


3 d printing-for-everyone-from-personnal-to-professional-applications-sirris
31
3D printing for everyone From personal to professional applications
-
Upload
sirris -
Category
Technology
-
view
360 -
download
0
Transcript of 3 d printing-for-everyone-from-personnal-to-professional-applications-sirris

3D printing for everyone From personal to professional applications
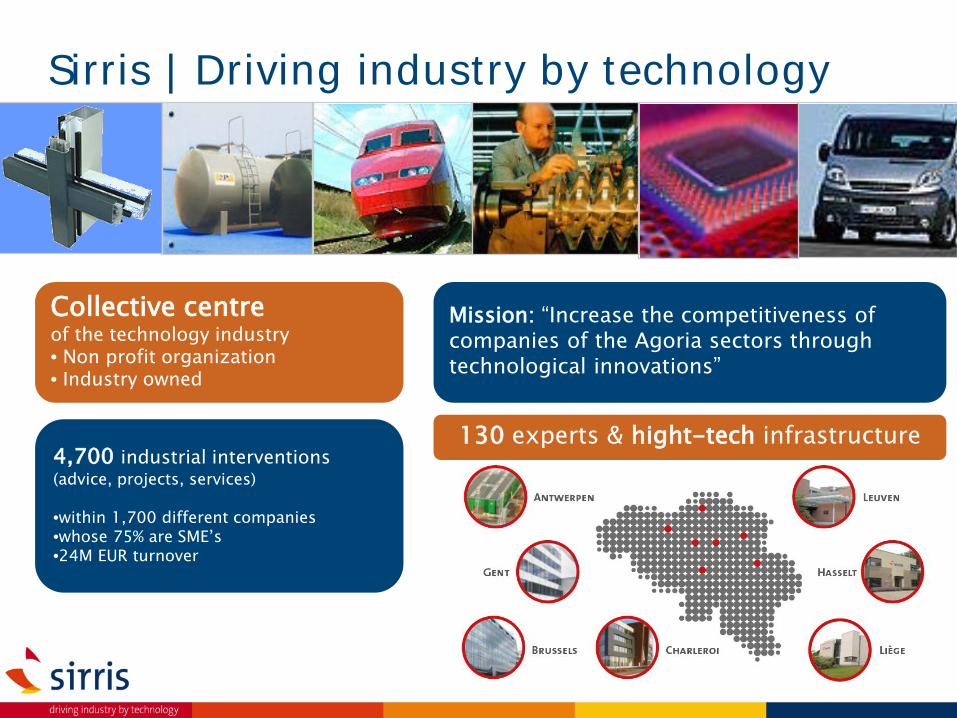
Sirris | Driving industry by technology
130 experts & hight-tech infrastructure
Collective centre of the technology industry • Non profit organization • Industry owned
4,700 industrial interventions (advice, projects, services) •within 1,700 different companies •whose 75% are SME’s •24M EUR turnover
Mission: “Increase the competitiveness of companies of the Agoria sectors through technological innovations”

Sirris | 24 years of Additive Manufacturing AM centre – Leading position in EU 16 engineers and technicians 12 high-tech different additive technologies 15 machines in house
Most complete installed base in EU Driving technology companies in applications
Technologies: Nowadays : • Stereolithography (normal & hi-res) • Paste polymerization for ceramics and metals (Optoform) • 3D Printing of plaster and metal powder • Laser sintering of polymeric powder (PA,…): P360 – P390 • Objet Connex 500: bi-material • Electron Beam Melting (Arcam A2) • Vacuum Casting of Alu, Bronze, Zamak • Laser Cladding (EasyClad) • Laser Beam Melting (MTT) • Bi-material FDM system (MakerBot) • MCOR technology (color 3Dprinter) Previously : • Laser sintering of metal powder (parts and mould inserts) • 3D Printing of wax (Thermojet) • Fab@home system (for students)

Additive manufacturing principle
Make a 3D part by stacking 2D slices/layers

Additive manufacturing principle
Virtual world Real world
AM machine
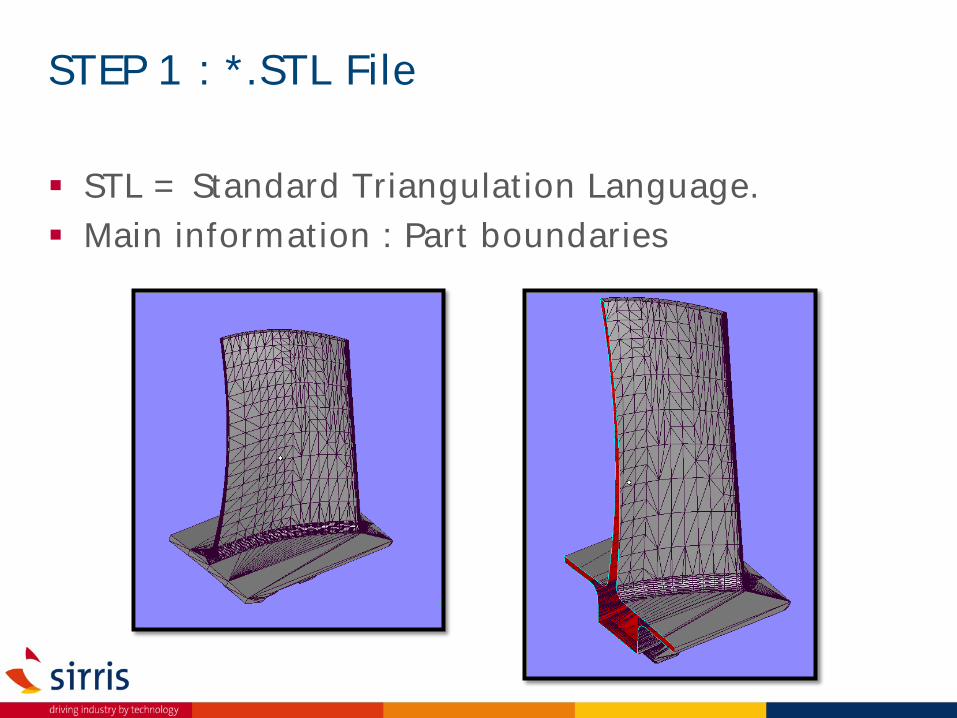
STEP 1 : *.STL File
STL = Standard Triangulation Language. Main information : Part boundaries

STEP 1 : *.STL File
Different Sources : Standard CAD file conversion (*.STEP, *.IGES). 3D scan (Optic, RX,…) of existing part. Direct drawing and export (Blender, CATIA,
ProEngineer,…).
Note : have a *.STEP or *.IGES from an *.STL is not so straightforward.

STEP 1 : *.STL File
Different Sources : Online data bases
STEP 2 : Part preparation
Important step : Find optimal position Downward facing surfaces will have a worst
quality -> over thickness added on critical areas of the *.STL file for future post-machining. Some small manipulations can be done like fill
holes, hollow the part, cut some areas, add labels, split parts in different shells, Boolean operations,… A good knowledge leads to better part quality
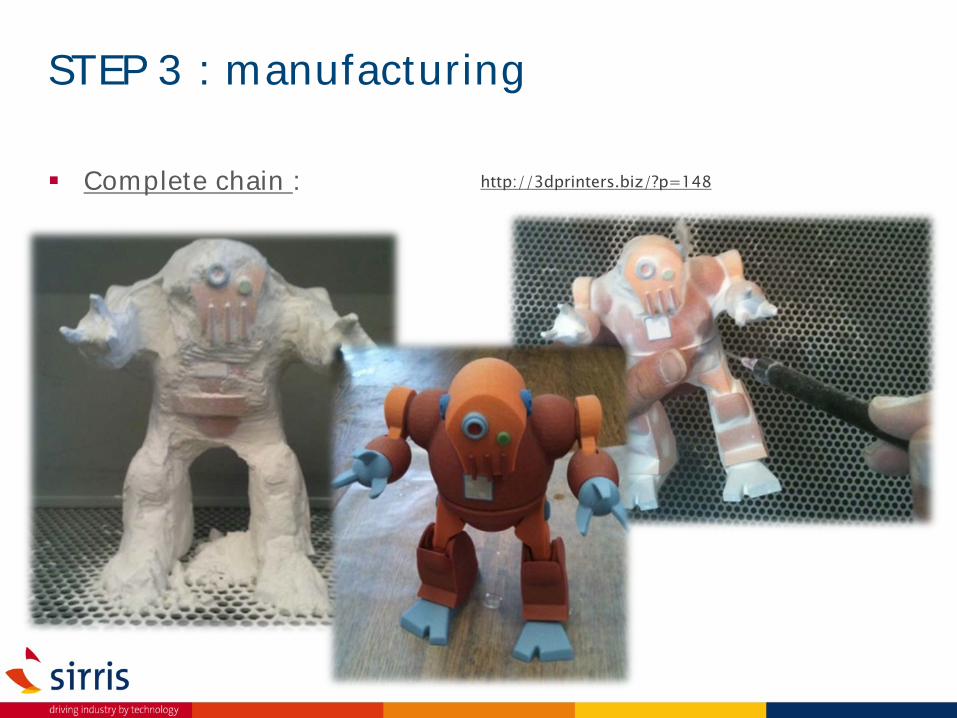
STEP 3 : manufacturing
Almost all the materials are available (metal, ceramics, polymers) by choosing the good technology.
Not as accurate as traditional technologies (best 0,1 mm) and surface roughness sometimes significant post finishing needed.
Quite limited maximum part size (mean : 200x200x300 mm)
Really complex shapes are achievable. Parts can be as functional as traditional ones or
pure esthetic

Technologies classification
ASTM choice (norm ASTM F2792) : Binder Jetting : Liquid bonding agent is selectively deposited
to join powder materials. Direct Energy Deposition : Thermal energy is used to fuse
materials by melting as they are being deposited. Material Extrusion : Material is selectively dispensed through
a nozzle or orifice. Powder bed fusion : Thermal energy selectively fuses
regions of a powder bed. Sheet Lamination : Sheets of material are bonded to form an
object. Vat Polymerization : liquid photopolymer in a vat is
selectively cured by light-activated polymerization Material Jetting : liquid material is deposited with a printing
head and solidified (UV/IR laser, air contact,…)
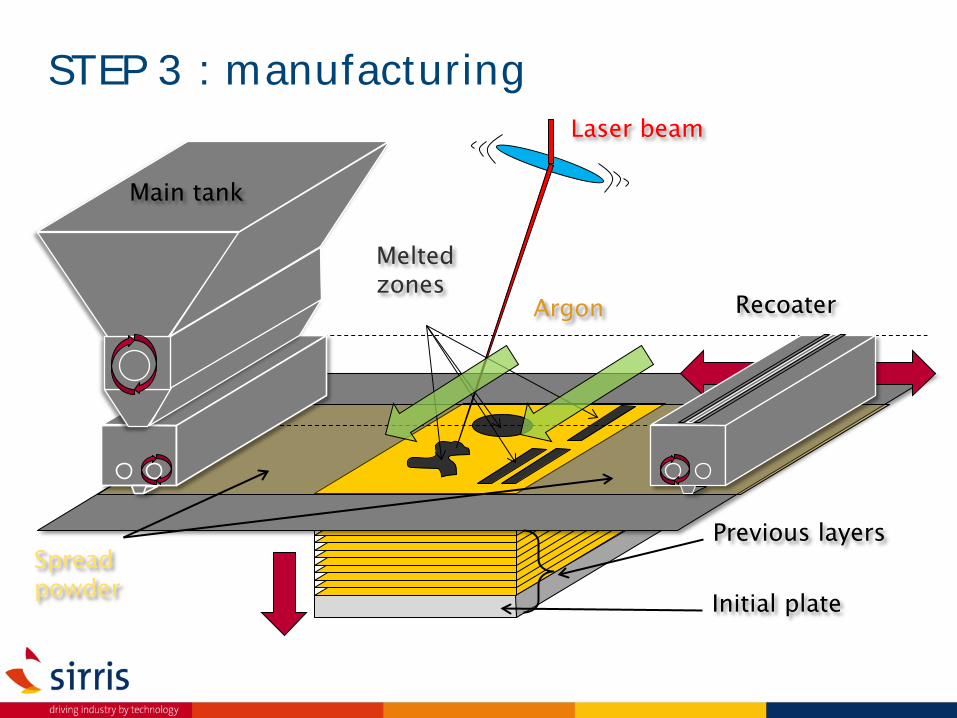
STEP 3 : manufacturing
Spread powder
Recoater
Laser beam
Melted zones
Previous layers
Initial plate
Argon
Main tank

STEP 3 : manufacturing
Machine quality is significant :

Applications
Nike
ZCorp
ZCorp
FastColabs
Mcor Stratasys
Stratasys

Applications
Solidconcepts
Grabcad
3Dinprinting Sirris
Formulagroupt Xilloc

Part improvement
Applications
Al
CF PA
Objectif : 530g 400g
Result :
530g 392g (26%)
No assembly

Applications
Part improvement
40% weight saving over original component design

Applications
Intervertebral bone replacement (HA/TCP)
@Sirris
https://www.asme.org/engineering-topics/articles/bioengineering/creating-valve-tissue-using-3d-bioprinting
http://www.evilldesign.com/cortex

Applications
http://www.shapeways.com/blog/archives/1952-Revealing-Dita-Von-Teese-in-a-Fully-Articulated-3D-Printed-Gown.html
@Macala Wright
@Naim Melonia’s
Patrick Hoet
@The Laser girls

Applications
http://airwolf3d.com/2014/12/31/airwolf-3d-printers-at-ces-2015/
http://www.3ders.org/articles/20150102-entirely-3d-printed-arkham-origins-batman-suit-takes-cosplaying-to-the-next-level.html
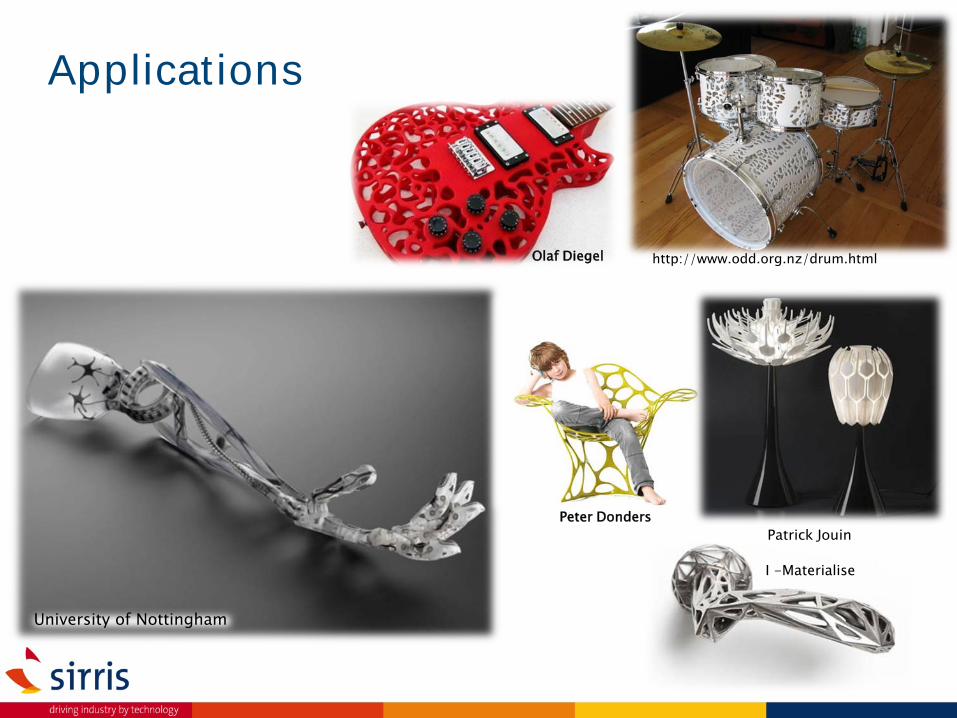
Applications
Patrick Jouin Peter Donders
Olaf Diegel
I -Materialise
University of Nottingham
http://www.odd.org.nz/drum.html

Applications

Applications
@The Sugar Lab
https://www.indiegogo.com/projects/chocolate-3d-printer

Applications
http://www.eos.info/39f837a0e69ec898/functional-integration

Applications
https://www.facebook.com/fouche3dprinting?fref=ts

Applications
@3D microprint
@ AVIC Laser
Northwestern Polytechnical University of China
5 m
https://localmotors.com/3d-printed-car/

Conclusion
This is a new production mean, on the same level as machining or injection molding.
AM gives the geometrical complexity, but need finishing for good part accuracy.
There are very low cost machines -> Available for everyone, not only the professionals.
Every industrial sectors will be concerned.

+32 (0)491 345 388
Julien Magnien – Project engineer – additive manufacturing department
http://www.sirris.be/area-expertise/additive-manufacturing
[email protected] | © Sirris | www.sirris.be 04/12/2014


















