A long history in steam reforming at Billingham
4
Click here to load reader
Transcript of A long history in steam reforming at Billingham

STEAM REFORMING TECHNOLOGY
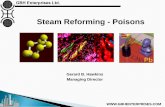
Fig 1: Methane-steam plant flowsheet (Billingham, 1936)
46 Nitrogen+Syngas 327 | January - February 2014
Johnson Matthey’s KATALCOJM catalysts for steam reforming are developed at its advanced Catalyst Research Centre
in Billingham, UK. This location has been at the epicentre for key developments in the modern steam reforming process which can be traced back as far as the 1930s. Over the years, the fundamental understanding acquired for this technology by the busi-ness has resulted in many industry firsts. For example, it has resulted in the leading commercially available steam reforming cat-alysts, KATALCOJM QUADRALOBE™, which are used by market leaders in technology development.
Today Johnson Matthey continues to invest heavily in research and develop-ment, ensuring that its products and ser-vices directly meet the needs of customers throughout the world.
The first patents for methane reforming catalysts for the reaction between steam and hydrocarbon date back to 1913. When the Haber Bosch process for ammonia production was initially developed, the hydrogen for the process was produced by reacting steam with coke. However, inter-est later centred on how the steam reform-ing of methane could be used to produce a more economic source of hydrogen. Steam reforming was first used to produce hydro-gen in Baton Rouge in 1931 by Standard Oil1, and soon afterwards a plant was com-missioned at Billingham, UK based on Bill-ingham’s own process technology (Fig. 1).
This process introduced novel process features developed specifically for advanc-ing the catalyst system performance, such as feedstock desulphurisation and Raschig ring catalyst shaped reforming catalyst. The
Billingham reformer also included extensive heat recovery of both the process (make) gas and flue gas, including a high preheat temperature enabling maximum use to be made of the available catalyst volume by reducing the preheating zone at the top of the tubes. The net result of these develop-ments was that the space velocity was a factor of 2-3 times higher than had previ-ously been achieved. This top-fired design (Fig. 2) was the most advanced application of steam reforming at the time.
The designs and drawings from the Billingham plants were used for eight ord-nance ammonia plants first built on behalf of the US Government in 1941. The con-tracting companies involved were Chemical Construction Corp. building Ozark Works, El Dorado, Arkansas (four furnaces), Jay-hawk Works, Baxter Springs, Kansas (two furnaces), Cactus Works, Etter, Texas (three furnaces) and M.W. Kellogg Co. who build Sterlington, Lousianna (two fur-naces) and Alberta Nitrogen Products Ltd, Calgary (two reformers). It was this trans-mission of know-how from Billingham that made a significant contribution to the rapid growth of steam reforming technology in the North American ammonia industry.
In these early processes gas reforming took place at low pressure and tempera-ture (1-4kg/cm2, 730-800°C) and catalysts such as ICI 22-6 with 18% SiO2 performed satisfactorily2.
Since those early days there have been many advances in reforming technology, which have allowed plant efficiencies and reliability to be improved, to support these technology improvements, catalysts have had to be greatly developed. Throughout
A long history in steam reforming at Billingham The Catalyst Research Centre in Billingham, UK, has been at the epicentre for key
developments in the modern steam reforming process since the 1930s. J. Brightling of
Johnson Matthey Process Technologies recounts how a fundamental understanding of steam
reforming and expertise for catalysts over many years at Billingham has been instrumental in
the journey to today’s leading steam reforming technology.

STEAM REFORMING TECHNOLOGY
Fig 2: Furnace cross section (Billingham 1936)
Fig 3: Calcium aluminate spinel
First shaped reforming catalyst, ICI catalyst
22-1.
Nitrogen+Syngas 327 | January - February 2014 47
this time the expertise for catalysts from Billingham, has been at the forefront of industry advances.
Steam reforming catalyst requirementsThe ideal catalyst has to combine a num-ber of essential properties:● high activity for the desired reaction (i.e.
methane to hydrogen/carbon oxides);● maximum selectivity for the preferred
reaction (i.e. not methane to carbon);● good strength;● good gas flow properties – heat trans-
fer/ pressure drop;● stability of the above – resistance to
poisons and plant upsets.There have been continued improve-
ments to all of these properties, as illus-trated by some of the significant changes that have occurred in gas reforming cata-lysts over the past 75 years.
From 1955 until 1965 the on-going trend for process intensification led to
reforming at higher pressures and temper-atures (up to 21kg/cm2, 800-850°C) and the first single train ammonia plants were built producing 300 t/d. Soon however it was discovered that silica migrated under these conditions and this led to low silica (<0.2% SiO2) precipitated catalyst sup-ports made in standard ring shapes.
In the mid-1960s the “modern single stream ammonia plant” was established. Between 1965 and 1975 approximately 58 million t/a steam reforming based ammonia plants were built of which the majority were >1000 t/d plants with reformers operating at even higher pressures and temperature (33-34kg/cm2, 790-870°C). However insta-bility of these precipitated catalysts caused problems with both hot bands and increas-ing pressure drop seen when the plants were operated at increased throughputs and heat fluxes. The impregnated calcium-aluminate ceramic catalyst KATALCOJM 57-3 (ring) was therefore developed; the support strength allowed smaller size pellets to be used resulting in increased activity. The use of calcium aluminate2 was pioneered at Bill-ingham. This ceramic support material has significant advantages in terms of stability under plant operating conditions including its high retained strength. The calcium in the support is a basic additive that removes acidic sites which promote carbon. Being a stable spinel structure calcium aluminate is an excellent support for holding well distrib-uted nickel giving a high stable nickel surface area and low activity deterioration (Fig. 3).
The potash story – first alkalised reforming catalystsIt had long been known3 that the incor-poration of alkali into a steam reforming catalyst promotes the absorption of water on to catalyst surface and this accelerates the carbon-steam reaction. Figure 4 shows a simplified arrangement of the reaction routes possible in different sections of a reformer tube4. Alkali (incorporated within to the catalyst support) is an effective carbon removing agent – this technology was first used in naphtha based reforming processes which were widely licenced by 1970 with over 500 reforming plants built by leading engineering companies (e.g. Kellogg, Uhde, Foster Wheeler, Selas).
Between 1975 and 1985 many plants, particularly North American gas based reforming plants, were pushed to higher rates (up to 135% of design). Feedstocks also tended to contain higher proportions of
carbon
carbonremoval
C + H2O → CO + H2
(alkali)CH4 + H2O CO + 3H2 (Ni)
CO + H2O CO2 + H2 (Ni)
cracking (acid sites)
olefin polymerisation/dehydrogenation:
CH4 cracking (acid sites)
hydrocarbonfeedstock
inlet 400-500°C
<650°C catalytic cracking (Ni)
>650°C thermal cracking
700-850°Coutlet
25%
50%
75%
intermediates 2oxygenated speciesCH
4H2
intermediates 1olefinsparafinsH2
steam cracking
steam reforming/equilibration product gas
CH4, CO, CO2, H2, H2O
2
3
14
6
5
Fig 4: Simplified reaction routes in reformer tube

STEAM REFORMING TECHNOLOGY
44 Nitrogen+Syngas 327 | January - February 2014
heavier hydrocarbons (C2-C5) and this combi-nation of rate and feedstock resulted in the reappearance of the hot band phenomenon. In order to address this, a new lightly alka-lised formulation KATALCOJM 25-3 (ring) was developed. The catalyst structure contained a low level of potash in the form potassium beta-alumina (KAl3O8) that was incorporated into the calcium aluminate support structure in a way that slowly releases alkali at the required concentration to ensure continuous carbon-free operations4.
This was a key breakthrough for the industry, establishing a catalyst that was ideally suited for handling variable gas feedstocks up to LPG. It resolved operat-ing issues where there had been problems with hot bands or poor performance attrib-utable to carbon formation from the heavier hydrocarbons or methane cracking, particu-larly in the more highly stressed furnaces.
The fundamental understanding of cata-lyst chemistry has meant that the proven solution (alkali incorporated into the cata-lyst’s support chemistry) has changed little since the 1970s. With the engineered loca-tion of the Ni together with K in the support structure of KATALCOJM 25-3, the product gave carbon resistance with no loss of activ-ity compared to a non-alkalised product. Sam-ples of discharged catalyst also proved that the alkali release was uniform and slow with a high reservoir remaining in the spent catalyst
During the next era (1985 to 2000) trends in plant developments focused on ever larger more efficient plants such that by the year 2000, 2000 t/d had become the norm for a new plant. Existing operators continued to push limits by “asset sweating” seek-ing longer times between overhauls. This resulted in the development of more efficient shaped catalysts such as KATALCOJM 25-4 (4-hole). By combining an understanding of carbon formation and carbon resistance together with computer modelling, it became possible to offer customised catalyst load-ings to provide tailored solutions maximising both catalyst and tube life.
Beyond the millennium to the present day the same familiar trends remain with the focus on improving the strength and gas flow properties for steam reforming catalysts. Based on very well proven mate-rials, the development of the QUADRALOBE range in the 2000s enabled greater activity and heat transfer capacity to be added to tubes further improving efficiency or reac-tion and reducing the tube wall tempera-ture. The net result has been increased life of both catalyst and tubes (Fig. 5).
900
850
800
750
700
6500 10 20 30 40 50
max
imum
TWT,
°C
distance down tube, %
855°C
835°C
825°C
KATALCOJM 25-3 KATALCOJM 25-4 KATALCOJM 25-4Q
Fig 5: Tube wall temperature improvements
Fig 7: Modern design tools and reformer monitoring devices
KATALCOJM KATALCOJM 57-4g (4-hole) 57-4XQ (QUADRALOBE)
Nominal OD, mm 19 19.7
Nominal hole diameter, mm 5.5 5.5
Length, mm 19.6-20.4 19.6-20.4
Nominal TBD, kg/l 0.9 0.9
Average mean horizontal (radial)
crush strength, kgf >56 >100
Relative pressure drop 1.0 0.76
Fig 6: KATALCOJM 57-4g (4-hole) vs KATALCOJM 57-4XQ (QUADRALOBE)

STEAM REFORMING TECHNOLOGY
50 Nitrogen+Syngas 327 | January - February 2014
The QUADRALOBE pellet benefited in refined shape characteristics as a result of the use of computer based design tools (FEA, CFD) making it possible to offer improvements in catalyst strength and pressure drop as set out in Fig. 6.
These catalyst shape improvements based on the sure foundation of the well proven alkalised (KATALCOJM 25-4 series) and non-alkalised (KATALCOJM 57-4 series) support chemistry, when combined with improved design and monitoring tools (Fig. 7), have allowed boundaries to be pushed even further.
Today the largest single stream ammo-nia plants use the Uhde Dual Pressure Pro-cess with plants manufacturing 3,300 t/d, operating in Saudi Arabia and being con-structed by CF at Donaldsonville in the USA5. As illustrated in Fig. 8, the steam reformer in the foreground remains at the heart of this huge complex underpinning the vital supply of hydrogen for the ammonia process.
The catalyst in the reformer has a direct impact on the plant rate, reformer tube life, methane slip and the risk of carbon for-mation, all of which can have a significant and detrimental impact on reformer perfor-mance and operation. Improvements in the catalysts can help to extend the operating envelope in areas such as plant rate, run length, operating severity and resistance to plant upsets. For this reason KATAL-COJM 25-series catalysts have been widely adopted (Fig. 9). Understanding the chem-istry of the catalysts used in this process is fundamental to reliable and efficient operation of these process plants.
KATALCOJM QUADRALOBE catalysts are installed in ammonia, methanol and hydrogen plants around the world (Fig. 10) offering excellent recovery from plant upsets resulting in flexibility and longevity in operation for its customers. n
References1. Gard N.R.: “Thirty years of Steam reforming
– A review of ICI developments and experi-ence,” Nitrogen No39 (1966).
2. Hicks T.C.: “Steam reforming catalysts - The importance of choosing the correct support,” ICI Catalysts paper 58 (1979).
3. Bridger G.W.: “Catalyst for steam reforming of hydrocarbons”, AIChE Symposium Safety in Ammonia (1975).
4. Hicks T.C.: “Steam reforming,” ICI Catalysts Symposium BRASIM 85, Rio de Janeiro (1985).
5. Will A.: “Nitrogen expansion in North Amer-ica,” Nitrogen+Syngas Conference, Berlin, Germany (2013).
Fig 8: CF Industries Donaldsonville
cum
ulat
ive c
atal
yst s
ales
ring catalyst
4-hole catalyst
alkalised
non-alkalised
QUADRALOBE™ catalyst
year1975
19781981
19841987
19901993
19961999
20022005
20082011
2013
Fig 9: The cumulative users of Johnson Matthey’s natural gas based reforming products
Fig 10: Number of charges of KATALCOJM QUADRALOBE steam reforming catalysts installed around the world
PH
OTO
: TH
YS
SEN
KR
UPP IN
DU
STR
IAL
SO
LUTI
ON
S