
90654521 acero-final
82
a) Marco teórico 1. DEFINICIÓN DE ACERO El acero es una aleación de hierro con pequeñas cantidades de otros elementos, es decir, hierro combinado con un 1% aproximadamente de carbono, y que hecho ascua y sumergido en agua fría adquiere por el temple gran dureza y elasticidad. Hay aceros especiales que contienen además, en pequeñísima proporción, cromo, níquel, titanio, volframio o vanadio. Se caracteriza por su gran resistencia, contrariamente a lo que ocurre con el hierro. Este resiste muy poco la def0rmacion plástica, por estar constituida solo con cristales de ferrita; cuando se alea con carbono, se forman estructuras cristalinas diferentes, que permiten un gran incremento de su resistencia. Ésta cualidad del acero y la abundancia de hierro le colocan en un lugar preeminente, constituyendo el material básico del S.XX. Un 92% de todo el acero es simple acero al carbono; el resto es acero aleado: aleaciones de hierro con carbono y otros elementos tales como magnesio, níquel, cromo, molibdeno y vanadio. ACERO DE REFUERZO El acero de refuerzo es un importante material para la industria de la construcción utilizado para el refuerzo de estructuras y demás obras que requieran de este elemento, de conformidad con los diseños y detalles mostrados en los planos y especificaciones. Por su importancia en las edificaciones, debe estar comprobada y estudiada su calidad. Los productos de acero de refuerzo deben cumplir con ciertas normas que exigen sea verificada su resistencia, ductilidad, dimensiones, y límites físicos o químicos de la materia prima utilizada en su fabricación.
-
Upload
lesly-seydi -
Category
Entertainment & Humor
-
view
625 -
download
0
Transcript of 90654521 acero-final

a) Marco teórico
1. DEFINICIÓN DE ACERO
El acero es una aleación de hierro con pequeñas cantidades de otros elementos, es decir, hierro combinado con un 1% aproximadamente de carbono, y que hecho ascua y sumergido en agua fría adquiere por el temple gran dureza y elasticidad. Hay aceros especiales que contienen además, en pequeñísima proporción, cromo, níquel, titanio, volframio o vanadio. Se caracteriza por su gran resistencia, contrariamente a lo que ocurre con el hierro. Este resiste muy poco la def0rmacion plástica, por estar constituida solo con cristales de ferrita; cuando se alea con carbono, se forman estructuras cristalinas diferentes, que permiten un gran incremento de su resistencia. Ésta cualidad del acero y la abundancia de hierro le colocan en un lugar preeminente, constituyendo el material básico del S.XX. Un 92% de todo el acero es simple acero al carbono; el resto es acero aleado: aleaciones de hierro con carbono y otros elementos tales como magnesio, níquel, cromo, molibdeno y vanadio.
ACERO DE REFUERZO
El acero de refuerzo es un importante material para la industria de la construcción utilizado para el refuerzo de estructuras y demás obras que requieran de este elemento, de conformidad con los diseños y detalles mostrados en los planos y especificaciones. Por su importancia en las edificaciones, debe estar comprobada y estudiada su calidad. Los productos de acero de refuerzo deben cumplir con ciertas normas que exigen sea verificada su resistencia, ductilidad, dimensiones, y límites físicos o químicos de la materia prima utilizada en su fabricación.
2. MATERIALES CONSTITUYENTES
El acero es la denominación que comúnmente se le da en ingeniería metalúrgica a una aleación de hierro con una cantidad de carbono variable entre el 0,1 y el 2,1% en peso de su composición, aunque normalmente estos valores se encuentran entre el 0,2% y el 0,3%. Si la aleación posee una concentración de carbono mayor al 2,0% se producen fundiciones que, en oposición al acero, son quebradizas y no es posible forjarlas sino que deben ser moldeadas.
No se debe confundir el acero con el hierro, que es un metal relativamente duro y tenaz, con diámetro atómico (dA) de 2,48 Å, con temperatura de fusión de 1.535 °C y punto de ebullición 2.740 °C. Por su parte, el carbono es un no metal de diámetro menor (dA = 1,54 Å), blando y frágil en la mayoría de sus formas alotrópicas (excepto en la forma de

diamante). La difusión de este elemento en la estructura cristalina del anterior se logra gracias a la diferencia en diámetros atómicos.
El acero conserva las características metálicas del hierro en estado puro, pero la adición de carbono y de otros elementos tanto metálicos como no metálicos mejora sus propiedades físico-químicas.
Existen muchos tipos de acero en función del o los elementos aleantes que estén presentes. La definición en porcentaje de carbono corresponde a los aceros al carbono, en los cuales este no metal es el único aleante, o hay otros pero en menores concentraciones. Otras composiciones específicas reciben denominaciones particulares en función de múltiples variables como por ejemplo los elementos que predominan en su composición (aceros al silicio), de su susceptibilidad a ciertos tratamientos (aceros de cementación), de alguna característica potenciada (aceros inoxidables) e incluso en función de su uso (aceros estructurales). Usualmente estas aleaciones de hierro se engloban bajo la denominación genérica de aceros especiales, razón por la que aquí se ha adoptado la definición de los comunes o "al carbono" que además de ser los primeros fabricados y los más empleados,[1] sirvieron de base para los demás. Esta gran variedad de aceros llevó a Siemens a definir el acero como un compuesto de hierro y otra sustancia que incrementa su resistencia
Los dos componentes principales del acero se encuentran en abundancia en la naturaleza, lo que favorece su producción a gran escala. Esta variedad y disponibilidad lo hace apto para numerosos usos como la construcción de maquinaria, herramientas, edificios y obras públicas, contribuyendo al desarrollo tecnológico de las sociedades industrializadas. A pesar de ello existen sectores que no utilizan acero (como la construcción aeronáutica), debido a su densidad (7.850 kg/m³ de densidad en comparación a los 2.700 kg/m³ del aluminio, por ejemplo).
3. USOS DEL ACERO DE REFUERZO
el uso del acero de refuerzo ordinario es común en elementos de concreto presforzado. Este acero es muy útil para
o Aumentar ductilidado Aumentar resistenciao Resistir esfuerzos de tensión y compresióno Resistir cortanteo Resistir torsióno Restringir agrietamientoo Reducir deformaciones a largo plazoo Confinar el concreto

El acero de refuerzo suplementario convencional (varillas de acero) se usa comúnmente en la región de altos esfuerzos locales de compresión en los anclajes de vigas pos tensadas. Tanto para miembros pos tensados como pretensados es usual proveerlos de varillas de acero longitudinal para controlar las grietas de contracción y temperatura. Finalmente, a menudo es conveniente incrementar la resistencia a la flexión de vigas presforzadas empleando varillas de refuerzo longitudinales suplementarias.
Las varillas se pueden conseguir en diámetros nominales que van desde 3/8 pulg. hasta 13/8 pulg., con incrementos de 1/8 de pulg. y también en dos tamaños más grandes de más o menos 13/4 y 21/4 pulg de diámetro.
USO DE LOS METALES EN INGENIERÍA CIVIL.
VARILLAS
VARILLAS CORRUGADA.
DESCRIPCION: Barras de acero rectas de sección circular, con resalte Hi-bond de alta adherencia con el concreto.
USOS: En la fabricación de estructuras de concreto armado en viviendas, edificios, puente, represas, canales de irrigación, etc.
NORMAS TECNICAS: Composición Química, Propiedades Mecánicas y Tolerancias dimensionales: ASTM A615 – 96a.
Dimensiones y pesos nominales de la varilla corrugada
NumeroDesignación
DiámetroNominal(pulg)
DiámetroNominal (pulg)
Diámetro Pin*Ensayo Doblado (pulg)
Varilla por Quintal
Mínimo MáximoGrado40
Grado60
6mts
9mts
12mts
3 3/8 9.24 9.50 1.31 1.31 13.29 8.86 6.654 1/2 12.31 12.70 1.75 1.75 7.48 4.99 3.745 5/8 15.39 15.90 2.19 2.19 4.79 3.20 2.406 3/4 18.47 19.10 3.75 3.75 3.32 2.22 1.667 7/8 21.55 22.20 4.38 4.38 2.45 1.63 1.228 1 24.63 25.40 5.00 5.00 1.87 1.25 0.949 1 1/8 27.78 28.70 ………. 7.90 1.47 0.98 0.7410 1 1/4 31.28 32.30 ………. 8.89 1.16 0.77 0.5811 1 3/8 34.72 35.80 ………. 12.69 0.94 0.63 0.47

PROPIEDADES MECÁNICAS:
Límite de Fluencia (fy) = 4220 -5710 Kg/cm*2
Resistencia a la Tracción (R) = 6330 Kg/cm*2 mínimo
Relación R/fy ≥ 1.25
Alargamiento en 200 mm:
Diámetros:
6 mm, 8 mm, 3/8”, 12 mm, 1/2”, 5/8” y 3/4” = 9% mínimo
1”……………………………………………………………… = 8% mínimo
1 3/8”…………………………………………………………… = 7% mínimo
Doblado a 180⁰ = Bueno en todos lo diámetros.
Los diámetros de doblado especificados por las Normas Técnicas para la prueba de doblado son:
Diámetro de doblado
DIAMETROBACO (d)
6mm 8mm 3/8” 12mm 1/2" 5/8” 3/4" 1” 1 3/8”
DIAMETRODOBLADO
3.5d 3.5d 3.5d 3.5d 3.5d 3.5d 5d 5d 7d
Mm 21.0 28.0 33.3 42.0 44.5 55.6 95.5 127.0
250.6
Corporación Aceros de Guatemala S.A.
IDENTIFICACION:
Las barras son identificadas por marcas de laminación en alto relieve que indica el fabricante, el diámetro y el grado del acero.
VARILLA LISA.
Corporación Aceros de Guatemala, S.A.

Es un producto laminado en caliente de sección circular y de superficie lisa.
USOS: Como estribos en columnas y vigas. En barras rectas, en losas como esfuerzos de repartición y temperatura.
PRESENTACION: En rollos de 440 Kg. También puede ser suministrado en barras rectas enderezadas de 6 m de longitud.
DIMENCIONES Y PESOS.
Dimensiones y Pesos de la Varilla Lisa
DIAMETRO(mm)
SECCION(mm*2)
PERIMETRO(mm)
PESO(Kg/m)
6.0 28.0 18.9 0.222Corporación Aceros de Guatemala S.A.
COMPOSICION QUÍMICA:
Composición química de la varilla lisa
%P. máx %S. máx0.050 0.060
Corporación Aceros de Guatemala S.A.
TOLERANCIAS DIMENSIONALES:
Tolerancia en el Diámetro = ± 0.5 mm.
Tolerancia en la Ovalización = 0.7 mm máx.
DUCTIBILIDAD:
El alambrón liso para construcción de 6mm, es fabricado por laminación en calibre y enfriamiento natural, lo que le da alta ductilidad y trabajabilidad.
PROPIEDADES MECÁNICAS:
Limite de Fluencia (fy) = 3800 Kg/cm*2 mínimo.
Resistencia a Tracción (R) = 6300 Kg/cm*2 mínimo.
Alargamiento en 200 mm = 8% mínimo.
Doblado a 180⁰ = Bueno.

Diámetro de Doblado = 24.0 mm.
VARILLA CUADRADA.
DESCRIPCION: Producto de acero laminado en caliente de sección cuadrada.
USOS: En la fabricación de estructuras metálicas, puertas, ventanas, rejas, piezas forjadas, etc,
NORMAS TECNICAS:
Composición química y propiedades mecánicas: ASTM A36 -96.
PRECENTACION: Se produce en longitudes de 6 metros. Se suministra en paquetes de 4 TM, los cuales están formados por 4 paquetes de 1 TM c/u.
REQUERIMIENTOS QUIMICOS (%):
C = 0.26 máx. Mn = 0.60/0.90 (para dimensiones mayores que 3/4”), P = 0.040 máx. S = 0.050 máx. Si = 4.40 máx.
PROPIEDADES MECÁNICAS:
Limite de Fluencia mínimo = 2530 Kg/cm*2.
Resistencia a la Tracción = 4080 -5620 Kg/cm*2.
Alargamiento en 200 mm.
Dimensiones:
1/4" = 17.0% mínimo.
9mm, 12mm, 15mm, 3/4", 7/8” y 1” = 20.0% mínimo.
Doblado = Bueno.
Soldabilidad = Buena soldabilidad.
(*) Cuadrados de 1/4" y 9mm, la resistencia a la tracción es de 3500
TOLERANCIAS DIMENSIONALES Y DE FORMA:
1. Tolerancia en la dimensión.

Tolerancias en la dimensión de la varilla cuadrada
Dimensión Nominal(d)
Tolerancias(mm)
d ≤ 15 ±0.415 < d ≤ 25 ±0.525 <d ≤ 35 ±0.6
Corporación Aceros de Guatemala, S.A.
2. Fuente de Cuadrado: 75% de tolerancia.3. Flecha Máxima: 12mm.4. Tolerancia de Longitud: + 50 mm.
PERFILES.
Angulares.
DESCRIPCION: Producto de acero laminado en caliente cuya sección transversal está formada por alas de igual longitud, en ángulo recto.
USOS: En la fabricación de estructuras de acero para plantas industriales, almacenes, techados de grandes luces, industria naval, carrocerías, torres de transmisión. También se utiliza para la fabricación de puertas, ventanas, rejas, etc.
NORMAS TECNICAS:
Sistema Inglés: ASTM A36 / A36M -96.
Sistema Métrico: Propiedades Mecánicas: ASTM A36 / A36M -96.
PRESENTACION: Se produce en longitudes de 6 metros.
REQUERIMIENTOS QUIMICOS (%).
C = 0.26 máx. Si = 4.40 máx. P = 0.040 máx. S = 0.050 máx.
PROPIEDADES MECANICAS:
Límite de Fluencia mínimo = 2535 Kg/cm*2.
Resistencia a la Tracción = 4080 -5620 Kg/cm*2 (*).
Alargamiento en 200 mm.

Espesores:
2.5 mm, 3.0 mm y 1/8” = 12.5 % mínimo.
4.5 mm = 14.5 % mínimo.
3/16” = 15.0 % mínimo.
6.0 mm = 17.0 % mínimo.
1/4" = 17.5 mínimo.
Soldabilidad = Buena soldabilidad.
(*) Para el espesor de 2.5 mm la resistencia a la tracción mínima es de 3500 Kg/cm*2.
TEES.
DESCRIPCION: Producto de acero laminado en caliente de sección en forma de T.
NORMAS TECNICAS:
Sistema Inglés: ASTM A36 / A36M -96.
Sistema Métrico: Propiedades Mecánicas: ASTM A36 / A36M -96.
PRESENTACION: Se produce en longitudes de 6 metros.
REQUERIMIENTOS QUIMICOS (%).
C = 0.26 máx. Si = 0.40 máx. P = 0.040 máx. S = 0.050 máx.
PROPIEDADES MECANICAS:
Límite de Fluencia mínima = 2550 Kg/cm*2.
Resistencia a la Tracción = 4080 -5610 Kg/cm*2.
Soldabilidad = Buena soldabilidad.
Alargamiento en 200 mm.
Espesores: 3.0 mm y 1/8” = 12.5 % mínimo.
3/16” = 15.0 % mínimo.

VIGAS H.
DESCRIPCION: Perfil de acero laminado en caliente cuya sección tiene la forma de H.
USOS: En la fabricación de elementos estructurales como vigas, columnas, cimbras metálicas, etc. También utilizadas en la fabricación de estructuras metálicas para edificaciones, puentes, barcos, almacenes, etc.
NORMAS TECNICAS: ASTM A36 -96.
PRESENTACION: Se comercializa en longitudes de 20 pies (6096 mm). Se suministra en unidades.
REQUERIMIENTOS QUIMICOS (%):
C = 0.26 máx. P = 0.040 máx. S = 0.050 Máx. Si = 0.40 máx.
PROPIEDADES MECANICAS:
Límite de Fluencia mínimo = 2530 Kg/cm*2.
Resistencia a la tracción = 4080 -5610 Kg/cm*2.
Alargamiento en 200 mm:
Espesor del Ala de 1/4" = 18 % mínimo.
Espesor de alas iguales ó mayores que 3/8” = 20 % mínimo.
Soldabilidad = Buena soldabilidad.
CANALES EN U.
DESCRIPCION: Producto de acero laminado en caliente cuya sección tiene la forma de U.
NORMA TECNICA: ASTM A36 / A36M -96.

PRESENTACION: Se produce en longitudes de 6 metros.
REQUERIMIENTOS QUIMICOS (%):
C = 0.26 máx. p = 0.040 máx. S = 0.050 máx. Si = 0.040 máx.
PROPIEDADES MECANICAS:
Límite de Fluencia mínimo = 2530 Kg/cm*2.
Resistencia a la tracción = 4080 -5620 Kg/cm*2.
Alargamiento en 200 mm:
Espesor alma: 4.3 mm y 4.5 mm = 14.5 % mínimo.
4.8 = 15.0 % mínimo.
Soldabilidad = Buena soldabilidad.
HEMBRAS.
DESCRIPCION: Producto de acero laminado en caliente de sección rectangular.
NORMAS TECNICAS:
Composición Química y Propiedades Mecánicas: ASTM A36 -96.
PRESENTACION: Se produce en barras de 6 metros de longitud.
REQUERIMIENTOS QUIMICOS (%).
C= 0.26 máx. Mn = 0.60 / 0.90 (para espesores mayores de 3/4").
P = 0.040 máx. S = 0.050 máx. Si = 0.40 máx.
PROPIEDADES MECANICAS:
Límite de Fluencia mínimo = 2530 Kg/cm*2.
Resistencia a la Tracción = 4080 -5620 Kg/cm *2.

Alargamiento en 200 mm:
Espesor: 1/8” = 12.5 % mínimo.
3/16”= 15.0 % mínimo.
1/4" = 17.5 % mínimo.
3/8”, 1/2", 5/8”, 3/4" y 1” = 20.0 % mínimo.
Doblado a 180⁰ = Bueno.
Soldabilidad = Buena soldabilidad
4. TIPOS, GRADOS, RESTISTENCIAS Y PROPIEDADES DEL ACERO
TIPOS DE ACEROS.
a. Acero aleado o especial.
Acero al que se han añadido elementos no presentes en los aceros al carbono o en que el contenido en magnesio o silicio se aumenta mas allá de la proporción en que se halla en los aceros al carbono.
b. Acero autotemplado
Acero que adquiere el temple por simple enfriamiento en el aire, sin necesidad de sumergirlo en aceite o en agua. Este efecto, que conduce a la formación de una estructura martensitica muy dura, se produce añadiendo constituyentes de aleación que retardan la transformación de la austenita en perlita.
c. Acero calmado o reposado
Acero que ha sido completamente desoxidado antes de colarlo, mediante la adición de manganeso, silicio o aluminio. Con este procedimiento se obtienen lingotes perfectos, ya que casi no hay producción de gases durante la solidificación, lo que impide que se formen sopladuras.
d. Acero de construcción

Acero con bajo contenido de carbono y adiciones de cromo, níquel, molibdeno y vanadio.
e. Acero de rodamientos
Acero de gran dureza y elevada resistencia al desgaste; se obtiene a partir de aleaciones del 1% de carbono y del 2% de cromo, a las que se somete a un proceso de temple y revenido. Se emplea en la construcción de rodamientos a bolas y en general, para la fabricación de mecanismos sujetos al desgaste por fricción.
f. Acero dulce
Denominación general para todos los aceros no aleados, obtenidos en estado fundido.
g. Acero duro
Es el que una vez templado presenta un 90% de martensita. Su resistencia por tracción es de 70kg/mm2 y su alargamiento de un 15%. Se emplea en la fabricación de herramientas de corte, armas y utillaje, carriles, etc. En aplicaciones de choque se prefiere una gradación de dureza desde la superficie al centro, o sea, una sección exterior resistente y dura y un núcleo mas blando y tenaz.
h. Acero efervescente
Acero que no ha sido desoxidado por completo antes de verterlo en los moldes. Contiene gran cantidad de sopladuras, pero no grietas.
i. Acero fritado
El que se obtiene fritando una mezcla de hierro pulverizado y grafito, o también porcarburación completa de una masa de hierro fritado.
j. Acero fundido o de herramientas
Tipo especial de acero que se obtiene por fusión al crisol. Sus propiedades principales son:
resistencia a la abrasión resistencia al calor resistencia al choque resistencia al cambio de forma o a la distorsión al templado aptitud para el corte

Contienen de 0,6 a 1,6% de carbono y grandes proporciones de metales de aleación: tungsteno, cromo, molibdeno, etc.
k. Acero indeformable
El que no experimenta prácticamente deformación geométrica tanto en caliente( materias para trabajo en caliente ) como en curso de tratamiento térmico de temple( piezas que no pueden ser mecanizadas después del templado endurecedor )
l. Acero inoxidable
Acero resistente a la corrosión, de una gran variedad de composición, pero que siempre contiene un elevado porcentaje de cromo ( 8-25% ). Se usa cuando es absolutamente imprescindible evitar la corrosión de las piezas. Se destina sobre todo a instrumentos de cirugía y aparatos sujetos a la acción de productos químicos o del agua del mar( alambiques, válvulas, paletas de turbina, cojinetes de bolas, etc. )
m. Acero magnético
Aquel con el que se fabrican los imanes permanentes. Debe tener un gran magnetismo remanente y gran fuerza coercitiva. Los aceros de esta clase, tratándose aplicaciones ordinarias, contienen altos porcentajes de tungsteno( hasta el 10%) o cobalto(hasta el 35% ).Para aparatos de calidad se emplean aceros de cromo-cobalto o de aluminio-níquel ( carstita, coercita ).
n. Acero no magnético
Tipo de acero que contiene aproximadamente un 12% de manganeso y carece de propiedades magnéticas.
ñ. Acero moldeado
Acero de cualquier clase al que se da forma mediante el relleno del molde cuando el metal esta todavía liquido. Al solidificar no trabajado mecánicamente.
o. Acero para muelles
Acero que posee alto grado de elasticidad y elevada resistencia a la rotura. Aunque para aplicaciones corrientes puede emplearse el acero duro, cuando se trata de muelles que han de soportar fuertes cargas y frecuentes esfuerzos de fatiga se emplean aceros al sicilio con temple en agua o en aceite y revenido.
p. Acero pudelado
Acero no aleado obtenido en estado pastoso.

q. Acero rápido
Acero especial que posee gran resistencia al choque y a la abrasión. Los mas usados son los aceros tungsteno, al molibdeno y al cobalto, que se emplean en la fabricación de herramientas corte.
r. Acero refractario
Tipo especial de acero capaz de soportar agentes corrosivos a alta temperatura.
s. Acero suave
Acero dúctil y tenaz, de bajo contenido de carbono. También se obtiene este tipo de acero, fácil de trabajar en frió, aumentando el porcentaje de fósforo( aumentando un 0,15% ) y de azufre( hasta un 0,2% ). Tiene una carga de rotura por tracción de unos 40 kg/mm2, con un alargamiento de un 25%.
t. Aceros comunes
Los obtenidos en convertidor o en horno Siemens básico.
u. Aceros finos
Los obtenidos en horno Siemens ácido, eléctrico, de inducción o crisol.
v. Aceros forjados
Los aceros que han sufrido una modificación en su forma y su estructura interna ante la acción de un trabajo mecánico realizado a una temperatura superior a la de recristalización.

CARACTERÍSTICAS MECÁNICAS Y TECNOLÓGICAS DEL ACERO
Representación de la inestabilidad lateral bajo la acción de una fuerza ejercida sobre una viga de acero.
Aunque es difícil establecer las propiedades físicas y mecánicas del acero debido a que estas varían con los ajustes en su composición y los diversos tratamientos térmicos, químicos o mecánicos, con los que pueden conseguirse aceros con combinaciones de características adecuadas para infinidad de aplicaciones, se pueden citar algunas propiedades genéricas:
Su densidad media es de 7850 kg/m³. En función de la temperatura el acero se puede contraer, dilatar o fundir. El punto de fusión del acero depende del tipo de aleación y los porcentajes de
elementos aleantes. El de su componente principal, el hierro es de alrededor de 1.510 °C en estado puro (sin alear), sin embargo el acero presenta frecuentemente temperaturas de fusión de alrededor de 1.375 °C, y en general la temperatura necesaria para la fusión aumenta a medida que se aumenta el porcentaje de carbono y de otros aleantes. (excepto las aleaciones eutécticas que funden de golpe). Por otra parte el acero rápido funde a 1.650 °C.
Su punto de ebullición es de alrededor de 3.000 °C. Es un material muy tenaz, especialmente en alguna de las aleaciones usadas para
fabricar herramientas. Relativamente dúctil. Con él se obtienen hilos delgados llamados alambres. Es maleable. Se pueden obtener láminas delgadas llamadas hojalata. La hojalata es
una lámina de acero, de entre 0,5 y 0,12 mm de espesor, recubierta, generalmente de forma electrolítica, por estaño.
Permite una buena mecanización en máquinas herramientas antes de recibir un tratamiento térmico.
Algunas composiciones y formas del acero mantienen mayor memoria, y se deforman al sobrepasar su límite elástico.

La dureza de los aceros varía entre la del hierro y la que se puede lograr mediante su aleación u otros procedimientos térmicos o químicos entre los cuales quizá el más conocido sea el templado del acero, aplicable a aceros con alto contenido en carbono, que permite, cuando es superficial, conservar un núcleo tenaz en la pieza que evite fracturas frágiles. Aceros típicos con un alto grado de dureza superficial son los que se emplean en las herramientas de mecanizado, denominados aceros rápidos que contienen cantidades significativas de cromo, wolframio, molibdeno y vanadio. Los ensayos tecnológicos para medir la dureza son Brinell, Vickers y Rockwell, entre otros.
La corrosión es la mayor desventaja de los aceros ya que el hierro se oxida con suma facilidad incrementando su volumen y provocando grietas superficiales que posibilitan el progreso de la oxidación hasta que se consume la pieza por completo. Tradicionalmente los aceros se han venido protegiendo mediante tratamientos superficiales diversos. Si bien existen aleaciones con resistencia a la corrosión mejorada como los aceros de construcción «corten» aptos para intemperie (en ciertos ambientes) o los aceros inoxidables
Posee una alta conductividad eléctrica. Aunque depende de su composición es aproximadamente de 3 · 106 S/m. En las líneas aéreas de alta tensión se utilizan con frecuencia conductores de aluminio con alma de acero proporcionando éste último la resistencia mecánica necesaria para incrementar los vanos entre la torres y optimizar el coste de la instalación.
Se utiliza para la fabricación de imanes permanentes artificiales, ya que una pieza de acero imantada no pierde su imantación si no se la calienta hasta cierta temperatura. La magnetización artificial se hace por contacto, inducción o mediante procedimientos eléctricos. En lo que respecta al acero inoxidable, al acero inoxidable ferrítico sí se le pega el imán, pero al acero inoxidable austenítico no se le pega el imán ya que la fase del hierro conocida como austenita no es atraída por los imanes. Los aceros inoxidables contienen principalmente níquel y cromo en porcentajes del orden del 10% además de algunos aleantes en menor proporción.
Un aumento de la temperatura en un elemento de acero provoca un aumento en la longitud del mismo. Este aumento en la longitud puede valorarse por la expresión: δL = α δ t° L, siendo a el coeficiente de dilatación, que para el acero vale aproximadamente 1,2 · 10−5 (es decir α = 0,000012). Si existe libertad de dilatación no se plantean grandes problemas subsidiarios, pero si esta dilatación está impedida en mayor o menor grado por el resto de los componentes de la estructura, aparecen esfuerzos complementarios que hay que tener en cuenta. El acero se dilata y se contrae según un coeficiente de dilatación similar al coeficiente de dilatación del hormigón, por lo que resulta muy útil su uso simultáneo en la construcción, formando un material compuesto que se denomina hormigón armado. El acero da una falsa sensación de seguridad al ser incombustible, pero sus propiedades mecánicas fundamentales se ven gravemente afectadas por las altas temperaturas que pueden alcanzar los perfiles en el transcurso de un incendio.
GRADOS DE ACERO
Acero de refuerzo de grados de 40 y 60 ksi (2800 y 4200 kg/cm2) son usados e
Aún cuando el refuerzo de grado 60 tiene mayor rendimiento y resistencia última que el de grado 40, el módulo de elasticidad del acero es el mismo y aumentar los esfuerzos de trabajo también aumenta el número total de grietas en el concreto. A fin de superar este problema, los puentes generalmente tienen separaciones menores entre barras. El refuerzo de grado 60 no es tan dúctil como el de grado 40 y es más difícil de doblar
5. ENSAYOS DE LABORATORIO QUE APLICAN Y FORMA DE TOMA DE MUESTRAS.
Ensayo a tensión en barras de acero, según norma Coguanor NGO 360
Se muestrea 1 barra lisa o corrugada de acero de un metro de longitud, por cada 10 tonelada métricas o fracción de la producción. Las barras de acero son empleadas como refuerzo en el hormigón armado (concreto) clasificando las barras en grados estructurales de acuerdo al límite de fluencia, esfuerzo máximo y las especificaciones de dicha norma.
Maquinaria y equipo
• Cinta métrica graduada en milímetros.
• Vernier o calibrador digital.
• Balanza con capacidad de 20 kg y aproximación de ± 0,5 gramos
• Punzón de 2” (5 cm).
• Martillo.
• Pinzas para elongación de 5% y 20%
• Máquina Universal con sistema para ensayo a tensión de barras de acero
Procedimiento
• Identificar con número o letra correlativa cada muestra o cualquier nomenclatura de identificación.
• En un formato registrar la clasificación, identificación y medidas.

• Medir la longitud inicial de cada barra en metros.
• Medir el espacio de una corrugas en milímetros mm, sin tomar en cuenta el área marcada con símbolos, letras o números que utiliza como identificación el fabricante. Si la barra es lisa obviar este dato.
• Medir con vernier altura y diámetro; tomando la altura de corruga más el diámetro simultáneamente, en cm. Si la barra es lisa obviar este dato.
• Medir con vernier el diámetro inicial; tomando la parte lisa de la barra, en cm.
• Medir con vernier el ancho de ribete en milímetros. Si la barra es lisa obviar este dato.
• Tomar la masa de cada barra en kg.
• Anotar en el formato el tipo de corruga de cada barra ya sea en “X”, “V”, espiral o lisa.
• Marcar cada barra a lo largo con el punzón de 5 cm (2”).
• Colocar la barra en la Máquina Universal, sujetándola con mordazas, (mordazas planas para barras lisas y barras corrugadas menores de 3/8” de diámetro y mordazas curvas para barras de diámetro mayor a 3/8”).
• Aplicar carga axial a tensión en kg fuerza, observando y anotando la carga cedente, carga máxima y carga de ruptura.
Figura A.4. Comportamiento del acero a tensión

• Retirar la barra ensayada, unir las dos piezas; para tomar las medidas finales, medir con las pinzas la elongación ocurrida en 5% y 20% tomando de referencia las cuatro marcas más cercanas a la falla.
• Medir con vernier el diámetro final en cm, donde ocurrió la falla de la barra.
Cálculos
• Masa unitaria:
m.u. = m / l
Donde:
m.u. = Masa unitaria en kg/m
m = Masa de la barra en kg
l = Longitud de barra en metros
• Área
Ae = (m.u. / dacero) x 10 000
Donde:
Ae= Área efectiva de la barra en cm²
m.u. = Masa unitaria en kg/m
dacero = Densidad del acero (7 850 kg/m3)
• Diámetro inicial calculado:
Di = [√ (Ae/ 0,785)] x 10
Donde:
Di = Diámetro inicial en mm

Ae = Área efectiva en cm²
0,785 = π / 4 = constante
• Perímetro:
P = π X Di
Donde:
P= Perímetro de la barra en cm
Di = Diámetro inicial calculado en cm
• Altura de corruga:
HC = [(H y Di) - Di] x10
Donde:
HC= Altura de corruga en mm
H y Di = Altura y diámetro inicial en cm
Di = Diámetro inicial en cm
• Cordón o Ribete:
ΣR / 2
Donde:
R = Ribetes en cm
• Esfuerzos:
σcedente = (Pced. / Ae) X 0,0980665
σmáximo = (Pmáx. / Ae) X 0,0980665
σruptura = (Prup. / Ae) X 0,0980665

Donde:
σcedente = Esfuerzo cedente en MPa
σmaximo = Esfuerzo máximo en MPa
σruptura = Esfuerzo de ruptura en MPa
Pced. = Carga cedente en kg
Pmáx. = Carga máxima en kg
Prup. = Carga de ruptura en kg
Ae = Área efectiva en cm²
Reportar
• Clasificación e identificación del proveedor.
• Masa unitaria.
• Área efectiva.
• Diámetro inicial calculado.
• Perímetro.
• Espaciamiento.
• Altura de corruga.
• Ribete.
• Porcentaje de egación en 5% y 20%.
• Esfuerzo cedente.
• Esfuerzo máximo.
• Esfuerzo de ruptura.
• Grado estructural.
• Número de varilla.

Verificación
Los datos a reportar de las barras de acero deben cumplir las especificaciones de la Norma Coguanor NGO 36011, tabla 1 y tabla 2, para ser aceptada, e indicar el grado según la tabla 3 de clasificación.
ENSAYOS MECÁNICOS
I. ENSAYO DE TRACCIÓN
a) GENERALIDADES
El ensayo más importante para la determinación de las propiedades de resistencia estática de un material, es sin duda alguna el de tracción. Con él se determinaran:
1. La resistencia a la tracción σB= tensión máxima referida a la sección primitiva.2. El alargamiento de rotura δ=alargamiento medio de probeta considerando la
longitud después dl ensayo con relación a ala anterior a la rotura.3. El límite de extensión superior σSO=tensión con la cual la probeta se alarga sin
adición de carga.4. El límite de extensión inferior σSU=tensión mínima con la cual aún persiste la
deformación comenzada en el límite de extensión superior, sin aumentar la carga.5. El límite de extensión técnico (límite dl 0.2) σ0.2=tensión necesaria para provocar
una extensión permanente en la pieza del 0.2% de su longitud primitiva, al retirar la carga.
6. El límite de elasticidad σE= tensión máxima que no produce deformación permanente. Por convención, se puede considerar como límite de elasticidad el límite de 0.003% o menos, entendiéndose por ello el alargamiento permanente de un 0.003%, o menos, de la longitud primitiva de la probeta, al retirar la carga.
7. La estricción Ψ, consistente en el estrechamiento de la sección de rotura expresada en tanto por ciento.
Para poder comparar las propiedades de resistencia de diversos materiales y para que los ensayos sean realizados con uniformidad, el ensayo de tracción ha sido normalizado en la hoja DIN 1605, en lo que a su realización y al acotado de probetas se refiere. Para el ensayo de planchas de poco espesor se ha confeccionado la hoja DIN 50114. En ésta se exponen las dimensiones de las probetas, así como los puntos de referencia para la aplicación de los diferentes tamaños de ensayo. En la hoja DIN DVM 125 se dan más orientaciones para la preparación de las probetas.

De éstas existen dos variaciones: las normales y las llamadas proporcionales. Las dimensiones de las probetas de ensayo planas y circulares, así como su forma se detallan en las figuras 1 a 1c. En la hoja de normalización DIN 1605 se especifica que el incremento de carga por segundo no debe sobrepasar a 1 Kg/mm2, y los valores obtenidos deben ser expresados con una aproximación de 0.1 Kg/mm2
IMAGENES
Los resultados del ensayo de tracción constituyen las bases para el ulterior proyecto de elementos de máquinas. A pesar de ello, en la mayoría de casos, el ensayo de tracción se realiza para utilizar el material más adecuado para la producción de elementos proyectados de antemano con indicación específica de material. En estos casos se trata pues del ensayo de una muestra.
IMÁGENES
b) PREPARACIÓN DE LAS PROBETAS
La preparación de las probetas requiere mucho tiempo. Para la realización rápida y minuciosa de probetas de plancha se ha acreditado como utilísimo un dispositivo especial (figura 2a). Las llamadas proporcionales, que solamente se utilizan en el examen de muestras, debido al bajo coste de preparación y también a que frecuentemente pueden ser utilizados desperdicios de material para su preparación, se atornillan entre la mordaza móvil y la fija. Con una fresa de alto rendimiento se da a la probeta la forma indicada en la figura 2 b. Fresada una cara de ésta, se afloja la palanca de fijación colocada en la parte derecha del dispositivo y se provoca un giro completo de toda la parte superior del dispositivo, incluida la probeta. Esta parte superior se asienta, para mayor precisión, en unos bulones de centraje, con lo cual se logra una colocación centrada y el ajuste preciso al mover seguidamente la palanca de fijación.
IMAGENES
La distancia entre las entalladuras y la longitud total de las diferentes probetas, pueden marcarse en el dispositivo con el propósito de simplificar el trabajo y acelerarlo sensiblemente al fresar estas probetas de tracción planas.
En caso de urgir la necesidad de efectuar frecuentemente ensayos de tracción con tiras de aleaciones ligeras, es posible alcanzar una mayor aceleración en el trabajo mediante el
empleo de las rapidísimas fresadoras existentes para esta clase de metales con el sistema de fresado por copia. Estas fresadoras se denominan también de tupí de brazo superior. Siguiendo este proceso es posible obtener en 24 horas una producción de 2000 probetas y a veces incluso más.
La preparación de barras de tracción de metal electrón merece especial atención por parte del fresador. Una vez fresadas, es absolutamente imprescindible que todos los cantos vivos sean alisados con tela de esmeril. El no realizar esta operación implica el falseamiento de los resultados de resistencia, y especialmente el de alargamiento de rotura, debido a que no es posible determinar con exactitud el efecto debilitador de las entalladuras y su sensibilidad de éstas en el metal electrón.
Otra posibilidad de acelerar los ensayos radica en el empleo d plantillas-patrón, con la forma de las probetas que son requeridas en gran número.
c) PREPARACIÓN PARA EL ENSAYO
El espesor y anchura de las barras de tracción se mide cuidadosamente en tres puntos antes de verificar el ensayo, debido a que no deben excluirse pequeñas irregularidades durante el fresado que pueden afectar el espesor de éstas. Las tres medidas tomadas de la sección transversal se anotarán preferentemente como indica el siguiente cuadro. M1 M2 y M3, son los tres puntos que deben medirse, dos en los extremos y uno en el centro de la probeta (Figura 2b).
IMÁGENES
La preparación de probetas cilíndricas va invariablemente unida al concepto de torno. Es posible lograr una producción rápida de este tipo de barras de tracción si se mecanizan sobre un moderno torno cilíndrico de utillajes que lleve acoplada una guía de conicidad. Esta guía de conicidad se puede sustituir por una sencilla plantilla reproductora, cuya preparación no ofrece dificultad alguna.
El torneado de la longitud comprendida entre las cabezas, según indica la figura 3, puede así verificarse en una sola operación sin necesidad de sacar y girar la pieza. Para una barra de tracción d0= 10 mm las figuras 4 y 5 ilustran con un esquema de plantilla reproductora.
Con el trabajo de plantilla se garantiza un gran ahorro en el tiempo de producción.

IMÁGENES
En la preparación (Fig. 1) es de recomendar una perfecta transición de la parte cilíndrica a la cónica, pues las irregularidades (como son las entalladuras) en ese sentido provocan la rotura prematura, a veces, en el último tercio de la pieza. Para la determinación de la sección normal se procederá siguiendo el sistema empleado para las probetas planas.
IMÁGENES
Con la Tabla 1 se facilita el cálculo de las secciones transversales. En los libros de texto se hallan constantemente, por ejemplo, fórmulas para el hexágono y el octágono, así como para la corona circular, difícilmente aplicables a la determinación de las secciones de las barras de tracción. Por tal motivo se han desarrollado para el hexágono, el octágono y también la corona circular tres nuevas fórmulas, dando así mayor seguridad y rapidez al cálculo de sus respectivas secciones. Para el ensayo de tracción, la experiencia ha mostrado como más racional enfocar el cálculo de las secciones normales a partir de caras paralelas de polígonos, así como del espesor de pared en el caso de los tubos.
Previamente al estirado, las probetas deben se ranuradas para que después de la rotura pueda ser determinado el alargamiento de rotura medio en el intervalo considerado. Normalmente, dicho ranurado se efectúa a mano con la ayuda de un peine de cuchillas (Fig. 6). Con mayor rapidez y exactitud trabajan las máquinas grabadoras como las que se detallan en las figuras 7, 8 y 9. La figura 7 muestra una máquina grabadora construida por Amsler. En esta máquina se graban una por una las ranuras, a la distancia conveniente, al hacer girar a mano la manivela. En el dispositivo grabador que se muestra en las figuras 8 y 9, se graban todas las ranuras al mismo tiempo haciendo girar el peine de cuchillas. Con este sistema, se contribuye también a acelerar el ensayo de resistencia a la tracción. Esta máquina grabadora ha sido desarrollada por Durener Metallwerk, especialmente par aleaciones ligeras; pero debiera ser aplicable, sin mayores dificultades, a otros metales cambiando solamente el peine de cuchillas por otro de acero más duro y tenaz.
Materiales sensibles a entalladuras y agrupamientos, como, por ejemplo, el metal electrón, no deben ser marcados con agujas de acero bajo ningún concepto, debido a que las ranuras provocan la prematura aparición de la rotura. Para marcar las rayas se recomienda usar tinta, lápiz o lápiz de copias.
El centrado de la probeta en los órganos tractores o mordazas de la máquina debe hacerse completamente vertical. Un centrado oblicuo provoca distorsiones en los

resultados. Es aconsejable colgar en la mesa móvil de la máquina extensora una plomada, de tal suerte que el canto de la probeta sujetada céntricamente por las mordazas, pueda ser dirigida verticalmente.
Una vez realizada esta operación, se introduce la otra cabeza de la probeta en la mordaza fija de la máquina. Otro punto de suma importancia para la perfecta realización del ensayo de tracción, es la disposición del mecanismo de mordaza. Las probetas planas son aprisionadas en el cabezal tensor con las llamadas cuñas mordientes, que, a medida que aumenta la tensión, comprimen con más fuerza la cabeza de la probeta.
Si l engrase de las superficies deslizantes de las mordazas es inadecuado o insuficiente, la barra de tracción sufre desplazamientos, y en este caso los resultados no son satisfactorios. Es interesante lograr que el deslizamiento de las mordazas sea óptimo en todo momento. El aceite es inadecuado para el engrase de las superficies deslizantes, ya que el incremento de presiones superficiales lo expulsa, requiriéndose a tal fin grasa grafitada, cuya película no se rompe con el aumento de presión y con la cual se reduce a un mínimo el rozamiento de las superficies. Merecen especial atención las dos cuñas mordientes, que deben deslizarse fácil y uniformemente para evitar todo esfuerzo flector provocado por una cuña rezagada. El deslizamiento de las probetas se presenta también si las que se ensayan son de acero de resorte o tienen gran calidad de superficie. Esta contingencia se obvia en la mayoría de los casos intercalando tela de esmeril entre la cabeza de la probeta y las mordazas. También los resultados pueden ser falseados si en las máquinas d ensayo hidráulicas se acumula aire, sea por el motivo que fuere en las conducciones de aceite a presión. Es absolutamente necesario, después de haber efectuado reparaciones, como, por ejemplo, el recambio de piezas en el sistema hidráulico, provocar la salida de todo el aire.
IMAGENES d) EL PROCESO DE TRACCIÓN
Las modernas máquinas de ensayo universales están equipadas con registradores que graban el proceso de extensión automáticamente mientras dura éste. En la figura se aprecia claramente uno de estos registradores automáticos. En los diagramas que dibujan se reflejan con nitidez todas las variaciones que sufren las probetas durante el ensayo.
IMAGENES

Las curvas de extensión varían según los materiales, las propiedades elásticas de cada uno de ellos y sus estructuras de constitución.
SE SALTÓ DE LA PAG. 22 A LA 27 ?????
PAG. 27.
Los gráficos permiten, pues, con rapidez y seguridad las determinación del alargamiento de rotura dados y la distancia útil de medida, sin que sea necesaria la utilización de la regla de cálculo.
IMÁGENES
En la interpretación del ensayo es imprescindible hacer constar si los resultados obtenidos fueron con probetas normales o proporcionales, largas o cortas, debido a que los valores del alargamiento de rotura de estas últimas son más elevados que los alargamientos de las largas. A la relación de los valores de alargamiento de rotura para una misma clase de probetas, puede darse el cociente 1.25 tratándose de aceros al carbono corrientes.
Con los aceros aleados de frecuente uso es preciso determinar dicha relación, pues está íntimamente ligada a los componentes de los mismos.
IMAGENES
La estricción Ψ de las barras de tracción se expresa por la relación numérica ΔF existente entre la diferencia de secciones normales inicial F0 y final de rotura FB.
Ψ=F0−FBF0
∗100= ΔFF0
∗100%
Los límites de elasticidad y de proporcionalidad solamente pueden obtenerse midiendo cuidadosamente con el extensómetro de espejos Martens. Este procedimiento requiere mucho tiempo, y como no es imprescindible, y menos aún en ensayos de muestras, queda excluido de nuestras consideraciones. Tiene exclusivamente interés para fines de orden científico.

La capacidad de trabajo de un material se investiga aplicando la planimetría en la superficie formada por el diagrama de extensiones. La determinación de esta característica no reviste extrema importancia cuando se trata de muestras de material existente en el comercio y del cual ya se suponen conocidas, por la experiencia, estas características.
El examen de la rotura en las barras de tracción proporciona al ensayista experimentado datos interesantes sobre las propiedades del material. La estricción, especialmente, permite apreciar si el material ofrece buenas características de trabajo y elasticidad. El ensayista con poca experiencia no debe intentar, bajo ningún concepto, descubrir demasiadas cualidades con la simple observación de la rotura; para ello se requiere larga experiencia y conocimientos profundos de la especialidad.
II. ENSAYO DE COMPRESIÓN
a) GENERALIDADES.
Se dice que un cuerpo está sometido a compresión cuando fuerzas exteriores a él tienden a acortarlo. El ensayo por compresión se distingue únicamente del de tracción por ser las fuerzas de sentido opuesto. Por este motivo, las fórmulas que se aplican en esta clase de ensayos no sufrirán variaciones más que signo. La formación del diagrama carga –acortamiento es similar al diagrama de alargamientos. También en el ensayo de compresión se llega a un punto en que el material fluye, llamado límite de aplastamiento, σDf ;
IMAGENES
Se define por la tensión de compresión necesaria para provocar un acortamiento permanente del 0.2%. Puede suceder que el límite de aplastamiento no aparezca, en cuyo caso se procederá a su medición, como en el ensayo de tracción, utilizando extensómetros de alta precisión.
Las extensiones de aplastamiento máximas es posible solamente averiguarlas tratándose de materiales quebradizos, o sea agrios, ya que los de constitución blanda o extremadamente plástica son comprimidos totalmente en láminas. Para estos últimos se utiliza como escala de calidades la expresión <<grado de deformación>>, que se define por la tensión necesaria para acortar una probeta en el 10%, también a veces el 25%, con relación a su altura primitiva.
Tensión de rotura = resistencia a la compresión.

σ−B=σdb=PmaxP0
Kg /mm2
Acortamiento =aplastamiento
Δl=l0-lb
En donde l0=altura antes del ensayo
Lb=altura después del ensayo
σ=l0−lblo
∗100%
Aumento de la sección normal
Ψ=FB−FOFO
∗100%
Se someten generalmente al ensayo por compresión los materiales pétreos, ladrillos, hormigón, madera y metales. La forma más usual de las probetas es la cúbica para material pétreo y madera. Cuando se trata de metales se usan prismas de sección normal cuadrangular o circular.
La proporción existente entre las dimensiones fundamentales de una probeta para el ensayo de compresión, debe ser:
n= h√F
=1
(F= sección normal; h=altura).
Solamente manteniendo este criterio referente a las dimensiones se pueden realizar ensayos que den valores homogéneos. En el siguiente cuadro se detallan las dimensiones usuales para diferentes materiales.
MATERIAL LONG. ARISTA OBSERVACIONESMateriales pétreos 5-7 cmCemento puro 5 cm

Hormigón 20 cm12 cm
Madera 5-10 cm Debe estar secadaMetal h=5d
h=0.88 dh=2d
n=1Probetamás generalizada
b) PREPARACIÓN DE LAS PROBETAS
El ensayo por compresión de ladrillos para la construcción, puede realizarse con probetas de tres formas diferentes:
1. Por aserrado de un cubo con 6.5 cm de arista2. Por división en dos partes iguales de un ladrillo. Las dos mitades se unen con
mortero de cemento graso y las superficies se nivelan con el mismo mortero, al que se le debe dar por lo menos una semana para su completo fraguado.
3. Por unión de varias probetas de mayor tamaño a manera de un muro. Las superficies de compresión se nivelan como se indica en el punto anterior, con la misma clase de mortero.
La resistencia a la compresión de ladrillos de la misma calidad, determinada por los tres procedimientos precedentes, se relaciona aproximadamente de la siguiente forma: 100:74:26.
Para el examen según 1 y 2 deben ser examinados como mínimo diez ladrillos del mismo tipo, y de los valores obtenidos se extrae la media aritmética.
IMAGENES
Resistencia a la compresión, mínima de ladrillos de fábrica:
Clinker 350 Kg/ cm2
Ladrillo santo (vitrificado) 250 Kg/cm2
Ladrillo recocidoI clase 150 Kg/cm2
II clase 100 Kg/cm2
En la preparación de las probetas es de suma importancia conceder un interés especial al acabado paralelo de las superficies de compresión. En las probetas fabricadas sobre torno, el paralelismo de las aristas y caras queda absolutamente garantizado, pero las probetas preparadas, aún con el mayor esmero, por otros métodos, presentan siempre pequeñas

irregularidades, que pueden ser subsanadas por colocación sobre platos de compresión con rótula esférica.
Las probetas de cemento y hormigón se preparan en moldes de las medidas deseadas. Las de fábrica de ladrillo reciben el acabado en un dispositivo especial. Con éste se logra un paralelismo exacto entre las dos superficies de compresión, sin necesidad de correcciones engorrosa.
III EL ENSAYO ESTÁTICO DE FLEXIÓN
a) GENERALIDADES:
El ensayo estático de flexión se efectúa principalmente con materiales agrios. Los materiales de características plásticas se someten preferentemente a un ensayo tecnológico de doblamiento o plegadura. De la fundición de hierro, material frágil, es sabido que no se pueden obtener valores de alargamientos de rotura, y en consecuencia tampoco es posible elevar conclusiones sobre su tenacidad. La flecha máxima en el ensayo estático de flexión con fundición de hierro da una noción de la tenacidad y es al mismo tiempo un valor comparativo para diversas clases de fundición.
En la hoja de normalización DIN 1691 se especifican las flechas mínimas como medida de la tenacidad, junto con las resistencias a la tracción.
Para el ensayo por flexión de la fundición de hierro se prescriben barras de 30 mm de diámetro y 650 mm de longitud.
Estas barras se obtienen de la misma colada con la que se han fundido piezas, formando su molde parte de un de éstas. L ensayo se verifica con la corteza dura de la fundición. Si la barra se ensayara sin esta capa, los valores se apartarían de los que realmente existen en las piezas coladas. Los datos obtenidos no servirían como escala comparativa de resistencias para este material.
IMAGENES
En la figura anterior se aprecia que la barra, en el ensayo de flexión, se apoya sobre dos rodillos distanciados entre sí 600 milímetros. En el centro de la barra-ensayo actúa la carga concentrada de flexión P. Las flexiones se miden por medio de un micrómetro esférico colocado debajo de la barra. De no poseer un diámetro de 30 mm, la distancia entre los apoyos debe ser proporcional al diámetro transversal de la barra, según la igualdad ls=20 d. En secciones no circulares sirve el que tendría si se redujesen éstas a

circulares como punto de partida para todos los cálculos. La tensión de flexión se obtiene por la fórmula:
σ bB=P∗l04∗W
Kg /mm2
P= carga concentrada de flexión, en kilogramos.
l0=distancia entre los apoyos.
W=momento resistente=π32d3=0.1d3 enmm2
Partiendo de la flecha fmax, indicada en el momento de la rotura por el micrómetro, se calcula la flexión por unidad de longitud. Esta flecha unitaria, con símbolo φ, tiene por valor:
φ=f maxls
∗100%
Partiendo también de la flexión elástica, se determina el módulo de elasticidad si
previamente se extraen valores medios de cada carga por su flecha producida ( Pf ) , y , sustituyendo estos valores medios ( Pf )en la igualdad, se tiene:
E=
ls3
48 J∗P
fKg /cm2
J= momento de inercia de la sección normal. En el caso expuesto, J=0.05 d4 en cm4
ls=en centímetros.
f=en centímetros.
b) REALIZACIÓN DEL ENSAYO
Es sumamente importante evitar la caída de las piezas rotas; para ello se recomienda envolver antes del ensayo la barra con una tela, con lo cual, después del ensayo, aquellas quedan cogidas. También puede prepararse una jaula d tela metálica que recogerá las piezas en su caída.

La carga concentrada de flexión debe incidir normal y exactamente en el punto medio, a fin de obtener valores fidedignos y evitar el trabajo asimétrico de la máquina.
IV. LA PRUEBA DE CIZALLAMIENTO
Este ensayo tiene como fundamento averiguar la resistencia que ofrecen al desplazamiento secciones adyacentes de material sometido a esfuerzos radiales.
De los dos sistemas comúnmente utilizados, de corte simple y de corte doble, el último es el que merece preferencia, porque las tensiones que tienden a provocar flexiones en la probeta son absorbidas con más facilidad, ganándose exactitud en los resultados. Los valores de los esfuerzos de cortadura son función del tiempo, o sea de la duración de ensayo, y también del tipo de máquina empleado. Generalmente se elige para la duración de este ensayo el mismo tiempo que para el de tracción; por lo tanto, el incremento de carga por segundo será aproximadamente 1 kg/mm2.
En este ensayo son muy importantes son muy importantes las calidades de medida de las piezas móviles, de los taladros para la colocación de la pieza y de la misma pieza. Es interesante hacer notar que el incumplimiento de estas condiciones hace completamente inservibles los valores hallados, debido a que éstos oscilan entre límites imprevisibles. La tensión de cizallamiento se calcula por:
τ= P2FKg /mm2 Para cizallamiento doble,
τ= PFKg /mm2Para cizallamiento simple,
Siendo F=d2π4en mm2
Prácticamente, no pueden relacionarse los valores del ensayo por cizallamiento con el de tracción. Puede aceptarse, empero, que la resistencia al cizallamiento de aceros corrientes al carbono representa el 60% de la resistencia de los mismos a la tracción. Para metales ligeros del grupo Al-Cu-Mg puede aceptarse un 65% y par aleaciones de Al-Mg y similares, un 55%
V. EL ENSAYO DE TORSIÓN

Como ensayo estático, el de torsión no reviste gran importancia. Consiste especialmente en al fijación de una probeta cilíndrica con dos pares de mordazas, de los cuales uno es móvil. En el fijo se mide el momento de torsión transmitido. Éste es producido por fuerzas exteriores al sistema.
La tensión de torsión se calcula por:
T fB=M dmax
W pKg /mm2
En dondeW p=π16d3=0.2d3e
Para secciones circulares, y para secciones de coronas circulares:
W p=π16
⌊ D4−d4
D⌋
Este examen no está normalizado, pero a pesar de ello se recomienda que la relación √F : l se mantenga constante para facilitar la comparación de ensayos (l=longitud de la probeta; F=sección).
VI. EL ENSAYO DE DUREZA
a) GENERALIDADES
La definición, desde le punto de vista físico, de dureza, es de todos conocida: resistencia que opone un cuerpo al empotramiento de otro en su superficie. Como clasificación más antigua de durezas para diversos materiales es reconocida universalmente, la escala de Mohs. Ésta no tiene siquiera el menor valor para el ensayo de probetas, ya que es utilizada exclusivamente como escala comparativa para la dureza de minerales.
Los valores numéricos que expresan la resistencia al empotramiento se obtienen de las más diversas formas aplicando procedimientos técnicamente muy distintos entre sí. Como procedimientos más importantes para el ensayo de la dureza de materiales se han acreditado los de Brinell, Rockwell, Vickers y el de dureza elástica.
En los talleres se aplican los tres procedimientos que par ensayo de dureza permiten la mayor exactitud posible. Éstos son: el ensayo mediante la bola de Brinll según DIN 50351, el de graduación Rockwell con carga previa según DIN DVM 50103 y, finalmente, el ensayo

de dureza de Vickers siguiendo las normas de DIN DVM 50133. Cada uno de estos tres procedimientos citados tiene características ventajosas y otras que no lo son.
Cuando se citan grados de dureza es necesario indicar en todos los casos si se trata de cifras Brinell, Rockwell o Vickers.
b) El ensayo mediante la bola de Brinell
Según DIN 50351, consiste en comprimir una esferita de acero, durante 15 segundos, con aumento constante de carga hasta llegar a la máxima, contra la probeta. La carga máxima debe actuar durante 30 segundos. Con materiales de durezas iguales o mayores que 100 Kg/mm2, la experiencia ha demostrado que bastan 10 segundo y a veces menos.
Materiales muy dúctiles y maleables requieren la acción de la carga durante 120 segundos (por ejemplo: plomo, cinc, material antifricción, etc.)
Al suprimir ésta, quedará marcada en la probeta una huella en forma de casquete esférico cuyo diámetro en milímetros se medirá con microscopios a partir de dos visuales adyacentes verticales.
IMAGENES
Bajo el símbolo de dureza Brinell HB en Kg/mm2 se define la carga media sobre la unidad de superficie en la huella impresa. Si representamos por F en mm2 la superficie de la huella, el cálculo de la dureza Brinell es:
HB=2PFKg /mm2
h=D−√D2−d22
Kg /mm2 ;
Sustituyendo tenemos:
HB= 2PπD (D−√D2−d2)
Kg/mm2

En las tablas numéricas de la Asociación Alemana para el ensayo de materiales DVM se relacionan los diversos diámetros de huella y carga utilizada, en función de las durezas Brinell. Se aconseja fijar estas tablas en la máquina, lo que permitirá hallar rápidamente el valor de las durezas.
El diámetro de la esferita de acero depende del material, del espesor de cada probeta y de la carga prevista. Las cargas que se emplean son múltiplos del diámetro de la bola, elevado al cuadrado. En la tabla siguiente se encuentran las cargas en función del diámetro de la bola para el ensayo de diversos materiales. Además, el diámetro de la bola que se utiliza viene limitado por el espesor de la probeta, como indica la tabla
TABLA
Si se utilizan las tablas numéricas, sólo es condición importante que sean fácilmente comparables los valores en las columnas verticales, mientras que los horizontales pueden oscilar entre límites bastante amplios.
Para cada material hay destinada, por lo tanto, una columna de cargas. Será completamente incorrecto, por ejemplo, determinar la dureza de un acero con una bola de 10 mm y una carga de 7.81 kilogramos.
La distancia del centro de la huella a una arista de la probeta o entre dos huellas vecinas debe ser como mínimo 2d.
El ensayo de dureza Brinell solamente puede realizarse en buenas condiciones sobre piezas con las superficies perfectamente pulidas, pues en caso contrario será muy difícil medir la huella sin cometer error. Los microscopios anteriormente citados posibilitan una perfecta medición del diámetro de la huella con una tolerancia de 0.001 mm, lo cual da gran exactitud en el valor de las durezas. Las ventajas de estos microscopios se aprecian especialmente cuando se trata de ensayar materiales de dureza cercana a 300 Kg/mm 2. Con pequeñas bolas, por ejemplo de 2.5 mm, y para durezas tan elevadas, se tendrá que medir con apreciaciones de 0.001 mm si se desea obtener valores exactos.
Con los diámetros de huella que dan las bolas de 5 ó 10 mm es suficiente una tolerancia de una centésima de milímetro, pues el error que se comete no altera el resultado. Lupas de aumento, en donde las medidas fraccionarias de huella han de sr tanteadas, son completamente inservibles para el ensayo de durezas debido a que los errores cometidos en estos tanteos son incompatibles con la exactitud que requiere este tipo de ensayo. Igualmente, no son nada aconsejables los medidores mecánicos de profundidad, de

construcción anticuada, con los que se mediría la distancia existente ente la superficie y el punto más profundo de la huella. Los errores que estos aparatos entrañan so excesivamente grandes para poder hablar siquiera de valores de dureza aproximados. Algunas máquinas de ensayo modernas se suministran con un dispositivo óptico, de manera que en el cabezal puede verse y medirse la profundidad de la huella sobre una pantalla traslúcida.
Se ha demostrado que es necesario añadir en el informe del ensayo los diámetros de bola, la carga y la duración de la misma.
Por ejemplo:
D= 2.5 mm ; P= 187.5 kg;
Duración de carga: 30 segundos:
Nomenclatura y expresión de la dureza: H 2,5∨187.5∨30;
Por H 10∨30000∨30 se expresa el ensayo fundamental, que para abreviar, se representa por H n.
Según la hoja de normalización 50351, el primer factor del grado de carga debe ser pospuesto al valor de dureza HB si ha sido usada la bola de 10 mm y una duración de carga de 10 segundos.
Por ejemplo; HB 30 ó HB significan: la dureza Brinell se efectuó con 3000 kg o con 500 kg de carga, con una duración de 10 segundos.
Únicamente cuando existen variaciones de las condiciones normales se añaden: el diámetro de la bola y la duración de la carga. Por ejemplo: HB 30/2,5 -25 o HB 5/5-25 significan que la dureza Brinell se ha obtenido con el grado de carga 30 D2 ó 5 D2, usando bola de 2,5 mm ó 5 mm, en una duración de ensayo de 25 segundos.
Tabla 3: Factores de conversión para cálculo de la resistencia a la tracción partiendo de la dureza Brinell.

Material Factor de conversión
Aceros al carbono 0.36Acero aleado 0.34Cobre, latón 0.40Bronce laminado 0.32Metal blanco 0.32Bronce fundido 0.23Aleaciones de Al-Cu-Mg 0.35Aleaciones de Al-Mg 0.44Aleaciones de Mg 0.43Aluminio de fundición 0.26
Sobre la duración del ensayo para la investigación de durezas por el procedimiento Brinell caben ciertas consideraciones: en el ensayo directo se emplean aproximadamente 3 minutos, incluyendo la medición de diámetro y el cálculo: si es necesaria la preparación previa de la probeta, que consiste en segados, cortados y pulidos, sumando este tiempo al anterior el ensayo se prolonga aproximadamente a 5 minutos.
Relación entre la dureza Brinell y la resistencia a la tracción.
La dureza Brinell tiene una notable relación con la resistencia a la tracción y es posible hallar ésta numéricamente. Las relaciones mutuas han sido fijados por gran número de investigaciones desarrolladas en amplia escala: los factores de conversión se multiplican por los valores de dureza Brinell, o se dividen por los de resistencia a la tracción, para obtener de uno el otro.
La Tabla 3 tiene por objeto dar una visión de los factores hallados hasta el presente. Al aplicar estos factores de conversión es importante tener en cuenta que han sido hallados experimentalmente por ensayo y, por lo tanto, no están exentos de variaciones. La tabla representa únicamente valores medios fruto de innumerables ensayos.
Si por cualquier causa se calcula la dureza Brinell o la resistencia a la tracción con estos factores, ello debe ser anotado en el informe de ensayo, para que en el criterio sobre estos valores se tengan en cuenta las siempre posibles variaciones. Por ejemplo, se ha obtenido para un acero al Cr-Ni una dureza Brinell de H=263 kg/mm2. La resistencia a la tracción se calculará: σ B=0.34 X H≃0.34 X 263≃89 kg∨mm2. Una aleación Al-Cu-Mg ofrece una resistencia de 42 kg|mm2; la dureza Brinell será:

HB=σ B0.35
= 420.35
≈120 kg∨mm2
La dureza Brinell tiene por límite 400 kg/mm2; las durezas que sobrepasan este valor son determinadas por los procedimientos Rockwell o Vickers (ensayo con diamante).
c) DUREZA ROCKWELL CON CARGA PREVIA
Las modernas máquinas de ensayo ya no se fabrican para realizar puramente las pruebas de dureza Brinell, sino que modificadas, se han convertido en máquinas con carga previa (figura abajo). La probeta recibe en estos modelos una carga previa de 10 kg antes
de entrar en vigor la principal.
Simultáneamente con la carga previa la pieza recibe una compresión, o sea un prensado, contra el cabezal de la máquina. Por medio de esta compresión contra el cabezal, la superficie de ensayo no sufre ninguna deformación, ya que durante la prueba la pieza se halla invariablemente sujetada entre el plato soporte y el punzón. Como es natural, este ensayo exige también una superficie de acabado lisa y plana para que se logre una buena huella. Las discontinuidades en la probeta se nivelan con un plato soporte fijado sobre rótula esférica.

Las máquinas equipadas con comparadores de profundidad son generalmente universales; quiere esto significar que son útiles para la prueba de dureza aplicando varios sistemas, generalmente para los ensayos Brinell y Vickers.
La especial ventaja del sistema con carga previa radica en la rapidez con que se hallan las durezas de los materiales. Este procedimiento es, pues, junto con el de Vickers –descrito en el apartado d)--, el más apropiado para el examen de grandes series.
Se aplican tres clases de puntas:
1. El diamante Rockwell;2. La bola de acero de 1/16” de diámetro;3. La bola de acero de 2.5 mm de diámetro.
Como ha sido debidamente subrayado en el apartado b), los ensayos de dureza por este procedimiento de bola alcanzan también como máximo 400 kg|mm2. Durezas superiores a la indicada se tratan con puntas de diamante; careciendo de éstas, la dureza Brinell solamente podrá investigarse con esferas de metal duro.
La prueba con diamante Rockwelll de punta cónica en ángulo de 120°, se identifica por la expresiónRockwell-C. Los valores de las durezas llevan pospuestas las letras Rc. En esta clase de ensayos no se mide el diámetro de la huella del diamante, sino su profundidad, como dato comparativo de durezas. La profundidad de la huella es indicada por un comparador

adecuado a tal fin, con nonius que aprecia 0.01 mm, generalmente empotrado en la parte superior frontal de la máquina.
El desarrollo del ensayo en el siguiente: se acerca la probeta contra el cabezal de la máquina provocando el ajusto del cual se ha hablado anteriormente. Para ello se levanta el punzón, haciéndolo descansar con peso propio de 10 kg sobre la probeta, o se hace descender después del ajuste. Con ello se logra que la carga al comenzar la prueba sea siempre la misma (10 kg). Como segunda operación se ajusta el comparador en el 0 y se suelta la carga principal. Después de indicar la aguja del comparador, por su inmovilidad, que el diamante ha detenido su avance en la pieza, se retira la carga principal, quedando la punta en su lugar con los 10 kg. De carga. A continuación se lee el valor de la dureza Rockwell Rc indicada en el comparador.
La punta de diamante es adecuada para piezas sometidas a tratamientos térmicos. En este último caso, la capa endurecida debe tener como mínimo un espesor de 0.5 mm; si fuese menor, la punta podría taladrar esta zona tratada, dando lugar a una errónea interpretación de la dureza.
Para piezas poco duras se aplica el ensayo Rockwell.B. para ellos encuentra aplicación la bola de 1/16”. La carga principal es de 100 kg. El ensayo y la lectura del comparador se hacen en el mismo orden y bajo las mismas condiciones descritas anteriormente. A la dureza obtenida de tal manera se posponen las letras Rb.
Generalmente no se utiliza la bola de 1/16”, sino el grado de carga 30 D2, según aconseja DIN 50351, con diámetro de gola de 2.5 mm y carga de 187.5 kg. La carga previa es igualmente de 10 kg y el comparador se regula e interpreta bajo las mismas condiciones. Al valor de la dureza se anteponen en esta clase de pruebas las letras H v.
Construyendo una curva se destaca la proporcionalidad existente entre las durezas halladas por el procedimiento de carga previa y el de Brinell. Esta curva es de fácil construcción y puede ser examinada en obras especializadas. Los valores de H v oscilan algo, de manera que no siempre coinciden los valores de Brinell con los calculados partiendo de la huella.
Estas oscilaciones no revisten importancia en los ensayos en serie, debido a que, para una tolerancia de 40 unidades Brinell, éstas se mantienen al mismo nivel, y además, la tolerancia de durezas se mantiene igual ala del comparador.
Para aclarar lo dicho se representan dos curvas en las Tablas 4 y 5. Para cada material es distinta la curva, por lo que será necesario construir una parte cada uno.

La duración del ensayo con carga previa es de, aproximadamente, ½ minuto, lo que, respecto al ensayo Brinell, representa un gran ahorro de tiempo, debiéndose dar, en consecuencia, preferencia a este procedimiento.
Es también digno de destacarse el que, en la práctica, la duración de accionamiento de la carga no influye sensiblemente en el valor de la dureza. Únicamente en casos extremos es necesario sujetarse exactamente a las prescripciones normalizadas referentes al tiempo en que ésta debe actuar. Para poder comparar experiencias realizadas por distintos procedimientos, la Tabla 6 ilustra claramente con curvas las relaciones referentes a ensayos Rockwell-Brinell y Rockwell-Shore (dureza elástica), ambos con carga previa.
Con la observación de esta tabla se advierte que se trata de resultados facilitados por diversos laboratorios y que fueron obtenidos analizando diferentes materiales. Estas curvas, por lo tanto, son inaceptables como completamente correctas, pero dan una idea suficientemente clara de su formación.
Como aparato de ensayo portátil utilísimo para dureza Rockwell se ha acreditado el desarrollado porFocke-Wulf. Permite la perfecta fijación de la muestra durante el ensayo, lo cual repercute en la obtención de valores que no desmerecen en nada de los de las máquinas estacionarias. La dureza Rockwell se lee claramente en el comparador de profundidades acoplado. La carga se compresión actúa por accionamiento de un volante que da lugar a la posibilidad de escoger entre una amplia gama de esfuerzos. Se preferirá siempre hacer l prueba con el diamante Rockwell y con la bola de 1/16”, por la ventaja que representa la medición directa con la lectura en el comparador. También cabe la posibilidad de sustituir los punzones, fácilmente intercambiables, por el diamante Vickers, midiendo la profundidad de la huella con un microscopio reticulado.
d) LA DUREZA VICKERS
La dureza Vickers se examina con la ayuda de un diamante en forma de pirámide cuadrangular. El ángulo de abertura del vértice es de 136°. Ha sido elegido precisamente este ángulo porque corresponde exactamente con el cono de impresión de la zona de contacto en las huellas marcadas con bola de d= 0.357 D. Por tal motivo, las durezas Vickers coinciden con toda exactitud hasta la unidad de dureza de 300 grados Brinell, ya que la tendencia actual es mantener en este último procedimiento el valor d= 0.357 D.

Operando de tal suerte, los factores de corrección expuestos anteriormente encuentran también aplicación para la conversión de durezas Vickers en resistencias a la tracción.
La dureza se calcula del mismo modo que por el sistema Brinell:
HV= PF,
Siendo P la carga empleada en los diferentes casos y F el área de la pirámide formada bajo acción de la misma.
F= D2
2 sen68 °= D 2
1.854
HV=1.854 XPD2
kg∨mm2
La penetración de la punta de diamante es 1/7 de la diagonal del rectángulo punzonado sobre la pieza. Para el cálculo de la dureza, la diagonal del rectángulo punzonado se mide con una aproximación de 0.001 mm.
Cargas para ensayos de dureza Vickers
Punta Carga en Kg
Diamante Vickers 1, 2, 3, 4, 5Ángulo de vértice de 136° 10, 20, 30, 40,
50, 60, 80, 100, 120
Como cargas preferentes se señalan 10, 30 y 60 kilogramos. La distancia mínima que debe existir entre dos ensayos consecutivos sobre la misma pieza es 3 veces D. se considera como mínima la misma distancia partiendo de las aristas.
Para la identificación de la carga empleada a la abreviatura HV se anota como subíndice el valor de aquella; por ejemplo H V 60, a pesar de que la dureza Vickers sea completamente independiente de la carga.

El ensayo Vickers es, por la amplia gama de cargas admisibles de 1 – 120 kg, muy adecuado para ensayar probetas de espesores reducidos y piezas endurecidas térmicamente o por otros métodos de endurecimiento superficial en poca profundidad, ya que el tamaño de la huella realizada con el diamante no afecta la exactitud del cálculo.
En superficies cementadas de poca penetración, el diamante Rockwell con 150 kg de carga atraviesa la capa endurecida, dando lugar a falsas interpretaciones sobre la verdadera dureza de la zona cementada. En las figuras se determinan las relaciones entre el espesor mínimo de la probeta y la dureza de la misma, con las diferentes gamas de cargas.
En la figura 40 se muestra una máquina para el ensayo de durezas por los procedimientos Brinell y Vickers con cargas de 46.9 a 3000 kg y con el escalonado de cargas Vickers de 50, 60, 80 100 y 120 kg. La huella de diamante, o en su caso las diagonales de la huella Vickers, se aprecian con una exactitud de 0.001 mm y con toda nitidez en una pantalla óptica situada en la parte alta de la máquina. El acoplamiento del microscopio reticulado en la máquina ofrece la ventaja de poder determinar inmediatamente la dureza Brinell o Vickers de cada prueba sin necesidad de medir y calcular la huella de la bola o del diamante, con un microscopio independiente. Otra ventaja de esta disposición es la más segura, exacta y racional manera de trabajar.
e) LA DUREZA ELÁSTICA
Esta dureza se determina utilizando el esclerómetro de Shore, aprovechando las características de elasticidad de los aceros templados como escala de durezas. se hace caer perpendicularmente un pequeño martinete cilíndrico con punta redondeada de diamante, de 2.6 g de peso, conducido a través de un tubo de
Vidrio de su mismo diámetro sobre la probeta. Al caer encima de la pieza, el martinete rebota hasta avanzar una altura determinada, esta altura de rebote se lee en un a graduación paralela al tubo de vidrio e indica la dureza. La escala patrón para esta clase de ensayos la proporciona el acero el carbono eutectoide, que se supone con 100 unidades de dureza. Guiándose por las diferentes alturas de rebote es posible formas una idea de la dureza de las piezas con relación al acero al carbono eutectoide.
El valor de ésta depende de la preparación de la superficie de la probeta y del tamaño de la misma. Los valores menos discordantes y con ello los mas exactos, se obtiene cuando la

pieza maciza, el apoyo lizo sobre toda la superficie-soporte y la superficie asimismo completamente lisa y nivelada.
Debido s representarse estas durezas solamente en valores relativos respecto a un acero al carbono de composición conocida no guardan éstos relación con la resistencia a al tracción como es el caso de la durezas brinell y vickers. Este sistema de ensayo se emplea con frecuencia para piezas endurecidas, como son, por ejemplo, laminadores, fresas y herramientas similares
EL DUROSCOPIO
Aparato similar al péndulo de charpy, consiste de una esfera colocada en el extremo de n brazo de palanca, que se proyecta, desde una altura determinada, contra una probeta, por la elasticidad de éstas, la masa pendular es rechazada en sentido opuesto a su trayectoria primitiva, arrastrando consigo una saeta que indica el rebote máximo alcanzado, el cual da la medida de la dureza.
Esta no sigue ninguna ley de semejanza que permita relacionarla con los tres procedimientos de ensayo descritos en los párrafos anteriores
Ensayo de dureza por golpeo
Ensayo de dureza de poldi
El aparato desarrollado por la empresa poldi para el ensayo de durezas por golpe de martillo es de pequeño tamaño y muy manejable
Este aparato encuentra aplicación en cualquier lugar y bajo toda clase de condiciones de los talleres, como son: almacenes, piezas fabricadas y piezas de forja, asi como también las maquinas-herramientas. Este procedimiento de ensayo de dureza es comparativo por efectuarse dos huellas por golpe, una sobre una barra patrón que sirve de comparación y otra sobre la pieza que se ensaya , la dureza viene expresada por las diferencias entre ambas huellas se halla por la formula
h2=D−√D2−d2D−√D2−d22

Los diámetros de las huellas macadas en la varilla de comparación y sobre el cuerpo que se ensaya se miden con la lupa suministrada junto con el aparato. La dureza se lee en unas tablas de reducción, confeccionadas para fundición de hierro, latón, fundición de bronce, cobre y fundición de aluminio, añadidas también al equipo del aparato. E l uso de este pequeño dispositivo está muy generalizado pro su fácil manejo y el acceso sin dificultades a piezas grandes o d difícil localización
Ensayo de dureza con el aparato Werner
El campo de la aplicación de este martillo de golpeo con la bola es el mismo que el de aparato poldi. En cuanto el transporte, es algo mas incomodo que es del aparato poldi, debido a su tamaño algo mayor. Es muy importante la perfecta fijación y colocación de la pieza a ensayar, ya que de ello dependen los calores que se obtienen. Los resultados discordantes suelen ser producidos por un afijación no suficientemente rígida y por tenerla probeta una masa insuficiente
Ensayo de dureza por ranurado
Para este ensayo de durezas de cuerpos con altos coeficientes de fragilidad, los procedimientos descritos son inservibles, debido a que, bajo la acción de la carga, las probetas sufrirán roturas, para ello se utiliza actualmente el esclerómetro martens.
Recientemente ha hecho aparición en el mercado un nuevo aparato bajo el nombre de Diritest con microcopio basculante acoplado, que , con toda seguridad, generalizara el ensayo de durezas por ranurado relegando al olvido las dificultades que entraña la búsqueda de la ranura sobre la probeta con el microscopio reticulado cuando se emplean las máquinas corrientemente en uso, la presión de corte es variable, pro medio de una carga sobre el diamante, y por lo tanto es posible escoger la carga apropiada para cada material.
Este aparato es de uso muy apropiado para la comprobación de superficies tratadas galvano técnicamente, capas de eloxal y cementados de poca profundidad.
Ensayo de limado
No debe ser pasada por alto la antiquísima prueba de limado. Es principalmente aplicada cuando se desean distinguir piezas templadas o endurecidas superficialmente de aquellas

que son blandas. Para ello se utiliza una lima especial destinada a esta clase de ensayos. Es de tipo cuadrangular, templada con gran esmero, partiendo de una dureza incial muy elevada. Si limado las piezas endurecidas desprenden limaduras, la superficie no presenta dureza cristalina; si no desprende virutas, la superficie presenta dureza característica
ENSAYOS DE RESISTENCIA DINÁMICOS
Ensayo de resilencia
Generalidades
El ensayo de choque por flexión permite calcular la resilencia de los materiales. El trabajo de rotura necesario para ello en kilográmetros se refiere a la unidad de superficie cm2 en la sección transversal de la probeta. Junto a los valores de resistencia obtenidos es necesario especificar las condiciones bajo las cuales se verifico el ensayo, la forma de las probetas y las temperaturas
Forma de probetas
Como se muestra las proveas alemanas de ensayo para el choque por flexión; de éstas, la probeta b esta normalizada. Las entallas semicirculares se mecanizan por fresado o taladrado. Las rugosidades dejadas pro la fresa en el fondo de la entalla deben ser eliminadas a mano con una piedra de esmeril, debido a que pueden disminuir el valor del choque por flexión
Realización y justificación del ensayo
La probeta, que descansa en soportes especiales, recibe la acción de una masa pendular que produce su rotura, el trabajo requerido para ésta, expresado en kilográmetros es la medida para obtener la resilencia. Las roturas y el valor de las resilencias están sujetos a las variables: temperatura de ensayo y forma de la entalla, se distinguen las roturas de deformación y las roturas de separación. La utilidad del ensayo al choque por flexión es distinguir si un material sometido al golpeo tiende a la rotura de separación o si esta tiene posibilidad de realizarse sin deformación previa. Igualmente se pone de manifiesto si un acero ha sido sometido a tratamientos térmicos inadecuadamente y su tendencia al envejecimiento y a la acritud
Resultados de ensayo
Partiendo del trabajo requerido A para producir la rotura de la probeta, y de la sección transversal F de la misma en el fondo de la entalla, se calcula el valor de la resiliencia pro

A=A/F
ENSAYOS DE RESISTENCIA A LA FATIGA
Generalidades en la inmensa mayoría de os casos, para que resista una pieza en construcción, interesa conocer solamente la resistencia a la fatiga del material como dato fundamental. Esta representada únicamente una fracción de la resistencia del materia sometido a carga estática o con aumento progresivo lento. Por tal motivo es absolutamente necesario el ensayo de resistencia a la fatiga da diversos materiales
Es el objetivo de este ensayo crear los valores numéricos de las posibilidades de trabajo de los materiales sometidos continuamente a cargas inmediatas
Conceptos y nomenclatura
En el ensayo de resistencia a la fatiga se empelan cargas intermitentes; quiere esto decir que son cargas cuyos calores varían con frecuencias mu elevadas, siempre entre ciertos limites.
La tensión crece desde el calor cero hasta uno máximo, cae seguidamente baho cero hasta llegar a un mínimo y vuelve a subir. Estas variaciones se de denominan juego de carga. Generalmente puede aceptarse la intermitencia de carga como una superposición de una tensión estática y otra oscilación con campo de tensión igual a ambos sentidos
Curva de wohler
Previamente a la confesión de una curva de wohler se ensayan cierto numero de barras con cargas intermitentes, que van incrementándose progresivamente de probeta en probeta, hasta alcanzar el imite de juego de cargas, o sea el valor de juegos carga que es soportado continuamente por el material sin que aparezca la rotura por la intermitencia de éstas. La tensión media o la mínima se mantienen constantes. Las cifras de juegos de carga y la resistencia al desgaste que les corresponden, dan la fijación de puntos en la grafica de wohler. El eje sobre el cual se hallan mercados los juegos o sea resistencia, en cambio, lo esta linealmente.
Para el acero se considera que son suficientes diez millones de juegos. Para los materiales ligeros conviene extender el número de juegos de la carga hasta veinte millones para determinar la resistencia a los esfuerzos alternados que son soportados indefinitivamente por el material sin aparición de rotura. De la curva de wohler se deducen los conocidos cuadros de resistencia ala fatiga, que son de valiosa ayuda para el cálculo al proyectista de mecanismos. Además de los conceptos de resistencia tanto estática como a la fatiga,

existe el de resistencia al tiempo. Es la resistencia a las oscilaciones con el campo de tensiones superior al que correspondería a la resistencia ala fatiga.
Una pieza sometida a esta clase de tensiones tiene en consecuencia una duración limitada, expresada usualmente en horas servicio, teniendo en cuenta el campo de tensiones aplicado. La resistencia a la fatiga, también llamada resistencia a los esfuerzos alternados, se calcula por las leyes que rigen en la resistencia de materiales.
Las cuatro tensiones variables se distinguen principalmente por las diferentes alturas que adquiere la tensión media.
1. La resistencia a las alternancias. La tensión media vale cero. Los límites entre los cuales oscila el campo de tensión es igual en ambas partes.
En este campo existen las tensiones de alternancias puras. Si el campo adquiere la altura de la resistencia al desgaste correspondiente, reciben el nombre de resistencias a las alternancias
2. Tensión primitiva. La tensión media es igual al campo de tensión. La tensión inferior es cero. La tensión crece desde cero hasta un máximo positivo, disminuyendo nuevamente hasta cero.
Si el campo de tensión alcanza la altura de la correspondiente resistencia a la fatiga, el valor se denomina tensión primitiva.
3. La tensión media es mayor que cero, pero menos que el campo de tensión. En este caso subsiste la tensión de fatiga permanente
4. La tensión media es mayor que cero y mayor que el campo de tensión. Existe tensión de fatiga comprendida en el campo de tensiones primitivas. Llamase también tensión de fatiga permanente con carga aumentada
Maquinas y probetas
Se distinguen fundamentalmente dos tipos de maquinas unas mantienen igual la carga durante el ensayo y otras las deformaciones.
Al primer tipo corresponde la maquina flexionadora continua con la probeta giratoria de la firma schenk, darmstadt; al segundo, la maquina dobladora plana del antiguo laboratorio de ensayos alemán para la navegación área.
Para las acciones de extensión compresión se emplean corrientemente maquinas de pulsados sobre la cuales se realizan ensayos para la determinación de tensiones primitivas

por tracción y compresión, así como tensiones de alternancias igualmente en el sentido de tracción compresión.
En maquinas antiguas pueden actualmente acoplarse pulsadora de manera que sea posible verificarse ensayos tanto estáticos como dinámicos.
La resistencia al desgaste se comprueba siempre sobre varias muestra macizas iguales ente si y lisas. La superficie de estas debe estar pulida a máximo. La forma de las que se fijan dependen en cada caso del tipo de la maquina empleada. La transición del cuerpo cilíndrico a la cabeza de fijación esta forrada por una cuidadosa acanaladura que parte tangencialmente de la parte cilíndrica ya mocionada. Los rayados debidos al pulido o incluso las ranuras que provienes del torneado deben se excluidos necesariamente, pues cualquier erosión de este tipo hace las veces de entalla, acelerando rápidamente la producción de la rotura.
Es claramente comprensible, dado lo expuesto, que el ensayo a la fatiga de los laterales exige la mas perfecta calidad de las superficies. En la practica, naturalmente, no siempre se cumplen estas condiciones y por ello las cifras dela fatiga que se suelen indicar nunca alcanzar el valor real. En la mayoría de las ocasiones se alcanzan solamente los límites permanentes de fluidez para evitar deformaciones en los elementos constructivos. Cuando la piezas llevan entallas es preciso realizar un ensayo suplementario para determinar el factor de entalla, que siempre debe de ser considerado en cualquier calculo
Relaciones con las resistencias estáticas
Para el acero, partiendo de innumerables datos estadísticos se han hallado los siguiente valores
Resistencia a las intermitencias = 0.47 *resistencia a la tracción +- 20%
Resistencia alas intermitencias = 0.65 * limite de extensión
La resistencia a las alternancias por tracción y compresión es aproximadamente 0.7 veces, y la resistencia a las alternancias por torsión aproximadamente 0.57 veces, la resistencia alternada a la flexión. Las inexactitudes son relativamente elevadas, pareciendo mas aconsejable realizar para cada tipo de ensayo el de resistencia ala fatiga aunque implique cierta perdida de tiempo. Con resistencias a la tracción elevadas, a partir de 100 kilogramos por milímetro cuadrado, la resistencia al desgaste no aumenta perceptiblemente
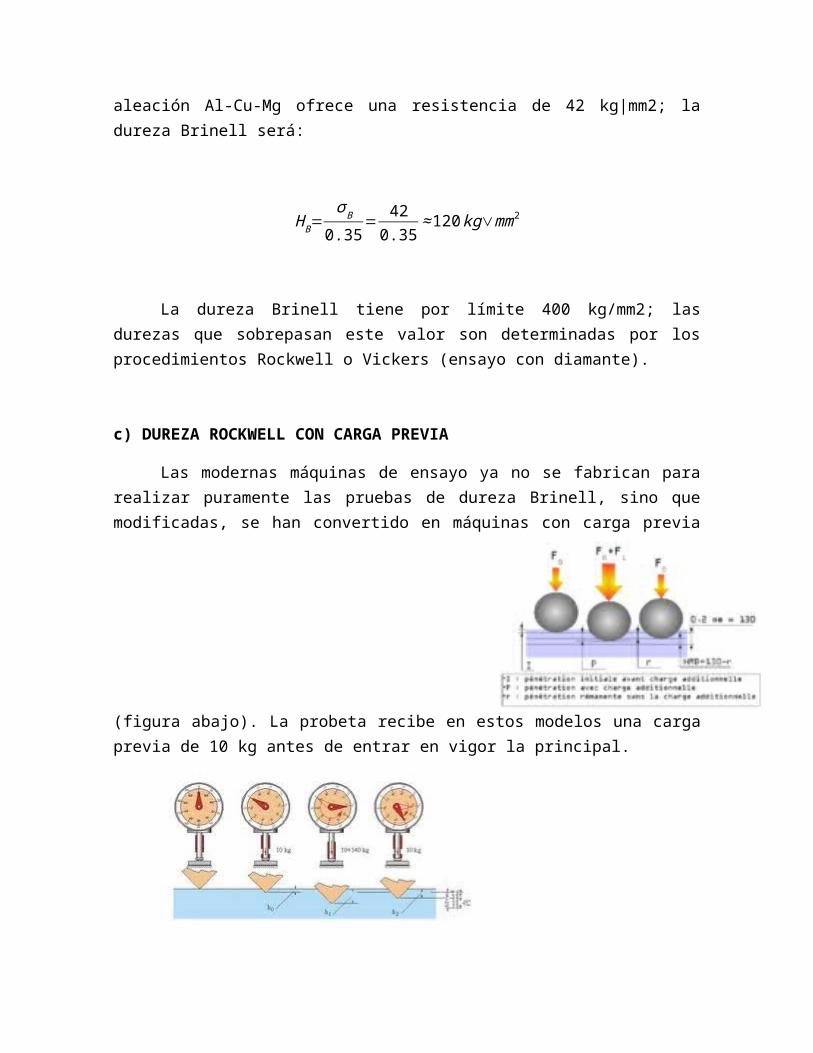
.- MATERIAS PRIMAS Y MATERIALES
Los lingotes, palanquillas y rieles de ferrocarril de sección T, empleados para la fabricación de las barras de acero de refuerzo para hormigón armado, no deberá tener un contenido de fosforo mayor de 0.05%; sin embargo, en un análisis de comprobación realizado por el comprador en una barra determinada, se podrá aceptar como máximo 0.065% de fosforo.
.- MUESTREO
Para las barras del numero 2 al 11 inclusive, se hará un ensayo de tensión uno de doblado por cada 10 toneladas métricas o fracción, de cada tamaño de barra; las muestras serán de 1 m de longitud. Para las barras del número 14 y 18 se hará un ensayo de tensión por cada 10 toneladas métricas o fracción, de cada tamaño de barra, las muestras serán de 1 m de longitud.
Si los resultados de la prueba de tensión tuvieran una diferencia no mayor de 14MPa por debajo del valor mínimo especificado para la máxima resistencia a la tensión, o una diferencia no mayor de 7MPa por debajo del límite de fluencia mínimo especificado o una diferencia no mayor de 2% por debajo de la elongación requerida, se podrá hacer un reensayo con un espécimen representativo de la misma colada o lote original. Si los nuevos resultados obtenidos satisfacen las especificaciones, el lote deberá aceptarse.
6. NORMAS NACIONALES E INTERNACIONALES A CUMPLIR
Llave de acero aleado para herramientas o acero al cromo-vanadio. Como existe una variedad muy grande de clases de acero diferentes que se pueden producir en función de los elementos aleantes que constituyan la aleación, se ha impuesto, en cada país, en cada fabricante de acero, y en muchos casos en los mayores consumidores de aceros, unas Normas que regulan la composición de los aceros y las prestaciones de los mismos.
Por ejemplo en España actualmente están regulados por la norma UNE-EN 10020:2001 y antiguamente estaban reguladas por la norma UNE-36010, ambas editadas por AENOR

Existen otras normas reguladoras del acero, como la clasificación de AISI (de hace 70 años, y de uso mucho más extenso internacionalmente), ASTM, DIN, o la ISO 3506
BARRAS DE ACERO PARA HORMIGON ARMADO (CONCRETO)
.-OBJETO: Esta norma tiene por objeto establecer las especificaciones para las barras de acero empleadas en el hormigón (concreto).
.-DEFINICIONES
.- Barra de acero lisa, es la que tiene forma cilíndrica y sin corrugaciones en su superficie.
.- Barra de acero corrugada, es la que tiene forma cilíndrica con corrugaciones en su superficie.
.- Corrugaciones, son las deformaciones en relieve o resaltadas hechas a las barras con el objeto de aumentar su adherencia al hormigón.
.- Diámetro nominal
.-Barras lisas, es el diámetro correspondiente a la sección transversal de la barra lisa, es decir, sin corrugaciones.
.- Barras corrugadas, es el diámetro equivalente al diámetro de una barra lisa que tiene la misma masa por unidad de longitud que la barra corrugada.
.-Área nominal, es el área de la sección transversal de la barra, y es igual a multiplicar 0.785 por el diámetro nominal al cuadrado.
.-Perímetro nominal, es la medida nominal del contorno de la barra, y es igual a 3.1416 veces el diámetro nominal.
.-Cordón de separación, es el resalte longitudinal que une los extremos de las corrugaciones.
.-Masa unitaria, es la masa de la unidad de longitud de la barra de acero. (Nota: para el cálculo de la masa unitaria deberá usarse una densidad absoluta del acero de 7.85kg/m3.
.-DEFINICIONES: Las barras de acero para hormigón armado se clasificaran de acuerdo al límite de fluencia mínimo en los siguientes grados:
.-ESPECIFICACIONES

.-Características generales
.-Fabricación, las barras lisas y corrugadas de acero al carbono deberán ser fabricadas por laminación de lingotes, palanquillas y rieles de ferrocarril de sección T, obtenidos por uno de los siguientes procesos: horno de solera abierta, convertidor básico de oxigeno y horno eléctrico. (Nota: los aceros de grado 228 (33) y de grado 276 (40) usualmente no se fabrican de riel de ferrocarril de sección T. El acero de grado 245 (50) se fabrica solamente de riel de ferrocarril de sección T.
.-Acabado, los productos a que se refiere esta norma deberán estar libres de defectos serios y mostrar un acabado uniforme. Sin embargo, ciertas irregularidades no se consideraran como defectos serios.
.-Dimensiones
.-Diámetro de las barras, los diámetros convencionales e uso corriente en Centroamérica son los que se indican en la tabla. En cuanto a sus tolerancias de fabricación, estas están expresadas en función de la tolerancia para la masa de una barra considerada.
.-Longitud de las barras, las barras de acero para hormigón armado se suministraran en longitudes de 6, 9 y 12m; sin embargo, las barras de 6.35mm (1/4 de pulgada) podrán ser suministradas en rollos.
.-Corrugaciones
.-Las corrugaciones deberán espaciarse a distancias uniformes y serán similares en tamaño y forma. El espaciamiento promedio entre corrugaciones en cada lado de la barra no deberá exceder siete decimos del diámetro nominal de la barra. Dicho espaciamiento se determinara dividiendo la longitud de la barra entre el número de corrugaciones y fracción contados sobre el mismo lado de la barra. Esta medida no deberá efectuarse sobre aéreas marcadas con símbolos, letras o números.
.-Las corrugaciones deberán localizarse con respecto al eje de la barra en tal forma que el Angulo no sea menor de 45®. Cuando las corrugaciones formen ángulos entre 45® y 70® inclusive, deberán alternarse opuestas en dirección a cada lado de la barra, o bien aquellas localizadas sobre un lado deberán ser inversas en dirección con respecto a las localizadas sobre el lado opuesto. Cuando las corrugaciones formen ángulos mayores de 70® no se requerirá alternar en dirección.

.-La longitud total de cada corrugación deberá ser tal que el ancho del cordón de separación entre los extremos de las corrugaciones no excedan del 12.5% del perímetro nominal de la barra. En el caso de barras con más de dos cordones de separación, el ancho total de los cordones no deberá exceder del 25% del perímetro nominal de la barra.
.-La altura promedio de las corrugaciones se indica en la tabla 1 y se determinara midiendo por lo menos dos corrugaciones típicas en tres puntos: al centro y a un cuarto de cada extremo de la longitud total de la corrugación.
.-Tolerancia permitida en la masa unitaria
Para las barras de 9.52 mm (tres octavos de pulgada) o mayores, se aceptara una tolerancia del 6% por debajo de la masa unitaria de una barra; para una barra de 6.35 mm (un cuarto de pulgada), dicha tolerancia podrá ser de 10%. En ningún caso, una masa unitaria mayor que la especificada en la tabla 1 podrá ser la causa de rechazo.
.-CARACTERÍSTICAS MECÁNICAS
.- Resistencia a la tensión, las barras de acero de refuerzo para hormigón armado, deberán cumplir con los requisitos mínimos de la máxima resistencia a la tensión.
Nota: Se calcula la resistencia a la tensión dividiendo la máxima carga que soporta el espécimen durante la prueba de tensión, entre el área de la sección transversal del espécimen antes de efectuar la prueba.
.- Limite de fluencia, las barras de acero de refuerzo para hormigón armado, deberán cumplir con los requisitos mínimos del límite de fluencia.
.- Elongación, las barras de acero de refuerzo para hormigón armado, deberán cumplir con los porcentajes mínimos de elongación.
.-Prueba de doblado, las barras de acero de refuerzo para hormigón armado deberán pasar la prueba de doblado a 180®; es decir, no deberán mostrar fractura en el lado exterior del doblez.
Las barras numero 14 y 18 no serán sometidas a esta prueba a menos que sea requerido por el comprador, en cuyo caso deberá proporcionar las especificaciones complementarias a esta norma

.- MATERIAS PRIMAS Y MATERIALES
Los lingotes, palanquillas y rieles de ferrocarril de sección T, empleados para la fabricación de las barras de acero de refuerzo para hormigón armado, no deberá tener un contenido de fosforo mayor de 0.05%; sin embargo, en un análisis de comprobación realizado por el comprador en una barra determinada, se podrá aceptar como máximo 0.065% de fosforo.
.- MUESTREO
Para las barras del numero 2 al 11 inclusive, se hará un ensayo de tensión uno de doblado por cada 10 toneladas métricas o fracción, de cada tamaño de barra; las muestras serán de 1 m de longitud. Para las barras del número 14 y 18 se hará un ensayo de tensión por cada 10 toneladas métricas o fracción, de cada tamaño de barra, las muestras serán de 1 m de longitud.
Si los resultados de la prueba de tensión tuvieran una diferencia no mayor de 14MPa por debajo del valor mínimo especificado para la máxima resistencia a la tensión, o una diferencia no mayor de 7MPa por debajo del límite de fluencia mínimo especificado o una diferencia no mayor de 2% por debajo de la elongación requerida, se podrá hacer un reensayo con un espécimen representativo de la misma colada o lote original. Si los nuevos resultados obtenidos satisfacen las especificaciones, el lote deberá aceptarse.
.- Método de prueba y análisis químicos
.-Pruebas y ensayos mecánicos, las pruebas mecánicas de tensión y doblado se llevaran a cabo empleando el equipo convencional adecuado.
La prueba de doblado se hará doblando la barra 180® alrededor de un mandril de acero cuyo diámetro está en función al diámetro de la barra y al grado del acero cuyo diámetro está en función al diámetro de la barra y al grado del acero; la fuerza deberá aplicarse en forma continua y uniforme, siendo la temperatura ambiente no menor de 16®C. El espécimen será de sección completa, recto y no doblado con anterioridad, y de una longitud no menor de 150mm; los bordes de los extremos del mismo podrán estar redondeados formando una curvatura de un radio no mayor de 1.6mm.
.- Análisis Químico, un análisis químico de cada solada o lote deberá ser hecho por el fabricante, determinándose contenidos de: carbono, manganeso, fosforo y azufre. La composición química del lote deberá reportarse al comprador a su requerimiento y este podrá hacer un análisis de comprobación a partir de barras terminadas. Cuando se fabrican los lingotes, el análisis deberá hacerse durante el afino de la colada.

.-MERCADO Y BASES DE COMPRA
.-Marcas, cada barra deberá ser marcada por el fabricante por lo menos a cada metro de longitud de la barra, en alto relieve o en otra forma clara e indeleble, con el grado del acero. Se puede utilizar una marca convencional cuyo significado sea de conocimiento público y este reconocida y autorizada por la entidad oficial de control de calidad.
.- Bases de compra, el comprador deberá indicar en la orden de compra, como mínimo los datos siguientes:
Material Grados de clasificación según la presente norma Números de designación o diámetros nominales de las barras Longitud de las barras Cantidad requerida, en kilogramos o en número de barras Cumplimiento con las especificaciones dadas en la presente norma Si se requiere, sello de conformidad con norma o certificado de calidad
.-INSPECCIÓN Y ACEPTACIÓN O RECHAZO
Un inspector representante del comprador tendrá libre acceso a la fábrica, mientras que dure el trabajo compactado, para verificar la concordancia con las especificaciones.
7. CONTROL DE CALIDAD EN LA PRODUCION
Se establecen los siguientes niveles para controlar la calidad del acero:
Control a nivel reducido Control a nivel normal Control a nivel intenso.

CONTROL A NIVEL REDUCIDO
Corresponde a gs = 1,20 y es de aplicación a barras, alambres y mallas lisas y corrugadas cuando se empleen como lisas.
El límite elástico correspondiente que debe considerarse en el cálculo no será superior a 2.200 kp/cm2.
El control consiste en comprobar, sobre cada diámetro:
su sección equivalente, que ha de cumplir lo especificado realizándose dos verificaciones por partida;
la no formación de grietas o físuras en los ganchos de anclaje
CONTROL A NIVEL NORMAL
Corresponde a gs = 1, 1 5.
El control consiste en:
Tomar dos probetas por cada diámetro y cantidad de 20 t o fracción para sobre ellas:
- Verificar que la sección equivalente cumple lo especificado
- En caso de barras corrugadas verificar que las características geométricas de sus resaltos están comprendidas entre los limites admisibles establecidos en el certificado de homologación
- Realizar después -de enderezado los ensayos de doblado simple a 180º y de doblado-desdoblado y las UNE 36.088/1/81. 36.092/1/81, 36.097/1/81 y 36.099/1/81.
Determinar, al menos, en dos ocasiones durante la realización de la obra, el límite elástico, carga de rotura y alargamiento en rotura como mínimo en una probeta de cada diámetro empleado. En el caso particular de las mallas electrosoldadas se realizarán, como mínimo, dos ensayos por cada diámetro principal empleado; y dichos ensayos incluirán la resistencia al arrancamiento del nudo soldado según la UNE 36.462/80.
En el caso de existir empalmes por soldadura verificar, de acuerdo con lo especificado en el apartado , la aptitud para el soldeo en obra.

CONTROL A NIVEL INTENSO
Corresponde a g s = 1,1.
El control consiste en:
Tomar dos probetas por cada diámetro y cantidad de 20 t o fracción, para sobre ellas:
-Verificar que la sección equivalente cumple lo especificado en 9.1.
-En el caso de barras corrugadas verificar que las características geométricas de sus resaltos están comprendidas entre los límites admisibles establecidos en el certificado de homologación
-Realizar después de enderezado los ensayos de doblado simple a 180º y de doblado-desdoblado y las UNE 36.088/1/81, 36.092/1/81, 36.097/1/81 y 36.099/1/81.
Realizar ensayos periódicos y sistemáticos de comprobación de las características del material especificadas en el Artículo 9º, no menos de tres veces en el curso de la obra y con un mínimo de una comprobación por cada 50 t. En cada comprobación se tomarán al menos dos probetas procedentes de cada diámetro utilizado.
en el caso de existir empalmes por soldadura se verificará la aptitud para el soldeo en obra según condiciones de aceptación o rechazo de los aceros al menos dos veces en el curso de la obra por diámetro.
ENSAYO DE APTITUD AL SOLDEO EN OBRA
Este ensayo se realizará sobre los diámetros máximo y mínimo que se vayan a soldar. De cada diámetro se tomarán seis probetas, realizándose con tres los ensayos de tracción y con las otras tres el doblado simple, procediéndose de la siguiente manera:
Ensayo de tracción: De las tres probetas tomadas para este ensayo, una se probará soldada y las otras sin soldadura, determinando su carga total de rotura. El valor obtenido para la probeta soldada no presentará una disminución superior al 5 por 100 de la carga total de rotura media de las otras dos probetas, ni será inferior a la carga de rotura garantizada.

De la comprobación de los diagramas fuerza-alargamiento correspondientes resultará que, para cualquier alargamiento, la fuerza correspondiente a la barra soldada no será inferior al 95 por 100 del valor obtenido del diagrama de la barra testigo de diagrama inferior.
La base de medida del extensómetro ha de ser, como mínimo, tres veces la longitud de la oliva.
Ensayo de doblado simple: Se realizará sobre tres probetas soldadas, en la zona de afección del calor (HAZ) sobre el mandril de diámetro indicado en si se trata de barras lisas y en el caso de barras corrugadas.
CONDICIONES DE ACEPTACIÓN O RECHAZO DE LOS ACEROS
Según el resultado de los ensayos a que ha sido sometido el acero y según los tres tipos de control admitidos se ajustará la Dirección de Obra a los siguientes criterios de aceptación o rechazo:
a) Control a nivel reducido
Comprobación de la sección equivalente: Si las dos verificaciones que han sido realizadas resultan satisfactorias, la partida quedará aceptada. Si las dos resultan no satisfactorias, la partida será rechazada. Si se registra un solo resultado no satisfactorio, se verificarán cuatro nuevas muestras correspondientes a la partida que se controla; y si alguna de estas nuevas cuatro verificaciones resulta no satisfactoria la partida será rechazada. En caso contrario, será aceptada.
Formación de grietas o fisuras en los ganchos de anclaje: La aparición de grietas o f isuras en los ganchos de anclaje de cualquier barra, obligará a rechazar toda la partida a la que la misma corresponda.
b) Control a nivel normal o a nivel intenso
Comprobación de la sección equivalente: Se efectuará igual que en el caso de control a nivel reducido.
Características geométricas de los resaltos de las barras corrugadas: El incumplimiento de los límites admisibles establecidos en el certificado de homologación, será condición suficiente para que se rechace la partida correspondiente.
Ensayos de doblado simple y de doblado-desdoblado: Si los resultados obtenidos en las dos probetas ensayadas son satisfactorios, la partida quedará aceptada. Si fallase uno de los resultados, se someterán a ensayo cuatro nuevas probetas. Cualquier

fallo registrado en estos nuevos ensayos obligará a rechazar la partida correspondiente. Finalmente, si los resultados obtenidos en las dos probetas inicialmente ensayadas no son satisfactorios, la partida será rechazada.
Ensayos de tracción para determinar el límite elástico, la carga de rotura y el alargamiento en rotura: Mientras los resultados de los ensayos sean satisfactorios se aceptarán las barras del diámetro correspondiente. Si se registra algún fallo, todas las barras de este mismo diámetro existentes en obra y las que posteriormente se reciban, serán clasificadas en lotes correspondientes a las diferentes partidas suministradas sin que cada lote exceda de las 20 toneladas. Cada lote será controlado mediante ensayos sobre dos probetas. Si los resultados de ambos ensayos son satisfactorios, el lote será aceptado. Si los dos resultados fuesen no satisfactorios, el lote será rechazado, y si solamente uno de ellos resulta no satisfactorio, se efectuará un nuevo ensayo completo de todas las características mecánicas que deben comprobarse, sobre 16 probetas. El resultado se considerará satisfactorio si la media aritmética de los dos resultados más bajos obtenidos supera el valor garantizado y todos los resultados superan el 95% de dicho valor. En caso contrario el lote será rechazado.
Ensayo de soldeo: En caso de registrarse algún fallo en el control del soldeo en obra, se interrumpirán las operaciones de soldadura y se procederá a una revisión completa de todo el proceso.
c) Control de aceros homologados en obras de edificación
En las obras de edificación si el material ostenta el Sello de Conformidad CIETSID homologado por el Ministerio de Obras Públicas y Transportes o bien otro Sello homologado en un Estado miembro de la Comunidad Económica Europea que tenga un nivel de seguridad equivalente, se procederá de la siguiente manera:
c-1) Si el proyectista prescribe el empleo de acero con este Sello y adopta g s = 1,15 el control a realizar será el correspondiente a nivel normal, pero estableciendo el muestreo sobre lotes de 20 t o fracción del total del acero, procedente de cada uno de los fabricantes, empleado en obra. Asimismo la comprobación de las características mecánicas se realizará sobre una probeta de cada marca de acero empleada. Si adopta gs = 1,10, el control que habrá de realizar será el del nivel normal, sin reducir la intensidad de muestreo. No se considera necesario aplicar a materiales con este Sello el control a nivel intenso.
c-2) Si no figura en el Proyecto el empleo de acero con este Sello y en él se prevé control a nivel normal, la Dirección de Obra podrá reducir la intensidad del muestreo con los mismos criterios establecidos en el apartado c- l), correspondientes al nivel normal; si en el Proyecto estaba previsto control a nivel intenso, la Dirección de Obra podrá autorizar el control a nivel normal.

c-3) En el caso de que se registre algún fallo en cualquiera de los ensayos, se procederá según lo indicado en b). Cuando se haya adoptado un gs = 1,15 el contra ensayo, para el ensayo de tracción, indicado en b) se realizará sobre dos probetas por cada diámetro y lote de todas las barras existentes en obra procedentes del fabricante de aquellas en las que se ha registrado el fallo y de las que posteriormente se reciban del mismo, sin que cada lote exceda de las 20 t.


















