
6.2 CRISTALLIZZAZIONE DA SOLUZIONE · 6.2 CRISTALLIZZAZIONE DA SOLUZIONE ... unicamente dalla...
27
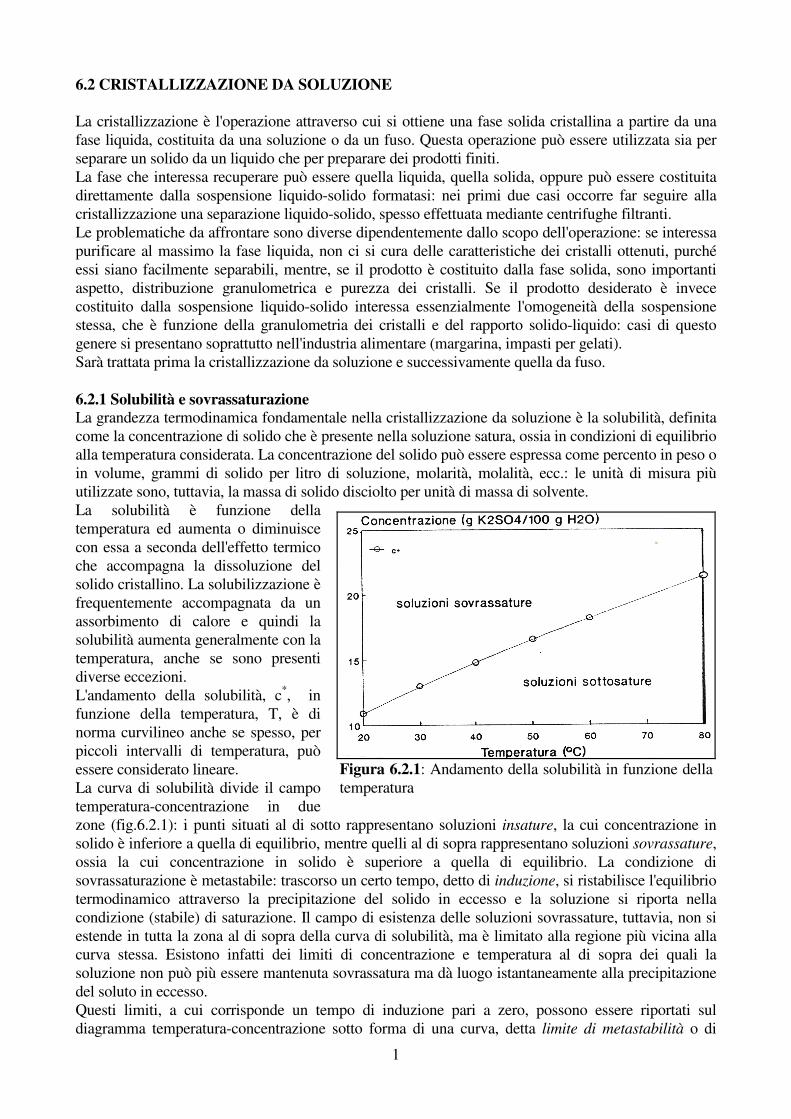
1 6.2 CRISTALLIZZAZIONE DA SOLUZIONE La cristallizzazione è l'operazione attraverso cui si ottiene una fase solida cristallina a partire da una fase liquida, costituita da una soluzione o da un fuso. Questa operazione può essere utilizzata sia per separare un solido da un liquido che per preparare dei prodotti finiti. La fase che interessa recuperare può essere quella liquida, quella solida, oppure può essere costituita direttamente dalla sospensione liquido-solido formatasi: nei primi due casi occorre far seguire alla cristallizzazione una separazione liquido-solido, spesso effettuata mediante centrifughe filtranti. Le problematiche da affrontare sono diverse dipendentemente dallo scopo dell'operazione: se interessa purificare al massimo la fase liquida, non ci si cura delle caratteristiche dei cristalli ottenuti, purché essi siano facilmente separabili, mentre, se il prodotto è costituito dalla fase solida, sono importanti aspetto, distribuzione granulometrica e purezza dei cristalli. Se il prodotto desiderato è invece costituito dalla sospensione liquido-solido interessa essenzialmente l'omogeneità della sospensione stessa, che è funzione della granulometria dei cristalli e del rapporto solido-liquido: casi di questo genere si presentano soprattutto nell'industria alimentare (margarina, impasti per gelati). Sarà trattata prima la cristallizzazione da soluzione e successivamente quella da fuso. 6.2.1 Solubilità e sovrassaturazione La grandezza termodinamica fondamentale nella cristallizzazione da soluzione è la solubilità, definita come la concentrazione di solido che è presente nella soluzione satura, ossia in condizioni di equilibrio alla temperatura considerata. La concentrazione del solido può essere espressa come percento in peso o in volume, grammi di solido per litro di soluzione, molarità, molalità, ecc.: le unità di misura più utilizzate sono, tuttavia, la massa di solido disciolto per unità di massa di solvente. La solubilità è funzione della temperatura ed aumenta o diminuisce con essa a seconda dell'effetto termico che accompagna la dissoluzione del solido cristallino. La solubilizzazione è frequentemente accompagnata da un assorbimento di calore e quindi la solubilità aumenta generalmente con la temperatura, anche se sono presenti diverse eccezioni. L'andamento della solubilità, c * , in funzione della temperatura, T, è di norma curvilineo anche se spesso, per piccoli intervalli di temperatura, può essere considerato lineare. La curva di solubilità divide il campo temperatura-concentrazione in due zone (fig.6.2.1): i punti situati al di sotto rappresentano soluzioni insature, la cui concentrazione in solido è inferiore a quella di equilibrio, mentre quelli al di sopra rappresentano soluzioni sovrassature, ossia la cui concentrazione in solido è superiore a quella di equilibrio. La condizione di sovrassaturazione è metastabile: trascorso un certo tempo, detto di induzione, si ristabilisce l'equilibrio termodinamico attraverso la precipitazione del solido in eccesso e la soluzione si riporta nella condizione (stabile) di saturazione. Il campo di esistenza delle soluzioni sovrassature, tuttavia, non si estende in tutta la zona al di sopra della curva di solubilità, ma è limitato alla regione più vicina alla curva stessa. Esistono infatti dei limiti di concentrazione e temperatura al di sopra dei quali la soluzione non può più essere mantenuta sovrassatura ma dà luogo istantaneamente alla precipitazione del soluto in eccesso. Questi limiti, a cui corrisponde un tempo di induzione pari a zero, possono essere riportati sul diagramma temperatura-concentrazione sotto forma di una curva, detta limite di metastabilità o di Figura 6.2.1: Andamento della solubilità in funzione della temperatura
Transcript of 6.2 CRISTALLIZZAZIONE DA SOLUZIONE · 6.2 CRISTALLIZZAZIONE DA SOLUZIONE ... unicamente dalla...
1
6.2 CRISTALLIZZAZIONE DA SOLUZIONE La cristallizzazione è l'operazione attraverso cui si ottiene una fase solida cristallina a partire da una fase liquida, costituita da una soluzione o da un fuso. Questa operazione può essere utilizzata sia per separare un solido da un liquido che per preparare dei prodotti finiti. La fase che interessa recuperare può essere quella liquida, quella solida, oppure può essere costituita direttamente dalla sospensione liquido-solido formatasi: nei primi due casi occorre far seguire alla cristallizzazione una separazione liquido-solido, spesso effettuata mediante centrifughe filtranti. Le problematiche da affrontare sono diverse dipendentemente dallo scopo dell'operazione: se interessa purificare al massimo la fase liquida, non ci si cura delle caratteristiche dei cristalli ottenuti, purché essi siano facilmente separabili, mentre, se il prodotto è costituito dalla fase solida, sono importanti aspetto, distribuzione granulometrica e purezza dei cristalli. Se il prodotto desiderato è invece costituito dalla sospensione liquido-solido interessa essenzialmente l'omogeneità della sospensione stessa, che è funzione della granulometria dei cristalli e del rapporto solido-liquido: casi di questo genere si presentano soprattutto nell'industria alimentare (margarina, impasti per gelati). Sarà trattata prima la cristallizzazione da soluzione e successivamente quella da fuso. 6.2.1 Solubilità e sovrassaturazione La grandezza termodinamica fondamentale nella cristallizzazione da soluzione è la solubilità, definita come la concentrazione di solido che è presente nella soluzione satura, ossia in condizioni di equilibrio alla temperatura considerata. La concentrazione del solido può essere espressa come percento in peso o in volume, grammi di solido per litro di soluzione, molarità, molalità, ecc.: le unità di misura più utilizzate sono, tuttavia, la massa di solido disciolto per unità di massa di solvente. La solubilità è funzione della temperatura ed aumenta o diminuisce con essa a seconda dell'effetto termico che accompagna la dissoluzione del solido cristallino. La solubilizzazione è frequentemente accompagnata da un assorbimento di calore e quindi la solubilità aumenta generalmente con la temperatura, anche se sono presenti diverse eccezioni. L'andamento della solubilità, c*, in funzione della temperatura, T, è di norma curvilineo anche se spesso, per piccoli intervalli di temperatura, può essere considerato lineare. La curva di solubilità divide il campo temperatura-concentrazione in due zone (fig.6.2.1): i punti situati al di sotto rappresentano soluzioni insature, la cui concentrazione in solido è inferiore a quella di equilibrio, mentre quelli al di sopra rappresentano soluzioni sovrassature, ossia la cui concentrazione in solido è superiore a quella di equilibrio. La condizione di sovrassaturazione è metastabile: trascorso un certo tempo, detto di induzione, si ristabilisce l'equilibrio termodinamico attraverso la precipitazione del solido in eccesso e la soluzione si riporta nella condizione (stabile) di saturazione. Il campo di esistenza delle soluzioni sovrassature, tuttavia, non si estende in tutta la zona al di sopra della curva di solubilità, ma è limitato alla regione più vicina alla curva stessa. Esistono infatti dei limiti di concentrazione e temperatura al di sopra dei quali la soluzione non può più essere mantenuta sovrassatura ma dà luogo istantaneamente alla precipitazione del soluto in eccesso. Questi limiti, a cui corrisponde un tempo di induzione pari a zero, possono essere riportati sul diagramma temperatura-concentrazione sotto forma di una curva, detta limite di metastabilità o di
Figura 6.2.1: Andamento della solubilità in funzione della temperatura
2
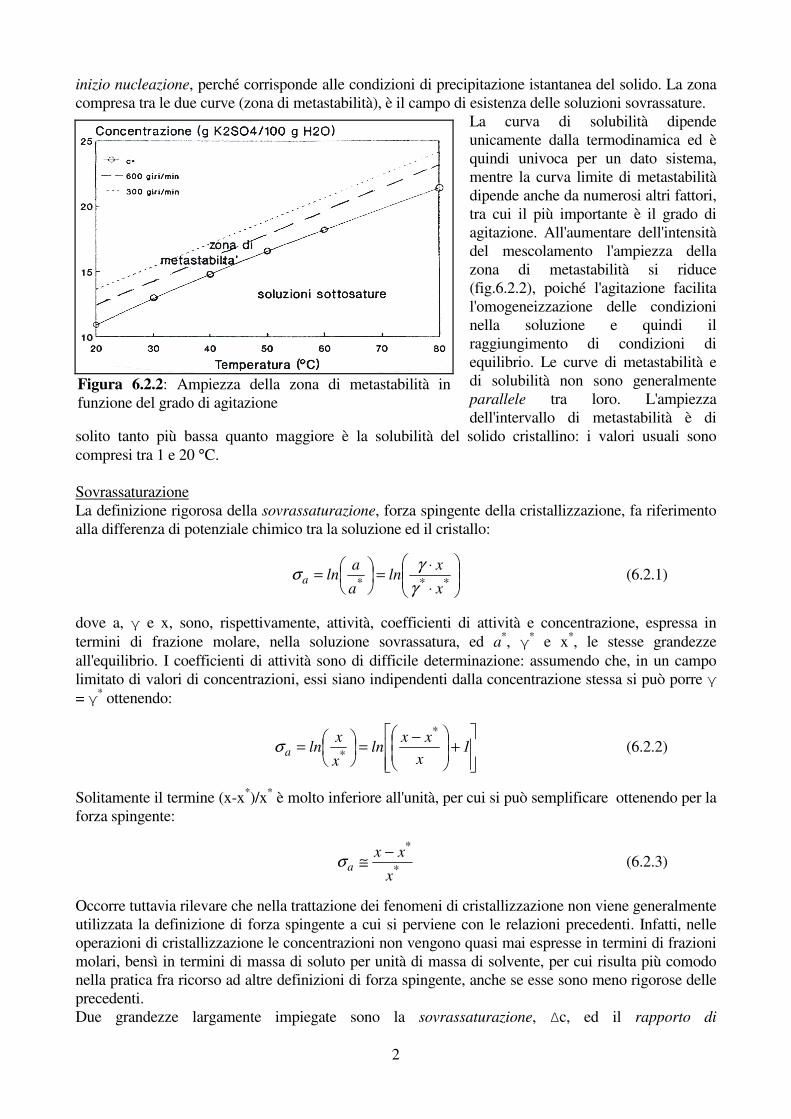
inizio nucleazione, perché corrisponde alle condizioni di precipitazione istantanea del solido. La zona compresa tra le due curve (zona di metastabilità), è il campo di esistenza delle soluzioni sovrassature.
La curva di solubilità dipende unicamente dalla termodinamica ed è quindi univoca per un dato sistema, mentre la curva limite di metastabilità dipende anche da numerosi altri fattori, tra cui il più importante è il grado di agitazione. All'aumentare dell'intensità del mescolamento l'ampiezza della zona di metastabilità si riduce (fig.6.2.2), poiché l'agitazione facilita l'omogeneizzazione delle condizioni nella soluzione e quindi il raggiungimento di condizioni di equilibrio. Le curve di metastabilità e di solubilità non sono generalmente parallele tra loro. L'ampiezza dell'intervallo di metastabilità è di
solito tanto più bassa quanto maggiore è la solubilità del solido cristallino: i valori usuali sono compresi tra 1 e 20 °C. Sovrassaturazione La definizione rigorosa della sovrassaturazione, forza spingente della cristallizzazione, fa riferimento alla differenza di potenziale chimico tra la soluzione ed il cristallo:
dove a, γ e x, sono, rispettivamente, attività, coefficienti di attività e concentrazione, espressa in termini di frazione molare, nella soluzione sovrassatura, ed a
*, γ* e x*, le stesse grandezze all'equilibrio. I coefficienti di attività sono di difficile determinazione: assumendo che, in un campo limitato di valori di concentrazioni, essi siano indipendenti dalla concentrazione stessa si può porre γ = γ* ottenendo:
Solitamente il termine (x-x*)/x* è molto inferiore all'unità, per cui si può semplificare ottenendo per la forza spingente:
Occorre tuttavia rilevare che nella trattazione dei fenomeni di cristallizzazione non viene generalmente utilizzata la definizione di forza spingente a cui si perviene con le relazioni precedenti. Infatti, nelle operazioni di cristallizzazione le concentrazioni non vengono quasi mai espresse in termini di frazioni molari, bensì in termini di massa di soluto per unità di massa di solvente, per cui risulta più comodo nella pratica fra ricorso ad altre definizioni di forza spingente, anche se esse sono meno rigorose delle precedenti. Due grandezze largamente impiegate sono la sovrassaturazione, ∆c, ed il rapporto di
Figura 6.2.2: Ampiezza della zona di metastabilità in funzione del grado di agitazione
⋅
⋅=
=
***ax
xln
a
aln
γ
γσ (6.2.1)
+
−=
= 1
x
xxln
x
xln
*
*aσ (6.2.2)
*
*
ax
xx −≅σ (6.2.3)
3
sovrassaturazione, S, rispettivamente pari alla differenza ed al rapporto tra le concentrazioni della soluzione sovrassatura e quella della soluzione all'equilibrio:
Il rapporto di sovrassaturazione, pur essendo adimensionale, dipende dalle unità di misura della concentrazione; la sovrassaturazione è comunque la grandezza più comunemente impiegata. 6.2.2 Cinetiche di cristallizzazione Come visto in precedenza, una soluzione sovrassatura tende a riportarsi all'equilibrio attraverso la precipitazione del soluto in eccesso: ciò può avvenire attraverso la generazione di di nuovi cristalli (nucleazione) oppure attraverso un aumento della massa dei cristalli esistenti (accrescimento). Nucleazione La nucleazione, ossia la formazione di nuovi nuclei cristallini all'interno di una soluzione, viene distinta in primaria e secondaria, a seconda che la soluzione sia priva di cristalli o ne contenga già altri. La nucleazione primaria viene poi ulteriormente suddivisa in omogenea ed eterogenea, a seconda se la soluzione sia perfettamente limpida, oppure contenga qualche forma di impurezza (pulviscolo atmosferico, ecc.). Il meccanismo proposto per la nucleazione primaria omogenea, che è dovuta unicamente alla sovrassaturazione della soluzione, è quello di addizione bimolecolare. Si ipotizza che microscopici aggregati cristallini, presenti nella soluzione sovrassatura, possano unirsi a due a due tra di loro, accrescendo progressivamente la loro dimensione, fino a raggiungere una dimensione critica, come pure scindersi in aggregati più piccoli. Tuttavia, una volta che l'aggregato ha raggiunto la dimensione critica, esso forma un nucleo cristallino stabile, che non è più soggetto a scissioni ed inizia immediatamente ad accrescersi. L'equazione cinetica che consegue da questo meccanismo è del tipo di quella di Arrhenius: la sua utilità pratica è piuttosto scarsa, dato che contiene grandezze (come la tensione all'interfaccia liquido-solido) che non possono essere valutate con la necessaria precisione. Inoltre, nella pratica industriale la nucleazione primaria avviene sempre in condizioni eterogenee, dato che non è possibile assicurare che la soluzione sia perfettamente limpida, cioè completamente priva di impurezze in sospensione. Il meccanismo della nucleazione primaria eterogenea non è ancora chiaro: la cinetica di nucleazione viene solitamente espressa mediante relazioni empiriche molto semplificate del tipo a potenza, come la:
dove kn è la costante di nucleazione, funzione principalmente della temperatura e del tenore di impurezze. L'esponente m, denominato, in modo piuttosto improprio, ordine di nucleazione, assume generalmente valori compresi tra 2 e 9. La nucleazione primaria è favorita da aumenti localizzati della sovrassaturazione, come avviene, ad esempio in prossimità delle superfici di scambio termico, e dalla presenza in soluzione di corpi estranei che agiscono da punti di innesco, come polveri, pulviscolo atmosferico, ecc. Valori usuali della velocità di nucleazione sono dell'ordine di 108 - 1015 nuclei generati per ora e metro cubo di soluzione: ciò significa che la nucleazione primaria, anche se si protrae per un tempo limitato, genera una miriade di minutissimi cristalli. Nella maggior parte dei casi la nucleazione primaria è un fenomeno indesiderato, perché i nuclei che si formano sono tanto numerosi da accrescersi con grande difficoltà: si può immaginare infatti che la massa cristallina che precipita venga suddivisa tra di essi. In
∆c = c - c* (6.2.4)
*
c
cS = (6.2.5)
B0 = kn ∆cm (6.2.6)
4
alcuni casi, tuttavia, in particolare quando il prodotto desiderato sia costituito dalla sospensione liquido-solido, la nucleazione primaria viene espressamente ricercata per ottenere un prodotto a granulometria fine e con dimensioni omogenee. La nucleazione secondaria ha luogo quando nella soluzione sono presenti dei cristalli: essa si può esplicare secondo diversi meccanismi, spesso tra loro concomitanti, legati a gradienti di concentrazione, presenza di impurezze, attrito da parte del fluido ed al distacco di frammenti dai cristalli. Il meccanismo che ha maggiore rilevanza nelle operazioni industriali è probabilmente più importante è il collision breeding (generazione per collisione), in cui i nuclei si formano per la frammentazione dei cristalli negli urti tra loro, con le pareti del cristallizzatore o con il sistema di agitazione. Generalmente si distingue tra rottura ed abrasione a seconda che le dimensioni dei frammenti siano simili a quelle dei cristalli originari, oppure molto minori. La velocità di nucleazione secondaria assume espressioni diverse, generalmente piuttosto complesse, a seconda del meccanismo predominante. Riferendosi al collision breeding, la velocità di nucleazione aumenta all'aumentare della densità della sospensione, poichè sono più probabili le collisioni, all'aumentare della potenza dispersa dal sistema di agitazione e della velocità di agitazione, poichè sono più frequenti e più intensi gli urti, all'aumentare delle dimensioni dei cristalli, poichè l'energia di collisione aumenta, ed all'aumentare della sovrassaturazione, poichè i cristalli che si accrescono più velocemente hanno forme meno regolari e sono meno resistenti. Molto spesso, tuttavia, si considerano esplicitamente solo gli effetti della densità della sospensione e della sovrassaturazione, mentre gli altri termini sono inglobati in una costante; l'espressione finale che si ottiene per la velocità di nucleazione secondaria è assai simile a quella ottenuta in precedenza per la nucleazione primaria:
dove MT è la concentrazione di cristalli nella sospensione, detta anche densità del magma. A rigore, la relazione sopra riportata fa riferimento alla formazione di nuclei infinitesimi, come quelli primari (minori di 0.1 µm), mentre quelli formati per nucleazione secondaria, specie nel caso del collision breeding, possono raggiungere dimensioni confrontabili con quelle dei cristalli. Occorre, tuttavia, tener presente che la velocità di nucleazione B0 è espressa in termini di numero e non di massa, e che i nuclei di dimensioni molto piccole sono sicuramente generati in numero assai più elevato rispetto a quelli di dimensioni maggiori. La costante di nucleazione kn dipende principalmente dall'intensità di agitazione e della temperatura mentre l'esponente i della densità del magma viene spesso assunto unitario. L'ordine di nucleazione m ha, generalmente, valori più bassi di quelli caratteristici della nucleazione primaria e, complessivamente, in condizioni operative normali, la velocità di nucleazione secondaria è di solito notevolmente inferiore a quella di nucleazione primaria. Si può quindi concludere che la nucleazione secondaria modifica la granulometria del prodotto in modo meno marcato di quella primaria, tuttavia, a differenza di quest'ultima non può essere completamente eliminata. Accrescimento L'accrescimento dei cristalli nella soluzione sovrassatura inizia non appena si formano i nuclei, ossia gli aggregati raggiungono la dimensione critica. I due meccanismi che meglio interpretano il fenomeno sono quello diffusivo e quello dello strato preferenziale. Secondo il modello diffusivo si assume che l'accrescimento avvenga in due stadi in serie tra loro e, precisamente, uno di diffusione, in cui il soluto attraversa il film di soluzione aderente al cristallo e giunge all'interfaccia sulla superficie del cristallo, ed uno di reazione superficiale, in cui il soluto viene inglobato nella struttura cristallina. Indicando con RG la velocità di accrescimento, espressa in termini di massa cristallina precipitata per unità di tempo e di superficie, si possono scrivere le seguenti relazioni:
B0 = kn M
i,T ∆cm (6.2.7)

5
)cc(kR idG −= (stadio diffusivo) (6.2.8)
r*
irG )cc(kR −= (stadio di reazione superficiale) (6.2.9)
dove c, ci e c* sono le concentrazioni del soluto, rispettivamente nella massa della soluzione, nella soluzione all'interfacies sulla superficie cristallina ed in condizioni di saturazione; kd è la costante diffusiva, kr è la costante della reazione superficiale ed r è l'ordine della reazione superficiale stessa. La costante diffusiva dipende principalmente da parametri fluidodinamici (ad esempio il grado di mescolamento), mentre quella di reazione superficiale dalla temperatura; la reazione superficiale può essere del primo o del secondo ordine. Combinando le relazioni precedenti si può esprimere la velocità di accrescimento in funzione della sovrassaturazione ∆c, che, in base alla sua definizione, è pari alla differenza c - c*:
dove kG e n sono la costante di accrescimento e l'ordine di accrescimento: quest'ultimo può assumere solo valori compresi tra 1 e 2, dato che la reazione superficiale è del primo o del secondo ordine. Confrontando la velocità dello stadio diffusivo con quella dello stadio di reazione superficiale è possibile stabilire quale sia quello più lento, e di conseguenza su quali variabili operative occorre agire per aumentare la velocità di accrescimento. Se, ad esempio, lo stadio diffusivo è quello controllante, si possono ottenere miglioramenti aumentando la turbolenza, mentre, se è controllante la reazione superficiale, può risultare conveniente un aumento della temperatura operativa. Il modello di accrescimento detto dello strato preferenziale ipotizza, invece, che abbia luogo un adsorbimento superficiale del soluto, secondo meccanismi diversi che dipendono principalmente dalla presenza di difetti (dislocazioni, gradini, ecc.) sulla superficie del cristallo. Quando sono presenti numerose disomogeneità il soluto ha a disposizione numerosi punti di aggancio e prevale l'accrescimento continuo; quando i difetti superficiali sono meno pronunciati l'accrescimento avviene attraverso la formazione di nuclei bidimensionali; quando la superficie presenta poche disomogeneità l'accrescimento procede attraverso la formazione di spirali autoperpetuantesi. La velocità di accrescimento lineare del cristallo, G, che rappresenta l'incremento della dimensione media del cristallo nell'unità di tempo, viene quindi espressa in forme diverse a seconda del meccanismo di accrescimento prevalente. A titolo di esempio si riporta l'espressione BCF (Burton-Cabrera- Frank) proposta nel caso di accrescimento per spirali autoperpetuantesi:
dove G è la velocità di accrescimento lineare del cristallo, incremento della dimensione media del cristallo nell'unità di tempo e K' e K" sono parametri complessi, funzioni principalmente della temperatura. L'espressione precedente, piuttosto complessa, può tuttavia essere sostituita, con buona approssimazione dalla relazione seguente:
con kL costante di accrescimento ed n ordine di accrescimento, circa pari ad 1 per sistemi in cui la velocità di accrescimento è elevata, e circa pari a 2 per quelli in cui essa è modesta. Questa relazione è dello stesso tipo di quella ottenuta applicando il modello diffusivo: l'ordine di accrescimento è lo stesso e le costanti di accrescimento sono tra loro proporzionali, dato che tra la velocità di accrescimento in massa, RG, e quella lineare, G, sussiste la relazione:
RG = k
G ∆cn (6.2.10)
( )*
2*
cc
"Ktanhcc'KG
−−= (6.2.11)
G = kL ∆cn (6.2.12)
6
dove ρ è la densità del cristallo, e kA e kV sono i fattori di forma, rispettivamente relativi alla superficie ed al volume del cristallo, definiti nel primo capitolo; si ricorda che il rapporto kA /kV è circa pari a 6 per particelle di forma regolare. Valori tipici della velocità di accrescimento lineare di cristalli si aggirano intorno a 0.1 mm/h. Molto spesso è possibile assumere che tutti i cristalli presenti in sospensione si accrescano della stessa misura, indipendentemente dalle loro dimensioni iniziali, e che mantengano costante la loro forma durante l'accrescimento. Quando queste ipotesi, che vanno sotto il nome di legge del ∆L di McCabe, sono rispettate, la costante di accrescimento risulta indipendente dalla dimensione dei cristalli, mentre, in caso contrario, la costante di accrescimento risulta funzione della dimensione dei cristalli. 6.2.3 Bilancio di popolazione cristallina Per valutare la distribuzione granulometrica dei cristalli che si ottengono da un'operazione di cristallizzazione non sono sufficienti i bilanci di massa e di calore, ma occorre scrivere anche il bilancio di popolazione cristallina. Con questo termine si intende la variazione del numero di cristalli per unità di volume della sospensione che abbiano dimensioni comprese nell’intervallo L - L+dL.
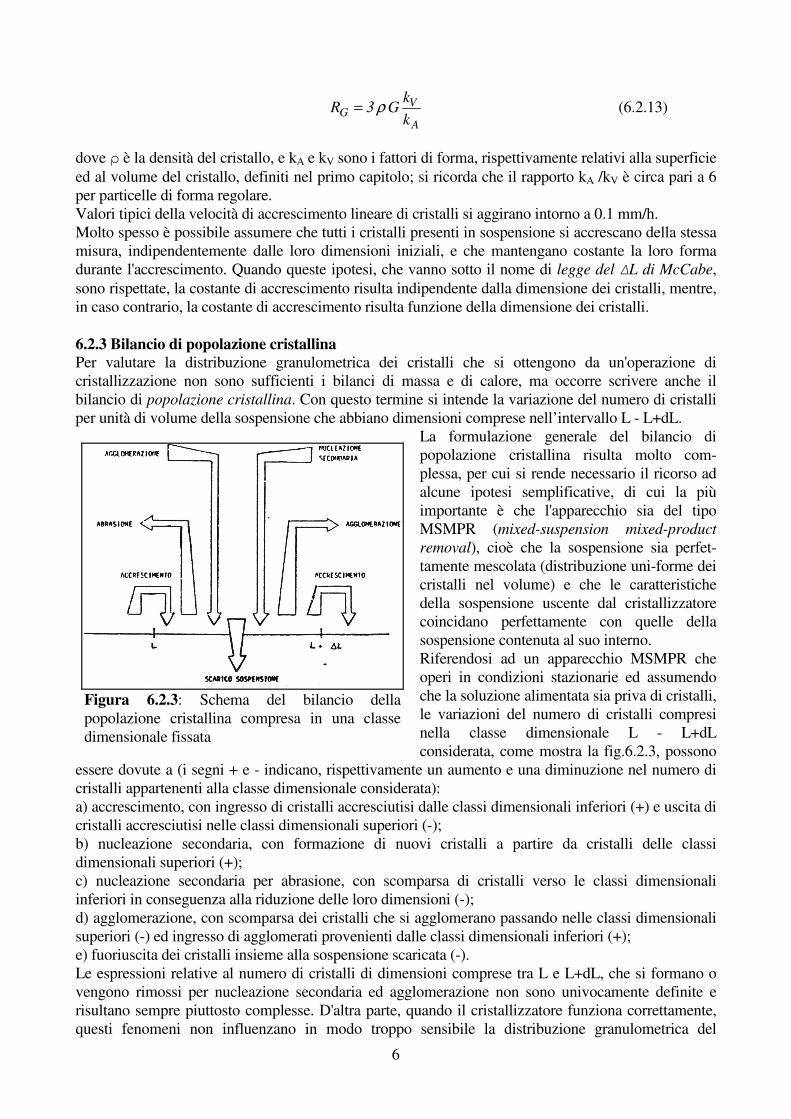
La formulazione generale del bilancio di popolazione cristallina risulta molto com-plessa, per cui si rende necessario il ricorso ad alcune ipotesi semplificative, di cui la più importante è che l'apparecchio sia del tipo MSMPR (mixed-suspension mixed-product
removal), cioè che la sospensione sia perfet-tamente mescolata (distribuzione uni-forme dei cristalli nel volume) e che le caratteristiche della sospensione uscente dal cristallizzatore coincidano perfettamente con quelle della sospensione contenuta al suo interno. Riferendosi ad un apparecchio MSMPR che operi in condizioni stazionarie ed assumendo che la soluzione alimentata sia priva di cristalli, le variazioni del numero di cristalli compresi nella classe dimensionale L - L+dL considerata, come mostra la fig.6.2.3, possono
essere dovute a (i segni + e - indicano, rispettivamente un aumento e una diminuzione nel numero di cristalli appartenenti alla classe dimensionale considerata): a) accrescimento, con ingresso di cristalli accresciutisi dalle classi dimensionali inferiori (+) e uscita di cristalli accresciutisi nelle classi dimensionali superiori (-); b) nucleazione secondaria, con formazione di nuovi cristalli a partire da cristalli delle classi dimensionali superiori (+); c) nucleazione secondaria per abrasione, con scomparsa di cristalli verso le classi dimensionali inferiori in conseguenza alla riduzione delle loro dimensioni (-); d) agglomerazione, con scomparsa dei cristalli che si agglomerano passando nelle classi dimensionali superiori (-) ed ingresso di agglomerati provenienti dalle classi dimensionali inferiori (+); e) fuoriuscita dei cristalli insieme alla sospensione scaricata (-). Le espressioni relative al numero di cristalli di dimensioni comprese tra L e L+dL, che si formano o vengono rimossi per nucleazione secondaria ed agglomerazione non sono univocamente definite e risultano sempre piuttosto complesse. D'altra parte, quando il cristallizzatore funziona correttamente, questi fenomeni non influenzano in modo troppo sensibile la distribuzione granulometrica del
A
VG
k
kG3R ρ= (6.2.13)
Figura 6.2.3: Schema del bilancio della popolazione cristallina compresa in una classe dimensionale fissata
7
prodotto. Assumendo che gli effetti della nucleazione secondaria e dell'agglomerazione sulla popolazione cristallina siano trascurabili, il bilancio di popolazione cristallina si scrive:
dove n è la densità di popolazione cristallina, definita come il numero di cristalli per unità di volume con dimensioni comprese nell'intervallo infinitesimo dL considerato e τ è il tempo di residenza della soluzione nel cristallizzatore, pari al rapporto tra il volume occupato dalla soluzione nell'apparecchio e la portata volumetrica di soluzione entrante. Questa relazione viene quindi integrata, fissato il legame tra la velocità di accrescimento lineare G e la dimensione del cristallo L. Quando la velocità di accrescimento è indipendente dalle dimensioni dei cristalli si ottiene:
dove n0 è la densità di popolazione dei nuclei infinitesimi (dimensioni L tendenti a zero). I valori della densità di popolazione dei nuclei infinitesimi, n0, e della velocità di accrescimento, G, si ottengono da prove sperimentali in cristallizzatori MSMPR, ricavando la densità di popolazione cristallina dalla distribuzione granulometrica dei cristalli prodotti. La conoscenza dei valori di n0 e G consente pure di valutare la velocità di nucleazione, B0. Infatti, in base alla definizione della velocità di nucleazione si può scrivere:
Dall'espressione della densità di popolazione cristallina è possibile derivare la distribuzione granulometrica del prodotto ed altre proprietà caratteristiche della sospensione. A tale scopo occorre introdurre delle grandezze dette momenti della distribuzione della densità di popolazione cristallina. Il momento i-esimo di questa distribuzione, Mi, è definito come:
Ognuno dei momenti della distribuzione cristallina presenta un preciso significato fisico: in particolare, il momento di ordine zero fornisce il numero dei cristalli, quello di ordine 1 la loro lunghezza, quello di ordine 2 la loro superficie e quello di ordine 3 il loro volume, dove tutte queste grandezze sono sempre riferite all'unità di volume di sospensione. Quando la densità di popolazione cristallina, n, è espressa dalla relazione 6.2.15, si ottiene, ad esempio, per la densità del magma, MT:
e per la dimensione dominante, Ld, definita come quella corrispondente al 50 % della distribuzione granulometrica cumulativa:
Si possono valutare anche la moda della distribuzione granulometrica e la dimensione media
( )
0n
dL
Gnd=+
τ (6.2.14)
−=
τG
Lexpnn 0 (6.2.15)
00L
0 nGdL
dN
dt
dL
dt
dNB =
==
=
(6.2.16)
∫∞
=0
ii dLL)L(nM (6.2.17)
MT = ρ k
V M3 = 6 ρ k
V n0 (G τ)4 (6.2.18)
( )τG67.3M
ML
3
4d == (6.2.19)

8
ponderale; queste risultano pure proporzionali al gruppo (G τ), ma tramite un coefficiente pari a 3 per la moda ed a 4 per la dimensione media ponderale. 6.2.4 Modalità operative La individuazione delle modalità operative ottimali per realizzare una data cristallizzazione da soluzione richiede la conoscenza di informazioni sulle proprietà chimico-fisiche del sistema e sulle caratteristiche della produzione. In particolare, occorre conoscere la solubilità del prodotto da cristallizzare, la dipendenza di questa dalla temperatura, l'ampiezza dell'intervallo di metastabilità e il calore di cristallizzazione. Se nella soluzione sono presenti altri composti, impurezze o additivi, occorre pure valutare la loro influenza su solubilità, intervallo di metastabilità e, eventualmente, sulle cinetiche di nucleazione e di accrescimento, e sull'abito cristallino del prodotto. Vanno quindi fissate la potenzialità dell'impianto e la granulometria del prodotto (eventualmente anche il suo abito cristallino); infine occorre conoscere i materiali da costruzione compatibili con la soluzione e con i cristalli, le disponibilità e le caratteristiche dei servizi di stabilimento (acqua di raffreddamento, vapore, fluidi termici) e, eventualmente, gli spazi a disposizione per installare l'apparecchio principale e per i suoi accessori. Le modalità operative da stabilire riguardano principalmente l'ottenimento della sovrassaturazione, la fluidodinamica, ed il tipo di funzionamento discontinuo o continuo; occorre infine tener presente la qualità del prodotto. Modalità di ottenimento della soprassaturazione La modalità di ottenimento della sovrassaturazione viene fissata essenzialmente in base all'andamento
della solubilità in funzione della temperatura. Generalmente conviene operare per raffreddamento (fig.6.2.4.a) quando la solubilità aumenta sensibilmente con la temperatura e per evaporazione del solvente mediante sommi-nistrazione di calore (fig.6.2.4.b) quando la solubilità diminuisce con la temperatura, oppure aumenta ma in modo poco sensibile. L'evaporazione può essere effettuata a pressione atmosferica o sotto vuoto: questo metodo viene pure adottato quando la soluzione alimentata al cristallizzatore sia molto diluita. Quando il calore da scambiare non è molto elevato si può adottare un serpentino o un fascio tubiero interno all'apparecchio, oppure una
camicia posta esternamente, mentre se è richiesto un maggiore scambio termico si utilizza uno scambiatore di calore esterno al cristallizzatore ed attraverso il quale viene fatta circolare la soluzione. L'evaporazione adiabatica sotto vuoto, ossia l'evaporazione di parte del solvente ed il simultaneo raffreddamento della soluzione rimanente per effetto del flash (fig.6.2.4.c), si pone come soluzione intermedia utilizzabile con qualunque andamento della solubilità. Nel caso in cui la solubilità diminuisca con la temperatura occorre tuttavia verificare che l'effetto del raffreddamento (che in questo caso sarebbe negativo) non sia superiore a quello dovuto all'evaporazione. Questa modalità operativa risulta consigliabile quando si debba mantenere comunque bassa la temperatura della soluzione, ad esempio per prodotti termosensibili. Un altro metodo per l'ottenimento della sovrassaturazione è la precipitazione, in cui viene realizzata una drastica variazione della solubilità aggiungendo sostanze diverse dal soluto o dal solvente, oppure si realizza direttamente la generazione del soluto a seguito di una reazione chimica nella soluzione. In questo secondo caso risulta spesso vantaggioso far avvenire la reazione direttamente all'interno del cristallizzatore, in modo che l'eventuale calore di reazione possa essere asportato per evaporazione del solvente.
Figura 6.2.4: Modalità operative per ottenere la sovrassaturazione: a) raffreddamento; b) evaporazione; c) evaporazione adiabatica
9
Occorre però evidenziare che nella scelta delle modalità operative più opportune gioca un ruolo fondamentale la tendenza del soluto a formare incrostazioni. Infatti, i nuclei che si formano in prossimità delle pareti del cristallizzatore tendono a rimanere aderenti alle microirregolarità delle superfici metalliche e si accrescono con continuità formando un aggregato compatto di spessore crescente. Le incrostazioni si possono formare su tutte le parti dell'apparecchio immerse nella soluzione, riducendo le sezioni di passaggio ed alterando la fluidodinamica, ma si depositano di preferenza sulle superfici di scambio termico dove è più elevata la sovrassaturazione: in questo caso si forma un rivestimento caratterizzato da una conducibilità termica piuttosto bassa che riduce progressivamente il coefficiente di scambio di calore. Nel caso di operazione in continuo, il processo diviene prima o poi incontrollabile e costringe alla fermata per effettuare un lavaggio completo dell'apparecchiatura. Quando il prodotto presenta una marcata tendenza a formare incrostazioni risulta spesso consigliabile l'utilizzo dell'evaporazione adiabatica sotto vuoto, che non richiede la presenza di superfici di scambio termico, e, inoltre, va evitata l'adozione di apparecchi in cui la fluodinamica sia critica. Fluidodinamica del cristallizzatore La fluidodinamica del cristallizzatore governa la distribuzione delle condizioni operative (in particolare della sovrassaturazione) all'interno dell'apparecchio, e la velocità di trasferimento di calore, nonché quella di trasferimento di materia, nel caso che sia controllante la diffusione. Inoltre, regolando opportunamente la fluidodinamica, si può controllare efficacemente la dimensione dei cristalli prodotti in cristallizzatori funzionanti in continuo. I cristallizzatori sono generalmente a simmetria cilindrica, ad asse orizzontale o verticale. La prima disposizione è più rara e si adotta soprattutto nel caso di soluzioni viscose in cui l'agitazione, piuttosto blanda, è accompagnata da un'azione raschiante sulle pareti per limitare lo spessore delle incrostazioni. La disposizione ad asse verticale, molto più frequente, deve essere forzatamente adottata nel caso in cui sia richiesta la classificazione del prodotto. Gli apparecchi privi di sistemi di mescolamento hanno scarsa rilevanza industriale: gli unici casi di interesse sono rappresentati dai bacini ad evaporazione solare (saline). Questi hanno funzionamento discontinuo, richiedono vaste superfici ma sono di installazione economica: il prodotto ottenuto è piuttosto grossolano, impuro, e la sua rimozione dalle vasche risulta laboriosa. Gli apparecchi agitati si possono suddividere in base alle modalità di mescolamento (agitazione semplice o guidata) ed in base all'azione di classificazione dimensionale del prodotto uscente. L'agitazione semplice ha lo scopo di omogeneizzare le condizioni operative e di incrementare i fenomeni diffusivi di trasferimento di calore e di materia. Il mescolamento viene realizzato mediante un agitatore meccanico immerso nel magma, oppure ricircolando la sospensione mediante una pompa: nel secondo caso si possono adottare scambiatori di calore esterni, che presentano una superficie di scambio più elevata, per raffreddare o riscaldare la sospensione. Le rese specifiche degli apparecchi ad agitazione semplice sono elevate dato che tutto il volume utile è sfruttato per la cristallizzazione. L'agitazione guidata viene realizzata con un agitatore meccanico munito di girante assiale, oppure mediante una ricircolazione esterna, in presenza di uno o più tubi di tiraggio centrale (draft-tube) e di diaframmi di vario tipo che creano condizioni fluidodinamiche diverse nelle varie zone dell'apparecchio. Nel caso di agitazione guidata si può sia ottenere un migliore rimescolamento interno (per effetto dei tubi di tiraggio), che realizzare zone di calma relativa, in cui si possa avere la sedimentazione dei cristalli dalla soluzione (per effetto dei diaframmi). La resa specifica degli apparecchi ad agitazione guidata è inferiore a quella degli apparecchi ad agitazione semplice, dato che alcune zone del cristallizzatore sono utilizzate per altre funzioni (come, ad esempio, la decantazione dei cristalli). La classificazione dimensionale dei cristalli si ottiene ricircolando al fondo dell'apparecchio un flusso controllato di soluzione limpida, ossia priva di cristalli, prelevata in una zona di calma del cristallizzatore: la soluzione, nel suo moto ascendente, trascina i cristalli fini nella zona centrale del cristallizzatore mentre i cristalli di dimensioni maggiori, che riescono a sedimentare, sono prelevati come prodotto. Ovviamente, questo ricircolo controllato di soluzione limpida non ha nulla a che vedere con quello della sospensione in cui tutta la massa liquido-solido è sottoposta allo stesso movimento forzato.
10
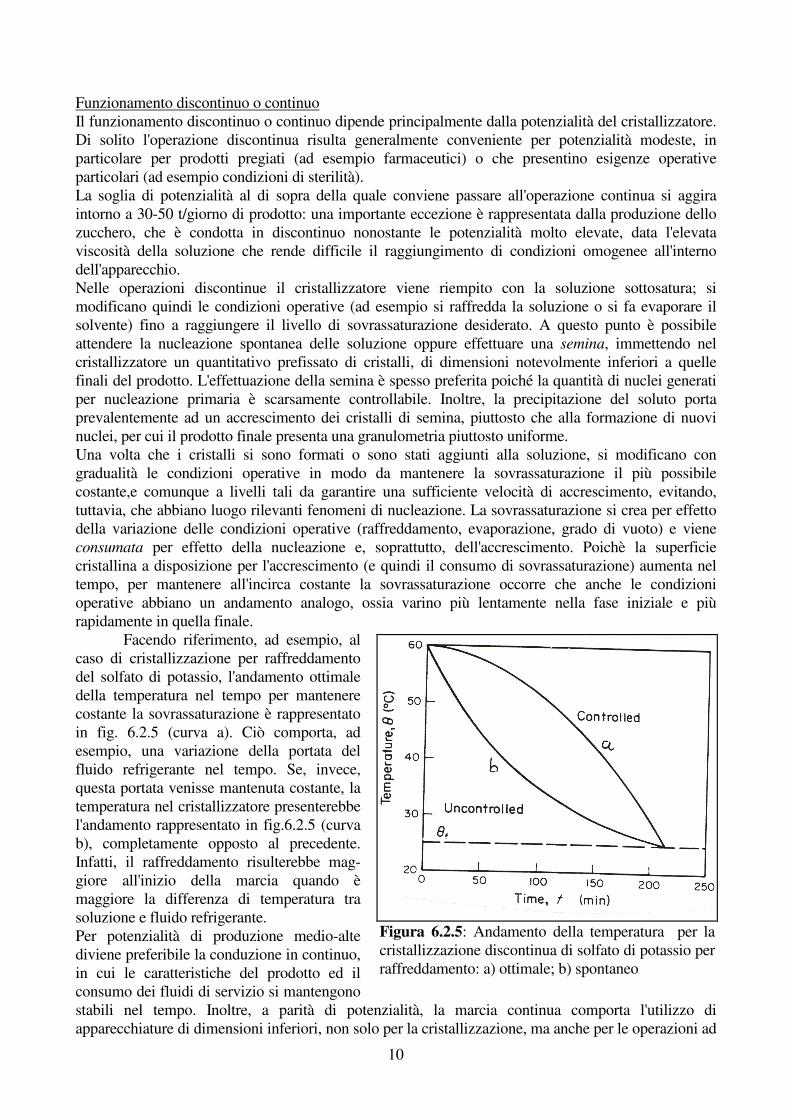
Funzionamento discontinuo o continuo Il funzionamento discontinuo o continuo dipende principalmente dalla potenzialità del cristallizzatore. Di solito l'operazione discontinua risulta generalmente conveniente per potenzialità modeste, in particolare per prodotti pregiati (ad esempio farmaceutici) o che presentino esigenze operative particolari (ad esempio condizioni di sterilità). La soglia di potenzialità al di sopra della quale conviene passare all'operazione continua si aggira intorno a 30-50 t/giorno di prodotto: una importante eccezione è rappresentata dalla produzione dello zucchero, che è condotta in discontinuo nonostante le potenzialità molto elevate, data l'elevata viscosità della soluzione che rende difficile il raggiungimento di condizioni omogenee all'interno dell'apparecchio. Nelle operazioni discontinue il cristallizzatore viene riempito con la soluzione sottosatura; si modificano quindi le condizioni operative (ad esempio si raffredda la soluzione o si fa evaporare il solvente) fino a raggiungere il livello di sovrassaturazione desiderato. A questo punto è possibile attendere la nucleazione spontanea delle soluzione oppure effettuare una semina, immettendo nel cristallizzatore un quantitativo prefissato di cristalli, di dimensioni notevolmente inferiori a quelle finali del prodotto. L'effettuazione della semina è spesso preferita poiché la quantità di nuclei generati per nucleazione primaria è scarsamente controllabile. Inoltre, la precipitazione del soluto porta prevalentemente ad un accrescimento dei cristalli di semina, piuttosto che alla formazione di nuovi nuclei, per cui il prodotto finale presenta una granulometria piuttosto uniforme. Una volta che i cristalli si sono formati o sono stati aggiunti alla soluzione, si modificano con gradualità le condizioni operative in modo da mantenere la sovrassaturazione il più possibile costante,e comunque a livelli tali da garantire una sufficiente velocità di accrescimento, evitando, tuttavia, che abbiano luogo rilevanti fenomeni di nucleazione. La sovrassaturazione si crea per effetto della variazione delle condizioni operative (raffreddamento, evaporazione, grado di vuoto) e viene consumata per effetto della nucleazione e, soprattutto, dell'accrescimento. Poichè la superficie cristallina a disposizione per l'accrescimento (e quindi il consumo di sovrassaturazione) aumenta nel tempo, per mantenere all'incirca costante la sovrassaturazione occorre che anche le condizioni operative abbiano un andamento analogo, ossia varino più lentamente nella fase iniziale e più rapidamente in quella finale. Facendo riferimento, ad esempio, al caso di cristallizzazione per raffreddamento del solfato di potassio, l'andamento ottimale della temperatura nel tempo per mantenere costante la sovrassaturazione è rappresentato in fig. 6.2.5 (curva a). Ciò comporta, ad esempio, una variazione della portata del fluido refrigerante nel tempo. Se, invece, questa portata venisse mantenuta costante, la temperatura nel cristallizzatore presenterebbe l'andamento rappresentato in fig.6.2.5 (curva b), completamente opposto al precedente. Infatti, il raffreddamento risulterebbe mag-giore all'inizio della marcia quando è maggiore la differenza di temperatura tra soluzione e fluido refrigerante. Per potenzialità di produzione medio-alte diviene preferibile la conduzione in continuo, in cui le caratteristiche del prodotto ed il consumo dei fluidi di servizio si mantengono stabili nel tempo. Inoltre, a parità di potenzialità, la marcia continua comporta l'utilizzo di apparecchiature di dimensioni inferiori, non solo per la cristallizzazione, ma anche per le operazioni ad
Figura 6.2.5: Andamento della temperatura per la cristallizzazione discontinua di solfato di potassio per raffreddamento: a) ottimale; b) spontaneo
11
essa collegate (serbatoi di stoccaggio, recipienti per la preparazione della soluzione, apparecchi per la separazione liquido-solido e per l'essiccamento dei cristalli). Nelle operazioni continue le portate di soluzione alimentata e di sospensione prelevata sono costanti: la sospensione scaricata può essere omogenea con quella contenuta nel cristallizzatore, oppure classificata in base alle dimensioni dei cristalli. Quando si debba operare per evaporazione sotto vuoto può risultare conveniente frazionare la cristallizzazione in più stadi: in tal modo il volume di ciascuno stadio risulta più piccolo con vantaggi in termini di omogeneità della sospensione e in termini energetici, adottando gradi di vuoto differenziati in ogni stadio. Qualità del prodotto La qualità del prodotto di un'operazione di cristallizzazione viene caratterizzata da parametri quali la purezza chimica, la distribuzione granulometrica e l'abito cristallino, tenendo conto sia della forma delle particelle (sferoidale, lamellare, aghiforme) che del loro aspetto (ad esempio aggregato, dendritico, ecc.). Questi fattori assumono un peso diverso a seconda che la cristallizzazione sia lo stadio intermedio di un processo, o che da essa si ottenga il prodotto finito. Nel primo caso la qualità del prodotto non è molto importante e si può far ricorso alle apparecchiature che garantiscano la massima resa in cristalli per unità di volume, ossia ad agitazione semplice. Quando invece i cristalli costituiscono direttamente il prodotto desiderato, occorre adottare cristallizzatori che garantiscano una buona omogeneità delle condizioni operative e, spesso, dotati anche di azione classificante. In ogni caso occorre fissare con attenzione il grado di agitazione nell'apparecchio: un mescolamento troppo intenso incrementa sia i consumi energetici che la nucleazione secondaria, dando luogo ad un prodotto piuttosto fine, mentre un mescolamento troppo blando riduce la velocità di cristallizzazione e può portare alla formazione di cristalli grandi ma irregolari, che spesso presentano inclusioni di acqua madre. In linea di massima, all'aumentare della purezza ed allo stringersi della distribuzione granulometrica attorno al valor medio desiderato, si abbassa la resa specifica dell'operazione. 6.2.5 Dimensionamento di un cristallizzatore Una volta fissate le modalità operative di un'operazione di cristallizzazione si può procedere al dimensionamento dell'apparecchio, ossia a determinarne il volume, la potenze del sistema di mescolamento, la superficie di scambio termico o le caratteristiche del sistema di vuoto; nel caso di marcia discontinua andranno anche definite le modalità temporali dell'operazione. Preliminarmente occorre conoscere la dipendenza della solubilità del prodotto dalla temperatura, l'ampiezza della zona di metastabilità, la cinetica di accrescimento e quelle di nucleazione primaria e secondaria: le indicazioni riguardo l'ampiezza della zona di metastabilità ed alle cinetiche di nucleazione vanno prese con particolare cautela, dato che dipendono fortemente dalle condizioni fluidodinamiche in cui sono state determinate. Come dati di progetto si possono considerare note concentrazione e temperatura della soluzione entrante, potenzialità dell'impianto, in termini di portata di prodotto solido ottenuto nell'unità di tempo o per ogni marcia dell'apparecchio, e dimensione media richiesta per i cristalli. Si considerano pure note le caratteristiche dei fluidi di servizio e/o degli apparecchi ausiliari (ad esempio pompe da vuoto): una volta stabilite le modalità di ottenimento della sovrassaturazione è quindi possibile valutare i limiti operativi imposti alla marcia dell'apparecchio, ossia i valori di temperatura e pressione che non possono essere superati. Ad esempio, operando per raffreddamento, la soluzione potrà essere raffreddata fino ad una temperatura superiore di 10-20°C a quella del fluido refrigerante disponibile. Analogamente, operando per evaporazione, la temperatura di ebollizione della soluzione sarà di 5-10°C inferiore a quella del fluido riscaldante: nota la temperatura di ebollizione e l'entità dell'innalzamento ebullioscopico, è possibile valutare la massima pressione operativa in base alla tensione di vapore della soluzione. Operando per evaporazione adiabatica le caratteristiche del sistema di vuoto stabiliscono il minimo valore della pressione operativa e quindi anche la temperatura finale della soluzione ed il grado di
12
vaporizzazione, assumendo che la soluzione subisca un'espansione isoentalpica. Esistono anche dei limiti pratici per la densità del magma, dato che all'aumentare del suo valore aumenta la potenza richiesta dal sistema di agitazione per garantire un efficace mescolamento e possono verificarsi problemi nella fase di scarico dell'apparecchio: generalmente la densità del magma viene mantenuta inferiore a 200 kg/m3. La potenza del sistema di agitazione viene stabilita ad un valore sufficiente a garantire la sospensione dei cristalli dal fondo; occorre infatti evitare un'agitazione eccessiva che incrementerebbe la nucleazione secondaria. Per una stima di prima approssimazione delle superfici necessarie per lo scambio di calore si possono adottare valori dei coefficienti di scambio termico compresi tra 100 e 800 W/m2°C per i cristallizzatori funzionanti per raffreddamento e tra 250 e 600 W/m2°C per quelli evaporativi: i valori inferiori sono tipici dei recipienti incamiciati o muniti di serpentino, mentre quelli superiori si riferiscono all'utilizzo di scambiatori di calore esterni al cristallizzatore. Per quanto riguarda gli apparecchi funzionanti sotto vuoto la pressione assoluta residua viene generalmente mantenuta intorno a 5-15 mm Hg. Saranno ora presi in esame separatamente i casi di dimensionamento di un cristallizzatore discontinuo e continuo. Cristallizzatori discontinui Per i cristallizzatori discontinui si farà riferimento al caso, molto frequente nella pratica, in cui venga effettuato un accrescimento controllato di cristalli di semina. La dimensione dei cristalli di semina, Ls, è alquanto inferiore (5-100 volte) a quella Lf finale del prodotto. L'entità della semina, Ms, necessaria per ottenere la quantità Mf di prodotto finale, può essere valutata in base ad un bilancio di numero di cristalli. Infatti, nell'ipotesi che tanto la nucleazione primaria che quella secondaria siano trascurabili, il numero di cristalli presenti nell'apparecchio nel corso della cristallizzazione non varia, ossia la precipitazione del soluto si traduce semplicemente in un aumento delle dimensioni dei cristalli di semina. Assumendo, inoltre, che la forma dei cristalli non vari nel corso dell'accrescimento si può scrivere la relazione seguente:
da cui si può calcolare immediatamente il quantitativo, Ms, di cristalli di semina necessario. La semina viene generalmente effettuata dopo aver portato la soluzione a condizioni di sovrassaturazione pari al 25-50 % del valore limite. Successivamente occorre variare con continuità le condizioni operative in modo da mantener la sovrassaturazione il più possibile costante o, comunque, impedire che il punto rappresentativo della concentrazione della soluzione esca dalla di metastabilità, per evitare la nucleazione primaria. Gli andamenti ottimali della temperatura, della pressione, o del grado di vaporizzazione della soluzione (dipendentemente dalle modalità operative utilizzate) possono essere valutati in base al bilancio della sovrassaturazione. Essa, infatti, viene creata dalla variazione delle condizioni operative (ad esempio raffreddando la soluzione), mentre viene consumata attraverso la precipitazione del soluto che va a formare nuclei o ad accrescere i cristalli. Il quantitativo di soluzione necessario per ottenere il prodotto desiderato si calcola dai bilanci di materia del soluto e del solvente tra le condizioni iniziali e quelle finali della marcia:
dove Wi e Wf sono i quantitativi di solvente presenti nell'apparecchio all'inizio ed alla fine della cristallizzazione (kg), V è il solvente evaporato (kg), Ms è Mf sono le quantità di cristalli di semina e di prodotto finale (kg), e ci e cf sono le concentrazioni iniziali e finali della soluzione (kg solido/kg solvente).
3f
f
3s
s
L
M
L
M≅ (6.2.20)
Wi c
i + M
s = W
f c
f + M
f (6.2.21)
W
i = W
f + V (6.2.22)
13
Nelle relazioni di bilancio si possono considerare noti i valori di ci, Mf ed Ms. Nota la pressione e la temperatura finale è pure possibile valutare, in prima approssimazione cf, supponendo che la soluzione uscente si trovi all'incirca in condizioni di saturazione. Nel caso di cristallizzazione per raffreddamento, V è pari a zero, per cui si ha Wi = Wf: il valore di Wi si calcola perciò direttamente dalla prima equazione di bilancio. Nel caso di cristallizzazione evaporativa sono invece incogniti i valori di Wi, Wf e V: occorre quindi stabilire a priori il grado di vaporizzazione finale V/Wi, oppure la densità del magma finale, funzione di Mf e Wf, e quindi valutare Wi dal bilancio. Nel caso di cristallizzazione per evaporazione sotto vuoto il valore di V può esser calcolato dal bilancio entalpico, e quindi si possono calcolare i valori di Wi e Wf dal bilancio di materia. In ogni caso è buona norma controllare il valore finale della densità del magma: se esso risulta troppo elevato (MT > 200 kg/m3) occorre modificare le condizioni operative. Una volta noto il volume di soluzione caricata nell'apparecchio si fissa un grado di riempimento per quest'ultimo e se ne calcola il volume. Il grado di riempimento è piuttosto elevato (75-85 %) nei cristallizzatori funzionanti per raffreddamento e più basso (30-60 %) in quelli evaporativi. In questo caso, infatti, occorre garantire che le goccioline di soluzione eventualmente trascinate dal vapore abbiano modo di separarsi, fissando opportuni valori per la sezione trasversale dell'apparecchio, da cui dipende la velocità ascensionale del vapore. Questa deve essere mantenuta al di sotto del valore limite, vmax, per cui iniziano a verificarsi i trascinamenti del liquido:
dove vmax è espressa in m/s e ρs e ρv sono le densità della soluzione e del vapore (kg/m3). Una volta dimensionato il cristallizzatore si passa a valutare la superficie necessaria al trasferimento del calore: se il valore ottenuto è modesto lo scambio potrà essere realizzato mediante un serpentino immerso nella soluzione o una camicia esterna all'apparecchio, che sarà agitato meccanicamente; in caso contrario si farà ricircolare la sospensione attraverso uno scambiatore di calore esterno ed il ricircolo avrà anche la funzione di garantire il mescolamento. Cristallizzatori continui I cristallizzatori continui in condizioni stazionarie marciano a temperatura e pressione costante e vengono generalmente dimensionati in base al tempo di residenza della soluzione al loro interno:
dove Vs è il volume occupato dalla soluzione, Q è la sua portata e τ è il tempo di residenza. Per cristallizzatori del tipo MSMPR, ossia ben mescolati e privi di classificazione del prodotto uscente, anche la densità del magma, MT, e la dimensione media del prodotto, LM, dipendono dal tempo di residenza, in base ai momenti del bilancio di popolazione cristallina:
Le cinetiche di nucleazione secondaria, B0, e di accrescimento lineare, G, supposta indipendente dalla dimensioni del cristallo, sono funzioni della sovrassaturazione, ∆c:
v
vsmax 035.0v
ρ
ρρ −= (6.2.23)
Vs = Q τ (6.2.24)
MT = 6 ρ k
V n0 (G τ)4 (6.2.25)
LM
= 3 G τ (6.2.26)
B0 = kn M
i,T ∆cm (6.2.27)

14
in cui l'esponente i della densità del magma generalmente assunto unitario. Con questa ipotesi, ricavando ∆c dall'espressione di G ed inserendolo in quella di B0 si ottiene:
dove i nuovi coefficienti kn' e m' si calcolano direttamente da quelli precedenti kn, kL, m e n. Le cinetiche di nucleazione e di accrescimento sono inoltre legate tra loro dalla relazione:
Ricavando n0 da quest'ultima, ed inserendolo nell'espressione della densità del magma, MT, si ottiene:
Il gruppo (G τ) può essere ricavato dall'espressione della dimensione media, LM, e quindi sostituito nella precedente:
Questa espressione di MT può essere inserita infine in quella di B0, ricavando l'espressione di G in funzione di LM:
Il dimensionamento del cristallizzatore viene quindi effettuato sulla base della dimensione media del prodotto. Anzitutto, nota LM, si valuta la velocità di accrescimento necessaria, G, dalla relazione qui sopra. Determinato il valore di G si calcola direttamente quello di τ:
La conoscenza del valore di G consente di determinare quello di ∆c, mentre quello di MT viene valutato con i criteri visti in precedenza. Si possono scrivere quindi le espressioni del bilancio di materia, riferito al soluto ed al solvente, e del bilancio entalpico:
dove Wi e Wu sono le portate di solvente liquido alimentate e prelevate dal cristallizzatore (kg/h), Pc è la portata di cristalli prodotti (kg/h), V la portata di solvente vaporizzato (kg/h), ci e cu sono le concentrazioni della soluzione che entra ed esce dall'apparecchio (kg di soluto/ kg di solvente), Csol è il
G = kL ∆cn (6.2.28)
miT
'n0 cMkB ∆= (6.2.29)
B0 = n0 G (6.2.30)
( )
G
GBk6M
4
0vT
τρ= (6.2.31)
G27
LBk2M
4M
0vT ρ= (6.2.32)
1m
1
4M
'nv Lkk2
27G
−
=
ρ (6.2.33)
G3
LM=τ (6.2.34)
Wi c
i = W
u c
u + P
c (6.2.35)
W
i = W
u + V (6.2.36)
Wi (1 + ci) Csol Ti = Wu (1 + cu) Csol Tu + Pc λcr + V [λvap + Cvap Tvap] (6.2.37)
15
calore specifico della soluzione (kJ/kg°C), λcr è il calore di cristallizzazione (kJ/kg), λvap è il calore di vaporizzazione del solvente (kJ/kg), valutato a 0°C (temperatura di riferimento per il calcolo delle entalpie), Cvap (kJ/kg°C) il calore specifico e Tvap (°C) è la temperatura del vapore, che è pari a quella di ebollizione della soluzione a meno dell’innalzamento ebullioscopico. Le proprietà fisiche ed i valori di ci, Ti e Pc sono noti. Nel caso di cristallizzazione per raffreddamento, è nota la temperatura a cui opera il cristallizzatore, e quindi la concentrazione di equilibrio: sommando a quest’ultima il valore della sovrassaturazione, ∆c, si calcola immediatamente cu. Dalle equazioni di bilancio si può quindi calcolare Wu, che è pari a Wi, dato che V = 0. Nel caso di cristallizzazione evaporativa, fissata la pressione, risulta stabilita la temperatura di ebollizione della soluzione e quindi la solubilità: questa, sommata alla sovrassaturazione, fornisce il valore della concentrazione cu. Dalle equazioni di bilancio si ricavano quindi i valori delle tre incognite Wu, V e Wi. Nel caso di cristallizzazione per evaporazione adiabatica la pressione operativa viene determinata in base a quella stabilita dal sistema di vuoto a valle del flash. Si valuta la temperatura ed il grado di vaporizzazione, e quindi, cu, Wu, V e Wi. Si calcola quindi la densità del magma MT (kg/m3), nota la produzione oraria di cristalli richiesta, Pc (kg/h), e la portata di soluzione uscente Q (m3/h):
Q
PM c
T = (6.2.38)
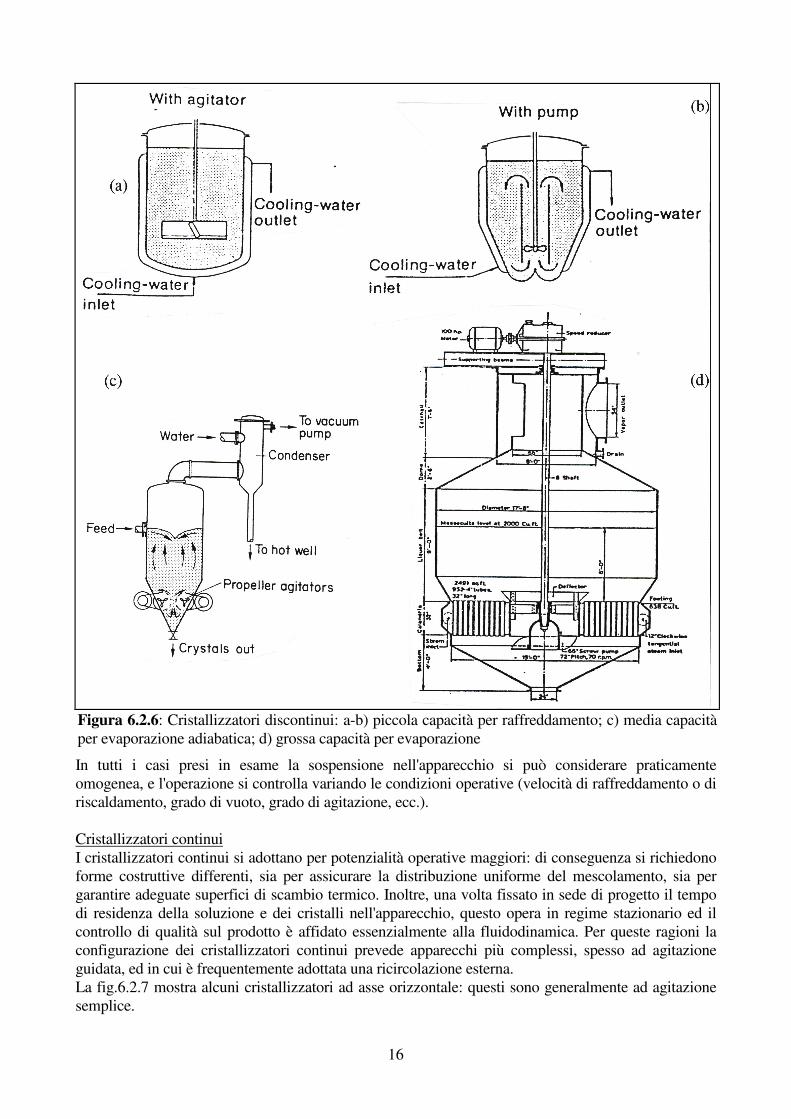
Si può infine determinare il volume Vs occupato dalla soluzione con la relazione riportata in precedenza e quindi, definito il grado di riempimento, quello dell’apparecchio. La potenza del sistema di agitazione e la superficie di scambio termico, se necessaria, si valutano quindi con gli stessi criteri visti in precedenza per i cristallizzatori discontinui. 6.2.6 Cristallizzatori industriali I cristallizzatori industriali si possono suddividere in base alla tipologia di funzionamento, discontinua o continua, ed in base alla fluidodinamica che si stabilisce al loro interno. Cristallizzatori discontinui I cristallizzatori discontinui sono generalmente formati da un mantello cilindrico ad asse verticale con fondo conico. La superficie di scambio termico può essere costituita da una camicia esterna o da un serpentino interno: in questo caso il mescolamento è realizzato con agitatori di vario tipo, in presenza o meno di tubo di tiraggio. Quando si rende necessaria una superficie di scambio più estesa si ricorre alla ricircolazione esterna della sospensione attraverso uno scambiatore a fascio tubiero, realizzando al tempo stesso il mescolamento. La fig.6.2.6 rappresenta alcuni cristallizzatori discontinui. I tipi in fig.6.2.6.a e 6.2.6.b funzionano per raffreddamento e sono apparecchi detti multiuso spesso adottati per produzioni farmaceutiche. Lo scambio termico è realizzato mediante una camicia esterna percorsa da acqua a portata e/o temperatura controllata in funzione di quella della sospensione, in modo da ottenere la curva di raffreddamento desiderata. Il mescolamento è ottenuto con agitatori meccanici, nel primo caso del tipo a girante lenta, nel secondo caso del tipo elica marina con tubo di tiraggio. Il tipo in fig.6.2.6.c opera per evaporazione sotto vuoto ed è quindi privo di superficie di scambio termico. Il mescolamento è ottenuto per mezzo di un agitatore veloce del tipo ad elica marina posto nella zona conica di fondo in posizione trasversale ed eccentrica rispetto all'asse dell'apparecchio. Il tipo rappresentato in fig.6.2.6.d è invece un cristallizzatore operante per evaporazione a riscaldamento diretto, tipico dell'industria saccarifera. Il riscaldamento è realizzato con un fascio tubiero corto immerso verticalmente nella sospensione: la sezione libera centrale funge da tubo di tiraggio con l'ausilio di un agitatore meccanico coassiale.
16
In tutti i casi presi in esame la sospensione nell'apparecchio si può considerare praticamente omogenea, e l'operazione si controlla variando le condizioni operative (velocità di raffreddamento o di riscaldamento, grado di vuoto, grado di agitazione, ecc.). Cristallizzatori continui I cristallizzatori continui si adottano per potenzialità operative maggiori: di conseguenza si richiedono forme costruttive differenti, sia per assicurare la distribuzione uniforme del mescolamento, sia per garantire adeguate superfici di scambio termico. Inoltre, una volta fissato in sede di progetto il tempo di residenza della soluzione e dei cristalli nell'apparecchio, questo opera in regime stazionario ed il controllo di qualità sul prodotto è affidato essenzialmente alla fluidodinamica. Per queste ragioni la configurazione dei cristallizzatori continui prevede apparecchi più complessi, spesso ad agitazione guidata, ed in cui è frequentemente adottata una ricircolazione esterna. La fig.6.2.7 mostra alcuni cristallizzatori ad asse orizzontale: questi sono generalmente ad agitazione semplice.
Figura 6.2.6: Cristallizzatori discontinui: a-b) piccola capacità per raffreddamento; c) media capacità per evaporazione adiabatica; d) grossa capacità per evaporazione
17
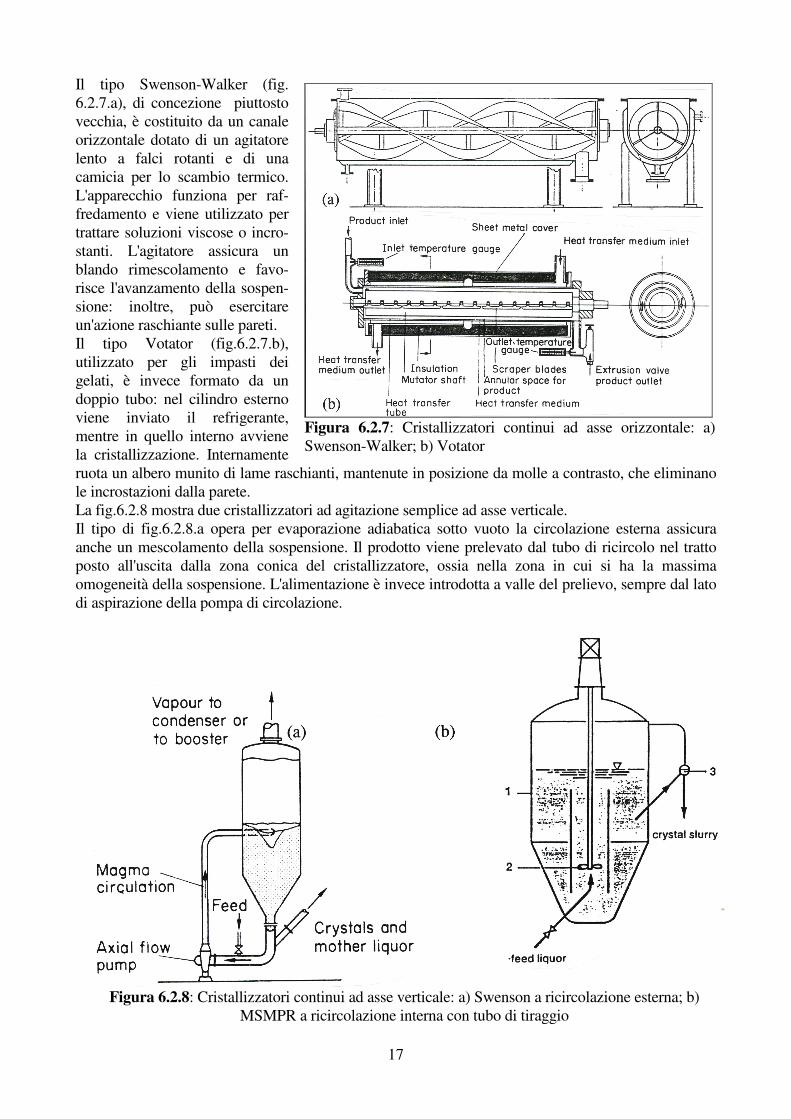
Il tipo Swenson-Walker (fig. 6.2.7.a), di concezione piuttosto vecchia, è costituito da un canale orizzontale dotato di un agitatore lento a falci rotanti e di una camicia per lo scambio termico. L'apparecchio funziona per raf-fredamento e viene utilizzato per trattare soluzioni viscose o incro-stanti. L'agitatore assicura un blando rimescolamento e favo-risce l'avanzamento della sospen-sione: inoltre, può esercitare un'azione raschiante sulle pareti. Il tipo Votator (fig.6.2.7.b), utilizzato per gli impasti dei gelati, è invece formato da un doppio tubo: nel cilindro esterno viene inviato il refrigerante, mentre in quello interno avviene la cristallizzazione. Internamente ruota un albero munito di lame raschianti, mantenute in posizione da molle a contrasto, che eliminano le incrostazioni dalla parete. La fig.6.2.8 mostra due cristallizzatori ad agitazione semplice ad asse verticale. Il tipo di fig.6.2.8.a opera per evaporazione adiabatica sotto vuoto la circolazione esterna assicura anche un mescolamento della sospensione. Il prodotto viene prelevato dal tubo di ricircolo nel tratto posto all'uscita dalla zona conica del cristallizzatore, ossia nella zona in cui si ha la massima omogeneità della sospensione. L'alimentazione è invece introdotta a valle del prelievo, sempre dal lato di aspirazione della pompa di circolazione.
Figura 6.2.7: Cristallizzatori continui ad asse orizzontale: a) Swenson-Walker; b) Votator
Figura 6.2.8: Cristallizzatori continui ad asse verticale: a) Swenson a ricircolazione esterna; b)
MSMPR a ricircolazione interna con tubo di tiraggio
18
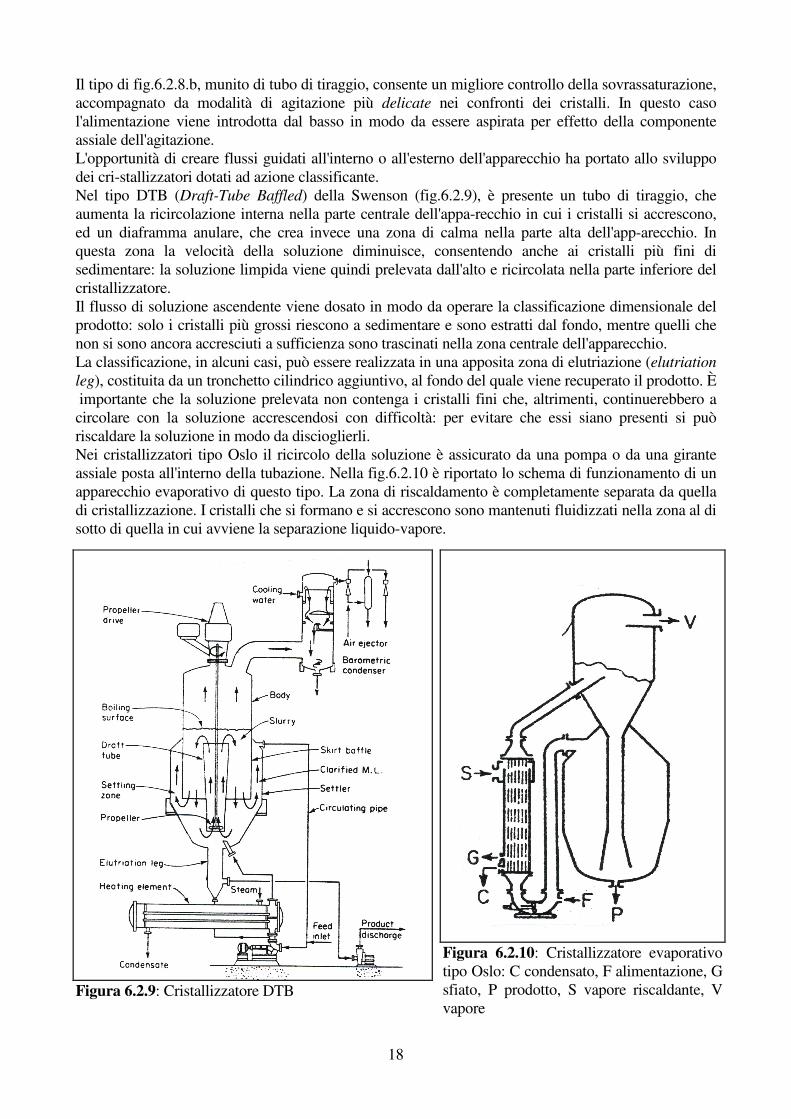
Il tipo di fig.6.2.8.b, munito di tubo di tiraggio, consente un migliore controllo della sovrassaturazione, accompagnato da modalità di agitazione più delicate nei confronti dei cristalli. In questo caso l'alimentazione viene introdotta dal basso in modo da essere aspirata per effetto della componente assiale dell'agitazione. L'opportunità di creare flussi guidati all'interno o all'esterno dell'apparecchio ha portato allo sviluppo dei cri-stallizzatori dotati ad azione classificante. Nel tipo DTB (Draft-Tube Baffled) della Swenson (fig.6.2.9), è presente un tubo di tiraggio, che aumenta la ricircolazione interna nella parte centrale dell'appa-recchio in cui i cristalli si accrescono, ed un diaframma anulare, che crea invece una zona di calma nella parte alta dell'app-arecchio. In questa zona la velocità della soluzione diminuisce, consentendo anche ai cristalli più fini di sedimentare: la soluzione limpida viene quindi prelevata dall'alto e ricircolata nella parte inferiore del cristallizzatore. Il flusso di soluzione ascendente viene dosato in modo da operare la classificazione dimensionale del prodotto: solo i cristalli più grossi riescono a sedimentare e sono estratti dal fondo, mentre quelli che non si sono ancora accresciuti a sufficienza sono trascinati nella zona centrale dell'apparecchio. La classificazione, in alcuni casi, può essere realizzata in una apposita zona di elutriazione (elutriation
leg), costituita da un tronchetto cilindrico aggiuntivo, al fondo del quale viene recuperato il prodotto. È importante che la soluzione prelevata non contenga i cristalli fini che, altrimenti, continuerebbero a circolare con la soluzione accrescendosi con difficoltà: per evitare che essi siano presenti si può riscaldare la soluzione in modo da discioglierli. Nei cristallizzatori tipo Oslo il ricircolo della soluzione è assicurato da una pompa o da una girante assiale posta all'interno della tubazione. Nella fig.6.2.10 è riportato lo schema di funzionamento di un apparecchio evaporativo di questo tipo. La zona di riscaldamento è completamente separata da quella di cristallizzazione. I cristalli che si formano e si accrescono sono mantenuti fluidizzati nella zona al di sotto di quella in cui avviene la separazione liquido-vapore.
Figura 6.2.10: Cristallizzatore evaporativo tipo Oslo: C condensato, F alimentazione, G sfiato, P prodotto, S vapore riscaldante, V vapore
Figura 6.2.9: Cristallizzatore DTB
19
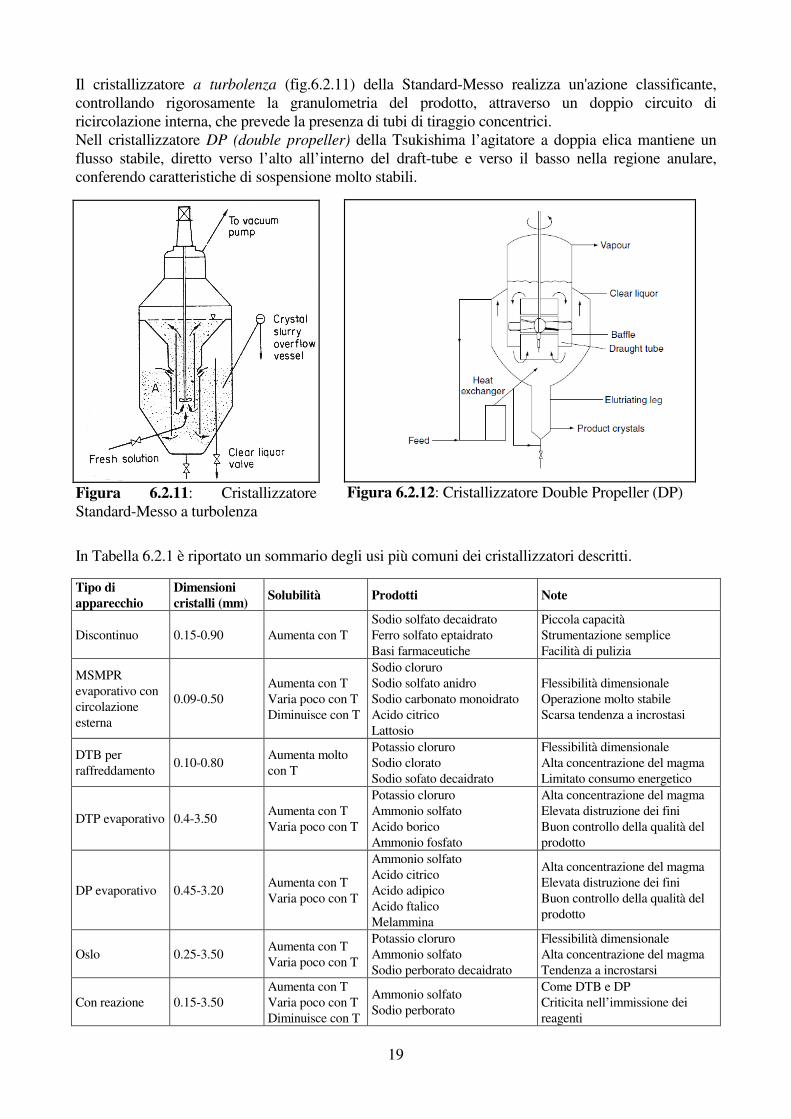
Il cristallizzatore a turbolenza (fig.6.2.11) della Standard-Messo realizza un'azione classificante, controllando rigorosamente la granulometria del prodotto, attraverso un doppio circuito di ricircolazione interna, che prevede la presenza di tubi di tiraggio concentrici. Nell cristallizzatore DP (double propeller) della Tsukishima l’agitatore a doppia elica mantiene un flusso stabile, diretto verso l’alto all’interno del draft-tube e verso il basso nella regione anulare, conferendo caratteristiche di sospensione molto stabili.
In Tabella 6.2.1 è riportato un sommario degli usi più comuni dei cristallizzatori descritti. Tipo di
apparecchio
Dimensioni
cristalli (mm) Solubilità Prodotti Note
Discontinuo 0.15-0.90 Aumenta con T Sodio solfato decaidrato Ferro solfato eptaidrato Basi farmaceutiche
Piccola capacità Strumentazione semplice Facilità di pulizia
MSMPR evaporativo con circolazione esterna
0.09-0.50 Aumenta con T Varia poco con T Diminuisce con T
Sodio cloruro Sodio solfato anidro Sodio carbonato monoidrato Acido citrico Lattosio
Flessibilità dimensionale Operazione molto stabile Scarsa tendenza a incrostasi
DTB per raffreddamento
0.10-0.80 Aumenta molto con T
Potassio cloruro Sodio clorato Sodio sofato decaidrato
Flessibilità dimensionale Alta concentrazione del magma Limitato consumo energetico
DTP evaporativo 0.4-3.50 Aumenta con T Varia poco con T
Potassio cloruro Ammonio solfato Acido borico Ammonio fosfato
Alta concentrazione del magma Elevata distruzione dei fini Buon controllo della qualità del prodotto
DP evaporativo 0.45-3.20 Aumenta con T Varia poco con T
Ammonio solfato Acido citrico Acido adipico Acido ftalico Melammina
Alta concentrazione del magma Elevata distruzione dei fini Buon controllo della qualità del prodotto
Oslo 0.25-3.50 Aumenta con T Varia poco con T
Potassio cloruro Ammonio solfato Sodio perborato decaidrato
Flessibilità dimensionale Alta concentrazione del magma Tendenza a incrostarsi
Con reazione 0.15-3.50 Aumenta con T Varia poco con T Diminuisce con T
Ammonio solfato Sodio perborato
Come DTB e DP Criticita nell’immissione dei reagenti
Figura 6.2.11: Cristallizzatore Standard-Messo a turbolenza
Figura 6.2.12: Cristallizzatore Double Propeller (DP)
20
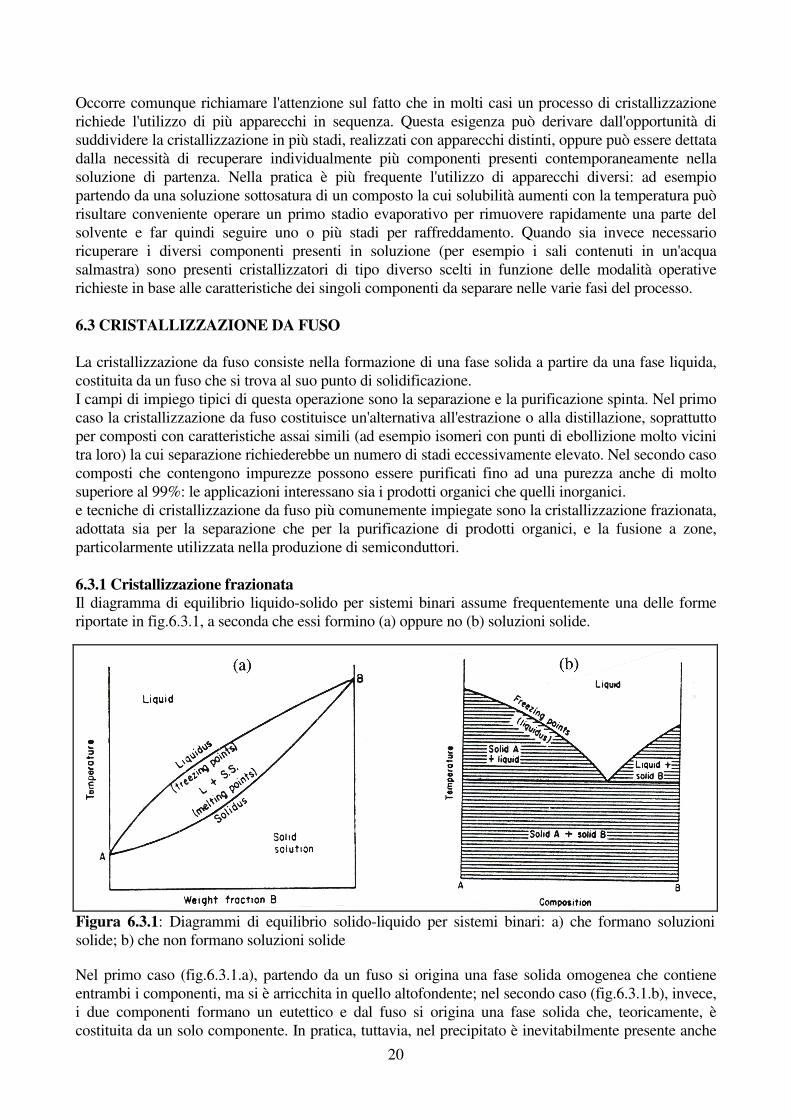
Occorre comunque richiamare l'attenzione sul fatto che in molti casi un processo di cristallizzazione richiede l'utilizzo di più apparecchi in sequenza. Questa esigenza può derivare dall'opportunità di suddividere la cristallizzazione in più stadi, realizzati con apparecchi distinti, oppure può essere dettata dalla necessità di recuperare individualmente più componenti presenti contemporaneamente nella soluzione di partenza. Nella pratica è più frequente l'utilizzo di apparecchi diversi: ad esempio partendo da una soluzione sottosatura di un composto la cui solubilità aumenti con la temperatura può risultare conveniente operare un primo stadio evaporativo per rimuovere rapidamente una parte del solvente e far quindi seguire uno o più stadi per raffreddamento. Quando sia invece necessario ricuperare i diversi componenti presenti in soluzione (per esempio i sali contenuti in un'acqua salmastra) sono presenti cristallizzatori di tipo diverso scelti in funzione delle modalità operative richieste in base alle caratteristiche dei singoli componenti da separare nelle varie fasi del processo. 6.3 CRISTALLIZZAZIONE DA FUSO La cristallizzazione da fuso consiste nella formazione di una fase solida a partire da una fase liquida, costituita da un fuso che si trova al suo punto di solidificazione. I campi di impiego tipici di questa operazione sono la separazione e la purificazione spinta. Nel primo caso la cristallizzazione da fuso costituisce un'alternativa all'estrazione o alla distillazione, soprattutto per composti con caratteristiche assai simili (ad esempio isomeri con punti di ebollizione molto vicini tra loro) la cui separazione richiederebbe un numero di stadi eccessivamente elevato. Nel secondo caso composti che contengono impurezze possono essere purificati fino ad una purezza anche di molto superiore al 99%: le applicazioni interessano sia i prodotti organici che quelli inorganici. e tecniche di cristallizzazione da fuso più comunemente impiegate sono la cristallizzazione frazionata, adottata sia per la separazione che per la purificazione di prodotti organici, e la fusione a zone, particolarmente utilizzata nella produzione di semiconduttori. 6.3.1 Cristallizzazione frazionata Il diagramma di equilibrio liquido-solido per sistemi binari assume frequentemente una delle forme riportate in fig.6.3.1, a seconda che essi formino (a) oppure no (b) soluzioni solide.
Nel primo caso (fig.6.3.1.a), partendo da un fuso si origina una fase solida omogenea che contiene entrambi i componenti, ma si è arricchita in quello altofondente; nel secondo caso (fig.6.3.1.b), invece, i due componenti formano un eutettico e dal fuso si origina una fase solida che, teoricamente, è costituita da un solo componente. In pratica, tuttavia, nel precipitato è inevitabilmente presente anche
Figura 6.3.1: Diagrammi di equilibrio solido-liquido per sistemi binari: a) che formano soluzioni solide; b) che non formano soluzioni solide
21
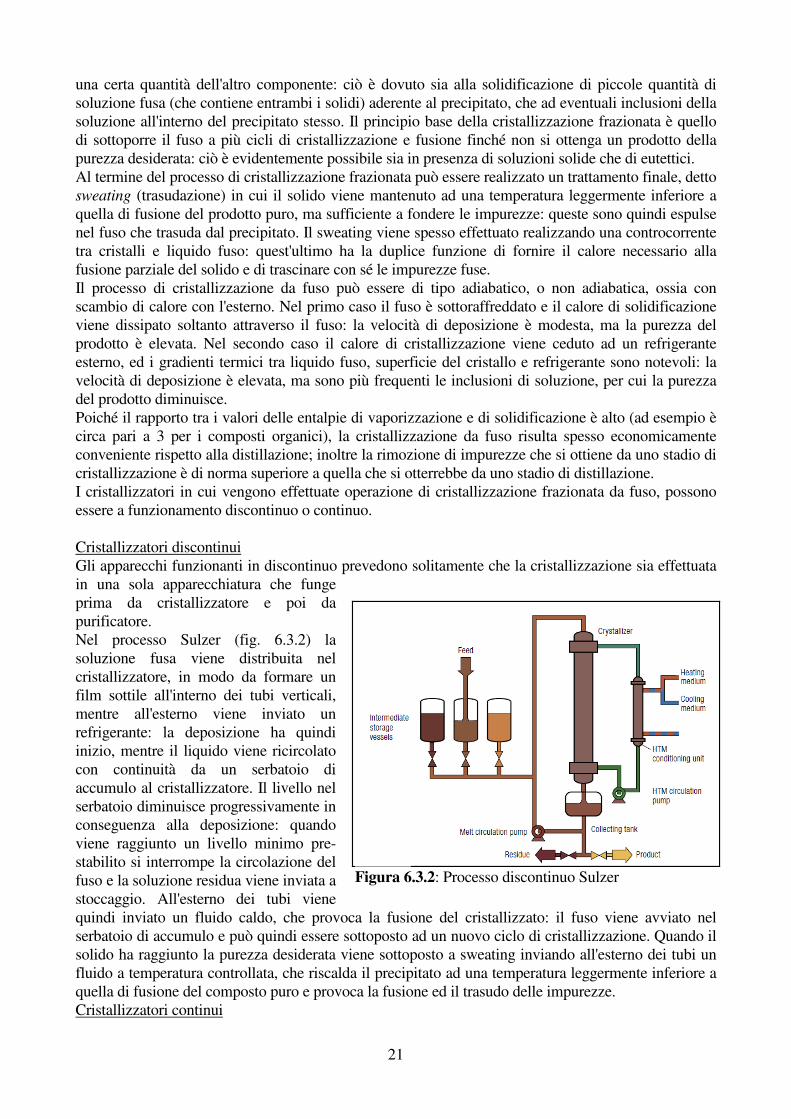
una certa quantità dell'altro componente: ciò è dovuto sia alla solidificazione di piccole quantità di soluzione fusa (che contiene entrambi i solidi) aderente al precipitato, che ad eventuali inclusioni della soluzione all'interno del precipitato stesso. Il principio base della cristallizzazione frazionata è quello di sottoporre il fuso a più cicli di cristallizzazione e fusione finché non si ottenga un prodotto della purezza desiderata: ciò è evidentemente possibile sia in presenza di soluzioni solide che di eutettici. Al termine del processo di cristallizzazione frazionata può essere realizzato un trattamento finale, detto sweating (trasudazione) in cui il solido viene mantenuto ad una temperatura leggermente inferiore a quella di fusione del prodotto puro, ma sufficiente a fondere le impurezze: queste sono quindi espulse nel fuso che trasuda dal precipitato. Il sweating viene spesso effettuato realizzando una controcorrente tra cristalli e liquido fuso: quest'ultimo ha la duplice funzione di fornire il calore necessario alla fusione parziale del solido e di trascinare con sé le impurezze fuse. Il processo di cristallizzazione da fuso può essere di tipo adiabatico, o non adiabatica, ossia con scambio di calore con l'esterno. Nel primo caso il fuso è sottoraffreddato e il calore di solidificazione viene dissipato soltanto attraverso il fuso: la velocità di deposizione è modesta, ma la purezza del prodotto è elevata. Nel secondo caso il calore di cristallizzazione viene ceduto ad un refrigerante esterno, ed i gradienti termici tra liquido fuso, superficie del cristallo e refrigerante sono notevoli: la velocità di deposizione è elevata, ma sono più frequenti le inclusioni di soluzione, per cui la purezza del prodotto diminuisce. Poiché il rapporto tra i valori delle entalpie di vaporizzazione e di solidificazione è alto (ad esempio è circa pari a 3 per i composti organici), la cristallizzazione da fuso risulta spesso economicamente conveniente rispetto alla distillazione; inoltre la rimozione di impurezze che si ottiene da uno stadio di cristallizzazione è di norma superiore a quella che si otterrebbe da uno stadio di distillazione. I cristallizzatori in cui vengono effettuate operazione di cristallizzazione frazionata da fuso, possono essere a funzionamento discontinuo o continuo. Cristallizzatori discontinui Gli apparecchi funzionanti in discontinuo prevedono solitamente che la cristallizzazione sia effettuata in una sola apparecchiatura che funge prima da cristallizzatore e poi da purificatore. Nel processo Sulzer (fig. 6.3.2) la soluzione fusa viene distribuita nel cristallizzatore, in modo da formare un film sottile all'interno dei tubi verticali, mentre all'esterno viene inviato un refrigerante: la deposizione ha quindi inizio, mentre il liquido viene ricircolato con continuità da un serbatoio di accumulo al cristallizzatore. Il livello nel serbatoio diminuisce progressivamente in conseguenza alla deposizione: quando viene raggiunto un livello minimo pre-stabilito si interrompe la circolazione del fuso e la soluzione residua viene inviata a stoccaggio. All'esterno dei tubi viene quindi inviato un fluido caldo, che provoca la fusione del cristallizzato: il fuso viene avviato nel serbatoio di accumulo e può quindi essere sottoposto ad un nuovo ciclo di cristallizzazione. Quando il solido ha raggiunto la purezza desiderata viene sottoposto a sweating inviando all'esterno dei tubi un fluido a temperatura controllata, che riscalda il precipitato ad una temperatura leggermente inferiore a quella di fusione del composto puro e provoca la fusione ed il trasudo delle impurezze. Cristallizzatori continui
Figura 6.3.2: Processo discontinuo Sulzer

22
Un processo di cristallizzazione da fuso in continuo richiede la presenza di uno o più cristallizzatori che effettuano il frazionamento e di un'apparecchiatura per realizzare l'ulteriore purificazione del solido mediante sweating. L'impianto Tsukishima (fig. 6.3.3) comprende uno o due cristallizzatori sulle cui pareti ha luogo la solidificazione del fuso per raffreddamento: il deposito formatosi viene continuamente rimosso mediante agitatori che raschiano le pareti, in modo da mantenere una elevata velocità di scambio termico. La purificazione finale viene effettuata nella colonna di sweating in cui il solido che scende viene fuso parzialmente incontrando in
controcorrente la soluzione ascendente: questa trascina con sé le impurezze allo stato fuso. L'impianto Kureha (fig.6.3.4) prevede, invece, che il solido percorra la colonna di sweating dal basso verso l'alto, trasportato da una coclea, mentre la soluzione scende dalla testa della colonna. Per potenzialità non elevate è possibile utilizzare un'unica apparecchiatura per realizzare sia la cristallizzazione che la purificazione. Un esempio è il purificatore Brodie (fig.6.3.5): esso ha la forma di un lungo tubo, all'interno del quale ruotano degli agitatori raschianti, mentre all'esterno viene inviato il refrigerante.
Il fuso ed i cristalli si muovono in controcorrente tra loro e fuoriescono da estremità opposte. L'alimentazione entra più vicino alla zona di uscita del prodotto, prima della sezione di sweating dove si invia in controcorrente parte del prodotto più puro allo stato fuso.
Figura 6.3.3: Processo continuo Tsukishima
Figura 6.3.4: Processo continuo Kureha
Figura 6.3.5: Purificatore Brodie

23
Esercizio 1: progetto di un cristallizzatore continuo Una soluzione di acido citrico, a concentrazione 0.7094 kg/kg soluzione e che si trova a 32°C, viene inviata ad un cristallizzatore che opera per evaporazione adiabatica sotto vuoto a 25°C, per produrre 1 t/h di cristalli di acido citrico monoidrato di dimensioni medie pari a 400 µm. Si richiede di dimensionare il cristallizzatore. Le proprietà fisiche e le cinetiche di cristallizzazione dell’acido citrico sono: c* (25°C) = 0.6765 kg/kg soluzione ρcristalli = 1665 kg/m3 ∆c [kg/kg soluzione] λcristallizzazione = 28 kcal/kg B0 = 2⋅1013⋅MT⋅∆c3.1 [1/m3⋅h] ρsoluzione = 1310 kg/ m3
G = 0.005⋅∆c [m/h] csoluzione = 0.76 kcal/kg°C kv = 1.2 µsoluzione = 0.021 Pa⋅s ∆Tebullioscopico = 104.9⋅xs
1.14 [°C] cvapore = 0.45 kcal/kg°C xs [fraz.molare acido citrico] λvap(0°C) = 598 kcal/kg
PMacido citrico = 210.12 kg/kmole
Si utilizzano le relazioni, valide per un cristallizzatore MSMPR, che legano tra loro la velocità di nucleazione B0, quella di accrescimento G, la densità del magma MT e la dimensione media dei cristalli, LM:
005.0
Gcc005.0G =∆⇒∆⋅=
1.3200
T
1.3T
201.3
T131.3
T13
0
G1072.2
BM
GM1072.2005.0
GM102cM102B
⋅⋅=
⋅⋅⋅=
⋅⋅⋅=∆⋅⋅⋅=
G
BnGnB 0
000 =⇒⋅=
251.241.320
4
1.320040
vcristalli4
0vcristalliT
1007.3G)G(G1072.2
1)G(
G
12.116656
G1072.2
B)G(
G
Bk6)G(nk6M
−⋅=⋅τ⋅⇒⋅⋅
=τ⋅⋅⋅⋅
⋅⋅=τ⋅⋅⋅⋅ρ⋅=τ⋅⋅⋅⋅ρ⋅=
41009.1
67.3
0004.0)(0004.0)(67.3 −⋅==⋅⇒=⋅⋅= ττ GGLM
hmhmGG
G /75/1050.7)1009.1(
1007.3
)(
1007.3 544
25
4
251.2 µ
τ≅⋅=⇒
⋅
⋅=
⋅
⋅= −
−
−−
hG
LM 45.11050.767.3
0004.0
67.3 5=
⋅⋅=
⋅=
−τ
soluzionekgkgG
c /015.0005.0
1050.7
005.0
5
=⋅
==∆−
Si può quindi calcolare la concentrazione nel cristallizzatore:

24
c = c*(25°C) + ∆c = 0.6765 + 0.015 = 0.6915 kg/kg soluzione Si effettua il bilancio di materia e di calore, trascurando il calore sensibile dei cristalli, assumendo che il calore specifico della soluzione sia costante e fissando come temperatura di riferimento 0°C: wi = V + wu + wcristalli
wi ⋅ci = wu ⋅cu + wcristalli V = wi – wu – wcristalli
cristalliui
cristalliuu
i
cristalliuui
wwc
wcwV
c
wcww
−−+⋅
=
+⋅=
wi ⋅csol ⋅(Ti-Trif ) = wu ⋅csol (Tu – Trif) + V [λvap(0°C) + cvap (Tu – Trif)] + wcristalli⋅λcristallizzazione
[ ]
zazionecristallizcristalli
uvapvapcristalliui
cristalliuuusoluisol
i
cristalliuu
w
Tc)C0(wwc
wc.wTc.wTc
c
wc.w
λ⋅+
+⋅+°λ
−−
++⋅=⋅⋅
+
24329208.20
281000)2545.0598(10007094.0
10006915.0.2576.03276.0
7094.0
10006915.0.
=⋅
⋅+⋅+
−−
++⋅⋅=⋅⋅
+
u
uu
uu
w
ww
ww
wu = 12118 kg/h ⇒ wi = 13222 kg/h V = 104 kg/h Va ora fatta la verifica del valore della densità del magma, che è bene sia compresa tra 50 e 200 kg/m3. La portata volumetrica di soluzione uscente è:
3
u
cristalliT
3
soluzione
uu m/kg108
25.9
1000
Q
wMh/m25.9
1310
12118wQ =====
ρ=
Si può procedere al dimensionamento dell’apparecchio, basandosi sul tempo di residenza. Il volume occupato dalla soluzione è:
36.141310
45.113222m
wQV
soluzione
iisoluzione =
⋅=
⋅=⋅=
ρ
ττ
Trattandosi di un cristallizzatore evaporativo si può assumere che la soluzione occupi circa il 55% dell’apparecchio:
35.2655.0
6.14
55.0m
VV soluzione
zatorecristalliz ===
L’apparecchio sarà composto da un mantello cilindrico, chiuso superiormente da un fondo ellittico ed inferiormente da un fondo conico. Per il mantello cilindrico si può supporre un rapporto H/D = 1.5, per il fondo ellittico un rapporto degli assi 2:1 e per il fondo conico un angolo dell’apice 60°:
c = 0.6915 T = 25
V ci = 0.7094 Ti = 32 wi
cu = 0.6915 Tu = 25 wu
wcristalli = 1000

25
mV
D
DDDD
tg
DDDDDH
DV
zatorecristalliz
zatorecristalliz
6.2536.1
5.26
536.1
536.1227.0131.0178.1
)30(243
1
4223
4
2
1
4
33
3333
22
===
⋅=⋅+⋅+⋅=
=
⋅⋅⋅+
⋅⋅⋅⋅+⋅
⋅= ππ
π
Il diametro del cristallizzatore è quindi pari a 2.6 m e l’altezza totale a circa 6.5 m. Occorre effettuare la verifica della sezione trasversale, che deve assicurare che la velocità ascensionale del vapore sia al di sotto di quella critica per il trascinamento delle goccioline.
14.1seb x9.104T ⋅=∆
158.018)6863.01(12.2106863.0
12.2106863.0
PM)c1(PMc
PMcx
O2H.citr.ac
.citr.acs =
−+=
−+=
C8.12158.09.104x9.104T 14.114.1seb °=⋅=⋅=∆
La pressione nel cristallizzatore è quindi pari alla tensione di vapore dell’acqua pura a: T = 25 - ∆Teb = 25 –12.8 = 12.2 °C Sul Perry’s Chemical Engineers Handbook si trova ps(12.2°C) = 10.7 mm Hg = 0.0141 atm. A questa pressione la densità del vapor d’acqua si può calcolare con la legge dei gas perfetti:
3O2Hvap m/kg0104.0
)2.27325(0821.0
180141.0
TR
PMP=
+⋅
⋅=
⋅
⋅=ρ
La sezione di passaggio deve essere tale che la velocità di passaggio del vapore deve essere inferiore al valore massimo (relazione 6.2.23 a pag.195 del testo):
s/m4.120104.0
0104.01310035.0035.0u
v
vLmax =
−=
ρ
ρ−ρ=
smD
w
S
Qu
vap
vapvap /52.06.214.3
4
0104.03600
104422
=⋅
⋅⋅
=⋅
⋅==πρ
La sezione per il passaggio del vapore è quindi largamente sufficiente ed è giustificato il grado di riempimento, relativamente alto, fissato in precedenza. Esercizio 2. Progetto di un cristallizzatore discontinuo Una soluzione di solfato di potassio, a concentrazione 16.3 g/100 g soluzione e che si trova a 70°C, viene inviata ad un cristallizzatore che opera per raffreddamento, per produrre 1000 kg di cristalli di solfato di potassio di dimensioni medie pari a 500 µm. Si richiede di dimensionare il
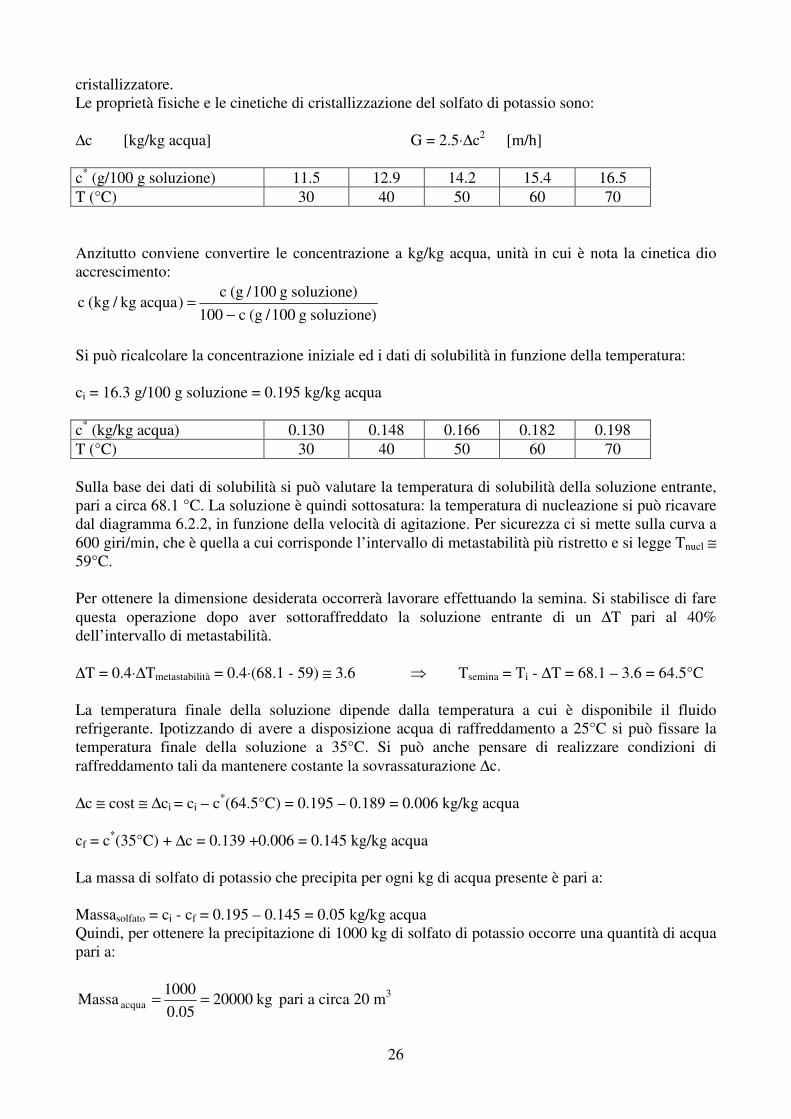
26
cristallizzatore. Le proprietà fisiche e le cinetiche di cristallizzazione del solfato di potassio sono: ∆c [kg/kg acqua] G = 2.5⋅∆c2 [m/h] c* (g/100 g soluzione) 11.5 12.9 14.2 15.4 16.5 T (°C) 30 40 50 60 70
Anzitutto conviene convertire le concentrazione a kg/kg acqua, unità in cui è nota la cinetica dio accrescimento:
)soluzioneg100/g(c100
)soluzioneg100/g(c)acquakg/kg(c
−=
Si può ricalcolare la concentrazione iniziale ed i dati di solubilità in funzione della temperatura: ci = 16.3 g/100 g soluzione = 0.195 kg/kg acqua c* (kg/kg acqua) 0.130 0.148 0.166 0.182 0.198 T (°C) 30 40 50 60 70
Sulla base dei dati di solubilità si può valutare la temperatura di solubilità della soluzione entrante, pari a circa 68.1 °C. La soluzione è quindi sottosatura: la temperatura di nucleazione si può ricavare dal diagramma 6.2.2, in funzione della velocità di agitazione. Per sicurezza ci si mette sulla curva a 600 giri/min, che è quella a cui corrisponde l’intervallo di metastabilità più ristretto e si legge Tnucl ≅ 59°C. Per ottenere la dimensione desiderata occorrerà lavorare effettuando la semina. Si stabilisce di fare questa operazione dopo aver sottoraffreddato la soluzione entrante di un ∆T pari al 40% dell’intervallo di metastabilità. ∆T = 0.4⋅∆Tmetastabilità = 0.4⋅(68.1 - 59) ≅ 3.6 ⇒ Tsemina = Ti - ∆T = 68.1 – 3.6 = 64.5°C La temperatura finale della soluzione dipende dalla temperatura a cui è disponibile il fluido refrigerante. Ipotizzando di avere a disposizione acqua di raffreddamento a 25°C si può fissare la temperatura finale della soluzione a 35°C. Si può anche pensare di realizzare condizioni di raffreddamento tali da mantenere costante la sovrassaturazione ∆c. ∆c ≅ cost ≅ ∆ci = ci – c*(64.5°C) = 0.195 – 0.189 = 0.006 kg/kg acqua cf = c*(35°C) + ∆c = 0.139 +0.006 = 0.145 kg/kg acqua La massa di solfato di potassio che precipita per ogni kg di acqua presente è pari a: Massasolfato = ci - cf = 0.195 – 0.145 = 0.05 kg/kg acqua Quindi, per ottenere la precipitazione di 1000 kg di solfato di potassio occorre una quantità di acqua pari a:
kg2000005.0
1000Massa acqua == pari a circa 20 m3

27
Si può quindi controllare subito la densità del magma:
3
acqua
solfato
soluzione
solfatoT m/kg50
20
1000
Volume
Massa
Volume
MassaM ==≅= , valore modesto, ma accettabile.
La velocità di accrescimento è costante e pari a: G = 2.5⋅∆c2.5 = 2.5⋅0.0062.5 = 9⋅10-5 m/h = 90 µm/h Il tempo necessario all’accrescimento dei cristalli dipende dalle dimensioni dei cristalli di semina che, comunque, è parecchio più piccola di quella finale:
G
LLt aminsef −
=
La quantità di cristalli di semina, assumendo che non vi sia nucleazione né primaria né secondaria si può valutare con la relazione 6.2.20:
3
f
aminsefaminse L
LMM
⋅≅
Si confrontano ora due diverse dimensioni di cristalli di semina: Semina 106-125µm Semina 63-75µm Lsemina = 115.5 µm Lsemina = 69 µm
kg3.12500
5.1151000M
3
aminse =
⋅≅ kg6.2
500
691000M
3
aminse =
⋅≅
min15h4h27.490
5.115500t ≅=
−= min50h4h79.4
90
69500t ≅=
−=
Si nota che la massa dei cristalli di semina sia di molto inferiore a quella finale ed influenzi quindi poco il bilancio di massa. Il cristallizzatore contiene circa 20 m3 di soluzione, come calcolato in precedenza. Poiché il cristallizzatore lavora per raffreddamento si può ipotizzare un grado di riempimento piuttosto elevato, per esempio 80%:
3soluzioneaztorecristalliz m25
8.0
VV ==
Il cristallizzatore può essere assimilato ad un cilindro con rapporto di snellezza H/D pari a 2. Si ha quindi:
333 atorecristalliz22
zatorecristalliz m5.214.32
425
2
4VDD2
4
DH
4
DV ≅
⋅
⋅=
π⋅
⋅=⇒⋅⋅
⋅π=⋅
⋅π=
Il cristallizzatore ha quindi 2.5 m di diametro e 5 m di altezza.


















