Кацивели, Крым, Украина,на базе Дома творчества ученых НАНУ «Кацивели»в последней декаде мая 2010 г.
А. Т. Зельниченко, канд. физ.-мат. наук,И. Ю. Романова, канд. техн. наук
Участники конференции во время посещения Ливадийского дворца, г. Ялта
9/2008 63
ПАМЯТИ В. А. КОВТУНЕНКО22 июля 2008 г. на 77 году
скончался известный специалиств области конструктивной техно-логической прочности сварныхконструкций, кандидат техни-ческих наук, старший научныйсотрудник, лауреат Государст-венной премии УССР, заве-дующий лабораторией «Сварка встроительстве» ИЭС им. Е. О.Патона НАНУ Виктор Алексе-евич Ковтуненко.
В. А. Ковтуненко с 1956 г. после окончания Киевскогополитехнического института работал в ИЭС им. Е. О.Патона, сочетая научную деятельность с практическойинженерной, связанной с внедрением прогрессивных тех-нологий сварки в строительстве. В 1973 г. защитилкандидатскую диссертацию на тему «Исследованияконструктивной прочности сварных соединений иузлов металлоконструкций из труб».
За разработку технологии изготовления трубчатыхконструкций Ленинградской телевышки, а также уни-кальной цельносварной башни Киевского телецентраВ. А. Ковтуненко был награжден Государственнойпремией УССР в области науки и техники. В. А. Ков-туненко прожил замечательную творческую жизньинженера и ученого. Результаты его труда нашлиприменение при строительстве многих уникальных
инженерных сооружений: телевизионных башен, кра-новых конструкций, глубоководных стационарныхоснований для разведки и добычи нефти и газа, круп-ногабаритных многослойных рулонированных сосудоввысокого давления, металлических мостов, резервуа-ров для хранения нефти, доменных печей. В пос-ледние годы под руководством В. А. Ковтуненколабораторией «Сварка в строительстве» ИЭС выпол-нялся большой объем работ по разработке иприменению новых конструкционных материалов,прогрессивных технологий сварки при строительствеПодольского мостового перехода, железнодорожно-ав-томобильного моста через р. Днепр в Киеве, моста вг. Запорожье.
В 1994 г. В. А. Ковтуненко был избран членом-корреспондентом Академии строительства Украины,являлся действительным членом секции инженерныхсооружений транспортной Академии. Он щедро де-лился своими знаниями с молодежью, уделял многовнимания воспитанию специалистов.
В 2004 г. В.А.Ковтуненко был награжден орденом«За заслуги» ІІІ степени. Он является автором 70 на-учных работ, 14 авторских свидетельств на изобре-тения.
Светлое имя Виктора Алексеевича Ковтуненко навсег-да останется в памяти его учеников, сотрудников, спе-циалистов и ученых, работавших с ним.
ПАМЯТИ Г. И. ЛЕСКОВА19 августа 2008 г. ушел из
жизни известный ученый и спе-циалист в области сварки Гри-горий Илларионович Лесков.
Г. И. Лесков — участникВеликой Отечественной войны.После окончания вуза он пос-тупил в аспирантуру, стал доцен-том, а затем профессором поспециальности «Оборудование итехнология сварочного произ-водства», проректором по науч-ной работе Брянского института
транспортного машиностроения. Многие годы работалруководителем отдела технологии электронно-лучевойсварки Института электросварки им. Е. О. Патона.
Г. И. Лесковым выполнен большой объем фунда-ментальных исследований процессов, происходящих вэлектрической сварочной дуге. Результаты своихисследований вместе с обзором работ других ученыхон обобщил в известной монографии «Электрическаясварочная дуга», которая широко используется спе-циалистами в области дуговой сварки и в учебномпроцессе вузов. Г. И. Лесковым, его учениками и пос-
ледователями разработаны современные импульсныестабилизаторы сварочных дуг переменного тока, ме-тоды оценки динамических свойств сварочных тран-сформаторов, эффективные технологические процессыдуговой сварки.
Г. И. Лесков был награжден Почетной грамотойПрезидиума Верховного Совета УССР. Его изобре-тения отмечены медалями ВДНХ СССР. Более 140работ ученого, в том числе 48 изобретений, опублико-ваны в научных журналах станы и за рубежом.
Григорий Илларионович сочетал научную работу спедагогической. Его лекции слушали студенты Брян-ского института транспортного машиностроения,Киевского политехнического института, филиалаМФТИ. При его участии подготовлено более 1500инженеров-сварщиков и 18 кандидатов наук.
В течение многих лет Г. И. Лесков был членом ред-коллегии журнала «Автоматическая сварка», ученогои двух квалификационных советов по защите канди-датских и докторских диссертаций, Международногокоординационного совета по сварке.
Светлая память о Григории Илларионовиче надол-го сохранится в памяти тех, кто знал его и работалс ним.
Институт электросварки им. Е. О. Патона НАН Украины Редколлегия журнала «Автоматическая сварка»
64 9/2008

9/2008 65

9/200866
9/2008 67

9/200868
Подписано к печати 15.07.2008. Формат 60×84/8. Офсетная печать.Усл. печ. л. 9,04. Усл. кр.-отт. 9,89. Уч.-изд. л. 10,24 + 6 цв. вклеек.Цена договорная. Печать ООО «Фирма «Эссе». 03142, г. Киев, просп. Акад. Вернадского, 34/1.© Автоматическая сварка, 2008