
5.3.Проекты комплексной автоматизации...
44
5.3.Проекты комплексной автоматизации производства
Transcript of 5.3.Проекты комплексной автоматизации...
5.3.Проекты комплексной автоматизации производства
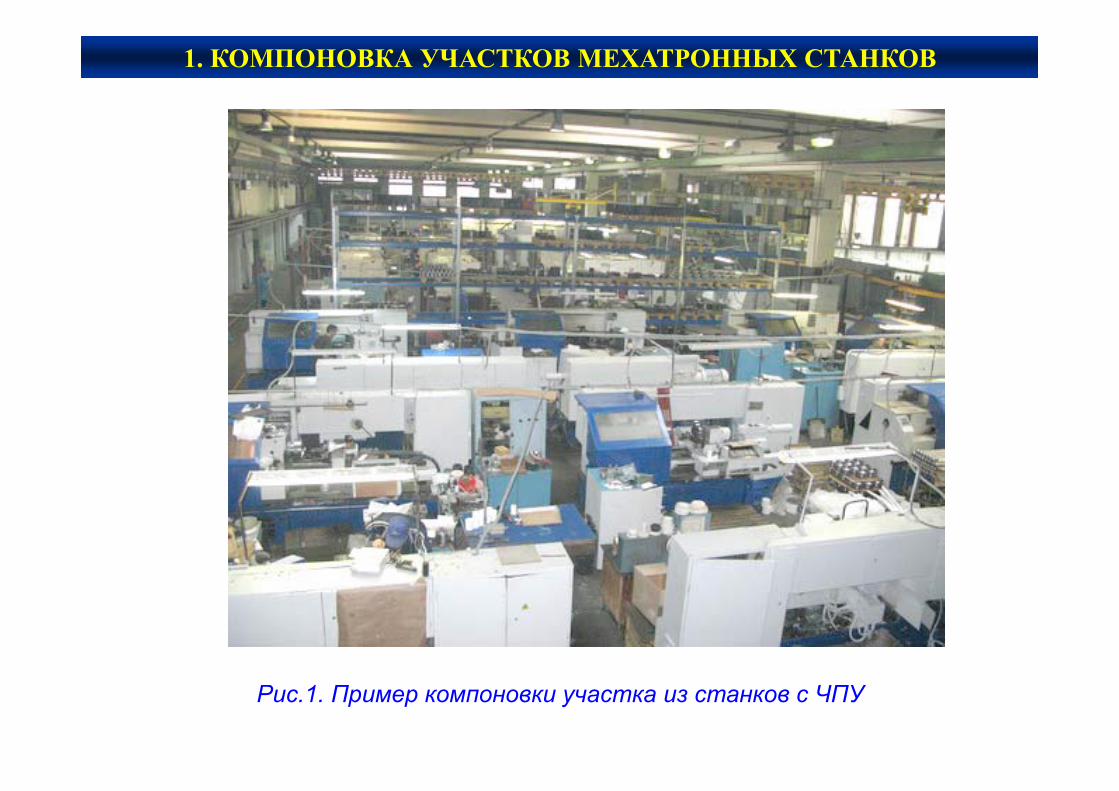
Рис.1. Пример компоновки участка из станков с ЧПУ
1. КОМПОНОВКА УЧАСТКОВ МЕХАТРОННЫХ СТАНКОВ

Рис.2. Общий вид участка из станков с ЧПУ с напольным трансманипулятором
1. КОМПОНОВКА УЧАСТКОВ МЕХАТРОННЫХ СТАНКОВ
На структуру участков мехатронных станков влияют следующие факторы:
форма организации технологического процесса группового производства (групповое расположение оборудования, цепное расположение оборудования, МГПЛ…);оборудование с ЧПУ (однотипное, разнотипное, только с ЧПУ, только
мехатронное, без ЧПУ…);транспортно-накопительная система ( накопители, единая транспортная
система, конвейеры, наличие склада…);транспортно-складская система ( АТСС, сбалансированные манипуляторы,
трансманипуляторы, единый склад-комплект, полеты, приспособления-спутники…);система инструментообеспечения ( автоматизированные склады
инструментов, средства транспортировки, средства наладки…);контрольно-измерительная система ( наличие контрольно-измерительных
машин, моечных машин, системы автоматизированного контроля, встроенные в станки с ЧПУ….);система уборки стружки ( скребковые конвейеры, шнековые конвейеры,
бункеры для сбора стружки…);система управления ( пульты управления, встроенные компьютеры,
управляющая малая ЭВМ…).
1. КОМПОНОВКА УЧАСТКОВ МЕХАТРОННЫХ СТАНКОВ
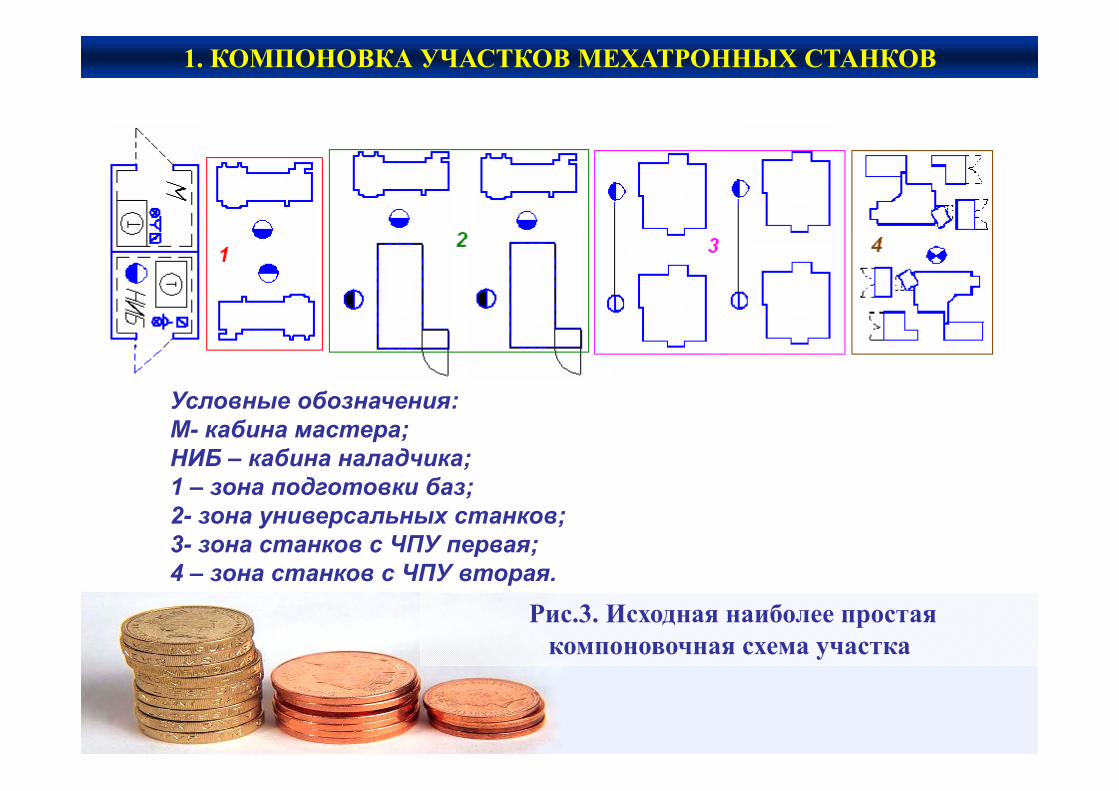
Условные обозначения:М- кабина мастера;НИБ – кабина наладчика;1 – зона подготовки баз;2- зона универсальных станков;3- зона станков с ЧПУ первая;4 – зона станков с ЧПУ вторая.
1. КОМПОНОВКА УЧАСТКОВ МЕХАТРОННЫХ СТАНКОВ
Рис.3. Исходная наиболее простая компоновочная схема участка
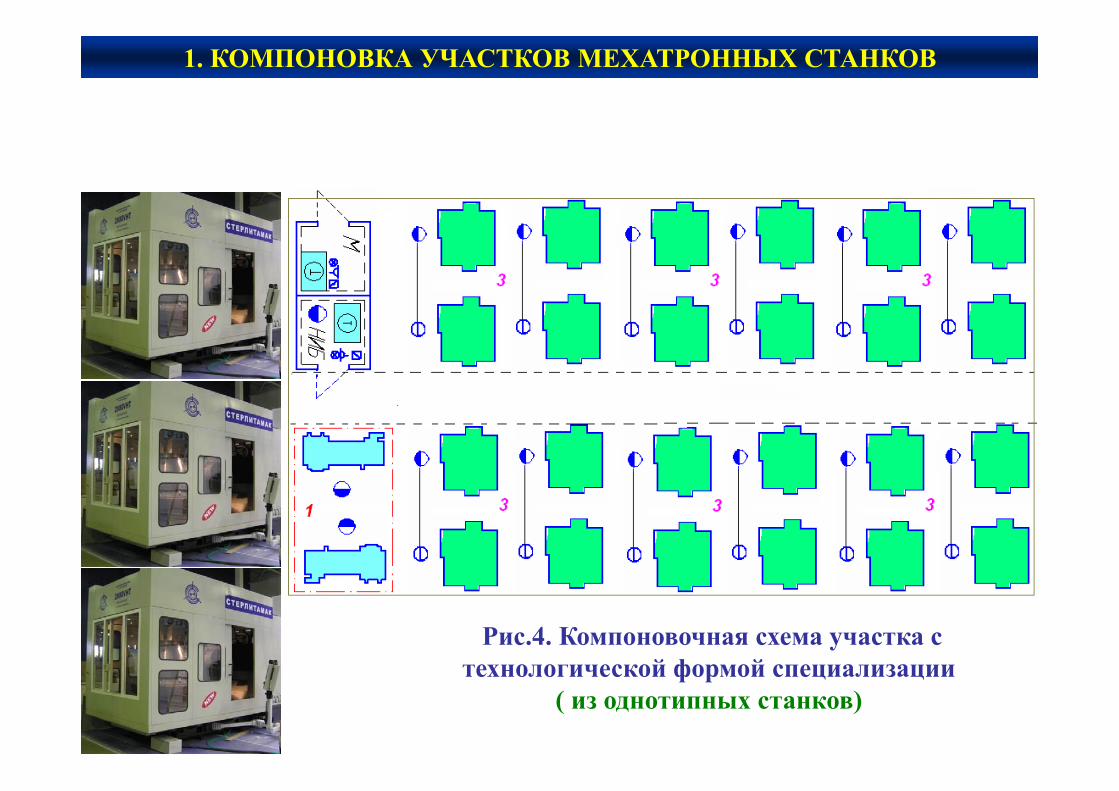
Рис.4. Компоновочная схема участка с технологической формой специализации
( из однотипных станков)
1. КОМПОНОВКА УЧАСТКОВ МЕХАТРОННЫХ СТАНКОВ
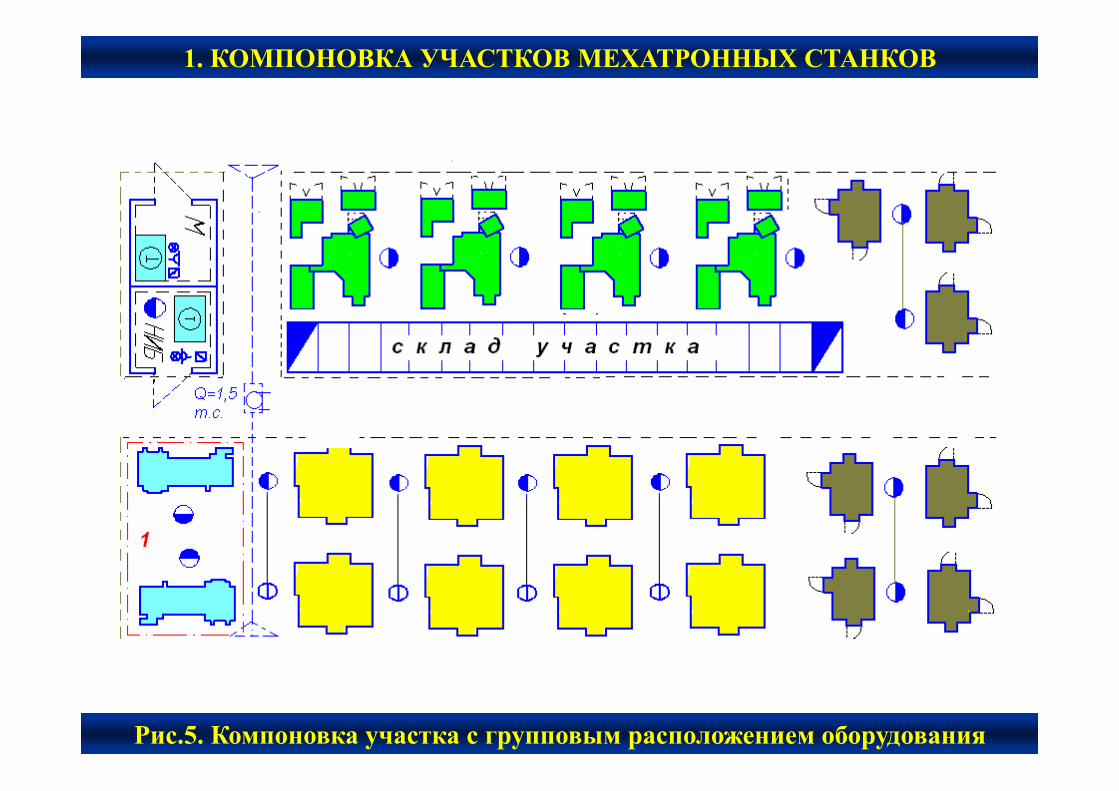
Рис.5. Компоновка участка с групповым расположением оборудования
1. КОМПОНОВКА УЧАСТКОВ МЕХАТРОННЫХ СТАНКОВ
Рис. 6. Общий вид накопителя на участке (Китай)
1. КОМПОНОВКА УЧАСТКОВ МЕХАТРОННЫХ СТАНКОВ

Рис.7. Планировка участка механотронных станков по производству дисков и блисков ГТД
(расположение оборудования по группам станков)
600 VT
2000VHT
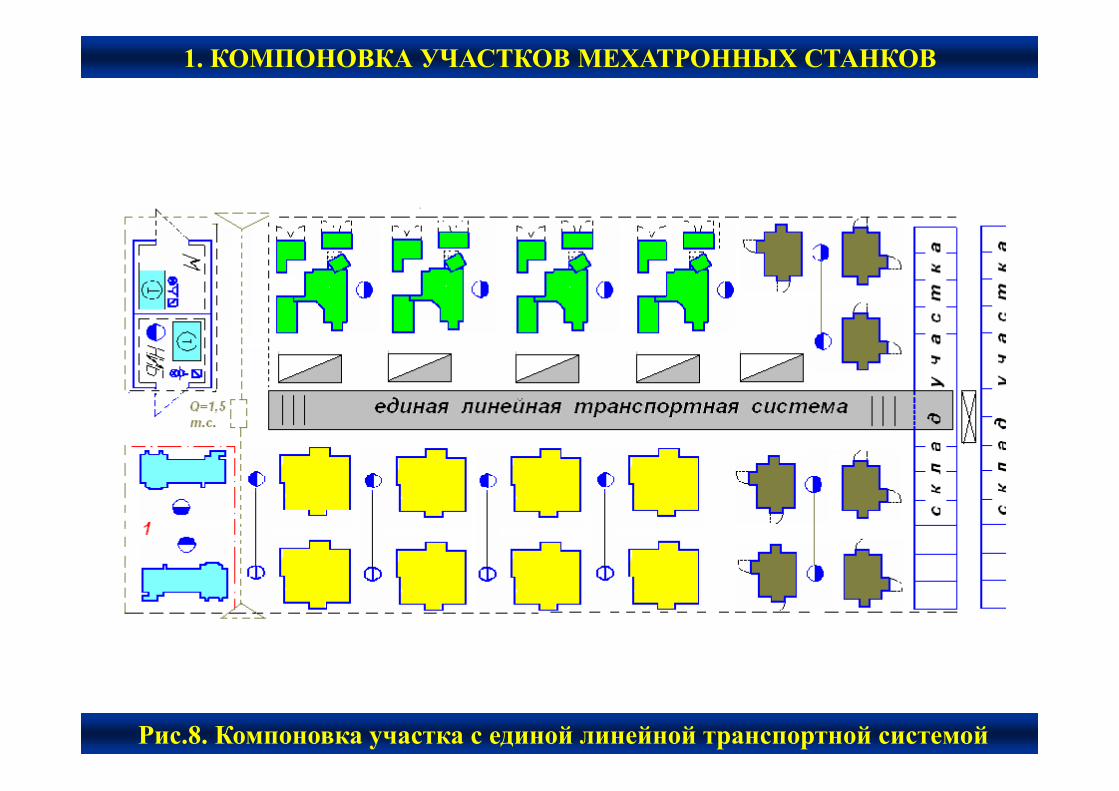
Рис.8. Компоновка участка с единой линейной транспортной системой
1. КОМПОНОВКА УЧАСТКОВ МЕХАТРОННЫХ СТАНКОВ
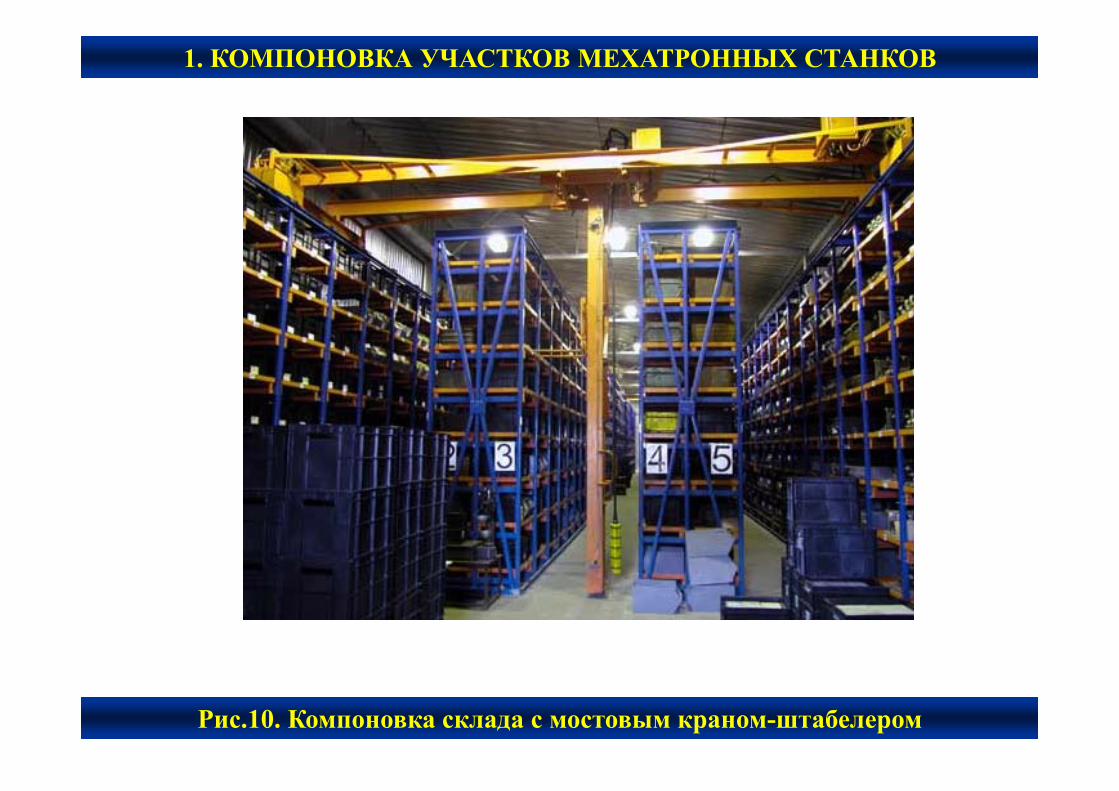
Рис.10. Компоновка склада с мостовым краном-штабелером
1. КОМПОНОВКА УЧАСТКОВ МЕХАТРОННЫХ СТАНКОВ
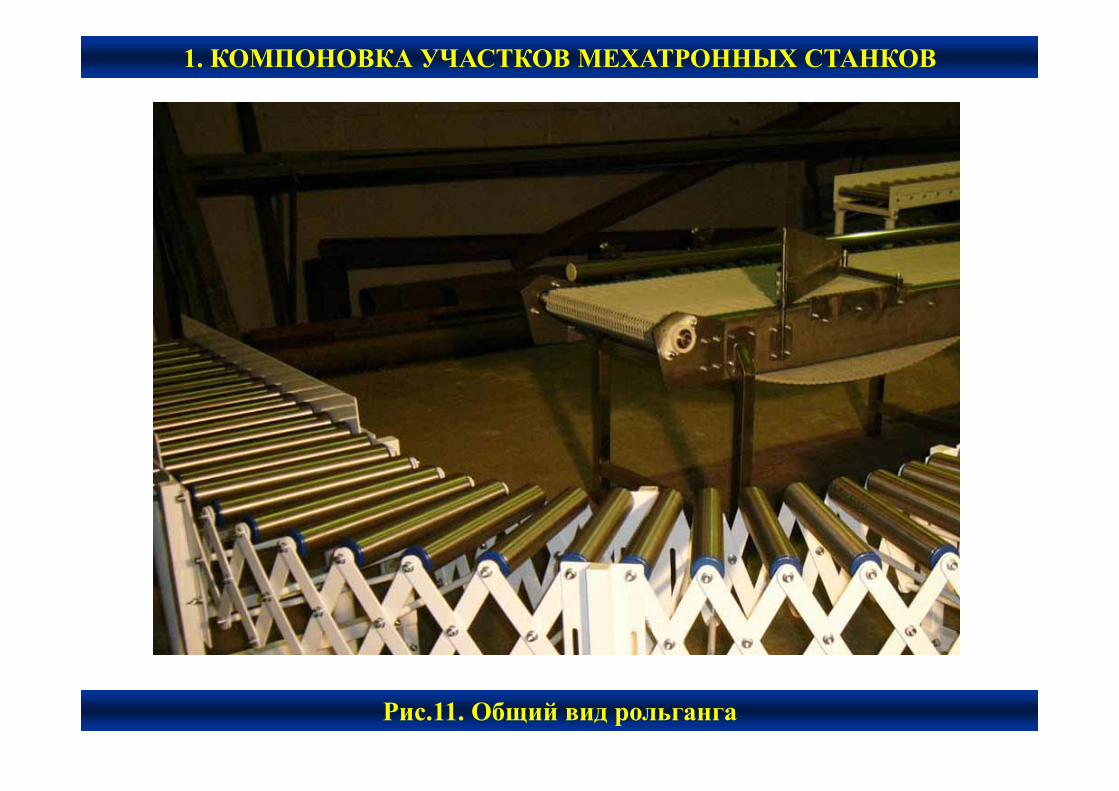
Рис.11. Общий вид рольганга
1. КОМПОНОВКА УЧАСТКОВ МЕХАТРОННЫХ СТАНКОВ
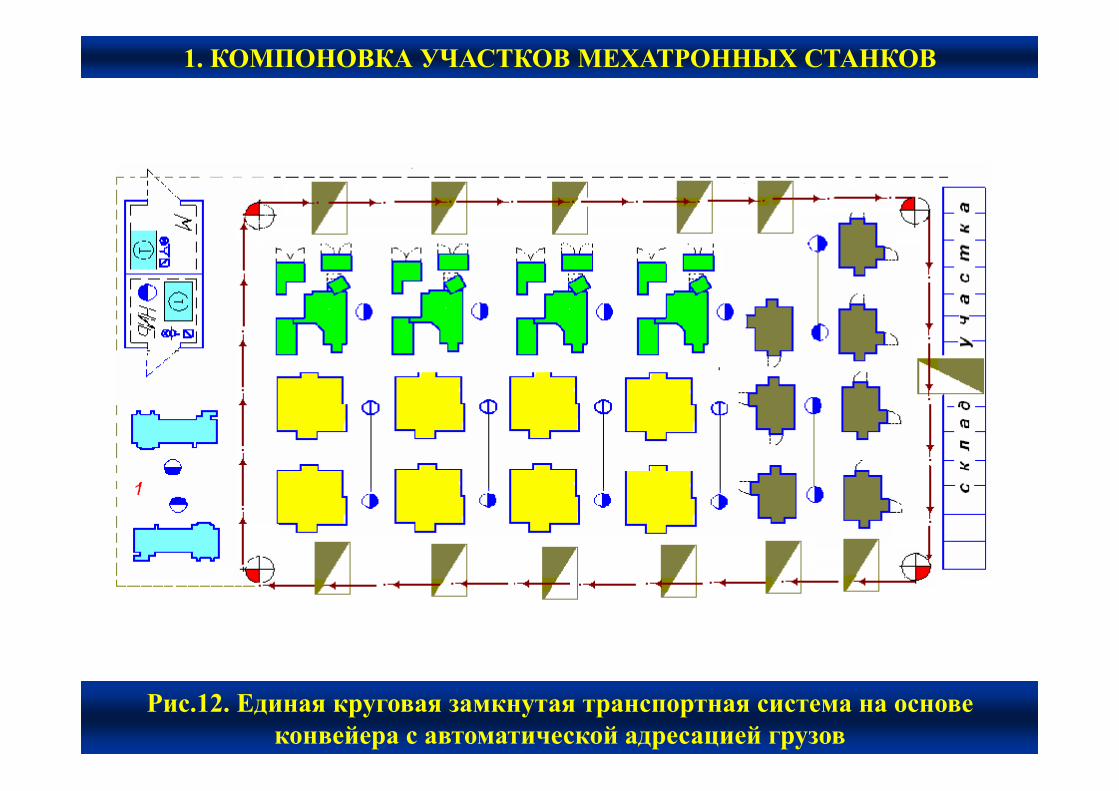
Рис.12. Единая круговая замкнутая транспортная система на основе конвейера с автоматической адресацией грузов
1. КОМПОНОВКА УЧАСТКОВ МЕХАТРОННЫХ СТАНКОВ

Рис.13. Общий вид участка из станков с ЧПУ с контрольно-измерительной машиной и накопителями
1. КОМПОНОВКА УЧАСТКОВ МЕХАТРОННЫХ СТАНКОВ

Рис.14. Общий вид участка из станков с ЧПУ с групповым управлением от ЭВМ
1. КОМПОНОВКА УЧАСТКОВ МЕХАТРОННЫХ СТАНКОВ
2. КОМПОНОВКА ГИБКИХ ПРОИЗВОДСТВЕННЫХ СИСТЕМ
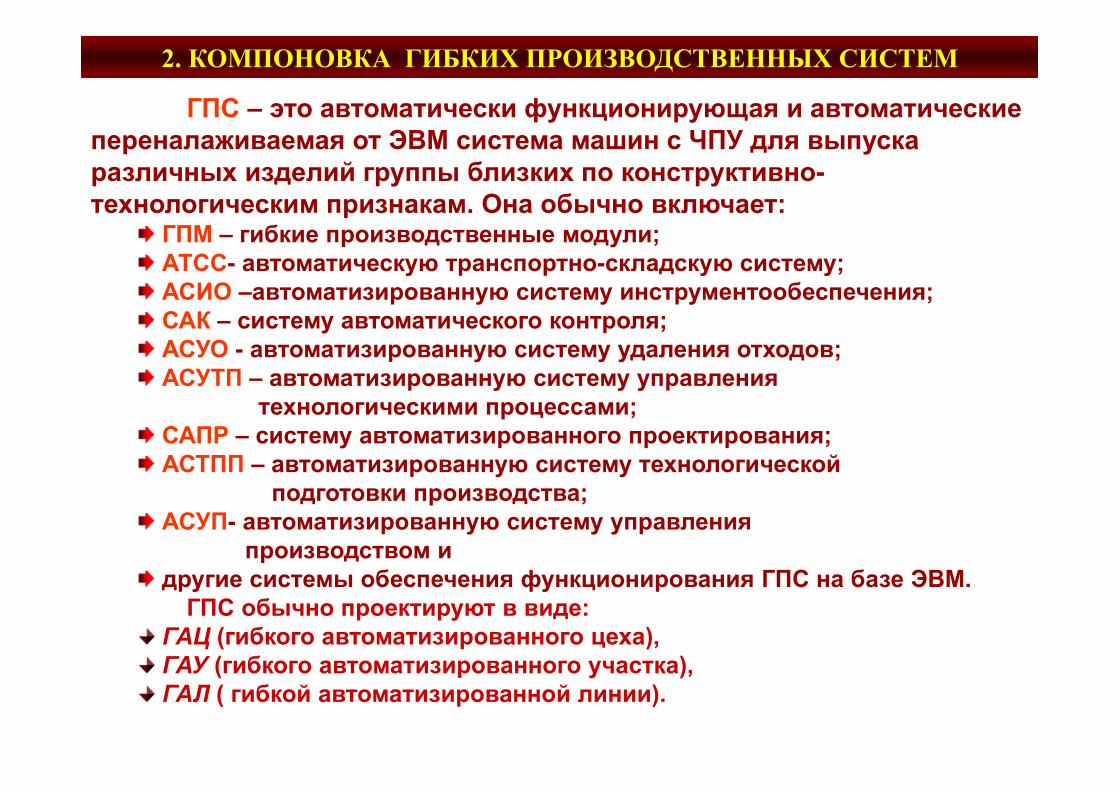
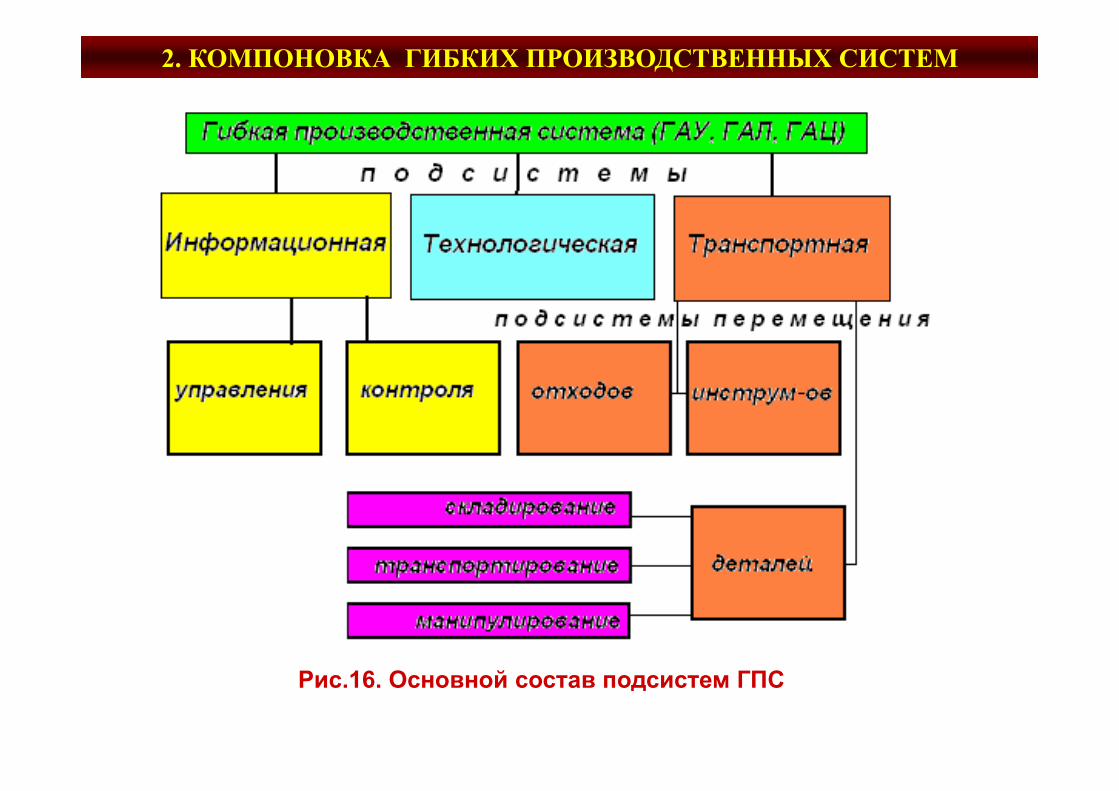
ГПС – это автоматически функционирующая и автоматические переналаживаемая от ЭВМ система машин с ЧПУ для выпуска различных изделий группы близких по конструктивно-технологическим признакам. Она обычно включает:
ГПМ – гибкие производственные модули; АТСС- автоматическую транспортно-складскую систему;АСИО –автоматизированную систему инструментообеспечения;САК – систему автоматического контроля;АСУО - автоматизированную систему удаления отходов;АСУТП – автоматизированную систему управления
технологическими процессами;САПР – систему автоматизированного проектирования;АСТПП – автоматизированную систему технологической
подготовки производства;АСУП- автоматизированную систему управления
производством идругие системы обеспечения функционирования ГПС на базе ЭВМ.ГПС обычно проектируют в виде:
ГАЦ (гибкого автоматизированного цеха),ГАУ (гибкого автоматизированного участка),ГАЛ ( гибкой автоматизированной линии).

2. КОМПОНОВКА ГИБКИХ ПРОИЗВОДСТВЕННЫХ СИСТЕМ
Рис.15. Пример компоновки ГПС в механическом цехе
2. КОМПОНОВКА ГИБКИХ ПРОИЗВОДСТВЕННЫХ СИСТЕМ
Рис.16. Основной состав подсистем ГПС
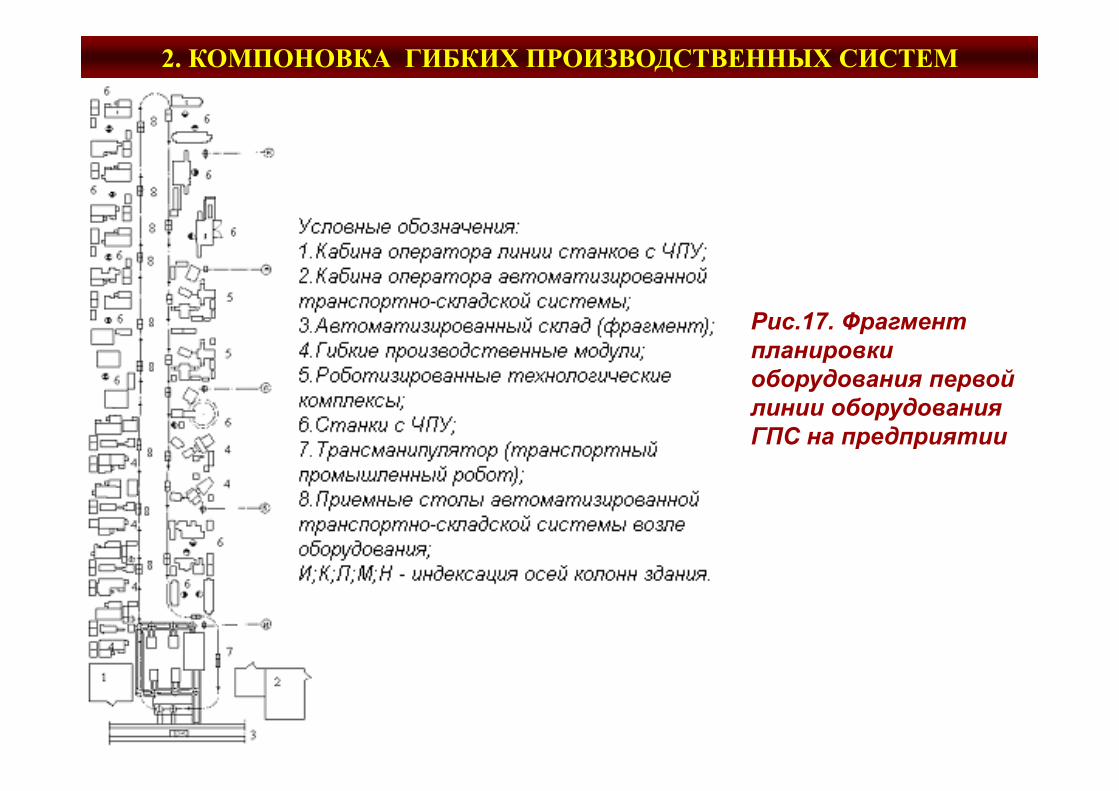
Рис.17. Фрагмент планировки оборудования первой линии оборудования ГПС на предприятии
2. КОМПОНОВКА ГИБКИХ ПРОИЗВОДСТВЕННЫХ СИСТЕМ
2 КОМПОНОВКА ГИБКИХ ПРОИЗВОДСТВЕННЫХ СИСТЕМ
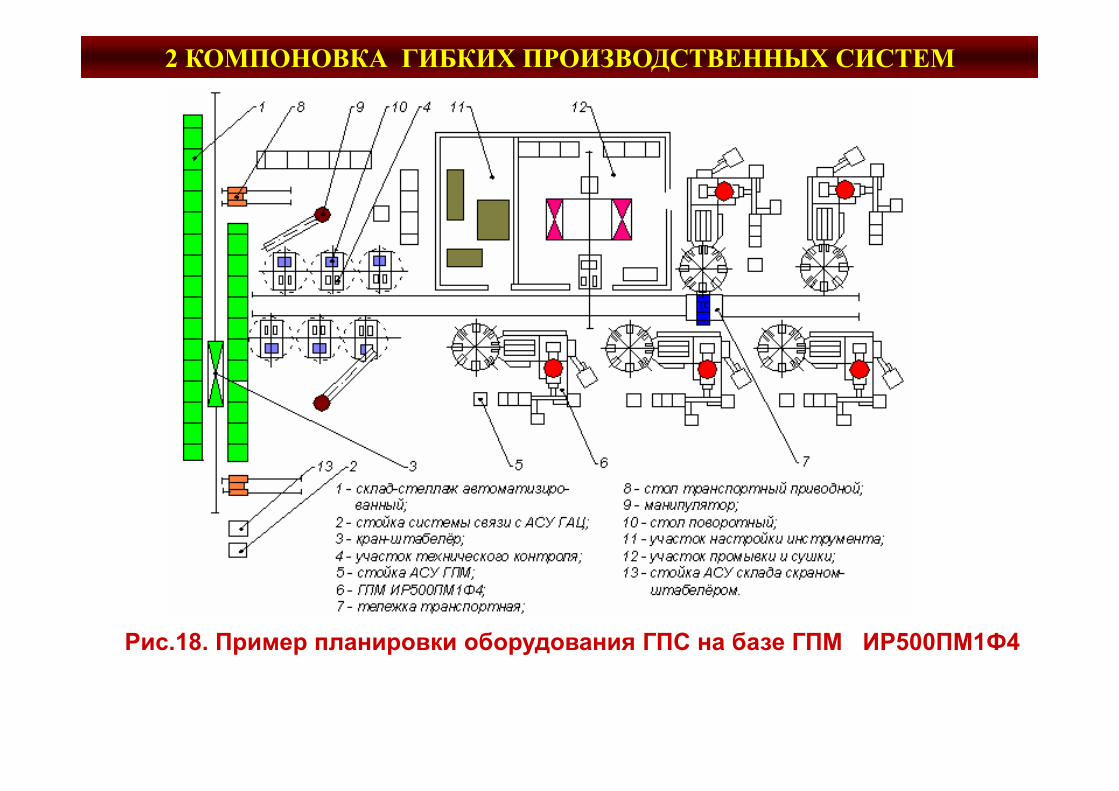
Рис.18. Пример планировки оборудования ГПС на базе ГПМ ИР500ПМ1Ф4

Рис.19. Схема компоновки «умного» (интеллектуального) производства
2. КОМПОНОВКА ГИБКИХ ПРОИЗВОДСТВЕННЫХ СИСТЕМ
РТК и ГПМ проектируют в виде трех принципиальных схем:бригады ПР, когда несколько ПР обслуживает одну единицу
технологического оборудования ( t осн существенно меньше t всп);системы многостаночного обслуживания промышленным
роботом нескольких единиц оборудования (t осн существенно больше t всп);тандема, когда один промышленный робот обслуживает одну
единицу технологического оборудования ( t осн примерно равно t всп).
В составе РКТ и ГПМ промышленный робот может быть :технологическим оборудованием, если он выполняет основные
технологические переходы (робот-сварщик, робот-маляр, робот-сборщик…); технологическим оснащением, если он выполняет вспомогательные
переходы операции по загрузке или разгрузке оборудования;подъемно-транспортным средством (робокар,
трансманипулятор…), если ПР выполняет транспортно-складские операции
2. КОМПОНОВКА ГИБКИХ ПРОИЗВОДСТВЕННЫХ СИСТЕМ
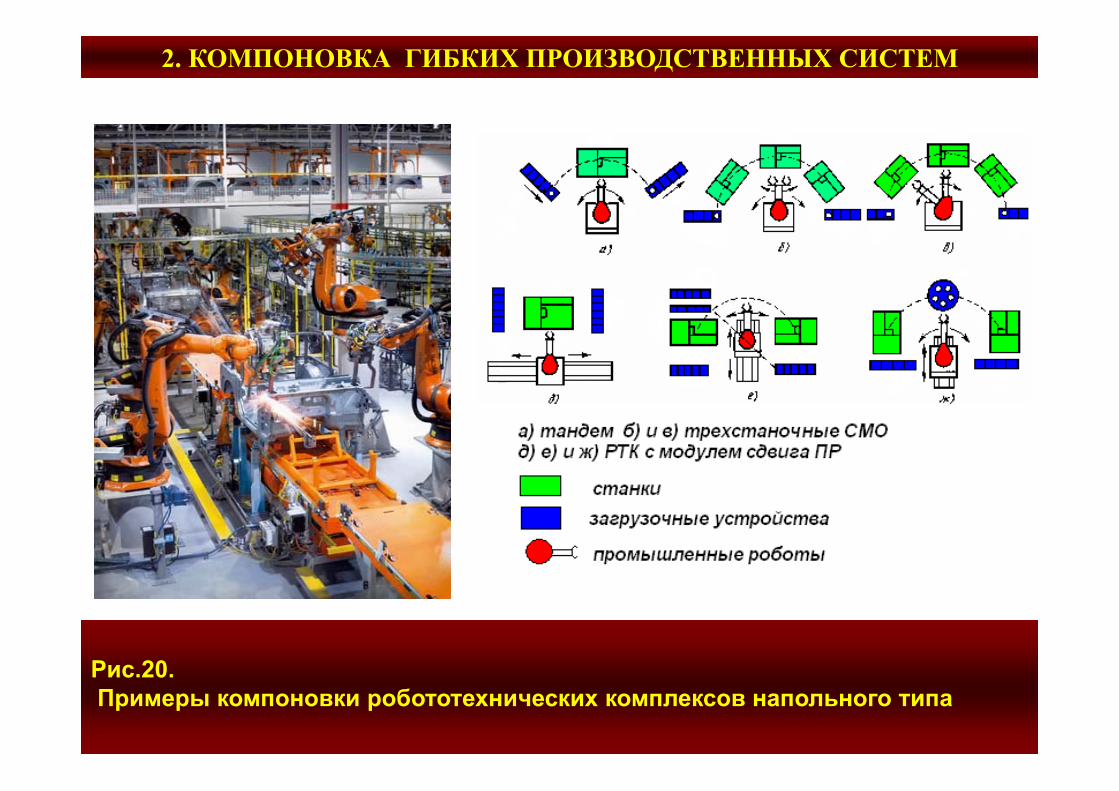
Рис.20.Примеры компоновки робототехнических комплексов напольного типа
2. КОМПОНОВКА ГИБКИХ ПРОИЗВОДСТВЕННЫХ СИСТЕМ
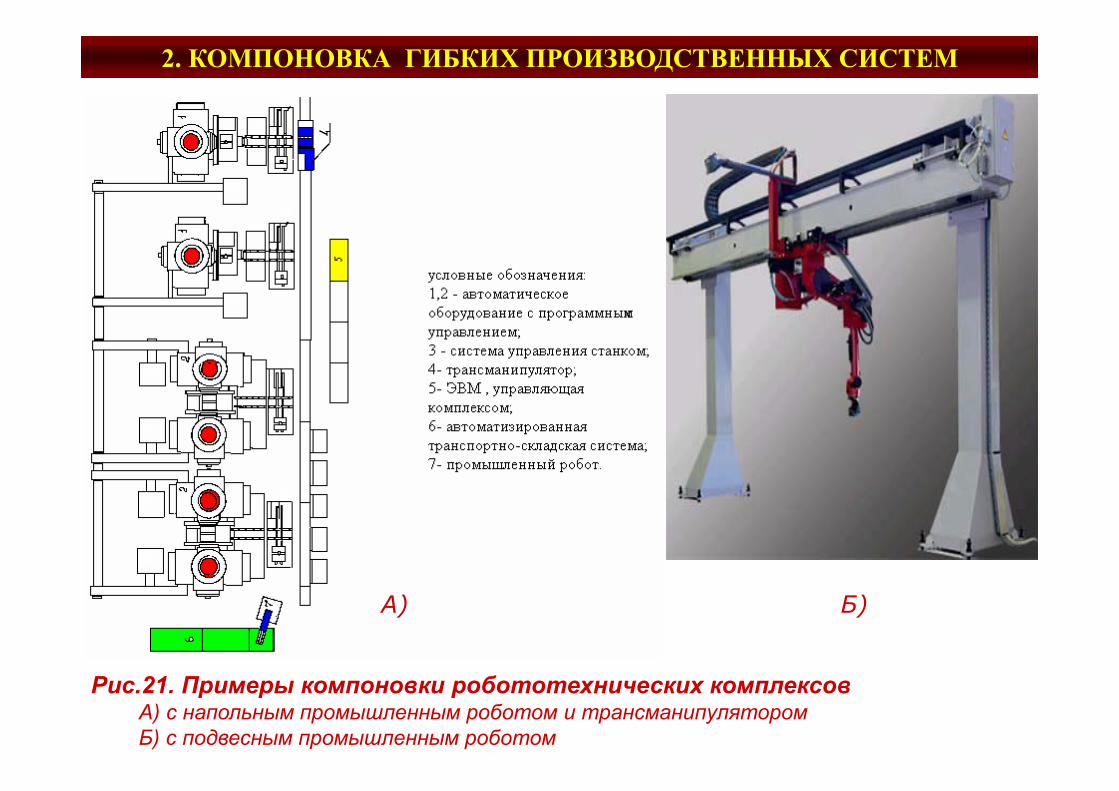
Рис.21. Примеры компоновки робототехнических комплексовА) с напольным промышленным роботом и трансманипуляторомБ) с подвесным промышленным роботом
2. КОМПОНОВКА ГИБКИХ ПРОИЗВОДСТВЕННЫХ СИСТЕМ
А) Б)

Рис.22. Пример компоновки робототехнического комплекса для изготовления железнодорожных колес
2. КОМПОНОВКА ГИБКИХ ПРОИЗВОДСТВЕННЫХ СИСТЕМ
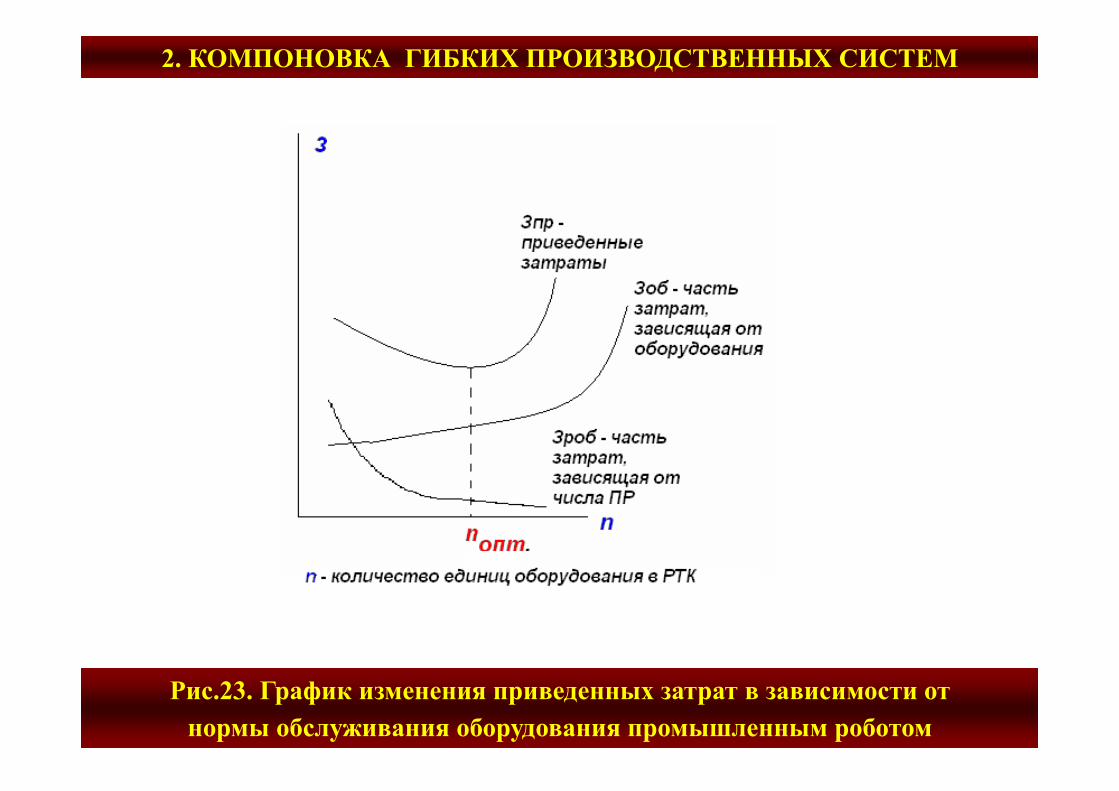
Рис.23. График изменения приведенных затрат в зависимости отнормы обслуживания оборудования промышленным роботом
2. КОМПОНОВКА ГИБКИХ ПРОИЗВОДСТВЕННЫХ СИСТЕМ
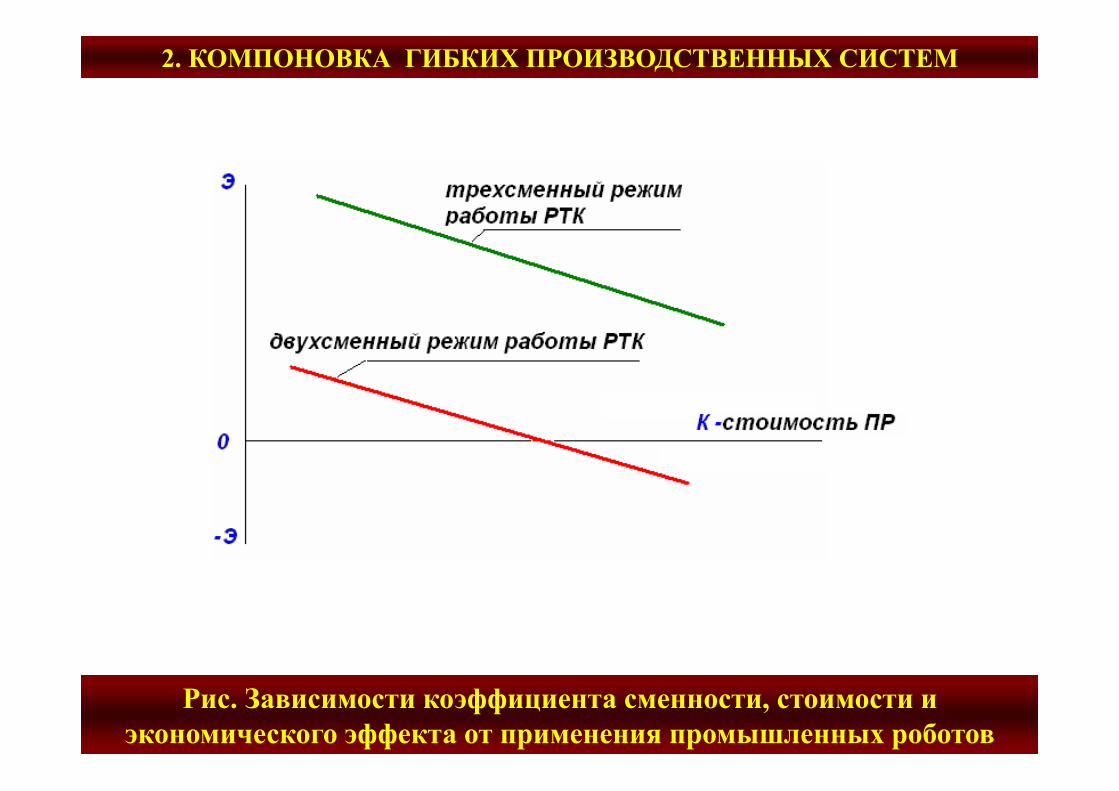
Рис. Зависимости коэффициента сменности, стоимости и экономического эффекта от применения промышленных роботов
2. КОМПОНОВКА ГИБКИХ ПРОИЗВОДСТВЕННЫХ СИСТЕМ

Рис.24. Компоновочная схема автоматической поточной линии изготовления зубчатых колес с распределительным конвейером
3. Компоновка автоматических поточных линий

3. Компоновка автоматических поточных линий
Рис.25. Классификация компоновочных схем автоматических поточных линии (АСЛ)

3. Компоновка автоматических поточных линий
3. Компоновка автоматических поточных линий
Для повышения надежности работы и упрощения выполненияусловия синхронизации технологического процесса многооперационныеавтоматические поточные линии делят на секции ( для особо крупныхавтоматических линий возможно деление на участки). Такие секции илиучастки разделяют бункерами-накопителями. Включение бункеров-накопителей обеспечивает накопление в них межоперационных заделов.
Следствием сказанного является возможность синхронизации невсех операций технологического процесса, а только частей, которыеотделены бункерами-накопителями. Эта особенность существенноупрощает проектную задачу.
Второе достоинство бункеров-накопителей заключается в том, чтов случае отказа из-за технических неполадок любого станка, или сменыинструментов автоматическая линия продолжает работать:
предшествующие участки на пополнение бункера-накопителя, который установлен до отключенной для восстановления работоспособности секции, апоследующая часть линии от бункера-накопителя, который замыкает
отключенную для восстановления секцию.
4. Компоновка роторных автоматических линий и роторно-конвейерных комплексов
Роторные и роторно-конвейерные комплексы имеют более высокую, чем рассмотренные выше автоматические линии (АСЛ), производительность ( в 2 …6 раз).
Они отличаются от автоматических поточных линий названных типов, в которых процессы обработки и транспортировки разделены во времени, тем, что на роторных автоматических линиях и процессы обработки и процессы транспортировки изготовляемого изделия полностью совмещены , что обеспечивает многократный рост производительности обработки несложных изделий:
клапанов двигателей внутреннего сгорания;биметаллических контактов;фильтроэлементов топливных фильтров и т.п. несложных изделий,
которые требуются в больших количествах.Автором таких самых высокопроизводительных в мире систем
автоматических машин является академик Кошкин Лев Николаевич.

Рис.27. Общий вид роторной автоматической линии
4. Компоновка роторных автоматических линий и роторно-конвейерных комплексов

Рис.28. Схема роторной автоматической линии
4. Компоновка роторных автоматических линий и роторно-конвейерных комплексов

Рис.29. Схема роторной автоматической линии
4. Компоновка роторных автоматических линий и роторно-конвейерных комплексов
4. Компоновка роторных автоматических линий и роторно-конвейерных комплексов
На рабочем роторе инструменты в процессе вращения ротора осуществляют в ходе возвратно-поступательного движения рабочих ход (технологический переход операции).
Инструментальные блоки вращаются вместе с рабочим ротором.
Заготовки подаются на ходу. За один оборот рабочего ротора полностью выполняется одна несложная операция.
Далее транспортный ротор с помощью пружинного или магнитного захвата передает изделие на следующий рабочий ротор для выполнения последующей операции и т.д.
Для синхронизации операций на различных рабочих роторах устанавливают различное число инструментальных блоков, что влияет на диаметр каждого рабочего ротора.

4. Компоновка роторных автоматических линий и роторно-конвейерных комплексов
Опыт проектирования роторных автоматических линий показал ряд возможностей по созданию (для обработки давлением, резанием, термообработки, промывки, контроля, сборки, паки, комплектации, расфасовки…) различных структурных схем роторных АЛ:
многономенклатурных роторных автоматических линий (АЛ); многопоточных роторных АЛ;роторно-конвейерных комплексов;бироторных машин и т.п.
Рис.30. Схема многономенклатурной роторной автоматической линии

Рис.31. Общий вид компоновки автоматизированного склада
5. КОМПОНОВКА АВТОМАТИЗИРОВАННЫХ СКЛАДОВ

Рис.32. Пример компоновки ЦЕАС (цехового автоматизированногосклада) на базе стоечных стеллажей
5. КОМПОНОВКА АВТОМАТИЗИРОВАННЫХ СКЛАДОВ

Рис.33. Пример компоновки автоматизированного склада на базеэлеваторных стеллажей ( ИРК – инструментально-раздаточная кладовая)
5. КОМПОНОВКА АВТОМАТИЗИРОВАННЫХ СКЛАДОВ
Площади складов и кладовых, предназначенных для хранения: заготовок и материалов (МАСК), полуфабрикатов (ПРОСК), готовой продукции (СГД), комплектующих изделий, макетов, инструментов, оснастки (ИРК и АРК), чертежей (ВЫЧ), химикатов, инвентаря, бракованных изделий (изолятор брака), запасных частей и т.д.
рассчитывают ( Fскл) в зависимости от:массы -Q и вида хранимых предметов, нормативов складских запасов- n в днях, количества рабочих дней в году - d,допустимой нагрузки на квадратный метр площади склада- q (средняя
грузонапряженность площади склада в т/м2), неизбежных потерь площади на проезды и проходы, приемно-отпускные
зоны (k-коэффициент использования площади склада 0,3….0,4 ) и других особенностей.
Fскл = Q n / d q k
5. КОМПОНОВКА АВТОМАТИЗИРОВАННЫХ СКЛАДОВ
Число ярусов по высоте:
Здесь D-высота подъема грузозахвата над полом здания;hн- высота нижнего яруса под стоечным стеллажом;Ся- высота ячейки;
- означает, что надо брать целую часть от расчетного числа в скобках.
Для проектирования ЦЕАС важным условием является унификация складской тары, которую проектируют на основе стандартного ряда габаритов поддонов: 150х200; 200х300; 300х400; 400х600; 600х800; и т.д.
Компоновочную схему ЦЕАС определяют на основании следующего перечня зон:
Загрузочной;Укладки грузов в тару (кассеты, спутники…);Накопительных зон хранения;Перегрузочной зоны на внутрисистемный транспорт (например, ГПС);Внутрисистемного транспорта АТСС ( кран-штабелер, трансманипулятор, рольганги….);Приемно-отпускных зон;Разгрузочной зоны ( ее совмещают с загрузочной зоной).
12,0
я
н
СhDz
5. КОМПОНОВКА АВТОМАТИЗИРОВАННЫХ СКЛАДОВ
Количество стеллажей:элеваторных;стационарных;передвижных;каркасных;бескаркасных;сборно-разборных и т.п.
можно определить по следующей формуле.
Мmax – максимальное количество материалов, подлежащего хранению;- объемный вес материала (тс/ кб.м.);- коэффициент заполнения ячеек;
Кяч -количество ячеек в одном стеллаже;Vяч - полный объем ячейки, кб.м.
ячзапячст КV
МК
max
5. КОМПОНОВКА АВТОМАТИЗИРОВАННЫХ СКЛАДОВ
Благодарю за внимание!


















