4.1.1 Transporte de sólidos en la tolva Flujo en masa, por gravedad · 2016-05-31 · 4.1....
24
4.1. Transporte de sólidos Flujo en masa Formación de puente Ausencia de flujo Flujo de embudo V=0 4.1.1 Transporte de sólidos en la tolva Flujo en masa, por gravedad Tema 4. Extrusión
Transcript of 4.1.1 Transporte de sólidos en la tolva Flujo en masa, por gravedad · 2016-05-31 · 4.1....

4.1. Transporte de sólidos
Flujo en masa Formación de puente
Ausencia de flujo
Flujo de embudo
V=0
4.1.1 Transporte de sólidos en la tolvaFlujo en masa, por gravedad
Tema 4. Extrusión

4.1. Transporte de sólidos
4.1.1 Transporte de sólidos en la tolvaDiseño de la tolva
Características del material Densidad aparente Compresibilidad Coeficiente de fricción DTP Uniforme
BajoBajoNo muy baja (60% dreal)
Vista superior Vista superior
Vista lateralVista lateral
Vista isométrica Vista isométrica
Tornillo Crammer
4.1. Transporte de sólidos
4.1.2. Transporte de sólidos en el cilindroFlujo inducido por arrastre
Para favorecer el flujo del sólido interesa
-Coeficiente de fricción alto con el cilindro
-Coeficiente de fricción bajo con el tornillo
De acuerdo con Darnell y Mol la fuerza de fricción en la superficie del cilindro genera el movimiento de la masa hacia adelante, mientras que la fuerza de fricción sobre el tornillo es la fuerza retardante.

Tema 4. Extrusión4.1. Transporte de sólidos
4.1.2. Transporte de sólidos en el cilindro
¿Cómo conseguir un coeficiente de fricción alto entre el material y el cilindro?
Disminuyendo la temperatura del cilindro
Canal de refrigeración
Garganta de alimentación
Conexión ranurada Extrusora de canal estriado
Extrusora de canal liso
Presion
Prod
ucci
on
Empleando cilindros estriados
Ventajas
1. Mayor caudal para una presión dada
2. Mayor estabilidad del caudal
Desventajas
1. Mayor consumo
2. Fusión prematura y degradación

4.1. Transporte de sólidos
4.1.2. Transporte de sólidos en el cilindro
¿Cómo conseguir un coeficiente de fricción bajo entre material y tornillo?
Aumentando la temperatura del tornillo
Con un diseño adecuado del tornillo
Número de vuelos Sencillo
Doble
Ángulo del vuelo Grande
Pequeño
Radio del flanco del vuelo
Grande
Pequeño
Adecuado Defectuoso
Adecuado Defectuoso
Adecuado Defectuoso
Utilizando tornillos con recubrimientos
Tema 4. Extrusión4.2. Fusión
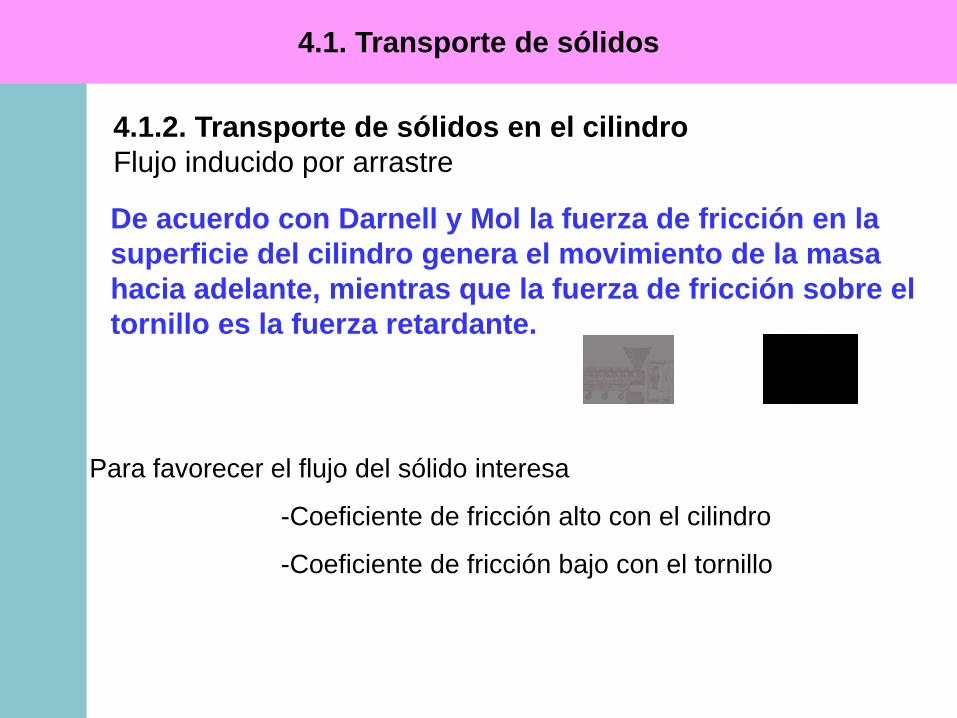
Mecanismo de fusión
1. Formación de la película fundida
2. Creación de un gradiente de velocidades entre la película fundida y la capa sólida
3. La película fundida es barrida por el vuelo que avanza
4. Se crea un pozo de fundido que comprime a la capa sólida

Tema 4. Extrusión4.2. Fusión
Longitud de fusión: es la longitud del tornillo desde que comienza la fusión hasta que termina
Aporte de calor: - por conducción desde el cilindro- por fricción (disipación viscosa)
¿Cómo mejorar el proceso de fusión?Longitud de fusionLongitud de fusión
Temperatura del barril
Long
itud
de fu
sión
Efecto de T

Efecto de la configuración del tornillo sobre la velocidad de fusión
Tema 4. Extrusión4.2. Fusión
- Ángulo de vuelo
- Número de vuelos
- Holgura cilindro-tornillo
- Profundidad del canal
Long
itud
de fu
sión
Ángulo del vuelo
Vuelo sencillo
Vuelo doble
Vuelo triple
0 20 40 60 80
90º
múltiple
mínima
mínima
20-30º
Sólo si la fusión es limitante
mínima
disminución progresiva

Flujo de arrastre Flujo de presión Flujo de pérdidas
Tema 4. Extrusión4.3. Transporte del fundido
Dirección de avance
Dirección de avance
Dirección de avance
Flujo total
Q = QD + QP + Qpérdidas
Si consideramos flujo en una dirección
Hay flujo en dos direcciones (Z y X)
Se puede despreciar
Tema 4. Extrusión4.3. Transporte del fundido
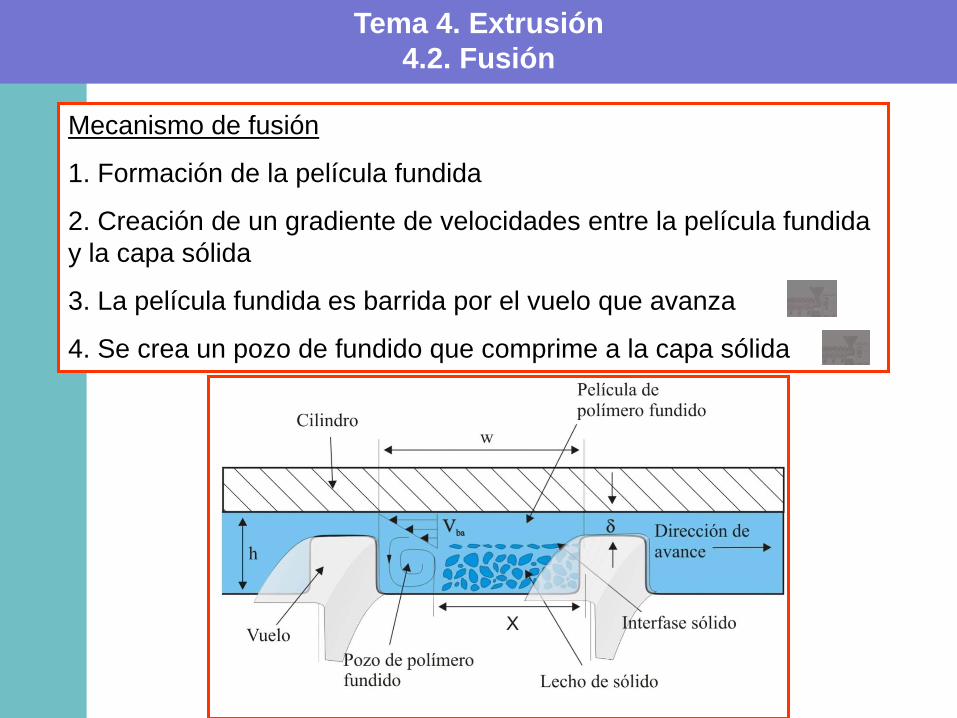
Boquilla abierta Restricción Boquilla cerrada
a) b) c)

Tema 4. Extrusión4.3. Transporte del fundido
Hay parte del polímero que se encuentra cerca del centro del canal avanza sólo en la dirección Z o sólo en la X. Las diferentes capas no se mezclan y las zonas interiores sufren altas cizallas. El polímero que se encuentra en las capas centrales no tiene oportunidad de disipar el calor.
Perfil de temperatura

Mezclador de agujas
Tema 4. Extrusión4.4. Mezclado
Funciones de la sección de mezclado
Provocar una caída de presión mínima Evitar zonas muertas Barrer la superficie del cilindro completamente Ser fáciles de instalar Tener un precio razonable
Orientación perimetral
Orientación axial
Son sencillos, económicos y fáciles de instalar
Suponen una restricción al flujo, solo consiguen orientación moderada y pueden crear volúmenes muertos

Tema 4. Extrusión4.4. Mezclado
Mezclador de anilloSencillo, económico, fácil de instalar y consigue someter al material a elevadas cizallasSupone una restricción al flujo, y puede crear volúmenes muertos
Mezclador de vuelos desigualesProporciona buena reorientación y tiene capacidad de bombeo
Son más complejos y costosos de instalar y limpiar
Proporciona buena reorientación y tiene capacidad de bombeoSon más complejos y costosos de instalar y limpiar
Mezclador de vuelos secundarios

Tema 4. Extrusión4.5. Desgasificado
Sólo se emplean en procesos en los que podría quedar retenido gas
Son tornillo con un orificio de venteo y 2 secciones, las zonas de transición y dosificado se encuentran duplicadas
Salida de volátiles
Orificio de venteo
Tornillo de dos secciones

Tema 4. Extrusión4.6. Conformado
Conforme el material sale por la boquilla se producen cambios de tamaño y forma
Tensionado: Como consecuencia de los equipos de recogida Reducción de tamaño y posible cambio de forma
Relajación: Como consecuencia del cese de tensionesAumento de tamaño y posible cambio de forma
Enfriamiento: Debido a la cristalización y contracción térmicaAumento de tamaño y posible cambio de forma
Tema 4. Extrusión5. Modelado de la zona de dosificado
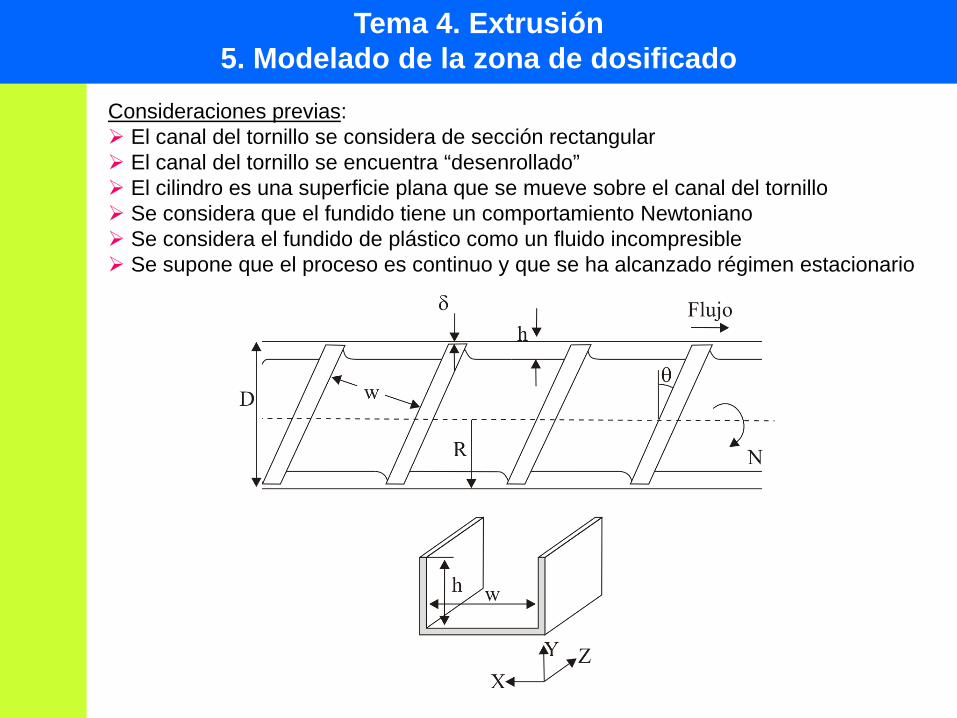
Consideraciones previas: El canal del tornillo se considera de sección rectangular El canal del tornillo se encuentra “desenrollado” El cilindro es una superficie plana que se mueve sobre el canal del tornillo Se considera que el fundido tiene un comportamiento Newtoniano Se considera el fundido de plástico como un fluido incompresible Se supone que el proceso es continuo y que se ha alcanzado régimen estacionario
Tema 4. Extrusión5. Modelado de la zona de dosificado
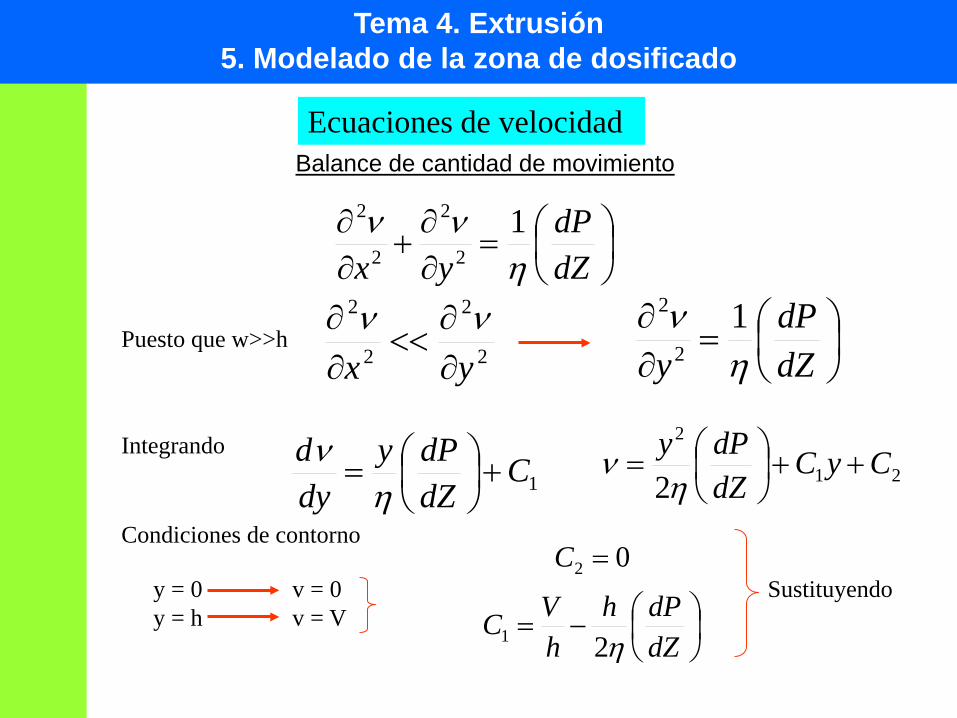
=
∂∂
+∂∂
dZdP
yx ηνν 12
2
2
2
Puesto que w>>h2
2
2
2
yx ∂∂
<<∂∂ νν
=
∂∂
dZdP
y ην 12
2
1CdZdPy
dyd
+
=
ην
21
2
2CyC
dZdPy
++
=
ηνIntegrando
y = 0 v = 0y = h v = V
Condiciones de contorno
−=
dZdPh
hVC
η21
02 =CSustituyendo
Ecuaciones de velocidadBalance de cantidad de movimiento

Tema 4. Extrusión5. Modelado de la zona de dosificado
Ecuaciones de velocidad
+
−=
dZdPy
dZdPyh
hyV
ηην
22·· 2
−
+=dZdPhyy
hyV
ην
2)(·
ydZdPh
hV
dZdPy
−+
=
ηην
22
2
Dirección de avance
Dirección de avance

Tema 4. Extrusión5. Modelado de la zona de dosificado
Ecuaciones para el caudal
∫ ∫ ∫
−
+==h h h
dydZdPhywydy
hwVydyvwQ
0 0 0 2)(··
η
vhwQ ··=
−=
dZdPwhwVhQ
η122
3
L
Z
θ
θ
sendLdZ
senZL
=
=
w = π D senθvz = V cosθ = π D N cosθvx = V senθ = π D N senθ

2·)·cos·(·
2·cos······
2
22 NhsenDNDhsenDwhV θθπθπθπ==
==
dldPsenDhsen
dldPsenDh
dZdPhw
ηθπθ
ηθπ
η 12···
12···
12· 2333
LPsenDhNhsenDQ
··12····
2·)··cos·(· 2322
ηθπθθπ ∆
−=
Recta operativa de un tornillo
Ecuaciones para el caudal
Q
∆P
Tema 4. Extrusión5. Modelado de la zona de dosificado

Tema 4. Extrusión5. Modelado de la zona de dosificado
Efecto de las variables
Geometría del tornillo, L, h, D, θ
LPsenDhNhsenDQ
··12····
2·)··cos·(· 2322
ηθπθθπ ∆
−=
Al aumentar la longitud del tornillo disminuye el flujo de presión
Al aumentar la profundidad del canal aumenta el flujo de arrastre (h) y el de presión (h3)
Al aumentar el diámetro del tornillo aumenta el flujo de arrastre (D2) y el de presión (D)

Tema 4. Extrusión5. Modelado de la zona de dosificado
Efecto de las variables
Tipo de material, η, y condiciones de operación, N y T
LPsenDhNhsenDQ
··12····
2·)··cos·(· 2322
ηθπθθπ ∆
−=
Al aumentar el número de revoluciones aumentan el flujo de arrastre y el flujo de presión
Al aumentar la temperatura disminuye la viscosidad y por tanto aumenta el flujo de presión
Al aumentar la viscosidad del material disminuye el flujo de presión

Tema 4. Extrusión5. Modelado de la zona de dosificado
Efecto de la boquilla
ηP
LwhQ ∆
=12
3
Boquilla plana de dimensiones: altura h, anchura w y longitud L
ηπ P
LRQ ∆
=8
4
Recta operativa de una boquilla
En las boquillas solo hay flujo de presión en la dirección de salida delmaterial, como consecuencia de la diferencia de presión entre laentrada a la boquilla y la salida
Boquilla circular sencilla de radio Ry longitud L

Recta operativa de un tornillo
Recta operativa de la boquilla
LPsenDhNhsenDQ
··12····
2·)··cos·(· 2322
ηθπθθπ ∆
−=
ηπ P
LRQ ∆
=8
4
Tema 4. Extrusión5. Modelado de la zona de dosificado
Puntos operativos de una extrusora