2.3 Fase Plasticizacao Termoplasticos
50
PROCESSAMENTO DE POLÍMEROS AULA 2.3 – FASE DE PLASTICIZAÇÃO DO CICLO MOLDAÇÃO POR INJEÇÃO DE POLÍMEROS TERMOPLÁSTICOS e TERMOENDURECÍVEIS
description
Apresentação sobre processamento de polímeros, fase de plasticização do ciclo de moldação por injeção
Transcript of 2.3 Fase Plasticizacao Termoplasticos
PROCESSAMENTO DE POLÍMEROSAULA 2.3 – FASE DE PLASTICIZAÇÃO DO CICLO
MOLDAÇÃO POR INJEÇÃO DE POLÍMEROSTERMOPLÁSTICOS e TERMOENDURECÍVEIS
Agenda e introdução
Moldaçãopor injeção
Termoplásticos e Termoendurecíveis
Carlos Eduardo Ramos Gomes
Generalidades
Ciclo de moldação por injeção
Unidade de plasticização
Elementos de plasticização
Mecanismos de plasticização
Exercícios
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Objetivos para o nível de aquisição de conhecimentos nestes slides
Moldaçãopor injeção
Termoplásticos e Termoendurecíveis
Carlos Eduardo Ramos Gomes
Conhecer o ciclo e a fase em que se insere a fase de plasticização
Conhecer as funcionalidades da unidade de plasticização
Conhecer a importância da fase de plasticização para a qualidade geral da peça e do ciclo de moldação
Conhecer os principais mecanismos presentes no momento de plasticização do material
Conhecer os elementos da fase de plasticização e relacioná-los com os principais polímeros usados
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Unidade deplasticização
Mecanismosde plasticização
Ciclo demoldação ExercíciosGeneralidades Elementos de
plasticização
CARACTERÍSTICAS INERENTES AOS POLÍMEROS(INFLUENCIAM A INJEÇÃO)
• Baixa densidade;• Baixa rigidez;• Boa resistência química;• Elevado coeficiente de expansão térmica;• Baixa condutividade térmica e elétrica;• Baixa resistência mecânica.
VANTAGENS
• Possibilidade de obter um produto final sem operações de acabamento;
• Elevada relação resistência/peso;• Facilidade de processamento;• Possibilidade de escolha em termos de cores.
DESVANTAGENS
• Temperatura de serviço baixa;• Elevada contração.
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
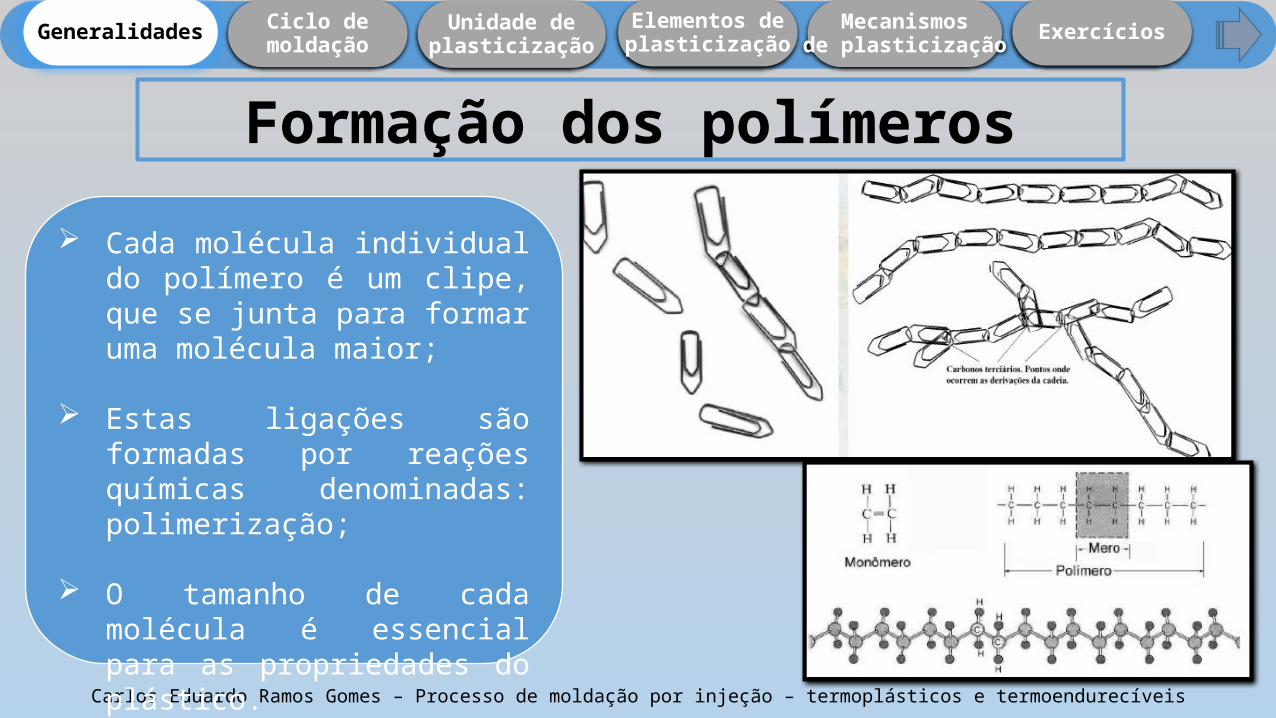
Formação dos polímeros
Cada molécula individual do polímero é um clipe, que se junta para formar uma molécula maior;
Estas ligações são formadas por reações químicas denominadas: polimerização;
O tamanho de cada molécula é essencial para as propriedades do plástico.
Unidade deplasticização
Mecanismosde plasticização
Ciclo demoldação ExercíciosGeneralidades Elementos de
plasticização
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
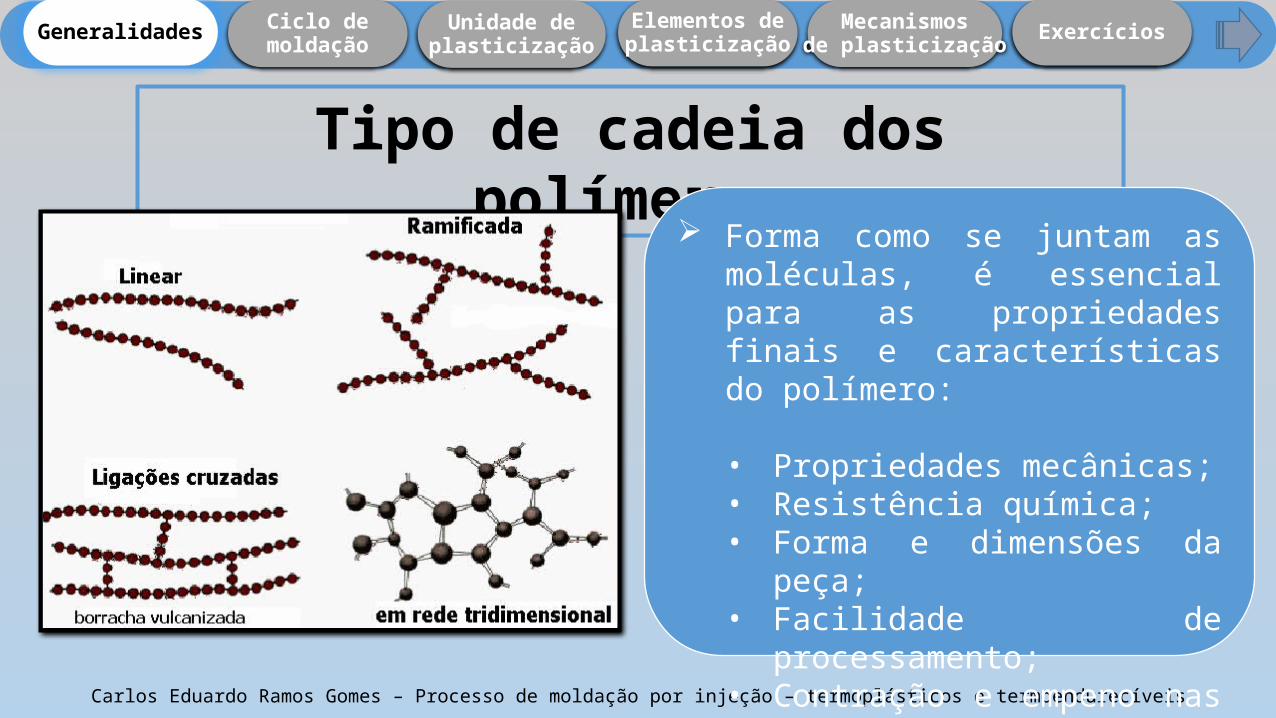
Tipo de cadeia dos polímeros Forma como se juntam as
moléculas, é essencial para as propriedades finais e características do polímero:
• Propriedades mecânicas;• Resistência química;• Forma e dimensões da peça;• Facilidade de processamento;• Contração e empeno nas
peças.
Unidade deplasticização
Mecanismosde plasticização
Ciclo demoldação ExercíciosGeneralidades Elementos de
plasticização
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Unidade deplasticização
Mecanismosde plasticização
Ciclo demoldação ExercíciosGeneralidades Elementos de
plasticização
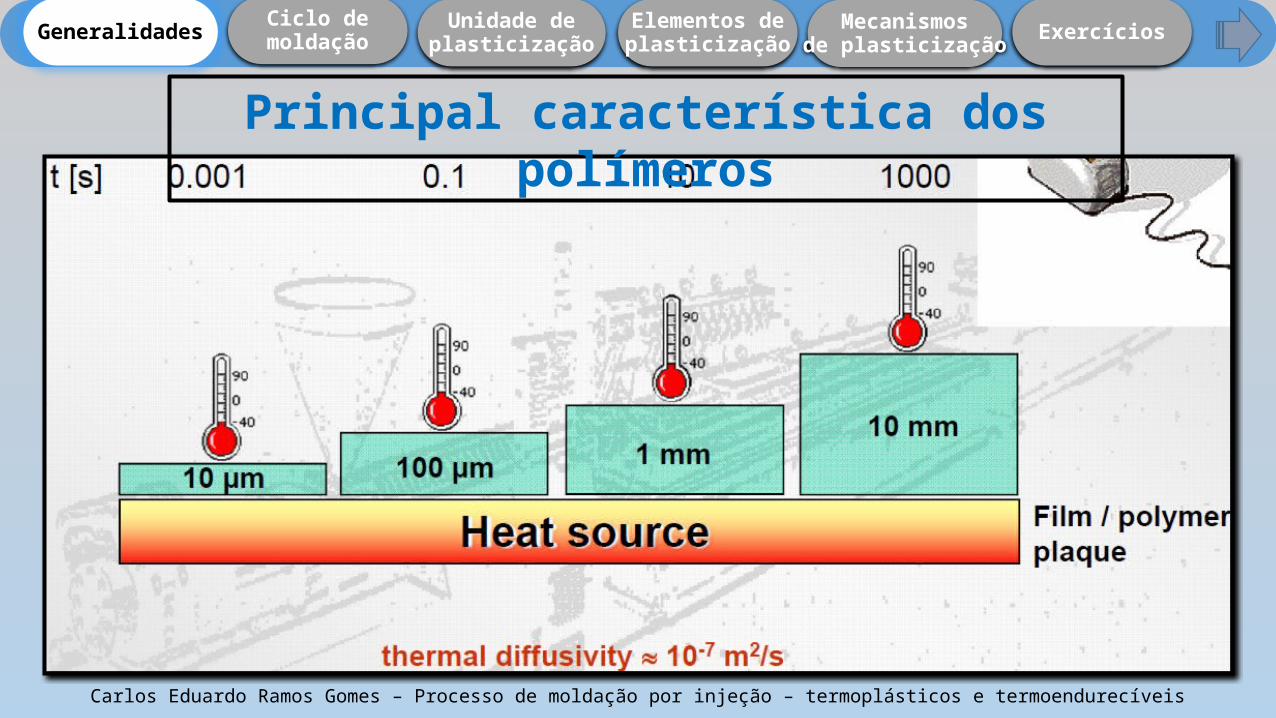
Principal característica dos polímeros
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Unidade deplasticização
Mecanismosde plasticização
Ciclo demoldação ExercíciosGeneralidades Elementos de
plasticização
Características inerentes aos polímeros
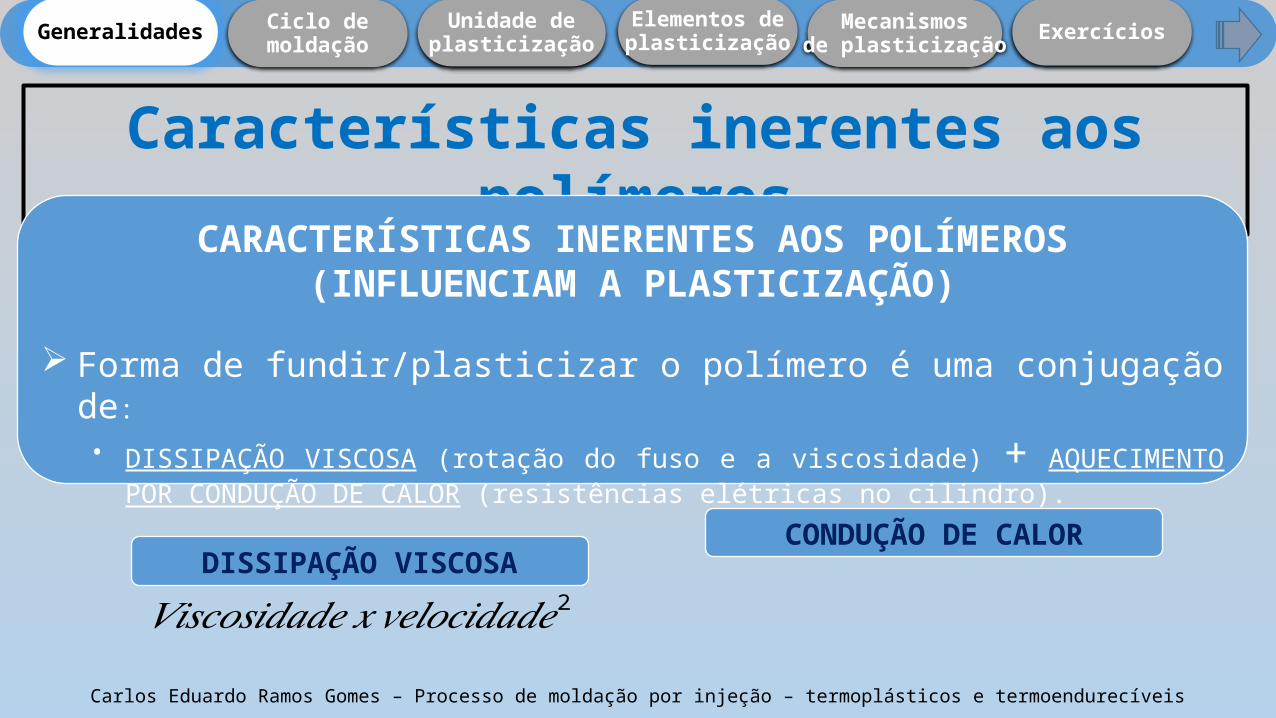
CARACTERÍSTICAS INERENTES AOS POLÍMEROS(INFLUENCIAM A PLASTICIZAÇÃO)
Forma de fundir/plasticizar o polímero é uma conjugação de:• DISSIPAÇÃO VISCOSA (rotação do fuso e a viscosidade) + AQUECIMENTO POR
CONDUÇÃO DE CALOR (resistências elétricas no cilindro).
DISSIPAÇÃO VISCOSA
𝑉𝑖𝑠𝑐𝑜𝑠𝑖𝑑𝑎𝑑𝑒 𝑥𝑣𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑𝑒2CONDUÇÃO DE CALOR
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Unidade deplasticização
Mecanismosde plasticizaçãoGeneralidades ExercíciosCiclo de
moldaçãoElementos deplasticização
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
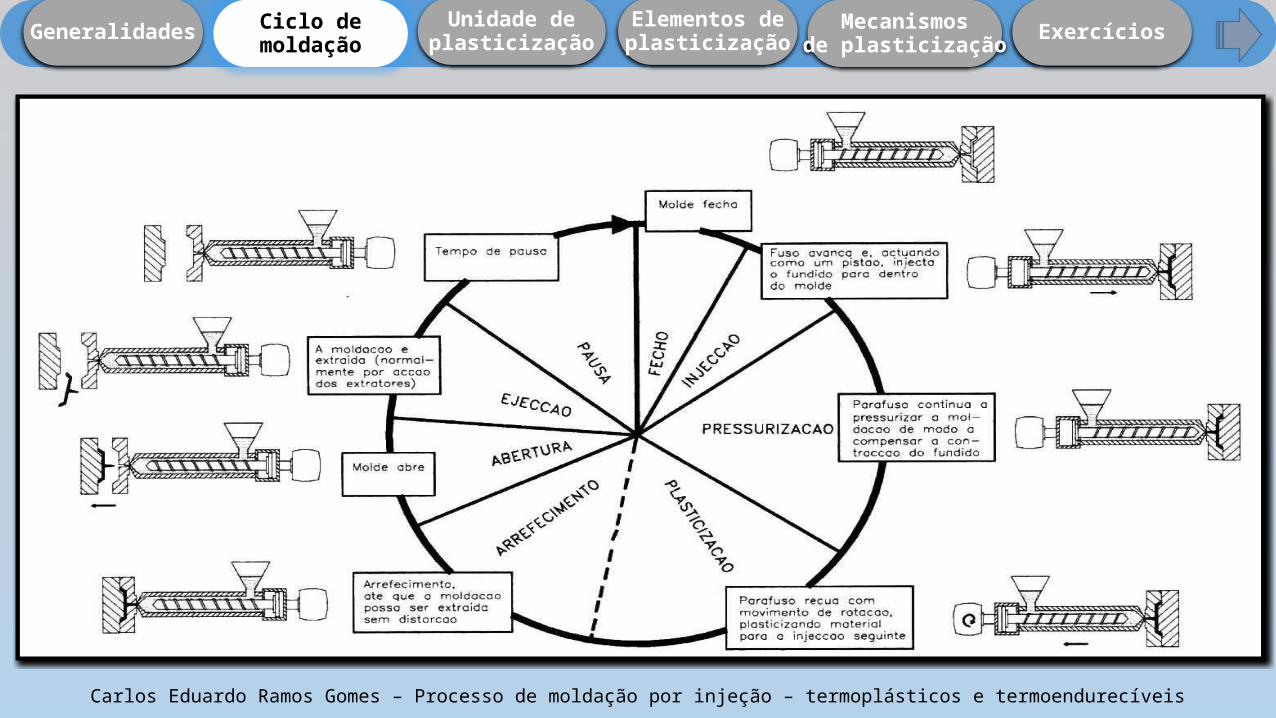
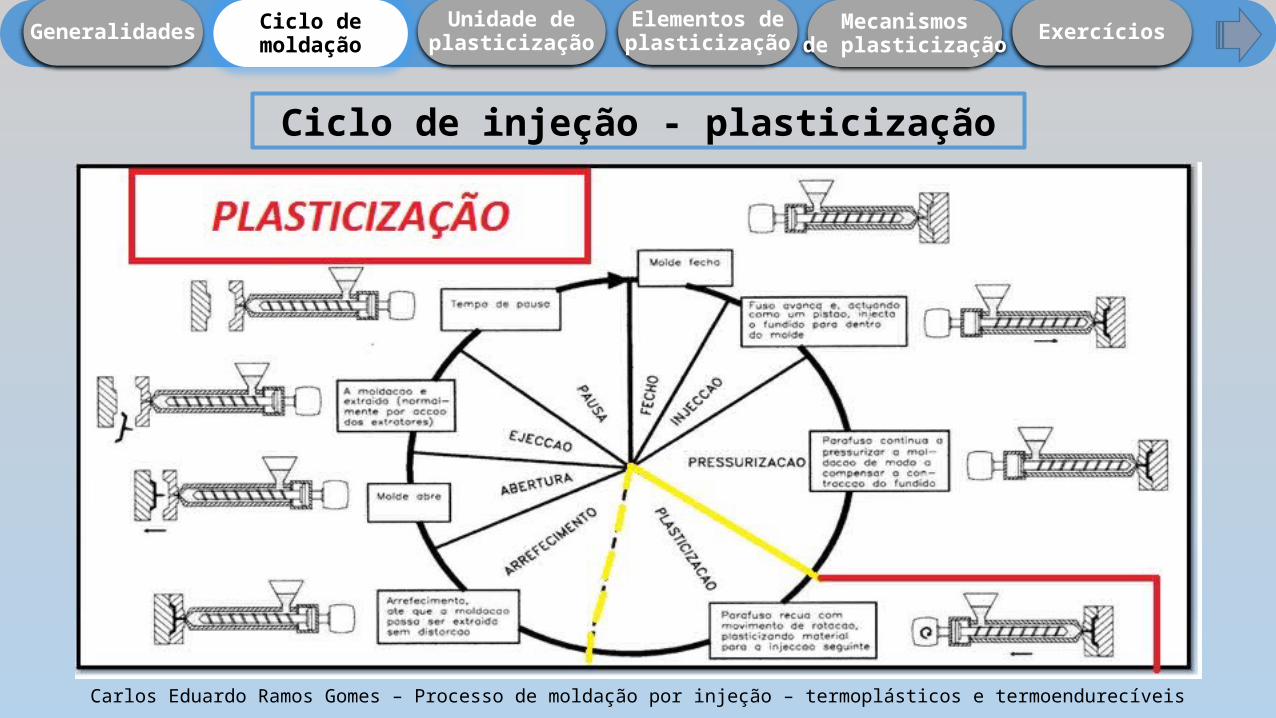
Ciclo de injeção - plasticização
Unidade deplasticização
Mecanismosde plasticizaçãoGeneralidades ExercíciosCiclo de
moldaçãoElementos deplasticização
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
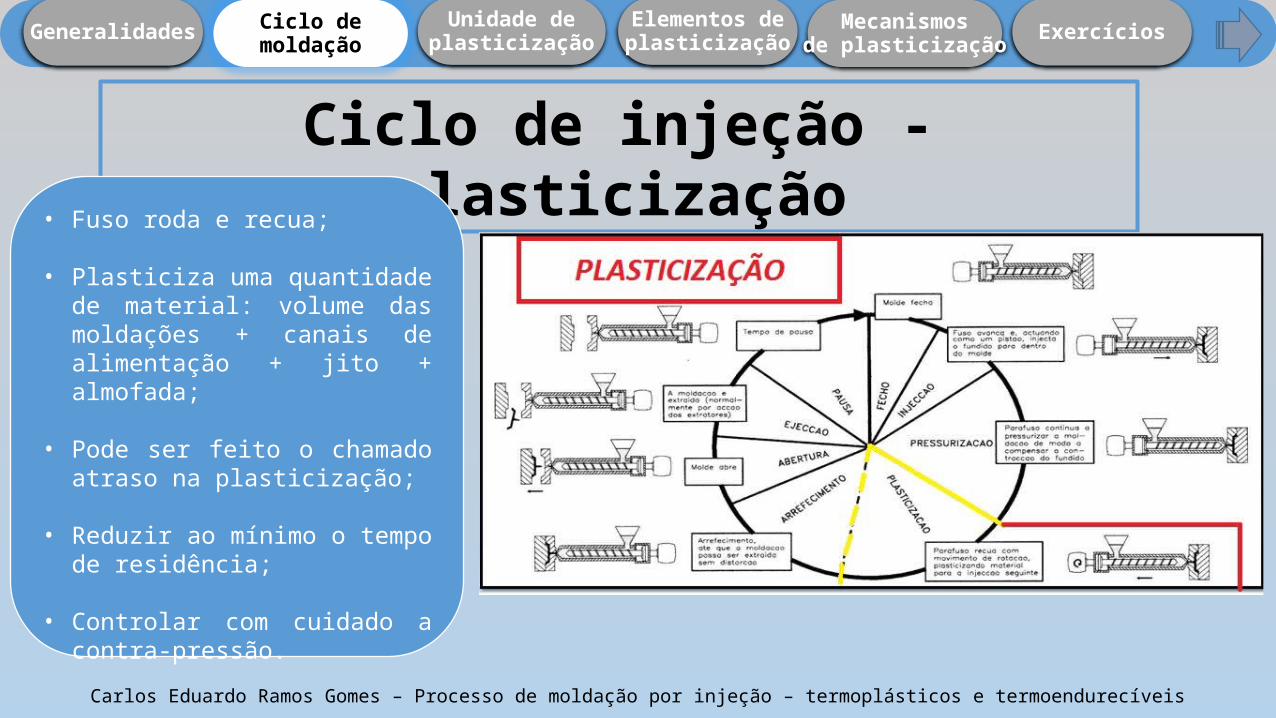
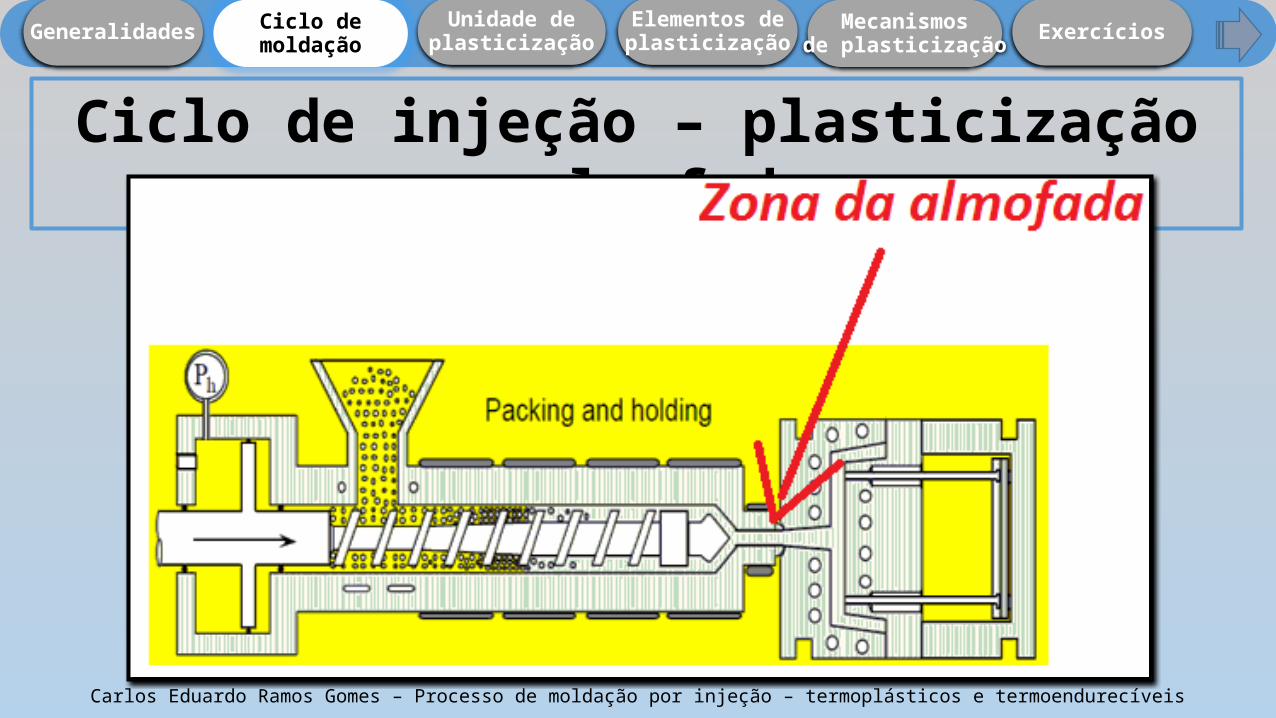
Ciclo de injeção - plasticização• Fuso roda e recua;
• Plasticiza uma quantidade de material: volume das moldações + canais de alimentação + jito + almofada;
• Pode ser feito o chamado atraso na plasticização;
• Reduzir ao mínimo o tempo de residência;
• Controlar com cuidado a contra-pressão.
Unidade deplasticização
Mecanismosde plasticizaçãoGeneralidades ExercíciosCiclo de
moldaçãoElementos deplasticização
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Ciclo de injeção – plasticização - almofada
Unidade deplasticização
Mecanismosde plasticizaçãoGeneralidades ExercíciosCiclo de
moldaçãoElementos deplasticização
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
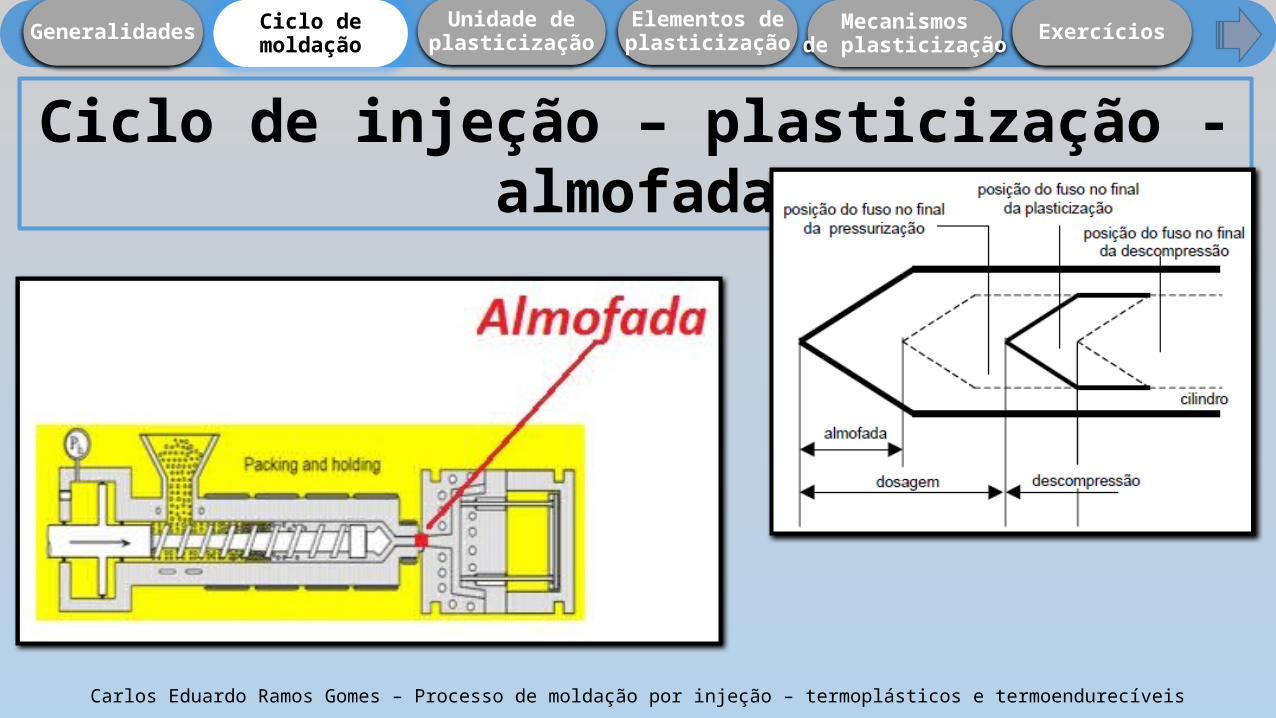
Ciclo de injeção – plasticização - almofada
Unidade deplasticização
Mecanismosde plasticizaçãoGeneralidades ExercíciosCiclo de
moldaçãoElementos deplasticização
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Fase decompactação
Fase deinjeçãoGeneralidades Fase de
arrefecimentoCiclo de injeção Fase deplasticização
Ciclo de injeção – plasticização - almofada
• Evitar que o fuso contacte com o injetor do molde e impedir o seu desgaste em cada ciclo;
• Controlar o processo: se conhecermos a quantidade de material que fica entre o injetor e o fuso, temos um controlo das fases de injeção, curso e da quantidade de material que entra na cavidade;
• Deve compreender uma quantidade de material de 5 a 10 mm ou 5% do curso de dosagem.
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Ciclo demoldação
Mecanismosde plasticizaçãoGeneralidades ExercíciosUnidade de
plasticizaçãoElementos deplasticização
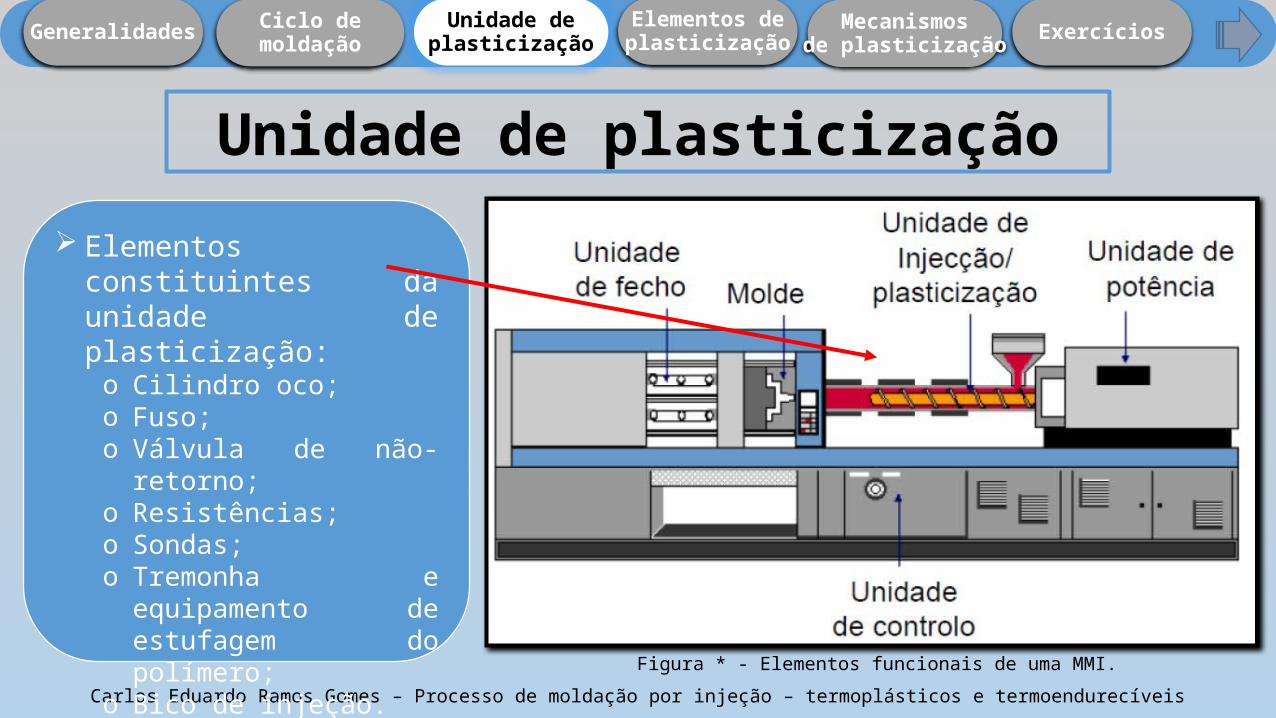
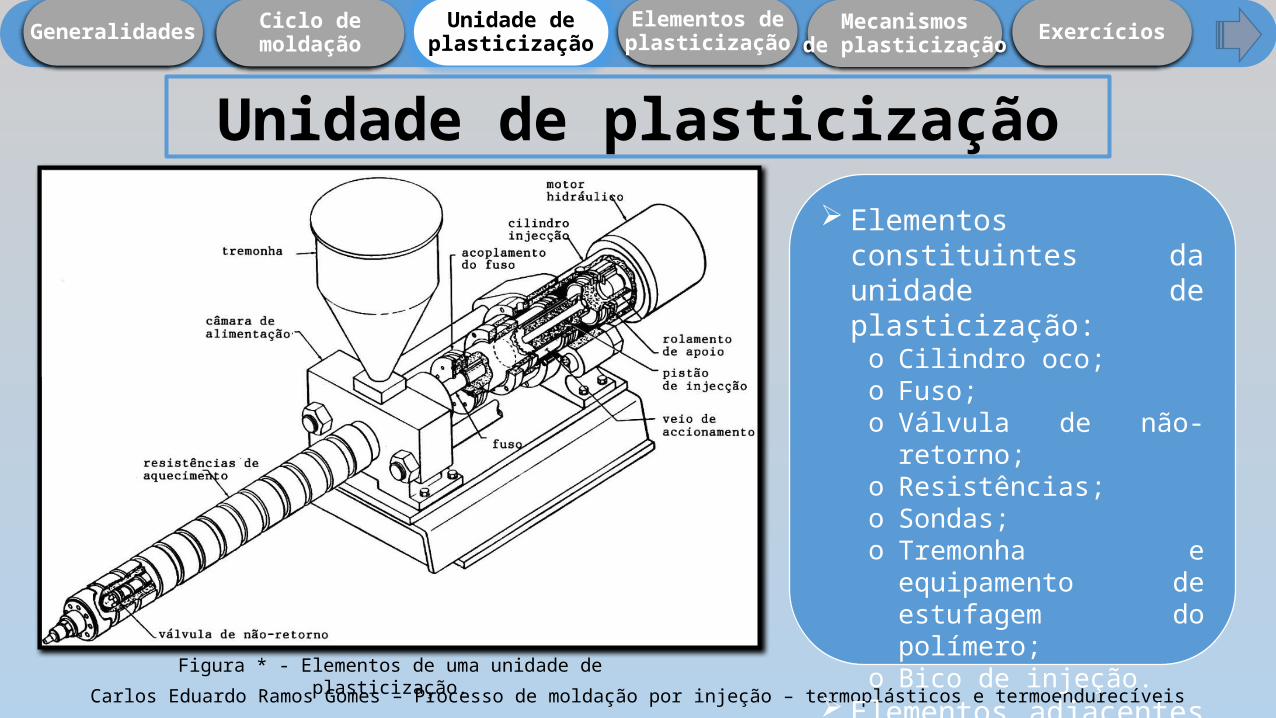
Elementos constituintes da unidade de plasticização:o Cilindro oco;o Fuso;o Válvula de não-retorno;o Resistências;o Sondas;o Tremonha e equipamento
de estufagem do polímero;o Bico de injeção.
Elementos adjacentes:o Motor elétrico;o Bomba hidráulica.
Unidade de plasticização
Figura * - Elementos funcionais de uma MMI.
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Ciclo demoldação
Mecanismosde plasticizaçãoGeneralidades ExercíciosUnidade de
plasticizaçãoElementos deplasticização
Unidade de plasticização
Figura * - Elementos de uma unidade de plasticização.
Elementos constituintes da unidade de plasticização:o Cilindro oco;o Fuso;o Válvula de não-retorno;o Resistências;o Sondas;o Tremonha e equipamento
de estufagem do polímero;o Bico de injeção.
Elementos adjacentes ou opcionais:o Motor elétrico;o Bomba hidráulica.
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Ciclo demoldação
Mecanismosde plasticizaçãoGeneralidades ExercíciosUnidade de
plasticizaçãoElementos deplasticização
Unidade de plasticização Elementos constituintes da
unidade de plasticização:o Cilindro oco;o Fuso;o Válvula de não-retorno;o Resistências;o Sondas;o Tremonha e equipamento de
estufagem do polímero;o Bico de injeção.
Elementos adjacentes ou opcionais:o Motor elétrico;o Bomba hidráulica.
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Ciclo demoldação
Mecanismosde plasticizaçãoGeneralidades ExercíciosUnidade de
plasticizaçãoElementos deplasticização
Unidade de plasticização - funções 1.ª FUNÇÃO – plasticizar uma
determinada quantidade de material:o Perfil de temperaturas no cilindro (a
temperatura depende das zonas de aquecimento do cilindro);
o Velocidade de rotação do fuso (rpm);o Binário de rotação do fuso (torque usado
para mover o fuso);o Curso de dosagem (distância percorrida
pela material, depende sobremaneira do volume das peças);
o Contra-pressão (quantidade de pressão necessária para plasticizar o material).
2.ª FUNÇÃO – injetar uma determinada quantidade de material:o Pressão de injeção (pressão aplicada no
fundido durante o enchimento do molde);
o Pressão de compactação (pressão hidráulica depois do molde estar completamente preenchido para compensar a contração do material);
o Velocidade de injeção (taxa a que o polímero fundido entra na cavidade vazia);
o Programação da injeção (forma como é variada a velocidade de injeção)
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Ciclo demoldação
Mecanismosde plasticizaçãoGeneralidades ExercíciosUnidade de
plasticizaçãoElementos deplasticização
Unidade de plasticização - funções Válvula de não-retorno é necessária para assegurar
eficiência e precisão durante um ciclo de moldação. Embora isto não seja definido como um controlo (à semelhança, p.e., de uma velocidade), a negligencia no manuseamento coloca grandes problemas no processamento. Os restantes controlos da unidade de plasticização são:o Bico de injeção (usado para impedir que o polímero
flua pela frente do cilindro);o Descompressão (forma de recuo do fuso depois do
processo de plasticização estar terminado, ajuda a impedir que o polímero fundido escoe pelo bico);
o Recuo da unidade de plasticização (impedir que o bico do cilindro toque o injetor do molde, impedir a solidificação da frente de fundido – chamado de gota fria).
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Ciclo demoldação
Mecanismosde plasticizaçãoGeneralidades ExercíciosUnidade de
plasticizaçãoElementos deplasticização
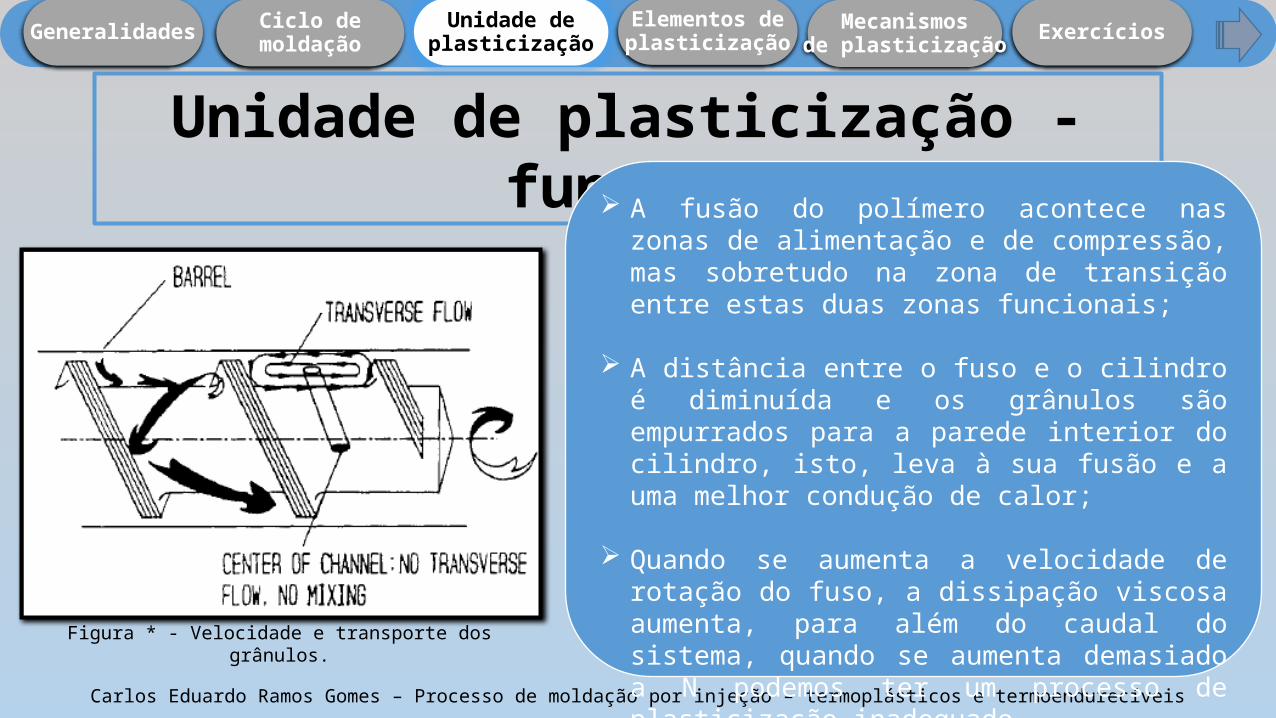
Unidade de plasticização - funções A fusão do polímero acontece nas zonas de
alimentação e de compressão, mas sobretudo na zona de transição entre estas duas zonas funcionais;
A distância entre o fuso e o cilindro é diminuída e os grânulos são empurrados para a parede interior do cilindro, isto, leva à sua fusão e a uma melhor condução de calor;
Quando se aumenta a velocidade de rotação do fuso, a dissipação viscosa aumenta, para além do caudal do sistema, quando se aumenta demasiado a N podemos ter um processo de plasticização inadequado.
Figura * - Velocidade e transporte dos grânulos.
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Ciclo demoldação
Mecanismosde plasticizaçãoGeneralidades ExercíciosUnidade de
plasticizaçãoElementos deplasticização
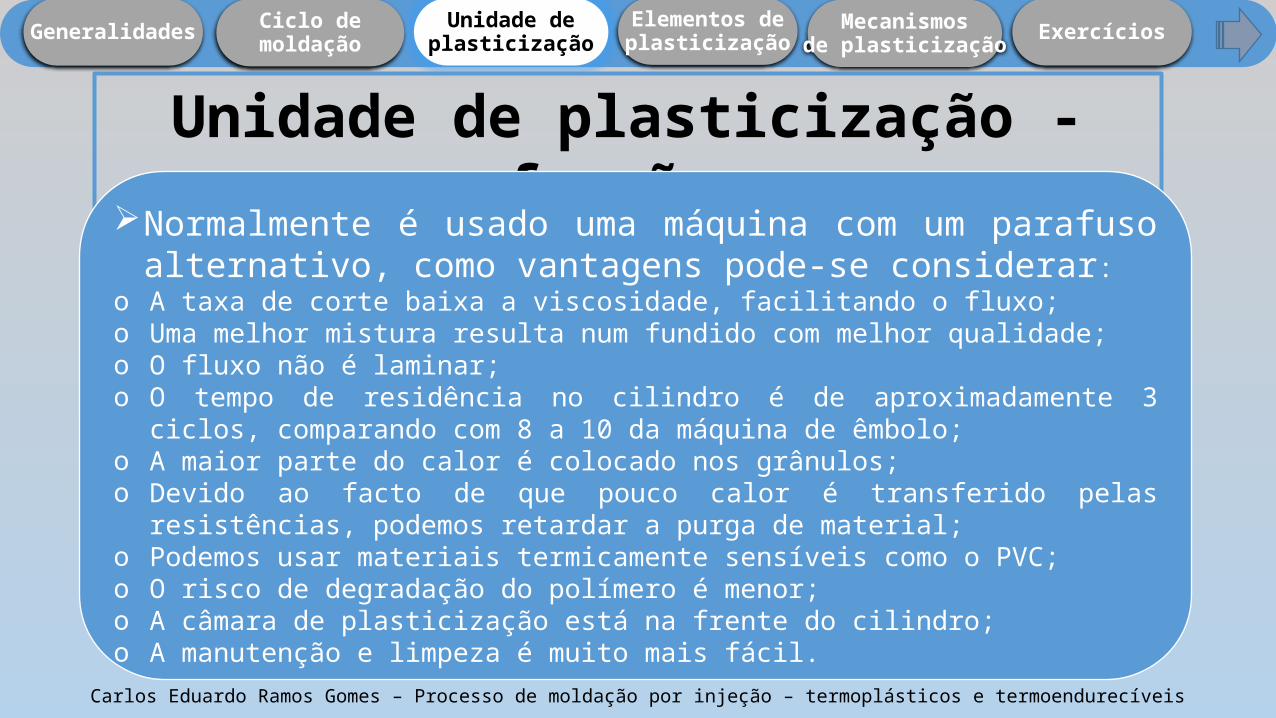
Unidade de plasticização - funçõesNormalmente é usado uma máquina com um parafuso
alternativo, como vantagens pode-se considerar:o A taxa de corte baixa a viscosidade, facilitando o fluxo;o Uma melhor mistura resulta num fundido com melhor qualidade;o O fluxo não é laminar;o O tempo de residência no cilindro é de aproximadamente 3 ciclos, comparando com
8 a 10 da máquina de êmbolo;o A maior parte do calor é colocado nos grânulos;o Devido ao facto de que pouco calor é transferido pelas resistências, podemos
retardar a purga de material;o Podemos usar materiais termicamente sensíveis como o PVC;o O risco de degradação do polímero é menor;o A câmara de plasticização está na frente do cilindro;o A manutenção e limpeza é muito mais fácil.
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Ciclo demoldação
Mecanismosde plasticizaçãoGeneralidades ExercíciosUnidade de
plasticizaçãoElementos deplasticização
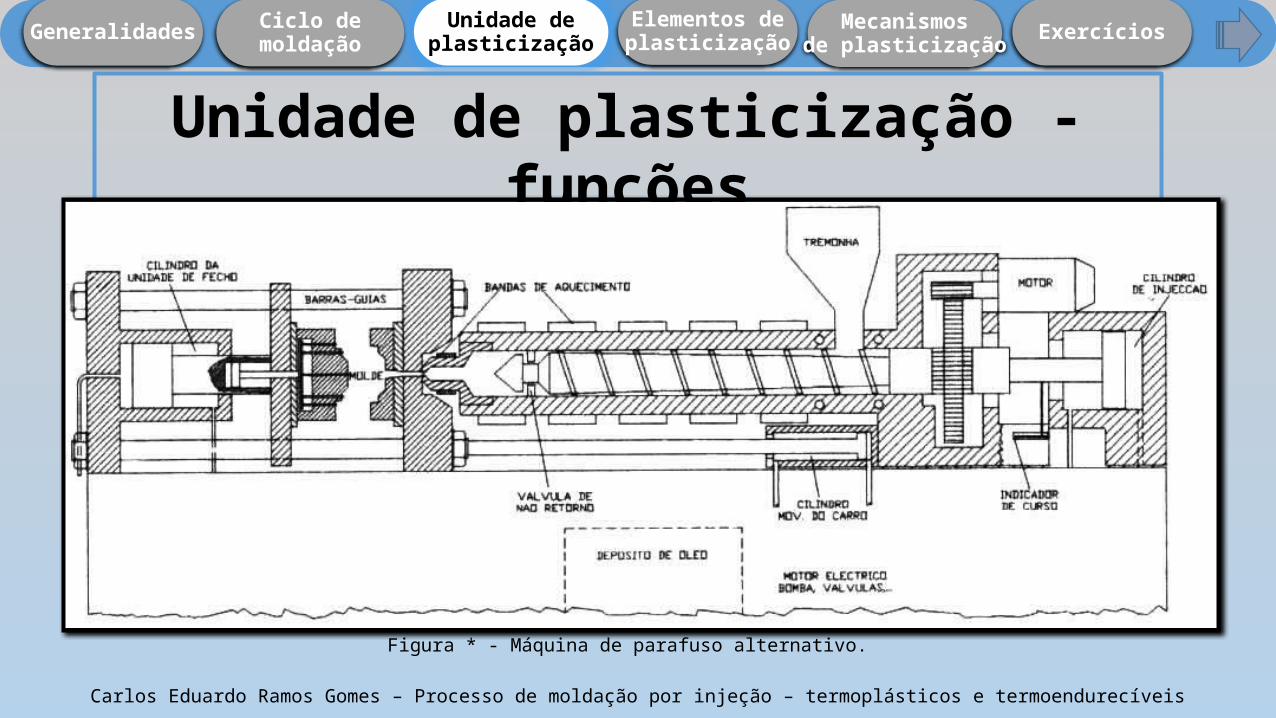
Unidade de plasticização - funções
Figura * - Máquina de parafuso alternativo.
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Ciclo demoldação
Mecanismosde plasticizaçãoGeneralidades ExercíciosUnidade de
plasticizaçãoElementos deplasticização
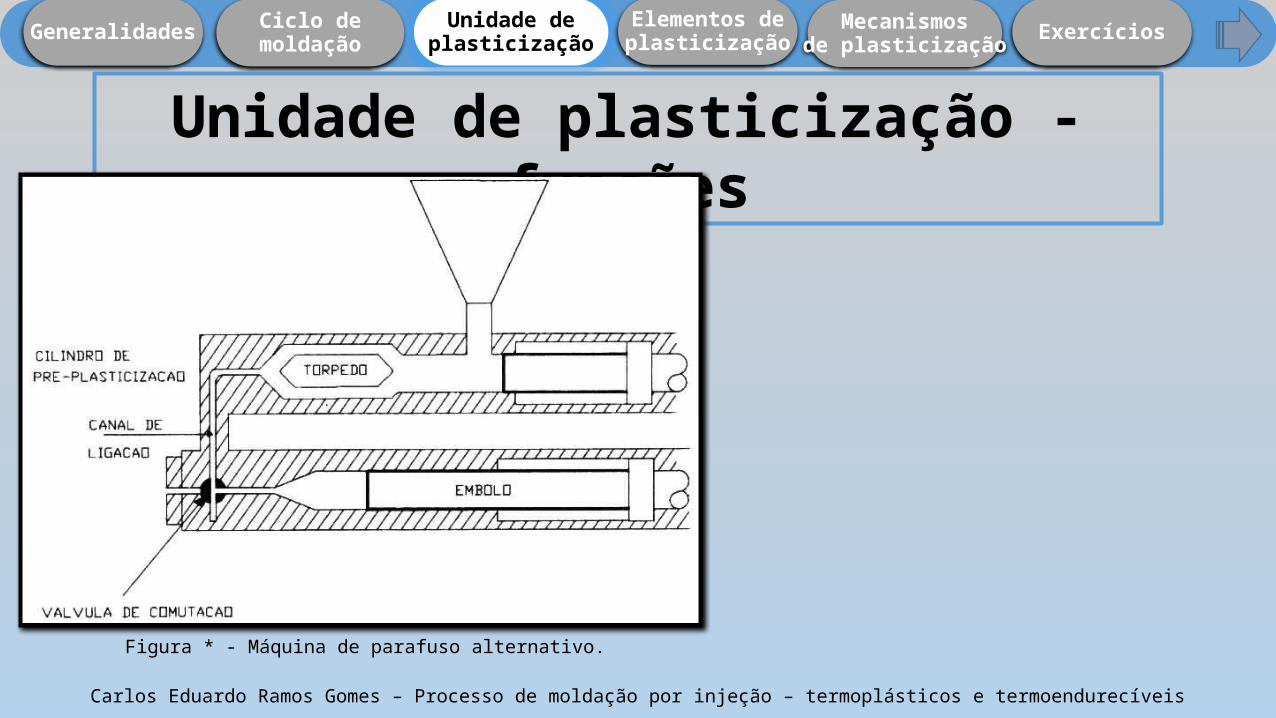
Unidade de plasticização - funções
Figura * - Máquina de parafuso alternativo.
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Ciclo demoldação
Mecanismosde plasticizaçãoGeneralidades ExercíciosUnidade de
plasticizaçãoElementos deplasticização
Unidade de plasticização - especificaçõesNo momento de especificação de
uma unidade de plasticização é necessário apontar os seguintes requisitos:
o Tipo: fuso em forma de êmbolo ou parafuso alternativo;
o Diâmetro do fuso;o Rácio L/D (aspeto mais importante);o Peso máximo em kg de PS num ciclo, ou o
volume de material por ciclo;o A capacidade de plasticização;o Pressão máxima de injeção;o Outras especificações determinadas pelo
fabricante do equipamento.
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
A fase de plasticização começa no momento em que termina a fase de compactação;
Logo que termina esta fase começa a nova plasticização de mais material para um novo ciclo;
Pode ser usado o chamado atraso na plasticização;
Peça-chave para se obter um ciclo de injeção estável e com boa qualidade de fundido.
Fase de plasticização
Generalidades Ciclo demoldação
Mecanismosde plasticização ExercíciosElementos de
PlasticizaçãoUnidade de
plasticização
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
As características fundamentais para se conhecer sobre os polímeros e que determinam a fase de plasticização são:
o Densidade;o Coeficiente de atrito;o Entalpia;o Condutividade térmica;o Viscosidade;o Estabilidade térmica.
Generalidades Ciclo demoldação
Mecanismosde plasticização ExercíciosElementos de
PlasticizaçãoUnidade de
plasticização
Elementos de plasticização
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
O processo de plasticização, resume-se a:
DISSIPAÇÃO VISCOSA vs CONDUÇÃO DE CALOR
Velocidade de rotação do fuso x quadrado da
viscosidade
Capacidade de transmissão de calor x temperaturas do
cilindro
Generalidades Ciclo demoldação ExercíciosUnidade de
plasticização
Elementos de plasticização
Mecanismosde plasticização
Elementos dePlasticização
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Mecanismos de plasticização
Generalidades Ciclo demoldação ExercíciosUnidade de
plasticizaçãoElementos
de plasticizaçãoMecanismos de
Plasticização
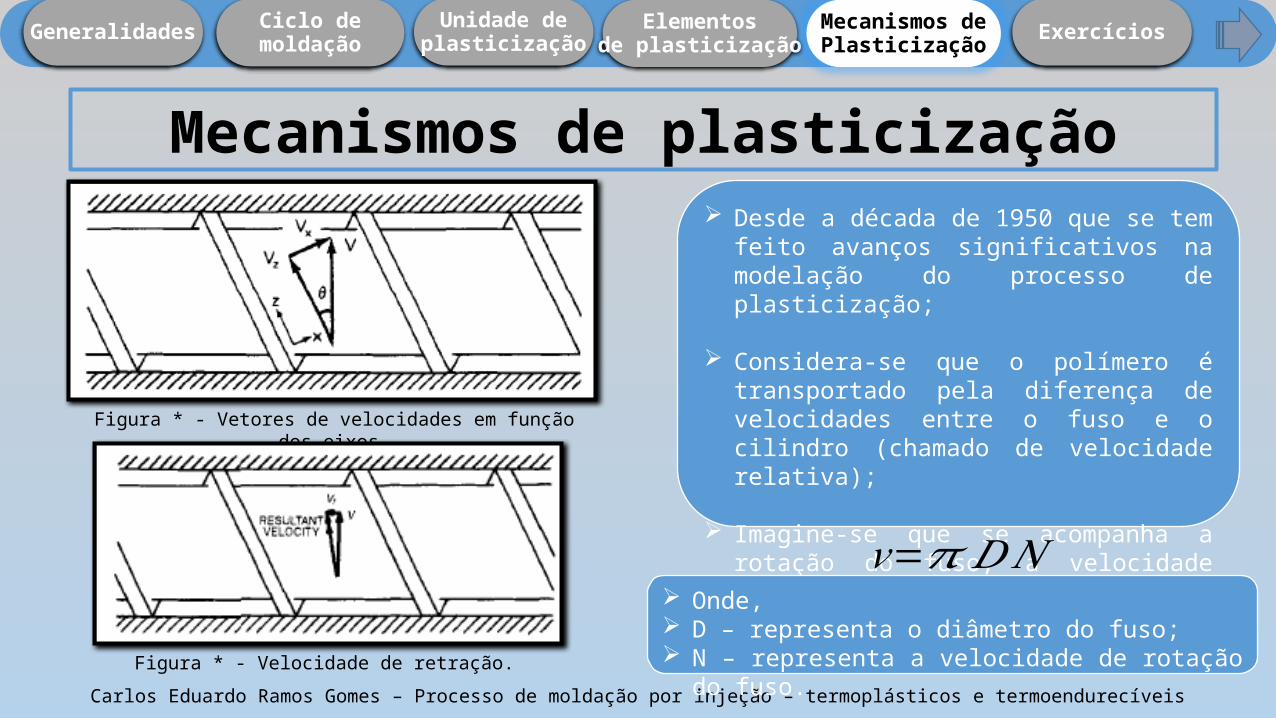
Desde a década de 1950 que se tem feito avanços significativos na modelação do processo de plasticização;
Considera-se que o polímero é transportado pela diferença de velocidades entre o fuso e o cilindro (chamado de velocidade relativa);
Imagine-se que se acompanha a rotação do fuso, a velocidade circunferencial aparente é dado por,
𝑣=𝜋 𝐷𝑁 Onde, D – representa o diâmetro do fuso; N – representa a velocidade de rotação do fuso.
Figura * - Vetores de velocidades em função dos eixos.
Figura * - Velocidade de retração.
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Mecanismos de plasticização
Generalidades Ciclo demoldação ExercíciosUnidade de
plasticizaçãoElementos
de plasticizaçãoMecanismos de
Plasticização
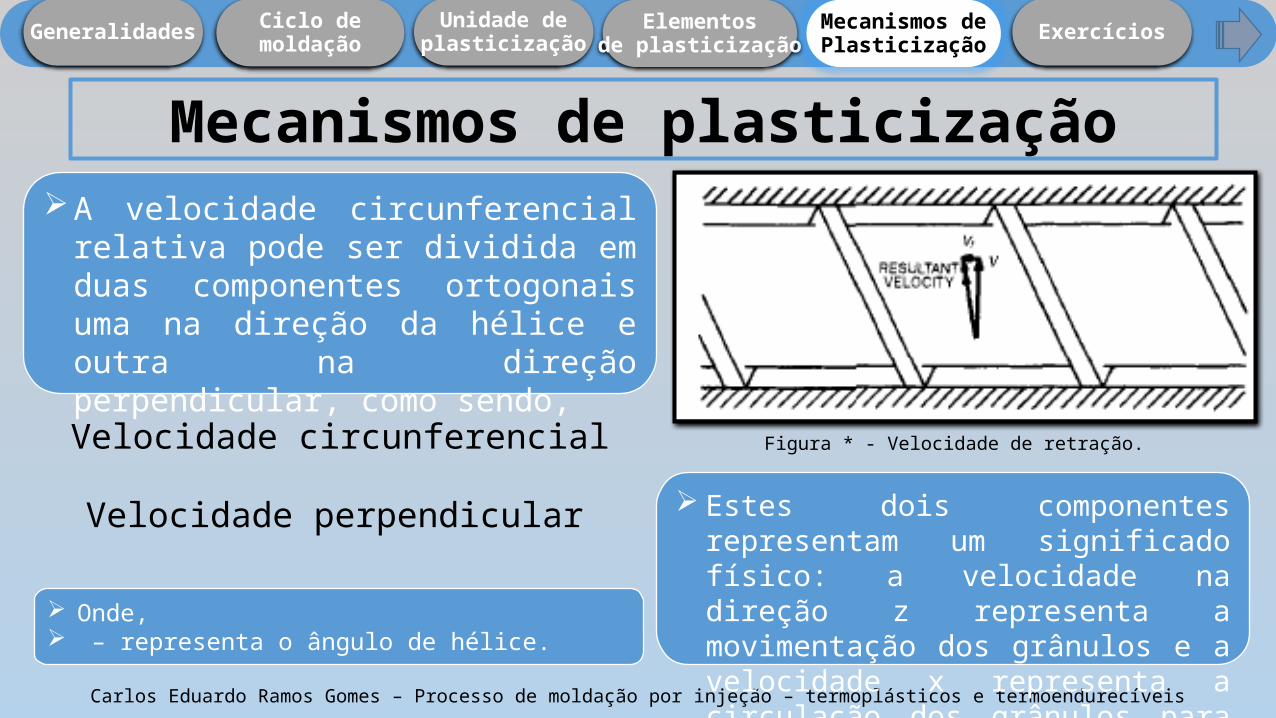
A velocidade circunferencial relativa pode ser dividida em duas componentes ortogonais uma na direção da hélice e outra na direção perpendicular, como sendo,
Figura * - Velocidade de retração.Velocidade circunferencialVelocidade perpendicular
Onde, – representa o ângulo de hélice.
Estes dois componentes representam um significado físico: a velocidade na direção z representa a movimentação dos grânulos e a velocidade x representa a circulação dos grânulos para a frente do cilindro.

Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Generalidades Ciclo demoldação ExercíciosUnidade de
plasticizaçãoElementos
de plasticizaçãoMecanismos de
Plasticização
Colocar neste local uma forma de plasticização dos grânulos, filme de fundido, poço de fundido, etc… Não sei onde está este esquema, deve-se pesquisar e coloca-lo neste local, isto pode ser considerado como o aspeto mais fundamental…
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Generalidades Ciclo demoldação ExercíciosUnidade de
plasticizaçãoElementos
de plasticizaçãoMecanismos de
Plasticização
Poço de fundido
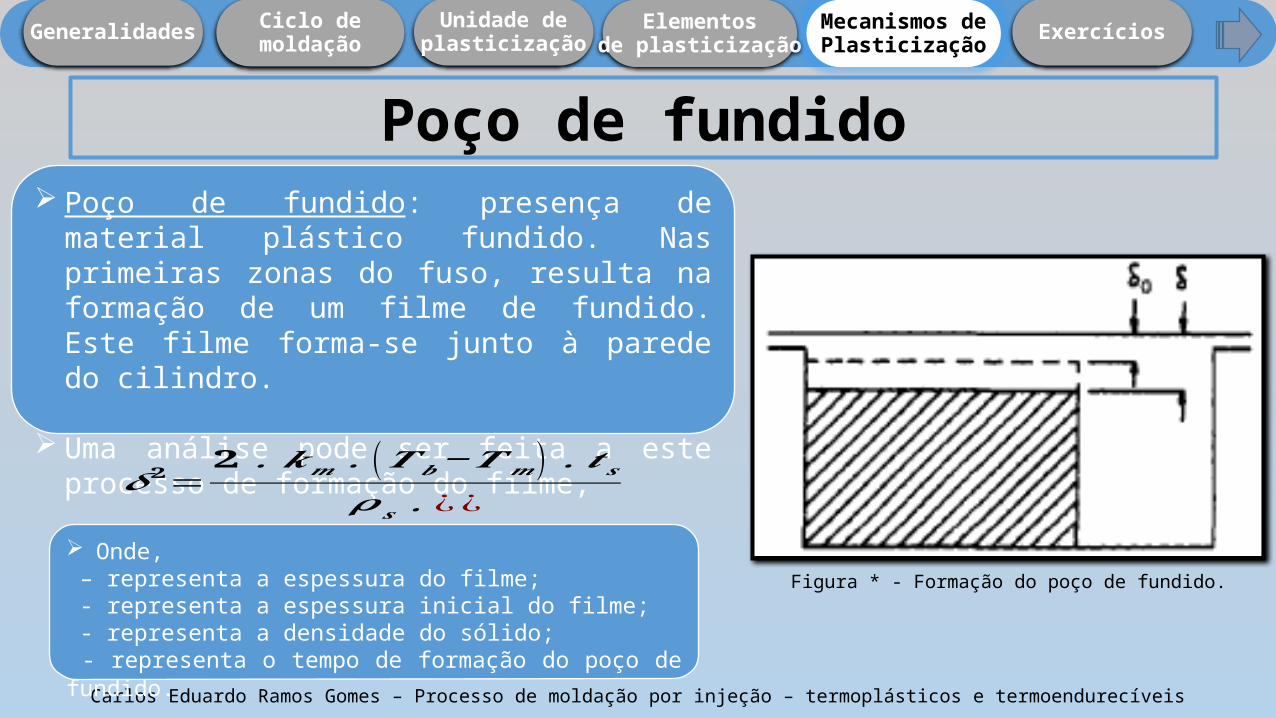
Figura * - Formação do poço de fundido.
Poço de fundido: presença de material plástico fundido. Nas primeiras zonas do fuso, resulta na formação de um filme de fundido. Este filme forma-se junto à parede do cilindro.
Uma análise pode ser feita a este processo de formação do filme,
𝜹𝟐=𝟐 .𝒌𝒎 . (𝑻 𝒃−𝑻𝒎 ) .𝒕 𝒔
𝝆𝒔 .¿¿ Onde, – representa a espessura do filme; - representa a espessura inicial do filme; - representa a densidade do sólido; - representa o tempo de formação do poço de fundido.
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Generalidades Ciclo demoldação ExercíciosUnidade de
plasticizaçãoElementos
de plasticizaçãoMecanismos de
Plasticização
Poço de fundido Comentários à equação anterior: esta equação
indica que se a espessura inicial do filme for zero, o crescimento é rápido. Mas se a espessura inicial do filme for grande, o crescimento do filme é pequeno.
A fusão de material por condução de calor vai sendo cada vez menor, à medida que a espessura de filme cresce;
Quando se aumenta a espessura do filme, temos uma redução na dissipação viscosa, devido à menor taxa de corte (velocidade).
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Fase decompactação
Fase deinjeçãoGeneralidades Fase de
arrefecimentoCiclo de injeção Fase deplasticização
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Generalidades Ciclo demoldação ExercíciosUnidade de
plasticizaçãoElementos
de plasticizaçãoMecanismos de
Plasticização
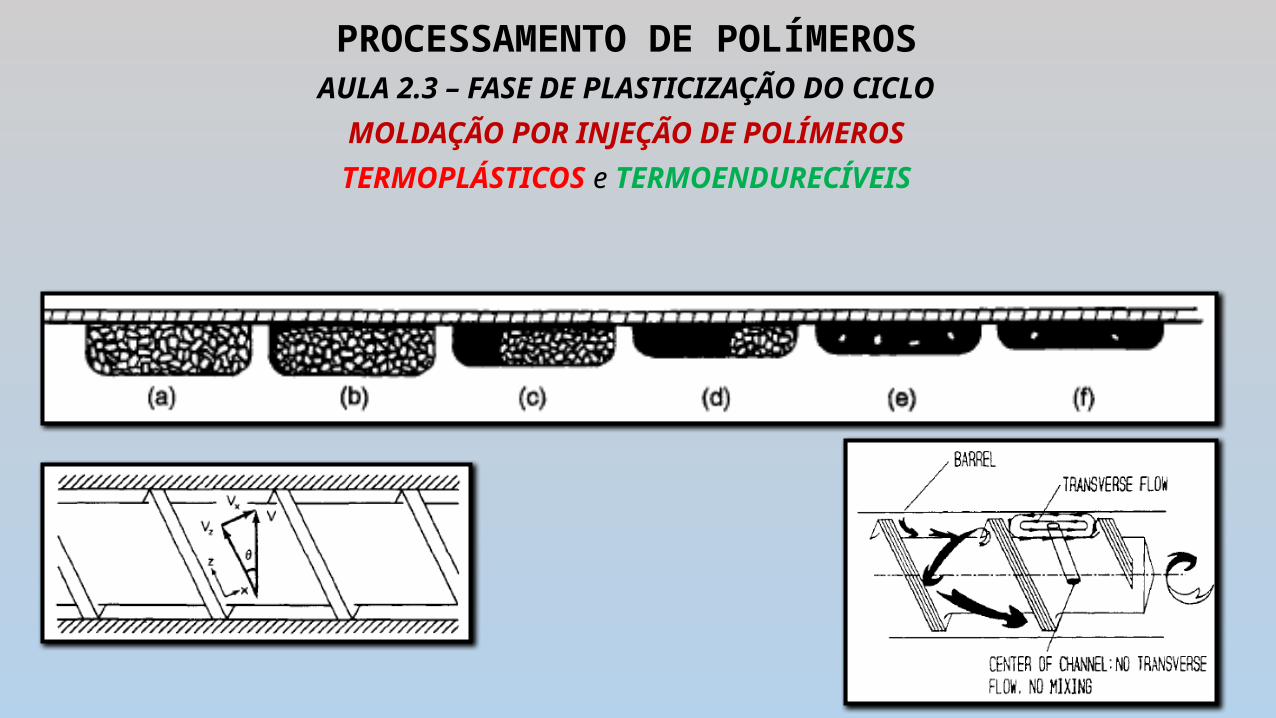
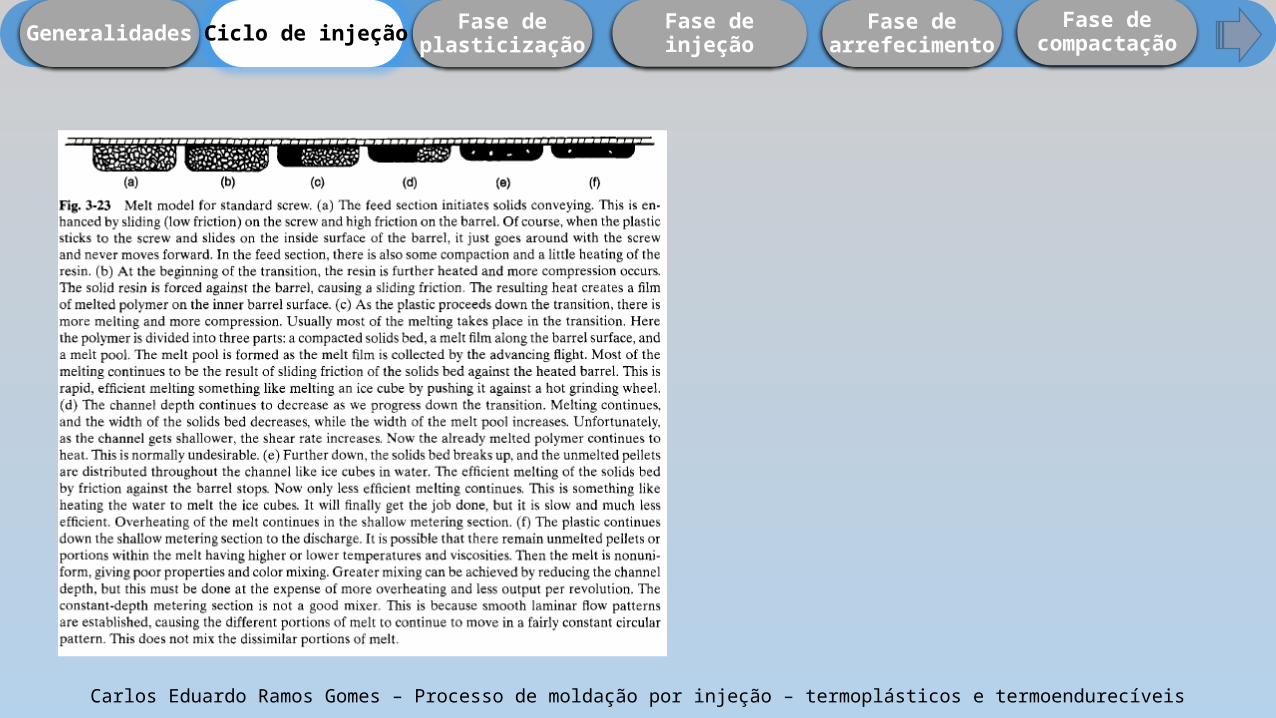
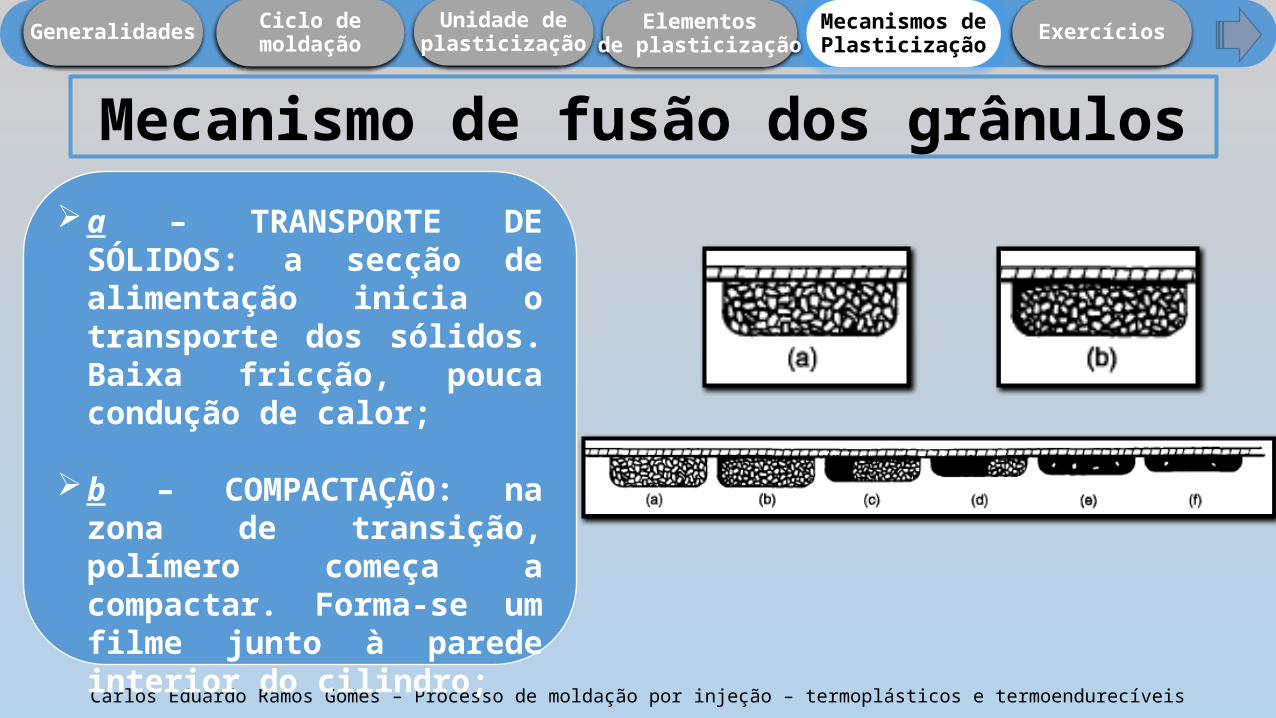
Mecanismo de fusão dos grânulosa – TRANSPORTE DE
SÓLIDOS: a secção de alimentação inicia o transporte dos sólidos. Baixa fricção, pouca condução de calor;
b – COMPACTAÇÃO: na zona de transição, polímero começa a compactar. Forma-se um filme junto à parede interior do cilindro;
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Generalidades Ciclo demoldação ExercíciosUnidade de
plasticizaçãoElementos
de plasticizaçãoMecanismos de
Plasticização
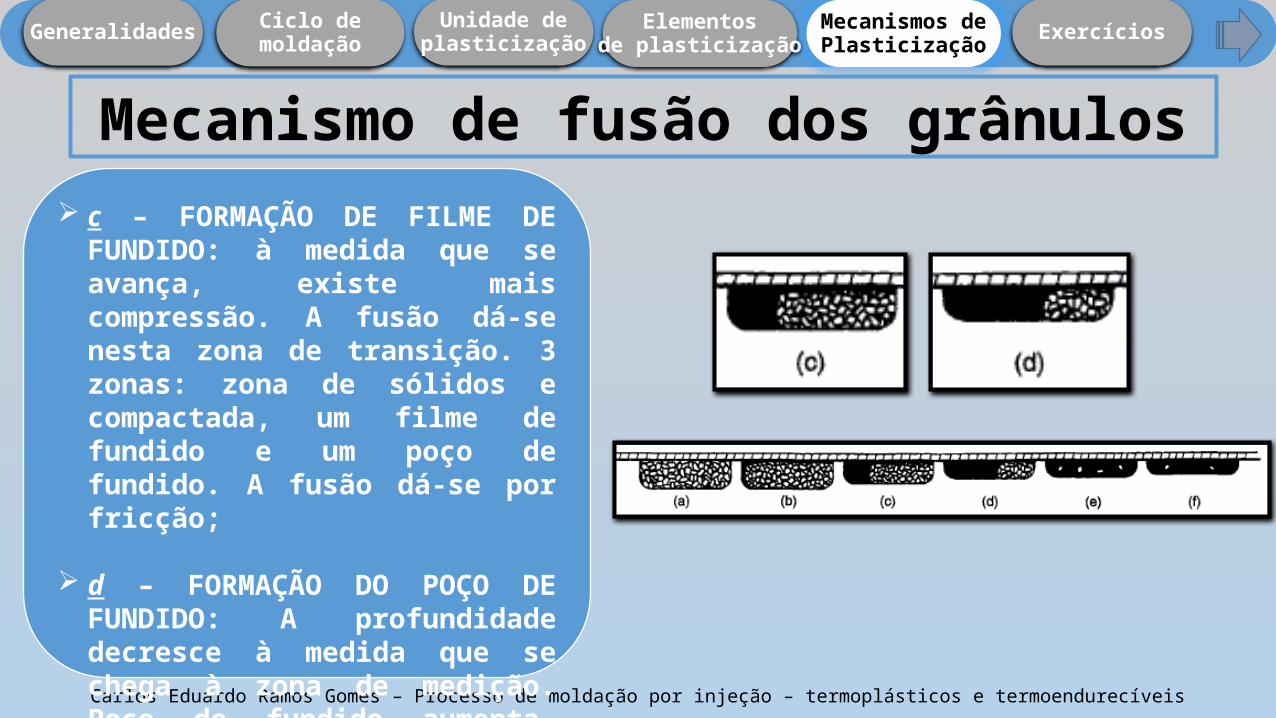
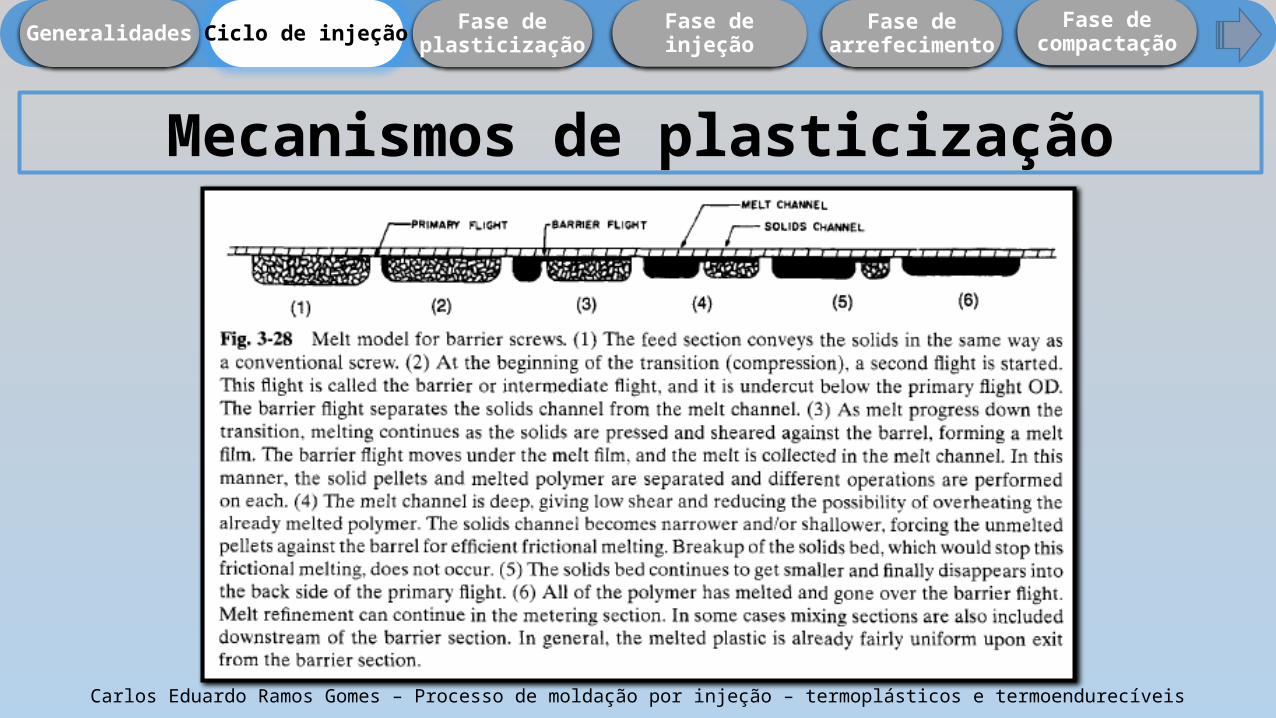
Mecanismo de fusão dos grânulos c – FORMAÇÃO DE FILME DE
FUNDIDO: à medida que se avança, existe mais compressão. A fusão dá-se nesta zona de transição. 3 zonas: zona de sólidos e compactada, um filme de fundido e um poço de fundido. A fusão dá-se por fricção;
d – FORMAÇÃO DO POÇO DE FUNDIDO: A profundidade decresce à medida que se chega à zona de medição. Poço de fundido aumenta, zona de sólidos diminui;

Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Generalidades Ciclo demoldação ExercíciosUnidade de
plasticizaçãoElementos
de plasticizaçãoMecanismos de
Plasticização
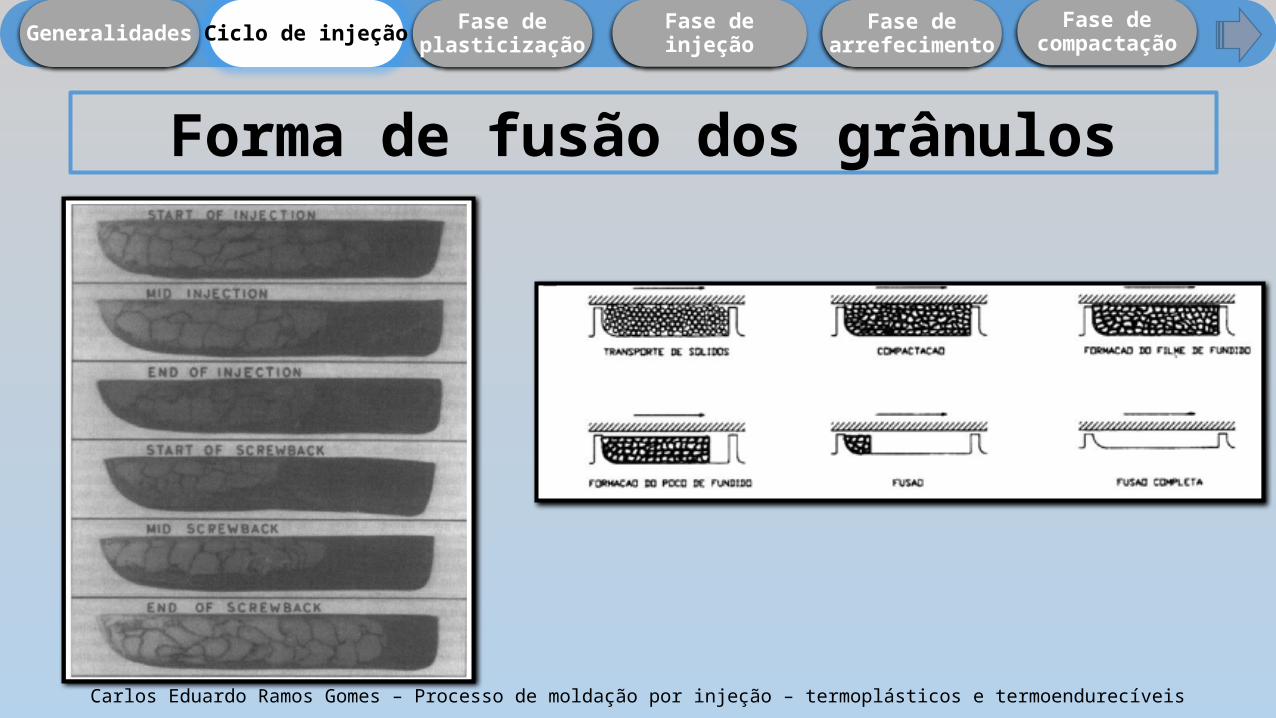
Forma de fusão dos grânulos e – FUSÃO: a zona de sólidos diminui cada vez
mais, como cubos de gelo em água. Fricção entre a camada de sólidos e o cilindro;
f - FUSÃO COMPLETA: zona de medição, o fundido deve ser o mais homogéneo possível, tanto em termos de temperatura como de viscosidade. A profundidade do canal deve ser constante nesta zona. Não deve existir grânulos por fundir.
Recomendações globais: o coeficiente de atrito deve ser baixo na superfície do fuso e alto na camada interior do cilindro, se isto não for conseguido o polímero roda com o fuso e não avança.
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Fase decompactação
Fase deinjeçãoGeneralidades Fase de
arrefecimentoCiclo de injeção Fase deplasticização
Forma de fusão dos grânulos
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Fase decompactação
Fase deinjeçãoGeneralidades Fase de
arrefecimentoCiclo de injeção Fase deplasticização
Mecanismos de plasticização
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Generalidades Ciclo demoldação ExercíciosUnidade de
plasticizaçãoElementos
de plasticizaçãoMecanismos de
Plasticização
Misturas e dispositivos de fusão Um fuso que não tenha elementos de
misturas como barreira, pode ser uma boa solução, pois tem uma taxa de corte uniforme. A mistura tanto pode ser distributiva como dispersiva ou ambas;
Na mistura deve-se verificar o seguinte:o A região do fuso onde acontece a mistura
deve sujeita a grande tensão;o Esta região de alta tensão apenas deve
acontecer num curto espaço de tempo;o Todo o elemento do fluido deve estar sujeito
à mesma tensão, para acontecer uma mistura uniforme.
Do mesmo modo, deve ser seguido a mesma regra na mistura, a queda de pressão é mínima na secção de mistura;
Em misturas do tipo barreira. Dispositivos de misturas são usados para melhorar a performance. Estes dispositivos são mais usados em extrusoras. No entanto, o fuso da MI é normalmente universal.
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
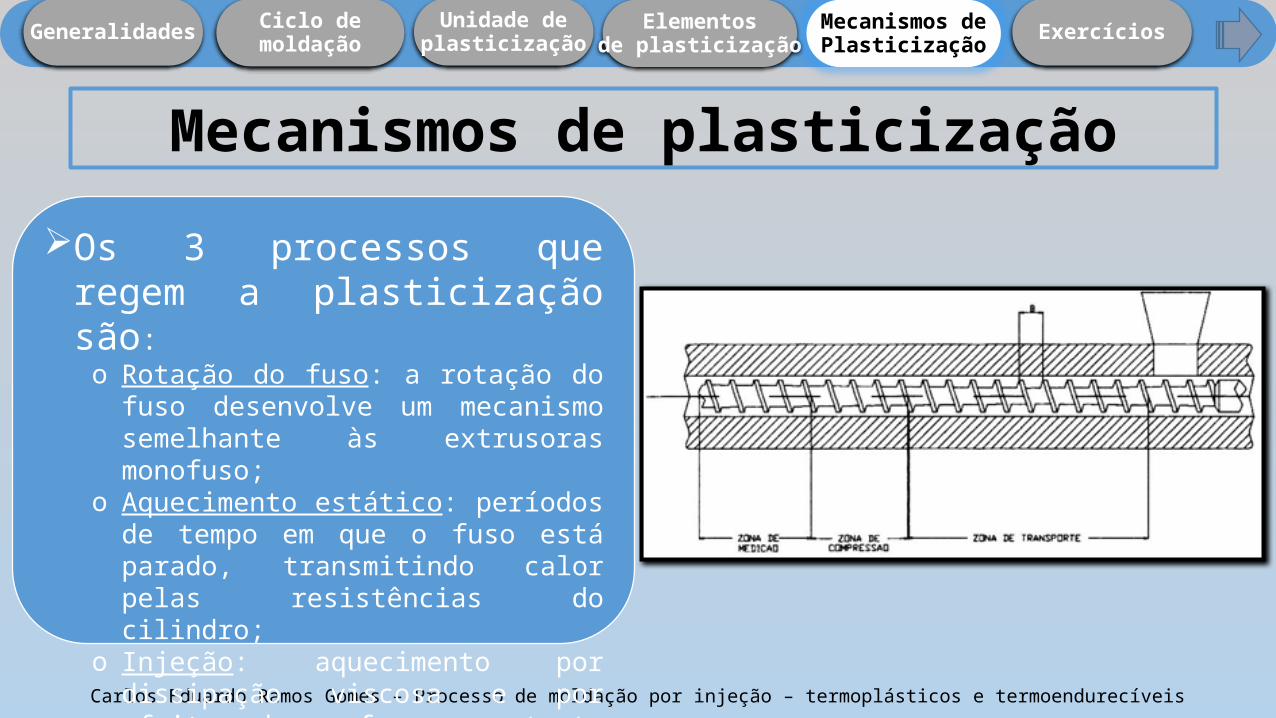
Mecanismos de plasticizaçãoOs 3 processos que regem a
plasticização são:o Rotação do fuso: a rotação do fuso
desenvolve um mecanismo semelhante às extrusoras monofuso;
o Aquecimento estático: períodos de tempo em que o fuso está parado, transmitindo calor pelas resistências do cilindro;
o Injeção: aquecimento por dissipação viscosa e por efeito do esforço cortante imposto pelo avanço do fuso.
Generalidades Ciclo demoldação ExercíciosUnidade de
plasticizaçãoElementos
de plasticizaçãoMecanismos de
Plasticização
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Generalidades Ciclo demoldação ExercíciosUnidade de
plasticizaçãoElementos
de plasticizaçãoMecanismos de
Plasticização
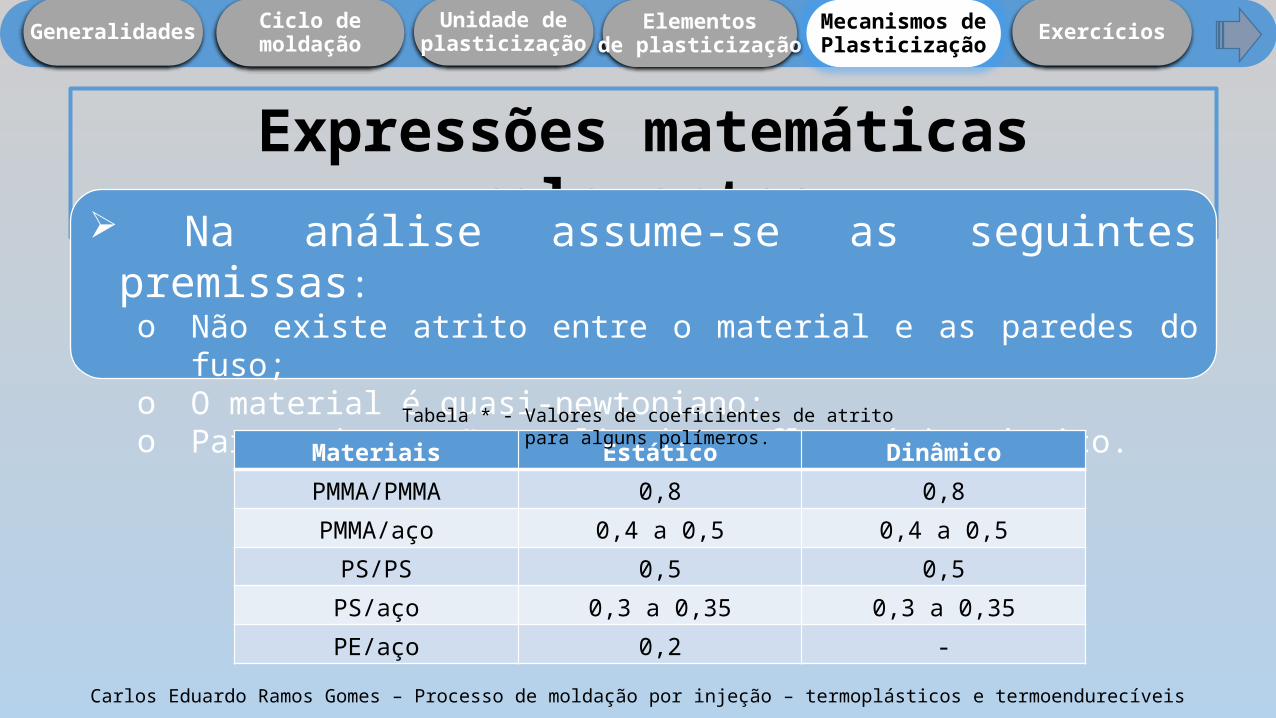
Expressões matemáticas relevantes Na análise assume-se as seguintes premissas:
o Não existe atrito entre o material e as paredes do fuso;o O material é quasi-newtoniano;o Para cada secção analisada, o fluxo é isotérmico.
Materiais Estático DinâmicoPMMA/PMMA 0,8 0,8
PMMA/aço 0,4 a 0,5 0,4 a 0,5
PS/PS 0,5 0,5
PS/aço 0,3 a 0,35 0,3 a 0,35
PE/aço 0,2 -
Tabela * - Valores de coeficientes de atrito para alguns polímeros.
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Generalidades Ciclo demoldação ExercíciosUnidade de
plasticizaçãoElementos
de plasticizaçãoMecanismos de
Plasticização
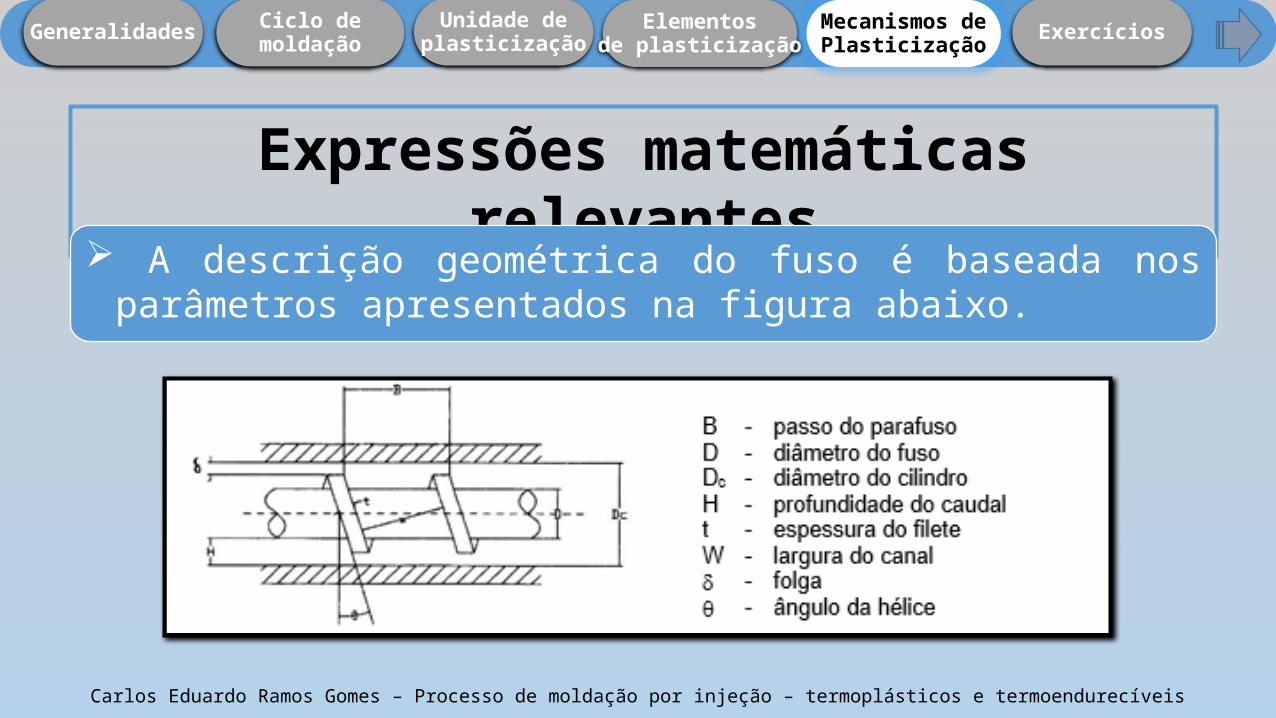
Expressões matemáticas relevantes A descrição geométrica do fuso é baseada nos parâmetros
apresentados na figura abaixo.
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Generalidades Ciclo demoldação ExercíciosUnidade de
plasticizaçãoElementos
de plasticizaçãoMecanismos de
Plasticização
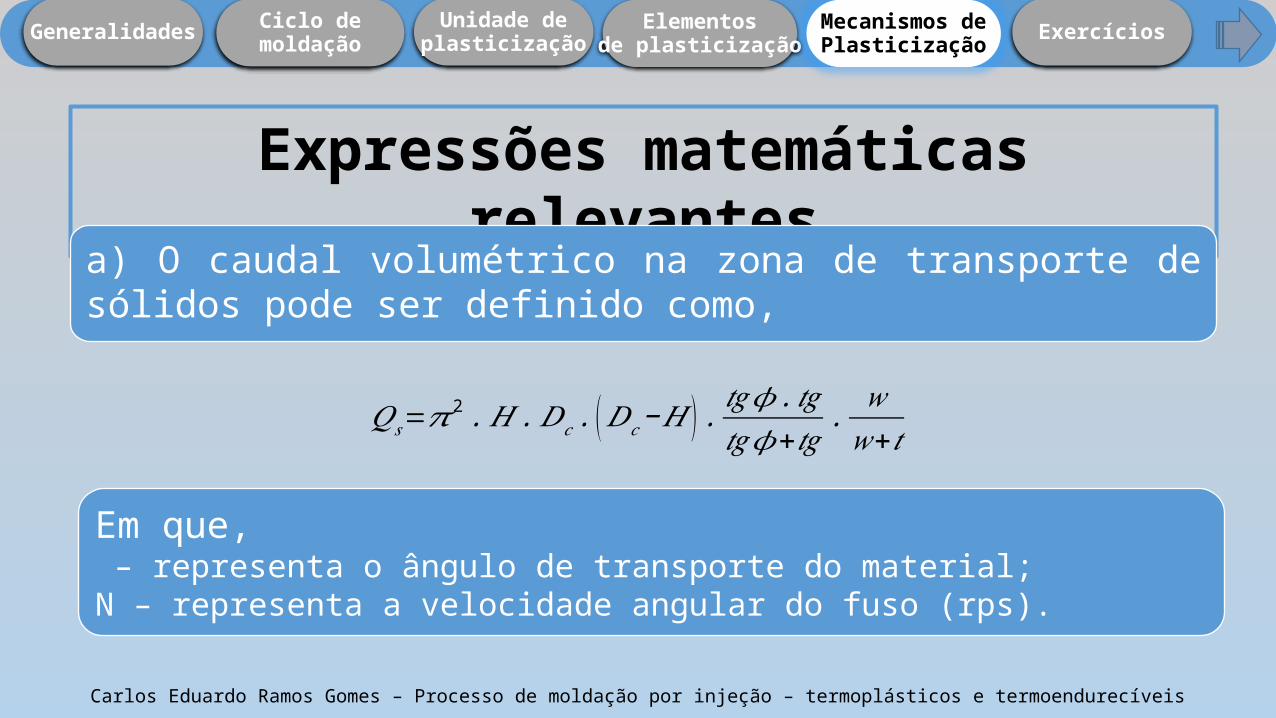
Expressões matemáticas relevantesa) O caudal volumétrico na zona de transporte de sólidos pode ser definido como,
𝑄𝑠=𝜋2 .𝐻 .𝐷𝑐 . (𝐷𝑐−𝐻 ) . 𝑡𝑔𝜙 . 𝑡𝑔𝑡𝑔𝜙+𝑡𝑔 .𝑤𝑤+𝑡
Em que, – representa o ângulo de transporte do material;N – representa a velocidade angular do fuso (rps).
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Generalidades Ciclo demoldação ExercíciosUnidade de
plasticizaçãoElementos
de plasticizaçãoMecanismos de
Plasticização
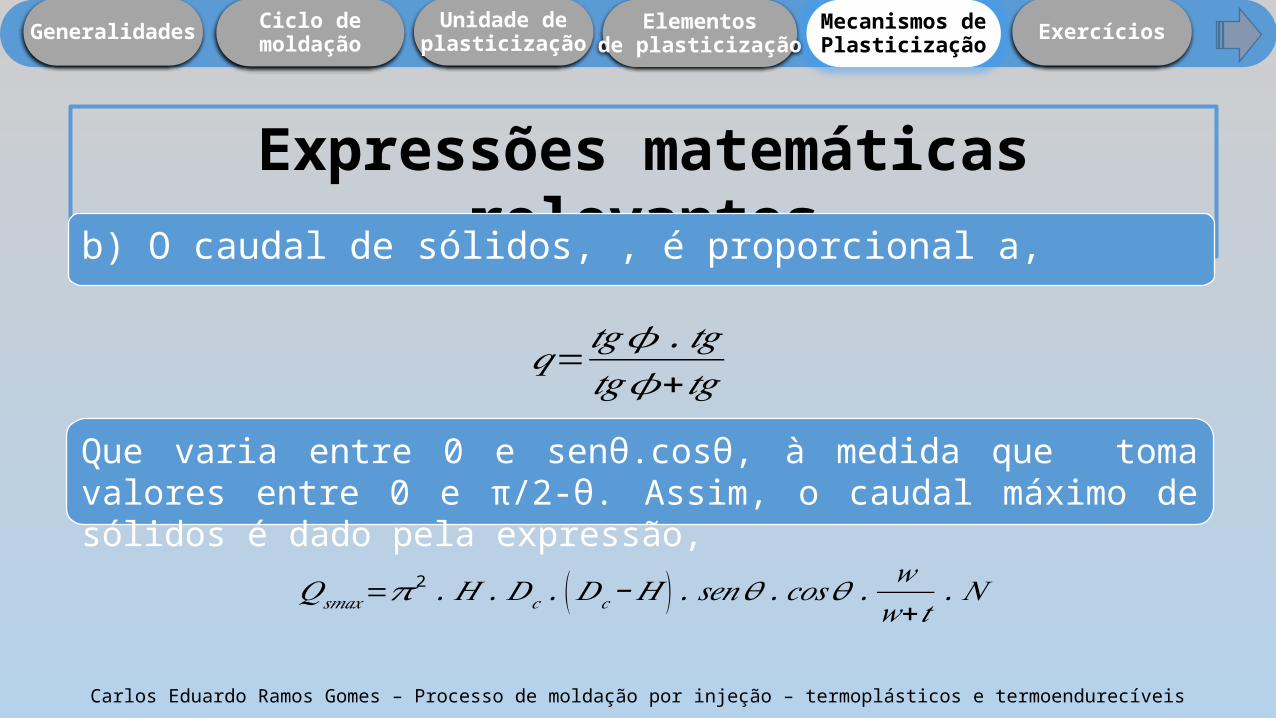
Expressões matemáticas relevantesb) O caudal de sólidos, , é proporcional a,
Que varia entre 0 e senθ.cosθ, à medida que toma valores entre 0 e π/2-θ. Assim, o caudal máximo de sólidos é dado pela expressão,
𝑞=𝑡𝑔 𝜙 .𝑡𝑔𝑡𝑔𝜙+𝑡𝑔
𝑄𝑠𝑚𝑎𝑥=𝜋 2 .𝐻 .𝐷𝑐 . (𝐷𝑐−𝐻 ) .𝑠𝑒𝑛𝜃 .𝑐𝑜𝑠𝜃 . 𝑤𝑤+𝑡 .𝑁
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Generalidades Ciclo demoldação ExercíciosUnidade de
plasticizaçãoElementos
de plasticizaçãoMecanismos de
Plasticização
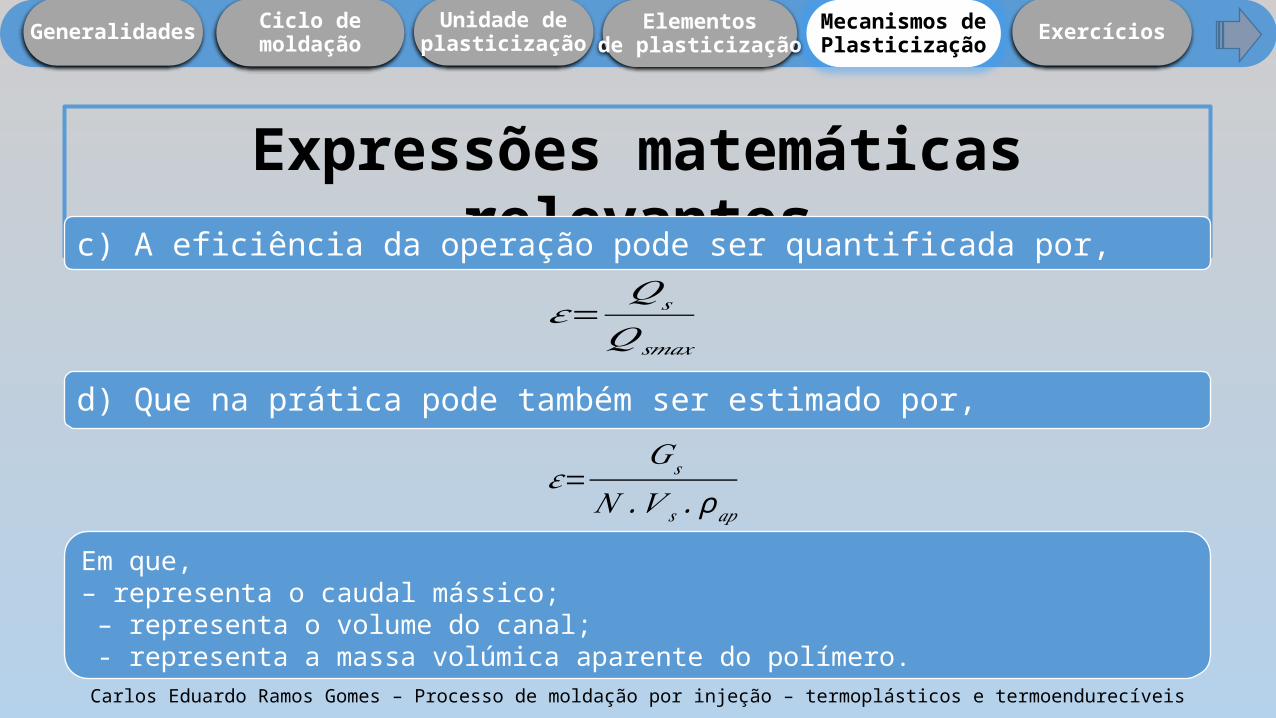
Expressões matemáticas relevantesc) A eficiência da operação pode ser quantificada por,
d) Que na prática pode também ser estimado por,
𝜀=𝑄𝑠
𝑄𝑠𝑚𝑎𝑥
𝜀=𝐺𝑠
𝑁 .𝑉 𝑠 . ρ𝑎𝑝Em que,– representa o caudal mássico; – representa o volume do canal; - representa a massa volúmica aparente do polímero.
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Generalidades Ciclo demoldação ExercíciosUnidade de
plasticizaçãoElementos
de plasticizaçãoMecanismos de
Plasticização
Considerações globais na unidade de plasticização
O projeto de unidades de plasticização deve maximizar o valor de ϕ;
Deve também maximizar-se o atrito entre o polímero e o cilindro;
Deve minimizar-se o atrito entre o fuso e o polímero;
Na prática isto é conseguido usando-se paredes interiores do cilindro, rugosas;
O fuso pode também ser arrefecido, através da circulação de um fluido interior;
A fase de plasticização na MI é muitas vezes negligenciada, na extrusão a fase de plasticização é a mais importante.
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Exercícios1. A fase de plasticização do ciclo de moldação é importante para se fazer uma
correta mistura entre polímero e seus componentes, neste sentido:a) Indique o entende por mistura dispersiva e mistura distributiva;b) Indique como procederia para melhorar a performance de mistura de um
determinado sistema de polímeros mais aditivos.
2. Uma das unidades funcionais de uma MMI é a chamada unidade de plasticização ou também denominada de injeção. Indique quais são os elementos constituintes de uma unidade de plasticização/injeção. Indique também a sua funcionalidade.
3. Explore as funções da unidade de plasticização, indique qual a sua funcionalidade e a sua importância para as fases do ciclo, quer na injeção quer, principalmente na fase de plasticização do ciclo de moldação.
Generalidades Ciclo demoldação
Mecanismosde plasticização
Unidade deplasticização
Elementosde plasticização Exercícios
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Exercícios4. Aponte 5 vantagens no uso de um parafuso do tipo alternativo na unidade de
plasticização.
5. A forma de plasticização é importante para um determinado ciclo de moldação, desta forma,a) Indique as 3 formas de plasticização presentes num determinado processo de injeção;b) Diga o que entende por dissipação viscosa.
6. A forma de fusão dos grânulos dentro do cilindro de plasticização é feita em etapas, que podem ser dividas em 6 etapas distintas. Faça um esquema com o que acontece no interior do cilindro durante a fusão dos grânulos. Explore e legende cada uma destas etapas.
Generalidades Ciclo demoldação
Mecanismosde plasticização
Unidade deplasticização
Elementosde plasticização Exercícios
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Exercícios
7. Comente a afirmação, ‘em peças transparentes a plasticização tem grande influência na produtividade’.
8. Comente a afirmação, ‘em peças de paredes finas, o desempenho da unidade de plasticização tem grande influência na produtividade’.
Generalidades Ciclo demoldação
Mecanismosde plasticização
Unidade deplasticização
Elementosde plasticização Exercícios
Carlos Eduardo Ramos Gomes – Processo de moldação por injeção – termoplásticos e termoendurecíveis
Bibliografia recomendada1. Site dos fabricantes de matérias-primas, Bayer, BASF, Dupont, Lanxess, Ticona,
Sabic;2. Injection Molding Handbook, Rosato;3. Plastic part design for injection molding, Malloy;4. Sites de troca de documentos, ebah, scribd;5. Handbook of molded part shrinkage and warpage, Fisher;6. Sites da especialidade, relacionados com injeção de polímeros, polímeros, moldes
para injeção de polímeros, ciclo de injeção, máquinas de moldação por injeção;7. Sites de fabricantes de maquinaria para injeção polímeros, Arburg, Ferromatik-
Milacron, Demag, Engel, Krauss-Maffei.
Bibliografiarecomendada











![Inyeccion Termoplasticos 14360[1]](https://static.fdocuments.net/doc/165x107/563dbb64550346aa9aacc512/inyeccion-termoplasticos-143601.jpg)