700 Radl a Noveldesignforhot-meltextrusionpelletizers

of 13
-
Upload
stefan-radl -
Category
Documents
-
view
221 -
download
0
Transcript of 700 Radl a Noveldesignforhot-meltextrusionpelletizers
-
8/3/2019 700 Radl a Noveldesignforhot-meltextrusionpelletizers
1/13
A novel design for hot-melt extrusion pelletizers
Stefan Radl a, Thomas Tritthart b, Johannes G. Khinast a,
a Institute for Process and Particle Engineering, Graz University of Technology, A-8010 Graz, Austriab mnadis Melt Extrusion Technologies, Austria
a r t i c l e i n f o
Article history:
Received 8 January 2009
Received in revised form
17 November 2009Accepted 20 November 2009Available online 3 December 2009
Keywords:
Hot-melt extrusion
Pellets
Pharmaceuticals
Simulation
Product processing
Non-Newtonian fluids
a b s t r a c t
In this work we investigated a novel die design for the scale-up of hot melt extrusion (HME) devices for
direct pelletization of pharmaceutics. Therefore we analyzed the temperature distribution in a lab- and
production-scale die as well as melt flow through the die. Finally we explored the possibilities of an
inner rotating knife for stabilizing melt flow. The work was based on computational fluid dynamics for
simulating non-Newtonian melt flow and corresponding temperature fields.
The results show that a tight temperature control of the die material is necessary to guarantee a safe
scale-up of the process. Even in lab-scale applications temperature inhomogeneities have been
observed both experimentally as well as in the simulation. These inhomogeneities act as an trigger to
destabilize melt flow and hence could lead to a shutdown of the process. The proposed inner rotating
knife acts as a pulsating device and consequently is able to enhance process stability. However, due to
heat dissipation in the small gap between rotor and stator, this device has to be fitted with a separate
low-speed drive and cannot be coupled directly to the main extruder shaft.
& 2009 Elsevier Ltd. All rights reserved.
1. Introduction
Melt extrusion processes have been used in industrial
applications for many years, the production of thin films being
only one of the most prominent example. Starting from the
polymer and plastic industry, hot-melt extrusion (HME) has also
found numerous applications in pharmaceutical manufacturing
practice (Breitenbach, 2002; Crowley et al., 2004, 2007; Repka
et al., 2007). By use of melt extrusion, various dosage forms can be
manufactured, ranging from pellets, over granules to tablets and
transdermal drug delivery systems. Compared to other pharma-
ceutical production processes, HME has the benefit of being a
solvent free, environmental friendly and cost-efficient technology.
Furthermore, by HME it is possible to improve bioavailability of
difficult actives by the formation of solid dispersions and solid
solutions. This is relevant for poorly-soluble pharmaceuticallyactive substances, frequently encountered among novel active
ingredients (Doelker et al., 2005; Klein et al., 2007; Miller et al.,
2007). Such benefits have led to an increased interest of HME
technology in recent years.
A typical HME process consists of a feeding system, an
extruder with conveying, mixing and melting section, a die
section as well as further downstream processing units.
A schematic diagram of a HME process is depicted in Fig. 1.
The extruder is divided into a feed, transition and metering zone.
Pitch and helix angle are different in each of these zones anddesigned to allow mixing, compression, melting, and plastification
of the feed material. Finally, the metering zone ensures a constant
flow rate of the melt. Often co-rotating twin-screw extruders are
used due to their superior mixing characteristics. In these
extruders two parallel mounted shafts are driven by the
gearbox and the screw flights are typically fully intermeshing,
i.e., each flight wipes both the element on the adjacent shaft and
the internal surface of the mixing chamber. This setup eliminates
stagnation areas within the extruder and ensures a narrow and
well-defined residence time distribution. The residence time is
typically in the order of 2 min. Thus, thermal stress of heat-
sensitive compounds is minimized and heat-sensitive materials
can be processes without significant reduction of drug activity.
After forming the melt in the die, the thermoplastic strand isforced between calendar rolls to produce films, or is fed into
another device to form pharmaceuticals directly, e.g. pellets or
tablets.
The flow of the melt in extruders has been discussed by
various authors with experimental, theoretical and computational
methods (Bertrand et al., 2003; Carneiro et al., 2004; Khalifeh and
Clermont, 2005; Rauwendaal, 2006). Hence, there has been an
immense interest in melt flow in the extruder section. Also, there
have been numerous studies addressing the details of flow
through the die hole and phenomena like die swelling (Carneiro
et al., 2001; Tome et al., 2007) or shark skinning (Kulikov and
Hornung, 2001; Migler et al., 2002; Molenaar et al., 1998).
ARTICLE IN PRESS
Contents lists available at ScienceDirect
journal homepage: www.elsevier.com/locate/ces
Chemical Engineering Science
0009-2509/$- see front matter & 2009 Elsevier Ltd. All rights reserved.
doi:10.1016/j.ces.2009.11.034
Corresponding author. Tel.: + 43316 8737978; fax: +43 316873 7963.
E-mail address: [email protected] (J.G. Khinast).
Chemical Engineering Science 65 (2010) 19761988
http://-/?-http://www.elsevier.com/ceshttp://dx.doi.org/10.1016/j.ces.2009.11.034mailto:[email protected]:[email protected]://dx.doi.org/10.1016/j.ces.2009.11.034http://www.elsevier.com/ceshttp://-/?- -
8/3/2019 700 Radl a Noveldesignforhot-meltextrusionpelletizers
2/13
ARTICLE IN PRESS
However, relatively low attention has been paid to the combined
effect of temperature distribution in the die material and the melt
(Lin and Jaluria, 1998; Pittman and Sander, 1994). Specifically in
the area of melt extrusion for pharmaceuticals the literature is
very scarce. Up to now, no study exists that focuses on the flow of
HME drug products through the extrusion head and the die.
For the development of solid dosage forms, the production of
spherical pellets via HME is of interest due to their use incontrolled-release drug delivery systems. These spherical pellets
produced via HME offer additional flexibility for further modifica-
tions, e.g., by coating. Significant contributions in the area of
pelletization have been made by Follonier and co-workers in the
mid-90s (Follonier et al., 1994, 1995). A recent report on the
production of pellets by HME has been published (Young et al.,
2002). Furthermore, various patents for this technology exist
(see for example Rein, 2005). Today, pelletization using HME can
be seen as a promising technology that may have a commercial
breakthrough in the near future.
However, compared to the extrusion of polymers, HME in
pharmaceutical applications is significantly more demanding
as the dosage forms are a mixture of active pharmaceutical
ingredients (API), matrix carriers and other excipients. These
ingredients have to be adjusted to give both excellent therapeutic
as well as adjustable processing properties of the formulation.
Furthermore, the regulatory bodies are increasingly demanding
an enhanced process and product understanding, in line with the
Quality by Design (QbD) initiative. Hence, along with the
knowledge to efficiently manufacture a drug product, also insight
into the process has to be provided. This paradigm shift from trial-
and-error methods to an science-based process design provides
rational connection of process parameters and product quality
attributes.
In this study our aim is the rational design of pharmaceutical
production processes. Specifically, we focus on the design of a
novel die including a direct pelletization step.
1.1. Background
Rheological data and models relevant to hot melt extrusion can
be found in various sources. For example, the effect of drug
content changes on the thermophysical and rheological para-
meters of the formulation has been analyzed recently (Chokshi
et al., 2005). In their work they used the Cross model for
quantifying the shear thinning effect of their melt. Temperature
effects were modeled using the Arrhenius equation. The effect of
different polymers (Eudragit EPO, different polyvinylpyrrolidones
and Poloxamer 188) on a formulation of indomethacin was
studied and they observed a zero-shear viscosity ranging from
5 (formulation with Poloxamer 188 at 60 1C) to over 27,000 Pa s
(formulation with Eudragit EPO and 1201C). The normalized
activation energy Ea/R was in the order of 100010,000 K.
In summary, it was found that the zero-shear viscosity is strongly
influenced by the drug-to-polymer ratio. Hence, viscosity within a
melt can vary significantly, if local composition gradients exist,
which underlines the need for good mixing of the formulation in
HME devices.
Rouilly et al., investigated the shear-thinning behavior of
thermoplastic sugar beet pulp, a material consisting mainly of
polysaccharides (Rouilly et al., 2006). The power law model wasused to quantify the melts rheological behavior between 110 and
130 1C and different moisture contents.
Grosvenor and Staniforth investigated the effect of molecular
weight on the rheological and tensile properties of poly
(e-caprolactone) (PCL) (Grosvenor and Staniforth, 1996). Thissubstance has found widespread use in the pharmaceutical
industry, e.g., as a release agent. They also used the Arrhenius
law to describe the temperature effect of melt viscosity. Viscosity
was in the range of 10150Pa s and the normalized activation
energy Ea/R was in the range of 38004700K. These literature
data show that melt viscosity in extrusion processes spans a wide
range and that the flow is non-Newtonian. Furthermore, local
composition of the mixture significantly changes the rheological
behavior and consequently impacts the flow pattern. Thus,
equipment design must take into account these facts. However,
only little attention has been devoted to these problems in the
literature. Specifically, the rational design of dies for HME drug
extrusion has not been analyzed critically up to now.
The scale-up of HME devices is influenced by many considera-
tions. Clearly, the temperature distribution in the die and the
melt, the mechanical strength of the die and the distribution of
the melt within the device may be of central importance. This is
especially true for large-scale production systems. Equipment for
high-throughput wet mass extruders in the pharmaceutical
industry are known for many years (Erkoboni, 2003). In contrast,
HME equipment for pellet production is designed nearly exclu-
sively for lab-scale applications, because the quality of the
products may be very sensitive to variations in process para-
meters, e.g., the melt temperature, which is difficult to predict.
Clearly, there is a lack of knowledge in the rational design of
large-scale HMEs.
While transport, mixing and energy dissipation are of central
importance for the design of the screw section, the design of the
die impacts strongly the quality, shape and uniformity of the
pellets. Thus, an optimal design of the extrusion die is extremely
important to achieve the desired shape and dimension of the
extrudate. The fundamentals of optimal die design can be found in
Kostic and Reifschneider (2007), as well as in Ghebre-Sellassie
and Martin (2003) or Rauwendaal (2006). Relevant geometries of
the die for HME drug extrusion include flat dies for the production
of films, as well as profile extrusion dies, e.g. for spaghetti-like
products. The flow of the melt through the die will be influenced
by the melts rheological behavior, the channel geometry and theoperating conditions, including flow rate and local temperature.
For this reasons it is virtually impossible to obtain a flow channel
geometry that can be used for a wide range of different products.
Consequently adjustment capabilities are build into the extrusion
die system. This often includes a variable geometry, e.g. by using
so-called choker bars or valves, or a device for controlling the die
temperature, e.g., by using cartridge heaters (Rauwendaal, 2006).
Referring to the former possibility, uniformity of the melt flow is
achieved by the use of choker bars or flex-lips together with a
special design of the manifold for melt distribution. These devices
for controlling the melt flow are located at numerous points along
the width of the die (e.g., in case of a sheet die). The adjustment of
these devices is controlled by scanning the thickness of the
extrudate in case of film extrusion.
gear,motor and
bearing
down-stream
processing
feedingsystem
extruder die
Fig. 1. Schematic diagram of a hot melt extrusion system.
S. Radl et al. / Chemical Engineering Science 65 (2010) 19761988 1977
-
8/3/2019 700 Radl a Noveldesignforhot-meltextrusionpelletizers
3/13
ARTICLE IN PRESS
In addition to mechanical design strategies, there have been
several efforts to prevent extrusion dies from freezing using
controlled heat transfer. In underwater pelletization of polymers
the die has been insulated on the exit side to reduce heat transfer
to the liquid media (Jackson et al., 2007). Alternatively, the liquid
media can be heated. However, this has the drawback of increased
energy consumption. Furthermore, the melt temperature can be
controlled using different die metals (Bertolotti, 1989).
In summary, an ideal die design will: (Kostic and Reifschneider,2007)
balance the melt flow to provide a uniform exit velocity acrossthe entire die exit,
achieve a minimal pressure drop, avoid abrupt changes that may cause stagnation areas and
thermal degradation,
allow adjustment during production by inclusion of flow-control devices for optimization of the flow distribution,
have a modular design for better manufacturability, assembly,cleaning and convenient modification and
have a so-called die land, i.e., a region upstream of the die,which has a length of at least 10 times the product thickness in
order to facilitate polymer melt stress relaxation.
A wide range of designs for extrusion dies can be found in
literature. However, their application to pharmaceutical manu-
facturing processes is limited.
1.2. Objectives
The objective of this study is to develop a method to
computationally assess the feasibility of different complex die
designs, which we will apply to a new HME drug extrusion
process with direct granulation. Direct granulation refers to a
novel process, where the hot, still molten extrudate, is cut directly
after exiting the die. Cutting of the molten strand is achieved with
a rapidly rotating cutter knife. By doing so, the granules will formperfectly shaped pellets (micro pellets) immediately due to the
action of surface tension and the shrinkage due to solidification.
Hence, there is no need for a subsequent spheronization step. This
process has the advantage of not requiring a further melting of the
product, thus lowering equipment costs and reducing energy
demand. It also allows effective integration in a continuous
manufacturing environment.
In order to study in detail the flow characteristics in the
extrusion die device, a computational tool has been developed.
The momentum and mass conservation equations, as well as the
energy equation, have been solved to calculate the velocity,
pressure and temperature field in the melt as well as in the
extrusion die. Melt rheology was described by a shear-rate and
temperature-dependent viscosity. Viscoelastic effects have beenexcluded from this work.
The die design studied in this work is based on a cylindrical
shape of the extrusion device, i.e., the melt is entering the die in
axial direction and exiting in radial direction. To facilitate melt
flow, the effect of an additional rotor that is located inside the
extrusion die was investigated. This rotor works as a pulsation
device to clear plugged die holes. Consequently, the robustness of
the process can be increased and a continuous operation can be
ensured.
Requirements for the process design include:
Melt pressure and temperature have to be constant for eachindividual die hole to ensure a uniform melt distribution and
pellet diameter.
The design must allow a tight temperature control of the diematerial.
Pressure loss across the die should be minimized to allowa high throughput, i.e., the thickness of the die should be
minimized.
The residence time in the extrusion device should be short(12 min) and the residence time distribution should be
narrow.
This paper is structured as follows: first we provide some
background information on the computational method used in
this work. The available rheological models and data for
pharmaceutically relevant melts are highlighted. In the results
section we first discuss the temperature distribution in a lab-scale
and the novel production-scale extrusion device. Finally, we focus
on the production scale extruder and investigate the effect of a
knife rotating inside the extrusion die.
2. Materials and methods
2.1. Materials
The polyol D-Mannitol (CPharmMannidex 16700), sorbitol
(CPharmSorbidex S 16606) and the polysaccharide maltodextrin
(CPharmDry 01980 Maltodextrin DE 8) were purchased from
Cerestar Austria Handelsgesellschaft m.b.H. Glucono-d-lactone
(F2500) was supplied by Jungbunzlauer Austria AG.
2.2. Model substance
The model substance used within this work consisted of 37 w%
D-Mannitol, 38 w% Glucono-d-Lactone, 20 w% maltodextrin and
5 w% sorbitol. The rheological behavior of the melt was deter-
mined at different temperatures using a high-pressure capillary
rheometer (Rheograph 2002, Gottfert GmbH, Germany) according
to DIN 53014. The density of the melt was measured using aPVT-100 (SWO Polymertechnik GmbH, Germany). The heat
conductivity was determined with a K-System II (Advanced CAE
Technology Inc., USA) according to ASTM D5930-97. All measure-
ments were performed at the University of Leoben (Schuschnigg
et al., 2007). The models used for the description of the melt
rheology as well as the numerical values for the physical
properties of the melt are described at the end of Section 2.3 of
this paper.
2.3. Computational method
In order to compute the time-dependent velocity and
temperature distribution of the melt, the finite volume method
was used to solve the underlying equations for mass, momentumand energy conservation. Assuming an incompressible media, the
continuity equation can be written as:
r ~u 0: 1
where ~u denotes the velocity vector. The momentum equation
can be written as
@r ~u@t
~u rr~u rp r m~x r~u rT~u: 2
Here m denotes the dynamic viscosity that depends on the shearrate and the local temperature. r is the density and p is thepressure.
In our study a rotating knife has been considered within the
cylindrical die. Therefore, it was necessary to introduce as second,
rotating reference frame. In this rotating reference frame,
S. Radl et al. / Chemical Engineering Science 65 (2010) 197619881978
-
8/3/2019 700 Radl a Noveldesignforhot-meltextrusionpelletizers
4/13
ARTICLE IN PRESS
characterized by the angular velocity vector ~O, the centrifugal
force Fcent r ~O ~O ~r and the Coriolis force Fcor 2 r ~O ~u have to be considered. In this case, the momentum
equation can be written as: (Brenn, 2004)
@r ~u
@t ~u rr~u rp r m~x r~u rT~ur ~O
~O ~r2 r ~O ~u; 3
By making this equation dimensionless the relative impact of
these additional forces becomes apparent:
Re @~u
@t~u
r~u
rp r2~u
1
Ek Ro ~O
~O
~r
2 Re
Ro~O
~u
; 4
where Ro=U/(O L) is the Rossby number (i.e., inertial to Coriolis
forces). Ek=m/(r O L2) is the Ekmann number (i.e., viscous toCoriolis forces). In the current framework Re will be very small, Ro
will be O(1), because U will be in the order ofO L (note that the
rotating motion is fast compared to the axial fluid flow in
the extrusion head). The Ekmann number will be in the order of
1/Re, i.e., it will be high. Hence, centrifugal and Coriolis forces canbe safely neglected in the current work. This allows a more
efficient implementation in the simulation software.
Following Bird et al., the energy equation for an incompressible
fluid with constant heat capacity cp and thermal conductivity l is:
(Bird et al., 2002)
r @h
@tr ~u rh
l
cp r2ht : r~u: 5
In Eq. (5) the term t : r~u denotes the heat of dissipation, where tis the stress tensor. The enthalpy h is related to the temperature
field, i.e.,
h cp TT0: 6
In Eq. (5) the stress tensor t can be calculated from the rheologicalproperties of the melt and the velocity field. In the solid domain(we solve both for the die material and the die flow) the velocity
vector ~u in Eq. (5) was set to zero, which resulted in the Laplace
equation in case of the steady-state cases. The enthalpy equation
was solved simultaneously with the fluid dynamics, as the
rheology is strongly dependent on the temperature. As the
temperature field in the fluid and solid domain was calculated
separately, an iterative technique was employed to couple these
two regions. This was done by imposing the calculated tempera-
ture boundary field from the solid domain on the fluid domain. To
guarantee the heat balance at the boundary, the heat fluxes in the
fluid and solid domain must be equal, i.e.
ls @Ts
@~n
lf @Tf
@~n
; 7
where the index s stands for the solid domain, frefers to the fluid
domain and ~n is the unit normal vector of the boundary. With
these boundary conditions the temperature field in the fluid
domain can be calculated. Subsequently, the temperature bound-
ary conditions were updated in the solid region and the cycle was
repeated until the difference in the calculated heat fluxes was
below a certain threshold.
The thermal conductivity of the melt was assumed to be
constant at lf=0.205W/mK, which was supported by the
measurements. The density was measured to be approximately
constant and 1480 kg/m3. The heat capacity was estimated to be
1260J/kgK=m2/s2/K and was based on that of saccharose at room
temperature. A modification of the Carreau model was used to
account for the effect of shear rate _g 1=s and temperature T (K)
on the local viscosity, i.e., m m _g; T, i.e.,
m _g; T aT m0minf 1 B aT _gCD1=C; 8
where the dimensionless quantity aT is the temperature correc-
tion function defined as
aT expEaR
1
T
1
T0
: 9
Eq. (9) is based on the Arrhenius equation with the normalized
activation energy Ea/R. The constants describing the fluid under
investigation where given as:
m0=1680Pasminf=0P asB=2.50 103 s
C=3.88
D=9.9 102
Ea/R=2.13 104 K
T0=378.15 K
As simulation software the open-source CFD package OpenFOAM has
been used. This software enables easy modification of the governing
equations and is numerically efficient. For mesh generation Open-
FOAMs internal mesh generator blockMesh as well as CUBIT have
been used (Blacker, 2007). The computational mesh was designed
such that the flow field and the temperature gradients were captured
well. To obtain a mesh independent solution, the mesh has been
locally refined. The largest meshes (for 3D simulations) consisted of
approximately 280,000 cells, whereas for the 2D simulations the
maximum cell number was around 60,000 cells.
The solver has been verified against an analytical solution for
isothermal non-Newtonian flow. For this case the solution for the
steady-state flow of a fluid in a straight pipe with circular cross
section can be evaluated from: (Bohme, 2000)
Qp
8
d3
t3w
Ztw
0
t2 _gt dt 10
In Eq. (10) Q denotes the flow rate (m3/s), d is the pipe diameter
(m), tw is the wall shear stress (Pa) and _gt is the inverse
Fig. 2. Results for isothermal non-Newtonian pipe flow (line: analytical solution,
symbols: numerical solution; 1 mm pipe diameter, 3 mm pipe length, 378.15K
melt temperature, viscosity according to Eqs. (8) and (9)).
S. Radl et al. / Chemical Engineering Science 65 (2010) 19761988 1979
-
8/3/2019 700 Radl a Noveldesignforhot-meltextrusionpelletizers
5/13
ARTICLE IN PRESS
viscosity function, i.e., the function describing the rheological
behavior of the fluid as given by Eq. (8). The wall shear stress twdepends linearly on the pressure drop Dp over a pipe with length
Dl and hence is known. A simple force balance yields:
tw Dp
Dl
d
4: 11
The comparison of the simulation results with the analytical
solution is presented in Fig. 2. As can be seen, an excellent
agreement is obtained.
3. Results
In order to asses the novel concept for the die, numerous
simulations of the non-isothermal melt flow in the novel
cylindrical die were performed.
3.1. Flow through the die hole
The simulations of the non-isothermal melt flow through the
die hole showed a local temperature maximum near the wall. This
is a phenomena well known in the literature (Ghebre-Sellassie
and Martin, 2003) and will not be discussed in more detail. Thepressure drop over the final die hole (diameter=1 mm, length= 3
mm) was in the order of 120 bar at the design melt temperature of
95 1C and a flow rate of 0.25 kg/h. The maximum temperature rise
was about 7 K. A typical result for the temperature distribution is
shown in Fig. 3.
3.2. Temperature distribution in a lab-scale die
First, the temperature distribution in the planar lab-scale die
plate (refer to Fig. 4) was analyzed. The die plate consists of a cone
that acts as a distributor for the melt (Fig. 4 right) and a planar
plate with 16 die holes. To reduce pressure drop, the die holes
consist of a 5 mm diameter pilot bore and a 1 mm diameter exit
bore.
The die plate is mounted directly to the extruder head via sixbolts (Fig. 4 left) and is in thermal contact with the extruder,
which was temperature controlled (386.15 K). An isometric view
that shows the die plate assembled with the extruder head and
the melt flow is presented in Fig. 5. Because of the symmetry of
the plate, only 1/6 of the plate was modeled and subsequently
simulated.
Since the extruder head, the die plate and the melt are in
thermal contact, it is important to understand the heat exchange
between these three regions. Hence, it was necessary to simulate
heat and melt flow simultaneously. Furthermore, the rotating
cutter knife causes a turbulent air flow at the front side of the die
plate. Hence, it is essential to take into account the convective
heat transfer from the die plate to the surrounding air. Thus, the
boundary conditions for this situation were chosen as:
Convective heat transfer from the front side (melt exit, lightregion in Fig. 6) of the die plate to the surrounding air
(T=293.15 K). The heat transfer coefficient a to thesurrounding air was obtained from an idealized assumption
of air flow over a flat plate. This analysis showed thata is in therange between 50 and 80 W/m2 K under operating conditions.
The surfaces in contact with the screws have the temperatureof the extruder head (dark region in Fig. 6).
The melt entering the extrusion device has the sametemperature as the extruder head (368 K).
The extruder head surface temperature is constant on the fulllength up to the die plate.
The results for the temperature distribution are shown in Fig. 7 for
both heat transfer coefficients of 50 (left) and 80 W/m2 K (right).
The figure shows an axial cross section through the extrusion
head, the melt region and the die plate. As can be seen, the
temperature distribution especially in the die plate is very
inhomogeneous. This is true for both heat transfer coefficients
studied, but is more pronounced in the case of a=80W/m2 K asexpected. Clearly, the die plate is virtually insulated from the
extrusion head by the melt channel. Consequently, heat flow to
the conical distributor of the die is limited and this part is
significantly cooler. As the flow rate of the melt is relatively low
(in our case 2 kg/h), the hot melt cannot heat the conical
distributor. In the contrary, the melt is cooled to some extend at
the inner surface of the channel. These results are in goodagreement with experimental observations that showed
significantly lower temperatures at the center of the die plate
(Tritthart, 2007, personal communication). The thermal situation
also affects the flow in the melt channel, i.e., the velocity profile in
the melt distributor. This is due to lower melt velocities at the
cooler side of the channel, which is the consequence of the higher
melt viscosity (results not shown). Also the pressure drop in the
melt distributor was increased by 34% (!) as the heat transfer
coefficient was changed from 50 to 80 W/m2 K. Hence, a small
change in the external heat transfer to the surrounding air causes
significant variability in the melt flow, indicating the sensitivity of
the process to environmental characteristics.
Above mentioned computations are rather expensive, as the
grid resolution in the fluid region (the melt) must be fine to
Fig. 3. Temperature distribution in a capillary die hole (flow is entering from the
top, 1 mm hole diameter, 3 mm length).
S. Radl et al. / Chemical Engineering Science 65 (2010) 197619881980
-
8/3/2019 700 Radl a Noveldesignforhot-meltextrusionpelletizers
6/13
ARTICLE IN PRESS
capture the details of the temperature field. Therefore, we have
also tested what happens when we treat the melt as a static
insulation layer. The extrusion head temperature for this situation
was assumed to be constant on the outer side of the melt channel,
which is in fairly good agreement with the fully coupled
simulation (see Fig. 7). With these boundary conditions, we have
calculated the temperature field in the die plate only. In Fig. 8 weshow the results for this simplified case. Clearly, we observe the
same characteristics of the temperature distribution as in the fully
coupled simulation. Due to the assumption of a constant
extrusion head temperature the minimal temperature for the
simplified case is 34K higher. This is usually an acceptable
deviation, as the uncertainty introduced by the assumed heat
transfer coefficient is also significant.
3.3. Temperature distribution in a production-scale die
In this chapter we focus on a new design of a HME device
for use at the production scale. Specifically, we are first inte-
rested in the temperature distribution in such a device. Fig. 9
shows an exploded view of this new design consisting of a
cylindrical die together with an inner rotor. This rotor has thefunction to create a pressure pulse that facilitates melt flow
through the die holes (a detailed discussion on this is provided in
the next chapter).
As the investigations related to the lab-scale die showed that a
homogenous die temperature is critical, we first focused on the
effect of heating channels in the die. These channels consist of
axial bores in the die (see Fig. 9) which are thermo-regulated by
means of liquid flow through the bores. The flow rate through the
channels was designed such that the wall temperature of the axial
bores can be assumed as constant. Consequently, the only factor
that effects the die temperature is the number and arrangement
of the channels in the die.
In Fig. 10 temperature contour plots for two different
arrangements of the heating channels are shown. It was
Fig. 4. Area in contact with the melt for the lab-scale planar extrusion head (left: view onto the outlet side; right: view in melt flow direction).
melt inflowfrom extruder
die plate
die hole extrusionhead
meltchannel
Fig. 5. Schematics of the die plate, the extruder head and the melt (isometric
view).
Fig. 6. Boundary conditions at the front side of the die plate, black: constant
temperature (melt temperature), grey: convective heat transfer to the surrounding
air.
S. Radl et al. / Chemical Engineering Science 65 (2010) 19761988 1981
-
8/3/2019 700 Radl a Noveldesignforhot-meltextrusionpelletizers
7/13
ARTICLE IN PRESS
assumed that the rotor is in thermal contact with the cylindrical
die. Hence, this can lead to an unwanted cooling of the melt, as
can be seen in Fig. 10 (left).
The calculations show that heating channels are necessary
next to each row of die holes to allow a tight control of the
temperature (Fig. 10, right). As can be seen from Fig. 10 (right) the
lowest temperature in this case is located near the outlet of
the melt. Here the die temperature has a local minimum that is
about 1.5 K below the melt temperature. A more precise tempe-
rature control does not seem feasible due to limited manufactur-
ability and the fact that the cylinder cannot be insulated to thesurrounding air.
If an insufficient number of heating channels is used and the
end plate is not temperature controlled (Fig. 10, left), a significant
temperature gradient over the die exit is observed. This could
lead to partial solidification as observed during the lab-scale
experiments.
3.4. Pressure distribution around an inner rotating knife
The new cylindrical design for a HME device incorporates a
rotating knife that aids melt flow through the die holes. This is
realized by means of a pressure pulse that periodically increases
the pressure in front of certain die holes. Consequently the flow
extrusionhead
melt
dieplate
flowdirection
flowdirection
Fig. 7. Temperature distribution in the die plate and the extrusion head (coupled simulation; left: a=50 W/m2 K, right: a=80W/m2 K, temperature contour lines areseparated by 0.5 K).
Fig. 8. Temperature distribution for the simplified case (left: a=50W/m2 K, right: a=80W/m2 K, temperature contour lines are separated by 0.5 K).
cylindrical
die
rotor
melt
inlet
melt
discharge
heating
channels
Fig. 9. 3D view of the cylindrical die with inner rotating knife.
S. Radl et al. / Chemical Engineering Science 65 (2010) 197619881982
-
8/3/2019 700 Radl a Noveldesignforhot-meltextrusionpelletizers
8/13
ARTICLE IN PRESS
through these holes will be higher for a short period, thus spilling
unwanted accumulations from the system.
The rotor itself consists of a cylinder and multiple straight
knives located on the perimeter of the cylinder, covering the full
axial length. A two-dimensional sketch of the rotor geometry is
provided in Fig. 11.
To asses the impact of the rotors geometry, simulations have
been conduced. Here the main focus was the pressure profile of
the pulsating stream induced by the rotor. In the simulations the
flow in slices perpendicular to the cylinder axis was analyzed. The
geometrical parameters are summarized in Table 1. The boundary
conditions were chosen to mimic a die that has a constant
temperature. Because the simulations were conducted in 2D only,
rotor
cylindricaldie
contact line
temperature-controlled end
plate
Fig. 10. Temperature distribution in the production-scale die with one heating channel per two die row (left) as well as one heating channel per die row and a
temperature-controlled end plate (right). Rotor and cylindrical die have been assumed to be in thermal contact along the full contact line.
Fig. 11. Geometry of the rotor, the knife and the cylindrical die for the 2D
simulations.
Table 1
Geometrical parameters for the 2D simulations.
Gap (distance knifecylinder) 13 mm
Knife angle 30901
Rotor diameter 8095 mm
Stator diameter 100 mm
Fig. 12. Pressure variation versus angular position for different gap widths (2D
simulation, 601 knife angle, 80 mm rotor diameter, 60 min1).
Fig. 13. Pressure variation versus angular position for different gap widths (2D
simulation, 601 knife angle, 95 mm rotor diameter, 60 min1).
S. Radl et al. / Chemical Engineering Science 65 (2010) 19761988 1983
-
8/3/2019 700 Radl a Noveldesignforhot-meltextrusionpelletizers
9/13
ARTICLE IN PRESS
the effects of temperature build-up along the cylinder axis could
not be investigated. Hence, the 2D simulations mimic a situation
where only radial heat transfer can take place. The rotational
speed was varied between 20 and 60 min1. The rotor and stator
diameter, the knife angle and the gap as well as the angular
position relative to the knifes edge are shown in Fig. 11. Results
for a knife angle of 601 are shown in Figs. 12 and 13 for two
different rotor diameters. In these figures the pressure variation
refers to the difference between the pressure at the inner shell ofthe cylindrical die and the mean pressure in the die.
The four curves in Figs. 12 and 13 indicate four different rotor-
to-stator gaps. The angular position is relative to the knife edge in
circumferential direction (see Fig. 11). As can be seen from Fig. 12,
when the gap decreases, the pressure peak becomes more and
more localized. Hence, only the die hole near the knife edge will
experience a short pressure variation while all others are nearly
unaffected by the rotating knife. This is beneficial, since the pellet
size distribution will be more uniform in this case with only a few
slightly larger particles. A simple analysis of the simulated
pressure curve shows, that when the pressure varies as in Figs. 12
and 13, the maximal deviation from the mean pellet diameter is
73% for all gap sizes investigated.
In case the inner rotor diameter is increased while all other
geometrical parameters are held constant, this situation changes.As can be seen from Fig. 13 the shape of the pressure profile
changes to a more flat one. This is because the height of the rotor
knife relative to the rotor-to-stator gap is decreasing with an
increasing rotor inner diameter. In this situation there will be no
sharp pressure peak and all die holes on the perimeter will be
influenced by the rotating knife. In addition, for the cases of a
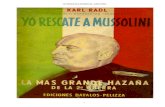
Fig. 14. Temperature (left, with streamlines) and pressure (right) distribution near the knife (2D simulation, 60 1 knife angle, 80mm rotor diameter, 0.75 mm knife gap,
60min1).
Fig. 15. Temperature (left, with streamlines) and pressure (right) distribution near the knife (2D simulation, 60 1 knife angle, 95mm rotor diameter, top: 1 mm knife gap,
bottom: 1.75mm knife gap, 60 min1
).
S. Radl et al. / Chemical Engineering Science 65 (2010) 197619881984
-
8/3/2019 700 Radl a Noveldesignforhot-meltextrusionpelletizers
10/13
ARTICLE IN PRESS
rotor-to-stator gap of 1.5 and 1.75 mm and a rotor diameter of
95mm, we observe that the pressure is negative in front and
behind the blade (see Fig. 13). This is because in both cases, the
high pressure zone is localized near the knife edge and the zone
near the cylindrical die is nearly unaffected by the knifes
movement (see Fig. 15). The pressure build-up in circumferential
direction is very small and the maximum (positive) pressure is
observed between two consecutive knifes at the perimeter (i.e., at
an angular position of 901
in case of two knifes, data not shown).This peculiar behavior is caused by the extremely small height of
the rotor knife relative to the rotor-to-stator gap.
In Figs. 14 and 15 we compare the temperature and pressure
distribution in the two-dimensional plane for different rotor
diameters and knife gaps. In addition, we show the effect of the
rotor-to-stator gap on the flow field in Fig. 15. As can be seen in all
of these figures, the maximal melt temperature is about 30 K
above the wall temperature. Also in the case of a larger rotor
diameter, i.e., 95 mm, the temperature rise is significant and
above 20 K. Hence a significant amount of heat is generated at
the relevant rotational speed, which cannot be removed with the
proposed rotor diameters. In Fig. 14 it can be seen that if the gap is
sufficiently small, a local pressure peak is built up in the vicinity
of the knife. However, for a given gap size this localized pressure
peak vanishes if the rotor diameter is increased, while the overall
pressure drop over the knife is similar to the case of a smaller
rotor diameter (compare Figs. 14 and 15). Furthermore, if we
increase the rotor-to-stator gap (see Fig. 15), the flow pattern
changes and the recirculation zone near the knife edge is no
longer observed. Thus, the melt flow is relatively unaffected by
the knife and is not pushed against the cylindrical die. Such an
arrangement causes a very localized pressure near the knife edge
but not at the cylindrical die. Hence, excessively large rotor-to-
stator gaps are ineffective for the generation of the desired
pressure pulse.
3.5. 3D simulation results
The results of the two-dimensional simulations showed that a
knife angle of 601 and a rotor-to-stator gap smaller than 1 mm is
necessary to create the desired pressure peak needed to remove
plugs from the die hole and to ensure smooth and continuous
operation. However, to assess the temperature distribution of the
melt in axial direction, full three-dimensional simulations are
necessary. The parameters for these 3D simulations are summar-ized in Table 2.
As an additional parameter for the geometry of the internal
rotor, the pitch p of a helically-shaped knife has been studied. The
pitch is the axial distance of a (hypothetical) point traveled during
a single revolution of a helix. p is inversely proportional to the
angle f between the axis of the cylindrical device and the knife
edge. The relationship between pitch and the axis-knife-edge
angle is
cotf p
p D12
where D is the outer knife edge diameter.
The boundary conditions for the 3D simulations consist of a
uniform pressure and temperature at the melt inlet. The velocity
gradient has been set to zero at the inlet. While the melt flow has
been specified to be normal to the cylindrical outlet surface, the
velocities in tangential and axial direction at this surface have
been set to zero. At all other surfaces the no-slip boundary
condition has been applied. This is supported by our experimental
results that showed generally smooth surfaces of the product, that
indicate that a stick-slip transition has not occurred in the die.
Also, uniform wall temperatures have been used in the simula-
tions.
The results for a rotor speed of 60 min1 are shown in Fig. 16
for a straight knife. As can be seen, the velocity vectors of the melt
(Fig. 16, left) are essentially perpendicular to the knife, i.e., the
main flow consists of a circular motion. This is because the mean
flow velocity in axial direction is very slow. Only at the inlet of the
melt, where a uniform pressure boundary condition has beenused in the simulation, the local pressure before the knife leads to
an outflow. At the backside of the knife melt is locally sucked into
the extrusion device.
The temperature distribution (Fig. 16, middle) shows a
significant temperature gradient in axial direction. The maximal
Table 2
Geometrical parameters for the 3D simulations.
Gap (distance knifecylinder) 1 mm
Knife angle 30 1C
Die diameter 45100 mm
Pitch mm 1000 to +3000mm
Fig. 16. Results for straight knife at 60 rpm (left: velocity vectors and pressure contour, middle: temperature, right: pressure).
S. Radl et al. / Chemical Engineering Science 65 (2010) 19761988 1985
-
8/3/2019 700 Radl a Noveldesignforhot-meltextrusionpelletizers
11/13
ARTICLE IN PRESS
temperature is more than 10 K below the prediction of the two-
dimensional simulation (see Fig. 15). However, the temperature
heterogeneities inside the device are still significant and would
lead to considerable differences of melt outlet velocity. Also, the
temperature maximum is now closer to the wall compared with
the two-dimensional case. This is because there is an additional
convective energy transport in radial direction that was not
included in the 2D simulation. Furthermore, the pressure
distribution (see Fig. 16, right) indicates that the pressure lossin axial direction is negligible. In the vicinity of the knife we
observe that the local pressure maximum is becoming smaller in
axial direction. This is due to the change in melt viscosity as a
consequence of the increasing temperature. Thus, the higher
temperature leads to a lower melt viscosity and a lower pressure
build up near the knife edge.
Furthermore, the flow and temperature distribution has been
investigated at a lower rotor speed of 20 min1 for a pitched knife
(Fig. 17). The results show that the temperature difference over
the full length for this situation is about 11 K. As can be seen from
Fig. 17 (right), this has the positive effect of a more uniform
distribution of the pressure maximum in front of the knife.
Interestingly, the pressure maximum is nearly the same as for a
rotor speed of 60 min1.
The influence of the knife pitch has been investigated for the
case of a rotor speed of 20 min1. However, the simulations
showed that the differences in general are small. The only
observation that can be made is that for the smallest pitch
(Fig. 17) the peak pressure is more uniform along the axis. The
disadvantage in this case is the increasing in- and outflow at the
melt inlet that may lead to an unwanted oscillatory fluid motion
in the inlet channel upstream of the extrusion device.
The power drawn by the melt and the torque needed to turn
the rotor have been investigated as a function of rotor speed and
pitch. As can be seen from Table 3 the differences in the torque
requirements between the two rotor speeds are small, i.e., a lower
rotor speed does not decrease the torque accordingly. This is due
to the shear-thinning behavior of the melt. The influence of the
pitch is small (o5%) for a rotor speed of 20 min1 and higher
(o50%) for 60min1 because axial pumping increases with rotor
speed.
An alternative design of the rotor has been studied with a
smaller diameter of 60 mm and a rotor speed of 120 min1 (see
Fig. 18). The main idea for this design is to mount the rotor
directly to the extruder, i.e., the rotor does not necessarily need a
separate drive. To keep the throughput identical to the large
stator diameter of 100 mm, the cylindrical die has to be designed
longer. The results show that under this conditions the melt is
heated significantly (about 20K), which is unacceptable to
guarantee a uniform temperature along the cylinder axis. The
results for a stator diameter of 45 mm are shown in Fig. 19. The
torque requirement for this setup was 45 Nm, the power demand
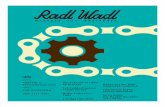
is 565W. Also for this design heat-up of the melt is significant(18 K) along the axis. Hence, it is not possible to mount the rotor
directly to the extruder, even if the diameter of the cylinder is
reduced.
4. Discussion
Pelletization via hot melt extrusion has a significant potential
for becoming one of the primary production process for solid
dosage forms. However, the process scale-up (in addition to
challenges like cleaning in place, CIP) is one of the most important
problems that impedes a breakthrough of this technology.
Within this work the importance of a proper temperature
control of extrusion dies has been highlighted. It could be shown
that in the lab-scale setup the low thermal conductivity of themelt as well as the heat transfer from the die plate lead to
an undesired thermal situation. This can lead to a partial
solidification of the melt which may result in an unstable flow
through individual die holes. Observations during lab-scale
tests supported this speculation. Furthermore, the temperature
Fig. 17. Results for pitched knife (p= +1000 mm) at 20 rpm (left: velocity vectors and pressure contour, middle: temperature, right: pressure).
Table 3
Torque requirements for 100 mm stator diameter.
Case Power demand (W) Torque (Nm)
60 rpm, straight 499 79
60 rpm, pitch+1000 mm 631 100
60 rpm, pitch+2000 mm 593 94
60 rpm, pitch+3000 mm 594 9560rpm, pitch 3000 mm 730 116
20 rpm, straight 202 96
20 rpm, pitch+1000 mm 195 93
20 rpm, pitch+2000 mm 198 95
20 rpm, pitch+3000 mm 198 95
20rpm, pitch 3000 mm 204 97
S. Radl et al. / Chemical Engineering Science 65 (2010) 197619881986
-
8/3/2019 700 Radl a Noveldesignforhot-meltextrusionpelletizers
12/13
ARTICLE IN PRESS
distribution in the die material might become even worse during
scale-up. This is a critical point, since melt rheology is very
sensitive to temperature changes.
The investigation of the concept of a cylindrical die has shown
that this design is a feasible option for increasing the throughput
for highly viscous HME formulations. An inner rotating knife can
be used as a pulsating device for improving melt flow and
consequently for increasing process stability. However, there are
some limitations. Viscous dissipation heats up the melt along theaxis of the cylinder. This can have the effect of worsening the melt
distribution among the die holes. Hence, the rotor speed has to be
decoupled from the speed of the extruder. Second, a proper stator
diameter has to be chosen. This decision is mainly influenced by
considerations on the manufacturability of the die.
Notation
aT parameter of the Carreau viscosity model
B parameter of the Carreau viscosity model, s
cp specific heat capacity, J/kg K
C parameter of the Carreau viscosity model
d diameter, m
dr rotor diameter, m
ds stator diameter, m
D parameter of the Carreau viscosity model
Ea activation energy, J/mol
Ek Ekmann number
g radial gap, m
h specific enthalpy, J/kg
l length, m~n unit normal vector, m
p pressure, Pa
p pitch, m
q heat flux, W/m2
Q volumetric flow rate, m3/s
R gas constant, J/mol K
Re Reynolds number
Ro Rossby number
t time, s
T temperature, K
T0 reference temperature, K~u velocity vector, m/s
U reference velocity, m/s
Greek letters
a knife anglea heat transfer coefficient, W/m2 Kb angular position_g shear rate, s1
l heat conductivity, W/m K
m viscosity, Pa sm0 viscosity at zero shear rate, Pa sminf viscosity at infinite shear rate, Pa sr density, kg/m3
t stress tensor, Patw wall shear stress, Paf angle between the axis of the cylindrical device and the
knife edge~O angular velocity vector, s
1
Acknowledgments
JGK acknowledges partial funding of this work through the EU
Marie Curie Chair program MEXC-CT-2004-006767. Furthermore,
we acknowledge the financial support by mnadis Melt Extrusion
Technologies.
Fig. 19. Temperature distribution for straight knife at 120rpm (45mm stator
diameter, 1mm gap).
Fig. 18. Temperature distribution for straight knife at 120rpm (60 mm stator diameter, left: 1 mm gap, right: 2mm gap).
S. Radl et al. / Chemical Engineering Science 65 (2010) 19761988 1987
-
8/3/2019 700 Radl a Noveldesignforhot-meltextrusionpelletizers
13/13
ARTICLE IN PRESS
References
Bertolotti, F., 1989. Die for Hot Die Face Cutting Thermoplastic Polymers, EuropeanPatent EP0152844.
Bertrand, F., Thibault, F., Delamare, L., Tanguy, P.A., 2003. Adaptive finite elementsimulations of fluid flow in twin-screw extruders. Computers & ChemicalEngineering 27, 491500.
Bird, R.B., Stewart, W.E., Lightfood, E.N., 2002. Transport Phenomena. Wiley, NewYork.
Blacker, T., 2007. Cubit Users Manual, Sandia National Laboratories.Bohme, G., 2000. Stromungsmechanik nichtnewtonscher Fluide. B.G. Teubner,
Stuttgart.Breitenbach, J., 2002. Melt extrusion: from process to drug delivery technology.
European Journal of Pharmaceutics and Biopharmaceutics 54, 107117.Brenn, G., 2004. Stromungslehre und Warmeubertragung II VT. Graz University of
Technology, Graz.Carneiro, O.S., Covas, J.A., Ferreira, J.A., Cerqueira, M.F., 2004. On-line monitoring of
the residence time distribution along a kneading block of a twin-screwextruder. Polymer Testing 23, 925937.
Carneiro, O.S., Nobrega, J.M., Pinho, F.T., Oliveira, P.J., 2001. Computer aidedrheological design of extrusion dies for profiles. Journal of Materials ProcessingTechnology 114, 7586.
Chokshi, R.J., Sandhu, H.K., Iyer, R.M., Shah, N.H., Malick, A.W., Zia, H., 2005.Characterization of physico-mechanical properties of indomethacin andpolymers to assess their suitability for hot-melt extrusion processs as ameans to manufacture solid dispersion/solution. Journal of PharmaceuticalSciences 94, 24632474.
Crowley, M.M., Fredersdorf, A., Schroeder, B., Kucera, S., Prodduturi, S., Repka, M.A.,McGinity, J.W., 2004. The influence of guaifenesin and ketoprofen on the
properties of hot-melt extruded polyethylene oxide films. European Journal ofPharmaceutical Sciences 22, 409418.Crowley, M.M., Zhang, F., Repka, M.A., Thumma, S., Upadhye, S.B., Battu, S.K.,
McGinity, J.W., Martin, C., 2007. Pharmaceutical applications ofhot-melt extrusion: part I. Drug Development and Industrial Pharmacy 33,909926.
Doelker, E., Bilati, U., Nguyen, C.A., Galindo-Rodriguez, S., Sarraf, A.G., 2005.Processing of polymeric dosage forms for advanced drug delivery: from melt-extrudates to nanoparticles. Chimia 59, 336339.
Erkoboni, D.F., 2003. Extrusion/Spheronization. In: Ghebre-Sellassie, I., Martin, C.(Eds.), Pharmaceutical Extrusion Technology, New York, U.S., pp. 277322.
Follonier, N., Doelker, E., Cole, E.T., 1994. Evaluation of hot-melt extrusion as a newtechnique for the production of polymer-based pellets for sustained-releasecapsules containing high loadings of freely soluble drugs. Drug Developmentand Industrial Pharmacy 20, 13231339.
Follonier, N., Doelker, E., Cole, E.T., 1995. Various ways of modulating the releaseof diltiazem hydrochloride from hot-melt extruded sustained-releasepellets prepared using polymeric materials. Journal of Controlled Release 36,243250.
Ghebre-Sellassie, I., Martin, C., 2003. Pharmaceutical Extrusion Technology. MarcelDekker Inc., New York.
Grosvenor, M.P., Staniforth, J.N., 1996. The effect of molecular weight on therheological and tensile properties of poly (epsilon-caprolactone). International
Journal of Pharmaceutics 135, 103109. Jackson, R.A., Royer, D.J., Waggoner, M.G., 2007. Polymer underwater pelletizer
apparatus and process incorporating same, US Patent 7226553.Khalifeh, A., Clermont, J.R., 2005. Numerical simulations of non-isothermal three-
dimensional flows in an extruder by a finite-volume method. Journal of Non-Newtonian Fluid Mechanics 126, 722.
Klein, C.E., Chiu, Y.L., Awni, W., Zhu, T., Heuser, R.S., Doan, T., Breitenbach, J.,Morris, J.B., Brun, S.C., Hanna, G.J., 2007. The tablet formulation of lopinavir/ritonavir provides similar bioavailability to the soft-gelatin capsule formula-
tion with less pharmacokinetic variability and diminished food effect.JaidsJournal of Acquired Immune Deficiency Syndromes 44, 401410.
Kostic, M.M., Reifschneider, L.G., 2007. Design of extrusion dies. In: Lee, S. (Ed.),Encyclopedia of Chemical Processing, New York, pp. 633649.
Kulikov, O.L., Hornung, K., 2001. A simple geometrical solution to the surfacefracturing problem in extrusion processes. Journal of Non-Newtonian FluidMechanics 98, 107115.
Lin, P., Jaluria, Y., 1998. Conjugate thermal transport in the channel of an extruderfor non-Newtonian fluids. International Journal of Heat and Mass Transfer 41,32393253.
Migler, K.B., Son, Y., Qiao, F., Flynn, K., 2002. Extensional deformation, cohesivefailure, and boundary conditions during sharkskin melt fracture. Journal ofRheology 46, 383400.
Miller, D.A., McConville, J.T., Yang, W., Williams, R.O., McGinity, J.W., 2007. Hot-melt extrusion for enhanced delivery of drug particles. Journal of Pharmaceu-tical Sciences 96, 361376.
Molenaar, J., Koopmans, R.J., den Doelder, C.F.J., 1998. Onset of the sharkskinphenomenon in polymer extrusion. Physical Review E 58, 46834691.
Pittman, J.F.T., Sander, R., 1994. Thermal effects in extrusion
slit dies. Interna-tional Polymer Processing 9, 326345.Rauwendaal, C., 2006. Polymer Extrusion. Hanser, Munich, Germany.Rein, R., 2005. Vorrichtung zur Herstellung gerundeter Pellets. 05002005.6,
European Patent EP1563897.Repka, M.A., Battu, S.K., Upadhye, S.B., Thumma, S., Crowley, M.M., Zhang, F.,
Martin, C., McGinity, J.W., 2007. Pharmaceutical applications of hot-meltextrusion: part II. Drug Development and Industrial Pharmacy 33, 10431057.
Rouilly, A., Jorda, J., Rigal, L., 2006. Thermo-mechanical processing of sugar beetpulp. II. Thermal and rheological properties of thermoplastic SBP. Carbohy-drate Polymers 66, 117125.
Schuschnigg, S., Duretek, I., Fertschej, A., 2007. Stoffdatenbestimmung undSimulation von einer Heiabschlagsduse (in German). Institut fur Kunststoff-verarbeitung, Montanuniversitat Leoben, Leoben, Austria.
Tome, M.F., Grossi, L., Castelo, A., Cuminato, J.A., Mckee, S., Walters, K., 2007. Die-swell, splashing drop and a numerical technique for solving the Oldroyd Bmodel for axisymmetric free surface flows. Journal of Non-Newtonian FluidMechanics 141, 148166.
Young, C.R., Koleng, J.J., McGinity, J.W., 2002. Production of spherical pellets by a
hot-melt extrusion and spheronization process. International Journal ofPharmaceutics 242, 8792.
S. Radl et al. / Chemical Engineering Science 65 (2010) 197619881988