A Survey of Metal Forming Process Technology

of 30
Transcript of A Survey of Metal Forming Process Technology
-
8/10/2019 A Survey of Metal Forming Process Technology
1/30
COMPUTATIONAL METHODS IN DESIGN AND
MANUFACTURE
ASSIGNMENT 1A SURVEY OF METAL FORMING PROCESS TECHNOLOGY
SUBMITTED BY,
HARI KRISHNAN G
M3 MACHINE DESIGN
ROLL NO. 06
GEC BARTON HILL
-
8/10/2019 A Survey of Metal Forming Process Technology
2/30
DEPARTMENT OF MECHANICAL ENGINEERING October 5, 2014
M3 MACHINE DESIGN | COMPUTATIONAL METHODS IN DESIGN AND MANUFACTURE 2
1. DEFINITION AND CLASSIFICATION OF METAL FORMING
PROCESS
1.1
INTRODUCTION:
Metal forming is a very important manufacturing operation. It enjoys industrial
importance among various production operations due to its advantages such as cost
effectiveness, enhanced mechanical properties, flexible operations, higher productivity,
considerable material saving.
The objects and articles that we use in our daily life are man-made, engineered parts,
which are obtained from some raw material through some manufacturing process. All
these objects are made of a number of small components assembled into finished product.
The pen that we use for writing, for example is made of several small parts, assembled
together. An automobile is supposed to be an assembly of more than 15000 parts,
produced through various manufacturing operations.
Manufacturing of finished parts and components from raw materials is one of the most
important steps in production. Production encompasses all types of manufacturing
processes. Manufacturing refers to the conversion of raw materials into finished products
employing suitable techniques.
There are several methods of manufacturing such as metal casting, metal forming, metal
machining, metal joining and finishing. Some of the modern methods of manufacturing
include micro machining, nano fabrication, ultra precision manufacturing etc.
In order to fulfill the requirements of the ever-increasing demands of various types of
industries, the manufacturing engineer has to choose the right type of material and the
right type of equipment for manufacture so that the cost of production and the energy
consumption are minimum.
The selection of suitable manufacturing process should also include concerns for
environmental impacts such as air pollution, waste disposal etc.
-
8/10/2019 A Survey of Metal Forming Process Technology
3/30
DEPARTMENT OF MECHANICAL ENGINEERING October 5, 2014
M3 MACHINE DESIGN | COMPUTATIONAL METHODS IN DESIGN AND MANUFACTURE 3
Modern concepts such as lean manufacturing, adaptive control, agile manufacturing,
group technology etc. have considerable influence on cost reduction and quality
improvements of products.
Computers and robots play important role in modern manufacturing techniques, today.
Modeling and simulation of the process prior to mass production helps the manufacturing
engineer fix up the best operating parameters and hence achieve the finished product to
the utmost level of quality and cost-effectiveness.
1.2METAL FORMINGDEFINITION:
Materials are converted into finished products though different manufacturing processes.
Manufacturing processes are classified into shaping [casting], forming, joining, and
coating, dividing, machining and modifying material property.
-
8/10/2019 A Survey of Metal Forming Process Technology
4/30
DEPARTMENT OF MECHANICAL ENGINEERING October 5, 2014
M3 MACHINE DESIGN | COMPUTATIONAL METHODS IN DESIGN AND MANUFACTURE 4
Of these manufacturing processes, forming is a widely used process which finds
applications in automotive, aerospace, defense and other industries. Wrought forms of
materials are produced through bulk or sheet forming operations. Cast products are made
through shapingmolding and casting.
A typical automobile uses formed parts such as wheel rims, car body, valves, rolled
shapes for chassis, stamped oil pan, etc. In our daily life we use innumerable formed
products e.g. cooking vessels, tooth paste containers, bicycle body, chains, tube fitting,
fan blades etc.
Forming is the process of obtaining the required shape and size on the raw material by
subjecting the material to plastic deformation through the application of tensile force,
compressive force, bending or shear force or combinations of these forces.
1.3
CLASSIFICATION OF FORMING:
-
8/10/2019 A Survey of Metal Forming Process Technology
5/30
DEPARTMENT OF MECHANICAL ENGINEERING October 5, 2014
M3 MACHINE DESIGN | COMPUTATIONAL METHODS IN DESIGN AND MANUFACTURE 5
Typically, metal forming processes can be classified into two broad groups. One is bulk
forming and the other is sheet metal forming. Bulk deformation refers to the use of raw
materials for forming which have low surface area to volume ratio. Rolling, forging,
extrusion and drawing are bulk forming processes. In bulk deformation processing
methods, the nature of force applied may be compressive, compressive and tensile, shear
or a combination of these forces.
Bulk forming is accomplished in forming presses with the help of a set of tool and die.
Examples for products produced by bulk forming are: gears, bushed, valves, engine parts
such as valves, connecting rods, hydraulic valves, etc. Sheet metals forming involve
application of tensile or shear forces predominantly. Working upon sheets, plates and
strips mainly constitutes sheet forming. Sheet metal operations are mostly carried out in
presses hydraulic or pneumatic. A set of tools called die and punch are used for the
sheet working operations. Bending, drawing, shearing, blanking, punching are some of
the sheet metal operations.
A new class of forming process called powder forming is gaining importance due to its
unique capabilities. One of the important merits of powder forming is its ability to
produce parts very near to final dimensions with minimum material wastage. It is called
near-net-shape forming. Material compositions can be adjusted to suit the desirable
mechanical properties. Formability of sintered metals is greater than conventional
wrought materials. However, the challenge in powder forming continues to be the
complete elimination or near-complete elimination of porosity. Porosity reduces the
strength, ductility and corrosion resistance and enhances the risk of premature failure of
components.
Based on the nature of deformation force applied on the material, during forming, metal
forming processes are also classified into several types as shown below:
-
8/10/2019 A Survey of Metal Forming Process Technology
6/30
DEPARTMENT OF MECHANICAL ENGINEERING October 5, 2014
M3 MACHINE DESIGN | COMPUTATIONAL METHODS IN DESIGN AND MANUFACTURE 6
Forming is also classified as cold forming, hot forming or warm forming. Hot forming is
the deformation carried out at temperatures above recrystallization temperatures.
Typically, recrystallization temperatures for materials range from 0.5 Tm to 0.8 Tm,
where Tm is melting temperature of material.
1.4BRIEF DESCRIPTION OF METAL FORMING OPERATIONS
1.4.1 BULK FORMING PROCESSES:
It is a severe deformation process resulting in massive shape change. The surface
area-to-volume of the work is relatively small. Mostly done in hot working
conditions.
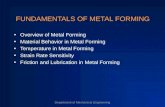
ROLLING:
In this process, the workpiece in the form of slab or plate is compressed
between two rotating rolls in the thickness direction, so that the thickness is
reduced. The rotating rolls draw the slab into the gap and compress it. The
final product is in the form of sheet.
-
8/10/2019 A Survey of Metal Forming Process Technology
7/30
DEPARTMENT OF MECHANICAL ENGINEERING October 5, 2014
M3 MACHINE DESIGN | COMPUTATIONAL METHODS IN DESIGN AND MANUFACTURE 7
Rolling is a compressive deformation process, which is used for producing
semi-finished products such as bars, sheets, plates and finished products such
as angles, channels, sections. Rolling can be carried out both in hot and cold
conditions.
SALIENT POINTS ABOUT ROLLING:
Rolling is the most extensively used metal forming process and its
share is roughly 90%.
The material to be rolled is drawn by means of friction into the two
revolving roll gap.
The compressive forces applied by the rolls reduce the thickness of the
material or changes its cross sectional area.
The geometry of the product depends on the contour of the roll gap.
Roll materials are cast iron, cast steel and forged steel because of high
strength and wear requirements.
Hot rolls are generally rough so that they can bite the so that they can
bite the work, and cold rolls are ground and polished for good finish.
In rolling the crystals get elongated in the rolling direction. In cold
rolling crystal more or less retain the elongated shape but in hot rolling
they start reforming aft rolling they start reforming after coming out
from the deformation zone.
The peripheral velocity of rolls at entry exceeds that of the strip, which
is dragged in if the interface friction is high enough.
-
8/10/2019 A Survey of Metal Forming Process Technology
8/30
DEPARTMENT OF MECHANICAL ENGINEERING October 5, 2014
M3 MACHINE DESIGN | COMPUTATIONAL METHODS IN DESIGN AND MANUFACTURE 8
In the deformation zone the thickness of the strip gets reduced and it
elongates. This increases the linear speed at exit.
Thus there exist neutral points where roll speed and strip speeds are
equal. At this point the direction of the friction reverses.
When the angle of contact exceeds the friction angle the rolls
cannot draw fresh strip.
Roll torque, power etc. increase with increase in roll work contact
length or roll radius.
Fig.1.4.1.2 ROLLING PROCESS
-
8/10/2019 A Survey of Metal Forming Process Technology
9/30
DEPARTMENT OF MECHANICAL ENGINEERING October 5, 2014
M3 MACHINE DESIGN | COMPUTATIONAL METHODS IN DESIGN AND MANUFACTURE 9
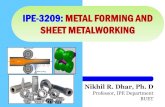
CHANGE IN GRAINS STRUCTURE DURING ROLLING:
Fig.1.4.1.3 GRAIN CHANGES
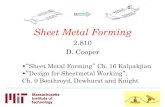
PRESSURE DURING ROLLING:
Typical pressure variation along the contact length in flat rolling. The peak
pressure is located at the neutral point. The area beneath the curve represents roll
force.
Fig.1.4.1.4 PRESSURE VARIATION
-
8/10/2019 A Survey of Metal Forming Process Technology
10/30
DEPARTMENT OF MECHANICAL ENGINEERING October 5, 2014
M3 MACHINE DESIGN | COMPUTATIONAL METHODS IN DESIGN AND MANUFACTURE 10
ROLL CONFIGURATIONS IN ROLL MILLS:
Two--high and three high mills are generally used for initial and
intermediate passes during hot rolling, while four--high and cluster mills
are used for final passes.
Last two arrangements are preferred for cold rolling because roll in these
configurations are supported by back --up rolls which minimize the
deflections and produce better tolerances.
FORGING:
The workpiece is compressed between two dies containing shaped contours.
The die shapes are imparted into the final part.
It is a bulk forming process in which the work piece or billet is shaped into
finished part by the application of compressive and tensile forces with the help
of a pair of tools called die and punch.
-
8/10/2019 A Survey of Metal Forming Process Technology
11/30
DEPARTMENT OF MECHANICAL ENGINEERING October 5, 2014
M3 MACHINE DESIGN | COMPUTATIONAL METHODS IN DESIGN AND MANUFACTURE 11
Forging can be done in open dies or closed dies. Open die forging is usually
used for preliminary shaping of raw materials into a form suitable for
subsequent forming or machining.
-
8/10/2019 A Survey of Metal Forming Process Technology
12/30
DEPARTMENT OF MECHANICAL ENGINEERING October 5, 2014
M3 MACHINE DESIGN | COMPUTATIONAL METHODS IN DESIGN AND MANUFACTURE 12
In open die forging, the work piece is compressed between two flat platens or
dies, thus allowing the metal to flow without any restriction in the sideward
direction relative to the die surfaces.
In impression die forging, the die surfaces contain a shape that is given to the
work piece during compression, thus restricting the metal flow significantly.
There is some extra deformed material outside the die impression which is called
as flash. This will be trimmed off later.
In flashless forging, the work piece is fully restricted within the die and no flash is
produced. The amount of initial work piece used must be controlled accurately so
that it matches the volume of the die cavity.
OTHER FORGING OPERATIONS
1. UPSET FORGING :
It is a deformation operation in which a cylindrical work piece is increased indiameter with reduction in length. In industry practice, it is done as closed die
forging. Upset forging is widely used in the fastener industries to form heads
on nails, bolts, and similar products.
-
8/10/2019 A Survey of Metal Forming Process Technology
13/30
DEPARTMENT OF MECHANICAL ENGINEERING October 5, 2014
M3 MACHINE DESIGN | COMPUTATIONAL METHODS IN DESIGN AND MANUFACTURE 13
2. HEADING :
Long bar stock (work piece) is fed into the machines by horizontal slides, the end
of the stock is upset forged, and the piece is cut to appropriate length to make the
desired product. The maximum length that can be upset in a single blow is three
times the diameter of the initial wire stock.
The following figure shows variety of heading operations with different die
profiles.
-
8/10/2019 A Survey of Metal Forming Process Technology
14/30
DEPARTMENT OF MECHANICAL ENGINEERING October 5, 2014
M3 MACHINE DESIGN | COMPUTATIONAL METHODS IN DESIGN AND MANUFACTURE 14
3. SWAGING :
Swaging is used to reduce the diameter of a tube or a rod at the end of the work
piece to create a tapered section. In general, this process is conducted by means of
rotating dies that hammer a workpiece in radial direction inward to taper it as the
piece is fed into the dies. A mandrel is required to control the shape and size of
the internal diameter of tubular parts during swaging.
4. ROLL FORGING :
It is a forming process used to reduce the cross section of a cylindrical or
rectangular rod by passing it through a set of opposing rolls that have matching
grooves w.r.t. the desired shape of the final part. It combines both rolling and
forging, but classified as forging operation.
Depending on the amount of deformation, the rolls rotate partially. Roll-forged
parts are generally stronger and possess desired grain structure compared to
machining that might be used to produce the same part.
-
8/10/2019 A Survey of Metal Forming Process Technology
15/30
DEPARTMENT OF MECHANICAL ENGINEERING October 5, 2014
M3 MACHINE DESIGN | COMPUTATIONAL METHODS IN DESIGN AND MANUFACTURE 15
5. ORBITAL FORGING :
In this process, forming is imparted to the workpiece by means of a cone-shaped
upper die that is simultaneously rolled and pressed into the work. The work is
supported on a lower die.
Because of the inclined axis of cone, only a small area of the work surface is
compressed at any stage of forming. As the upper die revolves, the area under
compression also revolves. Because of partial deformation contact at any stage of
forming, there is a substantial reduction in press load requirement.
-
8/10/2019 A Survey of Metal Forming Process Technology
16/30
DEPARTMENT OF MECHANICAL ENGINEERING October 5, 2014
M3 MACHINE DESIGN | COMPUTATIONAL METHODS IN DESIGN AND MANUFACTURE 16
6. ISOTHERMAL FORGING:
It is a hot-forging operation in which the work is maintained at some elevated
temperature during forming. The forging dies are also maintained at the same
elevated temperature. By avoiding chill of the work in contact with the cold die
surfaces, the metal flows more readily and the force requirement is reduced. The
process is expensive than conventional forging and is usually meant for difficult-
to-forge metals, like Ti, super alloys, and for complex part shapes. The process is
done in vacuum or inert atmosphere to avoid rapid oxidation of the die material.
EXTRUSION:
Extrusion is a bulk forming process in which the work metal is forced or
compressed to flow through a die hole to produce a desired cross-sectional shape.
Example: squeezing toothpaste from a toothpaste tube.
Advantages- Variety of shapes is possible, especially using hot extrusion.
- Grain structure and strength properties are enhanced in cold and warm extrusion.
- Close tolerances are possible, mainly in cold extrusion.
Types of extrusion:
1. Direct or forward extrusion.
2.
Indirect or backward extrusion.
DIRECT EXTRUSION:
A metal billet is first loaded into a container having die holes. A ram compresses
the material, forcing it to flow through the die holes.
Some extra portion of the billet will be present at the end of the process that
cannot be extruded and is called butt. It is separated from the product by cutting it
just beyond the exit of the die.
-
8/10/2019 A Survey of Metal Forming Process Technology
17/30
DEPARTMENT OF MECHANICAL ENGINEERING October 5, 2014
M3 MACHINE DESIGN | COMPUTATIONAL METHODS IN DESIGN AND MANUFACTURE 17
- In direct extrusion, a significant amount of friction exists between the billet
surface and the container walls, as the billet is forced to slide toward the die
opening. Because of the presence of friction, a substantial increase in the ram
force is required.
- In hot direct extrusion, the friction problem is increased by the presence of oxide
layer on the surface of the billet. This oxide layer can cause defects in the
extruded product.
- In order to address these problems, a dummy block is used between the ram and
the work billet. The diameter of the dummy block is kept slightly smaller than the
billet diameter, so that a thin layer of billet containing the oxide layer is left in the
container, leaving the final product free of oxides.
Hollow sections like tubes can be made using direct extrusion setup shown in
above figure. The starting billet is prepared with a hole parallel to its axis. As the
billet is compressed, the material will flow through the gap between the mandrel
and the die opening.
-
8/10/2019 A Survey of Metal Forming Process Technology
18/30
DEPARTMENT OF MECHANICAL ENGINEERING October 5, 2014
M3 MACHINE DESIGN | COMPUTATIONAL METHODS IN DESIGN AND MANUFACTURE 18
INDIRECT EXTRUSION:
In this type, the die is mounted to the ram and not on the container. As the ram
compresses the metal, it flows through the die hole on the ram side which is in
opposite direction to the movement of ram.
- Since there is no relative motion between the billet and the container, there is no
friction at the interface, and hence the ram force is lower than in direct extrusion.
- Limitations: lower rigidity of the hollow ram, difficulty in supporting the
extruded product at the exit.
OTHER EXTRUSION PROCESSES:1. IMPACT EXTRUSION:
- It is performed at higher speeds and shorter strokes. The billet is extruded
through the die by impact pressure and not just by applying pressure.
- But impacting can be carried out as forward extrusion, backward extrusion,
or combination of these.
-
8/10/2019 A Survey of Metal Forming Process Technology
19/30
DEPARTMENT OF MECHANICAL ENGINEERING October 5, 2014
M3 MACHINE DESIGN | COMPUTATIONAL METHODS IN DESIGN AND MANUFACTURE 19
- Impact extrusion is carried out as cold forming. Very thin walls are possible by
backward impact extrusion method. Eg: making tooth paste tubes, battery cases.Advantages of IE:large reductions and high production rates.
2. HYDROSTATIC EXTRUSION:
In hydrostatic extrusion, the billet is surrounded with fluid inside the container
and the fluid is pressurized by the forward motion of the ram. There is no friction
inside the container because of the fluid, and friction is minimized at the die
opening. If used at high temperatures, special fluids and procedures must be
followed. Hydrostatic pressure on the work and no friction situation increases the
materials ductility. Hence this process can be used on metals that would be too
brittle for conventional extrusion methods. This process is also applicable for
ductile metals, and here high reduction ratios are possible. The preparation of
-
8/10/2019 A Survey of Metal Forming Process Technology
20/30
DEPARTMENT OF MECHANICAL ENGINEERING October 5, 2014
M3 MACHINE DESIGN | COMPUTATIONAL METHODS IN DESIGN AND MANUFACTURE 20
starting work billet is important. The billet must be formed with a taper at one end
to fit tightly into the die entry angle, so that it acts as a seal to prevent fluid
leakage through die hole under pressure.
TUBE AND WIRE DRAWING:
1. WIRE, ROD, BAR DRAWING:
In this bulk forming process, a wire, rod, bar are pulled through a die hole
reducing their cross-section area.
Difference between wire drawing and rod drawing:
Initial stock size:
- The basic difference between bar drawing and wire drawing is the stock size
that is used for forming. Bar drawing is meant for large diameter bar and rod,
while wire drawing is meant for small diameter stock. Wire sizes of the order
of 0.03 mm are produced in wire drawing.
Operating stages:
- Bar drawing is generally done as a single stack operation, in which stock is
pulled through one die opening. The inlet bars are straight and not in the form
-
8/10/2019 A Survey of Metal Forming Process Technology
21/30
DEPARTMENT OF MECHANICAL ENGINEERING October 5, 2014
M3 MACHINE DESIGN | COMPUTATIONAL METHODS IN DESIGN AND MANUFACTURE 21
of coil, which limits the length of the work that can be drawn. This
necessitates a batch type operation.
- In contrast, wire is drawn from coils consisting of several hundred meters of
wire and is drawn through a series of dies. The number of dies varies between
4 and 12. This is termed as continuous drawing because of the long
production runs that are achieved with the wire coils. The segments can be
butt welded to the next to make the operation truly continuous.
2. TUBE DRAWING:
This operation is used to reduce the diameter or wall thickness of the seamless
tubes and pipes. Tube drawing can be done either with or without mandrel.
The simplest method uses no mandrel and is used for diameter reduction
called as tube sinking. But inside diameter and wall thickness cannot be
controlled. So mandrel is required.
-
8/10/2019 A Survey of Metal Forming Process Technology
22/30
DEPARTMENT OF MECHANICAL ENGINEERING October 5, 2014
M3 MACHINE DESIGN | COMPUTATIONAL METHODS IN DESIGN AND MANUFACTURE 22
Using a fixed mandrel: In this case, a mandrel is attached to a long
support bar to control the inside diameter and wall thickness during the
operation. The length of the support bar restricts the length of the tube that
can be drawn.
Using a floating plug:As the name suggests the mandrel floats inside the
tube and its shape is designed so that it finds a suitable position in the
reduction zone of the die. There is no length restriction in this as seen with
the fixed mandrel.
1.4.2. SHEET METAL OPERATIONS:
1.4.2.1 SHEET FORMING OPERATIONS:
1. SHEET FORMING:
Involves plastic deformation of sheets like deep drawing, cutting,
bending, hemming, flanging, curling, stretch forming/stretching,
stamping etc.
-
8/10/2019 A Survey of Metal Forming Process Technology
23/30
DEPARTMENT OF MECHANICAL ENGINEERING October 5, 2014
M3 MACHINE DESIGN | COMPUTATIONAL METHODS IN DESIGN AND MANUFACTURE 23
1.
CUP DEEP DRAWING:
Deep drawing is a sheet metal process in which a sheet metal is forced
into cup of hollow shape without altering its thickness using tensile
and compressive forces. Complex shapes can be produced by deep
drawing of blanks in stages redrawing, multiple draw deep drawing
etc.
Stages in deep drawing:
1. As the punch pushes the sheet, it is subjected to a bending
operation. Bending of sheet occurs over the punch corner and
dies corner. The outside perimeter of the blank moves slightly
inwards toward the cup center.
-
8/10/2019 A Survey of Metal Forming Process Technology
24/30
DEPARTMENT OF MECHANICAL ENGINEERING October 5, 2014
M3 MACHINE DESIGN | COMPUTATIONAL METHODS IN DESIGN AND MANUFACTURE 24
2. In this stage, the sheet region that was bent over the die corner
will be straightened in the clearance region at this stage, so that
it will become cup wall region. In order to compensate the
presence of sheet in cup wall, more metal will be pulled from
the sheet edge, i.e., more metal moves into the die opening.
3. Friction between the sheet and the die, blank holder surfaces
restricts the movement of sheet into the die opening. The blank
holding force also influences the movement. Lubricants or
drawing compounds are generally used to reduce friction
forces.
4.
Other than friction, compression occurs at the edge of thesheet. Since the perimeter is reduced, the sheet is squeezed into
the die opening. Because volume remains constant, with
reduction in perimeter, thickening occurs at the edge.
5. In thin sheets, this is reflected in the form of wrinkling. This
also occurs in case of low blank holding force. If BHF very
small, wrinkling occurs. If it is high, it prevents the sheet from
flowing properly toward the die hole, resulting in stretching
and tearing of sheet.
6. The final cup part will have some thinning in side wall.
-
8/10/2019 A Survey of Metal Forming Process Technology
25/30
DEPARTMENT OF MECHANICAL ENGINEERING October 5, 2014
M3 MACHINE DESIGN | COMPUTATIONAL METHODS IN DESIGN AND MANUFACTURE 25
REDRAWING:
In many cases, the shape change involved in making that part will be
severe (drawing ratio is very high). In such cases, complete forming of the
part requires more than one deep drawing step. Redrawing refers to any
further drawing steps that is required to complete the drawing operation.
-
8/10/2019 A Survey of Metal Forming Process Technology
26/30
DEPARTMENT OF MECHANICAL ENGINEERING October 5, 2014
M3 MACHINE DESIGN | COMPUTATIONAL METHODS IN DESIGN AND MANUFACTURE 26
Guidelines for successful redrawing:
First draw: Maximum reduction of the starting blank - 40% to 45%
Second draw: 30%
Third draw: 16%
REVERSE DRAWING:
In reverse redrawing, the sheet part will face down and drawing is
completed in the direction of initial bend.
DRAWING WITHOUT BLANK HOLDER:
The main function of BH is to reduce wrinkling. The tendency of
wrinkling decreases with increase in thickness to blank diameter ratio
(t/Db). For a large t/Db ratio, drawing without blank holder is possible.
-
8/10/2019 A Survey of Metal Forming Process Technology
27/30
DEPARTMENT OF MECHANICAL ENGINEERING October 5, 2014
M3 MACHINE DESIGN | COMPUTATIONAL METHODS IN DESIGN AND MANUFACTURE 27
The die used must have the funnel or cone shape to permit the material to
be drawn properly into the die cavity.
SHEET BENDING:
Sheet bending is defined as the straining of the metal around a straight
axis as shown in figure. During bending operation, the metal on the inner
side of the neutral plane is compressed, and the metal on the outer side of
the neutral plane is stretched. Bending causes no change in the thickness
of the sheet metal.
In V-bending, the sheet metal is bent between a V-shaped punch and die
set up. The included angles range from very obtuse to very acute values.
In edge bending, cantilever loading of the sheet is seen. A pressure pad is
used to apply a force to hold the sheet against the die, while the punch
forces the sheet to yield and bend over the edge of the die.
-
8/10/2019 A Survey of Metal Forming Process Technology
28/30
DEPARTMENT OF MECHANICAL ENGINEERING October 5, 2014
M3 MACHINE DESIGN | COMPUTATIONAL METHODS IN DESIGN AND MANUFACTURE 28
STRETCH FORMING/STRETCHING:
-Stretch forming is a sheet metal forming process in which the sheet metal
is intentionally stretched and simultaneously bent to have the shape
change.-The sheet is held by jaws or drawbeads at both the ends and then
stretched by punch, such that the sheet is stressed above yield strength. -
When the tension is released, the metal has been plastically deformed. The
combined effect of stretching and bending results in relatively less spring
back in the part.
-
8/10/2019 A Survey of Metal Forming Process Technology
29/30
DEPARTMENT OF MECHANICAL ENGINEERING October 5, 2014
M3 MACHINE DESIGN | COMPUTATIONAL METHODS IN DESIGN AND MANUFACTURE 29
-
8/10/2019 A Survey of Metal Forming Process Technology
30/30
DEPARTMENT OF MECHANICAL ENGINEERING October 5, 2014
REFERENCES
1.
http://web.iitd.ac.in/~pmpandey/MEL120_html/Metal%20Forming%20Proc
esses.pdf.
2.
http://www.iitg.ernet.in/engfac/ganu/public_html/Metal%20forming%20pro
cesses.pdf.
3.
http://eng.sut.ac.th/metal/images/stories/pdf/01_Fundamentals%20of%20me
talworking.pdf.
4.
http://nptel.ac.in/courses/112106153/Module%201/Lecture%201/Lecture_1.
pdf.
http://web.iitd.ac.in/~pmpandey/MEL120_html/Metal%20Forming%20Processes.pdfhttp://web.iitd.ac.in/~pmpandey/MEL120_html/Metal%20Forming%20Processes.pdfhttp://web.iitd.ac.in/~pmpandey/MEL120_html/Metal%20Forming%20Processes.pdfhttp://web.iitd.ac.in/~pmpandey/MEL120_html/Metal%20Forming%20Processes.pdfhttp://web.iitd.ac.in/~pmpandey/MEL120_html/Metal%20Forming%20Processes.pdfhttp://www.iitg.ernet.in/engfac/ganu/public_html/Metal%20forming%20processes.pdfhttp://www.iitg.ernet.in/engfac/ganu/public_html/Metal%20forming%20processes.pdfhttp://www.iitg.ernet.in/engfac/ganu/public_html/Metal%20forming%20processes.pdfhttp://www.iitg.ernet.in/engfac/ganu/public_html/Metal%20forming%20processes.pdfhttp://www.iitg.ernet.in/engfac/ganu/public_html/Metal%20forming%20processes.pdfhttp://eng.sut.ac.th/metal/images/stories/pdf/01_Fundamentals%20of%20metalworking.pdfhttp://eng.sut.ac.th/metal/images/stories/pdf/01_Fundamentals%20of%20metalworking.pdfhttp://eng.sut.ac.th/metal/images/stories/pdf/01_Fundamentals%20of%20metalworking.pdfhttp://eng.sut.ac.th/metal/images/stories/pdf/01_Fundamentals%20of%20metalworking.pdfhttp://eng.sut.ac.th/metal/images/stories/pdf/01_Fundamentals%20of%20metalworking.pdfhttp://nptel.ac.in/courses/112106153/Module%201/Lecture%201/Lecture_1.pdfhttp://nptel.ac.in/courses/112106153/Module%201/Lecture%201/Lecture_1.pdfhttp://nptel.ac.in/courses/112106153/Module%201/Lecture%201/Lecture_1.pdfhttp://nptel.ac.in/courses/112106153/Module%201/Lecture%201/Lecture_1.pdfhttp://nptel.ac.in/courses/112106153/Module%201/Lecture%201/Lecture_1.pdfhttp://nptel.ac.in/courses/112106153/Module%201/Lecture%201/Lecture_1.pdfhttp://nptel.ac.in/courses/112106153/Module%201/Lecture%201/Lecture_1.pdfhttp://eng.sut.ac.th/metal/images/stories/pdf/01_Fundamentals%20of%20metalworking.pdfhttp://eng.sut.ac.th/metal/images/stories/pdf/01_Fundamentals%20of%20metalworking.pdfhttp://www.iitg.ernet.in/engfac/ganu/public_html/Metal%20forming%20processes.pdfhttp://www.iitg.ernet.in/engfac/ganu/public_html/Metal%20forming%20processes.pdfhttp://web.iitd.ac.in/~pmpandey/MEL120_html/Metal%20Forming%20Processes.pdfhttp://web.iitd.ac.in/~pmpandey/MEL120_html/Metal%20Forming%20Processes.pdf