8. Heati Treating
13
Chapter 8 Heat Treating Introduction Why Heat Treat? All superalloys, whether precipitation hardened or not, generally re- quire the application of heat for some period of time for purposes of preparing solid ma- terial for a subsequent processing step (ingot cogging, component forging, etc.). In addi- tion, some chemical processing, such as coat- ing, requires that heat and resultant high tem- peratures be applied to cause the chemical changes to occur. In order to effect micro- structural changes in alloys, heat invariably is required. Thus, heat treatment is the logical consequence of the processing requirements for superalloys as well as the logical precur- sor for the generation of optimal properties for many superalloy applications. What Is Heat Treatment? Strictly speak- ing, heat treatment is any application, for any amount of time, of a temperature sufficiently high as to accomplish one of the following: • Reduce stresses • Allow atom movements to redistribute ex- isting alloy elements • Promote grain growth • Promote new recrystallized grain for- mation • Dissolve phases • Produce new phases, owing to precipita- tion from solid solution • Cause alloy surface chemistry to change by introduction of foreign atoms • Cause new phases to form by introduction of foreign atoms Some Common Heat Treatments for Su- peralloys. Heat treatments are routinely given to superalloys to develop properties or complete a chemical process treatment. The most common heat treatments are: • Stress relieving • In-process annealing • Full annealing • Solution annealing • Coating diffusion • Precipitation (age) hardening Some Nonobvious Heat Treatments. It might seem fairly obvious, by the definition of heat treatment, that superalloys regularly undergo many other heat treatment steps dur- ing processing. Surprisingly, some superalloy users do not note the obvious and assume that the only heat treatments are those common ones listed previously. In other words, if a temperature cycle is not called for in an alloy specification, then it is not a heat treatment. A few examples of treatments that are often overlooked by people charged with the ap- plication of superalloys (mostly precipitation- hardened iron-nickel- and nickel-base super- alloys) are: • Applying a thermal shock test to an airfoil • Heating an alloy during pack coating • Welding an alloy • Brazing an alloy • Reheating an alloy for rewelding for the second or third time • Reheating a brazed component to rebraze • Process reheating without full anneal dur- ing hot working • Cooling to room temperature from an in- process anneal without deformation of the component
-
Upload
gustavo-arturo-penaloza-arraya -
Category
Documents
-
view
220 -
download
5
description
Desarrollo para tratamiento termico de gran cantidad de contenerdores
Transcript of 8. Heati Treating
-
Chapter 8
Heat Treating
Introduction
Why Heat Treat? All superalloys, whetherprecipitation hardened or not, generally re-quire the application of heat for some periodof time for purposes of preparing solid ma-terial for a subsequent processing step (ingotcogging, component forging, etc.). In addi-tion, some chemical processing, such as coat-ing, requires that heat and resultant high tem-peratures be applied to cause the chemicalchanges to occur. In order to effect micro-structural changes in alloys, heat invariablyis required. Thus, heat treatment is the logicalconsequence of the processing requirementsfor superalloys as well as the logical precur-sor for the generation of optimal propertiesfor many superalloy applications.
What Is Heat Treatment? Strictly speak-ing, heat treatment is any application, for anyamount of time, of a temperature sufcientlyhigh as to accomplish one of the following:
Reduce stresses Allow atom movements to redistribute ex-
isting alloy elements Promote grain growth Promote new recrystallized grain for-
mation Dissolve phases Produce new phases, owing to precipita-
tion from solid solution Cause alloy surface chemistry to change
by introduction of foreign atoms Cause new phases to form by introduction
of foreign atoms
Some Common Heat Treatments for Su-peralloys. Heat treatments are routinelygiven to superalloys to develop properties or
complete a chemical process treatment. Themost common heat treatments are:
Stress relieving In-process annealing Full annealing Solution annealing Coating diffusion Precipitation (age) hardening
Some Nonobvious Heat Treatments. Itmight seem fairly obvious, by the denitionof heat treatment, that superalloys regularlyundergo many other heat treatment steps dur-ing processing. Surprisingly, some superalloyusers do not note the obvious and assume thatthe only heat treatments are those commonones listed previously. In other words, if atemperature cycle is not called for in an alloyspecication, then it is not a heat treatment.A few examples of treatments that are oftenoverlooked by people charged with the ap-plication of superalloys (mostly precipitation-hardened iron-nickel- and nickel-base super-alloys) are:
Applying a thermal shock test to an airfoil Heating an alloy during pack coating Welding an alloy Brazing an alloy Reheating an alloy for rewelding for the
second or third time Reheating a brazed component to rebraze Process reheating without full anneal dur-
ing hot working Cooling to room temperature from an in-
process anneal without deformation of thecomponent
-
136 / Superalloys: A Technical Guide
Illustration. The reason for mentioning thepreceding overlooked treatments is that theproperty data for design are usually gener-ated on superalloys to which only the heattreatments that follow the stated alloy speci-cation heat treat requirements have beenapplied.
Example: Cast Nickel-Base Superalloy. Ahypothetical cast nickel-base superalloy oralloy-component combination might havespecications that call for: Solution heat treat at 2250 F (1232 C)
for 1 h, air cool or faster Heat at 1975 F (1080 C) for 2 h, air cool
or faster Heat at 1600 F (871 C) for 12 h, cool to
room temperatureThe preceding heat treatment is, therefore,
what might be applied (by a person who re-ceives an unprocessed metal casting) to ma-terial to be tested for generation of propertydata. (The subject of casting source, size, andso on is another issue and is covered in Chap-ter 12.) However, a knowledgeable observermight have followed the manufacturing pro-cess of the actual part from raw casting tonished part and observed the following heattreat steps: Ramp up in stages of temperature to 2250F (1232 C)
Solution heat treat at 2250 F (1232 C),air cool or faster
Heat at 1550 F (843 C) for 12 h in pack-coating container, cool slowly
Heat at 1975 F (1080 C) for 2 h, air coolor faster
Heat at 1600 F (871 C) for 12 h, cool toroom temperatureThe above is a simple example, and time-
temperature combinations are not meant todirectly correspond to any particular castnickel-base superalloy. However, the pictureis clear. Ramping up in stages may add somesignicant high-temperature exposure to thesuperalloy component. Heating at 1550 F(843 C) for 12 h is an additional heat treat-ment, by the denition at the start of thisChapter. Tests on material that does not fullyrepresent the actual heat treat conditions forapplication run the risk of leaving open thepossibility of some unwelcome surprises aris-ing in alloy service at a later date.
If a precipitation-hardened superalloy com-
ponent is heated to a high temperature, par-ticularly above about 1000 F (540 C),then it is being heat treated. Even solution-hardened alloys or carbide-strengthened al-loys such as the cobalt-base superalloys canbe heat treated by exposure above 1000 F(540 C). Because stress relief heat treat-ments often take place at temperatures con-siderably over 1000 F (540 C), even therole of stress relief on materials propertiesalways should be considered in the develop-ment of property data on superalloys. Simi-larly, other heat treatment steps should beevaluated for inuence on component designand subsequent service.
The structure and properties achieved by aspecic heat treatment are affected by the sec-tion size of the part being heat treated. Thus,most heat treaters have adopted conventionsfor dening the amount of time that a part willbe in a furnace prior to beginning the re-quired heat treatment (e.g., 15 min exposureprior to considering the part as being at tem-perature). As the total thermal cycle experi-enced by the part determines the microstruc-ture and properties, the applicability of aselected convention to a given alloy and sec-tion thickness should be demonstrated.
Example: Heat Treating IN-718. An IN-718 part was required to be solution treatednear the delta solvus but still in the delta pre-cipitation region (2 h at 1750 F), air cooledand then reheated another 2 h at 1750 F andagain air cooled. In an effort to be sure toconform to the specication (the 2 h re-quirement) the heat treater held the part inthe furnace for 2 h prior to beginning thecount for the required 2 h at temperature (atotal time of 4 h in the furnace for each heattreatment, that is, the part had a total of 8 hexposure in a 1750 F furnace). The resultwas that massive acicular delta formed in thehigh Nb rings typical of IN-718 (Fig. 4.19and 4.26) and the batch of parts was rejectedfor excessive delta. Although the heat treat-ment conformed, the total cycle was un-suitable for the material.
If there is an interest in fully dening analloy for a particular application, at least con-sider the possibility that nonobvious heattreatments may be affecting properties. A de-cision may be made to evaluate only the ba-sic alloy specication heat treatments any-way, but do so after rationalizing the questionof whether or not there may be surprises later.
-
Heat Treating / 137
Table 8.1 Typical stress relieving and annealing cycles for wrought heat-resisting alloys
Alloy
Stress relieving
Temperature
C FHolding time perinch of section, h
Annealing(a)Temperature
C FHolding time perinch of section, h
Iron-base and iron-nickel-chromium alloys19-9 DL 675(b) 1250(b) 4 980 1800 1A-286 (c) (c) . . . 980 1800 1Discaloy (c) (c) . . . 1035 1900 1
Nickel-base alloysAstroloy (c) (c) . . . 1135 2075 4Hastelloy X (c) (c) . . . 1175 2150 1Incoloy 800 870 1600 11/2 980 1800 1/4Incoloy 800H . . . . . . . . . 1175 2150 . . .Incoloy 825 . . . . . . . . . 980 1800 . . .Incoloy 901 (c) (c) . . . 1095 2000 2Inconel 600 900 1650 1 1010 1850 1/4(d)Inconel 601 . . . . . . . . . 980 1800 . . .Inconel 625 870 1600 1 980 1800 1Inconel 690 . . . . . . . . . 1040 1900 1/2Inconel 718 (c) (c) . . . 955 1750 1Inconel X-750 880(e) 1625(e) . . . 1035 1900 1/2Nimonic 80A (c) (c) . . . 1080 1975 2Nimonic 90 (c) (c) . . . 1080 1975 2Rene 41 (c) (c) . . . 1080 1975 2Udimet 500 (c) (c) . . . 1080 1975 4Udimet 700 (c) (c) . . . 1135 2075 4Waspaloy (c) (c) . . . 1010 1850 4
Cobalt-chromium-nickel-base alloysL-605 (HS-25) (f) (f) . . . 1230 2250 1N-155 (HS-95) (f) (f) . . . 1230 2150 . . .S-816 (f) (f) . . . 1205 2200 1
(a) Minimum hardness is achieved by cooling rapidly from the annealing temperature, to prevent precipitation of hardening phases.Water quenching is preferred, and is usually necessary for heavy sections; air cooling is preferred for heavy sections of Waspaloy,Udimet 500, Udimet 700, and Inconel X-750, because water quenching causes cracking. However, for complex shapes subject toexcessive distortion, oil quenching is often adequate and more practical. Rapid air cooling usually is adequate for parts formed fromstrip or sheet. Rapid cooling from the annealing or solution treating temperature does not suppress the aging reaction of some alloys,such as Astroloy; these alloys become harder and stronger. (b) Nominal temperature; 650 to 705 C (1200 to 1300 F) is permissable.(c) Full annealing is recommended, because intermediate temperatures cause aging. (d) Short time is required for prevention of graincoarsening. (e) Used only for stress equalizing of warm worked grades. (f) Full annealing is recommended if further fabrication isperformed; otherwise, material can be stress relieved at approximately 55 C (100 F) below annealing temperature.
Heat Treatment Types
Stress Relieving. Stress relieving of super-alloys frequently entails a compromise: thedesirability of maximum relief of residualstress must be weighed against possible ef-fects deleterious to high-temperature proper-ties and corrosion resistance. Wrought alloysmay be age hardenable or solution or carbidestrengthened. True stress relieving of wroughtmaterial usually is conned to alloys that arenot age hardenable. Wrought alloys are oftenmore apt to be stress relieved than are castalloys, because there are fewer cast alloyseither solution or carbide strengthened. Mostuse of castings in current practice is for nickel-base superalloys which are age hardenable and
cannot be given high-temperature exposureswithout changing alloy properties.
The time and temperature cycles for stressrelief may vary considerably, depending onthe metallurgical characteristics of the alloyand on the type and magnitude of residualstresses developed by previous fabricatingprocesses. Stress-relieving temperatures areusually below the annealing or recrystalliza-tion temperatures. Typical cycles for somewrought superalloys are listed in Table 8.1;temperatures at least 45 F (25 C) higher orlower than those listed are usually satis-factory.
Some superalloy castings are placed in ser-vice in the as-cast condition. However, somecastings may be stress relieved:
-
138 / Superalloys: A Technical Guide
When they are not precipitation (age)hardened
When they are of an extremely complexshape that might crack during the initialheating-up period in service
When their dimensional tolerances arestringent
After they have been weldedIt is important to note that stress-relief heattreatments are not normal practice with castnickel-base superalloys.
It is not possible to tabulate the stress-re-lief cycles for cast alloys, because they areparticularly dependent on chemistry, geome-try, and prior processing. For many alloys,stress-relief cycles can be developed by em-pirical studies of stress decay with time andtemperature, as determined by nondestructivemeans such as x-ray diffraction. This is notan effective technique for superalloys, whereextensive material testing of critical proper-ties and subsequent data analysis must beperformed to determine the efcacy of agiven cycle. Particular care must be given toevaluate the effects of stress relief on suchtime-dependent effects as low-cycle fatigue,crack growth, and creep rupture.
In-process annealing or stress relief ofweldments should immediately follow weld-ing of precipitation-hardenable alloys wherehighly restrained joints are involved. If theconguration of the weldment does not per-mit high-temperature annealing, aging can beused for stress relieving the joints.
Full Annealing. When applied to superal-loys, annealing implies full annealing, that is,complete recrystallization and the attainmentof maximum softness. The practice is reallyonly applicable to wrought alloys of the non-hardening type. For a majority of the harden-able alloys, annealing cycles are the same asthose used for solution treating. However, thetwo treatments serve different purposes.
Solution treating has the intent to dissolvesecond phases for subsequent reprecipitation.Annealing is used mainly to increase ductility(and reduce hardness) to facilitate forming ormachining, prepare for welding, relievestresses after welding, produce specic mi-crostructures, or soften age-hardened struc-tures by re-solution of second phases. An-nealing may be used to homogenize a castingot.
Annealing practices vary considerably
among different organizations. Representa-tive annealing temperatures, holding times,and cooling procedures for wrought superal-loys are given in Table 8.1. Experience withspecic parts for known requirements oftenindicates advantageous modications of tem-perature, time, or cooling method.
In-Process Annealing. Most wrought su-peralloys can be cold formed but are moredifcult to form than austenitic stainlesssteels. Severe cold forming may require sev-eral intermediate (in-process) annealing op-erations. Full annealing must be followed byfast cooling. Even during hot work to breakdown an ingot to a more desirable size andmacro/microstructure, superalloys begin tostore energy and need to be reheated for sub-sequent deformation processes. The same re-quirement for hot-working operations applieswhen nal mill products are made. Similarly,when forged articles are being produced in amultistep sequence, in-process anneals are re-quired. An exception is the isothermal/super-plastic deformation (forging) of superalloysthat is done for some applications. When heatis supplied to maintain constant temperaturein such isothermal processes, no in-processanneals are used.
Reheating for hot working thus is an in-process annealing practice whose aim is topromote adequate formability of the metalbeing deformed. Temperatures vary widely,depending on alloy and working practice.Control of temperature can be critical to re-sultant properties, because varying degrees ofrecrystallization may be desired. In moststandard operations, heating or reheating forhot working is a full annealing step, with re-crystallization and dissolution of all or mostsecondary phases. Occasionally, when nalapplication products are being shaped (e.g.,forging of a gas turbine disk), reheating forhot working is restricted to temperatures thatdo not dissolve all secondary phases, so thatthe remaining phases can be used to limitgrain growth.
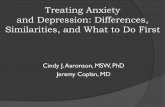
Cold working is usually performed on al-loys in the solution-treated condition ratherthan the worked condition or precipitation-hardened condition. The cold-working pro-cedure is carried out in this manner becauseof the markedly lower strength and increasedductility of the material (see Fig. 8.1). In ad-dition to effects on strength and ductility, thecold-working process can affect mechanical
-
Heat Treating / 139
Fig. 8.1 Effect of cold work on room-temperatureyield strength of some superalloys and a stainless steel
properties through its inuence on graingrowth during subsequent in-process or so-lution heat treatments and the reaction kinet-ics of aging.
Solution Annealing. Solution treating is in-tended to dissolve second phases to producemaximum corrosion resistance or to preparean alloy for subsequent aging. Additionally,it will homogenize microstructure prior to ag-ing and/or fully recrystallize a wrought struc-ture for maximum ductility. Actual produc-tion solution treating may not fully dissolveall second phases in precipitation-hardenedalloys. Typical solution treating cycles aregiven in Tables 8.2 and 8.3.
Precipitation treatments are intended tobring out desirable strengthening precipitatesand control other secondary phases, includingcarbides and detrimental topologically close-packed (tcp) phases. Precipitation treatmentsalso can serve to stress relieve articles. Typ-ical precipitation (aging) cycles are given inTables 8.2 and 8.3.
Heat Treatment Procedures
Quenching. The purpose of quenchingheat-resisting alloys is to maintain, at roomtemperature, the supersaturated solid solutionobtained during solution treating of precipi-tation-hardening alloys. Quenching permits aner particle size to be achieved upon sub-sequent aging. Cooling methods commonlyused include oil and water quenching as wellas various forms of air or inert gas cooling.Some common cooling methods are indicatedin Table 8.2 for wrought alloys and in Table8.3 for casting alloys. The essence of quench-
ing is to retain hardening elements (alumi-num, titanium, and niobium) in solution asmuch as possible to permit the developmentof an optimal or plus distributionduring one or more precipitation heat treat-ments. Solid-solution and carbide-hardenedalloys are not quenched. Internal stresses re-sulting from quenching can accelerate over-aging in some age-hardenable alloys.
Solution or Full Annealing Processes. Thepurpose of these treatments is to do one ofthe following: Fully recrystallize an alloy Homogenize an alloy Dissolve all or nearly all phases in the
face-centered cubic matrix structure
The rst step in heat treating precipitation-hardened superalloys is usually solutiontreatment. In some wrought alloys, the solu-tion treating temperature will depend on theproperties desired. A higher temperature isspecied for optimal creep-rupture proper-ties; a lower temperature is used for optimalshort-time tensile properties at elevated tem-perature, improved fatigue resistance (vianer grain size), or improved resistance tonotch rupture sensitivity. The higher solutiontreating temperature will result in some graingrowth (in wrought alloys) and more exten-sive dissolution of carbides.
Obviously, high temperatures are neededfor full annealing or solution treating. Insome instances, these temperatures mayrange from about 1800 up to 2250 F (982 to1232 C) or even to 2400 F (1316 C) forsingle-crystal superalloys. Temperaturesabove 2200 F (1204 C) become increas-ingly more difcult to attain in a cost-effec-tive manner. Also, when heating at the high-est temperatures (and sometimes at the lowerannealing temperatures), care must be takento avoid melting (incipient melting) causedby equilibrium and nonequilibrium alloy el-ement segregation during prior solidication.This is a problem with large castings and castshapes, such as turbine airfoils. Residual seg-regation is not as severe a problem withwrought alloys, which have been homoge-nized by deformation and application of heat.
Precipitation (Aging) Processes. Precipi-tation treatments strengthen age-hardenablealloys by causing the precipitation of one ormore phases ( and ) from the supersatu-rated matrix that is developed by solution
-
140 / Superalloys: A Technical Guide
Table 8.2 Typical solution treating and aging cycles for wrought heat-resisting alloys
Alloy
Solution treating
Temperature
C F Time, hCooling
procedure
Aging
Temperature
C F Time, hCooling
procedure
Iron-base alloysA-286 980 1800 1 Oil quench 720 1325 16 Air coolDiscaloy 1010 1850 2 Oil quench 730 1350 20 Air cool
650 1200 20 Air coolN-155 1175 2150 1 Water quench 815 1500 4 Air cool
Nickel-base alloysAstroloy 1175 2150 4 Air cool 845 1550 24 Air cool
1080 1975 4 Air cool 760 1400 16 Air coolHastelloy S 1065 1950 1/2 Rapid quench . . . . . . . . . . . .Hastelloy X 1175 2150 1 (a) . . . . . . . . . . . .Inconel 901 1095 2000 2 Water quench 790 1450 2 Air cool
720 1325 24 Air coolInconel 600 1120 2050 2 Air cool . . . . . . . . . . . .Inconel 601 1150 2100 1 Air cool . . . . . . . . . . . .Inconel 617 1175 2150 2 (a) . . . . . . . . . . . .Inconel 625 1150 2100 2 (a) . . . . . . . . . . . .Inconel 706 9251010 17001850 . . . . . . 845 1550 3 Air cool
720 1325 8 Furnace cool620 1150 8 Air cool
9251010 17001850 . . . . . . 730 1350 8 Furnace cool620 1150 8 Air cool
Inconel 718 980 1800 1 Air cool 720 1325 8 Furnace cool620 1150 8 Air cool
Inconel X-750 (AMS 5667) 855 1625 24 Air cool 705 1300 20 Air coolInconel X-750 (AMS 5668) 1150 2100 2 Air cool 845 1550 24 Air cool
705 1300 20 Air coolNimonic 80A 1080 1975 8 Air cool 705 1300 16 Air coolNimonic 90 1080 1975 8 Air cool 705 1300 16 Air coolRene 41 1065 1950 1/2 Air cool 760 1400 16 Air coolUdimet 500 1080 1975 4 Air cool 845 1550 24 Air cool
760 1400 16 Air coolUdimet 700 1175 2150 4 Air cool 845 1550 24 Air cool
1080 1975 4 Air cool 760 1400 16 Air coolWaspaloy 1080 1975 4 Air cool 845 1550 24 Air cool
760 1400 16 Air cool
Cobalt-base alloysHaynes 25; L-605 1230 2250 1 Rapid air cool (b) (b) . . . . . .Haynes 188 1175 2150 1/2 Rapid air cool . . . . . . . . . . . .Haynes 556 1175 2150 1/2 Rapid air cool . . . . . . . . . . . .S-816 1175 2150 1 (a) 760 1400 12 Air cool
Note: Alternate treatments may be used to improve specic properties. (a) To provide an adequate quench after solution treating, itis necessary to cool below about 540 C (1000 F) rapidly enough to prevent precipitation in the intermediate temperature range.For sheet metal parts of most alloys, rapid air cooling will sufce. Oil or water quenching is frequently required for heavier sectionsthat are not subject to cracking. (b) Aging occurs in service at elevated temperatures.
treating and retained by rapid cooling fromthe solution treating temperature. The precip-itation temperatures determine not only thetype but also the size distribution of precip-itate. Precipitation heat treatments are invar-iably at a constant temperature, which mayrange from as low as 1150 F (621 C) to ashigh as 1900 F (1038 C). Multiple precip-itation treatments are common in wrought al-loys but uncommon in cast alloys.
Factors that inuence the selection or num-ber of aging steps and precipitation time andtemperature include:
Type and number of precipitating phasesavailable
Anticipated service temperature Desired precipitate size The combination of strength and ductility
desired Heat treatment of similar alloys
The size distribution and, perhaps, the typeof precipitate are affected by aging tempera-ture. When more than one phase is capableof precipitating from the alloy matrix, judi-cious selection of a single aging temperature
-
Heat Treating / 141
Table 8.3 Typical solution treating and aging cycles for some cast precipitation-hardened nickel-basesuperalloys
Alloy Heat treatment (temperature/duration in h/cooling)Polycrystalline (conventional) castingsB-1900/B-1900 Hf 1080 C (1975 F)/4/AC 900 C (1650 F)/10/ACIN-100 1080 C (1975 F)/4/AC 870 C (1600 F)/12/ACIN-713 As-castIN-718 1095 C (2000 F)/1/AC 955 C (1750 F)/1/AC 720 C
(1325 F)/8/FC 620 C (1150 F)/8/ACIN-718 with hot isostatic pressing (HIP) 1150 C (2100 F)/4/FC 1190 C (2175 F)/4/15 ksi (HIP) 870 C
(1600 F)/10/AC 955 C (1750 F)/1/AC 730 C(1350 F)/8/FC 665 C (1225 F)/8/AC
IN-738 1120 C (2050 F)/2/AC 845 C (1550 F)/24/ACIN-792 1120 C (2050 F)/4/RAC 1080 C (1975 F)/4/AC 845 C
(1550 F)/24/ACIN-939 1160 C (2120 F)/4/RAC 1000 C (1830 F)/6/RAC 900 C
(1650 F)/24/AC 700 C (1290 F)/16/ACMAR-M-246 Hf 1220 C (2230 F)/2/AC 870 C (1600 F)/24/ACMAR-M-247 1080 C (1975 F)/4/AC 870 C (1600 F)/20/ACRene 41 1065 C (1950 F)/3/AC 1120 C (2050 F)/0.5/AC 900 C
(1650 F)/4/ACRene 77 1163 C (2125 F)/4/AC 1080 C (1975 F)/4/AC 925 C
(1700 F)/24/AC 760 C (1400 F)/16/ACRene 80 1220 C (2225 F)/2/GFQ 1095 C (2000 F)/4/GFQ 1050 C
(1925 F)/4/AC 845 C (1550 F)/16/ACUdimet 500 1150 C (2100 F)/4/AC 1080 C (1975 F)/4/AC 760 C
(1400 F)/16/ACUdimet 700 1175 C (2150 F)/4/AC 1080 C (1975 F)/4/AC 845 C
(1550 F)/24/AC 760 C (1400 F)/16/ACWaspaloy 1080 C (1975 F)/4/AC 845 C (1550 F)/4/AC 760 C
(1400 F)/16/AC
Directionally-solidied (DS) castingsDS MAR-M-247 1230 C (2250 F)/2/GFQ 980 C (1800 F)/5/AC 870 C
(1600 F)/20/ACDS MAR-M-200 Hf 1230 C (2250 F)/4/GFQ 1080 C (1975 F)/4/AC 870 C
(1600 F)/32/ACDS Rene 80H 1190 C (2175 F)/2/GFQ 1080 C (1975 F)/4/AC 870 C
(1600 F)/16/AC
Single-crystal castingsCMSX-2 1315 C (2400 F)/3/GFQ 980 C (1800 F)/5/AC 870 C
(1600 F)/20/ACPWA 1480 1290 C (2350 F)/4/GFQ 1080 C (1975 F)/4/AC 870 C
(1600 F)/32/ACRene N4 1270 C (2320 F)/2/GFQ 1080 C (1975 F)/4/AC 900 C
(1650 F)/16/AC
AC, air cooling; FC, furnace cooling; GFQ, gas furnace quench; RAC, rapid air cooling
may result in obtaining optimal amounts ofmultiple precipitating phases. Alternatively, adouble-aging treatment that produces differ-ent sizes and types of precipitate at differenttemperatures may be employed. Double-ag-ing or even quadruple-aging treatments havebeen used. Aging treatments usually are se-quentially lower, for example, for a wroughtnickel-base superalloy such as Waspaloy, anintermediate age at 1550 F (843 C) fol-lowed by a lower temperature age at 1400 F(760 C) would be the rule.
So-called primary strengthening precipi-tates ( and , sometimes ) are not theonly phases precipitating during aging heat
treatments. Carbides and, under unfavorableconditions, tcp phases such as also canform during aging. A principal reason fortwo-step aging sequences, in addition to or control, is the need to precipitate orcontrol grain-boundary carbide morphology.For all dispersions, particularly in wroughtalloys, care must be taken to ensure the cor-rect carbide distribution.
In some instances, especially where morethan two aging temperatures are used, so-called yo-yo heat treatments have been em-ployed. A yo-yo aging process involves rsta lower-temperature exposure followed by aslightly higher-temperature exposure. A pro-
-
142 / Superalloys: A Technical Guide
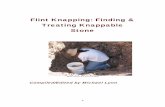
Fig. 8.2 Effect of time and temperature on oxidationof Rene 41 precipitation-hardened nickel-base alloy
cess for a wrought alloy might involve, forinstance, 1600 F (871 C) followed by 1800F (982 C), then 1200 F (649 C) followedby 1400 F (760 C). Note that these are notspecic temperatures for any particular alloybut are intended to show the type of complexprecipitation treatments that have evolved forcertain alloys.
Example of Double-Aging Sequence. U-500 is double aged for stabilization of grain-boundary carbides. U-500 is typical ofwrought precipitation-hardened superalloysthat contain MC and M23C6 carbides and arestrengthened by . For a good balance oftensile strength and stress-rupture life, the al-loy is:
Solution heat treated at 1800 F (982 C)for 4 h (air cooled)
Stabilized at 1550 F (843 C) for 24 h (aircooled)
Aged at 1400 F (760 C) for 16 h (aircooled)The solution exposure dissolves all phases
except MC carbides, and precipitates nu-cleate during cooling from the solution tem-perature. The stabilization at 1550 F (843C) precipitates discrete M23C6 at grainboundaries as well as more . Final agingincreases the volume fraction, and possiblythe number, of precipitates. The grain-boundary M23C6 increases stress-rupture life,as long as it is not a continuous carbide lm,which would markedly decrease ruptureductility.
Surface Attack and Contamination
Introduction. Although superalloys offerresistance to surface degradation during ele-vated-temperature service, heat treatmenttemperatures (particularly solution treatment)can degrade surface characteristics. The po-tential forms of surface degradation includeoxidation, carbon pickup, alloy depletion,and contamination.
Precipitation-hardenable superalloys usu-ally have good oxidation resistance in oxi-dizing atmospheres within their normal rangeof service temperatures. These temperaturesmay be at or above their aging temperatures,which are in the range of about 1400 to 1800F (760 to 982 C), depending on the alloy.
Some superalloys may require coatings inservice owing to reduced levels of chromiumand more aggressive environments than ear-lier superalloys faced. This is particularlytrue for gas turbine airfoil alloys.
Alloy Depletion. In addition to oxidation,exposure to high-temperature environmentscan cause changes in the composition of thealloy near the surface. Because certain ele-ments are preferentially consumed by thescale layer, the bulk composition can becomedepleted. For example, boron oxidation leadsto deboronization of wrought alloys. Somealloys can be very susceptible to deboroni-zation. This process can affect the propertiesof the surface layers and can be of consid-erable concern, for instance, in sheet prod-ucts.
Intergranular Attack. At temperaturesused for solution treating, many superalloysare susceptible to selective surface attack. Acommon form is intergranular oxidation. In-tergranular oxidation is measured optically asdepth of intergranular penetration. Figure 8.2shows the depth of intergranular oxidationthat occurred in Rene 41 heated in air. Some-times, surface attack can be of a carbide, suchas shown in Fig. 8.3. The result is the same:a notch (either in the grain boundary or in agrain) is created, and the potential for com-ponent failure is increased. Generally, nishsurfaces are not exposed to air during heattreatment, and oxidation occurs only in ser-vice operation. In service, coatings arefrequently applied to protect the surface,dependent on temperature and gaseous envi-ronment.
The principal mode of intergranular attackinvolves not only the preferential oxidation
-
Heat Treating / 143
Fig. 8.3 Oxidized carbide in precipitation-hardenednickel-base alloy
Fig. 8.4 Nitrogen content vs. depth for Inconelnickel-base superalloy heated at 816 C (1500 F)in nitrogen
of chromium but also the attack of aluminumand titanium, the constituents of and hardening phases. Attack of the minor ele-ments zirconium and boron also takes place,along the grain boundaries. In relation to in-tergranular oxidation, aluminum is preferableto titanium as a hardening element, becausealuminum oxide provides a denser and lesspermeable barrier to the diffusion of oxygen.Molybdenum increases susceptibility to in-tergranular attack in age-hardenable alloys.
Surface Contamination. Carbon pickupcan occur if the solution treating atmospherehas a carburizing potential. For instance, thecarbon content of the surface of A-286 alloyhas been observed to increase from 0.05 to0.30%. The added carbon forms a stable car-bide (TiC), thus removing titanium fromsolid solution and preventing normal precip-itation hardening in the surface layers. TiNcan be formed in the same manner, as a resultof nitrogen contamination. The pickup of ni-trogen after annealing in that gas is shown inFig. 8.4.
Miscellaneous Contaminants. All exposedsurfaces of heat-resisting alloy parts shouldbe kept free of dirt, ngerprints, oil, grease,forming compounds, lubricants, and scale.Lubricants or fuel oils that contain sulfur-bearing compounds are particularly active incorroding the metal surface of superalloyscontaining nickel and chromium. Attack oc-curs by rst forming Cr2S3 and then, as theattack progresses, also forming a Ni-Ni3S2eu-
tectic, particularly at low pressures of lessthan 104 torr in vacuum. The Ni-Ni3S2 eu-tectic melts at 1190 F (645 C).
Scale and slag from furnace hearths are an-other source of contamination. Contact withsteel scale, slag, and furnace spallings shouldbe avoided; low-melting constituents canform on the metal surface and promote cor-rosion.
Protective Atmospheres
Introduction. Protective atmospheres areused in annealing or solution treating ifheavy oxidation cannot be tolerated.
Solution Treatment or Annealing Atmo-spheres. If oxidation can be tolerated inwrought alloys (because of subsequent stockremoval) or oxidation is negligible for thetemperature-time conditions involved (partic-ularly in some cast alloys or wrought sheetalloys used for combustion application), su-peralloys can be annealed or solution treatedin air or in some of the normal mixtures ofair and combustion products found in gas-red furnaces. Such atmospheres include:
Exothermic Endothermic Dry hydrogen Dry argon Vacuum
Exothermic Atmosphere. A lean and diluteexothermic atmosphere is relatively safe andeconomical. The surface scale formed in such
-
144 / Superalloys: A Technical Guide
an atmosphere can be removed by picklingor by salt bath descaling and pickling. Suchan atmosphere, formed by burning fuel gaswith air, contains about 85% N, 10% CO2,1.5% CO, 1.5% H2, and 2% water vapor. Thisatmosphere will produce a scale rich in chro-mium oxides.
Endothermic Atmospheres. Endothermicatmospheres prepared by reacting fuel gaswith air in the presence of a catalyst are notrecommended because of their carburizingpotential. Similarly, the endothermic mixtureof nitrogen and hydrogen formed by disso-ciating ammonia is not used because of theprobability of nitriding. Under appropriateconditions, nitrogen can be formed for sig-nicant depths below the surface of a super-alloy (note Fig. 8.4).
Dry Hydrogen. Dry hydrogen of dew point60 F (50 C) or lower, is used in pref-erence to dissociated ammonia for bright an-nealing of superalloys. If the hydrogen is pre-pared by catalytic gas reactions instead of byelectrolysis, residual hydrocarbons, such asmethane, should be limited to about 50 ppmto prevent carburizing. Hydrogen is not rec-ommended for bright annealing of alloyscontaining signicant amounts of elements(such as aluminum or titanium) that form sta-ble oxides not reducible at normal heat treat-ing temperatures and dew points. Hydrogenis not recommended for annealing or solutiontreating alloys that contain boron, because ofthe danger of deboronization through for-mation of boron hydrides.
Dry Argon. Dry argon of dew point 60F (50 C) or lower, should be used if nooxidation can be tolerated. It is mandatorythat this type of atmosphere be used in asealed retort or sealed furnace chamber. If theargon has a slightly higher dew point, but notover 40 F (40 C), oxidation will be lim-ited to a thin surface lm that can usually betolerated. A purge of at least ten times thevolume of the retort is recommended beforethe retort is placed in the furnace. To preventthe formation of an oxide lm, the argonmust be kept owing continually during andafter the treatment, until the workpieces havecooled nearly to room temperature.
Superalloys containing stable-oxide for-mers such as aluminum and titanium, with orwithout boron, must be bright annealed in avacuum or in a chemically inert gas such asargon, as described previously.
Vacuum Atmosphere. Vacuum atmosphere,generally below 2 103 torr (20 m), iscommonly used for superalloys above 1500F (815 C). It is particularly desirable whenparts are at or close to nal dimensions. Pre-cipitation-hardenable alloys containing stableoxide formers such as aluminum and titaniummust be bright annealed in vacuum or inertgas.
Atmospheres for Precipitation Treatment.Air is the most common aging atmosphere.The smooth, tight oxide layer that is formedis usually unobjectionable on the nishedproduct. However, if this oxide layer must beminimized, a lean exothermic gas (air-gas ra-tio about 10 to 1) can be employed. It willnot entirely prevent oxidation, but the oxidelayer will be very light. The use of gases con-taining hydrogen and carbon monoxide foraging cycles is dangerous because of the ex-plosion hazard at temperatures below 1400 F(760 C).
Furnace Equipment
Furnaces. Basic equipment considerationsseldom differ from those inuencing the se-lection of furnaces for heat treating stainlesssteel. In general, the temperature-control lim-its are 25 F (14 C), and temperaturesmay range up to about 2350 F (1290 C).Generally, superalloy component heat treat-ment is a batch process. Batch heating forannealing or solution treating may be done inbox furnaces for nonprecipitation-hardenedsuperalloys. Box furnaces may have provi-sions for purging, preheating, and quenching,if the high-temperature compartment is sup-plemented by other chambers.
Some processing may be done by contin-uous processing furnaces, such as belt con-veyor furnaces. Belt conveyor furnaces, al-though widely used for production annealing,are less gas tight than roller hearth furnaces.Consequently, atmosphere costs for a beltconveyor furnace are likely to be higher thanfor a roller hearth furnace of the samevolume.
Often, vacuum furnaces are used for heattreating superalloys. Heating of furnaces maybe accomplished by resistance elements or byinduction. Vacuum furnace design also dic-tates a batch operation. If components arevacuum solution treated or annealed, cooling
-
Heat Treating / 145
from the solution or annealing temperaturescan be accomplished in a vacuum retortpressurized with an inert gas that providesconductive cooling after heating is discon-tinued.
Aging of superalloys, commonly in therange of 1150 to as high as 1900 F (621 to1038 C), is usually done in box furnaces,with or without protective atmospheres. Theusual operating-temperature tolerance is 25F (14 C) for wrought alloys and 15 F(8 C) for casting alloys. Continuous fur-naces are seldom used, because of the longaging cycles. Salt baths are not recom-mended, because reaction could occur be-tween chloride in the bath and the alloy sur-face during the long-time immersion thatwould be required for aging.
Fixturing. Fixtures for holding nishedparts or assemblies during heat treatmentmay be of either the support type or the re-straint type. For alloys that must be cooledrapidly from the solution treating tempera-ture, the best practice is to employ minimumxturing during solution treating and quench-ing and to control dimensional relations bythe use of restraining xtures during aging.
Support xtures are used when restraint isnot required or when the part itself providessufcient self-restraint. A support xture alsofunctions as an aid in handling parts andhelps the part to support its own weight.Long, narrow pieces, such as tubes or bolts,are most easily xtured by hanging vertically.Components such as rings, cylinders, andbeams that have a large, at surface can beplaced on a at furnace tray or plate. Forcomponents of slightly asymmetrical shape,special supports can be built up from a attray. If these supports are fabricated by weld-ing, they must be stress relieved prior to use.
Asymmetrical components can be sup-ported in several ways. One method is to laythe part on a tray of sand, making certain thatmost of the bottom area is well supported.Alluvial garnet sand is most commonly usedas the supporting medium. Another methodof support is the use of a ceramic castingformed to the shape of the part. However, thismethod is costly and subject to size limita-tions. Turbine blades and asymmetrical duct-ing are examples of components that can besupported either in a sand tray or by ceramiccastings.
Restraint xtures are generally more com-
plicated than support xtures and may re-quire machined grooves, lugs or clamps tohold parts to a given shape. To maintain sym-metry and roundness in an A-286 frame as-sembly during aging, the assembly was pro-cessed on a at plate into which grooves hadbeen machined. These grooves accepted therims on the outer and inner shrouds and heldthem in restraint during heat treatment. Toprevent the center hub from rising or drop-ping in relation to the outer shroud, both thehub and the shroud were clamped to thegrooved plate xture.
It is possible to perform some straighten-ing of parts in aging xtures of the type de-scribed previously. A slightly distorted partcan be forced into the xture and clamped.Some stress relieving will occur along withaging. However, xtures for hot sizing arenot always successful for superalloys, be-cause of the high creep strength of these al-loys at the aging temperature.
The use of threaded fasteners for clampingis not recommended, because they are dif-cult to remove after heat treatment. A slottedbar held in place by wedges is preferred.Usually, the coefcient of expansion of boththe xture and part should be nearly thesame. However, in some applications, the x-ture is purposely made from a material hav-ing different expansion characteristics, in or-der to apply pressure to the part as thetemperature increases.
Although not normally considered in heattreatment practice, the degree of contact ofthe heat treated article with xturing may beimportant when long heat treat times areused. A component resting in sand or withceramic xturing attached may experiencereductions in the heat ux in the contact areasand may either heat or cool too slowly.
Practical Heat Treatmentof Superalloys
General. The strengthening of superalloysusually requires solution treating and aging.It should be noted that cooling rate from thesolution temperature is critical for some al-loys (see typical cycles for wrought alloys inTable 8.2, and for casting alloys in Table 8.3).Heat-up rate may be important as well, es-pecially for solution treatment of cast alloyarticles.
-
146 / Superalloys: A Technical Guide
Manufacturing Economics. Solid-solution-and carbide-hardened superalloys, such asHastelloy X or the cobalt-base superalloys,generally have minimal unique aspects withrespect to heat treatment, other than meltingpoint constraints. Various heat treatment tem-peratures and times have been tried, but sig-nicant property effect differences are notproduced by most adjustments in stress relief,mill anneal, or full anneal time-temperatureconditions. Other than the fact that some co-balt-base superalloys have higher meltingpoints than solid-solution-hardened nickel-and iron-nickel-base superalloys, a few tem-perature cycles probably can encompass heattreatment schedules for all of the solution- orcarbide-hardened superalloys. Consequently,economic improvement by consolidation ofheat treatment cycles and standardization oftimes is not often an issue in wrought solid-solution hardened superalloy manufacture.
For wrought precipitation-hardened alloys,the situation is somewhat different, and forcast precipitation-hardened superalloys, itmay be signicantly different. Complex heattreatment cycles (often including coating dif-fusion cycles) have been developed over theyears to wring out the optimal property val-ues from these cast superalloys. Unfortu-nately, the process of development has led tothe proliferation of heat treatments.
Every alloy has its own unique heat treat-ment schedule that leads to optimal proper-ties. While it is undeniable that optimal prop-erties may be produced by tailoring heattreatment schedules, it also is true that pro-duction costs can be adversely affected bythis kind of situation. In particular, with pre-cipitation heat treatment temperatures rang-ing from about 1600 to 1800 F (871 to 982C) and times from about 4 to 32 h, manu-facturing operations were impeded from ef-cient operation by the need to continuallyadjust heat treatment conditions for each newalloy/component that came through the pro-duction line. Precipitation heat treatmentswere identied as a principal cause of eco-nomic problems in manufacturing.
Consequently, great efforts were expendedto revise the precipitation heat treatment se-quences to reduce the number of aging tem-peratures and times. Future design of alloysor attempts to apply existing alloys must rec-ognize the need to try to make selection ofaging cycles compatible with an organiza-
tions available furnaces. Exceptions mustarise and, indeed, there is no one standard ag-ing cycle adaptable to all cast superalloys.Meanwhile, the number of varied aging cycleshas been signicantly reduced over the latterpart of the 20th century. No similar reductionhas been achieved in solution treating cycles,owing to the wide range of (incipient) meltingpoints. Coating diffusion cycles consistentlyhave remained at one or two temperature lev-els over the years. So, the heat treatmenteconomic adjustments in cast superalloy pro-cessing have come at the expense of an opti-mized precipitation heat treatment schedule.
Heating/Cooling Rates and Wrought Al-loys. A major function of the solution an-nealing treatment is to fully recrystallizewarm- or cold-worked wrought structure andto develop the required grain size. Aspectssuch as heating rate and time at temperatureare important considerations. Rapid heatingto temperature is usually desirable to helpminimize carbide precipitation and to pre-serve the stored energy from cold or warmwork required to provide recrystallizationand/or grain growth during the solution treat-ment itself.
Time-at-temperature considerations for so-lution heat treatments are similar to those forfull or in-process (mill) annealing, althoughslightly longer exposures are generally indi-cated to ensure full dissolution of secondarycarbides. For minimum-temperature solutiontreatments, heavier sections should generallybe exposed at temperature for about 10 to 30min, and thinner sections should be exposedfor somewhat shorter times. Solution treat-ments at the high end of the prescribed tem-perature range can be shorter, similar to millannealing. Although very massive parts, suchas forgings, may benet from somewhatlonger times at temperature, in no caseshould any component be exposed to solutiontreatment temperatures for excessive periods(such as overnight). Long exposures at solu-tion treatment temperatures can result in par-tial dissolution of primary carbides, with con-sequent grain growth or other adverse effects.
The effects of cooling rate on alloy prop-erties following solution heat treatment canbe much more pronounced than those relatedto in-process or full annealing. Because thesolution treatment places the alloy in a stateof greater supersaturation relative to carbon,the propensity for carbide precipitation upon
-
Heat Treating / 147
cooling is signicantly increased over that formill annealing. It is therefore even more im-portant to cool from the solution treatmenttemperature as fast as possible, bearing inmind the constraints of the equipment and theneed to avoid component distortion due tothermal stresses.
Heating/Cooling Rates and Cast Super-alloys. Incipient melting on heating for so-lution treatment is a distinct possibility withsome cast alloys. By adjusting the heat-uprate so as to ramp temperatures upwardslowly, it may be possible to homogenizelower melting areas during heat up in castalloys. The result can be that the incipientmelting temperature may be driven higher,allowing a corresponding increase in the al-lowable solution temperature.
Heat treatment of cast superalloys in thetraditional sense was not employed until themid-1960s. Before the use of shell molds, theheavy-walled investment mold dictated aslow cooling rate, with its associated agingeffect on the casting. Investment-cast alloysusing shell molds at rst were aged withoutany solution treatment. As faster cooling rateswith shell molds developed, the aging re-sponse varied with section size and the manypossible casting variables. Furthermore, theintroduction of coating diffusion cycles attemperatures signicantly above the normalaging temperatures affected the microstruc-ture of as-cast alloys. Consequently, solutiontreatments were adopted for cast nickel-basesuperalloys.
Solution Treating Combined with Brazing.Unlike full annealing or in-process (mill) an-nealing, which is usually performed as amanufacturing step itself, solution treatingmay sometimes be combined with anotheroperation, which imposes signicant con-straints on both heating and cooling prac-tices. A good example of this is vacuumbrazing. Often performed as the nal manu-
facturing step in the fabrication of compo-nents, such a process precludes subsequentsolution treatment by virtue of the limits im-posed by the melting point of the brazingcompound. Therefore, the actual brazing tem-peratures are sometimes adjusted to allow si-multaneous solution heat treating of thecomponent.
Unfortunately, the nature of vacuum braz-ing furnace equipment specically, and vac-uum furnace equipment in general, is suchthat relatively slow heating and cooling ratesare standard. In these circumstances, evenwith the benet of advanced forced-gas cool-ing equipment, the structure and properties ofalloy components are likely to be less opti-mal than those achievable with solution treat-ments performed in other types of equip-ment.
Alternate Heat Treatments for SpecicProperties. In some instances, the solutiontreating temperature employed will dependon the properties desired. This is indicated inTable 8.2 for alloys A-286, Inconel 718, Rene41, Udimet 700, and Waspaloy. A higher tem-perature is specied for optimal creep andcreep-rupture properties; a lower temperatureis specied for optimal short-time tensileproperties at elevated temperature. The prin-cipal objective is to put -type phases intosolution and dissolve some carbides. Thehigher solution treating temperature will re-sult in some grain growth and more extensivesolution of carbides in wrought alloys. Afteraging, the resulting microstructure of thesewrought alloys consists of large grains thatcontain the principal aging phases and of aheavy concentration of carbides in the grainboundaries. The lower solution treating tem-perature dissolves the principal aging phaseswithout grain growth or signicant high-tem-perature carbide solution. See Chapter 12 fora further discussion of alloy-microstructure-property relationships.
Front MatterTable of Contents8. Heat Treating8.1 Introduction8.1.1 Why Heat Treat?8.1.2 What is Heat Treatment?8.1.3 Some Common Heat Treatments for Superalloys8.1.4 Some Nonobvious Heat Treatments8.1.5 Illustration
8.2 Heat Treatment Types8.2.1 Stress Relieving8.2.2 Full Annealing8.2.3 In-Process Annealing8.2.4 Solution Annealing
8.3 Heat Treatment Procedures8.3.1 Quenching8.3.2 Solution or Full Annealing Processes8.3.3 Precipitation (Aging) Processes8.3.4 Example of Double-Aging Sequence
8.4 Surface Attack and Contamination8.4.1 Introduction8.4.2 Alloy Depletion8.4.3 Intergranular Attack8.4.4 Surface Contamination8.4.5 Miscellaneous Contaminants
8.5 Protective Atmospheres8.5.1 Introduction8.5.2 Solution Treatment or Annealing Atmospheres8.5.3 Exothermic Atmosphere8.5.4 Endothermic Atmospheres8.5.5 Dry Hydrogen8.5.6 Dry Argon8.5.7 Vacuum Atmosphere8.5.8 Atmospheres for Precipitation Treatment
8.6 Furnace Equipment8.6.1 Furnaces8.6.2 Fixturing
8.7 Practical Heat Treatment of Superalloys8.7.1 General8.7.2 Manufacturing Economics8.7.3 Heating/Cooling Rates and Wrought Alloys8.7.4 Heating/Cooling Rates and Cast Superalloys8.7.5 Solution Treating Combined with Brazing8.7.6 Alternate Heat Treatments for Specific Properties
AppendicesSubject IndexAlloy Index