
3. KIRMA-ELEME DEVRELERİNİN TASARIMI -...
34
21 3. KIRMA-ELEME DEVRELERİNİN TASARIMI Ufalama (boyut küçültme) devrelerinin yatırım tutarlarının ve işletme giderlerinin tüm cevher hazırlama ve zenginleştirme tesisinin maliyeti ve giderleri içindeki payının genellikle çok yüksek olması nedeniyle, belirli bir cevher için uygun bir ufalama devresinin seçimi cevher hazırlama tesislerinin tasarımı aşamasında alınması gereken en önemli kararlardan biridir. Ufalama devrelerinin tasarımında göz önünde bulundurulması gereken etkenler cevher türlerindeki değişkenlikler kadar geniş bir yelpaze içinde olmakla birlikte, uygun donatıların seçimi için aşağıdaki tasarım parametrelerinin bilinmesi gerekmektedir: Kırılacak malzemenin tanımı Malzemenin yığın yoğunluğu ve/veya özgül ağırlığı Beslenen malzemenin kırma, öğütme ve aşındırma endeksleri Nem miktarı kil içeriği gibi sorun yaratabilecek cevhere özgü nitelikler Kırma ve öğütme devrelerine giren beslenmelerin ve istenilen ürünlerin tane boyu limitleri (%80 geçen ) Tesise özgü parametreler (kapasite, iklim koşuları, yeterli suyun bulunabilmesi gibi) Bu parametreler ek olarak madendeki üretim programları ve hızları, madencilik yöntemleri ve maden makinelerinin büyüklükleri gibi etkenler de, özellikle kırıcı donatılarının türlerinin ve boyutlarının seçiminde, kırıcıların çalışma saatlerinin belirlenmesinde, tesis yeri seçiminde, ve stoklamanın gerekli olup olmadığı konusunda belirleyicidir. 3.1. Kırma Madencilikte patlayıcılar veya kazıyıcılar kullanılarak ana kayaçtan koparılan cevher parçalarının öğütme devresine beslenmeleri için uygun bir tane boyu aralıklarında ürün elde etmek için gerekli ilk işlem kırmadır. Çubuklu veya bilyalı değirmenlere malzeme hazırlayan kırma devrelerinde amaç mümkün olduğunca ince taneli bir kırma yapmaktadır, çünkü kırma işlemi öğütme işlemine göre daha ucuzdur. Eğer amaç yüksek tenörlü demir cevherinde olduğu gibi parça ve toz cevher üretmek ise kırma devreleri parça cevher üretimini artırıcı yönde tasarlanmalı ve işletilmelidir, çünkü parça cevherin birim satış fiyatı genellikle daha yüksektir. 3.1.1. Kırıcı tipleri: Kırma işlemi kademeli olarak yapıldığı için kırıcılarda birincil, ikincil, üçüncül ve hatta dördüncül kırıcılar olmak üzere sınıflandırmak mümkündür. Birincil kırıcıların amacı madende üretilen ham cevherin taşınmasında kolaylık sağlayacak ve/veya ikincil kırıcılara beslenecek boyuta küçültülmesidir. Temel olarak; birincil kırma işlemi için üç tip kırma ekipmanı vardır: Çeneli Döner konik (gyratory) (jiratör) Çarpmalı (darbeli) (şoklu)
Transcript of 3. KIRMA-ELEME DEVRELERİNİN TASARIMI -...
21
3. KIRMA-ELEME DEVRELERİNİN TASARIMI
Ufalama (boyut küçültme) devrelerinin yatırım tutarlarının ve işletme giderlerinin tüm cevher
hazırlama ve zenginleştirme tesisinin maliyeti ve giderleri içindeki payının genellikle çok
yüksek olması nedeniyle, belirli bir cevher için uygun bir ufalama devresinin seçimi cevher
hazırlama tesislerinin tasarımı aşamasında alınması gereken en önemli kararlardan biridir.
Ufalama devrelerinin tasarımında göz önünde bulundurulması gereken etkenler cevher
türlerindeki değişkenlikler kadar geniş bir yelpaze içinde olmakla birlikte, uygun donatıların
seçimi için aşağıdaki tasarım parametrelerinin bilinmesi gerekmektedir:
Kırılacak malzemenin tanımı
Malzemenin yığın yoğunluğu ve/veya özgül ağırlığı
Beslenen malzemenin kırma, öğütme ve aşındırma endeksleri
Nem miktarı kil içeriği gibi sorun yaratabilecek cevhere özgü nitelikler
Kırma ve öğütme devrelerine giren beslenmelerin ve istenilen ürünlerin tane boyu
limitleri (%80 geçen )
Tesise özgü parametreler (kapasite, iklim koşuları, yeterli suyun bulunabilmesi gibi)
Bu parametreler ek olarak madendeki üretim programları ve hızları, madencilik yöntemleri ve
maden makinelerinin büyüklükleri gibi etkenler de, özellikle kırıcı donatılarının türlerinin ve
boyutlarının seçiminde, kırıcıların çalışma saatlerinin belirlenmesinde, tesis yeri seçiminde,
ve stoklamanın gerekli olup olmadığı konusunda belirleyicidir.
3.1. Kırma
Madencilikte patlayıcılar veya kazıyıcılar kullanılarak ana kayaçtan koparılan cevher
parçalarının öğütme devresine beslenmeleri için uygun bir tane boyu aralıklarında ürün elde
etmek için gerekli ilk işlem kırmadır. Çubuklu veya bilyalı değirmenlere malzeme hazırlayan
kırma devrelerinde amaç mümkün olduğunca ince taneli bir kırma yapmaktadır, çünkü kırma
işlemi öğütme işlemine göre daha ucuzdur. Eğer amaç yüksek tenörlü demir cevherinde
olduğu gibi parça ve toz cevher üretmek ise kırma devreleri parça cevher üretimini artırıcı
yönde tasarlanmalı ve işletilmelidir, çünkü parça cevherin birim satış fiyatı genellikle daha
yüksektir.
3.1.1. Kırıcı tipleri:
Kırma işlemi kademeli olarak yapıldığı için kırıcılarda birincil, ikincil, üçüncül ve hatta
dördüncül kırıcılar olmak üzere sınıflandırmak mümkündür.
Birincil kırıcıların amacı madende üretilen ham cevherin taşınmasında kolaylık sağlayacak
ve/veya ikincil kırıcılara beslenecek boyuta küçültülmesidir. Temel olarak; birincil kırma
işlemi için üç tip kırma ekipmanı vardır:
Çeneli
Döner konik (gyratory) (jiratör)
Çarpmalı (darbeli) (şoklu)
22
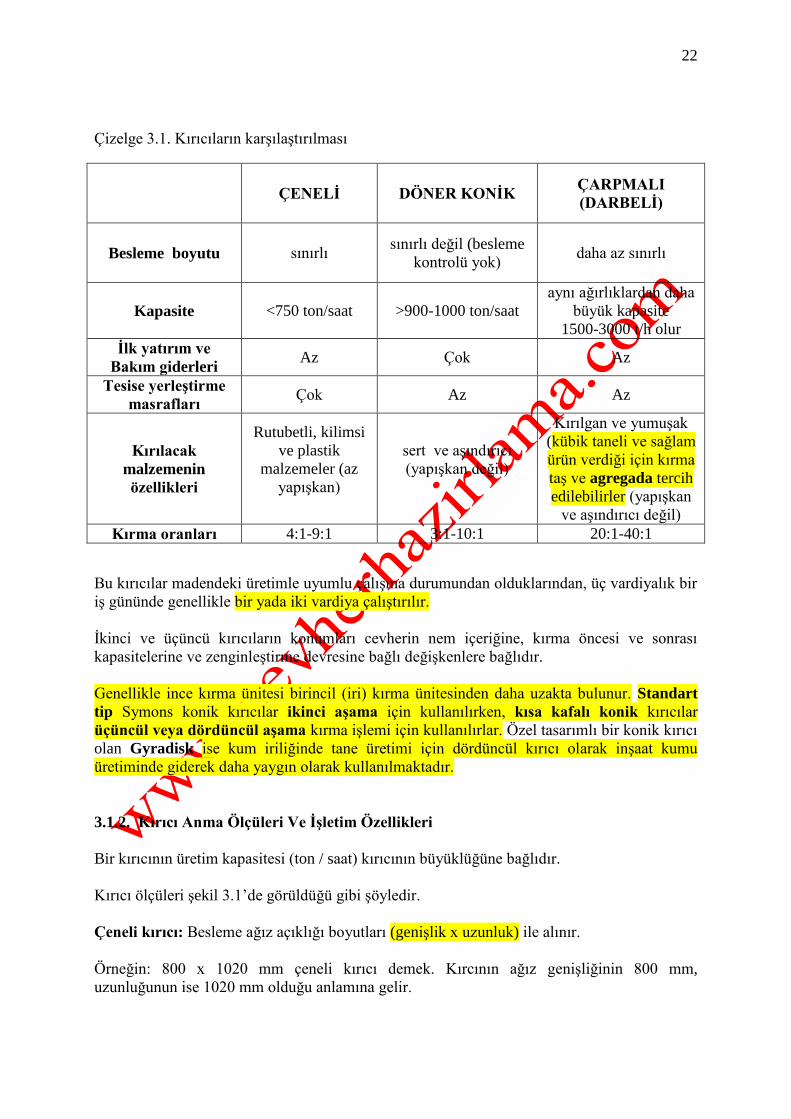
Çizelge 3.1. Kırıcıların karşılaştırılması
ÇENELİ DÖNER KONİK ÇARPMALI
(DARBELİ)
Besleme boyutu sınırlı sınırlı değil (besleme
kontrolü yok) daha az sınırlı
Kapasite <750 ton/saat >900-1000 ton/saat
aynı ağırlıklardan daha
büyük kapasite
1500-3000 t/h olur
İlk yatırım ve
Bakım giderleri Az Çok Az
Tesise yerleştirme
masrafları Çok Az Az
Kırılacak
malzemenin
özellikleri
Rutubetli, kilimsi
ve plastik
malzemeler (az
yapışkan)
sert ve aşındırıcı
(yapışkan değil)
Kırılgan ve yumuşak
(kübik taneli ve sağlam
ürün verdiği için kırma
taş ve agregada tercih
edilebilirler (yapışkan
ve aşındırıcı değil)
Kırma oranları 4:1-9:1 3:1-10:1 20:1-40:1
Bu kırıcılar madendeki üretimle uyumlu çalışma durumundan olduklarından, üç vardiyalık bir
iş gününde genellikle bir yada iki vardiya çalıştırılır.
İkinci ve üçüncü kırıcıların konumları cevherin nem içeriğine, kırma öncesi ve sonrası
kapasitelerine ve zenginleştirme devresine bağlı değişkenlere bağlıdır.
Genellikle ince kırma ünitesi birincil (iri) kırma ünitesinden daha uzakta bulunur. Standart
tip Symons konik kırıcılar ikinci aşama için kullanılırken, kısa kafalı konik kırıcılar
üçüncül veya dördüncül aşama kırma işlemi için kullanılırlar. Özel tasarımlı bir konik kırıcı
olan Gyradisk ise kum iriliğinde tane üretimi için dördüncül kırıcı olarak inşaat kumu
üretiminde giderek daha yaygın olarak kullanılmaktadır.
3.1.2. Kırıcı Anma Ölçüleri Ve İşletim Özellikleri
Bir kırıcının üretim kapasitesi (ton / saat) kırıcının büyüklüğüne bağlıdır.
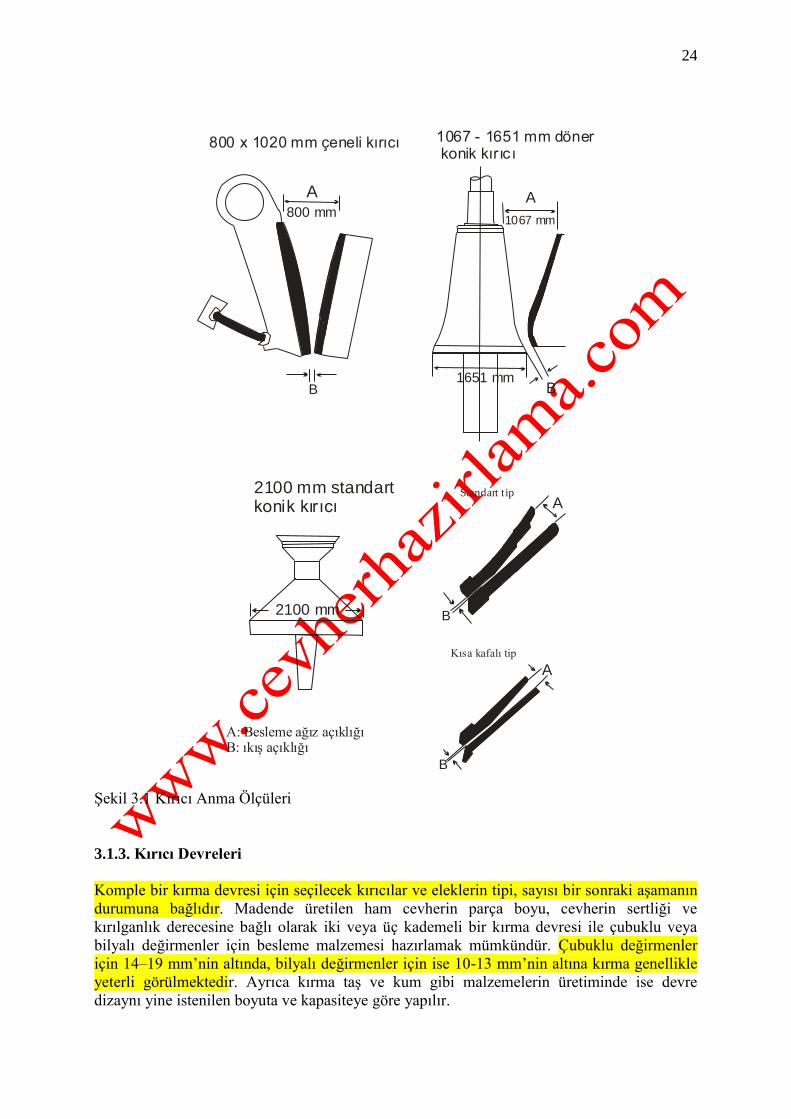
Kırıcı ölçüleri şekil 3.1’de görüldüğü gibi şöyledir.
Çeneli kırıcı: Besleme ağız açıklığı boyutları (genişlik x uzunluk) ile alınır.
Örneğin: 800 x 1020 mm çeneli kırıcı demek. Kırcının ağız genişliğinin 800 mm,
uzunluğunun ise 1020 mm olduğu anlamına gelir.
23
Döner konik kırıcı: Kırıcı besleme ağzındaki açıklık boyutu ve konik kafanın en geniş çapı
ile belirtilir.
Örneğin: 1067 – 1651 mm (42 – 65 inç) döner kırıcı demekle kırıcı ağız açıklığının 1067 mm
(42 inç), konik kafanın en geniş çapı ise 1651 mm (65 inç) olduğu anlaşılır.
Standart ve Kısa Kafalı Konik Kırıcılar: Kırıcı kafanın en geniş çapı ile ifade edilirler.
Örneğin: 2100 mm (7 ft) Konik Kırıcı demekle, Kırıcı Kafanın en geniş çapının 2100 mm (7
ft) olduğu anlaşılır.
Darbeli ve Çekiçli Kırıcılar: Bu kırıcılarda giriş ağız boyutları ile tanımlanırlar.
Örneğin: 450 x 600 mm Darbeli Kırıcı demek Kırıcı giriş ağzının eni 450 mm, boyu ise 600
mm olduğu anlamına gelir
Çeneli ve döner konik kırıcılara beslenebilecek en büyük parça boyutu ağız açıklığının %80 –
90’ını geçmemelidir. Symons konik kırcılar için ise besleme ağzının en geniş olduğu
konumdaki açıklığın % 90‘ı kadardır. Böylece iri malzemelerin kırıcı ağzında tıkanıklık
oluşturulması önlenmiş olur. Darbeli ve Çekiçli kırıcıların alabilecekleri en iri parça boyu ağız
açıklığı ölçülerine bağlıdır ve bu boyut genellikle yapımcı firmaların katalogunda belirtilir.
Kırıcı çıkış açıklıkları ürünün tane boyunu ve kırıcının kapasitesini belirler. Bazı kırıcılarda
çıkış açıklığı ölçü ayarı genellikle en dar konumdan otomatik olarak yapılır.
Her kırıcı için mümkün olan küçültme oranlarının ve önerilen besleme ve ürün tane boyu
limitlerinin bilinmeli, kırmanın kaç kademede gerçekleştirebileceğinin kestirme açısından
önemlidir. Çizelgede bu bilgiler verilmiştir
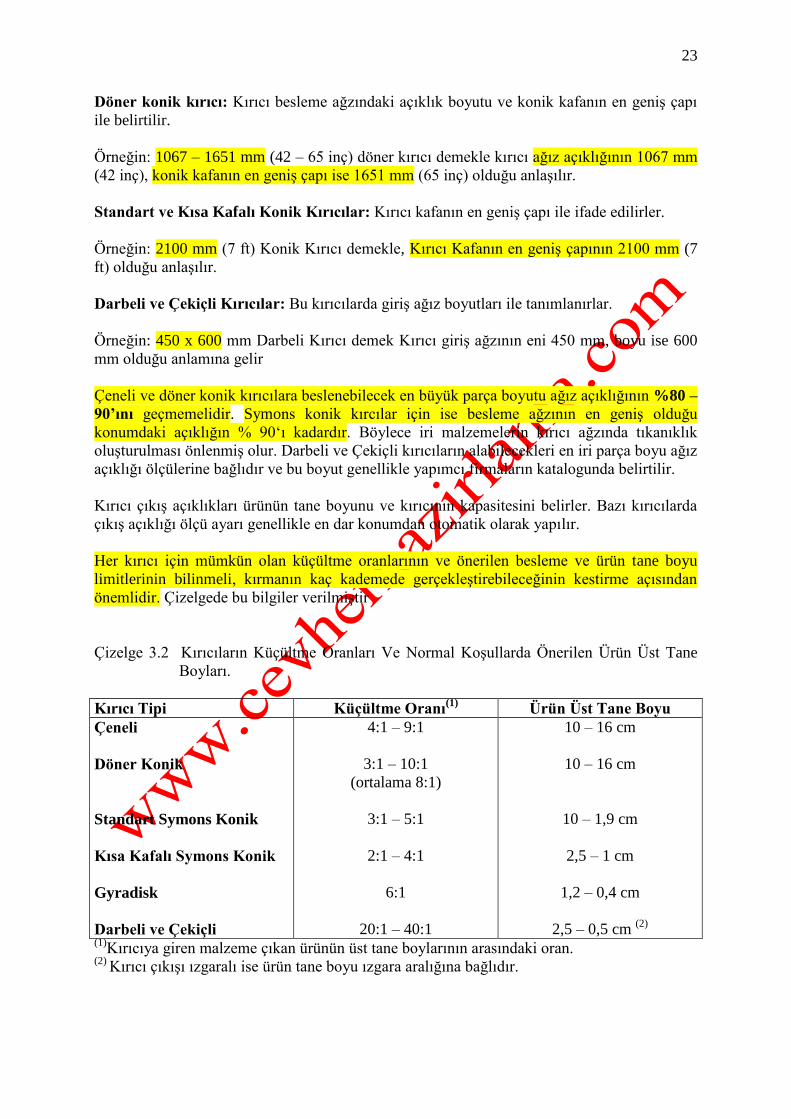
Çizelge 3.2 Kırıcıların Küçültme Oranları Ve Normal Koşullarda Önerilen Ürün Üst Tane
Boyları.
Kırıcı Tipi Küçültme Oranı(1)
Ürün Üst Tane Boyu
Çeneli
Döner Konik
Standart Symons Konik
Kısa Kafalı Symons Konik
Gyradisk
Darbeli ve Çekiçli
4:1 – 9:1
3:1 – 10:1
(ortalama 8:1)
3:1 – 5:1
2:1 – 4:1
6:1
20:1 – 40:1
10 – 16 cm
10 – 16 cm
10 – 1,9 cm
2,5 – 1 cm
1,2 – 0,4 cm
2,5 – 0,5 cm (2)
(1)Kırıcıya giren malzeme çıkan ürünün üst tane boylarının arasındaki oran.
(2) Kırıcı çıkışı ızgaralı ise ürün tane boyu ızgara aralığına bağlıdır.
24
A800 mm
B
800 x 1020 mm çeneli kırıcı 1067 - 1651 mm döner konik kırıcı
A
1067 mm
1651 mmB
A: Besleme ağız açıklığıB: ıkış açıklığı
2100 mm standart konik kırıcı
2100 mm
A
B
A
B
Standart tip
Kısa kafalı tip
Şekil 3.1 Kırıcı Anma Ölçüleri
3.1.3. Kırıcı Devreleri
Komple bir kırma devresi için seçilecek kırıcılar ve eleklerin tipi, sayısı bir sonraki aşamanın
durumuna bağlıdır. Madende üretilen ham cevherin parça boyu, cevherin sertliği ve
kırılganlık derecesine bağlı olarak iki veya üç kademeli bir kırma devresi ile çubuklu veya
bilyalı değirmenler için besleme malzemesi hazırlamak mümkündür. Çubuklu değirmenler
için 14–19 mm’nin altında, bilyalı değirmenler için ise 10-13 mm’nin altına kırma genellikle
yeterli görülmektedir. Ayrıca kırma taş ve kum gibi malzemelerin üretiminde ise devre
dizaynı yine istenilen boyuta ve kapasiteye göre yapılır.
25
4000-5000 ton/gün kapasitelerin altında iki vardiya, 350-500 ton/gün kapasitelerde ise bir
vardiyalık devre tasarımları yeterli olabilmektedir.
Birincil kırıcılar açık devre olarak çalıştırılırlar. Birincil kırıcı olarak çeneli kırıcılar
kullanılacaksa kırıcının sürekli beslenebilmesi için kırıcı öncesi bir besleme haznesinin
olması yararlıdır. Eğer kırıcı ürününün en iri tane boyundan küçük parçaların gereksiz yere
kırıcıya girmesi istenmiyorsa besleme haznesinden, ayarlanabilir hızlı, paletli besleyici ile
alınan malzeme sabit veya titreşimli ızgaradan geçirilerek kırıcıya verilir. Böylece ızgara üstü
parçalar yer çekimi ile kırıcıya yönlendirilir. Izgara altı ince malzeme ile kırıcı ürünü ile aynı
bant konveyöre alınarak bir sonraki işleme gönderilecektir.
İki Kademeli Kırılma Devresi:
İkincil kırıcı öncesi bir ara stok kullanılmalıdır.
Kullanılan kırıcı; genel olarak standart Symons konik kırıcı bazen kısa kafalı konik
kırıcılarda kullanılabilir.
Bilyalı değirmenler için kapalı devre tercih edilir.
Üç Kademeli Kırılma Devresi:
İkincil Kırıcı daima açık devre çalıştırılır. Kırıcıya beslenen malzemede ince tane oranı
% 10-15 ise kırıcı öncesi bir elek kullanılır.
Üçüncül kırıcı olarak kullanılan kısa kafalı konik kırıcı daima kapalı devre çalıştırılır.
Aşağıdaki şekillerde, farklı amaçlar için oluşturulmuş farklı devreler görülmektedir.
26
1640 t/h
1800 t/h
1150 t/h
410 t/h 410 t/h 410 t/h 410 t/h
490 t/h 1150 t/h
1640 t/h
490 t/h
SİLO
546 t/h 546 t/h 546 t/h
163 t/h 163 t/h 163 t/h
2140 mm Kısa Kafa Symons Konik Kırıcı
10 mm Boğaz açıklıklı 4 adet
2140 mm Standart Symons Konik Kırıcı
32 mm Boğaz açıklıklı 3 adet
1829 x 4877 mm
Nordberg eleği
3 adet
1829 x 4877 mm
Nordberg eleği
4 adet
1270 X 2032 NORDBERG
Döner (Jiratör) Kırıcı
178 mm boğaz açıklığı
KABA
YIĞIN
.
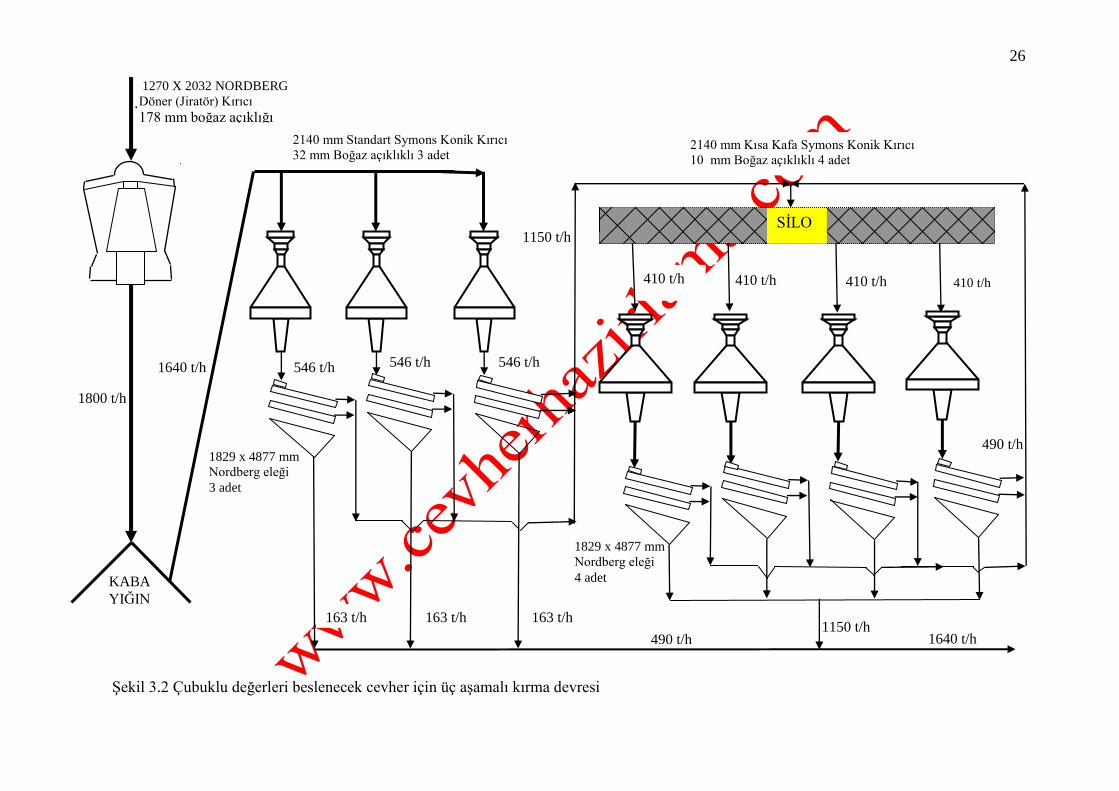
Şekil 3.2 Çubuklu değerleri beslenecek cevher için üç aşamalı kırma devresi
SİLO
27
Titreşimli besleyici
900 t/h
400 t/h
600 t/h
+ 13 mm
200 t/h
750 t/h
Stok sahası
400 t/h
300 t/h
-13 mm 300 t/h
- 13 mm
100 t/h
100 t/h
2140 mm Standart
Symons Konik
Kırıcı 32 mm
Boğaz açıklıklı
300HP
150 t/h
-13 mm 150 t/h
- 13 mm
2460 x 6160 mm
Nordberg eleği
1070 X 1780 NORDBERG
Döner (Jiratör) Kırıcı
150 mm boğaz açıklığı
300 HP motor gücü
900/1220 t/h
900 t/h - 13 mm
Bilyalı değirmen
-150 mm
2140 mm Kısa Kafa
Symons Konik
Kırıcı 10 mm Boğaz
açıklıklı
300HP
2460 x 6160 mm
Nordberg eleği
2460 x 6160 mm
Nordberg eleği
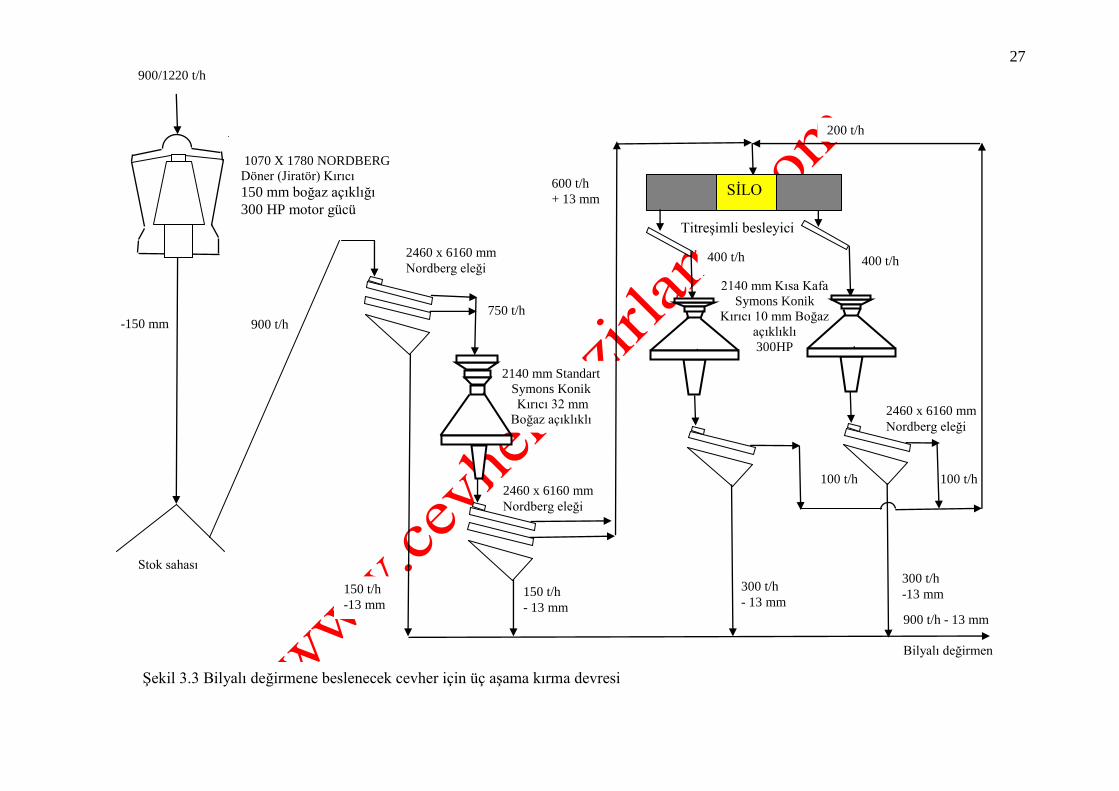
Şekil 3.3 Bilyalı değirmene beslenecek cevher için üç aşama kırma devresi
SİLO
28
Titreşimli besleyici
900 t/h
400 t/h
1482t/h 445t/h
1/2 750 t/h
Sülfürlü ve oksitli
cevherler için iki
adet stok sahası
400 t/h
305 t/h
- 16 mm
305 t/h
- 16 mm
100 t/h
100 t/h
150 t/h
- 16 mm
140 t/h
- 16 mm 900 t/h 16 mm
Çubuklu değirmen
2460 x 6160 mm
Nordberg eleği
2140 mm Standart
Symons Konik Kırıcı
32 mm Boğaz
açıklıklı
2460 x 6160 mm
Nordberg eleği
2140 mm Kısa Kafa
Symons Konik
Kırıcı 13 mm
Boğaz açıklıklı
300HP
2460 x 3048 mm
Nordberg eleği
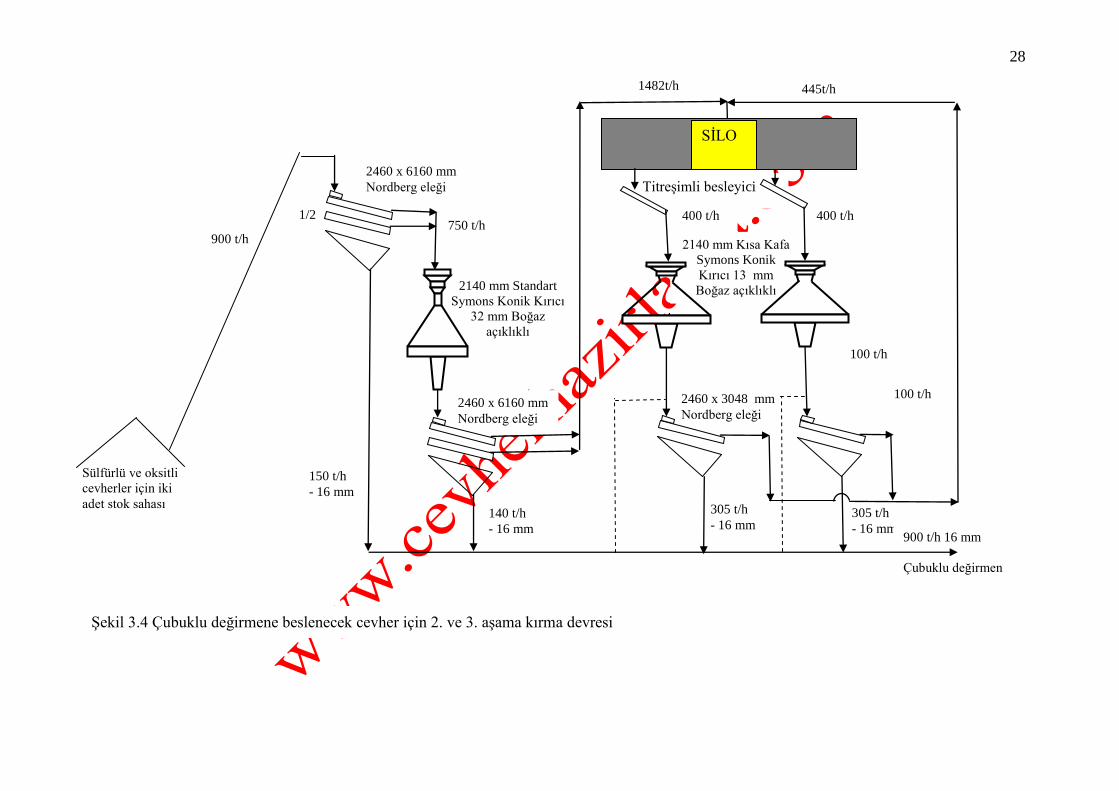
Şekil 3.4 Çubuklu değirmene beslenecek cevher için 2. ve 3. aşama kırma devresi
SİLO
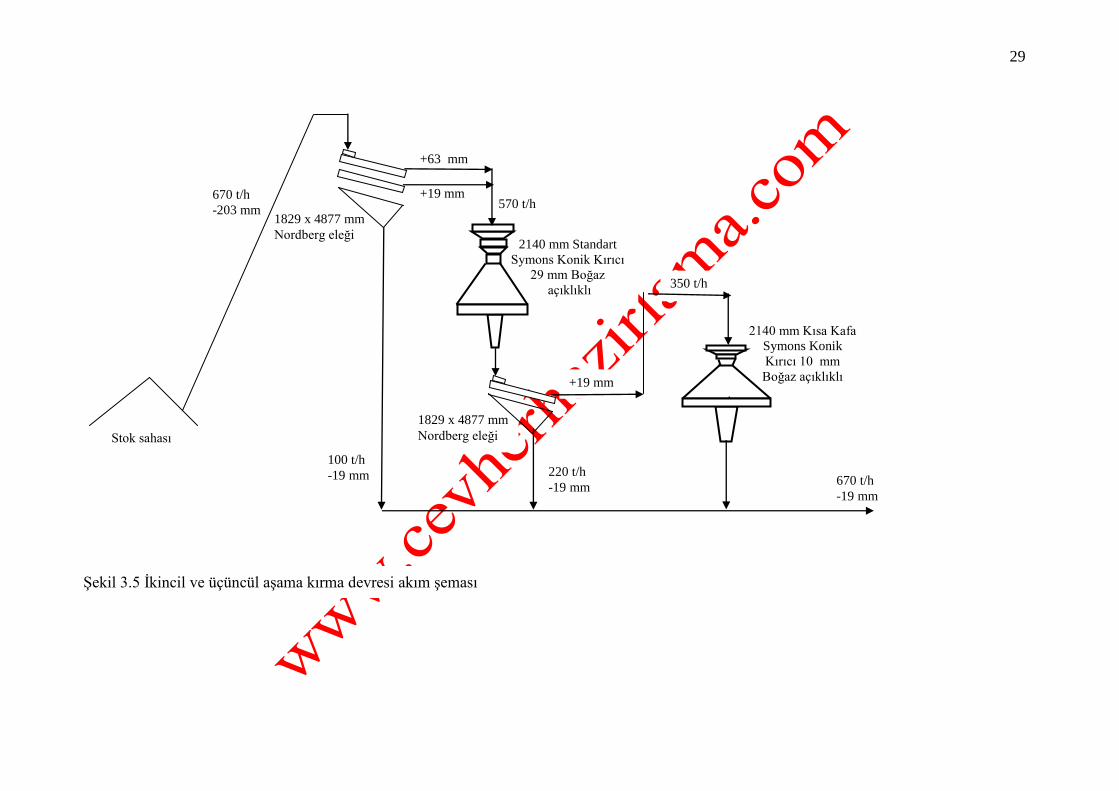
29
670 t/h
-203 mm
350 t/h
570 t/h
Stok sahası
100 t/h
-19 mm 220 t/h
-19 mm 670 t/h
-19 mm
+19 mm
+63 mm
+19 mm
1829 x 4877 mm
Nordberg eleği
1829 x 4877 mm
Nordberg eleği
2140 mm Standart
Symons Konik Kırıcı
29 mm Boğaz
açıklıklı
2140 mm Kısa Kafa
Symons Konik
Kırıcı 10 mm
Boğaz açıklıklı
300HP
Şekil 3.5 İkincil ve üçüncül aşama kırma devresi akım şeması
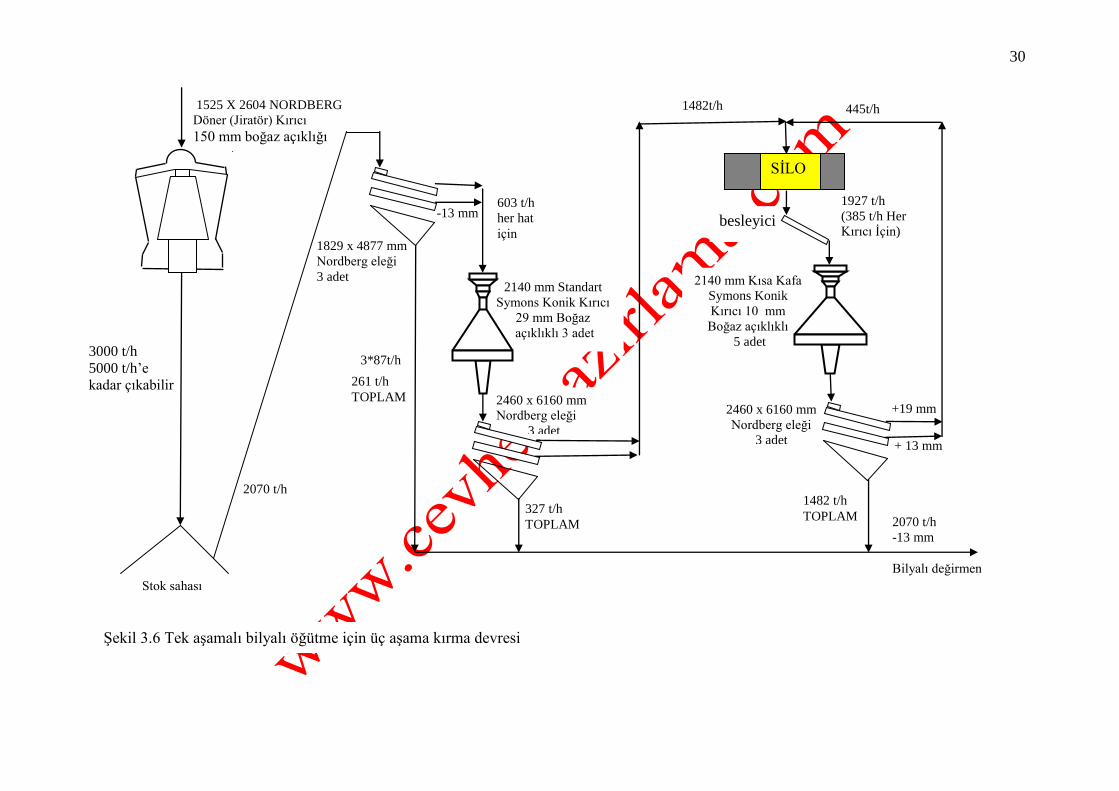
30
besleyici
1927 t/h
(385 t/h Her
Kırıcı İçin)
327 t/h
TOPLAM
2070 t/h
2070 t/h
-13 mm
Bilyalı değirmen
1482 t/h
TOPLAM
261 t/h
TOPLAM
3*87t/h
1482t/h
3000 t/h
5000 t/h’e
kadar çıkabilir
445t/h
603 t/h
her hat
için
Stok sahası
1525 X 2604 NORDBERG
Döner (Jiratör) Kırıcı
150 mm boğaz açıklığı
1829 x 4877 mm
Nordberg eleği
3 adet
-13 mm
2140 mm Standart
Symons Konik Kırıcı
29 mm Boğaz
açıklıklı 3 adet
2140 mm Kısa Kafa
Symons Konik
Kırıcı 10 mm
Boğaz açıklıklı
5 adet
+ 13 mm
+19 mm 2460 x 6160 mm
Nordberg eleği
3 adet
2460 x 6160 mm
Nordberg eleği
3 adet
Şekil 3.6 Tek aşamalı bilyalı öğütme için üç aşama kırma devresi
SİLO
31
3.1.4. Kırıcıların Güç Gereksinimleri
Tasarım aşamasında seçilmesi gereken kırıcının güç gereksiniminin ve kırıcı ürününün tane
boyu dağılımının kestirimi, devrenin enerji gereksiniminin. Kütle denkliğinin ve kırıcı
kapasitelerinin belirlenmesi açısından önemlidir.
Kırıcıya beslenecek malzemenin %80’inin geçtiği tane boyu (F80, mikron) belirlediğimiz
zaman, laboratuarda veya pilot çapta 10-15 ton kadar temsili cevherin, benzer kırıcıda
kırılmasıyla tayin edilen kırılabilirlik endeksini (C1, kw-saat/ton) Bond enerji eşitliğini
kullanarak istenilen bir ürün tane boyu (P80, mikron) için gerekli kırma birim enerjisini, ya da
farklı kırma enerjileri için P80’ni tahmin edebiliriz
8080
1
1110
FPCW (kW-saat/ton)…………………………………………………(3.1)
3.1.5. Kırıcıların Seçimi
Kırıcıların seçimi genellikle imalâtçı firmaların standart katalog bilgilerini dayanarak
yapılır. Ön fizibilite çalışmaları için yeterli hassasiyette olabilecek bu yaklaşımda dikkat
edilmesi gereken en önemli konu standart katalog bilgilerinin ortalama fiziksel özelliklere
sahip malzemeler (orta sertlikte ve yığın yoğunluğu 1605 kg/m3 (1,6 ton/m
3)) (genellikle kireç
taşı) için belirlenmiş olmaları ve her cevherin kendine özgü karakteristiklerini (besleme ve
ürün tane boyu, besleme şekli, yığın uzunluğu, sertlik, kil içeriği, nem gibi) dikkate
almamasıdır. Deneyimler sonucu elde edilen bu bilgiler, her bir kırıcı modeli ölçüleri ve çıkış
açıklıklarına göre ton/saat’lik kapasite çizelgeleri olarak verilirler. Ancak uygulamanın
yapılacağı cevher, katalog bilgilerinin ait olduğu ortalama özellikteki malzemeden çok
yumuşak veya çok sert ise ya da kil gibi sorun çıkarabilecek malzeme içeriyor ise katalog
bilgilerine dayandırılan tasarım hesaplamaları çok büyük yanlışlıklara yol açabilir. Bundan
kaçınmanın yolu da temsili cevher numuneleri ile pilot çalışma yapmaktır.
Birincil kırıcıların seçiminde göz önünde bulunması gereken üç kıstas şunlardır:
Beslenen malzemelerin parça büyüklüğü: En iri parça kırıcı açıklığını %80’ninden
küçük olmalıdır.
Ton/saat kapasitesi: Ağız açıklığı kıstasına göre seçilmiş kırıcının katalog
performansı çizgilerinde verilen kapasitenin söz konusu uygulama için yeterli
olmalıdır.
Kırıcı çıkış açıklığı : Kırıcı kapasitesini ve ürün tane boyunu belirler. Her bir kırıcının
çalışması önerilen belli bir çıkış açıklığı aralığı vardır. Çıkış açıklığı azalttıkça ürün
üst tane boyu ile birlikte kırıcı kapasitesi ile azalır. Tasarım aşamasında kapasite
çizelgelerinde kırıcı için önerilen çıkış açıklıklarından orta bir değere karşı gelen
kapasite seçilir. Böylece işletme aşamasında ortaya çıkabilecek değişik koşullara
uyum sağlayabilmesi için belli bir esneklik payı oluşturulur.
32
İkincil ve üçüncül konik kırıcıların seçimindeki en önemli kıstaslar ağız açıklığı ve istenilen
kapasitedir.
Standart ve kısa kafalı konik kırıcıların ürün üst tane boyu, kırıcı çıkış açıklığının en dar
konumundaki boyutun yaklaşık iki katıdır. Yani kırıcı çıkış açıklığının en dar konumunda 10
mm olacak şekilde ayarlanmış ise, üründeki en iri tane boyu yaklaşık 20 mm olacaktır.
Kapalı devre çalışan üçüncül kısa kafalı konik kırıcılarda geri çevrilen yükün istenilen verimli
bir düzeyde olması için, kırıcı çıkışının en dar konumunun istenilen ürünün üst tane boyundan
3 mm daha aza ayarlanması önerilmektedir. Örneğin –13 mm’lik bilyalı değirmen besleme
malzemesi hazırlayan bir kırıcı devresinde kısa kafalı konik kırıcı çıkışının en dar açıklığının
10 mm olması önerilir.
3.1.6. Kırıcı Kapasiteleri Ve Ürün Tane Boyu Dagılımları
Kapasite:
Çeneli, döner konik, darbeli, standart, ve kısa kafalı symons, konik kırıcılar için yaklaşık
kapasiteler. Çizelge 3.3 – 3.14’da verilmiştir. Daha önce belirtildiği gibi bu kapasite değerleri
cevher özelliklerine göre değişebilir.
Tasarım kapasite hesaplamalarında birincil kırıcılar için gerçek kullanım zamanının, vardiya
toplam çalışma saatinin % 75’i, ikincil ve üçüncül konik kırıcılar için ise % 83’ü olarak
alınması önerilmektedir.
Örnek 3.1 :
Günde 3 vardiya ( 24 saat ) çalışması ve 20 000 ton / gün cevher kırması gereken bir tesiste
birincil kırıcı kapasitesi nedir ?
Çözüm 3.1 :
BKK = 20 000 / ( 24 x 0,75 ) = 1110 ton / saat olmalıdır .
Bu kapasitede 1000 ton / saat’ ten büyük olduğu için uygun büyüklükte bir döner konik
kırıcının seçimini gerektirecektir .
Aynı tesisin ikinci ve üçüncü kademelerindeki konik kırıcıların kapasitesi ise ikinci ve üçüncü
KK = 20 000 / ( 24 x 0,83 ) = 1000 ton / saat olmalıdır. Bu kapasiteyi sağlamak için kırıcı
sayısı her bir kademe için birden fazla olabilir .
Ürün Tane Boyu Dağılımları :
Kırıcılardan çıkacak olan ürünün tane boyu dağılımı, beslemenin tane boyu dağılımına,
kırılan malzemenin özelliklerine ve kırıcının yüklenme koşullarına bağlı olmakla birlikte,
ortalama özelliklerdeki malzemeler için normal koşullar altında yapılacak bir kırma
işleminden beklenilen tane boyu dağılımlarını da çizelgeler veya empirik formüller halinde
bulmak mümkündür.
33
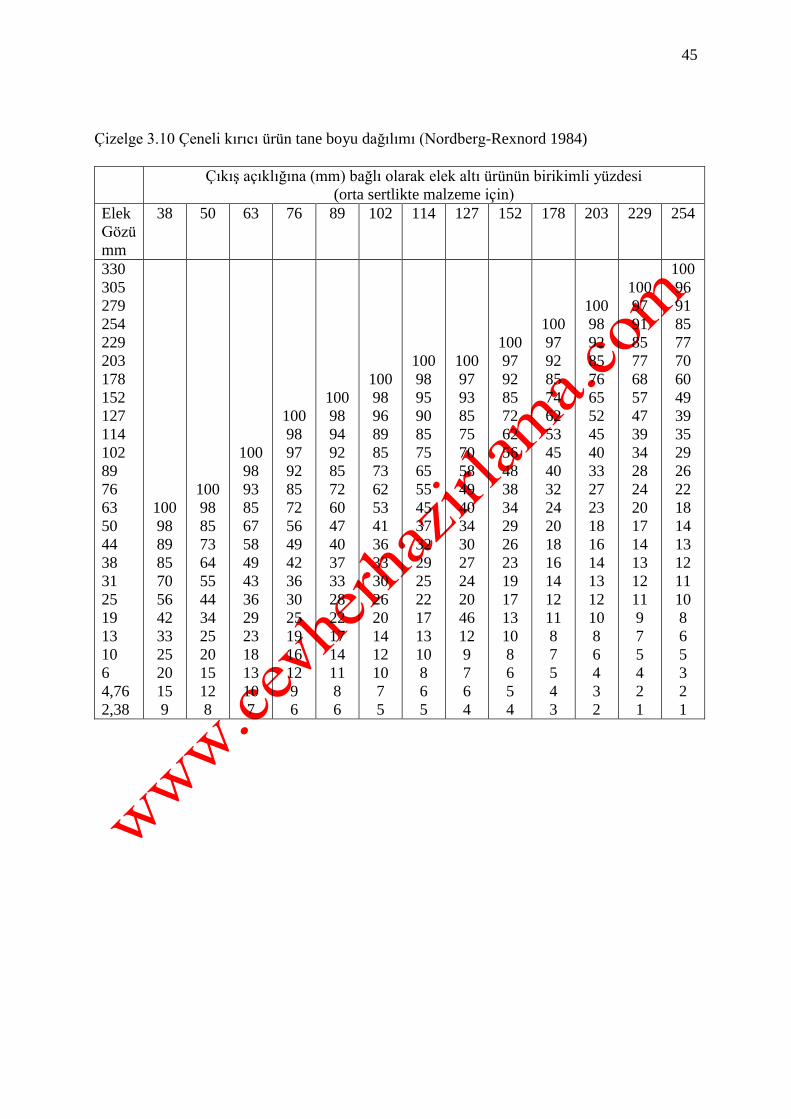
Çeneli kırıcıların ürün tane boyu dağılımı çizelge 3.10’da verilmiştir. Bu çizelgeden de
anlaşılacağı gibi geneli kırıcıdan geçirilmiş orta sertlikteki ortalama bir malzeme kare gözlü
eleklerde elendiğinde, ürünün yaklaşık % 15’i kırıcı çıkışının en dar konumundaki açıklığına
eşit boyutta göz açıklıkları olan elek üzerinde kalmaktadır.
Birincil döner konik kırıcılardan elde edilecek ürünün tane boyunu aşağıdaki empirik
formüllerle hesaplamak mümkündür.
P = 136 ( x ) 0,878
0,5 > x > 0,01 veya P = % 2 - % 74 ............................................ ( 3.2 )
P = 121 ( x ) 0,711
0,7 > x > 0,5 veya P = % 74 - % 94 .......................................... ( 3.3 )
P = 100 ( x ) 0,173
1 > x > 0,7 veya P = % 94 - % 100 .................... ……………( 3.4 )
P = Kırılmış malzemenin belli bir elek göz açıklığının altına gecen yüzdesi.
X = Söz konusu elek açıklığının kırılmış malzemedeki en iri parça boyuna oranı
Bu formülleri kullanabilmek için birincil döner konik kırıcı ürünün tahminen yüzde kaçının,
kırıcı çıkışının en geniş konumundaki açıklığına eşit açıklıkları olan kare gözlü bir eleğin
altına geçeceğinin bilinmesi gerekir.
Bu değer kırıldıklarında yassı olmayan parça veren cevherler için ; % 90 yassı parçalı ürünler
için ise ; % 80 – 85 olarak alınabilir.
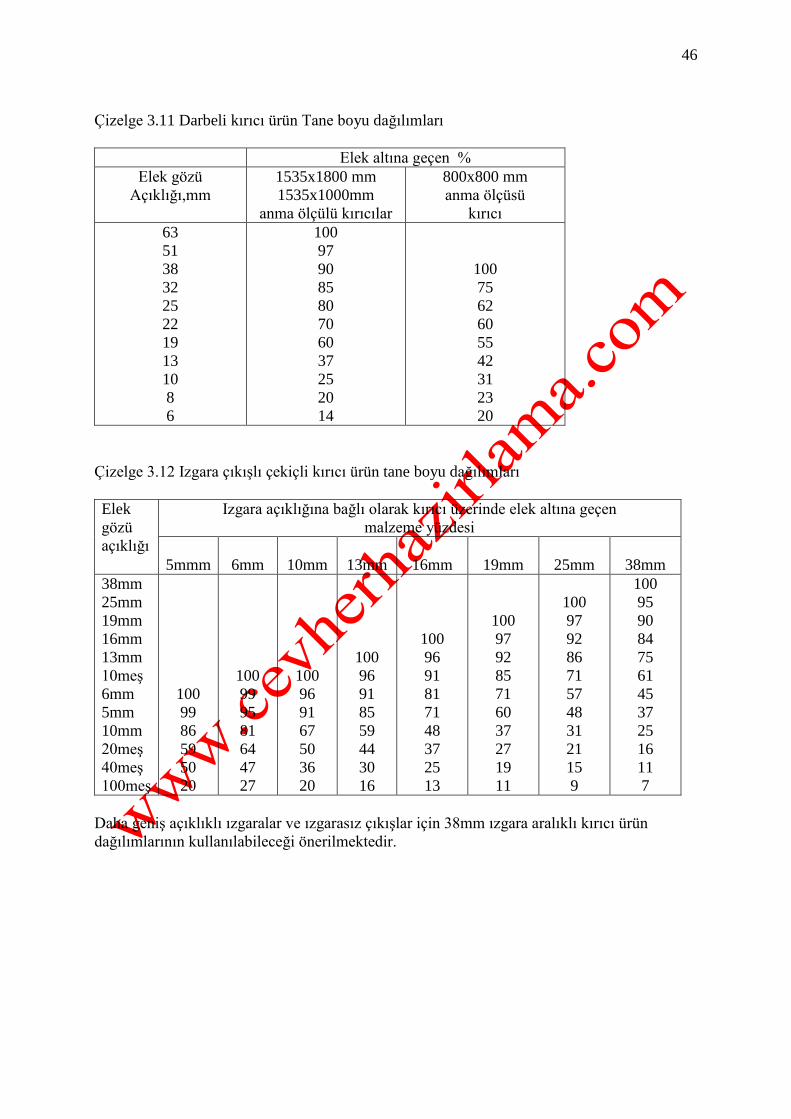
Çizelge 3.11’de darbeli kırıcıların iki modeli için ürün tane boyu dağılımı verilmiştir.
Çizelge 3.12’ de de çekiçli kırıcılar için ürün tane boyu dağlımı verilmiştir.
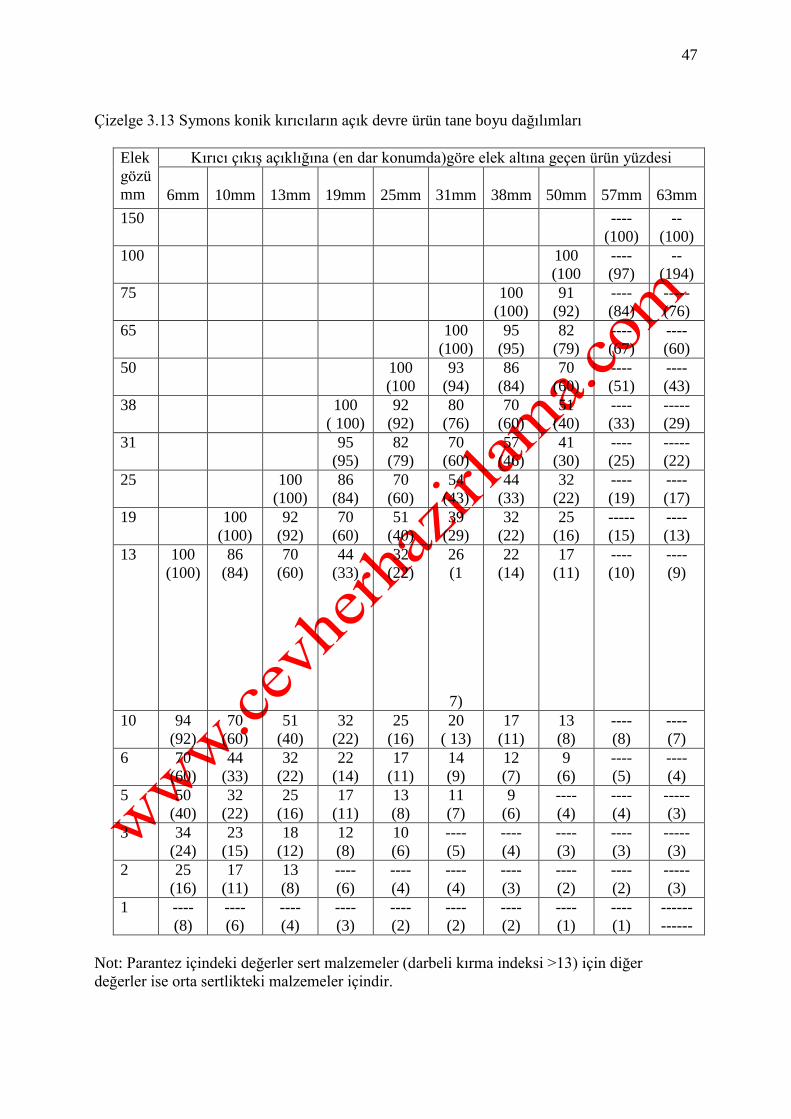
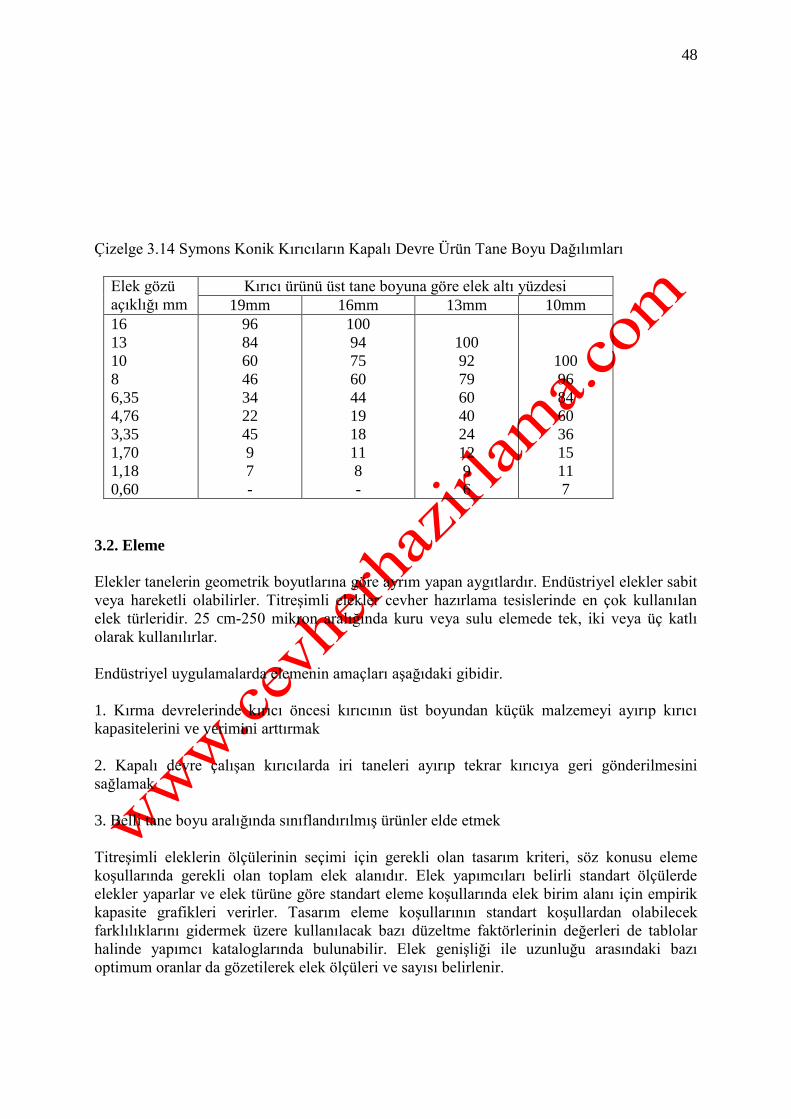
Standart ve kısa kafalı symons konik kırıcılarının ürün tane boyu dağılımları ise çizelge 3.13
ve 3.14’ de verilmiştir.
Örnek 3.2 :
Bir taş ocağından çıkarılacak olan yumuşak (darbeli kırılma endeksi = 8,5) kalker
malzemenin ağız açıklığı 6 inç’e ( 15,2 cm ) ayarlanması düşünülen bir döner konik kırıcıdan
geçirilmesi tasarlanmaktadır.Kırıcıdan elde edilecek ürünün elek analizini tahmin ediniz.
Çözüm 3.2 :
Bu malzeme kırıcı çıkış açıklığının en geniş konumunda olan 6 inç ( 15,2 cm ) aralıklı kare
gözlü elekle elendiğinde % 90’nının elek altına geçmesi beklenmektedir. O halde
P = % 90 olur. Buna göre formül seçilerek, kırılmış üründeki en iri parça boyu hesaplanır.
P = 121 ( x ) 0,711
P = 121 ( elek açıklığı / en iri parça boyu )0,711
90 = 121 ( 6 inç / en iri parça boyu )0,711
en iri parça boyu = 9,1 inç ( 23,1 cm )
İstenilen diğer elek açıklıkları için X değeri hesaplanır ve buna göre uygun gelen formül
seçilerek elek analizi tahmini yapılabilir
34
Örneğin ;
Elek açıklığı 4 inç ise :
X = 4 / 9,1 = 0,44
P = 136 ( 0,44 ) 0,878
= % 66,1
Elek açıklığı 3 inç ise :
X = 3 / 9,1 = 0,33
P = 136 ( 0,33 )0,878
= % 51,38
Elek açıklığı 2 inç ise :
X = 2 / 9,1 = 0,22
P = 136 ( 0,22 )0,878
= % 36
Elek açıklığı 1 inç ise :
X = 1 / 9,1 = 0,11
P = 136 ( 0,11 )0,878
= % 19,56
Örnek 3. 3 :
En iri parça boyu 120 cm olan bir ham cevherin, öğütme devresine besleme malzemesi
hazırlamak üzere 13 mm’nin altında kırılması gerekmektedir. Ham cevher üretimi 50 ton/gün
olup, madendeki üretim ve tesisin çalışma programı günde 3 vardiya, haftada 7 gün olacak
şekilde düzenlenmiştir. Orta sertlikte ve yassı parça şekilli olan cevherin yığın yoğunluğu 1.6
ton/m3 tür. Kırıcı devresinin akım şemasını çiziniz, devredeki kırıcıların türlerini, ölçülerini
ve sayılarını bulunuz
Çözüm 3. 3 :
Ham Cevherdeki en iri parça boyunun, kırılmış üründen istenen en iri tane boyuna oranı;
X= 120/1,3 =92 cm dir.
92 cm toplam küçültme oranıdır. Buna göre her kademedeki kırıcıların normal küçültme
oranlarını göz önünde bulundurduğumuzda, kırmanın ancak üç kademede
gerçekleştirebileceği ortaya çıkar. Bu nedenle, üç kademeli, konvansiyonel bir kırma devresi
akım şeması çizerek, kırıcıların seçimi yapılabilir.
Birincil Kırma :
Birincil kırıcıların faydalı kullanım zaman faktörü = %75’dir.
Buna göre
Gerekli kırma kapasitesi =(50.000 ton/gün)/(0,75X24 saat/gün )
= (2780 ton/saat olur.
35
Bu kapasite 1000 ton / saat’ten büyük olduğu için birinci kırıcı olarak döner konik kırıcı
seçilmesi doğru olur.
Seçilecek olan döner konik kırıcının yaklaşık ağız açıklığı :
= ( Kırıcıya beslenecek en iri parça boyu ) / 0,8’dir ( yassı ürünler için )
= 120cm / 0,8
= 150cm ( 59 inç ) olmalıdır ki ham cevherdeki en iri parçalar kırıcıya rahatlıkla
beslene bilsin.
Bundan sonra döner konik kırıcı kapasite çizelgesine bakılarak;
1. Belirlenen ağız açıklığına göre.
2. Belirli bir kırma oranına göre alınacak kırıcı çıkış açıklığı kıstasları seçilerek tek bir
kırıcının kapasite gereksinimini karşılayıp karşılamadığı kontrol edilir. Çizelge 3.4’e
bakıldığında 1524 – 2286 mm ( 60- 90 inç ) anma ölçülerine sahip kırıcının yukarıda
hesaplanan ağız açıklığı kıstasını sağladığı ve bu kırıcı için önerilen en geniş çıkış
açıklıkları arasından 205 mm (8 inç)’lik orta bir seçimin tipik bir küçültme oranı
verebileceği ve eksantrik atımı 38mm olan tek bir kırıcının kapasite gereksinimini
karşılayabileceği görülmektedir. Bu kırıcının max tasarım gücü 700 BG olarak
verilmektedir Kırıcıdan çıkan ürünün en iri parça boyu; Ürün yassı şekilli olduğu
için.
P = %85
Elek açıklığı = 205mm
P = 121 ( X )0.711
P = 121 X ( 205mm / en iri parça boyu )0.711
121 X ( 205mm / en iri parça boyu )0.711
= 85
En iri parça boyu = 335mm = 3,35 cm = 13,2 inç
En iri tane boyunu bulduktan sonra, döner konik kırıcıdan elde edilmesi beklenen kırılmış
ürünün tane boyu dağılımını hesaplayabiliriz. Örneğin;
Elek açıklığı = 150mm 5,9 inç =>
X = 150 / 335 = 0,44
P = 136 ( X )0.878
P = 136 ( 0,44 ) 0.878
P = % 66,1
Elek açıklığı = 100mm = 3.9 inç =>
X= 100 / 335 = 0.298
P = 136 ( 0,298 ) 0.878
P = % 47
Elek açıklığı = 50mm =>
P = % 25,6
36
Elek açıklığı son ürün en iri tane boyu olan 13mm=>
Bu boyuttan ince tanelerin yüzdesi;
P = % 7,84 = % 8
İkincil Kırma :
İkincil kırıcıların tasarım kapasitesi :
İkincil ve üçüncül konik kırıcıların faydalı zaman faktörü = 0,83 olduğundan ;
Kapasite = ( 5000 ton / gün ) / ( 0,83 X 24 saat/gün )
= 2500 ton/saat’tir
Birincil kırıcı ile ikincil kırıcıların saatlik kapasitelerindeki uyuşmazlık birincil kırıcıdan
sonra bir stoklama ile giderilebilir.
İkincil kırıcı olarak seçilecek olan standart konik kırıcının ağız açıklığı, birincil döner
kırıcıdan çıkan üründeki en iri parçayı ( 335 mm ) içine alabilecek genişlikte olmalı ve çıkış
açıklığı da uygun bir küçültme oranı verebilecek şekilde ayarlanabilmelidir.
Seçilecek olan ikincil konik kırıcının ağız açıklığı;
= ( Kırıcıya beslenecek en iri parça boyu ) / 0,8 ( yassı ürünler için )
= 335 / 0,8 = 419mm ( 16,5 inç ) olacağından kırıcı haznesinin türü buna uygun
seçilmelidir.
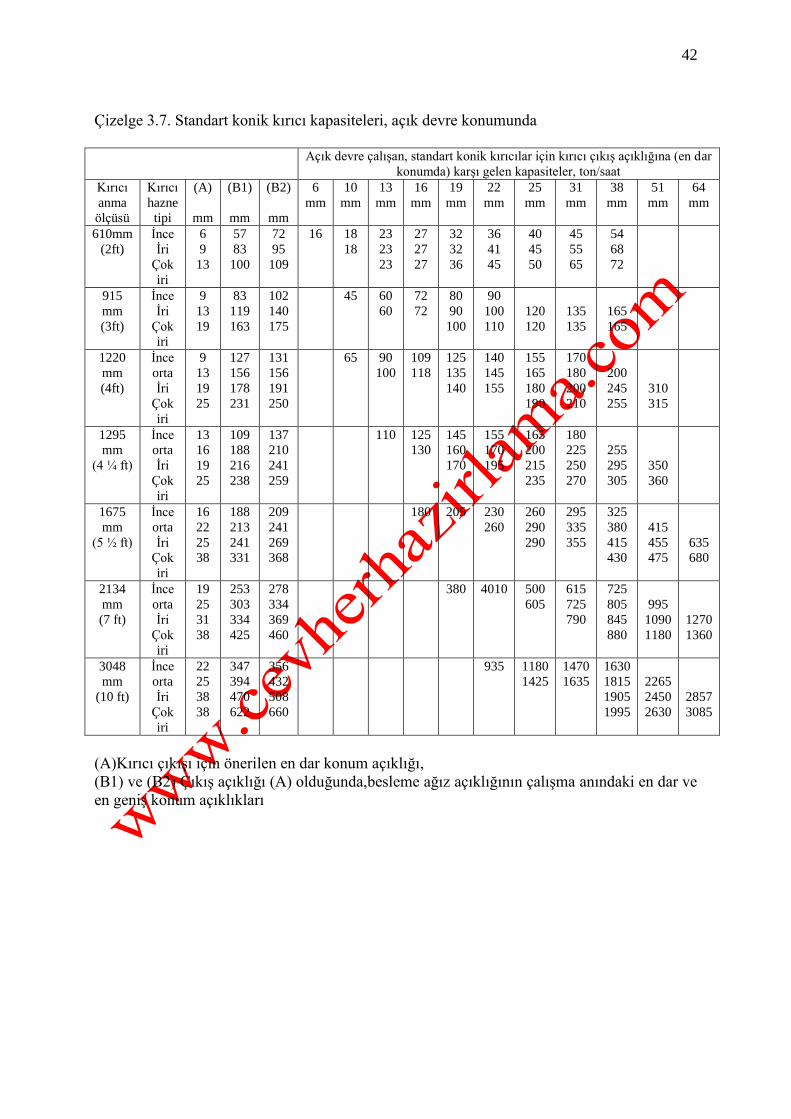
Bulunan ağız açıklığına göre çizelge 3.7’den yaralanarak 2134 mm (7 ft) anma ölçülü kırıcını
bu ölçüyü sağladığı görülmektedir. Buna göre çok iri hazne tipi seçileceğinden, kırıcının en
dar çıkış açıklığı 38 mm (1,5 inç) olacaktır.
Buna göre de üst tane boyu çizelge 2- 12’den 76 mm (3 inç) olarak belirlenir.
Seçilen kırıcının kapasitesi = 880 ton/saat’tir
880 ton / saat < 2500 ton / saat olduğundan birden fazla kırıcıya gereksinim olacaktır. Fakat
öncelikle birincil kırıcı ürünündeki 76mm ( 3 İnç )’den ince tanelerin yüzdesinin bilinmesi
gerekir. Çünkü belli oranda bu boyuttan ince taneler varsa bu malzemenin ikincil kırıcıya
verilmeden önce bir elekle ayrılması gerekir.
76 mm ( 3 inç)’ den ince tanelerin yüzdesi ;
X = 3 – 13,2 = 0,22
P = 136 ( 0,227 ) 0,878
P = % 37
Bu durumda ikincil kırma devresinin kapasitesi ;
= 2500 X ( 1,0 – 0,37 ) = 1575 ton / saat‘tir
Gerekli olan 2134 mm’lik standart konik kırıcı sayısı ;
= ( 1575 ton / saat ) / ( 880 ton / saat / kırıcı )
37
= 2 adet kırıcı
Üçüncül kırma
Kapalı devre olarak çalışan kısa kafalı konik kırıcılar için pratikte önerilen kural, kırıcı
çıkışının en dar konumundaki açıklığının istenilen son ürün üst ana boyundan 3 milim daha
aza ayarlanmasıdır. Buna göre seçilecek olan kısa kafalı konik kırıcıların, çıkış aralığı;
=13mm - 3mm = 10mm olmalıdır.
Kırıcılara beslenen malzemedeki en iri tane boyu = 76mm (3inç)'dir.
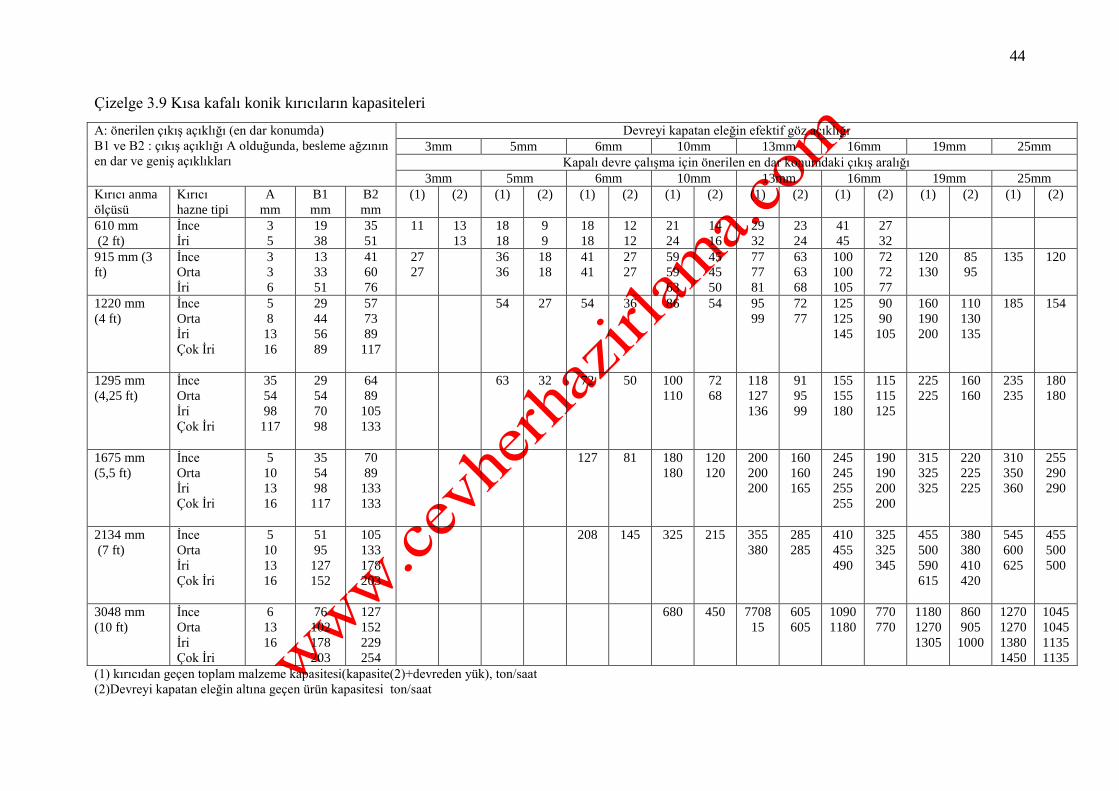
Bu kıstaslara göre çizelge 3,9'a göre uygun olan kırıcı büyüklüğü, orta incelikte kırıcı haznesi
olan 2134mm (7ft) oranına ölçülü kısa kafalı konik kırıcıdır. Bu tür kırıcının kapasitesi ise
380 km/saat’tir.
Toplam kapasite:
Üçüncül kırıcılarda kırılacak olan malzemenin miktarını bulmak için ters kapalı devrelerde
kütle denkliği esasından yararlanarak getirilmiş olan aşağıdaki formül kullanılmaktadır.
Z
EYGÇY
100100100% ....................................................................(3,5)
%GÇY = Geri çevrimdeki yük, üçüncül kırıcı öncesi eleğe gelen yeni beslemenin (ikincil
kırıcıların ürünü + ikincil kırıcı öncesi eleğin elek altı) yüzdesi olarak;
Y = Kapalı devre eleğinin göz açıklığından ince olan malzeme üçüncül kırıcı ürünündeki
yüzdesi;
Z = Kapalı devre eleğinin göz açıklığından ince olan malzemenin eleğe gelen yeni
beslemedeki yüzdesi;
E = Elek verimi yüzdesi (tasarım aºamasında % 100 olarak alınabilir.)
Z Değeri:
Çizelge 2,12 'den yararlanarak en dar çıkış açıklığı 38 mm olan ikincil konik kırıcılardan
çıkan ürünlerden -13 mm malzemenin beklenen yüzdesinin %22 olduğu bulunabilir. birincil
kırıcı üründeki -13 mm malzemesinin ise % 8 oranında olduğu daha önce hesaplanmıştı buna
göre kapalı devre eleğine gelen yeni besleme içerisindeki -13mm malzemesinin yüzdesi (Z)
şu şekilde hesaplanabilir.
86.21%1002500
22.0157508.02500
Z
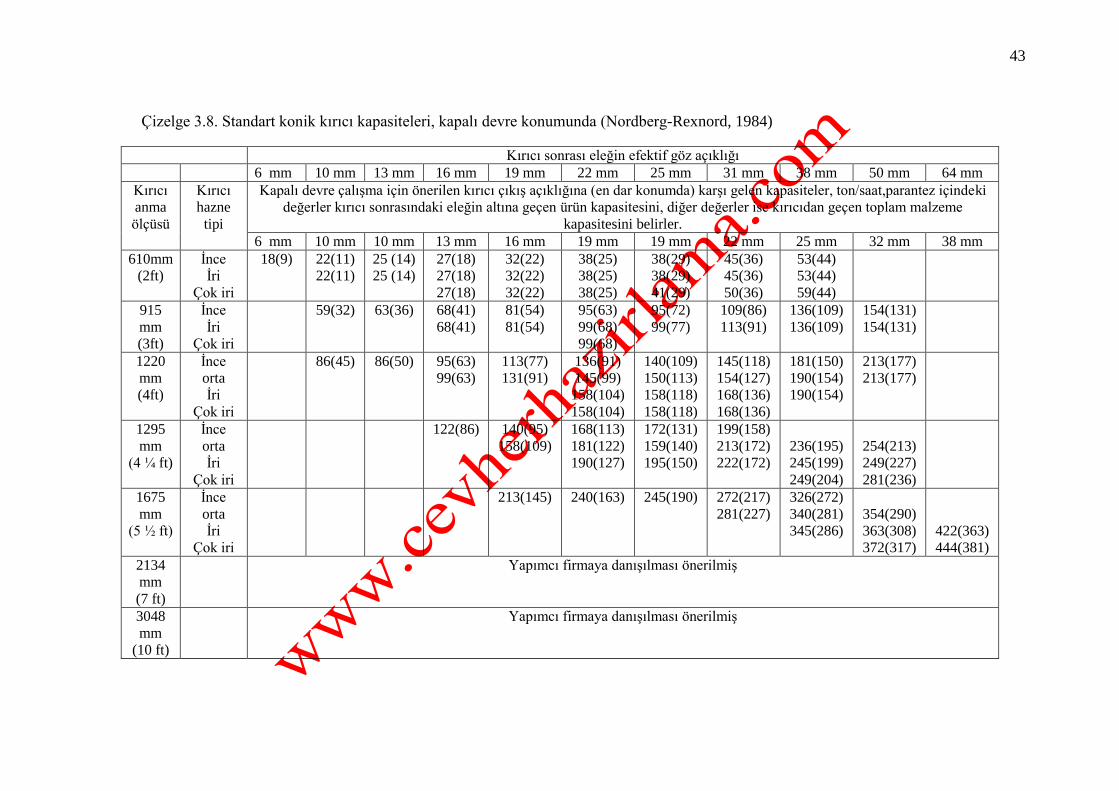
Y değeri:
kapalı devre çalışan üçüncül kırıcıdan beklenen üründeki -13 mm'lik malzemenin yüzdesini
de çizelge 3,14'den Y = %84 olarak bulabiliriz.
38
Bu değerleri formülde yerlerine koyarak yazdığımızda
93%86.21100
100100
84
100%
GÇY
Böylece, üçüncül kırıcılar için gerekli olan toplam kapasite yani geri çevirilen yük miktarı
(GÇYM)
GÇYM = (2500 ton/saat)x0,93 =2325 ton/saat'tir.
Kırıcı sayısı:
Seçilen kısa kafalı konik kırıcı türünün bir tanesinin kapasitesi 380ton/saat olduğuna göre,
gerekli olan üçüncül kırıcı sayısı;
kırıcı sayısı = 2325/380 =6,12 ~7'dir.
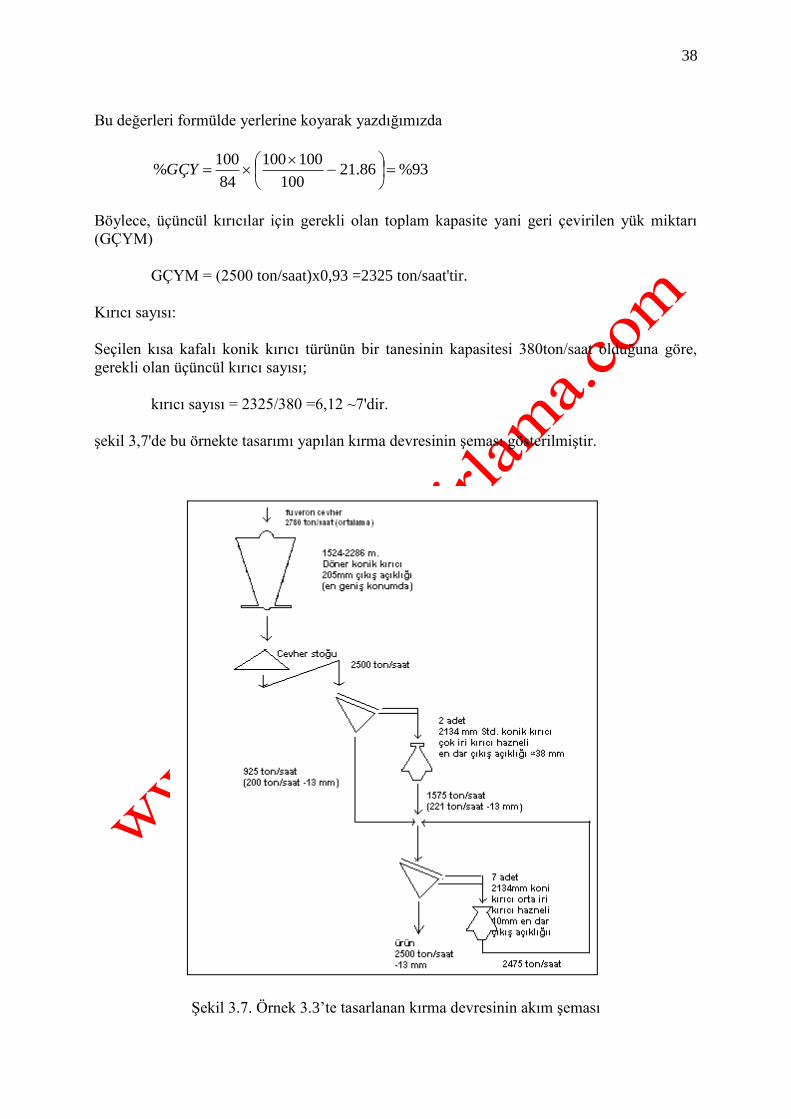
şekil 3,7'de bu örnekte tasarımı yapılan kırma devresinin şeması gösterilmiştir.
Şekil 3.7. Örnek 3.3’te tasarlanan kırma devresinin akım şeması
39
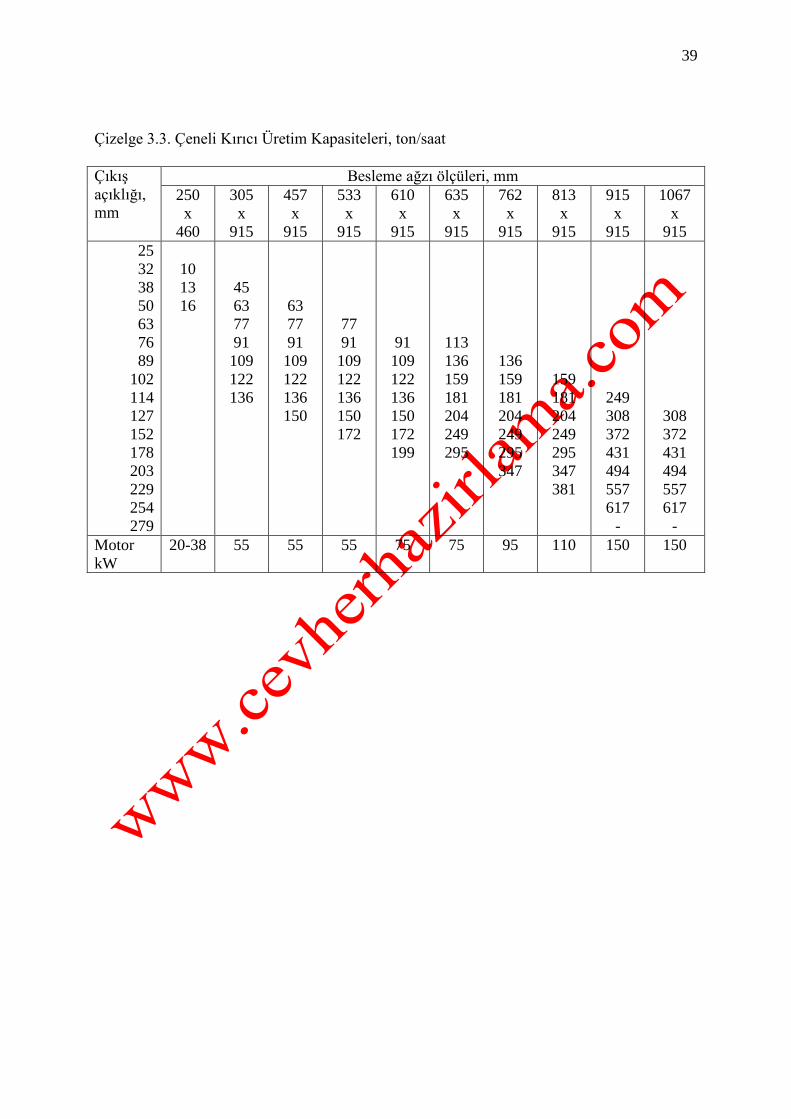
Çizelge 3.3. Çeneli Kırıcı Üretim Kapasiteleri, ton/saat
Çıkış
açıklığı,
mm
Besleme ağzı ölçüleri, mm
250
x
460
305
x
915
457
x
915
533
x
915
610
x
915
635
x
915
762
x
915
813
x
915
915
x
915
1067
x
915
25
32
38
50
63
76
89
102
114
127
152
178
203
229
254
279
10
13
16
45
63
77
91
109
122
136
63
77
91
109
122
136
150
77
91
109
122
136
150
172
91
109
122
136
150
172
199
113
136
159
181
204
249
295
136
159
181
204
249
295
347
159
181
204
249
295
347
381
249
308
372
431
494
557
617
-
308
372
431
494
557
617
-
Motor
kW
20-38 55 55 55 75 75 95 110 150 150
40
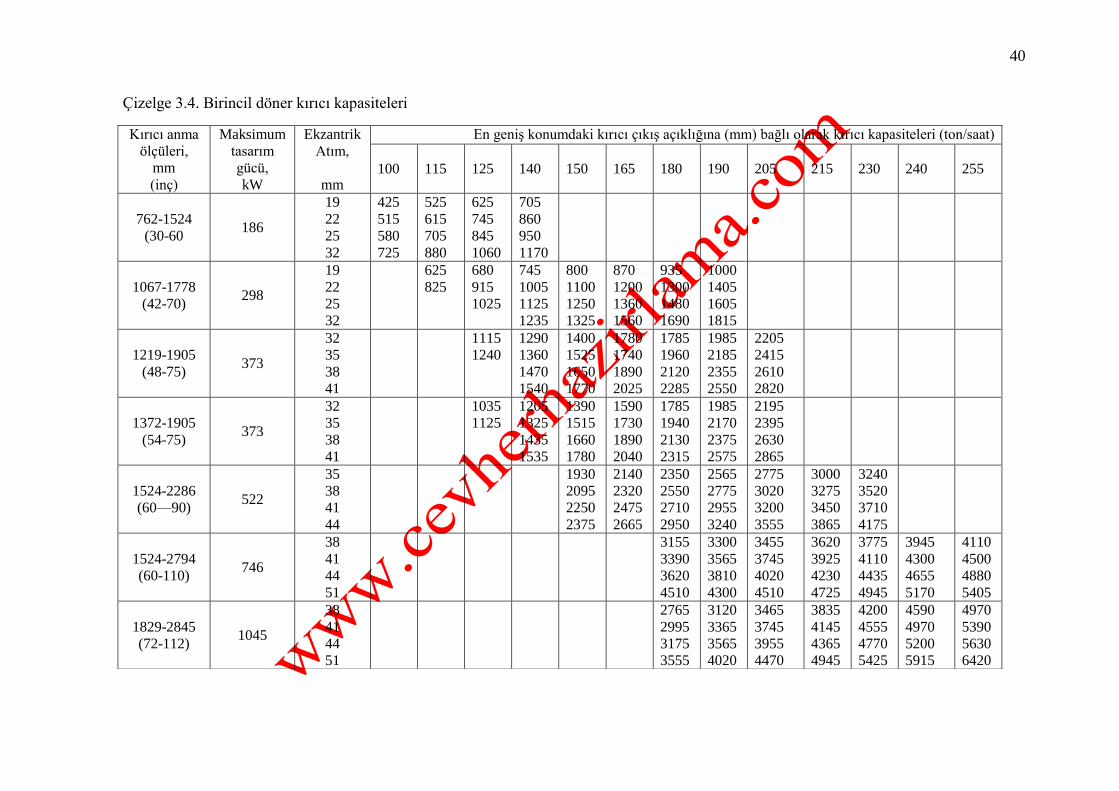
Çizelge 3.4. Birincil döner kırıcı kapasiteleri
Kırıcı anma
ölçüleri,
mm
(inç)
Maksimum
tasarım
gücü,
kW
Ekzantrik
Atım,
mm
En geniş konumdaki kırıcı çıkış açıklığına (mm) bağlı olarak kırıcı kapasiteleri (ton/saat)
100 115 125 140 150 165 180 190 205 215 230 240 255
762-1524
(30-60 186
19
22
25
32
425
515
580
725
525
615
705
880
625
745
845
1060
705
860
950
1170
1067-1778
(42-70) 298
19
22
25
32
625
825
680
915
1025
745
1005
1125
1235
800
1100
1250
1325
870
1200
1360
1560
935
1300
1480
1690
1000
1405
1605
1815
1219-1905
(48-75) 373
32
35
38
41
1115
1240
1290
1360
1470
1540
1400
1525
1650
1770
1780
1740
1890
2025
1785
1960
2120
2285
1985
2185
2355
2550
2205
2415
2610
2820
1372-1905
(54-75) 373
32
35
38
41
1035
1125
1205
1325
1435
1535
1390
1515
1660
1780
1590
1730
1890
2040
1785
1940
2130
2315
1985
2170
2375
2575
2195
2395
2630
2865
1524-2286
(60—90) 522
35
38
41
44
1930
2095
2250
2375
2140
2320
2475
2665
2350
2550
2710
2950
2565
2775
2955
3240
2775
3020
3200
3555
3000
3275
3450
3865
3240
3520
3710
4175
1524-2794
(60-110) 746
38
41
44
51
3155
3390
3620
4510
3300
3565
3810
4300
3455
3745
4020
4510
3620
3925
4230
4725
3775
4110
4435
4945
3945
4300
4655
5170
4110
4500
4880
5405
1829-2845
(72-112) 1045
38
41
44
51
2765
2995
3175
3555
3120
3365
3565
4020
3465
3745
3955
4470
3835
4145
4365
4945
4200
4555
4770
5425
4590
4970
5200
5915
4970
5390
5630
6420
41
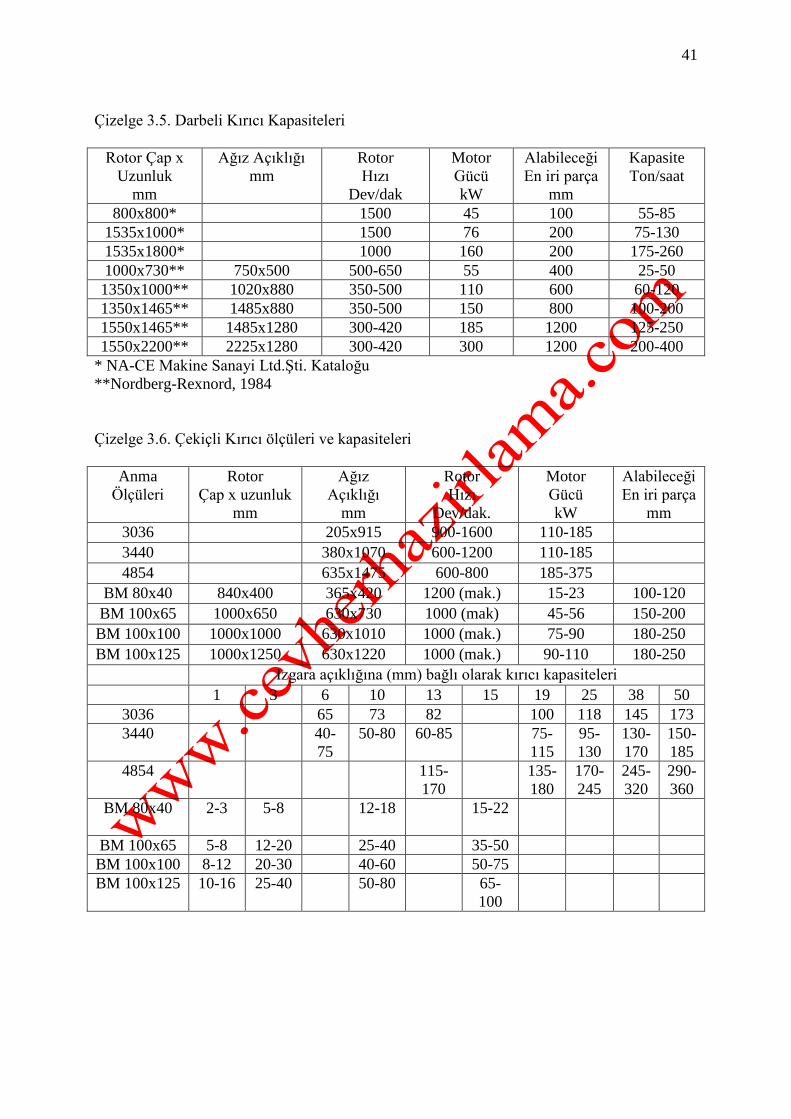
Çizelge 3.5. Darbeli Kırıcı Kapasiteleri
Rotor Çap x
Uzunluk
mm
Ağız Açıklığı
mm
Rotor
Hızı
Dev/dak
Motor
Gücü
kW
Alabileceği
En iri parça
mm
Kapasite
Ton/saat
800x800* 1500 45 100 55-85
1535x1000* 1500 76 200 75-130
1535x1800* 1000 160 200 175-260
1000x730** 750x500 500-650 55 400 25-50
1350x1000** 1020x880 350-500 110 600 60-120
1350x1465** 1485x880 350-500 150 800 100-200
1550x1465** 1485x1280 300-420 185 1200 125-250
1550x2200** 2225x1280 300-420 300 1200 200-400
* NA-CE Makine Sanayi Ltd.Şti. Kataloğu
**Nordberg-Rexnord, 1984
Çizelge 3.6. Çekiçli Kırıcı ölçüleri ve kapasiteleri
Anma
Ölçüleri
Rotor
Çap x uzunluk
mm
Ağız
Açıklığı
mm
Rotor
Hızı
Dev/dak.
Motor
Gücü
kW
Alabileceği
En iri parça
mm
3036 205x915 900-1600 110-185
3440 380x1070 600-1200 110-185
4854 635x1475 600-800 185-375
BM 80x40 840x400 365x420 1200 (mak.) 15-23 100-120
BM 100x65 1000x650 630x730 1000 (mak) 45-56 150-200
BM 100x100 1000x1000 630x1010 1000 (mak.) 75-90 180-250
BM 100x125 1000x1250 630x1220 1000 (mak.) 90-110 180-250
Izgara açıklığına (mm) bağlı olarak kırıcı kapasiteleri
1 3 6 10 13 15 19 25 38 50
3036 65 73 82 100 118 145 173
3440 40-
75
50-80 60-85 75-
115
95-
130
130-
170
150-
185
4854 115-
170
135-
180
170-
245
245-
320
290-
360
BM 80x40 2-3 5-8 12-18 15-22
BM 100x65 5-8 12-20 25-40 35-50
BM 100x100 8-12 20-30 40-60 50-75
BM 100x125 10-16 25-40 50-80 65-
100
42
Çizelge 3.7. Standart konik kırıcı kapasiteleri, açık devre konumunda
Açık devre çalışan, standart konik kırıcılar için kırıcı çıkış açıklığına (en dar
konumda) karşı gelen kapasiteler, ton/saat
Kırıcı
anma
ölçüsü
Kırıcı
hazne
tipi
(A)
mm
(B1)
mm
(B2)
mm
6
mm
10
mm
13
mm
16
mm
19
mm
22
mm
25
mm
31
mm
38
mm
51
mm
64
mm
610mm
(2ft)
İnce
İri
Çok
iri
6
9
13
57
83
100
72
95
109
16 18
18
23
23
23
27
27
27
32
32
36
36
41
45
40
45
50
45
55
65
54
68
72
915
mm
(3ft)
İnce
İri
Çok
iri
9
13
19
83
119
163
102
140
175
45 60
60
72
72
80
90
100
90
100
110
120
120
135
135
165
165
1220
mm
(4ft)
İnce
orta
İri
Çok
iri
9
13
19
25
127
156
178
231
131
156
191
250
65 90
100
109
118
125
135
140
140
145
155
155
165
180
190
170
180
200
210
200
245
255
310
315
1295
mm
(4 ¼ ft)
İnce
orta
İri
Çok
iri
13
16
19
25
109
188
216
238
137
210
241
259
110 125
130
145
160
170
155
170
195
165
200
215
235
180
225
250
270
255
295
305
350
360
1675
mm
(5 ½ ft)
İnce
orta
İri
Çok
iri
16
22
25
38
188
213
241
331
209
241
269
368
180 205 230
260
260
290
290
295
335
355
325
380
415
430
415
455
475
635
680
2134
mm
(7 ft)
İnce
orta
İri
Çok
iri
19
25
31
38
253
303
334
425
278
334
369
460
380 4010 500
605
615
725
790
725
805
845
880
995
1090
1180
1270
1360
3048
mm
(10 ft)
İnce
orta
İri
Çok
iri
22
25
38
38
347
394
470
622
356
432
508
660
935 1180
1425
1470
1635
1630
1815
1905
1995
2265
2450
2630
2857
3085
(A)Kırıcı çıkışı için önerilen en dar konum açıklığı,
(B1) ve (B2) Çıkış açıklığı (A) olduğunda,besleme ağız açıklığının çalışma anındaki en dar ve
en geniş konum açıklıkları
43
Çizelge 3.8. Standart konik kırıcı kapasiteleri, kapalı devre konumunda (Nordberg-Rexnord, 1984)
Kırıcı sonrası eleğin efektif göz açıklığı
6 mm 10 mm 13 mm 16 mm 19 mm 22 mm 25 mm 31 mm 38 mm 50 mm 64 mm
Kırıcı
anma
ölçüsü
Kırıcı
hazne
tipi
Kapalı devre çalışma için önerilen kırıcı çıkış açıklığına (en dar konumda) karşı gelen kapasiteler, ton/saat,parantez içindeki
değerler kırıcı sonrasındaki eleğin altına geçen ürün kapasitesini, diğer değerler ise kırıcıdan geçen toplam malzeme
kapasitesini belirler.
6 mm 10 mm 10 mm 13 mm 16 mm 19 mm 19 mm 22 mm 25 mm 32 mm 38 mm
610mm
(2ft)
İnce
İri
Çok iri
18(9) 22(11)
22(11)
25 (14)
25 (14)
27(18)
27(18)
27(18)
32(22)
32(22)
32(22)
38(25)
38(25)
38(25)
38(29)
38(29)
41(29)
45(36)
45(36)
50(36)
53(44)
53(44)
59(44)
915
mm
(3ft)
İnce
İri
Çok iri
59(32) 63(36) 68(41)
68(41)
81(54)
81(54)
95(63)
99(68)
99(68)
95(72)
99(77)
109(86)
113(91)
136(109)
136(109)
154(131)
154(131)
1220
mm
(4ft)
İnce
orta
İri
Çok iri
86(45) 86(50) 95(63)
99(63)
113(77)
131(91)
136(91)
145(99)
158(104)
158(104)
140(109)
150(113)
158(118)
158(118)
145(118)
154(127)
168(136)
168(136)
181(150)
190(154)
190(154)
213(177)
213(177)
1295
mm
(4 ¼ ft)
İnce
orta
İri
Çok iri
122(86) 140(95)
158(109)
168(113)
181(122)
190(127)
172(131)
159(140)
195(150)
199(158)
213(172)
222(172)
236(195)
245(199)
249(204)
254(213)
249(227)
281(236)
1675
mm
(5 ½ ft)
İnce
orta
İri
Çok iri
213(145) 240(163) 245(190) 272(217)
281(227)
326(272)
340(281)
345(286)
354(290)
363(308)
372(317)
422(363)
444(381)
2134
mm
(7 ft)
Yapımcı firmaya danışılması önerilmiş
3048
mm
(10 ft)
Yapımcı firmaya danışılması önerilmiş
44
Çizelge 3.9 Kısa kafalı konik kırıcıların kapasiteleri
(1) kırıcıdan geçen toplam malzeme kapasitesi(kapasite(2)+devreden yük), ton/saat
(2)Devreyi kapatan eleğin altına geçen ürün kapasitesi ton/saat
A: önerilen çıkış açıklığı (en dar konumda)
B1 ve B2 : çıkış açıklığı A olduğunda, besleme ağzının
en dar ve geniş açıklıkları
Devreyi kapatan eleğin efektif göz açıklığı
3mm 5mm 6mm 10mm 13mm 16mm 19mm 25mm
Kapalı devre çalışma için önerilen en dar konumdaki çıkış aralığı
3mm 5mm 6mm 10mm 13mm 16mm 19mm 25mm
Kırıcı anma
ölçüsü
Kırıcı
hazne tipi
A
mm
B1
mm
B2
mm
(1) (2) (1) (2) (1) (2) (1) (2) (1) (2) (1) (2) (1) (2) (1) (2)
610 mm
(2 ft)
İnce
İri
3
5
19
38
35
51
11 13
13
18
18
9
9
18
18
12
12
21
24
14
16
29
32
23
24
41
45
27
32
915 mm (3
ft)
İnce
Orta
İri
3
3
6
13
33
51
41
60
76
27
27
36
36
18
18
41
41
27
27
59
59
63
45
45
50
77
77
81
63
63
68
100
100
105
72
72
77
120
130
85
95
135 120
1220 mm
(4 ft)
İnce
Orta
İri
Çok İri
5
8
13
16
29
44
56
89
57
73
89
117
54 27 54 36 86 54 95
99
72
77
125
125
145
90
90
105
160
190
200
110
130
135
185 154
1295 mm
(4,25 ft)
İnce
Orta
İri
Çok İri
35
54
98
117
29
54
70
98
64
89
105
133
63 32 72 50 100
110
72
68
118
127
136
91
95
99
155
155
180
115
115
125
225
225
160
160
235
235
180
180
1675 mm
(5,5 ft)
İnce
Orta
İri
Çok İri
5
10
13
16
35
54
98
117
70
89
133
133
127 81 180
180
120
120
200
200
200
160
160
165
245
245
255
255
190
190
200
200
315
325
325
220
225
225
310
350
360
255
290
290
2134 mm
(7 ft)
İnce
Orta
İri
Çok İri
5
10
13
16
51
95
127
152
105
133
178
203
208 145 325 215 355
380
285
285
410
455
490
325
325
345
455
500
590
615
380
380
410
420
545
600
625
455
500
500
3048 mm
(10 ft)
İnce
Orta
İri
Çok İri
6
13
16
76
102
178
203
127
152
229
254
680 450 7708
15
605
605
1090
1180
770
770
1180
1270
1305
860
905
1000
1270
1270
1380
1450
1045
1045
1135
1135
45
Çizelge 3.10 Çeneli kırıcı ürün tane boyu dağılımı (Nordberg-Rexnord 1984)
Çıkış açıklığına (mm) bağlı olarak elek altı ürünün birikimli yüzdesi
(orta sertlikte malzeme için)
Elek
Gözü
mm
38 50 63 76 89 102 114 127 152 178 203 229 254
330
305
279
254
229
203
178
152
127
114
102
89
76
63
50
44
38
31
25
19
13
10
6
4,76
2,38
100
98
89
85
70
56
42
33
25
20
15
9
100
98
85
73
64
55
44
34
25
20
15
12
8
100
98
93
85
67
58
49
43
36
29
23
18
13
10
7
100
98
97
92
85
72
56
49
42
36
30
25
19
16
12
9
6
100
98
94
92
85
72
60
47
40
37
33
28
22
17
14
11
8
6
100
98
96
89
85
73
62
53
41
36
33
30
26
20
14
12
10
7
5
100
98
95
90
85
75
65
55
45
37
32
29
25
22
17
13
10
8
6
5
100
97
93
85
75
70
58
49
40
34
30
27
24
20
46
12
9
7
6
4
100
97
92
85
72
62
56
48
38
34
29
26
23
19
17
13
10
8
6
5
4
100
97
92
85
74
62
53
45
40
32
24
20
18
16
14
12
11
8
7
5
4
3
100
98
92
85
76
65
52
45
40
33
27
23
18
16
14
13
12
10
8
6
4
3
2
100
97
91
85
77
68
57
47
39
34
28
24
20
17
14
13
12
11
9
7
5
4
2
1
100
96
91
85
77
70
60
49
39
35
29
26
22
18
14
13
12
11
10
8
6
5
3
2
1
46
Çizelge 3.11 Darbeli kırıcı ürün Tane boyu dağılımları
Elek altına geçen %
Elek gözü
Açıklığı,mm
1535x1800 mm
1535x1000mm
anma ölçülü kırıcılar
800x800 mm
anma ölçüsü
kırıcı
63
51
38
32
25
22
19
13
10
8
6
100
97
90
85
80
70
60
37
25
20
14
100
75
62
60
55
42
31
23
20
Çizelge 3.12 Izgara çıkışlı çekiçli kırıcı ürün tane boyu dağılımları
Elek
gözü
açıklığı
Izgara açıklığına bağlı olarak kırıcı üzerinde elek altına geçen
malzeme yüzdesi
5mmm
6mm
10mm
13mm
16mm
19mm
25mm
38mm
38mm
25mm
19mm
16mm
13mm
10meş
6mm
5mm
10mm
20meş
40meş
100meş
100
99
86
59
50
20
100
99
95
81
64
47
27
100
96
91
67
50
36
20
100
96
91
85
59
44
30
16
100
96
91
81
71
48
37
25
13
100
97
92
85
71
60
37
27
19
11
100
97
92
86
71
57
48
31
21
15
9
100
95
90
84
75
61
45
37
25
16
11
7
Daha geniş açıklıklı ızgaralar ve ızgarasız çıkışlar için 38mm ızgara aralıklı kırıcı ürün
dağılımlarının kullanılabileceği önerilmektedir.
47
Çizelge 3.13 Symons konik kırıcıların açık devre ürün tane boyu dağılımları
Elek
gözü
mm
Kırıcı çıkış açıklığına (en dar konumda)göre elek altına geçen ürün yüzdesi
6mm
10mm
13mm
19mm
25mm
31mm
38mm
50mm
57mm
63mm
150
----
(100)
--
(100)
100
100
(100
----
(97)
--
(194)
75
100
(100)
91
(92)
----
(84)
-----
(76)
65
100
(100)
95
(95)
82
(79)
----
(67)
----
(60)
50
100
(100
93
(94)
86
(84)
70
(60)
----
(51)
----
(43)
38
100
( 100)
92
(92)
80
(76)
70
(60)
51
(40)
----
(33)
-----
(29)
31
95
(95)
82
(79)
70
(60)
57
(46)
41
(30)
----
(25)
-----
(22)
25
100
(100)
86
(84)
70
(60)
54
(43)
44
(33)
32
(22)
----
(19)
----
(17)
19
100
(100)
92
(92)
70
(60)
51
(40)
39
(29)
32
(22)
25
(16)
-----
(15)
----
(13)
13
100
(100)
86
(84)
70
(60)
44
(33)
32
(22)
26
(1
7)
22
(14)
17
(11)
----
(10)
----
(9)
10
94
(92)
70
(60)
51
(40)
32
(22)
25
(16)
20
( 13)
17
(11)
13
(8)
----
(8)
----
(7)
6
70
(60)
44
(33)
32
(22)
22
(14)
17
(11)
14
(9)
12
(7)
9
(6)
----
(5)
----
(4)
5
50
(40)
32
(22)
25
(16)
17
(11)
13
(8)
11
(7)
9
(6)
----
(4)
----
(4)
-----
(3)
3
34
(24)
23
(15)
18
(12)
12
(8)
10
(6)
----
(5)
----
(4)
----
(3)
----
(3)
-----
(3)
2
25
(16)
17
(11)
13
(8)
----
(6)
----
(4)
----
(4)
----
(3)
----
(2)
----
(2)
-----
(3)
1
----
(8)
----
(6)
----
(4)
----
(3)
----
(2)
----
(2)
----
(2)
----
(1)
----
(1)
------
------
Not: Parantez içindeki değerler sert malzemeler (darbeli kırma indeksi >13) için diğer
değerler ise orta sertlikteki malzemeler içindir.
48
Çizelge 3.14 Symons Konik Kırıcıların Kapalı Devre Ürün Tane Boyu Dağılımları
Elek gözü
açıklığı mm
Kırıcı ürünü üst tane boyuna göre elek altı yüzdesi
19mm 16mm 13mm 10mm
16
13
10
8
6,35
4,76
3,35
1,70
1,18
0,60
96
84
60
46
34
22
45
9
7
-
100
94
75
60
44
19
18
11
8
-
100
92
79
60
40
24
12
9
6
100
96
84
60
36
15
11
7
3.2. Eleme
Elekler tanelerin geometrik boyutlarına göre ayrım yapan aygıtlardır. Endüstriyel elekler sabit
veya hareketli olabilirler. Titreşimli elekler cevher hazırlama tesislerinde en çok kullanılan
elek türleridir. 25 cm-250 mikron aralığında kuru veya sulu elemede tek, iki veya üç katlı
olarak kullanılırlar.
Endüstriyel uygulamalarda elemenin amaçları aşağıdaki gibidir.
1. Kırma devrelerinde kırıcı öncesi kırıcının üst boyundan küçük malzemeyi ayırıp kırıcı
kapasitelerini ve verimini arttırmak
2. Kapalı devre çalışan kırıcılarda iri taneleri ayırıp tekrar kırıcıya geri gönderilmesini
sağlamak
3. Belli tane boyu aralığında sınıflandırılmış ürünler elde etmek
Titreşimli eleklerin ölçülerinin seçimi için gerekli olan tasarım kriteri, söz konusu eleme
koşullarında gerekli olan toplam elek alanıdır. Elek yapımcıları belirli standart ölçülerde
elekler yaparlar ve elek türüne göre standart eleme koşullarında elek birim alanı için empirik
kapasite grafikleri verirler. Tasarım eleme koşullarının standart koşullardan olabilecek
farklılıklarını gidermek üzere kullanılacak bazı düzeltme faktörlerinin değerleri de tablolar
halinde yapımcı kataloglarında bulunabilir. Elek genişliği ile uzunluğu arasındaki bazı
optimum oranlar da gözetilerek elek ölçüleri ve sayısı belirlenir.
49
Toplam alanın belirlenmesinden önce eleklere beslenecek malzemenin tane dağılımını göz
önünde bulundurarak tek veya iki, hatta üç katlı elek kullanmamızın yararlı olup
olmayacağına karar vermek gerekebilir. Örneğin, besleme içerisinde ayırım yapmayı
düşündüğümüz boyuttan çok daha iri parçalar var ise bunların iki katlı bir eleğin üst katına
yerleştirilmiş çok daha sağlam yüzeyli bir elekle ayrılması uygun olur.
Toplam elek alanının hesaplanması için yapımcılar tarafından verilen eşitlikler ya eleğe
beslenen toplam malzeme, ya da besleme içindeki elek altı malzeme esasına göredir.
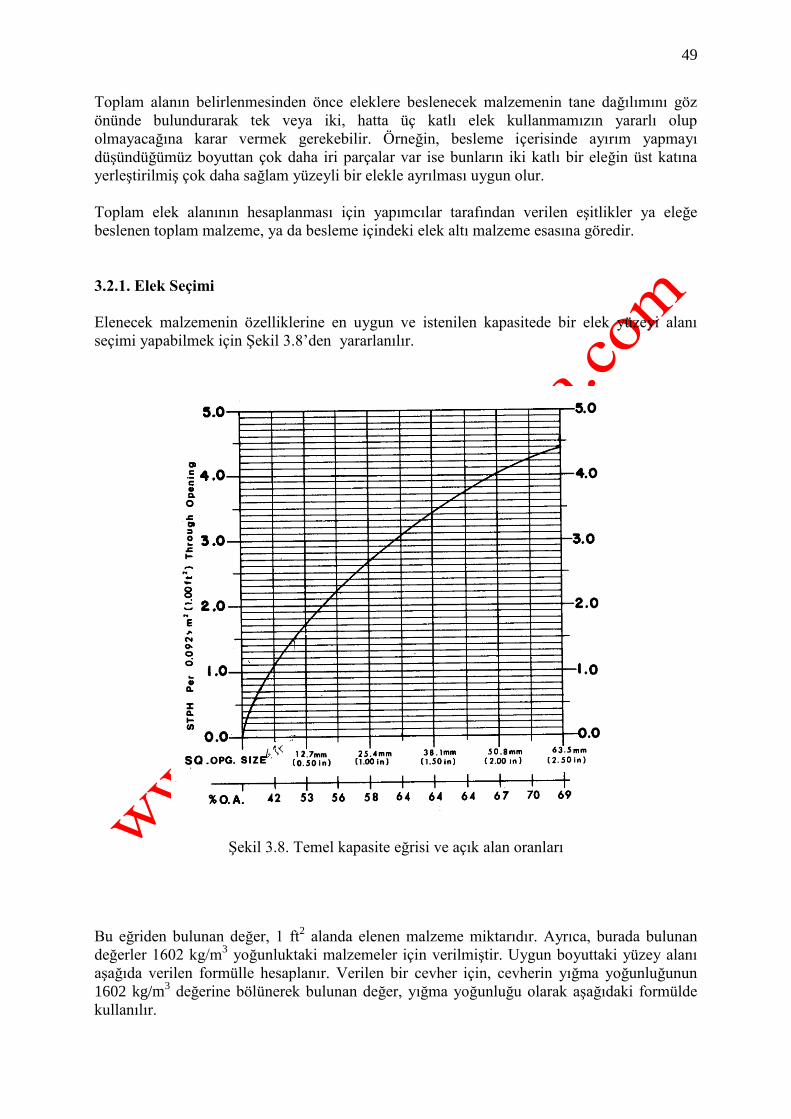
3.2.1. Elek Seçimi
Elenecek malzemenin özelliklerine en uygun ve istenilen kapasitede bir elek yüzeyi alanı
seçimi yapabilmek için Şekil 3.8’den yararlanılır.
Şekil 3.8. Temel kapasite eğrisi ve açık alan oranları
Bu eğriden bulunan değer, 1 ft2 alanda elenen malzeme miktarıdır. Ayrıca, burada bulunan
değerler 1602 kg/m3 yoğunluktaki malzemeler için verilmiştir. Uygun boyuttaki yüzey alanı
aşağıda verilen formülle hesaplanır. Verilen bir cevher için, cevherin yığma yoğunluğunun
1602 kg/m3 değerine bölünerek bulunan değer, yığma yoğunluğu olarak aşağıdaki formülde
kullanılır.
50
WODSEFyoğunluğuYığmaC
HSTmiktarıaltıelekiBeslemedekA
)/(
Burada; C, Elek yüzeyinin 1.0 ft2
nin ST/H (short ton/saat) olarak kapasitesi ve F,E,S,D,O,W
düzeltme faktörleri olup sırasıyla incelik faktörü, etkinlik faktörü, aralık, kat faktörü, açık alan
faktörü ve yaş eleme faktörü olarak tanımlanırlar.
Düzeltme faktörlerinin bulunması:
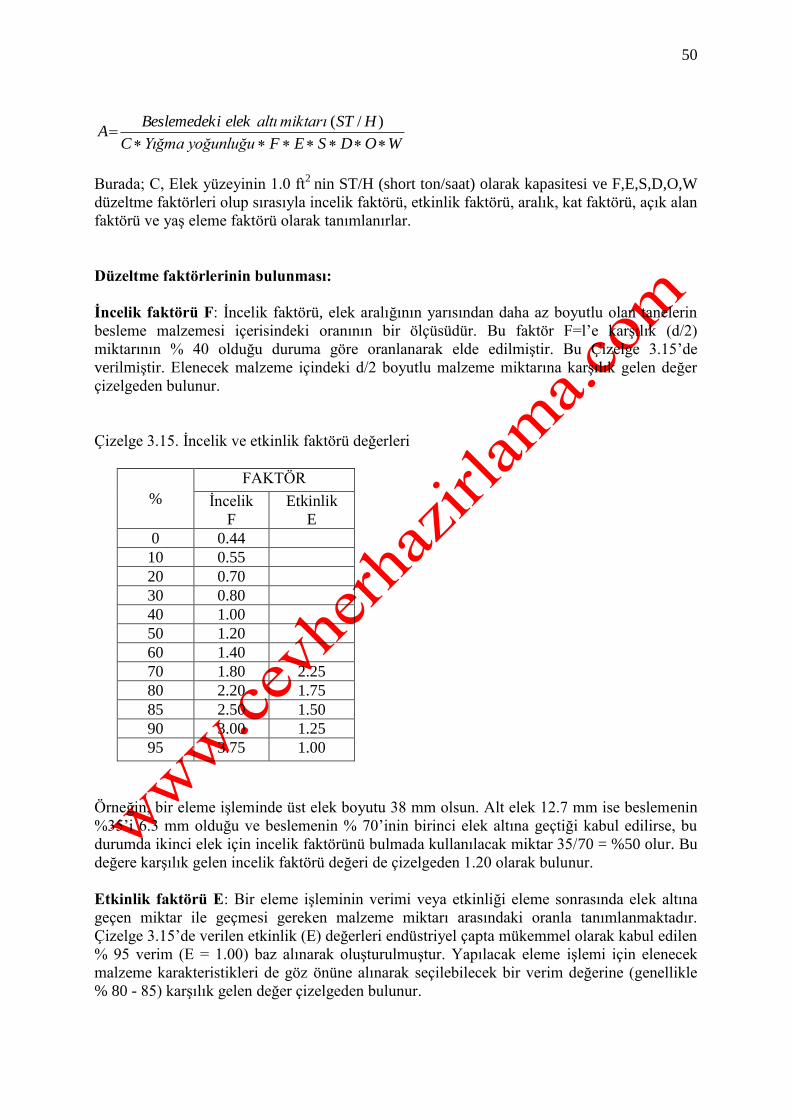
İncelik faktörü F: İncelik faktörü, elek aralığının yarısından daha az boyutlu olan tanelerin
besleme malzemesi içerisindeki oranının bir ölçüsüdür. Bu faktör F=l’e karşılık (d/2)
miktarının % 40 olduğu duruma göre oranlanarak elde edilmiştir. Bu Çizelge 3.15’de
verilmiştir. Elenecek malzeme içindeki d/2 boyutlu malzeme miktarına karşılık gelen değer
çizelgeden bulunur.
Çizelge 3.15. İncelik ve etkinlik faktörü değerleri
%
FAKTÖR
İncelik
F
Etkinlik
E
0 0.44
10 0.55
20 0.70
30 0.80
40 1.00
50 1.20
60 1.40
70 1.80 2.25
80 2.20 1.75
85 2.50 1.50
90 3.00 1.25
95 3.75 1.00
Örneğin, bir eleme işleminde üst elek boyutu 38 mm olsun. Alt elek 12.7 mm ise beslemenin
%35’i 6.3 mm olduğu ve beslemenin % 70’inin birinci elek altına geçtiği kabul edilirse, bu
durumda ikinci elek için incelik faktörünü bulmada kullanılacak miktar 35/70 = %50 olur. Bu
değere karşılık gelen incelik faktörü değeri de çizelgeden 1.20 olarak bulunur.
Etkinlik faktörü E: Bir eleme işleminin verimi veya etkinliği eleme sonrasında elek altına
geçen miktar ile geçmesi gereken malzeme miktarı arasındaki oranla tanımlanmaktadır.
Çizelge 3.15’de verilen etkinlik (E) değerleri endüstriyel çapta mükemmel olarak kabul edilen
% 95 verim (E = 1.00) baz alınarak oluşturulmuştur. Yapılacak eleme işlemi için elenecek
malzeme karakteristikleri de göz önüne alınarak seçilebilecek bir verim değerine (genellikle
% 80 - 85) karşılık gelen değer çizelgeden bulunur.
51
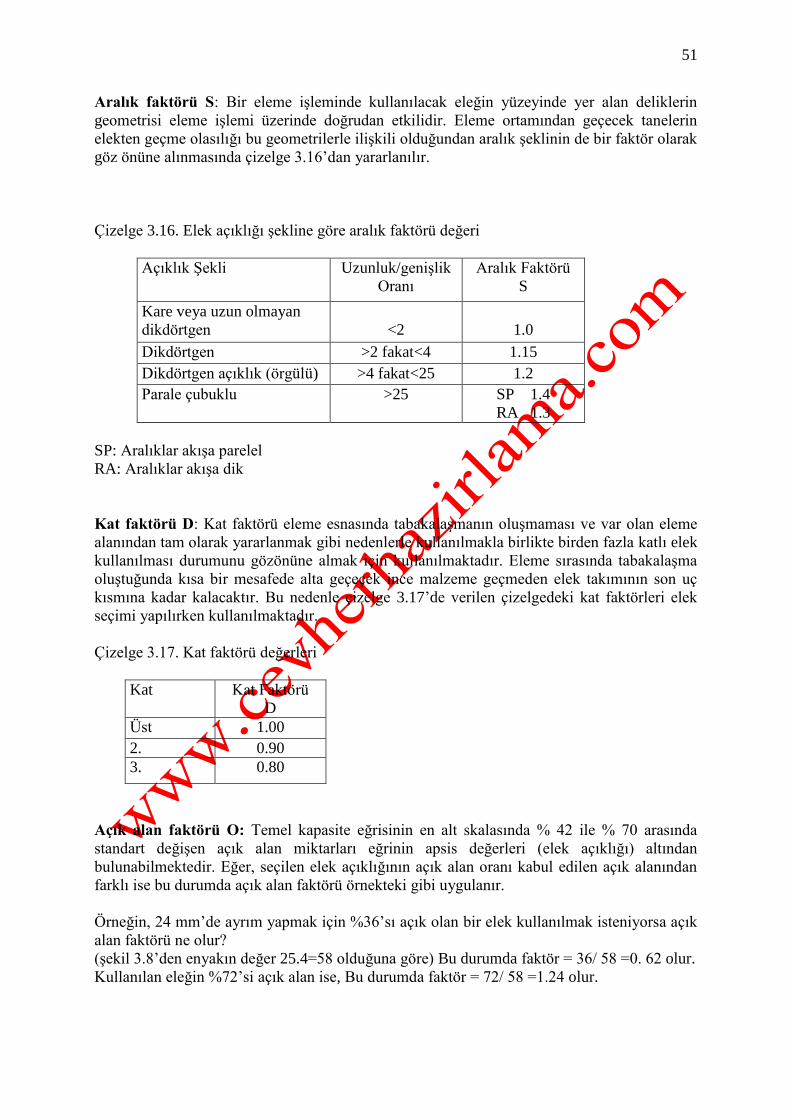
Aralık faktörü S: Bir eleme işleminde kullanılacak eleğin yüzeyinde yer alan deliklerin
geometrisi eleme işlemi üzerinde doğrudan etkilidir. Eleme ortamından geçecek tanelerin
elekten geçme olasılığı bu geometrilerle ilişkili olduğundan aralık şeklinin de bir faktör olarak
göz önüne alınmasında çizelge 3.16’dan yararlanılır.
Çizelge 3.16. Elek açıklığı şekline göre aralık faktörü değeri
Açıklık Şekli Uzunluk/genişlik
Oranı
Aralık Faktörü
S
Kare veya uzun olmayan
dikdörtgen
<2
1.0
Dikdörtgen >2 fakat<4 1.15
Dikdörtgen açıklık (örgülü) >4 fakat<25 1.2
Parale çubuklu >25
SP 1.4
RA 1.3
SP: Aralıklar akışa parelel
RA: Aralıklar akışa dik
Kat faktörü D: Kat faktörü eleme esnasında tabakalaşmanın oluşmaması ve var olan eleme
alanından tam olarak yararlanmak gibi nedenlerle kullanılmakla birlikte birden fazla katlı elek
kullanılması durumunu gözönüne almak için kullanılmaktadır. Eleme sırasında tabakalaşma
oluştuğunda kısa bir mesafede alta geçeçek ince malzeme geçmeden elek takımının son uç
kısmına kadar kalacaktır. Bu nedenle çizelge 3.17’de verilen çizelgedeki kat faktörleri elek
seçimi yapılırken kullanılmaktadır.
Çizelge 3.17. Kat faktörü değerleri
Kat Kat Faktörü
D
Üst 1.00
2. 0.90
3. 0.80
Açık alan faktörü O: Temel kapasite eğrisinin en alt skalasında % 42 ile % 70 arasında
standart değişen açık alan miktarları eğrinin apsis değerleri (elek açıklığı) altından
bulunabilmektedir. Eğer, seçilen elek açıklığının açık alan oranı kabul edilen açık alanından
farklı ise bu durumda açık alan faktörü örnekteki gibi uygulanır.
Örneğin, 24 mm’de ayrım yapmak için %36’sı açık olan bir elek kullanılmak isteniyorsa açık
alan faktörü ne olur?
(şekil 3.8’den enyakın değer 25.4=58 olduğuna göre) Bu durumda faktör = 36/ 58 =0. 62 olur.
Kullanılan eleğin %72’si açık alan ise, Bu durumda faktör = 72/ 58 =1.24 olur.
52
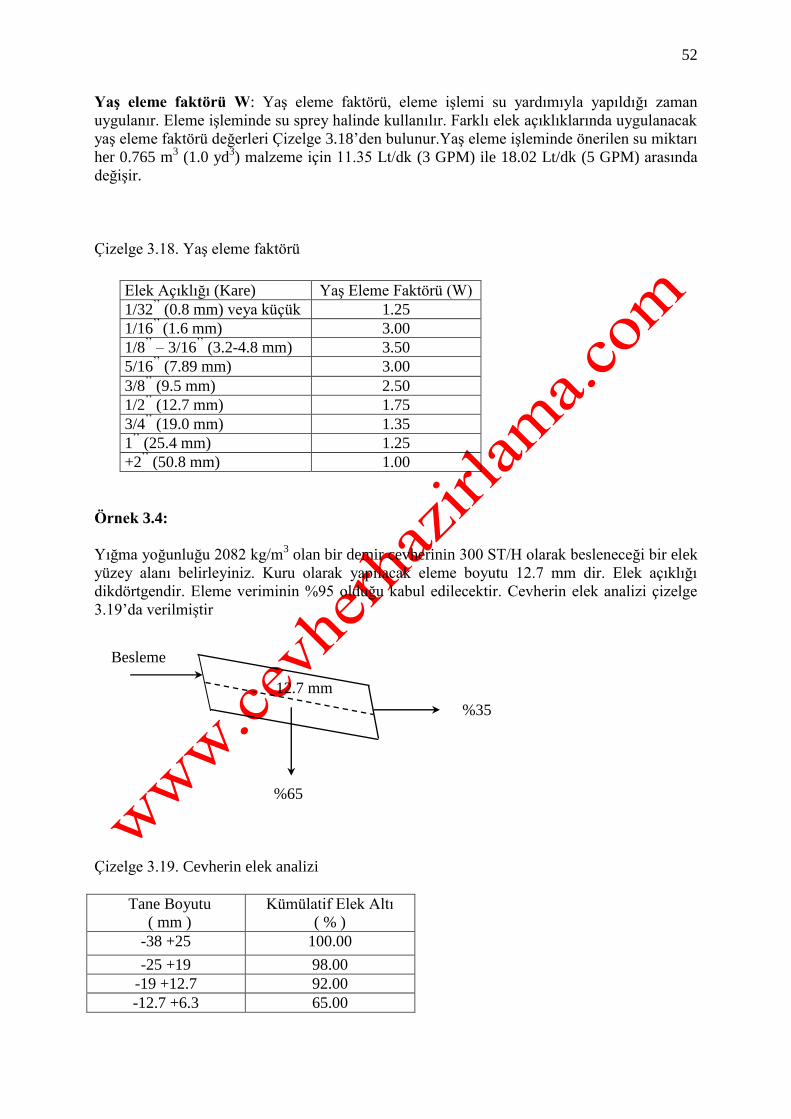
Yaş eleme faktörü W: Yaş eleme faktörü, eleme işlemi su yardımıyla yapıldığı zaman
uygulanır. Eleme işleminde su sprey halinde kullanılır. Farklı elek açıklıklarında uygulanacak
yaş eleme faktörü değerleri Çizelge 3.18’den bulunur.Yaş eleme işleminde önerilen su miktarı
her 0.765 m3 (1.0 yd
3) malzeme için 11.35 Lt/dk (3 GPM) ile 18.02 Lt/dk (5 GPM) arasında
değişir.
Çizelge 3.18. Yaş eleme faktörü
Elek Açıklığı (Kare) Yaş Eleme Faktörü (W)
1/32’’ (0.8 mm) veya küçük 1.25
1/16’’
(1.6 mm) 3.00
1/8’’ – 3/16
’’ (3.2-4.8 mm) 3.50
5/16’’ (7.89 mm) 3.00
3/8’’ (9.5 mm) 2.50
1/2’’ (12.7 mm) 1.75
3/4’’ (19.0 mm) 1.35
1’’ (25.4 mm) 1.25
+2’’ (50.8 mm) 1.00
Örnek 3.4:
Yığma yoğunluğu 2082 kg/m3 olan bir demir cevherinin 300 ST/H olarak besleneceği bir elek
yüzey alanı belirleyiniz. Kuru olarak yapılacak eleme boyutu 12.7 mm dir. Elek açıklığı
dikdörtgendir. Eleme veriminin %95 olduğu kabul edilecektir. Cevherin elek analizi çizelge
3.19’da verilmiştir
Çizelge 3.19. Cevherin elek analizi
Tane Boyutu
( mm )
Kümülatif Elek Altı
( % )
-38 +25 100.00
-25 +19 98.00
-19 +12.7 92.00
-12.7 +6.3 65.00
12.7 mm
%35
%65
Besleme
53
-6.3 33.00
Elek için ön görülen açık alan oranı % 53’tür.
Çözüm 3.4:
Elek altı miktarı (-12.7mm) = 300*0.65=195 ST/h
Yığma yoğunluğu değeri = 1602
2082= 1.30
C =Temel kapasite eğrisinden = 1.7 ST/h (0.0929 m2 için)
1 ft2 = 0.0929 m
2 C =
0929.0
7.1= 18.3
E= % 95 eleme verimi için çizelgeden 1.00 alınır.
F= %33 için 0.86 bulunur. ( 12.7/2 = 6.3 ün değeri)
D= 1.00 ( üst elek )
S= 1.20 ( dikdörtgen elek açıklığı )
Q= 53/53 = 1.00
W= kullanılmaz (Kuru elek).
Elde edilen bu verilere göre elek yüzey alanı
A = 1211186.03.13.18
195
xxxxxxx = 7.95 m
2 olarak bulunur.
Bu şekilde hesaplanan net elek yüzey alanına; gövdeye bağlantılar ve desteklemeler yapılması
için, yaklaşık % 10’luk bir artırım ilave edilmesi emniyet açısından uygun olmaktadır. Buna
göre toplam yüzey alanı:
A= 7.95x1.1= 8.74 m2 olarak bulunur.
Burada önemli noktalardan biri, eleğin uzunluğunun genişliğine olan oranının (L/W) 2-2.5
olmasıdır. Yani;
L= 2.5W
L*W=8.74 m2
2.5*W*W=8.74
2.5W2=8.74
W=1.87 m
L=4.68 m
Endüstriyel eleklerin genişlik anma ölçüleri genelde 0.6 m, 0.9 m, 1.2 m, 1.5 m, 1.8 m, 2.1 m,
2.4 m, 3.0 m ve 3.6 m olarak sıralanmaktadır. Buna göre 1.8x 4.9 m anma ölçülerindeki tek
bir elek bu örnekte verilen malzemenin elenmesi için yeterli olabilecektir.
İkincisi, eleğin üzerinden geçen malzeme kalınlığının, kabul edilebilir bir kalınlıkta olmasıdır.
Bunun için tavsiye edilen değer, eleği terk eden malzemenin kalınlığı elek açıklığının en fazla
54
4 katı olmasıdır. Örneğin, 12.7 mm açıklıklı eleği terk eden malzemenin kalınlığı = 12.7*4=
50.8 mm olmalıdır.
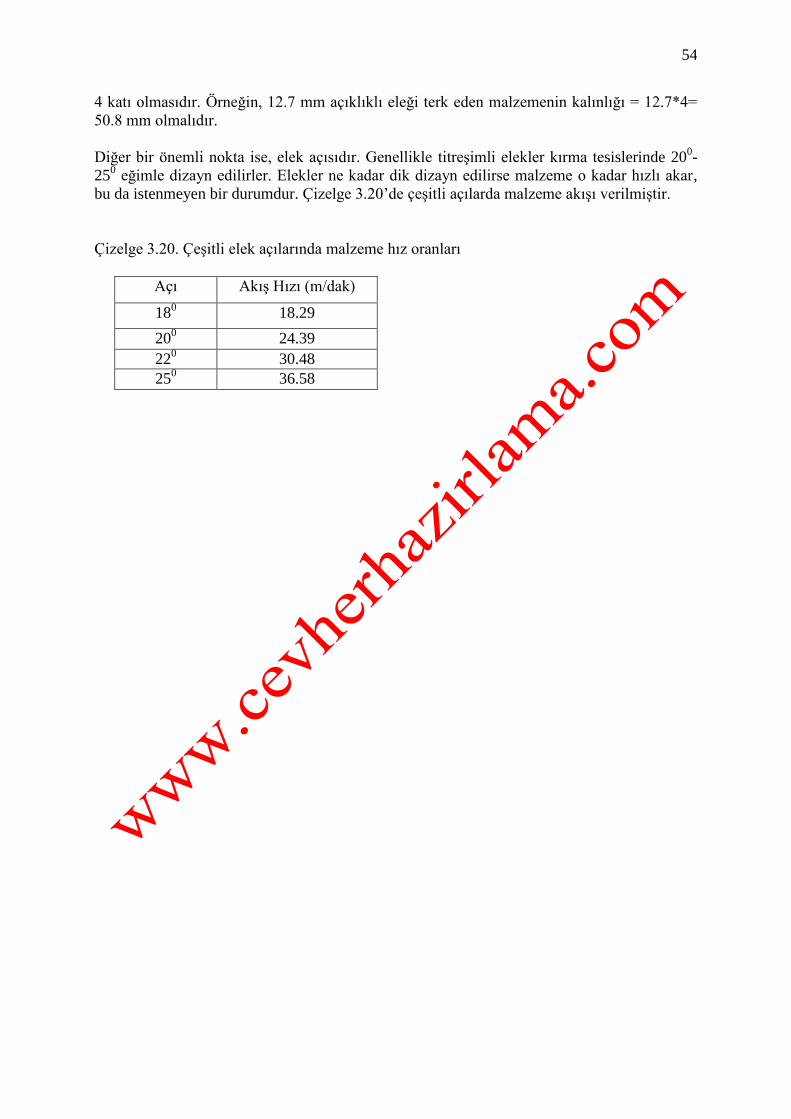
Diğer bir önemli nokta ise, elek açısıdır. Genellikle titreşimli elekler kırma tesislerinde 200-
250 eğimle dizayn edilirler. Elekler ne kadar dik dizayn edilirse malzeme o kadar hızlı akar,
bu da istenmeyen bir durumdur. Çizelge 3.20’de çeşitli açılarda malzeme akışı verilmiştir.
Çizelge 3.20. Çeşitli elek açılarında malzeme hız oranları
Açı Akış Hızı (m/dak)
180
18.29
200
24.39
220
30.48
250
36.58


















