
A low energy Chilled Ammonia Process exploiting …€¦ · Institute of Process Engineering | |...
33
Daniel Sutter, Matteo Gazzani, José-Francisco Perez-Calvo, Marco Mazzotti Institute of Process Engineering, ETH Zurich PCCC-3, September 8-11, 2015 A low energy Chilled Ammonia Process exploiting controlled solid formation: holistic development from thermodynamics to kinetics
Transcript of A low energy Chilled Ammonia Process exploiting …€¦ · Institute of Process Engineering | |...
Daniel Sutter, Matteo Gazzani, José-Francisco Perez-Calvo, Marco Mazzotti Institute of Process Engineering, ETH Zurich
PCCC-3, September 8-11, 2015
A low energy Chilled Ammonia Process exploiting controlled solid formation: holistic development from thermodynamics to kinetics

| | Institute of Process Engineering 13-Sep-15 Daniel Sutter, [email protected] 2
Hype cycle for NH3-based CO2 capture
[7] Bollinger et al. Alstom Technical Report, Paper No. 72 [8] Darde et al. Int J Greenh Gas Control, 10 (2012) 74-87 [9] Black et al. (2013) Patent No. US 2013/0028807 A1 [10] Darde et al. Ind Eng Chem Res. 49 (2010) 12663-12674) [11] Que and Chen. Ind Eng Chem Res. 50 (2011) 11406-11421 [12] Baburao et al. Presentation at TCCS-8, Trondheim, Norway
• understand • control • exploit solid formation in the CAP.
Research objectives
[1] Bai and Yeh. Ind Eng Chem Sc. 36 (1997) 2490-2493 [2] Bai and Yeh. Sci Total Environ. 228 (1999) 121-133 [3] Gal. (2006) Patent No. WO2006/022885A1 [4] Mathias et al. Energy Procedia 1 (2009) 1227-1234 [5] Mathias et al. Int J Greenh Gas Con 4 (2010) 174-179 [6] Yu et al. Chem Eng Res and Des. 89 (2011) 1204-1215
Motivation
| | Institute of Process Engineering
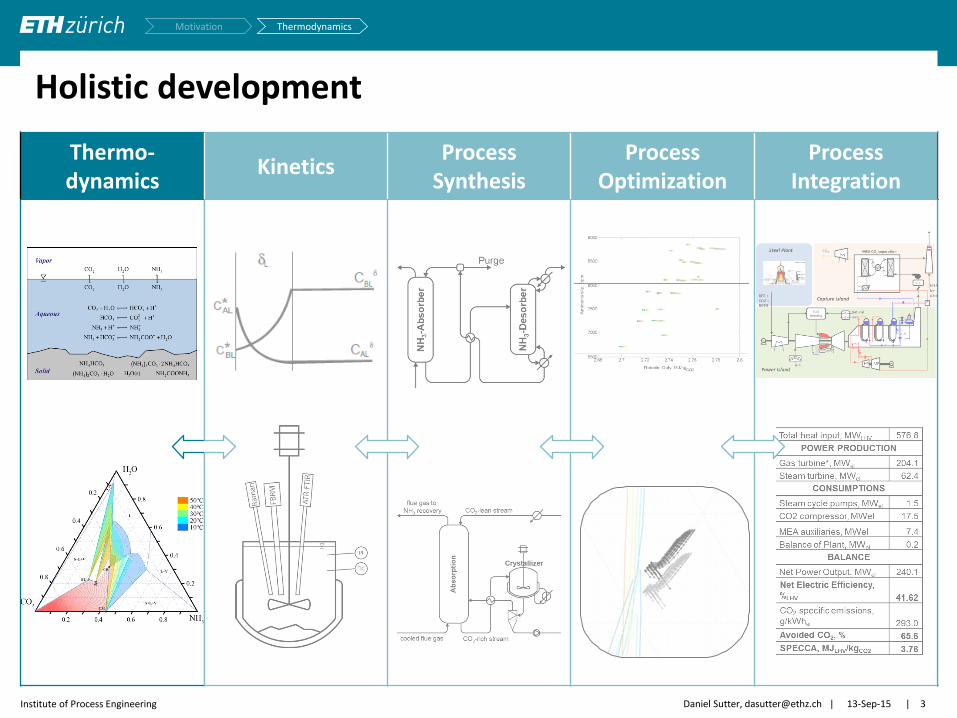
Thermo- dynamics
Kinetics Process
Synthesis Process
Optimization Process
Integration
13-Sep-15 Daniel Sutter, [email protected] 3
Holistic development
Motivation Thermodynamics

| | Institute of Process Engineering 13-Sep-15 Daniel Sutter, [email protected] 4
Understanding the system thermodynamics
Motivation Thermodynamics
| | Institute of Process Engineering 13-Sep-15 Daniel Sutter, [email protected] 5
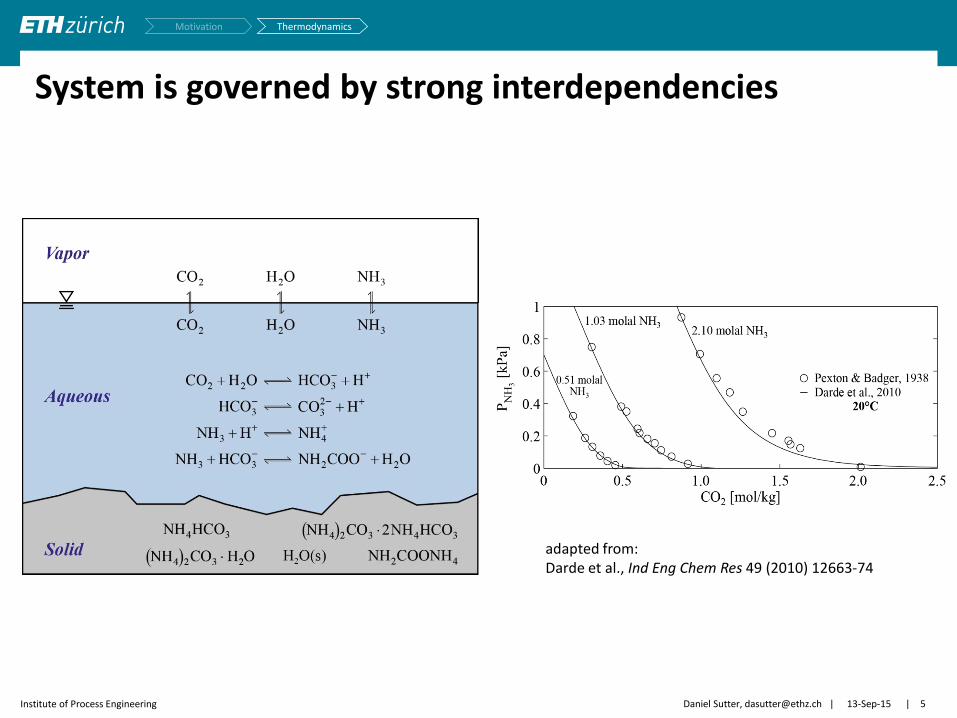
System is governed by strong interdependencies
adapted from: Darde et al., Ind Eng Chem Res 49 (2010) 12663-74
Motivation Thermodynamics

| | Institute of Process Engineering 13-Sep-15 Daniel Sutter, [email protected] 6
Phase diagram construction
wt. frac.
Motivation Thermodynamics
| | Institute of Process Engineering 13-Sep-15 Daniel Sutter, [email protected] 7
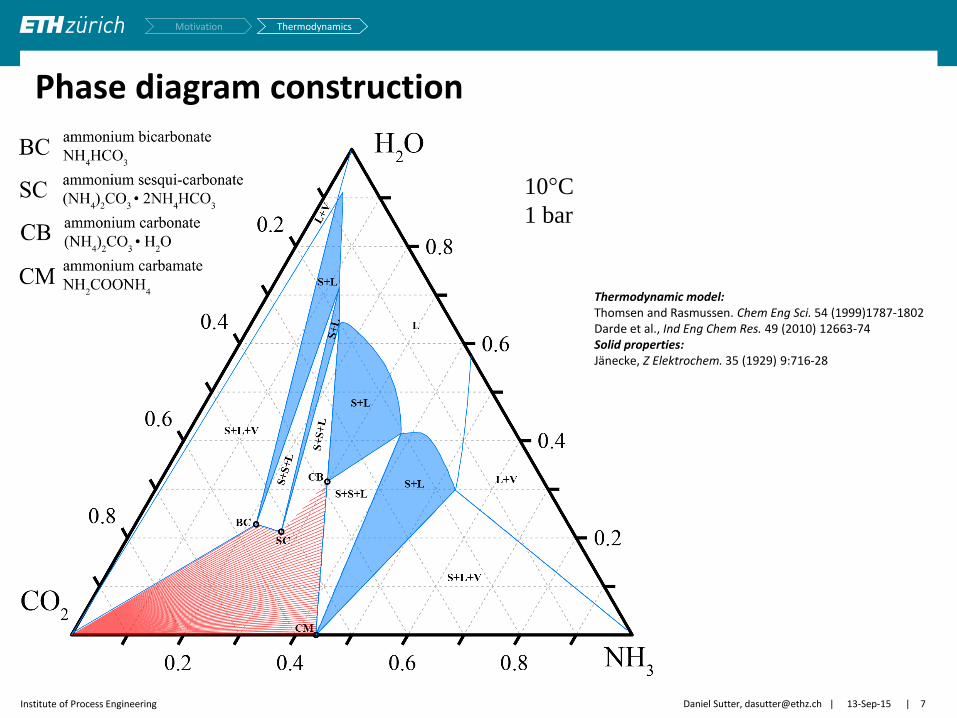
Phase diagram construction
10°C
1 bar
Thermodynamic model: Thomsen and Rasmussen. Chem Eng Sci. 54 (1999)1787-1802 Darde et al., Ind Eng Chem Res. 49 (2010) 12663-74 Solid properties: Jänecke, Z Elektrochem. 35 (1929) 9:716-28
Motivation Thermodynamics

| | Institute of Process Engineering 13-Sep-15 Daniel Sutter, [email protected] 8
Phase diagram construction
1 bar
Motivation Thermodynamics

| | Institute of Process Engineering 13-Sep-15 Daniel Sutter, [email protected] 9
Phase diagram construction
1 bar
Motivation Thermodynamics

| | Institute of Process Engineering 13-Sep-15 Daniel Sutter, [email protected] 10
Phase diagram construction
1 bar
Motivation Thermodynamics

| | Institute of Process Engineering 13-Sep-15 Daniel Sutter, [email protected] 11
Phase diagram construction
1 bar
Motivation Thermodynamics
| | Institute of Process Engineering 13-Sep-15 Daniel Sutter, [email protected] 12
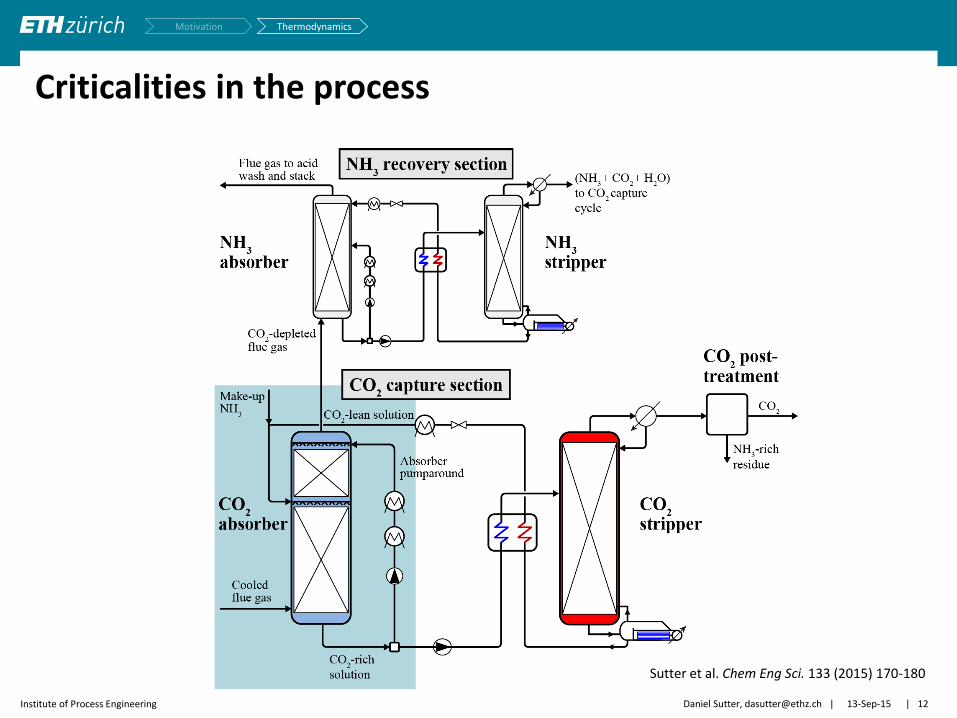
Criticalities in the process
Sutter et al. Chem Eng Sci. 133 (2015) 170-180
Motivation Thermodynamics

| | Institute of Process Engineering 13-Sep-15 Daniel Sutter, [email protected] 13
CO2 absorber
CO2 depleted flue gas
Pump- around
CO2-lean solution
CO2-rich solution
Cooled flue gas
Bollinger et al. Alstom Technical Report, Paper No. 72 Darde et al. Int J Greenh Gas Control, 10 (2012) 74-87 Black et al. Patent No. US 2013/0028807 A1 Sutter et al. Chem Eng Sci. 133 (2015) 170-180
Motivation Thermodynamics

| | Institute of Process Engineering 13-Sep-15 Daniel Sutter, [email protected] 14
CO2 absorber – exemplary simulation
CO2 depleted flue gas
Pump- around
CO2-lean solution
CO2-rich solution
Cooled flue gas
Feed
Motivation Thermodynamics

| | Institute of Process Engineering
Thermo- dynamics
Kinetics Process
Synthesis Process
Optimization Process
Integration
13-Sep-15 Daniel Sutter, [email protected] 15
Holistic development
Kinetics Motivation Thermodynamics

| | Institute of Process Engineering 13-Sep-15 Daniel Sutter, [email protected] 16
Kinetics – equilibrium and rate-controlled reactions
(1) Self-ionization of water
(2) Dissociation of bicarbonate
(3) Protonation of ammonia
(4) Bicarbonate ion formation
𝐇𝟐𝐎𝐊𝟏 𝐎𝐇− + 𝐇+
𝐇𝐂𝐎𝟑−𝐊𝟐 𝐂𝐎𝟑
𝟐− +𝐇+
𝐍𝐇𝟑 +𝐇𝟐𝐎𝐊𝟑 𝐍𝐇𝟒
+ + 𝐎𝐇−
𝐂𝐎𝟐 + 𝐎𝐇−𝐤𝟒,𝐤−𝟒,𝐊𝟒
𝐇𝐂𝐎𝟑−
(5) Carbamate ion formation
Equ
ilib
riu
m
rea
ctio
ns
Dif
fusi
on
an
d r
ate
co
ntr
oll
ed
re
act
ion
s
𝐂𝐎𝟐 + 𝐍𝐇𝟑𝐤𝟓,𝐤−𝟓,𝐊𝟓
𝐍𝐇𝟐𝐂𝐎𝐎− +𝐇+
Kinetics Motivation Thermodynamics

| | Institute of Process Engineering
Bicarbonate ion formation
carbonic acid dissociation CO2 + H2O HCO3
− + H+ negligible contribution for pH>8 [4]
reaction with hydroxide ion CO2 + OH− HCO3
−
Carbamate ion formation
Zwitterion mechanism[5,6]
Zwitterion formation CO2 + NH3 NH3
+COO−
deprotonation NH3+COO− + B
NH2COO
− + BH+ often considered non-rate-limiting[1-3]
Termolecular mechanism[7,8] CO2 + NH3 + B NH2COO
− + B
Elementary reactions mechanism[9]
CO2 + NH3 NH2COO
− + H+
13-Sep-15 Daniel Sutter, [email protected] 17
Kinetics – chemical reaction mechanisms
[1] Pinsent et al. Trans Faraday Soc. 52 (1956) 1594-1598. [2] Pinsent et al. Trans Faraday Soc. 52 (1956) 1512-1520. [3] Puxty et al. Chem Eng Sci. 65 (2009) 915-922. [4] Blauwhoff et al., Chem Eng Sci. 39 (1984) 207-225. [5] Caplow. J Am Chem Soc. 90 (1968) 6795-6803.
[6] Danckwerts. Chem Eng Sci. 34 (1979) 443-446. [7] Crooks and Donellan. J Chem Soc Perkin Trans II. 4 (1989) 331. [8] da Silva and Svendsen. Ind Eng Chem Res. 43 (2004) 3413-3418. [9] Wang et al. J Phys Chem. 115 (2011) 6405-6412.
Kinetics Motivation Thermodynamics
| | Institute of Process Engineering
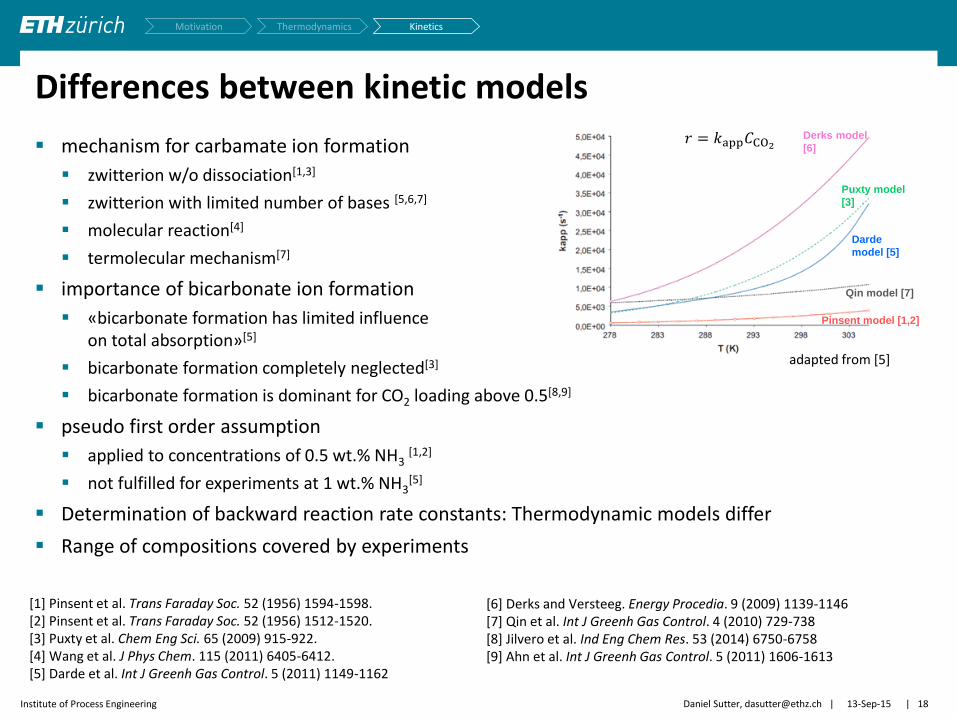
mechanism for carbamate ion formation
zwitterion w/o dissociation[1,3]
zwitterion with limited number of bases [5,6,7]
molecular reaction[4]
termolecular mechanism[7]
importance of bicarbonate ion formation
«bicarbonate formation has limited influence on total absorption»[5]
bicarbonate formation completely neglected[3]
bicarbonate formation is dominant for CO2 loading above 0.5[8,9]
pseudo first order assumption
applied to concentrations of 0.5 wt.% NH3 [1,2]
not fulfilled for experiments at 1 wt.% NH3[5]
Determination of backward reaction rate constants: Thermodynamic models differ
Range of compositions covered by experiments
13-Sep-15 Daniel Sutter, [email protected] 18
Differences between kinetic models
[6] Derks and Versteeg. Energy Procedia. 9 (2009) 1139-1146 [7] Qin et al. Int J Greenh Gas Control. 4 (2010) 729-738 [8] Jilvero et al. Ind Eng Chem Res. 53 (2014) 6750-6758 [9] Ahn et al. Int J Greenh Gas Control. 5 (2011) 1606-1613
[1] Pinsent et al. Trans Faraday Soc. 52 (1956) 1594-1598. [2] Pinsent et al. Trans Faraday Soc. 52 (1956) 1512-1520. [3] Puxty et al. Chem Eng Sci. 65 (2009) 915-922. [4] Wang et al. J Phys Chem. 115 (2011) 6405-6412. [5] Darde et al. Int J Greenh Gas Control. 5 (2011) 1149-1162
Pinsent model [1,2]
Qin model [7]
Darde
model [5]
Puxty model
[3]
Derks model
[6] 𝑟 = 𝑘app𝐶CO2
adapted from [5]
Kinetics Motivation Thermodynamics

| | Institute of Process Engineering
Forward reaction rate constant determined experimentally
Backward reaction rate constant: 𝐾 =𝑘+
𝑘− ⟹ 𝑘− =
𝑘+
𝐾
13-Sep-15 Daniel Sutter, [email protected] 19
Effect of thermodynamic model on kinetics
Thomsen model[1,2]
extended UNIQUAC
Chen model[3]
e-NRTL
[1] Thomsen and Rasmussen. Chem Eng Sci. 54 (1999)1787-1802 [2] Darde et al., Ind Eng Chem Res. 49 (2010) 12663-74
[3] Que and Chen. Ind Eng Chem Res. 50 (2011) 11406-11421 [4] Sutter et al. Chem Eng Sci 133 (2015) 170-180
[4] [4]
Kinetics Motivation Thermodynamics

| | Institute of Process Engineering 13-Sep-15 Daniel Sutter, [email protected] 20
Range of compositions covered by experiments
Kinetics Motivation Thermodynamics

| | Institute of Process Engineering 13-Sep-15 Daniel Sutter, [email protected] 21
Range of compositions covered by experiments
Kinetics Motivation Thermodynamics

| | Institute of Process Engineering 13-Sep-15 Daniel Sutter, [email protected] 22
Range of compositions covered by experiments
Process simulations represent a drastic extrapolation of the experimental conditions pseudo first order assumption effect of reverse reaction Puxty et al. Chem Eng Sci. 65 (2009) 915-922.
Kim et al. Chem Eng J. 250 (2014) 83-90.
Kinetics Motivation Thermodynamics

| | Institute of Process Engineering
Thermo- dynamics
Kinetics Process
Synthesis Process
Optimization Process
Integration
13-Sep-15 Daniel Sutter, [email protected] 23
Holistic development
Kinetics Motivation Thermodynamics Process synthesis

| | Institute of Process Engineering 13-Sep-15 Daniel Sutter, [email protected] 24
A CAP with controlled solid formation
• Solid formation in a dedicated unit
• No solids in packed absorber/stripper columns
Sutter et al. Presentation at PCCC-2. (2013). Gazzani et al. Energy Procedia. 63 (2014) 1084-1090.
Kinetics Motivation Thermodynamics Process synthesis

| | Institute of Process Engineering 13-Sep-15 Daniel Sutter, [email protected] 25
Absorber profile: standard vs. crystallizer CAP
0 0,5 1
Co
lum
n s
tag
es
Solubility index
standard CAP crystallizer CAP
CO2 depleted flue gas
Pumparound
CO2 lean solution
CO2 rich solution
Cooled flue gas
Cooled flue gas
CO2 depleted flue gas
Pumparound
CO2 lean solution
CO2 rich solution
Crystallizer CAP
Standard CAP
• Lower working temperature • Better ammonia slip control
bottom
top
• Higher solubility index • Higher CO2 loading (lower flow rate)
Gazzani et al. Energy Procedia. 63 (2014) 1084-1090.
Kinetics Motivation Thermodynamics Process synthesis

| | Institute of Process Engineering
Thermo- dynamics
Kinetics Process
Synthesis Process
Optimization Process
Integration
13-Sep-15 Daniel Sutter, [email protected] 26
Holistic development
Process opt. Kinetics Motivation Thermodynamics Process synthesis

| | Institute of Process Engineering 13-Sep-15 Daniel Sutter, [email protected] 27
Single parameter variation vs. system interdependencies
Typical sensitivity analysis with single parameter variation not suitable for optimization
e.g.: NH3 slip vs. NH3 concentration vs. CO2 loading
Process opt. Kinetics Motivation Thermodynamics Process synthesis

| | Institute of Process Engineering 13-Sep-15 Daniel Sutter, [email protected] 28
Single parameter variation vs. system interdependencies
Typical sensitivity analysis with single parameter variation not suitable for optimization
e.g.: NH3 slip vs. NH3 concentration vs. CO2 loading
Process opt. Kinetics Motivation Thermodynamics Process synthesis

| | Institute of Process Engineering 13-Sep-15 Daniel Sutter, [email protected] 29
Heuristic optimization of CAP processes
Design variables Total L/G, incl. recycle CO2 loading lean stream Absorber loading (free NH3 in lean stream/CO2 in FG) NH3 concentration Target parameters NH3 slip, reboiler duty, chilling duty Overall electric penalty (SPECCA) Interpretation and visualization of trends Ternary phase diagrams
Process opt. Kinetics Motivation Thermodynamics Process synthesis
| | Institute of Process Engineering
Thermo- dynamics
Kinetics Process
Synthesis Process
Optimization Process
Integration
13-Sep-15 Daniel Sutter, [email protected] 30
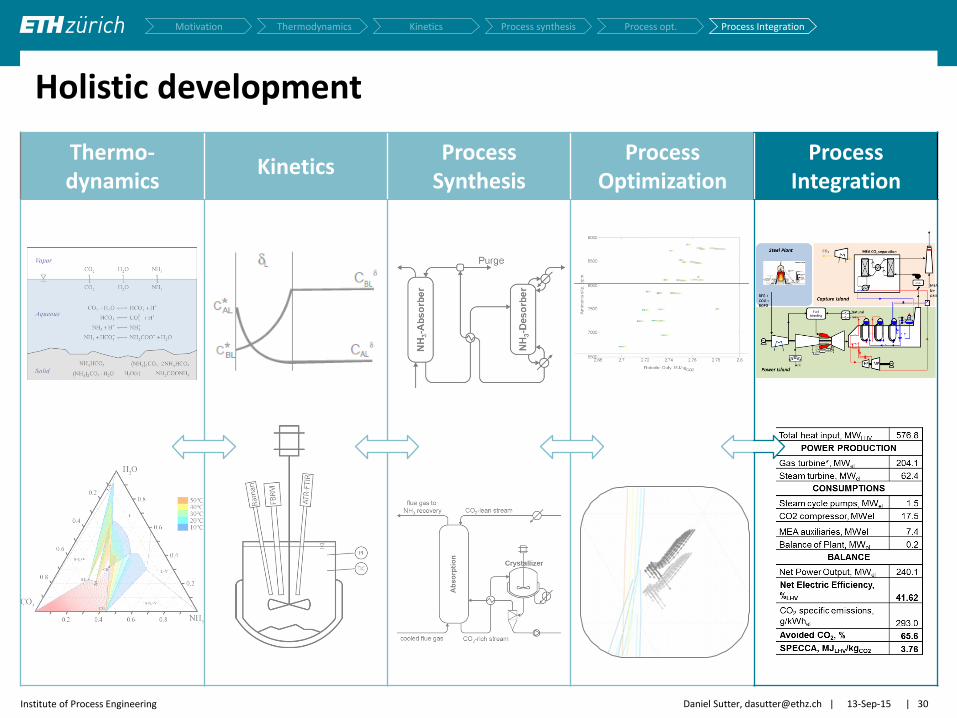
Holistic development
Process opt. Kinetics Motivation Thermodynamics Process Integration Process synthesis

| | Institute of Process Engineering
CAP is a valid solution for CO2 capture from integrated steelworks
Low reboiler duty makes CAP a very competitive solution for applications with limited steam supply
Since May 2015: CAP for CO2 capture from cement production processes
13-Sep-15 Daniel Sutter, [email protected] 31
CAP for integrated steelworks
BFG + COG + BOFG
CO2
CAPby-pass
AIR
1°s 1°r
2°+3°
Power Island
Capture Island
Steel Plant
Fuel blendin
g
Natural Gas
HP MP
Gazzani et al. Presentation. TCCS-8 (2015) Gazzani et al. Poster No. 17. PCCC-3 (2015),
Process opt. Kinetics Motivation Thermodynamics Process Integration Process synthesis

| | Institute of Process Engineering
Ammonia-based CO2 capture processes require holistic development
complex reactive system
strong interdependencies
large range of possible operating conditions
large and complex desing space for optimization
wrong focus on single target parameters (reboiler duty) and simplistic «rules of thumb»
Ternary phase diagram approach represents valuable tool for system understanding and optimization
Kinetics
need for further development
review and consolidation of existing models
CAP represents a viable option for post-combustion CO2 capture
13-Sep-15 Daniel Sutter, [email protected] 32
Conclusions
Process opt. Kinetics Motivation Thermodynamics Conclusions Process Integration Process synthesis

| | Institute of Process Engineering
We acknowledge funding within CTI-project 13973.1 by the Swiss Commission for Technology and Innovation (CTI).
13-Sep-15 Daniel Sutter, [email protected] 33
Acknowledgement


















