A Better Way of Production: Small-Batch and One-Piece-Flow
4
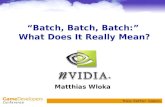
mall-batch production and one-piece-flow are NOT new concepts. The Toyota pro- duction system is a prime ex- ample of efficient small-batch production, and it was developed soon after World War II. One-piece-flow, meanwhile, has been around since the days of Henry Ford. In other words, both have been success- fully utilized for a long, long time. Small-Batch Production If you had to mail 250 wedding invitations, how would you approach it? Would you address all 250 envelopes first, apply the stamps second and then put all the invitations in? Or would you address the envelope, apply the stamp and insert the invitation one at a time? Which way is more efficient? This is the basic concept of small-batch production. The correct answer (drum roll, please), which has been proven time and again in studies, is to do one envelope at a time. [1] At first glance, this may seem backward. What is easily forgotten, however, is the additional time it would take to sort, stack and move the incomplete envelopes if you attempted this task the other way. Small-batch production removes those variables from the equation. This method minimizes expenditures of time, money and effort – all huge factors in today’s business environment. The Toyota production system is a prime example of efficient small-batch production. Its main objective is to increase production efficiency by consistently eliminating waste. [2] Through extensive experimentation, Toyota figured out that smaller batches made their operations more efficient. The company found that more waste occurs when producing product in large quantities, which also raised costs. Therefore, it was more economical to work in small batches. This system has been studied for years, and it has been introduced into a wide range of industries worldwide. A batch is the unit of work that passes from stage to stage in a particular process. [3] There are several benefits to working with small batches. Some of these depend on the product itself, but conceptually they hold true. Small-batch production reduces cycle time. Quite simply, a smaller batch size will make it through the entire pro- duction cycle quicker. It will take less time to load fewer parts into a furnace. Smaller batches reduce the risk of catastrophic error. If you run 500 parts into a furnace only to find out that something was amiss with the material or the process, that’s 500 scrapped parts. If you ran a much smaller batch of, say, 50 parts, the mistake isn’t quite as bad. Smaller batches improve overall efficiency, which saves money and improves product quality. One-Piece-Flow One-piece-flow converts the processing of large batches to the processing of single components. The goal is to move single parts from operation to operation – one at a time, without interruption – instead of moving batches of parts. [4] In a traditional batch-production scenario, parts move from process area to process area in large batches, and each process step is controlled by a schedule. This can result in large amounts of scrap, poor delivery time, long manufacturing lead time and increased work in process (WIP). One-piece-flow focuses on the product and the process rather than the transporting or storage of either. [5] One-piece-flow, while not practical for all operations, can easily be considered a model of efficiency – the continuous flow of parts without the hassle of transport between operations. In general, one- piece-flow (like small-batch production) translates to eliminating waste. This can include anything from labor to space to inventory. And when you eliminate or reduce waste, benefits such as enhanced manufacturing flexibility and a safer work environment follow. [6] One-piece-flow will help a manufacturer make quality parts in the correct quantity at the right time. It works most optimally in combination with a layout where all the necessary equipment is located in a cell in the sequence in which it is used. To work FEATURE | Heat Treating A Better Way of Production: Small-Batch and One-Piece-Flow Bill Gornicki – ALD-Holcroft Vacuum Technologies Co., Inc.; Wixom, Mich. News flash: Today’s business climate is as challenging as ever. To be successful, companies – regardless of industry – will do whatever needs to be done to improve their bottom line. Whether it’s buying a new piece of equipment, expanding into a new facility or adding personnel, Company A is looking for something, anything, that will keep it ahead of Companies B, C and D. If they’re looking to cut costs and improve quality, perhaps those businesses should start thinking about switching to small-batch or one-piece-flow production. While not the norm, these methods are quite effective under the right circumstances. m o c d S S Fig. 1. Small batch of parts being heat treated Q Featured in Industrial Heating June 2014 Reprinted from Industrial Heating June 2014
-
Upload
ald-holcroft-usa -
Category
Engineering
-
view
392 -
download
3
Transcript of A Better Way of Production: Small-Batch and One-Piece-Flow

mall-batch production and one-piece-fl ow are NOT new concepts. The Toyota pro-duction system is a prime ex-
ample of effi cient small-batch production, and it was developed soon after World War II. One-piece-fl ow, meanwhile, has been around since the days of Henry Ford. In other words, both have been success-fully utilized for a long, long time.
Small-Batch ProductionIf you had to mail 250 wedding invitations, how would you approach it? Would you address all 250 envelopes fi rst, apply the stamps second and then put all the invitations in? Or would you address the envelope, apply the stamp and insert the invitation one at a time? Which way is more effi cient? This is the basic concept of small-batch production. The correct answer (drum roll, please), which has been proven time and again in studies, is to do one envelope at a time.[1]
At fi rst glance, this may seem backward. What is easily forgotten, however, is the additional time it would take to sort, stack and move the incomplete envelopes if you attempted this task the other way. Small-batch production removes those variables from the equation. This method minimizes expenditures of time, money and effort – all huge factors in today’s business environment.
The Toyota production system is a prime example of effi cient small-batch production. Its main objective is to increase production effi ciency by consistently eliminating waste.[2] Through extensive experimentation, Toyota fi gured out that smaller batches made their operations more effi cient. The company found that more waste occurs when producing product in large quantities, which also raised costs. Therefore, it was more economical to work in small batches. This system has been studied for years, and it has been introduced into a wide range of industries worldwide. A batch is the unit of work that passes from stage to stage in a particular process.[3]
There are several benefi ts to working with small batches. Some of these depend on the product itself, but conceptually they hold true. Small-batch production reduces cycle time. Quite simply, a smaller batch size will make it through the entire pro-duction cycle quicker. It will take less time to load fewer parts into a furnace. Smaller batches reduce the risk of catastrophic error. If you run 500 parts into a furnace only to fi nd out that something was amiss with the material or the process, that’s 500 scrapped parts. If you ran a much smaller batch of, say, 50 parts, the mistake isn’t quite as bad. Smaller batches improve overall effi ciency, which saves money and improves product quality.
One-Piece-FlowOne-piece-fl ow converts the processing of large batches to the processing of single components. The goal is to move single parts from operation to operation – one at a time, without interruption – instead of moving batches of parts.[4] In a traditional batch-production scenario, parts move from process area to process area in large batches, and each process step is controlled by a schedule. This can result in large amounts of scrap, poor delivery time, long manufacturing lead time and increased work in process (WIP). One-piece-fl ow focuses on the product and the process rather than the transporting or storage of either.[5]
One-piece-fl ow, while not practical for all operations, can easily be considered a model of effi ciency – the continuous fl ow of parts without the hassle of transport between operations. In general, one-piece-fl ow (like small-batch production) translates to eliminating waste. This can include anything from labor to space to inventory. And when you eliminate or reduce waste, benefi ts such as enhanced manufacturing fl exibility and a safer work environment follow.[6]
One-piece-fl ow will help a manufacturer make quality parts in the correct quantity at the right time. It works most optimally in combination with a layout where all the necessary equipment is located in a cell in the sequence in which it is used. To work
FEATURE | Heat Treating
A Better Way of Production: Small-Batch and One-Piece-FlowBill Gornicki – ALD-Holcroft Vacuum Technologies Co., Inc.; Wixom, Mich.
News fl ash: Today’s business climate is as challenging as ever. To be successful, companies – regardless of industry – will do whatever needs to be done to improve their bottom line. Whether it’s buying a new piece of equipment, expanding into a new facility or adding personnel, Company A is looking for something, anything, that will keep it ahead of Companies B, C and D. If they’re looking to cut costs and improve quality, perhaps those businesses should start thinking about switching to small-batch or one-piece-fl ow production. While not the norm, these methods are quite effective under the right circumstances.
mocdSS
Fig. 1. Small batch of parts being heat treated
Q Featured in Industrial Heating June 2014
Reprinted from Industrial Heating June 2014

FEATURE | Heat Treating
properly and effectively, one-piece-fl ow equipment must provide capable processes (little to no quality issues), repeatable processes (little variation) and have very high uptime (little to no downtime).[7]
Heat TreatmentSmall-batch and one-piece-fl ow production (Fig. 1) can work just as easily, and be just as successful, in the thermal-processing industry as it can in any other segment of the manufacturing world. The heat treatment of more traditional large batches is converted to treatment of smaller batches or single components –a concept still foreign to some. To truly achieve a more effective form of production, however, heat treatment needs to be integrated directly into the production line. This enables synchronization with soft-machining operations, leading to more effi cient and ecological production processes. The goal of a heat-treatment system that embraces small-batch production and/or one-piece-fl ow should be to improve quality and operating effi ciency. A system of this nature should customize individual processes for various parts and reduce heat-treat distortion as well as provide optimal part surfaces, high reproducibility and high-temperature uniformity. It should also reduce cycle times and simplify logistics as well as offer easy maintenance and 24/7 operation. ALD-Holcroft has such a system – one that provides the integration of heat treatment into the production line (one-piece-fl ow), and one that can maintain pace using small-batch processing principles instead of conventional large-batch production. These
methods produce rapid and very homogeneous heat treatment in all process steps and further guarantee reproducible results. The duration of the heat treatment can be reduced to the point where the production cycle is maintained without interruptions.
SyncroTherm®
TechnologyThe SyncroTherm (Fig. 2) includes a pressure-tight chamber in the front that serves as a quench chamber and a loading chamber. The treatment chamber located behind this front chamber includes a cold loading area with an automated loader and up to six hot zones arranged one on top of the other. Each hot zone can hold one small workload. The treatment chamber, which is always under vacuum, is separated from the quenching/loading chamber by a pressure-tight door. Flat-panel heating elements installed in the top and bottom of each hot zone radiate the heat directly onto the workload, heating these small-batch charges rapidly and homogeneously. Using micro-alloyed steel, vacuum carburizing processes can be operated at high temperatures (above 1000˚C/1832˚F) without undesired grain growth. The small workload provides the possibility to control high-pressure gas quenching, which is customized for various parts, shapes and dimensions.
ProcessConsidering the speed at which the system processes the small-batch loads and the goal of maintaining full capacity, manual loading and unloading is not realistic. Typically, an external handling system inserts and extracts the small workloads through the front opening of the quench chamber, which initially serves as a loading chamber. The external system can also build and disassemble workloads as best suits the product being processed. The chamber is evacuated to equalize pressure within the treatment chamber. The telescoping loader, which is integrated in the treatment chamber, places the workpiece carrier into a vacant hot zone. The strong radiant heat in the hot zone rapidly and homo-geneously heats the parts to treatment temperature (Fig. 3) ac-cording to the individual recipe, such as low-pressure carburizing,
Fig. 2. SyncroTherm® small-batch furnace
Fig. 3. Rapid and homogeneous heating
1200
1000
800
600
400
200
0 0 10 30 45 60 80 100 120 140 150 170 190 210 230
Tem
pera
ture
, ˚C
Time, minutes
Standardvacuum furnace
SyncroTherm®

austenitizing or annealing, or brazing. Temperature and process-gas supplies are controlled independently in each hot zone. After the thermal cycle, the telescoping loader returns the workpiece carrier with the processed parts to the quench chamber, which is fl ooded with quench gas (nitrogen) to a maximum pressure of 6 bar. The high-powered gas blower directs the quench-gas fl ow over the parts for rapid and homogeneous quenching. Subsequently, the chamber is vented to atmosphere, and the carrier containing the processed parts is transported out of the chamber. Further processing, such as temper or cryogenic treatments, may be accommodated externally to the SyncroTherm. In fully automated scenarios, an external handling system may then disas-semble the workloads in anticipation of downstream operations.
ControlA Siemens PLC manages all activities, including temperature, pressure and gas fl ow. The system is managed with a touch panel, which communicates with a host computer installed in the switch cabinet. This host computer manages scheduling and documenta-tion and secures the traceability of the individual processes. SyncroTherm’s control concept is designed for high operating safety standards and ease of operation. The recipe client provides convenient recipe creation and batch management, and process-relevant data can be accessed and edited at all times. These actions save time, prevent additional costs and help improve quality management. A database hosted by a PC system supports the following functions: system control, operating modes, recipe creation, data backup, load record generation and alarm management.
AdvantagesSyncroTherm offers a wide range of advantages when it comes to cutting costs and saving money. These include:• Reduced cost of production• Faster hardening synchronized with soft- and hard-machining
centers• Reduced cycle times• Low energy and process-gas consumption• Low thermal loss• Total automation possibilities• Simplifi ed logistics• Maximum availability• Reduced or eliminated hard machining due to minimal part
distortion• Space-saving, compact design
The system also offers several advantages in terms of quality improvements, including:• Individual, part-specifi c processes• Reduced part distortion• Complete, traceable quality documentation for each and
every load• High reproducibility• Easy process control
ConclusionWhen it comes to manufacturing operations, there are options available outside the norm of large-batch production. Globally, the vast majority of vacuum-furnace loads are of relatively small parts (Fig. 4). Small-batch and one-piece-fl ow production offer specifi c advantages when compared to traditional processing methods. ALD-Holcroft is changing the way manufacturers approach their operations with the design of SyncroTherm, a system that integrates heat treatment into the manufacturing line. This combination allows for savings in capital investment, logistical efforts and quality assurance, opening up new opportunities for effective and economical production of high-quality parts. IH
For more information: William Gornicki is vice president of sales and marketing for ALD-Holcroft, 49630 Pontiac Trail, Wixom, MI 48393; tel: 248-668-4068; fax: 248-668-2145; e-mail: [email protected]; web: www.ald-holcroft.com
References1. http://www.startuplessonslearned.com/2011/09/power-of-small-
batches.html2. http://www.amazon.com/gp/product/0915299143?ie=UTF8&tag=l
essolearn01-20&link_code=as3&camp=211189&creative=373489&creativeASIN=0915299143#reader_0915299143
3. http://dev2ops.org/2012/03/devops-lessons-from-lean-small-batches-improve-fl ow/
4. http://www.gearsolutions.com/article/detail/6322/enhancing-control-of-distortion-through-one-piece-fl ow-heat-treatment
5. http://www.mtf.stuba.sk/docs//internetovy_casopis/2011/1/PDF/marton_paulova.pdf
6. http://www.gembutsu.com/articles/leanmanufacturingprinciples.html7. http://www.emsstrategies.com/dd080105article.html
Fig. 4. Small parts typically heat treated in vacuum

Vacuum Furnace InnovationsProviding Profitability Through Technology
Innovative vacuum furnace technologies available for every production requirement.ModulTherm®..... high volume production designed for incremental growth.
SyncroTherm®...high profits by synchronizing with machining centers.
DualTherm®........ high performance via separate heating and quenching chambers.
MonoTherm®...... high flexibility with a variety of processes and configurations.
www.ALD-Holcroft.com
ALD-Holcroft Vacuum Technologies 49630 Pontiac TrailWixom, MI 48393-2009 USAPh: 248.668.4130Fx: 248.624.3710E-mail: [email protected]
IH03134ALD.indd 1 2/19/13 9:03 AM