3
172
2 MANEJO, TRANSFORMACIÓN Y DISPOSICIÓN FINAL DE LODOS Se entenderá por manejo de los lodos todas las actividades y procesos necesarios para acondicionar los lodos antes de la transformación y disposición final. La transformación consiste en la utilización de procesos químicos y biológicos para poder utilizar los lodos como materia prima para la fabricación y reprocesamiento, la producción de productos de conversión biológica, fuente de combustible para la obtención de energía y la recuperación o restauración de terreno. Por otra parte, la disposición de lodos consiste en su aplicación final después de ser sometidos a los diferentes procesos de transformación para ser aplicados ya sea al suelo, disposición a relleno sanitario o para compostaje [Hope, 1986:p.3]. Oropeza [2006: pag.61] considera que la peligrosidad o no peligrosidad de los lodos determina las alternativas para su manejo, transformación y disposición final. Las alternativas para los lodos son los siguientes [Elías, 2009: p.913-914]: Lodos no peligrosos Aplicación al suelo Compostaje Energía Lodos peligrosos Procesos energéticos Procesos Cerámicos 1
-
Upload
melissa-zelaya-mira -
Category
Documents
-
view
229 -
download
0
description
Características de lodos
Transcript of 3

2 MANEJO, TRANSFORMACIÓN Y DISPOSICIÓN FINAL DE LODOS
Se entenderá por manejo de los lodos todas las actividades y procesos necesarios para
acondicionar los lodos antes de la transformación y disposición final. La transformación
consiste en la utilización de procesos químicos y biológicos para poder utilizar los lodos
como materia prima para la fabricación y reprocesamiento, la producción de productos de
conversión biológica, fuente de combustible para la obtención de energía y la
recuperación o restauración de terreno. Por otra parte, la disposición de lodos consiste en
su aplicación final después de ser sometidos a los diferentes procesos de transformación
para ser aplicados ya sea al suelo, disposición a relleno sanitario o para compostaje
[Hope, 1986:p.3].
Oropeza [2006: pag.61] considera que la peligrosidad o no peligrosidad de los lodos
determina las alternativas para su manejo, transformación y disposición final. Las
alternativas para los lodos son los siguientes [Elías, 2009: p.913-914]:
Lodos no peligrosos
Aplicación al suelo
Compostaje
Energía
Lodos peligrosos
Procesos energéticos
Procesos Cerámicos
Cabe mencionar que antes de llevar a cabo la transformación y disposición final de los
lodos es necesario llevar a cabo un acondicionamiento de los lodos, con el fin de obtener
un producto adecuado para su posterior utilización. En los siguientes apartados se detalla
cada uno de los tratamientos que son comúnmente realizados para obtener un lodo
adecuado para su uso final [Mendoza et al., 199:p.49].
1

2.1 Manejo
Las operaciones y procesos unitarios que se incluirán como parte de las alternativas para
el manejo de los lodos previo a su transformación y disposición final son las siguientes:
espesamiento, estabilización y deshidratación.
2.1.1 Espesamiento
El espesamiento es un procedimiento que se emplea para aumentar la concentración de
contenido de sólidos en los lodos por medio de la eliminación de parte de la fracción
líquida de la misma. El espesado se suele llevar a cabo por un proceso de separación
sólido – líquido, en el que se obtiene los sólidos concentrados de lodo y un líquido
relativamente libre de sólidos [EPA, 1987: p.1].
La reducción del volumen de lodo es beneficiosa para los siguientes procesos de
tratamiento como son el secado, digestión, deshidratado y en la combustión, debido a que
permitirá un aumento en la capacidad de tanques y equipo necesario, disminuir la
cantidad de productos químicos y la cantidad de calor de los digestores [Burton et al. ,
2003: p. 1488].
2.1.2 Métodos de espesamiento de lodos
Espesado por gravedad
Este tipo de espesado utiliza la tendencia natural de mayor densidad de los sólidos para
que sedimenten separándose del líquido y concentrando los lodos ya sean primarios o
secundarios. El espesado por gravedad se lleva a cabo en un tanque circular
(generalmente con un fondo cónico) que está equipado con colectores o rascadores en la
parte inferior. Los sólidos se depositan en el fondo del tanque por gravedad, y los
raspadores mueven lentamente los sólidos que sedimentan, para posteriormente ser
extraídos en la parte inferior del tanque [Burton et al., 2003: 1492].
2

Los sólidos en la parte inferior del tanque pueden llegar a tener una concentración tan alta
como 15% de sólidos totales, aunque el resultado típico suele ser entre 4 a 6% de sólidos
totales, mientras que el líquido en la superficie del tanque tiene concentraciones de
sólidos suspendidos tan bajas como 200 mg / L [EPA, 1987 : p.3].
Los lodos primarios son espesados por gravedad con mayor facilidad que los lodos
secundarios, esto se debe a que los lodos primarios tienden a sedimentar rápidamente y
forman una capa de sólidos gruesos. En contraste con los lodos primarios, los lodos
secundarios tienen una gran área superficial por unidad de masa, por lo que las
velocidades de sedimentación son bajas al igual que la resistencia a la compactación
[EPA, 1987: p.3].
Espesado por Flotación
La flotación suele ser un proceso útil para el espesamiento de aquellos lodos que son
difíciles de sedimentar. La flotación es un proceso fisicoquímico de separación sólido –
líquido, que se basa en el arrastre hacia arriba de partículas suspendidas por medio de
pequeñas burbujas de aire. El peso específico de las partículas en suspensión puede ser
menor, igual o mayor que el del agua [Lother, 1976: p.15].
La flotación se puede realizar ya sea por aire disuelto, por dispersión de aire o flotación al
vacío, aunque el método que normalmente se emplea es la flotación por aire disuelto
[Burton et al., 2003: 1495].
Las principales variables a tomar en cuenta en espesado por flotación son la presión de la
mezcla de lodo y aire, la concentración de los sólidos del lodo diluido, el periodo de
detención, tipo y calidad de lodo. La presión del aire es importante, debido a que ella
determina la cantidad de aire disuelto, así como tiene influencia sobre la concentración de
sólidos en el líquido separado [Lother, 1976: p.20].
El tiempo de permanencia en el tanque de flotación es importante para la pérdida de
agua. En general se emplean hasta 3 horas y la relación aire –sólido debe de ser
mantenida alrededor de 0.02 kg aire/ kg de sólidos [Lother, 1976: p.20].
3

Espesado por Centrifugación
Este tipo de espesamiento consiste en la aceleración de la sedimentación mediante el uso
de la fuerza centrífuga, además son utilizadas tanto para espesar o deshidratar.
Normalmente en la centrifugación se operan a velocidades entre 1500 y 2500 rpm, este
tipo de espesado se utiliza para lodo activado y se puede concentrar de 4 a 6% de sólidos
[Queralt, 2006:p. 26].
Los dos principales tipos de centrífugas utilizadas para el espesamiento de lodos son las
siguientes [Queralt, 2006:p. 26]:
Camisa maciza: Esta centrífuga posee un extremo de forma troncocónica y se
encuentra situada horizontalmente; el lodo es alimentado a la unidad de manera
continua y los sólidos se concentran en la periferia, además un tornillo helicoidal
desplaza el lodo acumulado hacia el extremo tronco – cónico debido a que gira a una
velocidad distinta.
Cesta: El funcionamiento de esta centrífuga es discontinuo. El lodo líquido es
introducido en una cesta que gira alrededor de un eje vertical y los sólidos se van
acumulando en las paredes de ella. Cuando se alcanza la capacidad de retención de
sólidos de la centrífuga (normalmente entre el 60 y 85% de profundidad máxima de la
cesta), se reduce la velocidad de giro y se introduce un rascador para facilitar las
labores de extracción de lodo acumulado.
Espesado por filtro de banda
Consiste en un sistema de espesado cuyo origen se encuentra en la deshidratación de
lodo mediante un filtro de bandas. Si los lodos tienen contenido de sólido menor al 2%,
gran parte del espesado se produce en la zona del filtro dedicada al drenaje por gravedad
[Queralt, 2006:p. 26].
4

Los equipos para este tipo de espesado consisten en una zona de gravedad donde una
banda porosa se desplaza sobre unos rodillos operados por un motor de velocidad
variable, es ahí donde es alimentado el lodo ya acondicionado con el polímero. El agua
liberada pasa entre los espacios creados por los flóculos y a través de la banda porosa,
mientras que los lodos retenidos por la banda se desplazan hacia la zona de compresión
aumentando la concentración de ellos. La zona de compresión posee una rampa móvil de
ángulo ajustable que acumula los lodos y los comprime para liberar más agua
[Bengoechea, 1998: p.13]. El porcentaje máximo de solidó espesado para el cual está
diseñado el sistema es de 5 a 7% [Burton et al., 2003: p. 1497].
Espesado por tambor rotatorio
Posee un sistema de acondicionamiento de lodo (incluye también la alimentación de
polímeros al sistema) y unos tamices cilíndricos rotatorios. En el tambor de mezcla el lodo
con el polímero se mezclan, el lodo ya acondicionado pasa a una serie de tamices
rotativos que separan los sólidos floculados del agua [Burton et al., 2003: p. 1498]. Por
medio de este sistema se puede tener un espesamiento entre el 3-4% con la adición de
polímeros [Suárez y Jácome, 2007:p.24].
2.1.3 Estabilización
Los propósitos esenciales del proceso de estabilización son [Burton et al., 2003: p. 1499]:
Reducir los patógenos
Eliminar olores desagradables
Inhibir, reducir o eliminar el potencial de putrefacción
2.1.4 Métodos para la estabilización de lodos
Estabilización alcalina
Es un método utilizado para acondicionar un lodo a través de material alcalino creando
condiciones no adecuadas para el crecimiento de microorganismos. En el proceso de
estabilización con cal, esta es agregada al lodo en cantidad suficiente para aumentar el
5

pH a 12 o más, ya que un alto pH crea un ambiente que retarda las reacciones
microbianas evitando la producción de olores desagradables y también puede inactivar
virus, bacterias y otros microorganismos presentes [Burton et al., 2003: p. 1502].
Reacciones químicas en la estabilización con cal
Las ecuaciones 3.1, 3.2 y 3.3, muestran el proceso de estabilización alcalina que incluye
una serie de reacciones químicas que alteran la composición del lodo [Burton et al., 2003:
p. 1502].
Cálcio: Ca2+ +2HCO3+ CaO→2CaCO3 +H2 O (Ec. 3.1)
Fósforo: 2PO43- +6H++ 3CaO→Ca3 (PO4 )2 +H2O (Ec. 3.2)
Dióxido de Carbono: CO2+CaO →CaCO3 (Ec. 3.3)
La ecuación 3.4, indica las reacciones con contaminantes orgánico.
Ácidos: RCOOH+CaO → RCOOCaOH (Ec. 3.4)
Adicionalmente ocurren otras reacciones como la de hidrólisis de polímeros,
especialmente la de carbohidratos poliméricos y proteínas, así como a hidrólisis de
amonio por aminos ácidos.
Aplicación del proceso de estabilización alcalina
Existen dos métodos que son usualmente utilizados para la estabilización alcalina entre
ellos [Burton et al., 2003: p. 1502 y 1503]:
Adición de cal al lodo antes de la deshidratación : Se puede utilizar para la
aplicación del lodo líquido con cal directamente sobre tierra o para disponer los
beneficios del acondicionamiento y estabilización del lodo antes del secado. El pre
6

tratamiento de lodo líquido necesita más cal por unidad de masa de lodo procesado
que la necesaria para el lodo seco para alcanzar el pH requerido debido a la demanda
química del líquido; además se requiere de un tiempo de contacto suficiente de 2 horas
manteniendo un pH arriba de 12 antes del secado para poder eliminar patógenos. La
dosis de cal depende del tipo de lodo y de la concentración de sólidos, lo cual se
muestran en la tabla 3.1.
Tabla 2.1 Dosis de cal según el tipo de lodo
Tipo de lodoConcentración de sólidos
%
Lb Ca(OH)2/ton de sólido
secoa
Rango Promedio Rango Promedio
Primario 3-6 4.3 120-340 240
Lodo
activado1-1.5 1.3 420-860 600
Digerido
anaeróbico6-7 5.5 280-500 380
Fuente: [Burton et al., 2003: p.1503] a Cantidad de cal para mantener el pH a 12 por 30 min.
Post tratamiento : En este proceso el lodo deshidratado se mezcla con cal hidratada
o cal viva para aumentar el pH de la mezcla. Para inactivar huevecillos de gusanos se
prefiere la cal viva por la reacción exotérmica con agua para aumentar la temperatura
de la mezcla en más de 50oC.
Entre las ventajas del pos tratamiento respecto al pre tratamiento se tienen:
El uso de cal viva no requiere la adición de agua al lodo filtrado.
No hay requerimientos especiales para la deshidratación del lodo.
7

Se eliminan problemas de mantenimiento para el equipo de deshidratado del lodo con
cal.
Un buen mezclado de partículas de lodos con la cal es importante para asegurar el
contacto entre ellos, teniendo así una textura grumosa que permite guardarla por largos
periodos de tiempo y distribuirla en la tierra con un espaciador convencional. Una
desventaja del pos tratamiento radica en que al mezclar lodos digeridos anaeróbicamente
con cal, estos tienden a desprender malos olores.
Digestión Aerobia
La digestión aerobia es la estabilización de los lodos en presencia de oxígeno, de tal
manera que se da una oxidación biológica de materia orgánica presente en los lodos por
los microorganismos, en presencia de oxígeno y nutrientes [Valencia, 1976:p.3].
El objetivo principal de la digestión aerobia es reducir el total de lodos que se debe de
evacuar posteriormente. La reducción de lodos es el resultado de la conversión, por
oxidación, de una parte sustancial del lodo en productos volátiles (CO2, NH3, H2). Este tipo
de estabilización es empleada principalmente en plantas pequeñas debido a su menor
inversión de capital [Valencia, 1976:p.3].
Este proceso tiene la ventaja que reduce los sólidos volátiles aproximadamente igual a la
obtenida en procesos anaeróbicos, además se obtiene un producto final inodoro,
biológicamente estable, que puede ser fácilmente eliminado [Burton et al., 2003: 1533].
La fórmula básica de la digestión aerobia es mostrada en la ecuación 3.5, obsérvese que
la fracción de sólidos volátiles es de gran importancia en este proceso. Este tipo de
digestión involucra la oxidación directa de la materia orgánica biodegradable y la
autooxidación de la las células bacterianas [Valencia, 1976:p.2].
Sólidos Volátiles + O2MicroorganismosNutrientes
→
CO2 +H2O (Ec. 3.5)
El mecanismo mediante el cual se estabilizan los lodos dependerá del tipo de lodo que se
esté tratando. La digestión aerobia de los lodos primarios suele ser más lenta, ya que
8

primero los sólidos suspendidos orgánicos deben ser solubilizados para que puedan ser
asimilados por los microorganismos [Villaseñor, 2009: p. 56]
.
Variables a considerar en una digestión aerobia
Algunos de los factores que son necesarios controlar en el proceso de digestión aerobia
son la concentración de sólidos totales y sólidos volátiles, temperatura, concentración de
microorganismos, requerimiento de oxígeno, tipo de microorganismos presentes, pH,
tiempo de retención, entre otros. [Burton et al., 2003: p.1534]. La tabla 3.2, muestra
algunos valores de los parámetros más importantes a considerar durante la digestión
aerobia.
Tabla 2.2 Parámetros de la digestión aerobia
Parámetro Valor Observaciones
Tiempo de
retención de los
sólidos (días)
a 10 – 15b 15 – 20
Dependerá del tipo de lodo y la temperatura del
sistema.
Carga de SSV
(kg/m3/día)1.5 – 4.5
Dependerá del tipo de lodo y la temperatura del
sistema.
Requerimiento de
oxígeno (kg/ kg
DBO destruida)
1.6 - 1.9
La cantidad de oxígeno necesario para satisfacer
el proceso de digestión aerobia es la asociada al
tejido celular y, en el caso de la mezcla de lodos,
la correspondiente al DBO del lodo primario. Sin
importar cuales sean las condiciones de trabajo la
cantidad de oxígeno residual nunca debe ser
menor de 1 mg/l [Burton et al., 2003: p.1538]
Temperatura Mayor 20 oC
El efecto principal de la temperatura sobre el
desarrollo de un cultivo bacteriano, es su
influencia sobre la rapidez de las reacciones
químicas dentro de los límites biológicos. Por lo
que si la temperatura es menor se necesita más
9

tiempo de retención.
pH 7.2 -7.6
El pH medio afecta la velocidad de desarrollo para
la mayor parte de las bacterias patógenas. A pH
bajos, pueden desarrollar el crecimiento de
organismos filamentosos, por lo que el pH debe
ser controlado periódicamente y en caso de
resultar muy bajo se deben de tomar medidas para
su ajuste [Burton et al., 2003: p.1534].
Fuente: [Valencia, 1976:p.3]. a Exceso de lodo activado b Combinación con lodos primarios.
Digestión Anaerobia
Es un proceso empleado con el fin de estabilizar sólidos, biosólidos y material
putrefactible mediante la descomposición de materia orgánica e inorgánica en ausencia
de oxigeno con tiempos de residencia y de temperatura respectivamente de 60 días a
200C y de 15 días a una temperatura entre 35 oC y 55 oC [Murillo, 2005: p.12].
En la ecuación 3.6, se puede observar la reacción general de la digestión anaerobia:
Materia Orgánica + H2O → CH4 +CO2+ Biomasa Nueva + NH3+H2 O + Calor (Ec. 3.6)
Reacciones para el proceso de digestión
Las reacciones que ocurren en el proceso de digestión anaerobia son las siguientes
[Martí, 2006:p.4]:
Hidrólisis : En esta etapa se produce la hidrólisis de materia orgánica polimérica a
compuestos solubles que puedan atravesar la pared celular de los microorganismos,
es por ello que la hidrólisis proporciona sustratos orgánicos para la digestión
anaerobia.
Fermentación (Acidogénesis) : Formación de compuestos orgánicos solubles en
compuestos que pueden ser utilizados por las bacterias metanogénicas (acético,
fórmico, hidrógeno) y compuestos orgánicos más reducidos como el propíonico,
butírico, láctico y etanol principalmente, que tienen que ser oxidados mediante
bacterias acetogénicas.
10

Acetogénesis : En esta fase algunos productos de la fermentación pueden ser
metabolizados directamente por microorganismos metanogénicos (acético e
hidrogeno), mientras que otros como el etanol, ácidos grasos volátiles y algunos
compuestos aromáticos, deben ser transformados en productos más sencillos como
acetatos e hidrogeno mediante bacterias acetogénicas.
Metanogénesis : Es en esta etapa donde se completa el proceso de digestión
anaerobia por medio de la formación de metano mediante sustratos monocarbonados o
con dos átomos de carbono unidos por un enlace covalente: acetato, H2/CO2, formato,
metanol y algunas metilaminas.
Variables en el proceso de digestión
Los factores que son cruciales para llevar a cabo el proceso de digestión son el tiempo de
retención de sólidos, la temperatura, alcalinidad, pH, presencia de sustancias inhibidoras
(materiales tóxicos), disponibilidad de nutrientes, carga orgánica [Murillo, 2005: p.20]:
Tiempo de retención de sólidos: Se refiere al tiempo en el cual los sólidos
permanecen en el proceso de digestión, se debe de abastecer suficiente tiempo para
que ocurra una destrucción significativa de sólidos volátiles suspendidos. El tiempo de
retención dependerá de la temperatura a la cual se encuentre la materia orgánica en el
digestor, ver tabla B.1 ubicada en anexo B.
Temperatura : La temperatura es un elemento importante en la digestión anaerobia
para determinar la velocidad de digestión, especialmente en reacciones de hidrólisis y
formación de metano, mediante la temperatura se puede obtener el tiempo de
retención mínimo de los sólidos para alcanzar la destrucción de sólidos volátiles
suspendidos. Los digestores pueden operar en base al rango de temperatura ya sea
mesofílico (30 oC – 38oC) o termofílico (50 oC – 57oC). Es de mucha importancia
mantener un mismo rango de temperatura ya que las bacterias, especialmente las
formadoras de metano son bastante sensibles a cambios de temperatura.
Alcalinidad : En el digestor los bicarbonatos de calcio, magnesio y amonio son
sustancias que actúan como amortiguadores manteniendo el pH constante. La
concentración alcalina en el digestor es proporcional a la concentración de sólidos en
la alimentación. Valores de alcalinidad del bicarbonato por encima de 2500 mg/L,
11

aseguran un buen control del pH y una adecuada estabilización del sistema. El dióxido
de carbono y los ácidos grasos volátiles son los consumidores de la alcalinidad en el
digestor. El dióxido de carbono se produce en las fases de fermentación y
metanogénesis, debido a la presión parcial del gas, este se solubiliza y forma acido
carbónico, el cual consume la alcalinidad; es por ellos que se puede introducir un
suplemento básico de bicarbonato de sodio, cal o carbonato de sodio.
pH : El desarrollo de microorganismos tiene una relación estrecha con el pH, ya que la
actividad enzimática depende del mismo. El pH óptimo para la digestión anaerobia
debe de estar en el rango de 6.8 – 7, por debajo de un pH entre 4 – 5 y arriba de 9 -
9.5 hay una ausencia de crecimiento de microorganismos.
Nutrientes : Los niveles de nutrientes se deben de encontrar por encima de la
concentración óptima para las metanobacterias debido a que ellas se inhiben
severamente por falta de nutrientes. La proporción de C: N: P que generalmente se
utiliza en las reacciones anabólicas es 20:5:1.
Compuestos tóxicos : Los compuestos tóxicos aun en bajas concentraciones afectan
la digestión y disminuyen los niveles de metabolismo; las bacterias metanogenas son
generalmente las más sensibles y existen compuestos que las afectan debido a su
toxicidad, entre ellos se encuentran iones metales pesados y compuestos
organoclorados.
Carga orgánica : Es un parámetro bastante importante si se tiene un proceso continuo.
Un exceso de materia orgánica puede desestabilizar el proceso debido a que las
bacterias acidogénicas producirían ácidos rápidamente y las metanogenicas no
podrían consumir estos ácidos a la misma velocidad en la que se producen.
Compostaje
Es otra técnica de estabilización de los lodos, donde se obtiene un producto que
generalmente está exento de patógenos y es rico en sustancias húmicas. El compostaje
se puede definir como “Un proceso que involucra la descomposición biológica y
estabilización de un sustrato orgánico, en determinadas condiciones que permitan el
12

desarrollo de temperaturas en el rango termófilo como resultado de un proceso biológico
aerobio exotérmico, para producir un producto final estable, libre de patógenos y semillas
y que puede ser aplicado al suelo de una forma beneficiosa” [Elías, 2009: p.916].
La descomposición biológica es consecuencia del crecimiento y reproducción de los
microorganismos en la materia orgánica que está descomponiéndose, transformándose
en otras formas químicas que dependerán de los tipos de metabolitos y de los grupos
fisiológicos que intervinieron. Aproximadamente del 20 a 30% de los sólidos volátiles se
convierten a dióxido de carbono y agua [Burton et al., 2003: p.1546].
El compostaje se puede realizar ya sea por un proceso en condiciones aerobio o
anaerobio, aunque en el caso de lodos provenientes de aguas residuales, generalmente
se realiza en condiciones aerobias, ya que acelera la descomposición de la materia y da
lugar a un mayor aumento de la temperatura, suficiente para la destrucción de
patógenos, además minimiza la producción de olores desagradables [Burton et al., 2003:
p.1546].
Proceso de compostaje
Las operaciones de compostaje consisten generalmente consisten en las siguientes
etapas:
Mezcla del lodo con material de enmienda o soporte : Los materiales de soporte son
utilizados para mejorar la porosidad y favorecer las condiciones aerobias del proceso,
ya que los lodos presentan la tendencia a la compactación y baja porosidad; entre los
materiales de soporte se pueden mencionar los residuos de poda de jardinería, aserrín,
paja, astillas de pino, virutas de madera y desechos agrícolas [EPA, 1999:p.17]. Los
materiales de enmienda son utilizados como fuente de energía y carbono; entre
algunos materiales de enmienda se encuentran los residuos orgánicos municipales,
paja, bagazo, residuos de vegetales y frutas.
Aireación de la pila de compostaje : Son tres los propósitos de elevar los porcentajes
de oxígeno: generar el oxígeno necesario para que los microorganismos puedan
descomponer la materia orgánica, controlar la humedad y controlar la temperatura
mediante el control de la tasa de calor removido a causa de la descomposición
orgánica [Torres et al., 2007].
13

Recuperación del material de soporte : Esta etapa se realiza en caso de que sea
posible, y tiene como fin recuperar el material para poder ser reutilizado en el proceso.
Un material que suele ser empleado como soporte son las astillas de madera ya que
este se puede recuperar y reutilizar [Burton et al., 2003: p.1547].
Maduración adicional y almacenamiento: La maduración puede considerarse como
el complemento final del proceso de fermentación, disminuyendo la actividad
metabólica, con lo cual cesa la demanda de oxígeno, en ese momento que se dice
que el material se presenta estable biológicamente y se da por terminado el proceso
[Sztern y Pravia, 1999: p 19].
Aspectos y factores importantes en el proceso compostaje
Tipo de lodo : Se puede compostar lodos crudos y lodos digeridos. El lodo crudo tiene
un mayor potencial de generación de olores, posee mayor energía disponible, se
degrada a mayor velocidad y presenta mayor demanda de oxígeno [Burton et al.,
2003: p.1563].
Relación C/N : Debe de existir una relación C/N entre 25-35, sin embargo esta varía
en función de las materias primas que conforman el compost. Una relación C/N muy
elevada, disminuye la actividad biológica y una relación C/N muy baja no afecta al
proceso de compostaje, de tal manera que se pierde el exceso de nitrógeno en forma
de amoniaco [Aguilera y González, 2004: p. 30].
Temperatura : Las condiciones óptimas se encuentran en el intervalo 35-55 oC para
conseguir la eliminación de patógenos, parásitos y semillas de malas hierbas. Cuando
las temperaturas son muy altas, muchos microorganismos importantes para el proceso
mueren y otros no actúan al estar esporados [Aguilera y González, 2004: p. 29].
Humedad : El nivel óptimo de humedad se debe encontrar entre 40-60 %. Cuando la
humedad es mayor a este rango, el agua ocupará todos los poros y por lo tanto el
proceso se volvería anaeróbico y producirá una putrefacción de la materia orgánica. Si
la humedad es excesivamente baja se disminuye la actividad de los microorganismos y
el proceso es más lento [Aguilera y González, 2004: p. 29].
14

pH : Este debe de estar normalmente, entre 6 y 9. El pH influye en el proceso debido a
su acción sobre microorganismos. En general los hongos toleran un margen de pH
entre 5-8, mientras que las bacterias entre 6 - 7.5 [Aguilera y González, 2004: p. 29].
Oxígeno : La demanda de aire óptima se encuentra entre 15-20 m3/t/día, para un buen
y rápido compostaje [Burton et al., 2003: p.1563].
Solidos Volátiles : El contenido de sólidos volátiles debe de ser superior al 50%
[Burton et al., 2003: p.1].
Población microbiana : Este parámetro es importante debido a que el compostaje se
debe a la descomposición de la materia orgánica, llevado a cabo por una amplia gama
de microorganismo. [Aguilera y González, 2004: p. 29].
Tamaño de partícula : Cuanto mayor sea la superficie de los residuos los
microorganismos más rápido descomponen la materia orgánica [Aguilera y González,
2004: p. 29].
2.1.5 Deshidratación de lodos
La deshidratación de lodos elimina el agua de este, ya sea totalmente o parcialmente.
Este término se utiliza cuando se consigue la perdida de agua mediante sistemas
mecánicos [Elías, 2009:p. 961].
2.1.6 Métodos utilizados para la deshidratación de lodos
Los procesos y operaciones unitarias utilizadas para llevar a cabo la deshidratación de
lodos incluyen filtración, elutriación y secado térmico.
Método Filtro Prensa para la deshidratación
15

El filtro prensa opera de manera batch o intermitente en el cual se llevan a cabo una serie
de pasos: llenado inicial, formación de la torta, acercamiento a una presión constante de
filtración y la finalización del ciclo. Es capaz de deshidratar sólidos del 30% al 50% en
peso de los lodos compactados [Maldonado, 2007:p.41].
En el llenado inicial el lodo se alimenta al filtro prensa con una velocidad constante y alta
con una baja presión, a medida se va llenado el filtro y acumulándose los sólidos en el
medio filtrante, aumenta la formación de la torta disminuyendo la velocidad de flujo y
aumentando la presión. A medida se va formando la torta el flujo de filtración se ve
afectado y restringido por el cambio de porosidad aumentando la presión a un valor
relativamente constante a pesar de que los sólidos siguen aún acumulándose
disminuyendo el flujo y terminando así el ciclo de filtración [Maldonado, 2007:p.41].
Tipos de filtro prensa
Los dos tipos de filtro prensa que se usan generalmente para la deshidratación son los
siguientes:
Filtro de placas de volumen fijo
Consiste en placas sostenidas de forma rígida en un marco para asegurar la alineación.
Se alimenta lodo a través de orificios grandes y centrados en cada placa. A medida inicia
el ciclo de filtrado el lodo es alimentado al filtro prensa, la presión de la bomba de
alimentación al filtro está en un rango de 690-1550 Kpa. Los sólidos se van acumulando
en el medio filtrante conforme el ciclo de filtración continua, las placas se presionan entre
ellas de manera hidráulica o electromecánicamente llegándose a una presión máxima que
se mantiene hasta obtener los sólidos deseados en la torta, el agua fluye a través de los
medios filtrantes que cubren cada una de las placas hacia los orificios de drenaje
ubicados en los bordes de ellas, finalmente se separan las placas y se desprende la torta
de lodo que cae por gravedad. La concentración de sólido varía entre el 35-40%
[Maldonado, 2007:p.42].
Filtro de placas de volumen variable
16

El funcionamiento es casi igual al filtro placas de volumen fijo con la diferencia que el de
volumen variable incorpora una membrana flexible detrás del medio filtrante que se
expande para conseguir la compresión final. La presión con que se alimenta el lodo al
filtro está en un rango de 860-900 kPa y la membrana es presurizada con un compresor
de aire o agua entre 1520 y 1920 kPa de manera tal que comprime la torta [Maldonado,
2007:p.42].
Elutriación
La elutriación es una operación unitaria, que consiste en la remoción de componentes
solubles orgánicos e inorgánicos que normalmente están presentes en el lodo y que
consumen grandes cantidades de productos químicos. La elutriación es un proceso que
optimiza la filtración por medio del lavado de los fangos [Yánez, 1976: p.36].
Generalmente en el proceso primero el lodo es diluido con agua, luego este se mezcla
totalmente con el agua y rápidamente se forma una solución que contiene componentes
orgánicos e inorgánicos solubles, después el lodo lavado es removido de la mezcla por
sedimentación y la solución es decantada [Yánez, 1976: p.36].
Normalmente la elutriación de lodo se utiliza cuando el lodo crudo o digerido va a ser
desaguado con el uso de un filtro al vacío, en este caso el propósito es reducir la cantidad
de coagulante químico, necesario para acondicionar el lodo para filtración al vacío y
producir un lodo que tenga mejores propiedades de deshidratación [Yánez, 1976: p.36].
Las ventajas de la elutriación, antes del secado de los lodos en filtros de vacío, incluye la
eliminación de olores de amoniaco; la elutriación reduce la alcalinidad y por tanto, la
demanda de cal y floculantes será menor [Yánez, 1976: p.36].
Secado térmico
17

El secado térmico es una operación cuya finalidad es la eliminación de agua por medio de
la aplicación de calor externo. Generalmente el lodo resultante de una planta de secado
térmico contiene un promedio de humedad del 10% [Sánchez, 2005: p. 21].
El secado térmico no es un tratamiento final de los lodos sino más bien un método que
permite reducir el volumen del lodo, producir un lodo prácticamente libre de patógenos
(en caso de realizar un secado completo), concentra los compuestos para su posterior
valorización y además hay un aumento del poder calorífico [Sánchez, 2004: p. 60].
Debido a la estabilización después de un secado completo ya que contiene un 90% de la
fracción de sólidos, el lodo se puede almacenar largos periodos y se puede valorizar los
sólidos secos como fertilizantes o como combustible.
Existen tres vías para realizar el secado térmico de lodos; el secado directo, el secado
indirecto y el secado mixto [Sánchez, 2005: p. 21].
Secado directo : En este método de secado hay un contacto directo entre el lodo y el
medio de transporte de calor, ya sea aire, vapor o gases de combustión, por lo que la
transferencia de calor es por convección. Debido a que este método de secado
necesita tiempos de residencia elevados y altas temperaturas, da lugar al
desprendimiento de sustancias volátiles.
Secado Indirecto : En este método el lodo que debe secarse y el medio de transporte
de calor están separados por una barrera sólida (generalmente por una placa de
hierro), por lo que primero hay una primera transferencia de calor entre la fuente de
energía y la placa, y de ésta última al producto que debe secarse, es decir que la
transferencia de calor se da por conducción.
Secado mixto . El lodo que debe secarse está en contacto directo con el flujo de gas o
aire, por lo que hay una transferencia directa, pero también está en contacto con una
superficie caliente que lo separa de otra fuente de calor. En este caso, el mecanismo
de transferencia de la energía calorífica es el de convección con el aire o gas y el de
conducción con la barrera o placa.
18

Parámetros a considerar en un secado térmico
Entre los parámetros que tienen influencia en el funcionamiento del sistema de secado se
encuentra la temperatura de operación, el tiempo de residencia, humedad y el contenido
de oxígeno, a continuación se detalla cada uno de estos parámetros [Sánchez, 2004: p.
66]:
Temperatura de operación : En los secadores directos, el sistema es equicorriente, el
aire caliente se impulsa al interior del secadero a una temperatura muy elevada y entra
en contacto con el lodo cuando el fluido tiene la máxima temperatura, mientras que en
los sistemas de secado indirecto, la temperatura depende de la temperatura de la
placa ya que el calor se transmite por contacto. Los rangos de temperatura seguros
para llevar a cabo la operación se muestran en la tabla 3.3, es importante mencionar
que entre menor sea la temperatura el sistema será más seguro.
Tabla 2.3 Rangos de temperatura para sistemas de secado según su transferencia de calor
SistemaRango de temperatura
(oC)
Secado directo (Convección) 300 a 500
Secado indirecto
(Conducción)100 a 130
Secado mixto 200 a 270
Fuente: [Sánchez, 2004: p. 66]
Tiempo de residencia : Generalmente el tiempo de residencia dentro de los secadores
es de aproximadamente 30 minutos ya que la capa del lodo es gruesa, por lo que ella
misma actúa como aislante por lo que el calor tarda más tiempo en atravesar la capa.
19

Humedad: Durante el secado térmico los lodos experimenta diversos cambios en su
estructura y se pueden distinguir diferentes etapas dependiendo de su contenido de
humedad. Cuando el lodo contiene una humedad entre 40 – 60 % se encuentra en la
fase pastosa en la cual, el lodo es difícil de manejar y puede llegar a ser pegajoso.
Mientras que a una humedad del 10% se dice que el lodo está completamente seco y
es fácil de manejar; es por esa razón que es importante controlar este parámetro
[Sánchez, 2004: p. 59,64].
Contenido de oxígeno : En la salida del secador hay formación de gas que está lleno
de polvo (lodo seco), vapor de agua y compuestos orgánicos volátiles, por lo que
mantener bajos niveles de oxígeno es importante ya que la presencia de oxígeno en
los gases, es que el oxígeno es el comburente necesario para que el polvo contenido
en el gas entre en combustión. El límite de oxígeno que garantiza una seguridad de
funcionamiento es difícil de establecer ya que es un factor que depende de la cantidad
y calidad de compuestos orgánicos volátiles, temperatura, calidad y estado del lodo,
etc., por lo que se recomienda no superar el 8% en volumen de oxígeno [Sánchez,
2004: p. 67].
2.2 Transformación y disposición final de lodos
2.2.1 Lodos no peligrosos
Aplicación al suelo
Los suelos sufren un desequilibrio en el mantenimiento de niveles adecuados de materia
orgánica, ya sea por excesivo cultivo, producción intensiva, deforestaciones, uso de
fitosanitarios, etc. lo que causa una disminución de la fertilidad [Builes, 2010:p.91].
Los lodos no peligrosos constituyen una alternativa como fuente de materia orgánica
alternativa a otros insumos orgánicos que usualmente se utiliza como abono. La materia
orgánica del lodo ayuda a mantener la capacidad productiva del suelo además influye en
las características físicas como son la porosidad, densidad aparente, etc. y proporciona
nutrientes esenciales para las plantas [Builes, 2010:p.92].
20

La materia orgánica que contiene el lodo es rica en elementos como el nitrógeno, fosforo,
potasio, entre otros nutrientes para el desarrollo de las plantas. La aplicación al suelo es
una opción muy práctica con el propósito de recuperar nutrientes o la regeneración del
terreno, ya que hace uso de fosfatos y nitratos contenidos en el lodo. Los lodos si son no
peligrosos, es decir con niveles bajos de metales, actúan como fertilizante de terrenos y
mejora las condiciones del mismo [Lozano, 2012:p. 58].
Compostaje
Para el uso de lodos en compost, estos deben de haber realizado un proceso de
estabilización tal como se menciona en el punto 3.1.4 en los métodos de estabilización
por medio de compost.
El compost realiza una importante función en el suelo al entregar nutrientes mejorando la
estructura, textura, aireación y la capacidad de retención de agua, disminuye las
necesidades de materia orgánica de los suelos y contribuye a su recuperación [Giménez,
2010:p.49].
Cuando se mezcla compost con suelos arcillosos, estos aumentan su porosidad y se
transforman en suelos livianos, en cambio en suelos arenosos aumenta la capacidad de
retención de agua, además agrega elementos esenciales al suelo y no nítrifica ni acidifica
el terreno como suele ocurrir con el uso de fertilizantes químicos [Giménez, 2010:p.50].
Con el compostaje se logra dar un valor agregado al residuo transformándolo en un
subproducto que puede ser utilizado como fertilizante para el suelo, además de ser
recomendable para lodos resultantes de tratamientos físico-químicos así como biológicos
[Giménez, 2010:p.50].
Energía
Generación de Biogás a partir de lodos.
El biogás es un una mezcla obtenida a partir de procesos de estabilización anaerobia
mencionado en el capítulo 3.2.1, este gas es producido por bacterias metanogénicas que
convierten material biodegradable en condiciones anaerobias. Está compuesto
principalmente por metano en un 60-80%, 30-40% de dióxido de carbono y además de
21

trazas de otros gases que se muestran en la tabla C.1 ubicada en el Anexo C[Morales,
2005: p.41].
El principal uso del biogás es como energía, en donde la conversión de la energía química
en las moléculas del biogás se convierten en energía mecánica es un sistema de
combustión controlado, esta energía mecánica activa un generador para producir la
energía eléctrica. Las turbinas de gas y los motores de combustión interna son las
técnicas más comunes utilizadas para este tipo de conversión de energía [Castro, et.al,
2006:p.3].
Otros usos comunes del biogás pueden ser: sector transporte, donde se utiliza como
combustible ya que posee beneficios socioeconómicos y reduce las emisiones de dióxido
de carbono a la atmosfera, en la cocina, como sustituto de la leña con consumo de biogás
de 0.45 m3/h, en lámparas que funcionan con biogás la cual es equivalente a un foco
incandescente de 60 a 100 W y con un consumo de biogás de 0.07 m3/h, motores del
ciclo de Otto, donde el carburador es reemplazado por un mezclador de gases arrancando
primero con nafta y siguen funcionando con biogás [Al Seadi et al., 2008: p.30 -34].
2.2.2 Lodos Peligrosos
3.2.2.1 Proceso Energético
Los procesos energéticos se basan en potenciar la energía liberada de la fracción
orgánica; debido a que los lodos también poseen una fracción inorgánica, será necesario
llevar a cabo otros procesos para inertizarla [Elías, 2009:p. 918].
Pirolisis
La pirolisis es una reacción mediante la cual un material se puede descomponer
térmicamente en ausencia de oxigeno dentro de una atmósfera reductora. La
descomposición se da por medio de una serie de reacciones químicas complejas y de
procesos de transferencia de materia y calor, esta reacción se encuentra como paso
previo a la gasificación y combustión [Barcelona, 2011:p.65]
22

Durante el proceso de pirolisis se obtienen tres fracciones: gaseosa, liquida y sólida
[Wang & King, 2011: p.5].
Sólidos : es un residuo carbonoso (char) producto de la pirolisis el cual se puede
utilizar como combustible o en la producción de carbón activo.
Gases : Compuestos principalmente de dióxido de carbono, monóxido de carbono,
metano, hidrogeno, etano, etileno, compuestos orgánicos en pequeñas cantidades y
vapor de agua. Los productos gaseosos no se pueden utilizar en líneas de gas natural
regulares y deben ser quemados para generar calor o electricidad.
Líquidos : Compuesto por una gran mezcla de hidrocarburos (alcanos, alquenos,
compuestos alifáticos tanto oxigenados como nitrogenados y poliaromáticos), agua,
amoniaco, etc. Este líquido puede ser utilizado como combustible por su alto poder
calorífico.
Factores que influyen en el tipo de pirolisis
Existen ciertos factores que determinan el tipo de pirolisis entre ellos:
Temperatura
Cuando se tiene una mayor temperatura mayor será el craqueo producido, favoreciendo
así los productos volátiles frente al resto. En el proceso de pirolisis se tienen las
siguientes etapas de temperatura [De Andrés, 2010:p. 1-8]:
Temperaturas < 150-200 o C: es donde se produce la eliminación de agua y materiales
volátiles.
Temperaturas entre 300-500 o C : se da la descomposición primaria de componentes
no volátiles, como consecuencia estos se fragmentan en otros de peso molecular
menor y mayor volatilidad, además se generan reacciones secundarias que forman
alquitranes y un residuo carbonoso que lleva la fracción inorgánica del residuo.
Temperaturas > 700-800 o C : el residuo carbonoso sufre un proceso continuo de
degradación térmica, carbonización y eliminación de elementos volátiles.
Tiempo de residencia de los gases en el medio de reacción
En el proceso de degradación de la muestra, los compuestos resultantes del craqueo
atraviesan el reactor para llegar a la salida de él, durante este trayecto los productos de
descomposición se someten a una temperatura igual a la que fueron generados por lo
23

que el proceso de craqueo de ellos puede continuar a lo largo del reactor, modificando así
los productos obtenidos en el primer paso de la descomposición de la muestra [Barcelona,
2011:p.65].
Cantidad de muestra y tamaño de partícula
Este factor afecta en gran medida la transmisión de calor en el reactor debido a que las
partículas grandes no se calientan tan rápido como lo hacen las pequeñas, entre menor
tamaño de partícula degradada menor es la cantidad de fracción sólida que se obtiene y
la producción de fracción liquida y gaseosa aumenta. Los rangos de tamaño de partícula
que se han estudiado varían desde 0.1 mm hasta 100 mm, donde el tamaño de partícula
típico son las partículas menores a 1 mm, por ser el rango de partícula donde mayores
conversiones (rendimiento de sólido más rendimiento líquido) se obtienen. [Barcelona,
2011:p.66].
Procesos de pirolisis
Desde el punto de vista operativo los procesos de pirolisis son: pirolisis convencional,
rápida e instantánea. La tabla 3.4 muestra las principales características de los tipos de
pirolisis generados.
Tabla 2.4 Procesos de pirolisis y sus principales características
ProcesoTemperatura
(oC)
Velocidad de
calentamiento
(oC/s)
Tiempo de
residencia
Producto
mayoritario
Convencional 500 2Gases: 5s
Sólidos: horas
Char y
Condensables
Rápida 400 a 800 >2 Gases: <2s
A
temperaturas
moderadas,
500 oC ,
Condensables
Instantánea >600 >200 Gases: <0.5 s
Gas e
hidrocarburos
ligeros
24

Fuente: [Elías, 2005: p.478].
Gasificación
La gasificación de lodo es un proceso termoquímico en el cual el lodo reacciona a alta
temperatura (700-1000 ºC) y en atmósfera reductora, obteniéndose un gas combustible y
un residuo sólido, además de alquitranes y ciertos contaminantes más. Normalmente se
tiene del 25-30% del oxígeno necesario para la oxidación completa y es esta
característica lo que distingue a la gasificación de la combustión y la pirolisis [Elías,
2009:p.978].
En la gasificación, la energía química que contiene el sólido es convertida en energía
química contenida en un gas. Este gas se puede utilizar como materia prima de procesos
químicos o como combustible de calderas, turbinas, motores o pilas de combustible.
Como producto se obtiene un gas de poder calorífico intermedio (gas de síntesis) formado
por gases combustibles (H2, CO, CH4, C2H6, etc.) así como también gases de combustión
[Elías, 2009:p.978].
Agentes gasificantes
La composición de los gases de reacción, poder calorífico y aplicaciones como
combustible o en síntesis química se encuentra influenciada por los distintos agentes
gasificantes, entre ellos se tienen [De Andrés, 2010:p. 2-3]:
Gasificación con aire: El oxígeno del aire genera una combustión parcial, la cual
aporta energía para mantener la reacción de gasificación. El gas resultante posee un
contenido energético bajo de entre 4 a 7 MJ/Nm3 debido a la dilución del oxígeno por
el nitrógeno atmosférico. Este gas se puede utilizar como combustible en caldera,
turbina de gas o motores de combustión interna.
Gasificación con oxígeno : El gas de gasificación producido tiene un mayor
contenido energético entre 10-15 MJ/Nm3. El gas de síntesis generado puede
25

utilizarse en la producción de compuestos orgánicos, además de las aplicaciones
descritas en la gasificación con aire.
Gasificación con aire/oxigeno + vapor de agua : Por el contenido de vapor de agua
se enriquece el gas de reacción en H2 y CO aumentando su contenido energético
entre 10-20 MJ/Nm3. Se puede utilizar en la síntesis de amoniaco, metanol o
combustibles líquidos además de emplearse como combustible. La gasificación se
puede dar a través de la presencia de hidrogeno, donde tiene un contenido
energético mayor de 30 MJ/Nm3 ya que favorece la formación de metano y olefinas;
en presencia de catalizadores se reduce la presencia de alquitranes.
Variables del proceso de gasificación
Entre las variables que son cruciales para llevar a cabo el proceso de gasificación se
encuentran las siguientes [De Andrés, 2010:p. 2-4]:
Temperatura : afecta la cinética y termodinámica de las reacciones en el gasificador.
Para tener una cinética adecuada la temperatura debe de estar entre 700-900 oC,
mientras que para la termodinámica un aumento de temperatura conlleva a un mayor
poder calorífico del gas producido debido a la concentración H2, CO y C2Hm.
Ratio equivalente : Se favorece el rendimiento de las reacciones de oxidación al
aumentar el ratio, generando un mayor volumen de los gases de reacción, pero la
combustión de gases combustibles (H2, CO2, CH4) es menor reduciéndose así el poder
calorífico del gas.
Ratio H/C y S/B: el ratio H/C son el cociente entre los moles de hidrogeno y los de
carbono en el gasificador y el ratio S/B es la relación entre la cantidad de agua y el
material a gasificar. Un ratio H/C elevado aumenta el contenido de H2 y CO en los
gases de reacción y reduce la cantidad de alquitranes generados. Si se aumenta el
ratio S/B, aumenta el contenido de H2 y CO2 disminuyendo el contenido de CO.
Gasificadores
El tipo de gasificador utilizado condiciona la cinética de reacción, los rendimientos, la
composición de los productos y la formación de especies contaminantes, es por ello que
la gasificación cuenta con los siguientes gasificadores [De Andrés, 2010:p. 2-5]:
26

Lecho fijo con flujo equicorriente: En la parte superior del gasificador entra el
sólido y el agente gasificante, el lodo baja por un eje vertical donde experimenta un
secado y entre mayor es la temperatura aumenta la descomposición térmica. Los
alquitranes, gases y sólidos continúan en descenso hasta llegar a la zona de
oxidación donde se genera energía para mantener térmicamente el proceso pero a la
vez se empobrece la calidad del gas. Por ello, los productos mediante reacciones de
reducción incrementan la calidad y cantidad de combustible de la fase gaseosa hasta
salir por la parte inferior.
Lecho fijo en contracorriente : El sólido entra a contracorriente con el agente
gasificante en la parte inferior, este solido pasa por un secado, pirolisis y reducción
para finalmente llegar a la combustión, en la combustión de char se libera CO2 y H2O;
si se incrementa la temperatura a más de 1000oC esos gases se reducen a H2 y CO
y se enfrían a 750oC. Los gases reducidos ascienden pirolizando y secando el sólido
abandonando el gasificador a 500oC. El gas obtenido contiene alquitranes y especies
volátiles condensables ya que la pirolisis del solido se encuentre entre 300-500 oC.
Lecho fluidizado : El agente gasificante se introduce en la parte inferior manteniendo
el lecho en suspensión, la biomasa que tiene tamaño pequeño reacciona en el lecho
donde la transferencia de calor es más eficaz que en los gasificadores de lecho fijo.
El gas que contiene alquitranes y suele arrastrar partículas que se extraen en la parte
superior, mientras que las cenizas en la inferior. Por poseer una mejor transferencia
de calor los lechos fluidos permiten el procesamiento de una mayor cantidad de
residuo y una mayor producción de gases de reacción.
Horno rotatorio : El sólido es alimentado por la parte superior del gasificador y el aire
se introduce de manera contraria de forma que reaccionan en contracorriente. Los
hornos se encuentran inclinados y rotan lentamente lo que permite el tránsito de
materia a gasificar. Por el extremo contrario donde se carga el sólido, es descargada
la ceniza. El rendimiento térmico es bueno por la baja temperatura de salida de
gases, sin embargo se producen alquitranes y aceites por destilación del sólido.
27

Incineración
La incineración es un proceso que utiliza la descomposición térmica a elevadas
temperaturas en presencia de exceso de aire, con el fin de convertir el lodo en un
material menos voluminoso y aprovechar la cantidad de energía que contienen [Lothar,
1976: p.2].
Los parámetros que son considerados importantes para el proceso de incineración son la
humedad (El contenido en materia seca suele ser del 20%), materia volátil, materia inerte
y el poder calorífico. De estos parámetros el más importante es la humedad, debido a la
demanda de calor que se necesita para evaporar el agua del lodo en el horno incinerador.
Por otra parte, la materia volátil e inerte varía dependiendo el tipo de proceso que se
emplee [Lothar, 1976: p.2].
Generalmente, los lodos que suelen pasar por un proceso de incineración son lodos
crudos desaguados sin estabilizar. La estabilización no es recomendable porque la
digestión de los lodos reduce su contenido de solidos volátiles y su poder calorífico,
aumentando así las necesidades de combustible auxiliar [Lothar, 1976: p.2].
Generalidades del proceso de incineración
El proceso de incineración, es un conjunto de tecnologías en la que destaca la
combustión, siendo esta la que afecta de forma más directa la fracción orgánica de la
materia a tratar. La combustión está conformada por cuatro etapas que son el secado,
pirolisis, gasificación y oxidación [Elías, 2009:p.955].
La primera etapa de la incineración debe de favorecer la destilación y la gasificación, para
comenzar de forma correcta la conversión energética y se debe de tener niveles térmicos
elevados que no sobrepasen los 900 oC, para evitar la fusión de cenizas, además no es
recomendable trabajar con tanto aire primario, ya que lo único que hace un exceso de aire
es enfriar el horno y favorecer el arrastre material particulado, en el caso de los lodos su
propia humedad ayuda a mantener la temperatura dentro de los límites previstos [Elías,
2009:p.955].
28

La problemática que existe en la incineración de los lodos es que poseen una cantidad
significativa de cenizas fusibles entre 1100 y 1300 oC, pero también hay cantidades
importantes de compuestos como NaCl, Na2CO3 o Na2SO4, cuyos puntos de
descomposición se encuentra entre 750 a 850 oC, por tanto existe un peligro en alcanzar
la temperatura de descomposición de sales de sodio, potasio y alcalinotérreos antes de
que se dé la descomposición de la materia orgánica, esto debido a que la presencia de
óxidos fundentes alcalinos a temperaturas de 950 oC van hacer fundir el resto de cenizas
y parte de la estructura metálica del propio horno, es por eso que muchas veces en
algunos hornos se añade alúmina y cuarzo junto con el lodo para que actúen como
compuestos refractarios[Elías, 2009:p.955].
Los productos que salen del horno incinerador son [Elías, 2009:p.956]:
Gases: que en su mayoría son CO2 y H2O, pero también pueden haber gases de
combustión como H2, CO, CH4, etc., que son generados por las reacciones que tienen
lugar dentro del horno.
Cenizas volantes, arrastradas por la corriente de gas. En el caso de los lodos
domésticos el arrastre de material particulado es máximo puesto que el 40% del fango
es incombustible.
Independientemente del exceso de aire usado, a la salida del horno se detectan
productos de combustión incompleta o compuestos intermedios de la combustión.
El calor generado durante la combustión se pierde en su mayor parte a través de los
gases, parte por irradiación de las partes calientes y una parte a través de las cenizas.
Hornos para llevar a cabo la incineración
La función del horno es vaporizar, gasificar y pirolizar los residuos, de tal manera que se
provoque la combustión de los mismos. El horno debe garantizar una temperatura
superior a 850 ºC, así como proporcionar un tiempo de residencia de los sólidos suficiente
pare evitar sustancias tales como hollín, monóxido de carbón, entre otros [Lleó, 2008:
p.6].
29

Las temperaturas que se experimentan dentro del horno son las siguientes [Lleó, 2008:
p.7]:
Temperatura entre 100 a 250 o C : Proceso de secado.
Temperatura entre 250 a 600 o C : Desprendimiento de gases y combustión de
destilados volátiles.
Temperatura entre 600 a 800 o C : Combustión generalizada de la masa de
combustible.
Temperatura entre 800 y 1200 o C : Combustión de productos de la carbonización y
formación de escorias.
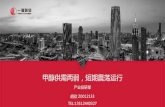
Los diferentes tipos de hornos que son utilizados con frecuencia para llevar a cabo la
incineración de lodos son los hornos de lecho fluídizado, hornos de parrillas y hornos
rotativos. La figura 3.1, muestra un esquema de un horno rotativo, este consta de un
cilindro con revestimiento de material cerámico en su interior, que va girando a una
velocidad variable y montando también con una inclinación que permite regular el tipo de
residencia de los sólidos.
Figura 2.1 Horno de Rotación. Adaptado de Lleó [2008: p.30]
30

Procesos de ceramización
La ceramización es una técnica fisicoquímica de reciclaje que tiene como fin conseguir la
inertización y neutralización de los residuos mezclados con arcillas, de manera que se
busca que el residuo se encuentre ligado al nuevo compuesto [FUNIBER, 2011: p. 30].
Los materiales cerámicos están compuestos de silicatos aluminosos con presencia de
otros minerales como el cuarzo, la calcita, el feldespato, etc. Mediante estas materias
primas se prepara una pasta verde plástica que permite el conformado y la obtención de
materiales cerámicos se tiene previa a un secado y una cocción a alta temperatura
alrededor de 1000OC [Elías, 2000:p.211].
Los materiales cerámicos disponen de una gran capacidad inertizadora de metales
pesados, es por ello que la introducción de lodos como materia prima secundaria es
bastante atractiva [Elías, 2000:p.211].
Temperatura de transformación de los minerales de arcilla más comunes
Cada mineral de arcilla posee temperaturas de transformación que están determinadas
por el grado de perfección de los cristales. Existen varios parámetros que pueden afectar
estos valores como la naturaleza de los minerales presentes que acompañan al material
estudiado, la atmosfera del horno, la velocidad de calentamiento, la naturaleza de los
residuos incorporados, etc. Entre los minerales de arcilla más comunes se tienen [Elías,
2000:p.348]:
Caolinitas : tienen una elevada temperatura de fusión, durante la cocción forma muy
poco vidrio y por ello requiere una elevada temperatura de cocción mayor a 12000C
para la sinterización de la mullita. La caolinita desordenada forma mullita a una
temperatura menor. Durante la síntesis de mullita si se tiene hierro, se puede fijar en el
retículo cristalino y bajo estas circunstancias el color blanco de la arcilla caolinitica se
torna amarillo.
Illitas : Debido a la proporción en que se encuentra el álcalis sobre todo K2O el punto
de fusión oscila entre 1050-11500C, cerca de este rango de temperatura los minerales
desarrollan una fase liquida que forma fases estables. Debido a que la mayoría de
31

illitas poseen hierro, se engendra un color rojo a partir de los 9000C si no hay presencia
de cal.
Montmorillonitas : estos minerales con composiciones químicas diferenciadas que da
lugar a un desarrollo de fases durante la cocción. Tiene hierro en el retículo que es
liberado a los 8000C y ocasionan el típico color rojo.
Cloritas : contienen hierro en el retículo liberado en forma de hematites sobre los 500 0C, a partir de los 800 0C forma fase liquida y la cocción se puede prolongar hasta los
1050 0C.
Micas : Alrededor de los 950 0C forma bastante fase liquida, sin embargo el rango de
ceramización es corto, si la arcilla es muy rica en mica lo ideal es añadir cal o caolinita.
Una vez elegida la arcilla el proceso queda fijado para llevar a cabo el proceso de
valorización cerámica que puede ser convencional o gresificación. La cantidad y la calidad
de la fase amorfa es lo que determina el éxito de la inserción del contaminante en la
matriz cerámica.
Clases de cerámica
Cuando la arcilla es elegida, el proceso queda fijado para llevar a cabo el proceso de
valorización cerámica que puede ser convencional o gresificación. La cantidad y la calidad
de la fase amorfa es lo que determina el éxito de la inserción del contaminante en la
matriz cerámica [Elías, 2000:p.349].
Las dos clases de cerámica con mayor aplicación en la valorización de residuos son:
Cerámica convencional : Posee un 50% de fase amorfa.
Productos gresificados : Su fase amorfa se acerca al 80% y su capacidad de
absorción de agua es inferior al 3%.
32

Reacciones durante la cocción de arcilla
Los tipos de reacciones que se dan durante la cocción de arcillas de interés cerámico son
[Elías, 2009:p. 918]:
Reacciones de vitrificación o formación de abundante fase liquida : la cual a la
salida del horno será una fase amorfa que habrá integrado los metales pesados
presentes o lo encapsulara si el tamaño del grano del residuo es considerable.
Destilación de materiales orgánicos , esta propiedad se utiliza para la generación de
porosidad por medio de residuos orgánicos.
Descomposición de minerales arcillosos , esta es la parte más fundamental del
proceso debido a que sin la presencia de minerales de arcilla no habría un proceso
cerámico. Al llegar a cierta temperatura todos los minerales rompen los enlaces del
agua de constitución convirtiéndose en sustancias amorfas que luego inician la
formación de fase liquida.
Cuando una arcilla se somete a calor este provoca una alta excitación de las estructuras
cristalinas que se van formando. La última etapa del proceso cerámico es la cocción, la
cual constituye una seria de procesos fisicoquímicos que inician por reacciones en estado
sólido [Elías, 2009:p. 918].
Fabricación de ladrillos cerámicos
La producción de ladrillos es una solución integral de gestión en consideración a su
composición, ya sea de materia orgánica, su contenido de elementos trazas metálicos y
de microorganismos patógenos debido a que todos estos elementos condicionan su
aplicación en la fertilización de terrenos agrícolas, disposición de rellenos sanitaros, etc.
[Rámila y Rojas, 2008:p.88].
Por medio de la fabricación de ladrillos y la aplicación de lodos en el proceso de
fabricación, el problema con los metales pesados desaparece en el proceso de cocción,
ya que bajo ciertas condiciones de control se puede asegurar que los metales pesados
serán retenidos en la matriz del ladrillo formando parte de su estructura físico-química
anulando así la posibilidad de lixiviación y posterior contaminación a causa de estos
metales. Otro problema que se elimina con la aplicación de lodos es su emisión de olores
33

debido a los compuestos orgánicos, ya que en la cocción son eliminados completamente,
mientras que los compuestos inorgánicos sirven para reforzar la estructura mecánica del
ladrillo al quedar incorporados en este [Rámila y Rojas, 2008:p.88].
Una de las mayores ventajas que se tienen en la aplicación de lodo en la fabricación de
ladrillos es la incorporación de materia orgánica, debido a que al degradarse y
combustionar en la cocción se crea una porosidad interna en el ladrillo que se propicia por
la formación y salida de los gases de descomposición, favoreciendo así un mejor
aislamiento térmico de los ladrillos; en el proceso de fabricación de ladrillos además se
tiene un ahorro energético debido a que el ladrillo contiene materia combustible brindado
por los lodos, aprovechando al mismo tiempo el elevado poder calorífico inferior que
poseen [Rámila y Rojas, 2008:p.89].
El máximo porcentaje de lodos que se puede mezclar con la arcilla cerámica esta
alrededor del 40%, pero la adherencia de la mezcla es pobre y la textura superficial del
ladrillo superficial, por tanto las condiciones óptimas se sitúan entre el 10-20%.
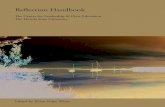
Etapas para la fabricación de ladrillos cerámicos
Dentro de las fases de fabricación de ladrillo cerámico como es observado en la figura 3.2
y basándose principalmente en la fabricación de Ecobrick se tienen las siguientes
[FUNIBER, 2011: p. 49]:
Fase I. Almacenamiento y transporte de materia prima
Para el almacenamiento de lodo se tienen silos de almacenamiento cerrados con
aireación controlada, mientras que los residuos forestales y arcillas son almacenados en
naves cubiertas para que los agentes atmosféricos no alteren el contenido de humedad
que se encuentra entre el 5-8%.
Fase II. Mezclado y extrusionado
En esta fase se procede a mezclar el lodo y el residuo forestal, luego se mezcla con la
arcilla cerámica.
Las variaciones de plasticidad en la pasta son debidas a la inclusión de materiales
distintos a las arcillas, por lo que la reología de la mezcla ternaria se debe controlar
34

durante el proceso de extrusionado. Parte del agua contenida en los lodos es no
intersticial y no se puede extraer para que contribuya a la humectación del resto de los
componentes de la mezcla, por ello se originan problemas de mezclado, los cuales los
residuos forestales corrigen.
Fase III. Secado, cocción y tratamiento de gases
La formación de hongos en piezas conformadas así como la emisión de compuestos
orgánicos volátiles requiere de una etapa de secado que se encuentre aislada del resto de
las instalaciones en las que se utilicen los gases de combustión del horno como fluido
calorífico.
Uno de los inconvenientes del proceso de secado y cocción del ecobrick son los olores
procedentes de concentraciones no toxicas de compuestos organicos volátiles: disulfuro
de dimetilo, trisulfuro de dimetilo, metil-mercaptano y ácido acético. Lo que normalmente
se recomienda es el uso de todos los gases de salida de la cocción en el proceso de
secado para tener un mejor aprovechamiento energético y un mejor tratamiento de gases.
En esta fase básicamente lo que acontece es una pirolisis y una oxidación de los gases
combustibles en el interior del horno y es la fase más importante del proceso debido a que
se produce la cocción del material y la formación de la fase amorfa para dar con ello
propiedades intrínsecas del material cerámico, como su resistencia mecánica,
características físicas y químicas debido a la disminución de la porosidad y el aumento de
la densidad del material.
35

Figura 2.2 Fases de fabricación del Ecobrick. Adaptado de FUNIBER [2011: p. 51]
Áridos expandidos para hormigones
El hormigón es un material compuesto por un conglomerante hidráulico (cemento
Portland), árido y agua [FUNIBER, 2011: p. 52].
Los áridos expandidos son agregados más ligeros que los áridos densos en la
composición de los hormigones. Los áridos por ser fabricados con arcilla permiten una
vitrificación superficial prematura, la cual impide la salida de los gases durante la cocción
lográndose así una expansión en el volumen disminuyendo así su densidad [FUNIBER,
2011: p. 53].
Las arcillas utilizadas para el hinchamiento son ferruginosas con una cantidad
considerable de montmorillonita. Una de las características que debe de cumplir una
arcilla para que se expanda es que debe ser susceptible de producir una fase vítrea
bastante viscosa a alta temperatura capaz de atrapar los gases generados en su interior
[FUNIBER, 2011: p. 53].
36

Fabricación de un árido expandido
En la fabricación de un árido expandido, se mezcla el lodo con la arcilla y fabricar esferas
de tamaño entre 5 y 20 mm, una vez secas se introducen a un horno, debido a la alta
temperatura del horno, el calor penetra la masa cerámica provocando una pirolisis,
alrededor de los 7500C la dilatación del material y las grietas generadas por la salida de
los gases hace que el oxígeno entre dentro del material oxidando los gases combustibles
generados en el interior del horno [Elías, 2009:p. 920].
Si se consigue la vitrificación de la superficie, esta se hace impermeable y se hincha
debido a la presión que ejercen los gases.
Factores de mejora de los áridos ligeros
Entre algunos de los factores de mejora de los áridos ligeros se encuentran [FUNIBER,
2011: p. 54]:
Resistencia a los ciclos de humedad y secado : depende de la textura porosa de los
áridos así como también de la durabilidad del hormigón sometida a la acción de ciclos
de humedad y secado.
Resistencia a ciclos de calentamiento y enfriamiento : los hormigones fabricados de
áridos de bajo módulo de elasticidad es más resistente a la acción de la temperatura
que aquellos fabricados de áridos de elevado módulo de elasticidad.
Resistencia a la abrasión : tanto la pasta del cemento como la de los áridos son
importantes en un hormigón por su resistencia al impacto y abrasión. En casos en el
que el deterioro no es muy profundo, se utiliza árido fino para conseguir superficies de
gran tenacidad.
Resistencia al fuego : los hormigones de áridos ligeros poseen menor conductividad,
por ello pueden aislarse mejor de la fuente de calor y por ende son más resistentes al
fuego.
Porosidad y absorción : cuando los poros de un árido están llenos de agua se dice
que está saturado y seco en su superficie, mientras que si se quiere un árido seco, se
37

debe de evaporar el agua ya sea en un ambiente con aire seco o en una estufa. Por
tanto, el uso de un árido expandido vitrificado exteriormente evitara la absorción de
agua.
Peso del hormigón : un hormigón contiene una resistencia de 200kg/cm2 y una
densidad de 2500kg/m3, si se sustituye el árido denso por un ligero la densidad se
reduce a 1500kg/m3 manteniendo siempre la misma resistencia, por lo tanto se podrían
construir edificios más altos a un menor costo.
2.3 Disposición final de lodos en rellenos sanitarios.
La disposición final de lodos en rellenos sanitarios es una práctica común en el país. La
disposición en relleno sanitario se define como el entierro de sólidos de las aguas
residuales, además de lodo procesado, arena, escoria y cenizas, en un espacio que sea
apropiado para el vertido de lodos [Condado, 2012: p.53]. Los sólidos se colocan en
instalaciones físicas que son utilizados para la evacuación en los suelos de la superficie
de la tierra. Generalmente se requiere que los lodos sean deshidratados o secados antes
de su disposición, para reducir el volumen y evitar la generación de lixiviados [Condado,
2012: p.53].
Los rellenos sanitarios para la disposición de lodos utilizan los mismos métodos que, para
la disposición de desechos sólidos municipales y considera además las características
específicas del lodo como su alto contenido de humedad y la variabilidad de las
sustancias contaminantes. El volumen de material que es depositado durante un periodo
de explotación generalmente un día, es conocido como celda. Una celda incluye los
residuos depositados y el material de cobertura que normalmente consiste en 15 a 30 cm
de suelo natural o materiales alternativos como compost o lodo digestado, que se aplican
día a día a los frentes de trabajo del relleno al final de cada periodo de operación. La
cubrición diaria es necesaria para controlar el vuelo de los materiales residuales, así como
prevenir la entrada y salida de vectores sanitarios, como lo son ratas, moscas entre otros,
además con la cobertura se controla la entrada del agua en el relleno [Tchobanoglous,
1994 p. 409].
38

En un relleno sanitario, se debe de considerar la generación de lixiviados que se
acumulan en el fondo de esto; en rellenos sanitarios profundos, el lixiviado generalmente
se recoge en puntos intermedios [Tchobanoglous, 1994: p. 410].
Por otra parte, dentro de un relleno sanitario se debe de tomar en cuenta los gases que se
generan que son principalmente metano (CH4) y dióxido de carbono (CO2) y que son
producto de la descomposición anaerobia de la fracción orgánica biodegradable de la
materia que se encuentra dentro del relleno. Otros componentes que se encuentran
dentro de este son nitrógeno y oxigeno atmosférico, amoniaco y algunas trazas de
compuestos orgánicos.
Generalmente para prevenir la migración del lixiviado y de los gases formados dentro del
relleno, se utilizan materiales para recubrir tanto el fondo como las superficies laterales
del relleno sanitario, entre estos materiales se pueden mencionar capas de arcilla
compactada y/o geomembranas. Las instalaciones para el control del relleno incluyen
recubrimientos, sistemas para la recogida y extracción del lixiviado, sistemas de
extracción y recogida del gas de vertedero, y capas diarias y finales de cobertura como es
observado en la figura 3.3 [Tchobanoglous, 1994: p. 410].
Figura 2.3 Componentes de relleno sanitario. Adaptado de MIDES [2013]
39

3 CARACTERÍSTICAS Y COMPOSICIONES DE LODOS
40

A continuación se presentan datos acerca de las características y composiciones de
lodos realizados por distintos investigadores en España, Brasil y Egipto.
España
El estudio realizado por Torres [2002] en plantas de tratamiento en Madrid se muestra en
la Tabla 4.1, en la misma se observa las composiciones de los lodos a través de los
diferentes tratamientos primarios, secundarios y terciarios de las aguas residuales.
Tabla 3.5 Características de los lodos en Madrid, España
CaracterísticasLodos
primarios
Lodos
secundarios
Lodo mixto
digerido
SS (g/hab*d) 30-36 18-29 31-40
Contenido de agua (%) 92-96 97.5-98 94-97
SSV(%SS) 70-80 80-90 55-65
Grasas (%SS) 12-16 3-5 4-12
Carbohidratos (%SS) 8-10 6-8 5-8
pH 5.5-6.5 6.5-7.5 6.8-7.6
Fósforo (%SS) 0.5-1.5 1.5-2.5 0.5-1.5
Nitrógeno (%SS) 2-5 1-6 3-7
Bacterias patógenas
(No/100ml)102-105 100-1000 10-100
Organismos parásitos
(No/100ml)8-12 1-3 1-3
Metales pesados (Zn, Pb,
Cu)(%SS)0.2-2 0.2-2 0.2-2
Fuente: [Torres, 2002:p. 7]
Brasil
41

El estudio realizado por Leblanc et.al [2006] en plantas de tratamiento de agua residual se
muestran en la Tabla 4.2, en la misma se observa información acerca de la composición
del lodo en dichas plantas de tratamiento.
Tabla 3.6 Características de los lodos promedio en Brasil
Características Promedio
pH 7.33
Materia seca (%) 32.12
Materia orgánica (%) 56.19
Nitrógeno total (%) 5.75
Carbón total (%) 28.16
Relación C/N 8.50
Fósforo total (%) 1.82
Potasio (%) 0.36
Calcio (%) 4.27
Magnesio (%) 0.22
Arsénico (mg/kg de materia seca) 14.69
Cadmio (mg/kg de materia seca) 10.75
Plomo (mg/kg de solido seco) 80.37
Cobre (mg/kg de solido seco) 255.39
Cromo (mg/kg de solido seco) 143.72
Mercurio (mg/kg de solido seco) 2.35
Molibdeno (mg/kg de solido seco) 112.88
Níquel (mg/kg de solido seco) 41.99
Selenio (mg/kg de solido seco) 27.24
Zinc (mg/kg de solido seco) 688.83
Coliformes fecales NMP /100g 20312.67
Salmonella NMP 1
Huevos de helmintos viables
NMP/g13.47
Fuente: [Leblancet.al, 2006:p. 131]
Egipto
42

El estudio realizado por [Badawy et al., 1997] en plantas de tratamiento en diferentes
localidades en Egipto se realizaron análisis para la determinación de la composición de
lodos de aguas residuales, los datos mostrados en la tabla 4.3 muestran que el lodo
contiene cantidades apreciables de N, P, K los cuales son importantes nutrientes para las
plantas.
Tabla 3.7 Características de lodos en Egipto
Características Rango
pH 6.06-7.1
% materia orgánica 31-52
% total de carbonato 3-41
% total de Nitrógeno 1.2-2.6
% total de Fósforo 0.5-0.9
% total de Potasio 0.5-0.33
Cadmio (ppm) 12.2
Plomo (ppm) 337.8
Cromo (ppm) 124
Cobre (ppm) 470
Cobalto (ppm) 31.5
Fuente: [Badawy et al., 1997:p. 137-138]
Composición de lodo deshidratado y seco en ladrillos Brick
El estudio de Chiang et al. [2003], compará las características entre la arcilla, lodo seco y
lodo deshidratado en Egipto, la Tabla 4.4 muestra los resultados obtenidos lodos secos y
deshidratados a la salida de un secador que quema 1 ton de lodo deshidratado a 2500C
por 2 horas.
43

Tabla 3.8 Composición de lodos en ladrillos Brick
Características Lodo deshidratado Lodo seco
pH 7.19 7.27
Densidad (g/cm3) 1.16 1.75
Materia Volátil (Combustión a
500+- 500C por 3 h)(%)56.9 61.3
Contenido de humedad (%) 84.1 41
Pérdida de ignición (Combustión a
800+- 500C por 3 h) (%)94.6 76.6
Metales (mg/kg)
Cd 3 5<0.1
Cr 537 1713
Cu 29 212
Co 10 24
Fe 5265 18070
Ni 167 1131
Pb 3 35
Zn 264 628
Fuente: [Chianget.al, 2003:p.680]
4 PROTOCOLO PARA LA CARACTERIZACIÓN DE LODOS
44

4.1 Protocolo de ensayo
Un protocolo de ensayo es un documento donde se recopilan diferentes métodos y
técnicas que se requieren emplear en un ensayo. Este documento suele contener una
serie de pasos y tiene como fin, guiar a la personar para que entienda en consiste el
ensayo, los datos que debe de tomar y el procedimiento que debe de realizar a la hora de
realizar las pruebas [Roselló y Fernández, 1993: p. 32].
Por lo anterior, durante el diseño y elaboración de un protocolo se deben de considerar
diferentes aspectos que resultan básicos a la hora de realizar un ensayo [Ostinelli y
Carreira, 2011: p.1 – 3]:
Introducción : Ayuda a la persona a que se introduzca y entienda el tema del ensayo.
Este puede ser o no ser incluida y suele presentar el tema de forma breve y hace
referencias a estudios o trabajos referentes al mismo.
Objetivo : Este apartado debe ser claro, breve y preciso y debe de indicar por qué se
realiza el ensayo.
Aplicación : Indica en qué tipo de muestra o material puede ser utilizado.
Referencia : Incluye los documentos como normas, manuales de equipo, entre otros
que son necesario consultar como referencia al momento de utilizar el protocolo.
Responsabilidades : Se refiere al personal que estará involucrado durante el
desarrollo del ensayo. Debe de indicarse el nombre y cargo o función durante la
realización de este.
Definiciones y abreviaturas : Esto muchas veces no es necesario, principalmente
cuando existe un documento que incluye de este tipo de información, pero, de
considerarse necesario, en él se pueden consignar aquellas definiciones y abreviaturas
de aplicación específica para el procedimiento.
Método . Este apartado describe, de que trata el método y puede incluir las siguientes
partes:
45

Principio: Explica de manera general en que consiste el ensayo.
Medidas de Higiene y Seguridad: Debe incluir las precauciones que se deben
tomar durante la manipulación de los reactivos y equipos utilizados durante el
ensayo, incluyendo los elementos de protección personal requeridos.
Reactivos, materiales y equipo: Indica todos los materiales, equipos y reactivos
que deben ser utilizados y así como la preparación de las soluciones, detallando
si existiesen requerimientos especiales de preparación.
Requisitos previos: Este apartado tiene como fin considerar la manera de
preparar el instrumental o los materiales, así también las condiciones
ambientales que son necesarias para llevar a cabo el ensayo.
Preparación y conservación de la muestra de ensayo: Debe indicar la manera de
cómo debe de prepararse la muestra de ensayo. Así mismo, el modo y las
condiciones de conservación de la misma.
Interferencias: Este apartado se incluyen los aspectos que pueden influir en el
resultado del ensayo y la manera de eliminarlas, minimizarlas o cuantificar su
influencia.
Procedimiento: Debe indicar cada uno de los pasos a seguir para la realización
del ensayo.
Cálculo: Se debe incluir la fórmula a utilizar en caso de ser necesario un ensayo.
4.2 Diseño del Protocolo de caracterización de lodos
46

Para diseñar el protocolo de caracterización de lodos, se realizó una investigación en
diferentes documentos de varios países que han realizado la caracterización de lodos,
con el fin de encontrar los métodos que mejor se adaptaran a la caracterización de lodos
en el país, de igual manera se tomó en cuenta el documento “Biosolids Management
Handbook” realizado por la EPA, el cual incluye los métodos y estándares que se pueden
utilizar para la caracterización de lodos, así como indicaciones sobre la toma y
conservación de la muestra según la regulación 40 CFR parte 503 de la EPA. Estos
métodos están basados en normativas internacionales que son bastante influyentes como
las de EPA, APHA y ASTM donde se muestran diferentes técnicas y procedimientos
según la muestra que se requiera analizar.
Con la información recolectada, se siguieron los siguientes pasos para la realización del
protocolo:
Determinación de las propiedad físicas, químicas y biológicas de los lodos de mayor
importancia en relación a su manejo tratamiento y disposición final.
Construcción de tabla resumen de las características y tipos de tratamiento de lodo
según la composición de cada uno de ellos.
Determinación de métodos para la toma y conservación de las muestras de lodo.
Determinación de los métodos y técnicas utilizados para hacer el análisis de
muestreo de lodos.
Integración del a información recopilado en el protocolo.
En los siguientes apartados, se detalla cada uno de los pasos seguidos.
4.2.1 Determinación de las propiedades físicas, físicas y biológicas en la gestión
de lodos
47

Las características más importantes para el manejo, transformación y disposición final de
lodos son mencionados en el capítulo 3. Es importante mencionar que en el caso de la
sedimentación es necesario incluir como parámetro importante el porcentaje de sólidos
totales ya que este parámetro es necesario conocerlo para determinar la cantidad de
coagulante que es necesario adicionar.
De igual manera, el tamaño de partícula es un parámetro importante, al realizar una
digestión aerobia, ya que este influye en el proceso de la descomposición de la materia a
causa de los microorganismos, debido al contacto que debe de existir entre el aire y la
superficie de contacto del lodo y que ayudara al óptimo progreso del proceso de la
digestión aerobia.
En el caso de la deshidratación utilizando filtro de banda, es necesario incluir el tamaño
de partícula así como la concentración de sólidos totales, este último es preciso
determinarlo debido a que la deshidratación por filtro de banda, generalmente se utiliza
para lodos cuyas concentraciones de sólidos totales se encuentra en aproximadamente el
2%; mientras que el tamaño de partícula se debe de conocer para determinar si es posible
la separación sólido – líquido por medio del medio filtrante que posee el filtro de banda
[Queralt, 2006:p. 26].
En el proceso de elutriación se adiciona como factor importante la alcalinidad, debido a
que la elutriación tiene como fin disminuir la alcalinidad de los lodos (menor alcalinidad
implica mayor facilidad para disolver los compuestos de amoniaco), de tal manera que la
cantidad de coagulantes químicos a utilizar sea menor [Villaseñor, 2009: p. 71].
Otros de los parámetros considerados en la elutriación, están relacionados
principalmente al dimensionamiento del tanque a utilizar para realizar la elutriación, por lo
que es necesario conocer la concentración de sólidos volátiles, ya que los lodos poco
volátiles generalmente son más densos. Otro factor que influye en la elutriación y que se
considera como importante es la gravedad específica debido a que los lodos que son más
densos sedimentan más rápido y por lo tanto, el tiempo que requiere el proceso será
menor para aquellos cuya densidad es mayor [Villaseñor, 2009: p. 71].
En el caso del secado térmico, es necesario conocer el contenido de humedad y sólidos
totales, ya que se podrá determinar si este es el tratamiento de deshidratado es el
adecuado a realizar y si es necesaria una recirculación del lodo para evitar la fase
pastosa, como fue explicado en el capítulo 3, así el conocer estos parámetros son de
48

utilidad para determinar la temperatura de operación dentro del secador, cantidad de aire
necesario y el tiempo de permanencia, ya que entre mayor humedad contenga el lodo
menor será la velocidad de secado y por tanto mayor el tiempo de permanencia.
Por otra parte, el tamaño de partícula incide en el secado térmico de los lodos, las
partículas grandes no se calientan tan rápido como lo hacen las pequeña. En los
tratamientos de pirolisis, gasificación e incineración entre menor es el tamaño de
partícula menor es la cantidad de fracción sólida que se obtiene y mayor la producción de
fracción liquida y gaseosa [Barcelona, 2011:p.66].
Se debe adicionar además, como un parámetro importante y necesario de conocer la
cantidad de solidos volátiles, cuando se realiza un proceso energético o un secado
térmico, dicho parámetro es importante en el caso del secado para conocer la cantidad de
aire necesario y la temperatura de operación optima del proceso, para que el lodo no
entre en combustión. Mientras que para llevar a cabo una incineración es necesario
contar con niveles altos de sólidos volátiles, tal como se explicó en el capítulo 3, por tal
razón es importante conocer dicho parámetro antes de realizar una incineración. Además,
estos datos son importantes a la hora de elegir el tipo de horno y los tiempos de
residencia dentro del reactor, adicionalmente este dato permitirá conocer la cantidad de
gases y cenizas volátiles producidas.
Además, debe de incluirse como parámetro importante la cantidad de energía para
realizar la caracterización de lodos al efectuar un secado térmico, pirolisis, gasificación o
incineración, ya que conocer este valor resulta esencial para analizar las posibilidades de
valorización energética del residuo.
Por otro lado, para el proceso de incineración es necesario tomar en cuenta un análisis
elemental del residuo, así como de cenizas, esto es fundamental para poder determinar
los parámetros estequiométricos característicos de la reacción de combustión.
Por último, en algunas ocasiones antes de proceder a realizar un determinado tratamiento
de lodos, es necesario realizar un análisis de metales inorgánicos y contaminantes
orgánicos, con el fin de determinar la peligrosidad de los lodos y categorizarlo como lodo
limpio o lodo sucio. Para categorizar un lodo como limpio, no deben exceder los niveles
máximos propuestos en el documento de la 40 CFR Parte 503 de EPA, que son
mostrados en el anexo A.
49

4.2.2 Construcción de tabla de características según los tipos de tratamiento de
lodo a partir de la composición de cada uno de ellos
La construcción de la tabla de las características se realizó en base a la información sobre
los métodos para el manejo, transformación y disposición final de lodos, mencionados en
el capítulo 3 y a partir de las características mencionadas en el apartado anterior.
A partir de esto, la construcción de la tabla general según su manejo, transformación y
disposición final, fue realizada en diversos pasos:
Primero, se realizó una primer tabla, que incluye en el eje X los métodos de
acondicionamiento, mientras que en el eje Y se incluyen las características que se
consideran más importante para cada uno de los métodos como es observado en
la tabla 5.1.
Tabla 4.9 Características por métodos de acondicionamiento
Característica
Métodos de acondicionamiento
Sed
imen
tac
ión Espesado Estabilización Deshidratación
Gra
ved
ad
Flo
tac
ión
Cen
trif
ug
ació
nF
iltr
o d
e b
an
da
Ta
mb
or
Ro
tato
rio
Est
ab
iliza
ció
n
Alc
alin
a
Dig
est
ión
A
ero
bia
Dig
est
ión
A
nae
rob
ia
Co
mp
os
taje
Fil
tro
ba
nd
a
Elu
tria
ció
n
Sec
ad
o
Té
rmic
o
Tamaño de partícula x x x x x x x x x x x
pH x x x x
Alcalinidad x x
Gravedad especifica x x x x x x
Sólidos Totales x x x x x x x x x x x
Sólidos Volátiles x x x x x
Contenido de
Humedadx x
Metales Inorgánicosa x x x x
50

Mercurio x x x x
Arsénico x x x x
Selenio, Molibdeno x x x x
Fósforo x
Materia Orgánica x x x
Nitrógeno Orgánico x x
Carbono Orgánico x x
Contaminantes
Orgánicox x x x
Coliformes Fecales x x x
Salmonella Spp. x x x
Huevos de Helminto x x x
Análisis elemental x
Fuente: [Elaboración Propia, 2013] a Incluye Cadmio, Plomo, Zinc, Níquel, Cobre
Luego, se construyó la tabla 5.2 que contiene en el eje X los métodos para la
transformación y disposición final de lodos no peligrosos, mientras que en el eje Y se
encuentran las características que se consideran más importantes.
Tabla 4.10 Características por transformación y disposición final de lodos no peligrosos
Características Transformación y
disposición final
lodos no peligrosos
51

Ap
licac
ión
al
suel
o
Dig
est
ión
A
nae
rob
ia
Co
mp
os
taje
Tamaño de partícula x x
pH x x x
Alcalinidad x
Sólidos Totales x x x
Sólidos Volátiles x x x
Contenido de Humedad x x
Metales Inorgánicosa x x x
Mercurio x x x
Arsénico x x x
Selenio, Molibdeno x x x
Fósforo x x
Materia Orgánica x x x
Nitrógeno Orgánico x x
Carbono Orgánico x x
Contaminantes Orgánicos x x x
Coliformes Fecales x x x
Salmonella Spp. x x x
Huevos de Helminto x x x
Análisis elemental x
Fuente: [Elaboración Propia, 2013] a Incluye Cadmio, Plomo, Zinc, Níquel, Cobre
Una vez realizada la tabla 5.2, se procedió a elaborar la tabla 5.3 que los procesos de
energéticos y procesos de ceramización que son utilizados como alternativas para
lodos peligrosos en eje X, mientras que en el eje Y se encuentran las características
más importantes a considerar para llevar a cabo dichos procesos.
52

Tabla 4.11 Características por Transformación y disposición final de lodos peligrosos
Características
Transformación y disposición
final lodos peligrosos
Proceso Energético
Pro
ces
o d
e
cera
miz
aci
ón
Pir
olis
is
Gas
ific
ació
n
Inc
ine
raci
ón
Tamaño de partícula x x x
pH
Alcalinidad
Gravedad especifica x
Sólidos Totales x x x x
Sólidos Volátiles x x x x
Contenido de Humedad x x
Metales Inorgánicosa x x x
Mercurio x x x
Arsénico x x x
Selenio, Molibdeno x x x
Fósforo
Materia Orgánica x
Nitrógeno Orgánico
Carbono Orgánico
Contaminantes orgánicos x x x
Análisis elemental x
Ceniza x
Contenido de energía x x x
Fuente: [Elaboración Propia, 2013] a Incluye Cadmio, Plomo, Zinc, Níquel, Cobre
Por último, se construyó la tabla 5.4 que contiene las características según los tipos de
métodos para el manejo, transformación y disposición final de lodos. Dicha tabla se
53

elaboró, a partir de la unificación de las tabla 5.1, 5.2 y 5.3 e incluye los métodos para
el manejo, transformación y disposición final tanto para lodos no peligrosos como para
lodos peligrosos en el eje X, mientras que en el eje Y se incluyen las características
más importantes para método divididas por análisis fisicoquímicas, análisis
inorgánicos, orgánicos, microbiológicos y energéticos.
54

Tabla 4.12 Características por métodos para manejo, transformación y disposición final de lodos peligrosos y no peligrosos
Característica
Métodos para manejo, transformación y disposición final para
Lodos peligrosos y no peligros
Sed
imen
tac
ión
Espesado Estabilización DeshidrataciónProceso
Energético
Pro
ces
o d
e
cera
miz
aci
ón
Ap
licac
ión
al S
uel
o
Gra
ved
ad
Flo
tac
ión
Cen
trif
ug
ació
n
Fil
tro
de
ba
nd
a
Ta
mb
or
Ro
tato
rio
Est
ab
iliza
ció
n
Alc
alin
aD
ige
stió
n
Aer
ob
iaD
ige
stió
n
An
aero
bia
*
Co
mp
os
taje
Fil
tro
ba
nd
a
Elu
tria
ció
n
Sec
ad
o T
érm
ico
Pir
olis
is
Gas
ific
ació
n
Inc
ine
raci
ón
Análisis
Fisicoquímicos
Tamaño de partícula x x x x x X x x x x x x x x
pH x x x x x
Alcalinidad x x
Gravedad especifica x x x x X x x x
Sólidos Totales x x x x x X x x x x x x x x x x x
Sólidos Volátiles x x x x x x x x x x
Contenido de Humedad x x x x
Análisis Inorgánicos
Metales Inorgánicosax x x x x x x x
Mercurio x x x x x x x x
Arsénico x x x x x x x x
Selenio, Molibdeno x x x x x x x x
55

Fósforo x x
Análisis Orgánicos
Materia Orgánica x x x x x
Nitrógeno Orgánico x x
Carbono Orgánico x x
Contaminantes Orgánicos
- Organoclorados
- Benceno
x x x x x x x x
Análisis
Microbiológicos
Coliformes Fecales x x x x
Salmonella Spp. x x x x
Huevos de Helminto x x x x
Análisis energéticos
Análisis elemental x x
Ceniza x
Contenido de energía x x x
Fuente: [Elaboración Propia, 2013] a Incluye Cadmio, Plomo, Zinc, Níquel,
Cobre
56

4.2.3 Métodos para la toma y conservación de las muestras de lodo
Los métodos para la toma y conservación de la muestras de lodos, está basado en lo
establecido por Salmerón [2012: p.87] en la gestión ambiental de lodo referenciado del
documento de propuesta de reforma al reglamento especial de aguas residuales del
MARN, para tomar una muestra de lodo se requiere de los siguientes aspectos:
Las muestras compuestas
El muestreo se debe realizar en lodos crudos y estabilizados
Para la recolección de cada muestra de lodo se consideran otros aspectos como los
mostrados en la tabla 5.5.
Tabla 4.13 Parámetro y conservación de la muestra
Parámetro Tipo de recipiente
ToC
preservación
de la
muestra
Tiempo máximo
para realización
de análisis
desde su colecta
Coliformes
fecales,
Salmonell
a
Recipientes de polietileno o
polipropileno inerte de 500 ml de
capacidad, esterilizados.
Cantidad recomendada de
muestras 4g de sólidos totales.
4oC 48h
Huevos de
helmintos
Recipientes de polietileno o
polipropileno inerte de 500 ml de
capacidad.
Peso en fresco corresponde a 2g
de sólidos totales. Para los sólidos
volátiles y totales se llenaran los
recipientes hasta un 75% de su
capacidad total.
4oC 30 días
57

Metales
pesados
Recipientes de polietileno o
polipropileno inerte de 50 ml de
capacidad.4oC 180 días
Sólidos
totales
Recipientes de polietileno o
polipropileno inerte de 50 ml de
capacidad o frascos de vidrio.4oC 24h
Sólidos
volátiles
Recipientes de polietileno o
polipropileno inerte de 50 ml de
capacidad o frascos de vidrio.4oC 24h
Fuente: [Salmerón, 2012:p.88] referenciado de [MARN, 2011: p. 40]
Puntos de toma de muestra
Dependiendo del tipo de estado en el que se encuentre la muestra ya sea líquido,
deshidratado o seco y del tratamiento que se le esté dando, se tienen ciertos puntos que
proveen una mejor toma de muestra. La tabla 5.6 muestra cuales son los mejores puntos
para tomar la muestra según su tratamiento.
Tabla 4.14 Puntos de toma de muestra
Proceso Punto de muestreo
Digestión anaeróbica
Recoger muestras del grifo en el lado de
descarga de la bomba de desplazamiento
positivo.
Digestión aeróbica
Recoger muestras del grifo en la línea de
descarga de la bomba. Si se trata de una
digestión batch, recoger la muestra
directamente del digestor.
Espesado Recoger muestras del grifo en el lado de
descarga de la bomba de desplazamiento
58

positivo.
Tratamiento térmico
Recoger muestras del grifo en el lado de
descarga de la bomba de desplazamiento
positivo después ser decantada. Cuidados
a tomar en cuenta:
a) Alta tendencia a la separación del solido
b) Altas temperaturas de la muestra >60oC
que puede generar problemas con los
recipientes de las muestras.
Deshidratado, secado, composteo o
reducción térmica
Recoger la muestra de los transportadores
de materia y contenedores a granel.
Colectar la muestra de varios puntos del
biosolido y a varias profundidades.
Fuente: [EPA, 1998a:p.2.3.5]
4.2.4 Métodos y técnicas para realizar muestreo de lodos.
Existen diferentes metodologías y protocolos de organismos internacionales reconocidos
para el muestreo de lodos [Salmerón, 2012:p. C-1]. En este caso, se tomó la decisión de
realizar la metodología en base al manual de METODOS DE SW 846 de EPA y sus
actualizaciones.
Muestreo de lodo líquido o semisólido
Muestreo de lodo directamente de vertedero
Las muestras a analizar se recolectaran en recipientes plásticos de 20 L directamente del
vertedero hasta obtener el doble del volumen a utilizar en los análisis. Las muestras
pueden ser colectadas a través de [Salmerón, (2012: p. C-1,) mencionado por MARN
(,2011: p.61-63)]:
Tuberías : la muestra se colecta desde la tubería a través del grifo de purga con un
diámetro interno mínimo de 3.6 cm.
59

Canales : es necesario colectar la muestra donde el lodo se encuentre bien mezclado.
Digestores : se colecta la muestra simple de un tanque mezclado alimentado mediante
diversos niveles del digestor.
Tanques : colectar varias muestras de diferentes puntos y profundidades para unirlas y
posteriormente realizar los análisis.
Lodos de sitios específicos de planta de tratamiento : son recomendados los
siguientes puntos para realizar el muestreo en planta de tratamiento de agua residual
como el lodo primario, lodo activado, lodo digerido, lodo de lecho de secado, lodo
filtrado.
Muestreo de lodo en cisterna de transporte
Este tipo de colecta se suele realizar directamente del tanque mediante un muestreador
de residuos coliwasa dentro de la columna del lodo [Salmerón, 2012: p. C-2] referenciado
de [MARN ,2011: p.61-63].
Muestra de lodo sólido
El método utilizado para conformar las muestras es el de cuarteo. Se toman 4 a 8 bolsas
de polietileno de 0.70 m x 0.50 m o 1.10 m x 0.90 m y se selecciona al azar un mismo
número de lugares distintos para la toma de la muestra, llenando cada una de las bolsas
con el material de cada lugar y se trasladan a un área horizontal de 4x4 m depositándose
en un montículo [Salmerón, 2012: p. C-1] referenciado de [MARN ,2011: p.61-63].
Las diferentes muestras de lodo se mezclan para homogeneizarse, se dividen en cuatro
partes iguales A, B, C y D eliminándose las partes opuestas ya sea A y C o B y D. Esta
operación se repite hasta dejar 10kg de lodo. El lodo resultante se utiliza para determinar
en el laboratorio contenido de coliformes, salmonella, huevos de helmintos, contenido se
sólidos totales, arsénico, cadmio, plomo, cromo, mercurio, níquel y zinc. El lodo restante
se usa para determinar el peso volumétrico de los lodos in situ [Salmerón, 2012: p. C-2]
referenciado de [MARN ,2011: p.61-63]
60

4.2.5 Integración de la información recopilada en el protocolo de ensayo.
Este apartado se realizó en base a las partes que debe incluir un protocolo de ensayo. Se
tomó la decisión que era necesario incluir en todos los métodos la aplicación, referencia,
principio e interferencias del método; mientras que los materiales, equipos, reactivos,
procedimiento y cálculos, solo fueron incluidos en aquellos métodos que no están
estandarizados ni normalizados.
La tabla 5.7, muestra los métodos elegidos para llevar a cabo la caracterización de lodos
en el país. Estos métodos en su mayoría están basados en normativas internacionales
que son bastante influyentes como las de EPA, APHA y ASTM.
Tabla 4.15 Método de aplicación para el análisis de las características de lodos
CaracterísticasMétodo de
aplicaciónNombre del método
Tamaño de
PartículaASTM D422-63 Análisis de tamaño de partícula en suelos.
pH SW-846 - 9045 pH para sólidos y desechos
Alcalinidad EPA 310.1 Alcalinidad
Gravedad
especificaSM 2710F Gravedad especifica
Sólidos Totales SM 2540GSólidos totales y volátiles en muestras sólidas
y semisólidas
Sólidos Volátiles SM 2540GSólidos totales y volátiles en muestras sólidas
y semisólidas
Contenido de
Humedad
Método
Gravimétrico
Determinación de la materia seca y
el contenido de agua – Método gravimétrico
Metales
InorgánicosSM 3111B
Espectrofotometría de absorción atómica por
método de flama directa de aire – acetileno
MercurioSW 846 -
7471B
Mercurio en desechos sólidos y semisólidos
por la técnica manual de vapor frío.
61

Arsénico SW 846 - 6010Espectrometría de emisión atómica con
plasma acoplado inductivamente.
Selenio,
Arsénico y
Molibdeno
SW 846 - 6010Espectrometría de emisión atómica con
plasma acoplado inductivamente.
Fósforo SW 846 - 6010Espectrometría de emisión atómica con
plasma acoplado inductivamente.
Materia
Orgánica
Método
Walkey -Black
Determinación de materia orgánica por el
método de combustión húmeda
Nitrógeno EPA 351.2 Nitrógeno total método kjeldahl.
Carbono
orgánico
SW 846 –
9060ACarbono orgánico total.
Compuestos
OrganocloradosSW 846 - 8081B
Plaguicidas organoclorados por cromatografía
de gases
Benceno SW 846 - 8261
Compuestos orgánicos volátiles por destilación
al vacío en combinación de cromatografía de
gases / espectrometría de masa.
Coliformes
FecalesEPA 1680
Coliformes fecales en biosólidos por
fermentación de tubos múltiples.
Salmonella Spp. EPA 1682Salmonella spp. en biosólidos por
caracterización bioquímica.
Huevos de
Helminto
EPA
600/1- 18-014
Aparición de patógenos en la distribución y
comercialización de lodos municipales.
Análisis
Elemental
CEN/TS :15104
Biocombustibles sólidos - Determinación del
contenido total de carbono, hidrógeno y
nitrógeno.
EN 1548 : 2011Biocombustibles Sólidos – Determinación del
contenido total de azufre, cloro, flúor y bromo.
CenizasASTM
D3174 - 12
Ceniza en el análisis de muestras de Carbón y
Coque de Carbón
Cantidad de
EnergíaASTM D2015
Poder calorífico de combustibles sólidos por
calorímetro de bomba adiabática
Fuente: [Elaboración propia, 2013]
62

5 PROTOCOLO PARA LA CARACTERIZACIÓN DE LODOS EN EL SALVADOR
El presente protocolo de caracterización de lodos en El Salvador pretende proporcionar
diferentes métodos para la caracterización de los parámetros más importantes o
influyentes que se tienen en los lodos para su posterior manejo, transformación y
disposición final.
En los siguientes apartados, se detallan las metodologías seleccionadas para la
caracterización de lodos.
63

5.1 Determinación de tamaño de partícula
5.1.1 Aplicación
Este método cubre la determinación cuantitativa de la distribución de tamaños de
partículas en suelos.
5.1.2 Método
ASTM D422 – 63: Análisis de tamaño de partícula en suelos.
5.1.3 Principio
La distribución de tamaños de partículas mayores de 75 µm (retenido en malla 200) se
determina por tamizado, mientras que la distribución de tamaños de partículas más
pequeñas de 75 µm se determina por un proceso de sedimentación, utilizando un
hidrómetro para asegurar los datos necesarios.
5.1.4 Referencia
ASTM [2007] Standard Test Method for Particle-Size Analysis of Soils [En línea] <
http://www.astm.org/Standards/D422.htm> [Consulta: 25/06/2013].
64

5.2 Determinación de pH
5.2.1 Aplicación
Este método es un procedimiento electrométrico que determina pH en muestras de
residuos y suelos. Los residuos pueden ser sólidos, lodos o líquidos no acuosos.
5.2.2 Método
SW 846 - 9045D: pH de suelos y residuos.
5.2.3 Principio
Para la determinación de pH, la muestra de lodo es diluida en agua y el pH de la solución
resultante es medido. El volumen total de la muestra tiene que ser menor al 20% si se
tiene agua presente.
5.2.4 Interferencia
Si las muestras tienen un pH demasiado bajo o muy alto, el pH-metro proporcionara error
en las lecturas. Para muestras con un verdadero valor de pH>10 la medida de pH puede
ser incorrecto y muy bajo. Este error se puede minimizar utilizando un electrodo selectivo
de sodio. Soluciones fuertemente acidas de pH<1 puede ocasionar una medida de pH
incorrecta. Además, fluctuaciones de temperatura pueden ocasionar errores en la
medición.
5.2.5 Referencia
EPA [2007] Method 9045D: Soil and waste pH [En línea] USA: <
http://www.epa.gov/osw/hazard/testmethods/sw846/pdfs/9045d.pdf> [Consulta:
21/06/2013].
65

5.3 Alcalinidad
5.3.1 Aplicación
El método es aplicado para aguas salinas, superficiales, residuos domésticos e
industriales.
5.3.2 Método
310.1: Titulación, pH= 4.5
5.3.3 Principio
Una muestra especifica sin alterar se titula hasta un punto final electrométricamente
determinado de pH = 4.5. La muestra no debe ser filtrada, diluida, concentrada o alterada
bajo ninguna circunstancia.
5.3.4 Interferencia
Sustancias como las sales o ácidos orgánicos o inorgánicos muy fuertes en grandes
cantidades pueden causar interferencia en la medición del pH.
Grasa o aceite que pueda recubrir el electrodo puede ocasionar una respuesta lenta en la
medición.
5.3.5 Referencia
EPA [1983]. Methods for chemical analysis of wáter and wastes. 2ª edición. USA.
66

5.4 Gravedad especifica
5.4.1 Aplicación
El método es aplicado a lodos.
5.4.2 Método
2710F: Gravedad específica
5.4.3 Principio
La gravedad específica de un lodo es la proporción de las masas de igual volumen de
lodo y agua destilada. La determinación de ella requiere una comparación entre la masa
de un volumen conocido de muestra homogénea a una temperatura especifica respecto a
la masa de igual volumen de agua destilada a 4oC.
5.4.4 Interferencia
En caso en el cual la muestra no flote fácilmente, añadir gran parte de ella a un
contenedor sin ejercer presión.
Al añadir agua destilada al contenedor, tener cuidado que las burbujas de aire no queden
atrapadas en el lodo o en el contenedor.
5.4.5 Referencia
EPA [1983]. Methods for chemical analysis of wáter and wastes. 2ª edición. USA.
67

5.5 Determinación de sólidos totales y fracción de sólidos volátiles.
5.5.1 Aplicación
Este método se puede aplicar para determinar el total de sólidos, así como la fracción fija
y volátil en muestras sólidas y semisólidas como sedimentos de ríos y lagos, lodos
separados del agua y de la planta de tratamiento de aguas de desecho, tortas de lodos
obtenidas en la filtración al vacío, centrifugación y lodos provenientes de otros tipos de
tratamiento de deshidratación.
5.5.2 Método
SM 2540G: Sólidos totales, fijos y volátiles en muestras sólidas y semisólidas.
5.5.3 Principio
Sólidos totales
La muestra es evaporada en una capsula de porcelana previamente pesada y secada
hasta un peso constante en un horno con temperatura entre 103 – 105 oC. El aumento de
peso respecto a la capsula de porcelana vacía representa los sólidos totales.
Sólidos volátiles y solidos fijos
El residuo obtenido después del secado es llevado a ignición a una temperatura de 550 oC
hasta obtener un peso constante. Los residuos de sólidos representan la fracción de
sólidos fijos, mientras que el peso perdido durante la ignición son los sólidos volátiles.
5.5.4 Interferencia
La determinación tanto de sólidos totales como sólidos volátiles, están sujetos a un error
negativo debido a la perdida de carbonato de amonio y materia orgánica volátil durante el
secado. Este efecto suele ser más pronunciado con sedimento y especialmente con lodos
y tortas de lodos.
68

Se debe de observar el tiempo y temperatura de ignición para controlar las pérdidas de
sales inorgánicas volátiles si estas representan un problema.
Realizar todas las mediciones de peso de manera rápida, ya que las muestras húmedas
tiende a perder peso por la evaporación. Después de secar o llevar a ignición, los
residuos son muy higroscópicos y rápidamente absorben humedad del aire.
5.5.5 Referencia
APHA, AWWA, WEF [1995] Standard methods for examination of water and wastewater.
19a Edición Pág 2-5
69

5.6 Determinación de humedad
5.6.1 Aplicación
Este método puede ser utilizado para la determinación de materia seca y contenido de
agua en base de masa para muestras de lodos líquidos, semisólidos o sólidos, así como
sedimentos, desechos y todo tipo de muestra de suelos.
5.6.2 Método
Determinación de residuo seco y contenido de agua (base másico) en sedimentos, lodos,
desechos y suelos – Método Gravimétrico.
Basado en la norma ISO 11465: 1993 (Calidad de lodos – Determinación de materia seca
y contenido de agua en una base másica – Método Gravimétrico) y en el Estándar
Europeo EN 12880:2000 (Caracterización de lodos – determinación de residuo seco y
contenido de agua)
5.6.3 Principio
Las muestras se secan hasta obtener un peso constante en un horno a 105 oC. La
diferencia en la masa antes y después del proceso de secado se utiliza para determinar la
materia seca y el contenido de agua.
5.6.4 Interferencia
Las muestras pueden cambiar químicamente durante el proceso de secado.
En la determinación del contenido de agua, las sustancias volátiles son incluidas también
ya sea de forma parcial o total.
En el caso de muestras con un alto contenido de sólidos (porcentaje de materia seca
≥30%) existe un riesgo que una cantidad de agua quede atrapada en la muestra después
del secado.
70

La descomposición de la materia orgánica puede, en general, ser descuidada a esta
temperatura. Sin embargo, para muestras de suelo con un alto contenido de materia
orgánica (> 10% (m / m)), el método de secado debe de adaptarse y en estos casos, la
muestra debe ser secado a una masa constante a 50oC. El uso de un vacío acelerará la
operación.
5.6.5 Materiales y Equipo
Capsula de porcelana de 100 ml
Horno para secar que opere entre 103 oC a 105 oC
Balanza Analítica con precisión de 0.01 g
Baño térmico
Desecador
Probeta
Beaker
5.6.6 Requisitos Previos
Preparación de capsula de porcelana
1. Colocar una cápsula de evaporación en el horno de secado fijado a 105 oC durante
un mínimo de 30 minutos.
2. Enfriar a temperatura ambiente en un desecador con la tapa cerrada.
3. Después de enfriar, pesar la capsula de porcelana en la balanza analítica.
5.6.7 Procedimiento
1. Colocar entre 25 a 50 g de la muestra en la capsula de porcelana y pesar.
2. Colocar la capsula de porcelana que contiene la muestra en el horno a una
temperatura de 105 oC por 8 a 12 horas.
3. Hay un riesgo de la formación de una torta en la superficie. La formación de dicha
torta impide un secado uniforme; para evitar esto, una varilla de vidrio puede ser
71

pesado junto con la capsula de porcelana. Si la formación de la torta se produce
durante el secado, la varilla de vidrio se utiliza para agitar el lodo y así llevar el líquido
hacia la superficie para que entre en contacto con aire caliente.
4. En el caso de muestras que contienen cantidades considerables de agua, es preferible
realizar una evaporación previa (utilizando un baño térmico) antes de pesar la
muestra junto con el crisol; con el fin de eliminar la mayor parte del agua y así evitar
la pérdida de sustancias por salpicaduras.
5. Después de sacar la muestra del horno llevar a un desecador y dejar enfriar.
6. Una vez que la capsula de porcelana ha enfriado se pesa.
7. Colocar la capsula nuevamente en el horno a una temperatura de 105 oC durante una
hora.
8. Repetir paso 5,6 y 7 hasta obtener una masa constante que no debe de diferir en más
de 0.5% o 2mg del valor anterior.
5.6.8 Cálculos
El contenido de agua es expresado como porcentaje de masa o gramos por cada
kilogramo utilizando la ecuación 6.1.
Wc =mb - mc
mb - ma
×f (Ec.6.1)
Wc = es el contenido de agua en porcentaje o en gramos por kilogramo.
ma = Es la masa de la capsula del crisol vacío en gramos.
mb = Es la masa de la capsula de porcelana que contiene la muestra en gramos.
mc = Es la masa de la capsula de porcelana que contiene la materia seca en gramos.
f es un factor de conversión, f = 100 para expresiones cuyo resultado se desean en
porcentaje, mientras que f = 1000 para expresión en g/Kg.
5.6.9 Referencia
CEN [2003] Chemical Analyses – Determination of dry matter and water content on a
mass basis in sediment, sludge, soil, and waste – Gravimetric method.[En línea] <
http://www.ecn.nl/docs/society/horizontal/hor_desk_17_annex2.pdf>
[Consulta:15/06/2013].
72

5.7 Determinación de metales inorgánicos
5.7.1 Aplicación
Este método es aplicable para la determinación de antimonio, bismuto, cadmio, calcio,
cesio, cromo, cobalto, cobre, plomo, litio, magnesio, manganeso, níquel, paladio, platino,
potasio, rodio, rutenio, plata, sodio, estroncio, talio, estaño y zinc.
5.7.2 Método
Determinación de metales por espectrometría de absorción atómica utilizando método de
flama directa aire – acetileno: Método SM 3111B
5.7.3 Principio
En la espectroscopia de absorción atómica por medio de flama, la muestra es aspirada en
una flama y atomizada. Un haz de luz se dirige a través de la flama en un monocromador,
y sobre un detector que determina la cantidad de luz absorbida por el elemento atomizado
en la flama. Para algunos metales, la absorción atómica exhibe una sensibilidad superior
sobre la emisión de la flama. Porque cada metal tiene su propia característica longitud de
onda de absorción una lámpara de fuente compuesta de ese elemento es utilizada; esto
hace que el método sea relativamente libre de interferencias de radiación o espectral. La
cantidad de energía de la longitud de onda característica que es absorbida en la flama es
proporcional a la concentración del elemento en la muestra a un rango de concentración
limitado.
5.7.4 Interferencia
Interferencias químicas
Muchos metales se pueden determinar por aspiración directa de la muestra en una llama
de aire-acetileno. La interferencia más problemática es denominada del tipo "químico" y
es el resultado de la falta de absorción por átomos ligados en combinación molecular en
73

la llama. Esto puede ocurrir cuando la llama no es lo suficientemente caliente como para
disociar las moléculas o cuando el átomo disociado se oxida inmediatamente a un
compuesto que no se disociará más allá de la temperatura de la llama.
Tales interferencias pueden ser reducidas o eliminadas mediante la adición de elementos
o compuestos específicos de la solución muestra. Por ejemplo, la interferencia de fosfato
en la determinación de magnesio se puede superar mediante la adición de lantano. Del
mismo modo, la introducción de calcio elimina la interferencia de sílice en la
determinación de manganeso.
La aspiración de soluciones que contienen altas concentraciones de sólidos disueltos a
menudo da como resultado la acumulación de sólidos en la cabeza del quemador. Esto
requiere el apagado frecuente de la llama y la limpieza de la cabeza del quemador.
Preferiblemente usar una corrección de fondo en análisis que contienen más de 1% de
sólidos, especialmente cuando la línea de resonancia primaria del elemento de interés
está por debajo de 240 nm.
Corrección de fondo : La absorción molecular y la dispersión de la luz causada por
partículas sólidas en la llama pueden causar valores erróneamente altos de absorción
resulta en errores positivos. Cuando se producen estos fenómenos, se debe de utilizar
la corrección de fondo para obtener valores exactos. Para esto se puede utilizar
cualquiera de los tres tipos de corrección de fondo: fuente - continua, Zeeman o
corrección Smith-Hieftje.
Corrección de fondo fuente – continua : utiliza ya sea una lámpara de cátodo hueco
lleno de hidrógeno con un cátodo de metal o una lámpara de arco de deuterio. Cuando
tanto la fuente de la línea de la lámpara de cátodo hueco y la fuente de radiación
continua se colocan en la misma trayectoria óptica y comparten el tiempo, el fondo de
banda ancha a partir de la señal elemental se resta electrónicamente, y la señal
resultante será de compensada de fondo.
Corrección de fondo Zeeman : Esta corrección se basa en el principio de que un
campo magnético divide la línea espectral en dos haces de luz linealmente polarizados
paralelos y perpendiculares al campo magnético. Uno es llamado componente pi (π) y
el otro el componente sigma (σ). Estos dos haces de luz tienen exactamente la misma
longitud de onda y se diferencian sólo en el plano de polarización. La línea π será
74

absorbida tanto por los átomos del elemento de interés y por el ambiente causado por
la absorción de ancho de banda y la difusión de luz de la muestra matriz. La línea σ
será absorbida solamente por el fondo.
Corrección Smith – Hieftje : Esta corrección se basa en el principio de que la
absorbancia medida para un elemento específico se reduce a medida que la corriente
de la lámpara de cátodo hueco se incrementa mientras que la absorción de sustancias
absorbentes no específicos sigue siendo idéntica en todos los niveles presentes.
Cuando se aplica este método, la absorbancia a un modo de alta corriente se resta de
la absorbancia a un modo de baja corriente. En estas condiciones, cualquier
absorbancia debido a un ambiente no específico se resta a y se corrige.
5.7.5 Referencia
APHA, AWWA, WEF [1995] Standard methods for examination of water and wastewater.
19a Edición Pág 3-9, 3-13.
75

5.8 Determinación de Mercurio
5.8.1 Aplicación
Este método es un procedimiento de absorción atómica de vapor frío para la medición de
muestras de suelos, sedimentos, y todo tipo de lodos para la medición de mercurio total
(orgánico e inorgánico).
5.8.2 Método
Mercurio en desechos sólidos y semisólidos por la técnica manual de vapor frío: Método
SW 846 - 7471B
5.8.3 Principio
Antes del análisis, las muestras sólidas o semisólidas deben ser preparadas de acuerdo a
los procedimientos descritos por el método.
Este método utiliza de absorción atómica de vapor frío y se basa en la absorción de la
radiación en la longitud de onda de 253,7 nm por vapor de mercurio. El mercurio se
reduce al estado elemental y se airea a partir de una solución en un sistema cerrado. El
vapor de mercurio pasa por una cámara situada en la trayectoria de la luz de un
espectrofotómetro de absorción atómica. La absorbancia (altura de pico) se mide como
una función de la concentración de mercurio.
El límite de detección instrumento típico (IDL) para este método es de 0.0002 mg / L.
5.8.4 Interferencia
Los solventes, reactivos, material de vidrio, y otros equipos de procesamiento de
muestras pueden producir efectos y / o interferencias con el análisis de la muestra, por lo
que se debe demostrar que todos estos materiales están libres de interferencias en las
condiciones del análisis mediante el análisis utilizando un blanco.
76

Selección específica de los reactivos y la purificación de los disolventes por destilación en
todos los sistemas de vidrio puede ser necesaria.
Se añade permanganato de potasio para eliminar posibles interferencias de sulfuro.
Concentraciones tan altas como 20 mg / Kg de sulfuro, como sulfuro de sodio, no
interfieren con la recuperación de mercurio inorgánico añadido en agua para reactivos.
El cobre también interfiere, sin embargo, las concentraciones de cobre de alrededor de 10
mg / kg no tienen efecto sobre la recuperación de mercurio a partir de muestras
adicionadas.
Las muestras altas en cloruros requieren permanganato adicional (alrededor de 25 ml)
porque, durante la etapa de oxidación, los cloruros se convierten en cloro libre, que
también absorbe la radiación de 254 nm. Por lo tanto, debe tenerse cuidado para
asegurar que el cloro libre está ausente antes de que se reduzca el mercurio. Esto se
puede lograr mediante el uso de un exceso de reactivo de sulfato de hidroxilamina (25
ml). Además, el espacio de aire muerto en la botella de DBO debe purgarse antes de la
adición de sulfato de estaño. Alternativamente, la muestra puede dejarse en reposo
durante al menos una hora bajo una campana (sin purga activa) para eliminar el cloro.
Ciertos materiales orgánicos volátiles que absorben a esta longitud de onda también
pueden causar interferencias. Una ejecución preliminar sin reactivos puede ser usada
para determinar si este tipo de interferencia está presente.
5.8.5 Referencia
EPA [2007] Method 7471B: Mercury in solid or semisolid waste (manual cold-vapor
technique). [En línea] USA: <
http://www.epa.gov/osw/hazard/testmethods/sw846/pdfs/7471b.pdf> [Consulta:
20/06/2013].
77

5.9 Espectrometría de emisión atómica con plasma acoplado inductivamente
5.9.1 Aplicación
Este método es aplicado en la determinación de elementos traza, incluyendo metales, en
aguas subterráneas, suelos, lodos, sedimentos y otros residuos sólidos.
Elementos que determina el método: Arsénico, berilio, bario, boro, cadmio, calcio, cromo,
aluminio, antimonio, cobalto, cobre, hierro, plomo, litio, mercurio, molibdeno, níquel,
fosforo, potasio, selenio, sílice, plata, sodio, estroncio, talio, estaño, titanio, vanadio.
5.9.2 Método
6010: Espectrometría de emisión atómica con plasma acoplado inductivamente (ICP-
AES).
5.9.3 Principio
Las muestras deben ser solubilizadas o digeridas antes del análisis utilizando los métodos
de preparación de muestra adecuados. El instrumento mide características del espectro
de emisión por espectrometría óptica. Las muestras son nebulizadas y el aerosol
resultante es transportado a la antorcha de plasma. El espectro de emisión de un
elemento específico es producido por un radio-frecuencia de plasma acoplado
inductivamente. Los espectros se dispersa por un espectrómetro de rejilla, y las
intensidades de las líneas de emisión son monitoreados por dispositivos fotosensibles.
5.9.4 Interferencia
Las interferencias espectrales son causadas por la emisión de fondo de fenómenos
continuos o de combinación, la luz difusa de la línea de emisión de elementos de alta
concentración, la superposición de una línea espectral de otro elemento, o se superponen
sin resolver espectros de banda molecular.
Correcciones interelementales varían para la misma línea de emisión entre instrumentos
debido a diferencias en la resolución, según lo determinado en la rejilla, la entrada y
78

ancho de la ranura de salida, y por el orden de dispersión. Las correcciones
interelementales también varían dependiendo de la elección de los puntos de corrección
de fondo.
Los efectos de interferencia deben ser evaluados para cada instrumento individual, ya sea
configurado como un instrumento secuencial o simultáneo. Para cada instrumento, las
intensidades varían no sólo con la resolución óptica, sino también con las condiciones de
funcionamiento (como la energía y el caudal de argón). Al utilizar las longitudes de onda
recomendadas, el analista es requerido para determinar y documentar por cada longitud
de onda el efecto de las interferencias referenciadas en la tabla 2 de EPA en el método
6010, así como cualquier otra sospecha de interferencia que puede ser específica al
instrumento.
Los usuarios de los instrumentos secuenciales deben verificar la ausencia de interferencia
espectral mediante el escaneo en un rango de 0.5 nm centrada en la longitud de onda de
interés para varias muestras. La gama para el plomo, por ejemplo, sería 220.6 a 220.1
nm. Este procedimiento debe repetirse cada vez que una nueva matriz se va a analizar y
cuando una nueva curva de calibración se va a preparar utilizando diferentes condiciones
instrumentales.
Si la corrección de rutina está funcionando apropiadamente, la concentración de analito
determinado para análisis de cada solución de interferencia debe caer sin un rango de
concentración específica alrededor de la calibración del blanco. El rango de concentración
se calcula multiplicando la concentración del elemento de interferencia por el factor de
corrección probado y dividido por diez. Si después de la calibración del blanco la
concentración del analito aparente cae en dirección positiva o negativa, un cambio en el
factor de corrección de más del 10% debe ser sospechado. La causa del cambio debe ser
determinado y corregido y el factor de corrección actualizado. Las soluciones de
comprobación de la interferencia se deben analizar más de una vez para confirmar el
cambio que se ha producido.
Cuando se aplican correcciones interelementales, su exactitud debe ser verificada
diariamente, por medio de análisis de soluciones de comprobación de la interferencia
espectral. Los factores de corrección o matrices de corrección multifactoriales probadas a
diario deben estar dentro de los criterios de 20% durante cinco días consecutivos. Todos
los factores de corrección interelementales espectrales o matrices de corrección
79

multivariados deben ser verificados y actualizado cada seis meses o cuando se produce
un cambio de instrumentación, tal como uno en la antorcha, nebulizador, inyector, o
condiciones de plasma. Las soluciones estándar deben inspeccionarse para garantizar
que no hay contaminación que pueda ser percibida como una interferencia espectral.
Cuando no se utilizan correcciones interelementales, se requiere la verificación de la
ausencia de interferencia (Ver EPA método 6010).
Interferencias físicas son efectos asociados con la nebulización de la muestra y los
procesos de transporte. Los cambios en la viscosidad y tensión superficial pueden causar
inexactitudes significativas, especialmente en muestras que contienen alto contenido de
sólidos disueltos o concentraciones altas de ácido. Si se tienen interferencias físicas,
estas deben ser reducidas por medio de la dilución de la muestra, mediante el uso de una
bomba peristáltica, utilizando un estándar interno, o mediante el uso de un nebulizador de
alto contenido en sólidos.
5.9.5 Referencia
EPA [2007] Method 6010C: Inductively coupled plasma- atomic emission spectrometry [En
línea] USA: < http://www.epa.gov/osw/hazard/testmethods/sw846/pdfs/6010c.pdf >
[Consulta: 17/06/2013].
80

5.10 Determinación de materia orgánica
5.10.1 Aplicación
Este método es utilizado para muestras de lodos o de suelos.
5.10.2 Método
Walkley- Black: Determinación de materia orgánica
5.10.3 Principio
Este método emplea la oxidación de la materia orgánica mediante dicromato de potasio
en medio acido (H2SO4). La reacción toma el calor de la disolución del ácido, elevando así
la temperatura y logrando la oxidación del carbono orgánico. Posteriormente el dicromato
residual es titulado mediante una sal ferrosa. La materia orgánica del lodo o suelo se
obtiene indirectamente mediante la consideración que el 58% de la materia orgánica es
carbono.
5.10.4 Interferencia
La presencia de iones cloruro o ferrosos y óxidos de manganeso pueden afectar la
cuantificación de materia orgánica.
5.10.5 Equipo y materiales
3 Matraces Erlemmeyer de 250 mL por muestra
1 Matraz Erlemmeyer de 250 mL para el “blanco”
4 Vasos de precipitados de 100 mL
81

1 Probeta de 100 mL
1 Probeta de 10 mL
1 Pipeta graduada de 10 mL
1 Pipeta volumétrica de 5 mL
1 Espátula
1 Pizeta
1 Balanza analítica
1 Bureta de 25 mL
1 Soporte con pinzas para bureta
1 Reloj
5.10.6 Reactivos
Acido sulfúrico (H2SO4 (C))
Ácido fosfórico (H3PO4 (C))
Dicromato de potasio K2Cr2O7 0.3 M.
Sulfato Ferroso FeSO4 0.5 M.
Indicador bariosulfonato de difenilamina al 0.16%
5.10.7 Procedimiento
1. Pesar 0.6g de lodo seco y distribuir 0.2g en tres erlenmeyer.
2. Agregar 5ml de K2Cr2O7 0.3 M a cada erlenmeyer y en un erlenmeyer vacio preparar un
blanco.
3. Adicionar a cada erlenmeyer 10ml de H2SO4 (C) incluyendo el blanco.
4. Agitar durante 1 min cada erlenmeyer con la precaución que el lodo seco no se adhiera
a las paredes y reposar por 30min.
82

5. Agregar 100ml de agua destilada y 5ml de H3PO4 (C) .
6. Agregar 5 gotas de indicador bariosulfonato de difenilamina y titular con FeSO4 0.5 M
hasta un color verde esmeralda.
5.10.8 Calculo
Calculo de la concentración de sulfato ferroso
El cálculo de sulfato ferroso se realiza utilizando la ecuación 6.2.
N1V1=N2V2 (Ec. 6.2)
Reactivo 1: K2Cr2O7
Reactivo 2: FeSO4
N1= 1N
V1=5ml
N2= concentración FeSO4 a determinar.
V2= volumen gastado al titular el blanco
%MO=[ (VK2 Cr2 O7
) (NK2 Cr2 O7 )] - [ (VFeSO4
) (NFeSO4 ) ]
Peso de la muestra *0.69 (Ec. 6.3)
La ecuación 6.3, muestra el cálculo que se debe realizar para determinar el porcentaje de
materia orgánica. La concentración N FeSO4 se determina al titular el blanco. El V FeSO4
es el que se obtiene al titular cada una de las muestras.
5.10.9 Referencia
Valencia, C [2008]. Manual de laboratorio de edafología [en línea] México <
http://www.agricolaunam.org.mx/edafologia/PAPIME%20MANUAL%20LABORATORIO/
MANUAL%20EDAFOLOGIA%20%2008%20septiembre.pdf> [Consulta: 19/06/2013].
83

5.11 Determinación de Nitrógeno
5.11.1 Aplicación
Este método es aplicado a aguas superficiales, salinas, así como a residuos domésticos e
industriales. El método es aplicado a un rango de 0.1-20 mg/L TKN, el cual se puede
extender diluyendo la muestra.
5.11.2 Método
351.2: Determinación de nitrógeno kjeldahl total (TKN) mediante colorimetría
semiautomática.
5.11.3 Principio
La muestra es calentada en presencia de acido sulfúrico por 2h 30min, el residuo es
enfriado, diluido a 25ml y se analiza para determinar amoniaco. El TKN es la suma de
compuestos libre de amoniaco y nitrógeno orgánico, los cuales son convertidos en sulfato
de amonio bajo condiciones de digestión. El nitrógeno orgánico es la diferencia obtenida
entre el TKN y el amoniaco libre.
5.11.4 Interferencia
Las altas concentraciones de nitrato conllevan a valores bajos de TKN, si esto sucede las
muestras se deben de diluir y ser analizadas nuevamente.Contaminación en el agua,
cristalería y aparatos de procesamiento de la muestra.
5.11.5 Referencia
O`Dell, J [1993] Chemical Analyses – Determination of total kjeldahl nitrogen bye
semiautomated colorometry method. [En línea] <
84

http://water.epa.gov/scitech/methods/cwa/bioindicators/upload/2007_07_10_methods_met
hod_351_2.pdff> [Consulta: 16/06/2013].
5.12 Determinación de Carbono
5.12.1 Aplicación
Este método es aplicado a aguas superficiales, salinas, así como a residuos domésticos e
industriales. La medición carbono orgánico debe ser mayor a 1mg/l.
5.12.2 Método
9060A: Carbono orgánico total
5.12.3 Principio
El carbono orgánico en la muestra se convierte a dióxido de carbono por medio de
combustión catalítica o por oxidación química húmeda. El dióxido de carbono formado se
puede medir directamente por un detector infrarrojo o convertirse en metano para ser
medido por un detector de ionización por llama. La cantidad de dióxido de carbono o de
metano es directamente proporcional a la concentración de material carbonoso en la
muestra.
5.12.4 Interferencia
Los carbonatos y bicarbonatos deben ser removidos o contabilizarse en el cálculo final.El
procedimiento se aplica solo para muestras homogéneas que pueden ser insertadas
dentro del aparato de forma reproducible mediante una pipeta. La abertura de la pipeta
limita el tamaño máximo de partícula que puede ser incluida en la muestra.
5.12.5 Referencia
EPA [2007] Method 9060A: Total organic carbon [En línea] USA: <
http://www.epa.gov/osw/hazard/testmethods/sw846/pdfs/9060a.pdf > [Consulta:
21/06/2013].
85

5.13 Determinación de compuestos Organoclorados
5.13.1 Aplicación
Este método se puede usar para determinar las concentraciones de diversos plaguicidas
organoclorados en los extractos de las matrices de sólidos y líquidos, utilizando sílice
fundida, tubular – abierto, columnas capilares con detectores de captura de electrones
(ECD) o detectores de conductividad electrolítica (ELCD).
Los siguientes compuestos so por este método utilizando un sistema de análisis de una
sola o de doble columna: Aldrín, α-BHC, β-BHC, γ-BHC (Lindano), δ-BHC, cis-Clordano,
trans-Clordano, Clordano, Clorobencilato, 1,2-Dibromo-3-cloropropano (DBCP), 4,4'-
DDD, 4,4'-DDE, 4,4'-DDT, Dialato, Dieldrin, Endosulfán I, Endosulfán II, Endosulfan
sulfato, Endrín, Endrín aldehído, Endrin cetona, Heptacloro, Heptacloro epóxido,
Hexaclorobenzeno, Hexaclorociclopentadieno, Isodrin, Metoxicloro, Toxafeno.
5.13.2 Método
SW 846 Método 8081B: Plaguicidas Organoclorados utilizando cromatografía de gas.
5.13.3 Principio
Una cantidad de la muestra ya sea líquida o sólida es extraída utilizando la técnica de
extracción apropiada para la muestra matriz – especifica.
Las muestras acuosas pueden ser extraídas a un pH neutro con cloruro de metileno
utilizando la técnica apropiada (indicada en el método), mientras que las muestras sólidas
pueden ser extraídos con hexano-acetona (1:1) o cloruro de metileno-acetona (1:1)
utilizando el Método 3540 (Soxhlet), Método 3541 (automatizado de Soxhlet), Método
3545 (extracción de fluido a presión), Método 3546 (extracción por microondas), Método
3550 (extracción por ultrasonidos), Método 3562 (extracción de fluido supercrítico), u otra
técnica o disolventes apropiados.
86

Una variedad de pasos de limpieza son necesarios para realizar el extracto, dependiendo
de la naturaleza de las interferencias de la matriz y los analitos objetos. Las limpiezas
sugeridos por el método incluyen utilización de alúmina (Método 3610), Florisil, gel de
sílice (Método 3630), y azufre (Método 3660), entre otros.
Después de la limpieza, el extracto se analizó mediante la inyección de una parte alícuota
de medida en un cromatógrafo de gases equipado con una columna calibre estrecho o de
gran calibre capilar de sílice fundida, y, o bien un detector de captura de electrones (GC /
ECD) o un detector de conductividad electrolítica (GC / ELCD).
5.13.4 Interferencia
Los solventes, reactivos, material de vidrio, y otros equipos de procesamiento de
muestras pueden producir efectos y / o interferencias con el análisis de la muestra, por lo
que se debe de demostrarse que está libre de interferencias en las condiciones del
análisis utilizando un blanco. Selección específica de los reactivos y la purificación de los
disolventes por destilación en todos los sistemas de vidrio puede ser necesaria.
Interferencias co-extraídas de las muestras varían considerablemente a partir de residuos
a residuos. Mientras que las técnicas generales de limpieza es referenciada o se
proporcionada como parte de este método, las muestras únicas pueden requerir enfoques
de limpieza adicionales para alcanzar grados deseados de la exclusión y cuantificación.
Fuentes de interferencias en este método se pueden agrupar en tres grandes categorías,
de la siguiente manera:
Disolventes contaminados, reactivos, o el hardware de procesamiento de
muestras.
Contaminación en el cromatografo (CG) en el gas portador, piezas, superficies de
columnas, o las superficies del detector.
Compuestos extraídos de la matriz de la muestra a la que el detector responderá.
Interferencias por ésteres de ftalato introducidos durante la preparación de la muestra
pueden plantear un problema importante en las determinaciones de plaguicidas.
Interferencias de ésteres de ftalato se pueden minimizar evitando el contacto con
cualquier material de plástico y comprobando todos los disolventes y reactivos para
ftalato de contaminación.
87

La contaminación cruzada por la limpieza del vidrio se produce habitualmente cuando los
plásticos se manejan durante las etapas de extracción, sobre todo cuando se manejan
superficies de contacto con el medio disolvente. El vidrio debe limpiarse cuidadosamente.
Limpiar todo el material de vidrio tan pronto como sea posible después de su uso con un
enjuague del último disolvente utilizado. Esto debe ser seguido por un lavado con
detergente y agua caliente, por ultimo enjuagar con agua del grifo y agua destilada.
Escurrir la cristalería y secarlo en un horno a 130 oC por varias horas, o enjuagar con
metanol y desagüe. Guarde recipientes de vidrio secos en un ambiente limpio. (Otros
procedimientos de limpieza de material de vidrio adecuado se pueden emplear.)
La presencia de azufre dará lugar a picos anchos que interfieren con la detección de
plaguicidas organoclorados principios de elución, este tipo de contaminación es de
esperar con muestras de sedimentos.
Las ceras, lípidos, y otros materiales de alto peso molecular se pueden retirar por la
limpieza con gel cromatografía de permeación (Método 3640).
Otros pesticidas derivados halogenados o productos químicos industriales pueden
interferir con el análisis de los plaguicidas. Ciertos pesticidas organofosforados
coeluyentes pueden eliminarse utilizando el Método 3640 (GPC - opción de plaguicidas).
Clorofenoles coeluyentes pueden ser eliminados mediante el uso de método 3630 (gel de
sílice), Método 3620 (Florisil), o el método 3610 (alúmina), de la guía de métodos SW 846
de EPA.
Bifenilos policlorados (PCB) también pueden interferir con el análisis de los plaguicidas
organoclorados. El problema puede ser más grave para el análisis de analitos de multiple
componentes tales como clordano, toxafeno, y estrobano. Si se sabe o se espera que
ocurra que exista precensia de PCB, el analista debe consultar Métodos 3620 y 3630 (SW
846 de EPA) para las técnicas que pueden utilizarse para separar los pesticidas de los
PCB.
88

5.13.5 Referencia
EPA [2007] Method 8081B: Organochlorine pesticides by gas chromatography. [En línea]
USA: < http://www.epa.gov/osw/hazard/testmethods/sw846/pdfs/8081b.pdf> [Consulta:
21/06/2013].
89

5.14 Determinación de Benceno
5.14.1 Aplicación
Este método se utiliza para determinar las concentraciones de compuestos orgánicos
volátiles, y algunos compuestos orgánicos semivolátiles bajo punto de ebullición, en una
variedad de muestras de residuos líquidos, sólidos, y aceitosa, así como tejidos de
animales. Este método es aplicable a casi todos los tipos de muestras sin agua, suelo,
sedimentos, lodos y aceites.
Este método se puede utilizar para cuantificar los compuestos orgánicos más volátiles que
tienen un punto de ebullición por debajo de 245 oC y un coeficiente de partición agua-a-
aire por debajo de 15.000 e incluye compuestos que son miscibles con agua; entre los
que se puede mencionar: Acetona, acetonitrilo, Acetofenona carboxilasa , Anilina,
Benceno, Bromoclorometano, Bromodiclorometano, Bromometano, n-Butilbenceno,
Disulfuro de carbono , Tetracloruro de carbono, Clorobenceno, Clorodibromometano,
Cloroetano, Cloroformo, Clorometano ,2-Clorotolueno, 4-Clorotolueno, Éter etílico, Etanol,
Acetato etílico, Etilbenceno, 2-Hexanona, Yodometano, Alcohol isobutil, Isopropilbenceno,
p-Isopropiltolueno, Cloruro de metileno, Naftaleno, Propionitrilo, , n-Propilbenceno,
Piridina, Estireno, Tetracloroeteno, Tolueno, Tricloroeteno , Triclorofluorometano,
Cloruro de vinilo, o-Xileno, m-Xileno, p-Xileno , entre otros.
5.14.2 Método
SW 846 Método 8261: Compuestos orgánicos volátiles por destilación al vacío en
combinación de cromatografía de gases / espectrometría de masa.
5.14.3 Principio
Una alícuota de una muestra líquida, sólida, o de tejido se transfiere a un matraz de
muestra, que se adjunta después al aparato de destilación al vacío. Los tamaños de las
muestras pueden variar dependiendo de los requisitos analíticos, durante el uso de la
misma curva de calibración. Las correcciones de sustitución serán compensadas por las
variaciones de tamaño de la muestra.
90

La presión de la cámara de la muestra se reduce utilizando una bomba de vacío y se
mantiene en aproximadamente 10 torr (la presión de vapor de agua) para eliminar el agua
de la muestra. El vapor se hace pasar sobre un serpentín del condensador enfriado a 5oC
lo que da como resultado la condensación de vapor de agua. El destilado condensado es
atrapado criogénicamente en una sección de tubo de acero inoxidable enfriado a la
temperatura del nitrógeno líquido (-196 oC).
Después de un período de destilación apropiada, que puede variar debido a la matriz o
grupo de analito, el condensado contenido en el criotrampa se desorba térmicamente y se
transfiere al cromatógrafo de gas utilizando helio como gas portador.
Los analitos eluidos de la columna cromatográfica de gas se introducen en el
espectrómetro de masa a través de un separador de chorro o una conexión directa.
La cuantificación se lleva a cabo en tres pasos específicos:
El primer paso es la medición de la respuesta de cada analito en el espectrómetro de
masas. La cantidad (masa) de analito introducido en el espectrómetro de masas se
determina mediante la comparación de la respuesta (área) de la cuantificación de iones
para el analito a partir de un análisis de la muestra a la respuesta de iones de
cuantificación generada durante la calibración inicial. El segundo paso es la determinación
de la recuperación sustituto y del analito. Por último, utilizando la recuperación predicha,
tamaño de la muestra, y la cantidad de analito detectada en el espectrómetro de masas,
se calcula la concentración de analito.
5.14.4 Interferencia
Los solventes, reactivos, material de vidrio, y otros equipos de procesamiento de
muestras pueden producir efectos y / o interferencias con el análisis de la muestra. Todos
estos materiales deben ser a estar libre de interferencias en las condiciones del análisis,
por lo que es necesario realizar un análisis de utilizando un blanco.
Interferencias de destilados a partir de la muestra pueden variar de una fuente a otra,
dependiendo de la muestra o de la matriz en particular. El sistema de análisis debe ser
revisado para asegurar la libertad de interferencias mediante el análisis de métodos que
91

utilizan los espacios en blanco en las condiciones analíticas idénticas utilizadas para las
muestras.
El laboratorio donde el análisis se va a realizar debe estar completamente libre de
disolventes. Muchos disolventes comunes, como la acetona y cloruro de metileno, se
encuentran con frecuencia en el aire de laboratorio a niveles bajos. La muestra de la
cámara de recepción debe ser cargada en un ambiente limpio para eliminar la posibilidad
de contaminación a partir de fuentes ambientales.
Las muestras pueden contaminarse durante el transporte. Blancos de campo y viaje
deben ser analizados para asegurar la integridad de la muestra transportada. Se
recomienda que siempre que sea posible, las alícuotas de muestra y sustitutos se
transfieren directamente a matraces de muestra en el campo, se pesen y se sellen
usando Viton® (o equivalente).
Impurezas en el gas de purga y a partir de compuestos orgánicos a cabo de la
desgasificación de la representa la mayoría de los problemas de contaminación. El
sistema de análisis debe demostrar estar libre de la contaminación en las condiciones del
análisis mediante la inclusión del análisis de blancos a los reactivos. Todas las líneas de
gas deben estar equipados con trampas para eliminar los hidrocarburos y oxígeno.
5.14.5 Referencia
EPA [2007] Method 8261: Volatile organic compounds by vacuum distillation in
combination with gas chromatography/mass spectrometry (VD/GC/MS). [En línea] USA: <
http://www.epa.gov/osw/hazard/testmethods/sw846/pdfs/8261.pdf > [Consulta:
21/06/2013].
92

5.15 Determinación de coliformes fecales.
5.15.1 Aplicación
Este método describe el procedimiento de fermentación por tubos múltiples [también
llamado como procedimiento del número más probable (NMP)] para la detección y
enumeración de bacterias coliformes fecales, incluyendo Escherichia coli que están
presente en los lodos. Estos métodos utilizan medios de cultivo específicos y la
temperatura elevada para aislamiento y enumeración de organismos coliformes fecales.
5.15.2 Método
EPA 1680: Coliformes fecales en biosólidos por el procedimiento de fermentación de
tubos múltiples.
5.15.3 Principio
Las densidades de coliformes fecales de los los pueden ser determinados por el
procedimiento NMP utilizando dos opciones de medios de cultivo.
Prueba utilizando caldo lauril triptosa (LTB), además de un paso de confirmación
con caldo EC.
Se requiere un mínimo de cuatro diluciones de la muestra. Cada dilución de la muestra se
inocula en cuatro tubos de ensayo, que contiene caldo LTB estéril y un tubo de Durham
invertido (producción de gas).
Los tubos con LTB con la muestra se incuban en un baño de agua a 35 ° C. Después de
24 horas, los tubos se examinan para observar el crecimiento de bacterias y la
producción de gas. La producción de gas es observada mediante la formación de
burbujas de gas dentro del tubo de Durham. Los tubos negativos se incuban de nuevo
durante 24 horas y son reevaluados. Si no se producen gases en el medio LTB en 48 es
una prueba da negativo.
Tubos con medio EC se incuba con una porción de las muestras que resultaron positivos
utilizando caldo LTB en un baño de agua a 44,5 ° C durante 24 horas. La producción de
93

gas en caldo EC durante 24 horas se considera una reacción positiva de coliformes
fecales. Si no hay presencia de gas indica que no hay coliformes fecales.
Prueba de un solo paso directo con medio A-1.
Se requiere un mínimo de cuatro diluciones de la muestra. Cada dilución de la muestra se
inocula en cuatro tubos de ensayo, que contiene medio A - 1 estéril y un tubo de Durham
invertido (producción de gas).
Los tubos con muestra se incuban en un baño de agua a 35 ° C durante 3 horas,
después se transfiere a un baño de agua a 44,5 ° C. Después de 21 horas, los tubos se
examinan para observar el crecimiento y la producción de gas. La producción de gas en
24 horas o menos es una reacción positiva que indica la presencia de coliformes fecales.
5.15.4 Interferencia
Procedimiento NMP: Puesto que los cuadros de NPM se basan en una distribución de
Poisson, si la muestra no se mezcla adecuadamente para asegurar una distribución igual
de células bacterianas antes de retirar porciones, el valor del NPM será una mala
representación de la densidad bacteriana.
5.15.5 Referencia
EPA [2002] Method 1680: Fecal Coliforms in Biosolids by Multiple-Tube Fermentation
Procedures. [En línea] USA: <
http://water.epa.gov/scitech/methods/cwa/bioindicators/upload/2008_11_25_methods_met
hod_biological_1680-bio.pdf> [Consulta: 21/06/2013].
94

5.16 Determinación de Salmonella.
5.16.1 Aplicación
Este método sirve para la detección y recuento de Salmonella spp. en los lodos de las
aguas residuales tratadas por medio de enriquecimiento, selección y caracterización. A
pesar que puede ser utilizado para la detección de bacterias Salmonella spp., este
método no puede diferenciar entre serovariedades de Salmonella spp.
5.16.2 Método
EPA 1682: Salmonella spp. en biosólidos por caracterización bioquímica, enriquecimiento
y selección.
5.16.3 Principio
El caldo de enriquecimiento de Selenito Verde Brillante con Sulfa (SBG), el agar
semisólido modificado Rappaport-Vasilliadis (MSRV) y el caldo Rappaport-Vasilliadis (RV)
se presentan como procedimientos en el Método 1682 para aportar la enumeración de
Salmonella spp. en lodos basado en el número más probable (NMP).
La determinación de Salmonella spp. implica la siembra inicial en el medio ya sea SBG
selectivo, el en caldo de enriquecimiento soja tríptico (TSB) o en el medio de pre-
enriquecimiento de agua de peptona tamponada con fosfato (BPW) más el
enriquecimiento en caldo de RV. Los resultados positivos del medio SBG son sembrados
o colocados en un medio selectivo y de siembra diferencial agar xilosa-lisina desoxicolato
(XLD) y agar lisina hierro modificado (MLIA). Esos organismos que exhiben crecimiento
en TSB se manchan sobre el medio selectivo MSRV. Los Tubos con RV positivos se
aíslan sobre agar lisina-manitol-glicerol (LMG) y se purificaron en agar MacConkey. Las
pruebas confirmatorias para los tres tipos de procedimientos se realizan con agar lisina-
hierro (LIA), agar triple azúcar-hierro (TSI) y medio de prueba de ureasa, seguido de
tipificación serológica positiva utilizando antisueros polivalentes. La determinación de
porcentaje total de sólidos se lleva a cabo sobre una muestra representativa de biosólidos
para los cálculos de peso seco NMP / g.
95

5.16.4 Interferencia
Procedimiento NMP: Puesto que los cuadros de NPM se basan en una distribución de
Poisson, si la muestra no se mezcla adecuadamente para asegurar una distribución igual
de células bacterianas antes de retirar porciones, el valor del NPM será una mala
representación de la densidad bacteriana.
Estimaciones bajas de Salmonella spp. puede ser causada por la presencia de un alto
número de organismos competidores o inhibidora, o sustancias tóxicas tales como
metales o compuestos orgánicos.
Las bacterias que compiten con Salmonella spp., tales como Proteus, pueden crecer
demasiado el medio y evitar la detección.
5.16.5 Referencia
EPA [1998] Method 1682: Salmonella spp. in Biosolids by Enrichment, Selection and
Biochemical Characterization [En línea] USA: <
http://water.epa.gov/scitech/methods/cwa/bioindicators/upload/2008_11_25_methods_met
hod_biological_1682-bio.pdf> [Consulta: 18/06/2013].
96

5.17 Determinación de Huevos de Helminto
5.17.1 Aplicación
Este método se puede utilizar para determinar total de parásitos, Ascaris total, Ascaris
viable, Trichuris, Hymenolepis, Toxocara y puede ser aplicado a lodos de aguas
residuales, asi como otros materiales sólidos y semisólidos.
5.17.2 Método
Método analítico para la determinación de Huevos de Helminto viable: EPA 600/1- 18-014.
5.17.3 Principio
Este procedimiento identifica, cuantifica y determina la variabilidad de diferentes tipos de
huevos de parásitos intestinales. Las muestras sólidas son mezcladas con una solución
buffer que contiene un surfactante. La mezcla se tamiza para eliminar las partículas
grandes. Los sólidos en el la porción tamizada sedimenta y el supernadante es
decantado. El sedimento es sometido a una centrifugación utilizando Sulfato de zinc. Este
procedimiento de flotación produce unas posibles capas que contienen Ascaris y otros
huevos de parásitos. Material proteico es removido por un paso de extracción con
alcohol/éter ácido y el extracto obtenido es incubado a 26oC hasta que los huevos de
Ascaris lumbricoides var. estén completamente embrionados. Luego el extracto es
examinado en microscopio. El conteo de huevos se realiza utilizando el conteo de
Sedgwick – Rafter.
5.17.4 Interferencia
La concentración de la muestra aumenta la probabilidad de que se detectará huevos si se
encuentran en la muestra.
La prueba requiere un entrenamiento intensivo para que el analista pueda identificar los
huevos en una mezcla compleja de escombros y para determinar la viabilidad.
97

La prueba puede llegar a tomar hasta cinco semanas para completarse incluyendo el
proceso de muestreo y la incubación.
Numerosas transferencias de la muestra a un nuevo contenedor puede disminuir la
recuperación de huevos nativos.
5.17.5 Referencia
EPA [1992] Control of Pathogens and Vector Attraction in Sewage Sludge [En línea] USA:
http://nepis.epa.gov/Adobe/PDF/30004KS2.pdf [Consulta: 10/06/2013].
98

5.18 Determinación del contenido total de carbono, hidrógeno y nitrógeno
5.18.1 Aplicación
Este método se puede utilizar para la determinación de carbono, hidrógeno y nitrógeno en
biocombustibles sólidos.
5.18.2 Método
CEN/TS 15104: Biocombustibles sólidos - Determinación del contenido total de carbono,
hidrógeno y nitrógeno.
5.18.3 Principio
Una masa conocida de la muestra se quema en oxígeno, o en una mezcla de gas
portador de oxígeno, en condiciones tales que se convierte en ceniza y productos
gaseosos de la combustión. Estos consisten principalmente de dióxido de carbono, vapor
de agua, nitrógeno elemental y / u óxidos de nitrógeno, óxidos y oxiácidos de azufre y
haluros de hidrógeno. Los productos de la combustión son tratados para asegurar que
cualquier hidrógeno asociado con azufre o haluros de productos de la combustión se
libera en forma de vapor de agua. Los óxidos de nitrógeno se reducen a nitrógeno
elemental, y los productos de la combustión que puedan interferir con los procedimientos
de análisis de gas posteriores se eliminan. El dióxido de carbono, vapor de agua y
fracciones de masa de nitrógeno de la corriente de gas se determina cuantitativamente a
continuación, por los procedimientos instrumentales de análisis de gas apropiados.
5.18.4 Referencia
EVS [2005] Solid biofuels - Determination of total content of carbon, hydrogen and
nitrogen - Instrumental methods [En línea] Estonia: http://www.evs.ee/preview/cen-ts-
15104-2005-en.pdf [Consulta: 25/06/2013].
99

5.19 Determinación del contenido total de azufre, cloro, flúor y bromo.
5.19.1 Aplicación
Este método especifica la determinación de S, Cl, F y Br en combustibles sólidos
recuperados de diverso origen y la composición después de la combustión en atmósfera
de oxígeno. Este método es aplicable para las concentraciones de más de 0,025 g / kg,
dependiendo del elemento y de la técnica de determinación. En el caso de flúor este
método es aplicable para la concentración de más de 0,015 g / kg.
5.19.2 Método
EN 15408:2011: Biocombustibles sólidos - Determinación del contenido total de azufre,
cloro, flúor y bromo.
5.19.3 Principio
Este método consiste en un procedimiento de combustión de oxígeno seguido por la
captura de azufre, cloruro, fluoruro y bromuro en una solución absorbente y la
determinación posterior por diferentes técnicas. Alternativamente, las técnicas directas
automáticas se pueden utilizar para la determinación de S y Cl.
5.19.4 Referencia
EVS [2011] Solid recovered fuels - Methods for the determination of sulphur (S), chlorine
(Cl), fluorine (F) and bromine (Br) content [En línea] Estonia:
http://www.evs.ee/preview/evs-en-15408-2011-en.pdf [Consulta: 25/06/2013].
100

5.20 Determinación de Cenizas
5.20.1 Aplicación
Este método incluye la determinación de residuos inorgánicos como cenizas en muestras
de carbón y coque de carbón.
5.20.2 Método
ASTM D3174 – 12: Ceniza en el análisis de muestras de Carbón y Coque de Carbón.
5.20.3 Principio
Ceniza se determina pesando el residuo que queda después de quemar la muestra en
condiciones controladas de peso de la muestra, temperatura, tiempo, atmósfera, y las
especificaciones del equipo.
5.20.4 Referencia
ASTM [2012] ASTM D3174 - 12 Standard Test Method for Ash in the Analysis Sample of
Coal and Coke from Coal [En línea]: http://www.astm.org/Standards/D3174.htm [Consulta:
25/06/2013].
101

5.21 Determinación de cantidad de energía
5.21.1 Aplicación
Este método de ensayo cubre la determinación del poder calorífico del carbón y el coque
utilizando la bomba calorimétrica adiabática.
5.21.2 Método
ASTM D2015: Poder calorífico de combustibles sólidos por calorímetro de bomba
adiabática.
5.21.3 Principio
El valor calorífico, es determinado por este método, quemando una muestra pesada, en
oxígeno, en una bomba calorimétrica adiabática bajo condiciones controladas. El poder
calorífico de la muestra se calcula a partir de la temperatura, de las observaciones hechas
antes, durante y después de la combustión, haciendo las asignaciones apropiadas al el
calor aportado por otros procesos, para el termómetro, así como las correcciones
termoquímicas.
5.21.4 Referencia
ASTM [1996] ASTM D 2015: Standard Test Method for Gross Calorific Value of solid fuel
by the Adiabatic Bomb Calorimeter [En línea]:
https://law.resource.org/pub/us/cfr/ibr/003/astm.d2015.1996.pdf [Consulta: 25/06/2013].
102

6 CONCLUSIONES Y RECOMENDACIONES
6.1 Conclusiones
A partir de la información recolectada en el presente trabajo se puede concluir lo
siguiente:
Los lodos son un subproducto obtenido del proceso en el tratamiento de aguas
residuales tanto, ordinarias como especiales y este es un residuo que aumenta
día a día, por tal razón y debido a sus características físicas, químicas y
biológicas, es necesario buscar diferentes alternativas para su gestión y
disposición final.
Los lodos ordinarios están conformados principalmente de materia orgánica,
elementos inorgánicos incluyendo trazas de metales tóxicos y microorganismos,
siendo estos una fuente de patógenos y malos olores, por lo que es necesario
realizar un tratamiento de lodos con la finalidad de obtener un producto que sea
adecuado para su disposición final que se encuentre libre de patógenos, de olores,
además para disminuir su volumen y eliminar líquidos.
Entre las diferentes vías de tratamientos de lodos se encuentran la aplicación al
suelo, compostaje, procesos energéticos y cerámicos; por lo que para elegir cual
tratamiento es el más conveniente utilizar, primero se propone establecer si se
trata de un lodo peligroso o no, y a partir de ello determinar sus características
siguiendo el protocolo para la caracterización de lodos propuesto.
Actualmente en El Salvador no se tiene ninguna ley o reglamento específico para
el tratamiento de lodos; por tal razón pocas plantas de tratamientos que tienen un
sistema para la gestión de lodos, por lo que comúnmente los lodos de aguas
residuales ordinarios son aplicados de forma directa al suelo sin realizar ningún
tratamiento previo o son llevados a MIDES para su disposición final en rellenos
sanitarios.
103

Con el fin de facilitar futuras investigaciones sobre la gestión de lodos en El
Salvador, el protocolo presentado incluye las diferentes vías de tratamiento
propuestas cada una con las características que son necesarias conocer previo a
su realización, muestreo de lodos (toma y conservación de la muestra), así como
los métodos y técnicas que mejor se ajustan para la caracterización de lodos de
plantas de tratamiento de aguas en el país.
Las metodologías y procedimientos propuestos en el protocolo para la
caracterización de lodos de plantas de tratamiento de aguas ordinarias, son
basadas en su mayoría en diferentes organizaciones como EPA, APHA, ASTM,
etc. , ya que los métodos propuestos por estas organizaciones son confiables y
puede ser utilizado para cualquier planta de tratamiento de aguas residuales que
genere lodos.
6.2 Recomendaciones
Llevar a la práctica los métodos del protocolo de caracterización de los lodos para
así poder realizar una comparación entre dichos métodos y los parámetros que se
tienen en otros países.
Evaluar las diferentes vías de tratamiento de lodos propuesto, realizando
comparaciones tanto económicas, medioambientales y sociales; esto con la
finalidad de determinar que problemas y la influencia que podría ocasionar en el
país cada uno de los métodos planteados.
Investigar más a detalle acerca de la disposición final de lodos en vertederos y
determinar si realmente se cumplen los parámetros establecidos para evitar que
los contaminantes del lodo pasen a mantos acuíferos.
Al momento de recolectar la muestra para proceder a realizar su análisis en el
laboratorio, se debe cumplir con los parámetros de control de temperatura, tipo de
recipiente a utilizar y del tiempo máximo en que se pueden realizar las pruebas, a
fin de obtener resultados óptimos.
104

105

106

GLOSARIO
B
Bacterias Metanogénicas: Son bacterias anaeróbicas que consumen ácidos orgánicos,
principalmente el ácido acético para la formación de metano.
Biogás: Mezcla de gases que se obtiene por la biodegradación de materia orgánica,
siendo sus principales componentes metano y dióxido de carbono.
C
Compost: Materia orgánica rica en compuestos húmicos, que es obtenido a partir de una
descomposición biológica
Compost fresco: Material orgánico parcialmente descompuesto y tiene características que
lo hacen apropiado para determinados usos o cultivos.
Compost Maduro: Material orgánico que ha experimentado descomposición y está en
proceso de humificación (estabilización); se caracteriza por contener los nutrientes en
formas fácilmente disponibles para las plantas.
D
Demanda Química de Oxigeno (DQO): cantidad de oxígeno necesario para oxidar la
materia orgánica por medios químicos y convertirla en dióxido de carbono y agua.
Digestión aeróbica: Proceso microbiológico que llevan a cabo microorganismos en
presencia de oxígeno del aire y nutrientes.
Digestión Anaeróbica: Proceso microbiológico que llevan a cabo bacterias anaeróbicas
en ausencia de aire.
F
Fertilizante: Producto que aplicado al suelo o a las plantas, suministra a éstas uno o más
nutrientes, necesarios para su crecimiento y desarrollo.
L
107

Lodo: consisten en una mezcla de agua y sólidos separados del agua residual debido a
procesos naturales o artificiales.
M
Material lignocelulosico: es el principal componente de la pared celular de las plantas,
esta biomasa es producida por la fotosíntesis.
Materia Orgánica: Son moléculas a base de carbono, suelen ser moléculas grandes,
complejas y muy diversas, como las proteínas, hidratos de carbono o glúcidos, grasas o
ácidos nucleicos.
Metano: Es el hidrocarburo más simple, formado por un átomo de carbono y 4 átomos de
hidrogeno y es el principal componente del gas natural.
Método Estándar Kjeldahl: método más comúnmente utilizado para la determinación de
nitrógeno orgánico y se basa en una volumetría ácido-base.
Micronutrientes: Nutrientes que los organismos vivos necesita en pequeñas cantidades.
P
pH: Es una medida de la acidez o alcalinidad de una determinada sustancia. Un pH 7 se
considera neutro, menor a 7 acido y mayor de 7 es alcalino.
Poder calorífico: Cantidad de energía desprendida en la reacción de combustión, referida
a la unidad de masa de combustible.
R
Rango de temperatura mesofílico: Las bacterias se reproducen fácilmente y pueden
permanecer activas si no ocurren cambios súbitos de temperatura.
Rango de temperatura termofílico Rango de temperatura más favorable, para mantener
una digestión óptima mediante bacterias termofílicas.
Relación Carbono/Nitrógeno: Cociente de los pesos de carbono y nitrógeno total
presentes en la materia prima.
Relleno sanitario: Técnica de disposición final de los residuos sólidos en el suelo que no
causa molestia ni peligro para la salud o la seguridad pública. Se basa en confinar la
108

basura en un área lo más estrecha posible, cubriéndola con capas de tierra diariamente y
compactándola para reducir su volumen. Además, prevé los problemas que puedan
causar los líquidos y gases producidos por efecto de la descomposición de la materia
orgánica.
S
Sólidos sedimentables: partículas gruesas que se encuentran en un volumen determinado
de líquido, los cuales pueden descender al fondo por gravedad.
Sólidos suspendidos totales: es el material particulado que se encuentra en suspensión
en las corrientes de agua superficial o residual.
Sólidos totales: grupo de partículas que incluyen los sólidos disueltos, suspendidos y los
sedimentables en agua.
Sólidos volátiles: materia orgánica que se puede eliminar o volatilizar mediante un horno o
mufla.
Suelo: sustrato en el que se desarrollan la mayoría de organismos que viven sobre o
dentro de la litosfera.
Sustrato: Son aquellos nutrientes que se proporcionan al proceso biológico para
alimentación de los microorganismos que lo llevan a cabo.
109

110

REFERENCIAS
Aguilera, K. y K. González [2004]. Compostaje de desechos sólidos urbanos en El
Salvador. Trabajo de graduación para optar al grado de Ingeniero Químico de la
Universidad Centroamericana “José Simeón Cañas” UCA. San Salvador, El
Salvador.
Al Seadi, T., Finsterwalder, M., Köttner, H., Prassl, D., Rutz. [2008] Biogas
Handbook. University of Southern Denmark Esbjerg, Niels Bohrs, Denmark [En
línea] < http://www.big-east.eu/downloads/IR-reports/ANNEX%202-
39_WP4_D4.1_Master-Handbook.pdf> [ Consulta: 30/06/2013]..
American Society of Civil Engineers (ASCE). Conveyance of Residuals from Water
and Wastewater treatment [en linea] <
http://www.knovel.com/web/portal/browse/display?
_EXT_KNOVEL_DISPLAY_bookid=5493&VerticalID=0> [ Consulta: 15/03/2013].
Badawy, E., EI-Dweeb, Y., Salem, S. [1997]. Chemical, physical and biological
characteristics of sewage water (sludge and effluent) [En línea] <
http://www.7ou.edu.ly/alsatil/7/Chemical,%20physical%20and%20biological
%20characteristics%20of%20sewage%20.pdf > [Consulta: 28/05/2013].
Barcelona, P. [2011] Estudio experimental de la aplicación de un lecho fijo
catalítico de gamma-alúmina para la mejora de las propiedades y rendimiento del
líquido obtenido en la pirólisis de lodos de EDAR en un lecho fluidizado. Trabajo
de graduación para optar al grado de Ingeniero Químico en la Universidad de
Zaragoza, España [En línea] España: <
http://zaguan.unizar.es/TAZ/CPS/2011/5604/TAZ-PFC-2011-056_ANE.pdf >
[Consulta: 23/04/2013].
111

Bengoechea, J. [1998]. Espesamiento y deshidratacion parcial de lodos
municipales e industriales [en linea] Perù <
http://www.bvsde.paho.org/bvsaidis/tratagua/peru/usawef002.pdf> [Consulta:
11/04/2013].
Builes, S. [2010]. Tratamiento y adecuada disposición de lodos domésticos e
industriales. Trabajo de graduación para optar al grado de tecnólogo Químico en la
Universidad Tecnológica de Pereira, Colombia [En línea] Colombia: <
http://repositorio.utp.edu.co/dspace/bitstream/11059/1835/1/62839B932.pdf>
[Consulta: 23/06/2013].
Burton, F. Stensel, D. Tchobanoglous, G. [2003]. Treatment Reuse and Disposal of
Solids and Biosolids. En: Metcalf & Eddy (Eds). Wastewater Engineering
Treatment and Reuse. Mc Graw Hill Higher Education. 4ª edición. New York.
Cardoso, L. y A. Ramírez [2010] Identificación de sistema de tratamiento de lodos.
[En línea]: México
<http://www.conagua.gob.mx/CONAGUA07/Noticias/lodosresiduales.pdf>
[Consulta: 08/05/2013].
Castro, F., Stella, O., Storini, S., Teixeira, Suani. Biogas from Sewage Treatment
used to Electric Energy Generation, by a 30 kW (ISO) Microturbine.[En linea]
Suecia: < http://cenbio.iee.usp.br/download/projetos/2_erg-bior.pdf> [Consulta:
30/06/13
Chiang, P., Lin, D., Weng, C. [2003]. Utilization of sludge as brick materials [En
línea] < https://dl-web.dropbox.com/get/Documentos%20TG/Artic%C3%BAlos
%20lodos/29.pdf?w=AACNbr-4xtd2NPsPjsg2rcjjXmgHREZkxTeVHjXEzq7wxA >
[Consulta: 28/05/2013].
112

Condado, J. [2012] Alternativas de disposición final de lodos estabilizados de la
planta de tratamiento de aguas residuales de Xalapa, Veracruz. Trabajo de
graduación para optar al grado de Ingeniero Civil en la Universidad Veracruzana.
[En línea]: México <
http://cdigital.uv.mx/bitstream/123456789/30571/1/CondadoLozano.pdf>
[Consulta: 8/05/2013].
Corena, M. [2008] Sistemas de tratamientos para lixiviados generados en rellenos
sanitarios. Trabajo de graduación para optar al grado de Ingeniero Civil en la
Universidad de Sucre. [En
línea]:
<biblioteca.unisucre.edu.co:8080/dspace/bitstream/123456789/343/1/628.44564C7
97.pdf> [Consulta: 08/05/2013].
Cuevas, J. [2011] Incineración. Universidad Autónoma de Madrid. [En línea]:
España < http://www.uam.es/personal_pdi/ciencias/jaimefa/jaimecuevas/clase7.pdf
> [Consulta: 21/04/2013].
De Andrés, J.[2010] Gasificación de lodos de estaciones depuradoras de aguas
residuales urbanas (EDAR). Tesis Doctoral en la Universidad Politécnica de
Madrid, España [En línea] España: <
http://oa.upm.es/3388/1/JUAN_MANUEL_DE_ANDRES_ALMEIDA.pdf >
[Consulta: 23/04/2013].
Diputación de Cádiz (Dipucadiz) [2011]. Lodos de estaciones depuradoras de
aguas residuales urbanas [en línea] España: <
http:// www.dipucadiz.es/opencms/export/sites/default/dipucadiz/areas/
medioAmb_depor/medio_amb/Servicios/asist_mun/residuos/planificacion/
docu_ planificacion/Lodos_de_EDAR.pdf > [Consulta :24/03/2013].
113

Elias, X. [2009]. de Residuos Industriales, Residuos sólidos urbanos y Fangos de
Depuradora. España: Editorial Díaz de Santos. [Consulta: 20/04/2013]
- [2009]: Tratamiento y valorización energética de residuos. [en línea]
España < http://books.google.com.sv/books?
id=KBTPxIi6IRsC&printsec=frontcover#v=onepage&q&f=false > [Consulta:
25/04/2013].
EPA [1982]. Methods for chemical analysis of water and wastes. USA Consulta:
08/05/2013].
- [1987]. Gravity Thickening [en línea] U.S <
http://water.epa.gov/scitech/wastetech/upload/2003_09_30_mtb_final_gravitythickenin
g.pdf > [Consulta: 08/04/2013].
- [1995]. Process Design Manual. Land Application of Sewage Sludge and Domestic
Septage [en linea] U.S < http://www.adph.org/environmental/assets/landapp.pdf >
[ Consulta: 17/03/2013]
- [1998a]. Biosolid management handbook [en línea] USA:
<http://www.epa.gov/region8/water/biosolids/pdf/handbook4.pdf> [Consulta:
30/05/2013].
- [1998b]. Flame atomic absorption spectrophotometry[en línea] USA:
http://www.epa.gov/osw/hazard/testmethods/sw846/pdfs/7000b.pdf>
[Consulta:30/05/2013].
- [1999] Biosolids generation, use, and disposal in the United States. Washington, [En
línea] U.S <http://www.epa.gov/compost/pubs/biosolid.pdf> [Consulta: 15/04/2013].
- [2012]. Métodos de desechos peligrosos [en línea]
USA:<http://www.epa.gov/osw/hazard/testmethods/sw846/online/> [Consulta:
30/05/2013].
114

Fernández, I. [2010] Diseño y factibilidad de relleno sanitario manual para el
municipio de La Libertad, departamento de La Libertad. Trabajo de graduación
presentado para optar al grado de Ingeniero Civil en la Universidad de El Salvador.
[En línea]: El Salvador < http://ri.ues.edu.sv/202/1/10136390.pdf > [Consulta:
08/05/2013].
Giménez, Pedro [2010]. Efecto sobre el sistema suelo-planta de compost de lodo
anaerobio. Trabajo de graduación para optar al grado máster en Ingeniería
Ambiental y de procesos Químicos y Biotecnológicos en la Universidad Politécnica
de Cartagena [En línea] Colombia: <
http://repositorio.bib.upct.es/dspace/bitstream/10317/1786/6/pfm101.pdf >
[Consulta: 23/06/2013].
Hope, J. [1986] Sewage sludge disposal and utilization study [en linea] USA <
http://www.wsipp.wa.gov/rptfiles/sewage.pdf > [ Consulta: 28/07/13]
Kuter, G.; K. Blackwood; L. Díaz; J. Donovan, D. Durfee, E. Epstein, J. Hay, M.
Lang, T. Richard, G. Savage, R. Stratton, R. Tardy, T. Walsh, C. Wilber III y T.
Williams [1995]. Biosolids Composting. Water Environment Federation,
Washington. [En linea] < http://www.estrucplan.com.ar/articulos/verarticulo.asp?
IDArticulo=1640 >. [Consulta: 15/04/2013].
LeBlanc, R., Matthews, P., Richard, R. [2006]. Global atlas of excreta, wastewater
sludge and biosolid management [En línea] < http://books.google.com.sv/books?
id=zST2bSENsIQC&printsec=frontcover&source=gbs_ge_summary_r&cad=0#v=o
nepage&q&f=false > [Consulta: 28/05/2013].
Lleó, A. [2008] Tratamiento térmico de residuos. Centro de Tecnologías Limpias
[En línea] España <
http://www.cma.gva.es/comunes_asp/documentos/agenda/cas/56887CONFEREN
CIA%20Alberto%20Lle%C3%B3%202.pdf > [Consulta: 16/05/2013]
115

Lother, M. [1976]. Espesamiento de lodos: A gravedad y flotación. [En línea] <
http://www.bvsde.paho.org/bvsacd/scan2/05862/05862-17.pdf > [Consulta:
08/04/2013].
- [1976] Reducción y disposición final de lodos, incineración, relleno,
disposición en el terreno. CEPIS; CIFCA. [En linea]:
<http://www.bvsde.ops-oms.org/bvsacd/scan2/05862/05862-19.pdf>.
[Consulta: 20/04/2013].
Lozano, J. [2012] Alternativas para disposición final de lodos estabilizados de la
planta de tratamiento de aguas residuales de Xalapa. Trabajo de graduación para
optar al grado de Ingeniero Civil en la Universidad Veracruzana, México [En línea]
< http://cdigital.uv.mx/bitstream/123456789/30571/1/CondadoLozano.pdf>
[ Consulta 28/07/13]
Mahamud, M. , A. Gutiérrez y H. Sastre. [1996] Biosólidos generados en la
depuración de aguas: (II) métodos de tratamiento. Ingeniería del Agua. Vol. 3.
Universidad de Oviedo – Universidad de Burgos [En línea]:
<http://upcommons.upc.edu/revistes/bitstream/2099/3124/1/33article4.pdf> [Consulta:
20/04/2013].
Maldonado, A. [2007] Disminución de masa de lodos proveniente de un reactor RAFA
para minimizar la disposición de residuos mediante el uso de filtro prensa y lecho de
secado. Trabajo de graduación para optar al grado de Ingeniero químico en la
Universidad de las Américas Puebla, México [En línea] México <
http://catarina.udlap.mx/u_dl_a/tales/documentos/lpro/maldonado_g_ma/
capitulo3.pdf> [Consulta: 20/04/2013].
Martí, N. [2006] Phosporus precipitation in anaerobic digestion process [en linea]
USA : <
http://www.bookpump.com/dps/pdf-b/1123329b.pdf > [Consulta: 22/04/2013].
Mendoza, J., Montanéz, M y Palomares A. [1998]. Ciencia y Tecnologia del Medio
Ambiente. Servicio de publicaciones. España.
116

Mendoza, M. y J. Vigil [2012] Evaluación físico, química y microbiológica de
cuatros niveles de lodos ordinarios en la elaboración de compost. Trabajo de
graduación para optar al grado de Ingeniero Agrónomo en la Universidad del
Salvador, [En línea]: El Salvador < http://ri.ues.edu.sv/3080/1/13101359.pdf >
[Consulta: 14/05/2013].
Ministerio de medio ambiente rural y marino (MARM) [2009]. Caracterización de
los lodos de depuradoras generados enEspaña [en línea] España
<http://www.ambiente.gov.ar/archivos/web/Prosico/file/Caracterizaci
%C3%B3n_de_los_lodos_de_depuradoras_generados_en_Espa
%C3%B1a_(NIPO_770-10-256-5)_tcm7-183315.pdf> [Consulta: 28/05/2013].
Ministerio de Medio Ambiente y Recursos Naturales de El Salvador (MARN) [2000]
Reglamento Especial de Aguas Residuales [en línea] El Salvador
<http://www.marn.gob.sv/index.php?
option=com_phocadownload&view=file&id=229:reglamento-especial-de-aguas-
residuales&Itemid=255 > [Consulta :20/03/2013].
Ministerio de Medio Ambiente y Recursos Naturales de El Salvador (MARN)
[1998]. Ley de Medio Ambiente [en línea] El Salvador: <
http://www.marn.gob.sv/legisla/leyes/leyma.htm > [Consulta: 20/03/2013].
Morales, P. [2005] Digestión Anaerobia de Lodos de Plantas de Tratamiento de
Aguas y su aprovechamiento. Trabajo de graduación para optar al grado de
Ingeniero químico en la Universidad de las Américas Puebla, México [En línea]
México < http://catarina.udlap.mx/u_dl_a/tales/documentos/leia/morales_r_pm/
capitulo5.pdf > [Consulta: 16/04/2013].
117

Murillo, A. [2005] Digestión biológica de sólidos provenientes de la sedimentación
primaria en una planta de tratamiento de agua residual de enlatado de hortalizas.
Trabajo de graduación para optar al grado de Ingeniero químico en la Universidad
de las Américas Puebla, México. [En línea] México : <
http://catarina.udlap.mx/u_dl_a/tales/documentos/leip/murillo_v_al/capitulo4.pdf>
[Consulta: 16/04/2013].
Nemerow, N. y A. Dasgupta [1998] Tratamiento de vertidos industriales y
peligrosos. Ediciones Díaz de Santos, España.
Oropeza, N. [2006]. Lodos Residuals: Estabilizacion y Manejo [en línea] México <
http://dci.uqroo.mx/RevistaCaos/2006_Vol_1/Num_1/NO_Vol_I_21-30_2006.pdf >
[Consulta: 06/04/2013].
Ostinelli, M. y D. Carreira [2011] Pautas para elaborar protocolos de ensayo [en
línea] Argentina <http://inta.gob.ar/documentos/pautas-para-elaborar-protocolos-
de-ensayo/>[Consulta: 10/06/2013]
Queralt, J [2006].Diseño y Construcción de una estación depuradora de aguas
residuales [en línea] España <
http://upcommons.upc.edu/pfc/bitstream/2099.1/6222/8/03_Mem%C3%B2ria.pdf>
[Consulta: 08/04/2013].
Rosselló, J y M. Fernández [1993] Guía técnica para ensayos de variedades en
campo. Organización de las Naciones Unidas para la alimentación y agricultura.
Italia.
118

Sadzawka, A., Zagal, E. Protocolo de métodos de análisis de lodo y suelo [en
línea] Chile:
<http://www.sag.cl/sites/default/files/METODOS_LODOS_SUELOS.pdf> [Consulta:
28/05/2013].
Salmerón, A. [2012] Gestión Ambiental de Lodos. Ministerio de Medio Ambiente y
Recursos Naturales. El Salvador.
Sánchez, J. [2004] Estudio de las tecnologías de secado de biosólidos
procedentes de EDAR. Universidad de Sevilla. [En línea]: Espanna <
http://bibing.us.es/proyectos/abreproy/3779/fichero/Capitulo_30.pdf > [Consulta:
17/04/2013].
Sánchez, G. [2005] Análisis tecnológico de un sistema para el manejo integrado de
lodos generados en bioreactores UASB de la planta de tratamiento de Río Frío.
Trabajo de graduación para optar a Ingeniero químico en la Universidad Industrial
de Santander, Bucaramanga, Colombia. [En línea]: Colombia <
http://repositorio.uis.edu.co/jspui/bitstream/123456789/6728/2/116633.pdf >
[Consulta: 20/04/2013].
Silva, P., P. López y P. Valencia. [2003] Recuperación de nutrientes en Fase
Sólida a traves del compostaje. Escuela de Ingeniería de los Recursos naturales y
del Ambiente (EIDENAR), Universidad del Valle-Facultad de Ingeniería. Colombia
[En línea]: http://www.bvsde.paho.org/bvsars/fulltext/compostaje.pdf > [Consulta:
15/04/2013].
Stern D. y M. Pravia [1999] Manual para la elaboración de compost bases
conceptuales y procedimientos. Organización Panamericana De La
Salud/Organización Mundial De La Salud. [En línea] Uruguay
<http://www.bvsops.org.uy/pdf/compost.pdf> [Consulta: 15/04/2013].
Suárez, J. yJácomee, A. [2007]. Tratamientos Avanzados de depuración [en línea]
España < ftp:// ceres.udc.es/Master_en_Ingenieria_del_Agua/master
%20antiguo_antes%20del%202012/Segundo_Curso/
119

Tratamientos_Avanzados_del_Agua/
Master____FANGOS___ESPESAMIENTO_DE_FANGOS_DE_EDAR.pdf >
[Consulta: 11/04/13]
Tchobanoglous,G., H. Theisen y S. Vigil. [1994] Gestión Integral de Residuos
Sólidos. Vol I Mc Graw Hill. México.
Torres, E. [2002] Reutilización de aguas y lodos residuales. España: [En línea] <
http://www.bvsde.ops-oms.org/bvsaar/e/fulltext/gestion/lodos.pdf> [Consulta:
20/05/13]
Torres, P., A. Pérez, J. Escobar, I. Uribe y R. Imery. [2007] Compostaje de
biosólidos de plantas de tratamiento de aguas residuales. Engenharia Agrícola
vol.27 no.1. [En línea] < http://www.estrucplan.com.ar/articulos/verarticulo.asp?
IDArticulo=1640> [Consulta: 24/06/13]
Valencia, G. [1976]. Digestión Aeróbica [en línea] < http://www.bvsde.ops-
oms.org/bvsacd/scan2/05862/05862-15.pdf > [ Consulta: 08/04/2013]
Villaseñor, G. [2009]. Tratamiento y disposición de lodos producidos en las plantas
de tratamiento de aguas residuales: Capitulo 6 [en línea] México <
http://tesis.uson.mx/digital/tesis/docs/4314/Capitulo6.pdf >[ Consulta: 08/04/2013]
Yánez, F. [1976]. Digestión Anaeróbica de lodos. [En línea]:
<http://www.bvsde.paho.org/bvsacd/scan2/05862/05862-16.pdf > [Consulta:
16/04/2013]
120

ANEXOS
ANEXO A. Límites de contaminación de lodos según su peligrosidad para aplicación al suelo
ANEXO B. Tiempo de digestión anaerobia.
ANEXO C. Composición del biogás.


ANEXO A
Límites de contaminación de lodos según su peligrosidad para aplicación al suelo
1A

Los lodos crudos no pueden ser aplicados directamente al suelo si la concentración de
cualquier contaminante de ellos excede las siguientes concentraciones mostradas en la
tablas A.1 y A.2.
Tabla A.1. Concentración de contaminantes inorgánicos
ContaminanteConcentración
(mg/kg)1
Arsénico 75Cadmio 85Cobre 4300Plomo 840Mercurio 57Molibdeno 75Níquel 420Selenio 100Zinc 7500
Fuente: [EPA, 2007: p. 823] 1 base seca
Tabla A.2. Concentración de contaminantes orgánicos
CompuestoLimite
(µg compuesto/ g lodo)Aldrín / Dieldrin 2.7Benceno 16000Benzo[a]pireno 15DDT/ DDD/ DDE 120Heptacloro 7.4Hexaclorobenceno 29Hexaclorobutadieno 600Lindano 84n-Nitroso-dimetilamina 2.1PCBs 4.6Toxafeno 10Tricloroetileno 10000
Fuente: [EPA, 2002: p. 83]
2A

ANEXO B
Tiempo de Digestión anaerobia
3A

Tabla B.1. Tiempo de Digestión anaerobia
Temperatura(o C)
Tiempo (días)
15 67.820 46.625 37.530 33.335 23.740 22.745 14.450 8.960 12.6
Fuente: [Morales, 2005: p. 52]
4A

ANEXO C
Composición del biogás
1C

Tabla C.1. Composición del biogás
Componente PorcentajeMetano 60-80%Gas carbónico 30-40%Hidrogeno 5-10%Nitrógeno 1-2%Monóxido de carbono
0-1.5%
Oxigeno 0.1%Ácido sulfhídrico 0-1%Vapor de agua 0.3%
Fuente : [Morales, 2005:p. 41]
2C